Сварочная проволока св08г2с: характеристика, расшифровка
Часто сварочные работы проводятся с использованием проволоки. Образуя валик на соединительном шве, и заполняя расстояние между соединяемыми предметами, шов получает дополнительную прочность. Такая технология применяется в различных сферах хозяйственной деятельности. Не исключение и сварка в газовой среде (различного состава).
Классификация, сортамент и требования к сварочной стали
Технические условия для стальной холоднотянутой проволоки регламентирует ГОСТ 2246–70. Это Межгосударственный стандарт для низкоуглеродистых, легированных, высоколегированных сплавов.
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Поставка и хранение
Служба технической приёмки предприятия-поставщика выступает гарантом соответствия продукции техническим условиям и стандартам, в соответствии с которым оформлен заказ на поставку. Качество контролируется на всех стадиях производства.
Требования к поставке:
- Любая партия поставки изделия (проволоки) имеет поверхность одинакового качества и вида, одинаковый размер сечения, строго определённое назначение и состоит из одной плавки.
- Каждая единица изделий (катушка, кассета, моток) обмеряется и осматривается контролёром.
- Химический состав с необходимой точностью обязан полностью соответствовать стандарту.
- Результаты всех положенных испытаний должны быть полностью удовлетворительными.
- В трёх равноудалённых местах мотки перевязываются мягкой проволокой.
- Допустимо несколько мотков объединять (связывать в бухты). Если при этом масса одной связки не превышает 80 кг и состоит из одной партии металла.
- Каждая единица продукции маркируется биркой из металла. На ней нанесена следующая информация: номер партии изделия, сокращённое обозначение продукции, товарный знак завода — поставщика, клеймо технической приёмки. Так, для Св-08Г2С проволоки сварочной легированной диаметром 4 мм, с покрытой медью поверхностью, запись будет такой: Проволока 4 Св-08Г2С — О ГОСТ 2246–70.
- Отдельная бухта, кассета и моток, считается единицей изделия. Упаковывается в бумагу и (или) полиэтиленовую плёнку. После чего на упакованную продукцию вешают ярлык с информацией.
- На каждую партию товара оформляется сертификат соответствия, где указаны все характеристики по ГОСТ, а также масса нетто (в килограммах).
- Хранят метизы на закрытых складах (в помещениях).
Благодаря строгой системе сертификации и стандартизации стальные метизы широко применяются в обработке ответственных узлов и деталей машиностроения, самолётостроения и других производств.
Сварочная проволока св08г2с: характеристика, расшифровка
Часто сварочные работы проводятся с использованием проволоки. Образуя валик на соединительном шве, и заполняя расстояние между соединяемыми предметами, шов получает дополнительную прочность. Такая технология применяется в различных сферах хозяйственной деятельности. Не исключение и сварка в газовой среде (различного состава).
Классификация, сортамент и требования к сварочной стали
Технические условия для стальной холоднотянутой проволоки регламентирует ГОСТ 2246–70. Это Межгосударственный стандарт для низкоуглеродистых, легированных, высоколегированных сплавов.
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Поставка и хранение
Служба технической приёмки предприятия-поставщика выступает гарантом соответствия продукции техническим условиям и стандартам, в соответствии с которым оформлен заказ на поставку. Качество контролируется на всех стадиях производства.
Требования к поставке:
- Любая партия поставки изделия (проволоки) имеет поверхность одинакового качества и вида, одинаковый размер сечения, строго определённое назначение и состоит из одной плавки.
- Каждая единица изделий (катушка, кассета, моток) обмеряется и осматривается контролёром.
- Химический состав с необходимой точностью обязан полностью соответствовать стандарту.
- Результаты всех положенных испытаний должны быть полностью удовлетворительными.
- В трёх равноудалённых местах мотки перевязываются мягкой проволокой.
- Допустимо несколько мотков объединять (связывать в бухты). Если при этом масса одной связки не превышает 80 кг и состоит из одной партии металла.
- Каждая единица продукции маркируется биркой из металла. На ней нанесена следующая информация: номер партии изделия, сокращённое обозначение продукции, товарный знак завода — поставщика, клеймо технической приёмки. Так, для Св-08Г2С проволоки сварочной легированной диаметром 4 мм, с покрытой медью поверхностью, запись будет такой: Проволока 4 Св-08Г2С — О ГОСТ 2246–70.
- Отдельная бухта, кассета и моток, считается единицей изделия. Упаковывается в бумагу и (или) полиэтиленовую плёнку. После чего на упакованную продукцию вешают ярлык с информацией.
- На каждую партию товара оформляется сертификат соответствия, где указаны все характеристики по ГОСТ, а также масса нетто (в килограммах).
- Хранят метизы на закрытых складах (в помещениях).
Благодаря строгой системе сертификации и стандартизации стальные метизы широко применяются в обработке ответственных узлов и деталей машиностроения, самолётостроения и других производств.
Технические характеристики сварочной проволоки типа св08г2с: применение, требования, маркировка
Для проведения сварочных работ используется проволока. В настоящее время существует несколько её разновидностей. Одним из востребованных видов продукции является проволока с высоким уровнем легирования СВ08Г2С. Ее применяют для различных видов сварочных работ. Также она используется в качестве одного из материалов при производстве электродов для наплавочных работ.Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70 зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
- никель — количество этого элемента составляет до 0,25;
- хром – его содержание не превышает 0,2;
- марганец — его величина может достигать 2,1;
- кремний – содержание этого элемента может достигать до 0,95;
- сера – в составе метиза содержание этого компонента может достигать 0,025;
- фосфор – он содержится в этом метизе в количестве 0,03;
- углерод — его значение варьируется от 0,05 до 0,11.
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.
В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики
У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства.Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава. Стоит сказать, что его наличие не является нарушением требований государственных нормативов. Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит.
Зачем следует знать коэффициент наплавки?
Выполняя работы по наплавке, специалист должен знать, какой коэффициент наплавки имеет используемая им проволока. Под ним следует понимать величину, которая описывает наплавляемый за конкретное время металл при определенной силе тока. Коэффициент наплавки метиза обычно составляет не менее 8,5 г/А*ч. Обычное его значение зависит от:
- химического состава метиза;
- типа покрытия изделия;
- полярности и рода тока, который используется для выполнения наплавки.
Производительность операций по наплавке во многом зависит от коэффициента наплавки метиза СВ08Г2С. Также этот показатель влияет на число потерь сварочного шва на испарение, а также на разбрызгивание и окисление. Еще рассматриваемый показатель определяет коэффициент расплавления основного металла, а также целый ряд других важных характеристик и операций по сварке.
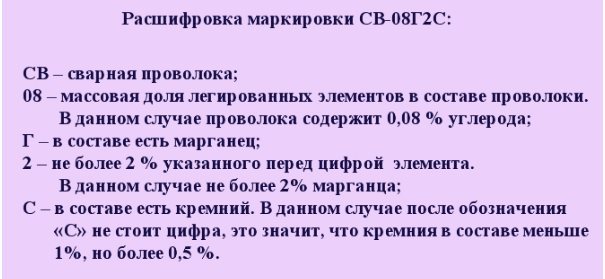
Расшифровка марки проволоки ее достоинства
Большой сложности в понимании того, что собой представляет сварочная проволока марки СВ08Г2С, не представляет. Литеры в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание в составе проволоки сотых долей углерода. Литера Г означает марганец, а цифра после неё – количественное содержание в проволоке этого элемента — 2%. Литера С означает кремний. Если число после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проволоке описываемой марки в количестве менее 1 процента.В составе сварочного метиза этой марки присутствует марганец. Благодаря ему обеспечивается повышение прочностных характеристик соединения, поскольку этот элемент формирует выраженную кристаллическую решетку сварного соединения. Кремний обеспечивает улучшение механических свойств изделия. У метиза, описываемого в этой статье, содержание кремния и марганца является оптимальным (0,83/1,95). Благодаря этому обеспечивается ряд преимуществ ее применения для операции по наплавке:
- её использование позволяет получить соединение высокого качества;
- метиз обеспечивает высокие прочностные характеристики шва;
- благодаря ей обеспечивается минимальная себестоимость изготовления сварного материала;
- метиз этой марки имеет стабильный и химический состав.
Заключение
При выполнении сварочных работ не обходится без использования сварочной проволоки. Она позволяет создать качественное сварное соединение. В настоящее время на рынке доступно большое количество марок сварочной проволоки. Многие специалисты при выполнении работ по сварке используют метиз СВ08Г2С. Благодаря компонентам, входящим в состав, её применение позволяет качественно выполнить сварочные работы и получить надежное сварное соединение.
Оцените статью: Поделитесь с друзьями!Сварочная проволока СВ08Г2С: расшифровка маркировки и ее главные достоинства, простая и омедненная, гост и сертификаты
 При соединении металлических конструкций полуавтоматическим оборудованием в блок автомата подачи загружается сварочная проволока СВ08Г2С, именно она используется как припой для формирования прочного шва. От ее химического содержания, куда входят легирующие элементы, зависит прочность и эластичность сварочного соединения деталей и заготовок из металла. Специалисты по эксплуатации сварочного оборудования считают такую продукцию наиболее востребованной во многих видах сварки.
При соединении металлических конструкций полуавтоматическим оборудованием в блок автомата подачи загружается сварочная проволока СВ08Г2С, именно она используется как припой для формирования прочного шва. От ее химического содержания, куда входят легирующие элементы, зависит прочность и эластичность сварочного соединения деталей и заготовок из металла. Специалисты по эксплуатации сварочного оборудования считают такую продукцию наиболее востребованной во многих видах сварки.
Параметры и назначение
Выпуск омедненной проволоки СВ08Г2С производится на основании ГОСТа 2246-70, основное применение — в виде плавящегося электрода для полуавтоматического оборудования и при аргонодуговой сварке.
Расшифровка аббревиатуры:
- СВ — сварочные работы,
- 08 — количество углерода,
- Г — наличие марганца,
- 2 — процентное содержание,
- С — присутствует 1% углерода.
Чтобы получить уникальные технические параметры, данная продукция легируется тугоплавкими металлами.
Процесс получения
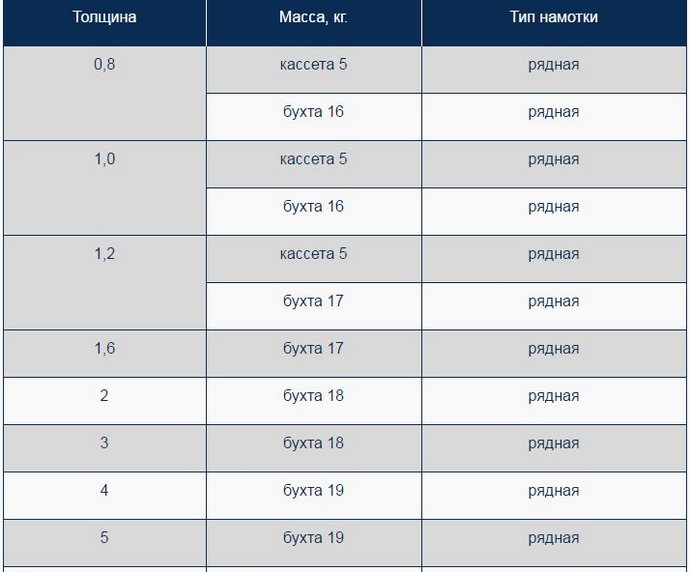
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Вид и наличие химических элементов
 Проволока с маркировкой СВ08Г2С выпускается дух видов: с малым содержанием меди и омедненная с добавлением буквы «О» в конце аббревиатуры.
Проволока с маркировкой СВ08Г2С выпускается дух видов: с малым содержанием меди и омедненная с добавлением буквы «О» в конце аббревиатуры.
Процентное содержание:
- кремний от 0,7 до 0,95,
- марганец не более 2,1,
- медь 0,25 и 0,3,
- никель 0,25,
- серы менее 0,025,
- углерод в пределах 0,05—0,11,
- фосфора около 0,03,
- хрома 0,2.
Для изделия с маркировкой СВ08Г2С-О по ГОСТу допускается присутствие азота, но не более 0,01%.
Механические характеристики
Производители подобной продукции обязательно проводят проверку на прочность, поэтому любая партия отгружаемой проволоки этой марки удовлетворяет таким требованиям, что указаны в таблице.
| Диаметр проволоки в мм | Сопротивление на разрыв, кгс/ мм2 | |
| для наплавки | сварочная | |
| Меньше 1,5 | 90—136 | 89—135 |
| 1,6 | 89—130 | 69—101 |
| 2,0 | 81—121 | |
| Более 2,0 | 69—106 | 66—96 |
При этом КОУ (коэффициент относительного удлинения) — до 30%. Yield strength (предел текучести) находится в диапазоне 415—440 МПа, а значение ударной вязкости: 56 дж/см2 при 40°С и 69 дж/см2 — 20°С.
Отличительные особенности
Если сравнивать сварочную проволоку СВ08Г2С с другими аналогами, то она имеет такие отличия:
- Стабильность сварочной дуги, что снижает возникновение прилипания электрода к поверхности свариваемого металла.
- Поддерживает широкий спектр различных режимов сварки.
- Подходит для многих типов полуавтоматических промышленных стендов и аппаратов.
- Сводит к минимуму разбрызгивание расплавленного металла, что улучшает прочностные характеристики сварочного шва.
- Повторный розжиг дуги производится легко и быстро.
- Экономит расходные материалы, например, медные наконечники.
Все перечисленные особенности позволяют на практике сваривать любые металлические конструкции посредством прочного и надежного шовного соединения, при этом кромки деталей провариваются полностью и не имеют негативных пропусков, пористости и других подобных дефектов.
Область применения
 Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.
Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.
Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод,
- полуавтоматический вариант с защитой аргоном,
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов. Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Коэффициента наплавки
Наплавочные работы осуществляются на производстве для исправления небольшого брака в сварке, а также для придания поверхностям улучшенных физических свойств. Коэффициент наплавки проволоки (далее по тексту сокращенно КНП) является одним из важнейших параметров сварочных материалов.
Конкретная величина КНП определяется:
- Химическим составом получаемого соединения.
- Наличием шовного покрытия — с высоким процентом содержания меди или нет.
- Полярностью сварочного тока — прямая или обратная.
- Видом тока — постоянный или переменный.
Показатель наплавления имеет значение 8,5 г/А.ч и не опускается ниже.
Для чего нужно знать КНП
 Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций,
- химических составляющих металлических изделий,
- вида применяемой токовой полярности.
В. Н. Глазов, образование: ПТУ, специальность — сварщик 4 разряда, опыт работы с 1992 года:«Молодым специалистам нужно уделять много времени на теоритическую подготовку, тогда на практике они будут уверенно применять полученные знания и не колебаться при выборе параметров сварки разных по химическому составу металлоконструкций».
Основные достоинства
Проволока аналогичной маркировки позволяет выполнить герметичные швы высокого качества, во время производства сварки дуга отличается устойчивым горением, независимо от используемого оборудования: бюджетного оно класса или для профессионалов. Повторное возбуждение дуги при внезапном затухании не является проблемой даже для новичков.
При сварке в защитном газе металл практически не разбрызгивается, шовное соединение имеет приятный внешний вид, что немаловажно при ремонте конструкций остающихся на виду. При таком соединении дополнительная обработка или шлифовка не применяется, за ненадобностью. При использовании медного наконечника, его оплавление в процессе длительной эксплуатации незначительное, потому что проволока с маркировкой СВ08Г2С не оказывает на него абсолютно никакого влияния.
Упаковка и сертификаты
При заводской намотке проволока СВ08Г2С упаковывается в такую тару:
- катушки К-200 по 5 кг,
- К-300 — 15 кг,
- розетты и каркасные кассеты по 15—16 кг,
- картонные коробки, европейского вида поддоны или стрейч-пленка,
- мотки с двумя слоями непроницаемой бумагой или тканью для тары — до 90 кг,
- большие бухты в стрейч-пленке 1,0—1,3 т.
При хранении в кассетах или катушках применяется нерядная или рядная намотка с разной силой натяжения.
 Существуют сертификаты на продукцию:
Существуют сертификаты на продукцию:
- свидетельство об одобрении от Российского Морского РС (Регистра Судоходства) категории 2YMS,
- свидетельство об аттестации НАКС,
- БелСт — действует в Республике Беларусь с 1992 года,
- ГОСТ Р.
Любой вид упаковки аналогичной марки сварочной проволоки при отгрузке должен иметь сертификат, без их наличия продукция не отгружается клиентам.
Выводы
Любой вид сварки не может проходить без присутствия проволоки марки СВ08Г2С, она способна создавать благоприятные условия для формирования прочностного шва. Внутренний рынок России насыщен марками сварочной проволоки от многочисленных производителей из стран мирового содружества, но опытные сварщики предпочитают использовать СВ08Г2С-О, т. к. при её использовании обеспечивается надежность эксплуатации шовного соединения.
 Загрузка…
Загрузка…расшифровка маркировки и ее главные достоинства, простая и омедненная, гост и сертификаты – Расходники и комплектующие на Svarka.guru

При соединении металлических конструкций полуавтоматическим оборудованием в блок автомата подачи загружается сварочная проволока СВ08Г2С, именно она используется как припой для формирования прочного шва. От ее химического содержания, куда входят легирующие элементы, зависит прочность и эластичность сварочного соединения деталей и заготовок из металла. Специалисты по эксплуатации сварочного оборудования считают такую продукцию наиболее востребованной во многих видах сварки.Параметры и назначение
Выпуск омедненной проволоки СВ08Г2С производится на основании ГОСТа 2246-70, основное применение — в виде плавящегося электрода для полуавтоматического оборудования и при аргонодуговой сварке.
Расшифровка аббревиатуры:
- СВ — сварочные работы;
- 08 — количество углерода;
- Г — наличие марганца;
- 2 — процентное содержание;
- С — присутствует 1% углерода.
Чтобы получить уникальные технические параметры, данная продукция легируется тугоплавкими металлами.
Процесс получения
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Вид и наличие химических элементов

Проволока с маркировкой СВ08Г2С выпускается дух видов: с малым содержанием меди и омедненная с добавлением буквы «О» в конце аббревиатуры.Процентное содержание:
- кремний от 0,7 до 0,95;
- марганец не более 2,1;
- медь 0,25 и 0,3;
- никель 0,25;
- серы менее 0,025;
- углерод в пределах 0,05—0,11;
- фосфора около 0,03;
- хрома 0,2.

Для изделия с маркировкой СВ08Г2С-О по ГОСТу допускается присутствие азота, но не более 0,01%.
Механические характеристики
Производители подобной продукции обязательно проводят проверку на прочность, поэтому любая партия отгружаемой проволоки этой марки удовлетворяет таким требованиям, что указаны в таблице.
| Диаметр проволоки в мм | Сопротивление на разрыв, кгс/ мм2 | |
| для наплавки | сварочная | |
| Меньше 1,5 | 90—136 | 89—135 |
| 1,6 | 89—130 | 69—101 |
| 2,0 | 81—121 | |
| Более 2,0 | 69—106 | 66—96 |
При этом КОУ (коэффициент относительного удлинения) — до 30%. Yield strength (предел текучести) находится в диапазоне 415—440 МПа, а значение ударной вязкости: 56 дж/см2 при 40°С и 69 дж/см2 — 20°С.
Отличительные особенности
Если сравнивать сварочную проволоку СВ08Г2С с другими аналогами, то она имеет такие отличия:
- Стабильность сварочной дуги, что снижает возникновение прилипания электрода к поверхности свариваемого металла.
- Поддерживает широкий спектр различных режимов сварки.
- Подходит для многих типов полуавтоматических промышленных стендов и аппаратов.
- Сводит к минимуму разбрызгивание расплавленного металла, что улучшает прочностные характеристики сварочного шва.
- Повторный розжиг дуги производится легко и быстро.
- Экономит расходные материалы, например, медные наконечники.
Все перечисленные особенности позволяют на практике сваривать любые металлические конструкции посредством прочного и надежного шовного соединения, при этом кромки деталей провариваются полностью и не имеют негативных пропусков, пористости и других подобных дефектов.
Область применения

Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод;
- полуавтоматический вариант с защитой аргоном;
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов. Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Коэффициента наплавки
Наплавочные работы осуществляются на производстве для исправления небольшого брака в сварке, а также для придания поверхностям улучшенных физических свойств. Коэффициент наплавки проволоки (далее по тексту сокращенно КНП) является одним из важнейших параметров сварочных материалов.
Конкретная величина КНП определяется:
- Химическим составом получаемого соединения.
- Наличием шовного покрытия — с высоким процентом содержания меди или нет.
- Полярностью сварочного тока — прямая или обратная.
- Видом тока — постоянный или переменный.
Показатель наплавления имеет значение 8,5 г/А.ч и не опускается ниже.
Для чего нужно знать КНП

Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций;
- химических составляющих металлических изделий;
- вида применяемой токовой полярности.
В. Н. Глазов, образование: ПТУ, специальность — сварщик 4 разряда, опыт работы с 1992 года:«Молодым специалистам нужно уделять много времени на теоритическую подготовку, тогда на практике они будут уверенно применять полученные знания и не колебаться при выборе параметров сварки разных по химическому составу металлоконструкций».
Основные достоинства
Проволока аналогичной маркировки позволяет выполнить герметичные швы высокого качества, во время производства сварки дуга отличается устойчивым горением, независимо от используемого оборудования: бюджетного оно класса или для профессионалов. Повторное возбуждение дуги при внезапном затухании не является проблемой даже для новичков.
При сварке в защитном газе металл практически не разбрызгивается, шовное соединение имеет приятный внешний вид, что немаловажно при ремонте конструкций остающихся на виду. При таком соединении дополнительная обработка или шлифовка не применяется, за ненадобностью. При использовании медного наконечника, его оплавление в процессе длительной эксплуатации незначительное, потому что проволока с маркировкой СВ08Г2С не оказывает на него абсолютно никакого влияния.
Упаковка и сертификаты
При заводской намотке проволока СВ08Г2С упаковывается в такую тару:
- катушки К-200 по 5 кг;
- К-300 — 15 кг;
- розетты и каркасные кассеты по 15—16 кг;
- картонные коробки, европейского вида поддоны или стрейч-пленка;
- мотки с двумя слоями непроницаемой бумагой или тканью для тары — до 90 кг;
- большие бухты в стрейч-пленке 1,0—1,3 т.
При хранении в кассетах или катушках применяется нерядная или рядная намотка с разной силой натяжения.

Существуют сертификаты на продукцию:- свидетельство об одобрении от Российского Морского РС (Регистра Судоходства) категории 2YMS;
- свидетельство об аттестации НАКС;
- БелСт — действует в Республике Беларусь с 1992 года;
- ГОСТ Р.
Любой вид упаковки аналогичной марки сварочной проволоки при отгрузке должен иметь сертификат, без их наличия продукция не отгружается клиентам.
Выводы
Любой вид сварки не может проходить без присутствия проволоки марки СВ08Г2С, она способна создавать благоприятные условия для формирования прочностного шва. Внутренний рынок России насыщен марками сварочной проволоки от многочисленных производителей из стран мирового содружества, но опытные сварщики предпочитают использовать СВ08Г2С-О, т. к. при её использовании обеспечивается надежность эксплуатации шовного соединения.
Проволока СВ08Г2С сварочная низкоуглеродистая Св-08, Св-08А и Св-08ГС, Св-08Г2С
Проволока СВ08Г2С — это легированная сварочная проволока, используется для ручной, механизированной и автоматической сварки, для наплавочных работ, а также для изготовления электродов. Проволока широко используется для сварки в углекислом газе, различных газовых смесях и т.д.
Сварочная проволока СВ08Г2С изготавливается по ГОСТ 2246-70 и бывает 3-х видов:
— низкоуглеродистой;
— легированной;
— высоколегированной.
По виду поверхности проволока СВ08Г2С производится неомедненой и омедненой. Медное покрытие — 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Высококачественная проволока СВ08Г2С всегда есть в наличии на нашем складе. По вопросам цены и доставки звоните нашим менеджерам по телефонам — +7 (495) 781-20-45. Существует гибкая система скидок и отсрочек.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
Марка стали | Св08 | Св08А | Св08Г2С |
P | 0,10 | 0,10 | 0,03 |
Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
Si max | 0,03 | 0,03 | 0,7-0,95 |
P max | 0,04 | 0,03 | 0,03 |
S max | 0,04 | 0,03 | 0,025 |
Cr max | 0,15 | 0,12 | 0,20 |
Ni max | 0,30 | 0,25 | 0,25 |
Cu max | 0,25 | 0,25 | 0,20 |
Назначение с варочной проволоки
Св-08, Св-08А, Св-08АА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С
— механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ
— предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ
— автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА
— автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН — механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
Марки стали сварочных проволок различных типов
Низкоуглеродистая | Легированная | Высоколегированная | ||
СВ-08 | СВ-08ГС | СВ-10ХГ2СМА | СВ-12Х11НМФ | СВ-06Х19Н10М3Т |
Cварочная проволока СВ08Г2С ГОСТ 2246 70
Проволока сварочная Св-08Г2С ГОСТ 2246-70 производится для разнообразных сварочных работ с узлами и деталями повышенной ответственности. Ею можно выполнять также и наплавочные работы.
Рассматриваемый сортамент может выпускаться также с поверхностным омеднением, на что указывает дополнительная буква О в обозначении материала. В ряде источников такую проволоку именуют СВ08Г2С, но это не дополнительное её легирование вольфрамом или кремнием, а лишь небольшая техническая вольность.
Состав, сортамент и свойства

Химический состав данного материала представлен следующими элементами:
- Углеродом, в пределах 0,06…0,10%.
- Кремнием, в пределах 0,70…0,95%.
- Марганцем, в пределах 0,85…1,05% (для проволоки сечением до 1,4 мм процентное содержание марганца может увеличиваться, с согласия потребителя, до 1,65%)
- Хромом и никелем, в пределах 0,20…0,25%.
Опускаемые отклонения по химсоставу в большинстве случаев не превышают 0,02 %. Кроме того, в качестве примесей при выплавке, присутствуют в незначительном количестве также фосфор и сера. На качество конечной продукции они не влияют.
Важно, что для сварочной проволоки имеются также дополнительные ограничения на количество связанного азота, который может в больших количествах влиять на стабильность проведения сварочных операций. В частности, для данной марки действующий стандарт допускает не более 0,01% азота.
ГОСТ 2246 определяет мотки, как основное состояние поставки данной сварочной проволоки. При этом масса мотка для материала диаметром 2 мм не должна быть меньше 20 кг (при внутреннем диаметре до 600 мм), а для проволоки больших диаметров масса составляет не менее 30 кг.
Проволока может поставляться также в виде размотки на кассеты или бобины.
Технические характеристики сварочной проволоки Св-08Г2С определяются следующими параметрами, зависящими от дальнейшего применения материала (сварка или наплавка):
- Пределом прочности, МПа 882…1030 (меньшие значения относятся к сортаменту с меньшим диаметром сечения). Если проволока будет использоваться преимущественно для производства сварочных электродов, прочностные характеристики снижаются на 9…11%;
- Проволока может подвергаться термической обработке. Наиболее употребительным её видом считается закалка в масло с температур 880…920°C с последующим охлаждением на воздухе. В результате материал становится более пластичным. В частности, предел прочности снижается до 430…450 МПа, и это позволяет производить из таких заготовок электроды более сложной конфигурации;
- Какие либо поверхностные дефекты на проволоке недопустимы, за исключением поверхностных рисок (образующихся при волочении) вмятин и царапин. Они не должны занимать более 5% площади поверхности проволоки.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.

Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Цена сварочной проволоки Св-08Г2С возрастает при наличии в технологии её производства всех вышеперечисленных операций.
Видео:
Особые свойства
Для целей наплавки поверхность материала часто покрывают медью. Омеднённая сварочная проволока Св-08Г2С характеризуется следующими отличиями:
- Выплавку стали производят преимущественно в электровакуумных печах, при более жёстком температурном контроле процесса.
- Прокатку выполняют с более высокой скоростью, благодаря чему точность поперечного сечения проката увеличивается на 40…50%.
- Ужесточаются допуски на овальность профиля.
- Термическая обработка такой проволоки, как правило, не производится.
Процесс контактного, наиболее распространённого способа омеднения сварочной проволоки выполняется так. Поверхность исходного материала химически очищают от поверхностных загрязнений и обезжиривают.
Затем полуфабрикат опускают в раствор медного купороса и, при пропускании через него электрического тока, формируют на внешнем диаметре прочную медьсодержащую плёнку, размеры которой составляют 0,1…0,2 мм. После окончания процесса, проволоку высушивают и подвергают калибровке, в ходе которой происходит некоторое упрочнение материала.

Эффективность меднения устанавливается по коэффициенту наплавки, которым оценивается прирост массы материала от электрохимического действия тока в единицу времени. Обычно он не должен быть менее 8,5…9,0 г/А∙ч. Повышенные значения коэффициента наплавки увеличивают производительность операции, снижают потери массы в сварочном стержне, уменьшают окисление наплавляемой поверхности под воздействием высоких температур.
Омеднённую проволоку данного химического состава и свойств можно также применять:
- При формировании сварочного валика на кромках;
- Для заполнения оставшихся после сваривания зазоров;
- С целью повышения коррозионной стойкости сварного соединения.
Рассмотренная проволока широко используется как надёжный материал для обеспечения высококачественных сварных соединений. Это обусловлено оптимальным процентным соотношением основных легирующих элементов – марганца и кремния, а также благоприятной кристаллографической структурой готового сварного шва.
Зарубежными аналогами данного материала является сварочная проволока марок ER70S-6 и ER49-1.
Видео:
Расшифровка и стоимость
Цена за кг сварочной проволоки Св-08Г2С определяется объёмами поставки, диаметром сечения, наличием (либо отсутствием) поверхностного покрытия. Стоимость данного материала по стране составляет в среднем 80…100 руб/кг.
SV08-20
- Около
- О нас
- Качество
- Сертификаты качества
- Продукты
- Клапаны
- Пульты управления
- Электро-пропорциональные клапаны
- Управление потоком
- Регуляторы давления
- Электромагнитные регуляторы включения / выключения
- Принадлежности
- Электронное управление автомобилем
- Приводы клапанов
- Электронные блоки управления (ЭБУ)
- Устройства интерфейса оператора
- Датчики
- Устройства удаленного доступа
- Подписка / услуги IOT
- Индивидуальные решения для манифольдов
- Индивидуальные коллекторы
- I-Design ™
- Искать все продукты
- Рынки
- Подъемные рабочие платформы
- Сельское хозяйство
- Строительство
- Лесозаготовительное оборудование
- Погрузочно-разгрузочные работы
- Мощность жидкости
- Промышленное
- Горное дело
- Муниципальный
- Мощение
- Трансмиссия и трансмиссия
- Рабочее оборудование для грузовиков
- Уход за газоном
- Другое
- Ресурсы
- Центр обслуживания клиентов
- Центр поставщиков
- Сообщество HydraForce
- Портал электроники
- Литература
- Технические ссылки
- Примеры из практики
- Видеотека
- Новости
- Интернет-магазин HydraForce
- Обучение и мероприятия
- Свяжитесь с нами
- Карьера
- Открытия по всему миру
- Северная Америка
- Великобритания и Европа
- Азиатско-Тихоокеанский регион
- Южная Америка
- Около
О нас
Качество
Сертификаты качества
- Продукты
Клапаны
java — Проблема дешифрования RSA-AES — javax.crypto.BadPaddingException: ошибка дешифрования
Переполнение стека- Около
- Продукты
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
- О компании
RSA, онлайн-генератор ключей RSA
Загружается!
Спасибо за использование этого программного обеспечения, за счет Cofee / Beer / Amazon и дальнейшее развитие этого проекта, поделитесь.
Любое значение закрытого ключа, которое вы вводите или которое мы генерируем, не хранится на этом сайте, этот инструмент предоставляется через URL-адрес HTTPS, чтобы гарантировать, что закрытые ключи не могут быть украдены, для дополнительной безопасности запускайте это программное обеспечение в своей сети, без зависимости от облака
Просьба о пожертвовании звучит для меня плохо, поэтому я собираю средства с по , предлагая всю мою Девять книг всего за 9 долларов. Или получите ее бесплатно, если вы можете подписаться на этот детский канал Youtube. Напишите мне в Twitter после этого
.
c # — сбой дешифрования RSA в Windows 2012 и Windows 10
Переполнение стека- Около
- Продукты
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
- О компании