Стыковка профильной трубы — Технологии и документации
#1 Виктор Р
Отправлено 26 February 2016 11:26
Добрый день! Подскажите, насколько сложно будет выполнить сварку с внутренней стороны трубы, как показано на эскизе. Дело в том, что варить нужно именно в таком положении. Электродом, понятно, вряд ли…а полуавтоматом?
- Наверх
- Вставить ник
#2 SergDemin
Отправлено 26 February 2016 11:58
Виктор Р, ничего не понятно. Какая труба, где варить надо? На эскизе, это что? Внутренняя сторона трубы — это где? Если 100 мм между трубами, толщина стенки 5 мм, то смысл вопроса не понятен.
Сообщение отредактировал SergDemin: 26 February 2016 12:05
- Наверх
- Вставить ник
#3 Lohus
Отправлено 26 February 2016 12:01
ничего не понятно
100 — не зазор, заварят…
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
#4 Виктор Р
Отправлено 26 February 2016 12:21
Согласен, не совсем понятно. ..Да вопрос именно по внутренней стенке трубы. Сможем ли долезть к стыку, если расстояние между трубами 100 мм?
..Да вопрос именно по внутренней стенке трубы. Сможем ли долезть к стыку, если расстояние между трубами 100 мм?
- Наверх
- Вставить ник
#5 morgmail
Отправлено 26 February 2016 12:24
Сможем ли долезть к стыку, если расстояние между трубами 100 мм?
Вообще не вопрос.
- Наверх
- Вставить ник
#6 Виктор Р
Отправлено 26 February 2016 12:25
Есть много труб длиной 12м, между ними ввариваются перемычки, соединяющие эти трубы в размер 100 и получаются таким образом секции по 12 м, далее на монтаже (на стапеле но на воздухе) секции стыкуются между собой длину.
- Наверх
- Вставить ник
#7 Георгий 11
Отправлено
Виктор Р,и эл-м,и п/а подлезть не проблема.
- Наверх
- Вставить ник
#8 Виктор Р
Отправлено 26 February 2016 13:10
Оки…Спасибо за отзыв..Успокоили…
- Наверх
- Вставить ник
#9 медведь69
Отправлено 26 February 2016 19:18
да конечно можно подлезть. ..проблемы не вижу.возьми два куска профиля прихвати к верстаку и попробуй проварить перемычку с трёх сторон. вот и всё!!!
..проблемы не вижу.возьми два куска профиля прихвати к верстаку и попробуй проварить перемычку с трёх сторон. вот и всё!!!
- Наверх
- Вставить ник
#10 nazar123
Отправлено 03 March 2016 23:27
Добрый день! Подскажите, насколько сложно будет выполнить сварку с внутренней стороны трубы, как показано на эскизе. Дело в том, что варить нужно именно в таком положении. Электродом, понятно, вряд ли…а полуавтоматом?Места сварки.j
Вопрос конечно же немного не ясно поставлен. Но если вы говорите об сварке внутри трубы, то смотря какой составлен диаметр самой трубы… Обычно в этом нет никаких проблем, просто нужно хорошо постараться. Ну и еще многое конечно зависит от материала трубы, но я думаю вы там в курсе всех нюансов.
- Наверх
- Вставить ник
#11 Виктор Р
Отправлено 04 March 2016 07:52
Труба профильная, 120x60x5, стыкуется между собой и варится соответственно по замкнутому контуру, но технология стыковки такова, что для того, чтобы заварить внутреннюю стенку мы имеем расстояние между трубами 100 мм, вопрос. варить нужно именно в таком положении…как нарисовано…вопрос в том позволит ли габарит горелки долезть до стыка и нормально наблюдать за ним..конструкция ответственная..позже более внятный эскиз постараюсь выложить..
- Наверх
- Вставить ник
#12 Виктор Р
Отправлено 04 March 2016 07:53
до лезть до стыка — имеется ввиду внутренние стенки одной и второй трубы.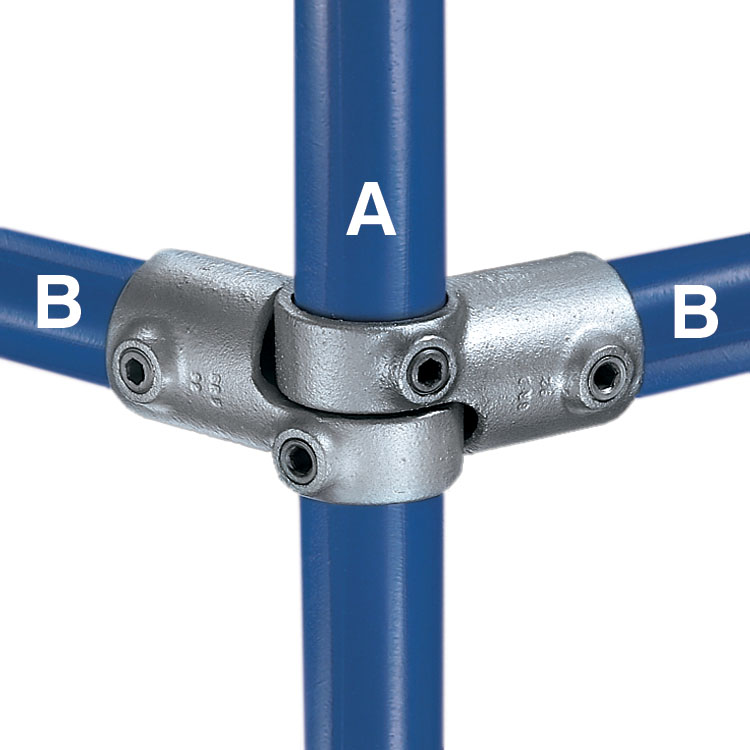 ..расположенные параллельно друг другу на расстоянии 100 мм…
..расположенные параллельно друг другу на расстоянии 100 мм…
- Наверх
- Вставить ник
#13 Виктор Р
Отправлено 04 March 2016 12:25
ну вот в таком виде нужно варить..и именно в таком положении..повернуть на бок нельзя..
- Наверх
- Вставить ник
#14 SergDemin
Отправлено 04 March 2016 13:05
Виктор Р, Доступ и сверху и снизу есть? Если есть — тогда в чём проблема? Варите с зазором, как положено, миллиметра 3, и будет нормальный провар, при нормальном сварщике, разумеется.
- Наверх
- Вставить ник
#15 Виктор Р
Отправлено 04 March 2016 13:44
предполагается сварка с разделкой, т.к. по технологии усиление снимать нужно…доступ есть и сверху и снизу…но это все дело на высоте 2,5 м..что в общем то не проблема…мне важно понимать какой горелкой мы залезем в пространство между трубами в 100 мм..не будет ли мешать рукоятка горелки…и нормально ли наблюдать за стыком в этом случае…?
- Наверх
- Вставить ник
#16 SergDemin
Отправлено 04 March 2016 14:06
Виктор Р, а почему именно ПА, электродом то удобнее будет? Металл новый, чистый, LB 25, УОНИ 13/55 диаметром 2,5 — всё прекрасно видно будет.
Сообщение отредактировал SergDemin: 04 March 2016 14:07
- Наверх
- Вставить ник
#17 Виктор Р
Отправлено 04 March 2016 14:19
может быть какие то горелки посоветуете тогда? абикоровские или другие…которые будут удобны для этого рода работ с вашей позиции…
- Наверх
- Вставить ник
#18 saper24
Отправлено 04 March 2016 19:16
может быть какие то горелки посоветуете тогда? абикоровские или другие.
..которые будут удобны для этого рода работ с вашей позиции…
 ..которые будут удобны для этого рода работ с вашей позиции…
..которые будут удобны для этого рода работ с вашей позиции… Об удобстве чего то должен судить тот кто варить будет… хотя как показывает жизнь за удобство не сильно то переживают те кто задачи ставит. Потому удобству завсегда рады, но сильно не ждут. Мое мнение что если стать на леса перпендикулярно стыку, ввести горелку снизу , а наблюдать через верх, будет вполне удобно. Главное высоту опоры под рост комфортно подобрать. Причем горелка подойдет самая обычная, но если желаете эксклюзива купите с гибким гусаком.
- Наверх
- Вставить ник
#19 SergDemin
Отправлено 04 March 2016 19:24
Виктор Р, швеллер 10. Горелка дешёвая китайская, 250 ампер. Часть сверху, часть снизу подлезть без проблем. Вам не горелку искать надо, вам сварщик нормальный нужен.
Вам не горелку искать надо, вам сварщик нормальный нужен.
Прикрепленные изображения
- Наверх
- Вставить ник
Как сваривать профильные трубы: способы и советы
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Содержание
- Особенности и характеристика профильных труб
- Виды сварочных работ для соединения профильных труб
- Электродуговая сварка
- Газовая сварка
- Контактная сварка
- Рекомендации по выполнению сварки профильных труб
- Как варить тонкие трубы?
- Как соединить профильную трубу под прямым углом
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.

Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
 youtube.com/embed/SZfu7VvY3NM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/SZfu7VvY3NM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Соединение труб и алюминиевый профиль
Соединение труб и алюминиевый профиль
Мы завоевали замечательную позицию на рынке, занимаясь производством алюминиевого профиля, рабочих столов, промышленных конвейеров, колесных опор, соединений труб и многого другого.
Ведущий производитель алюминиевого профиля 30/30, профиля с Т-образным пазом 40×40, алюминиевых профилей, алюминиевого профиля 60/60 и алюминиевого профиля с Т-образным пазом из Бангалора.
Посмотреть ещё
Алюминиевый профиль 30/30
Т-образный профиль 40×40
Секции алюминиевого профиля
Алюминиевый профиль 60/60
Алюминиевые профили с Т-образными пазами
Подробнее
Ассортимент нашей продукции включает в себя широкий ассортимент плосколенточных конвейеров, сборочных конвейеров, конвейерных ленточных конвейеров, гравитационных роликовых конвейеров и телевизионных сборочных конвейеров.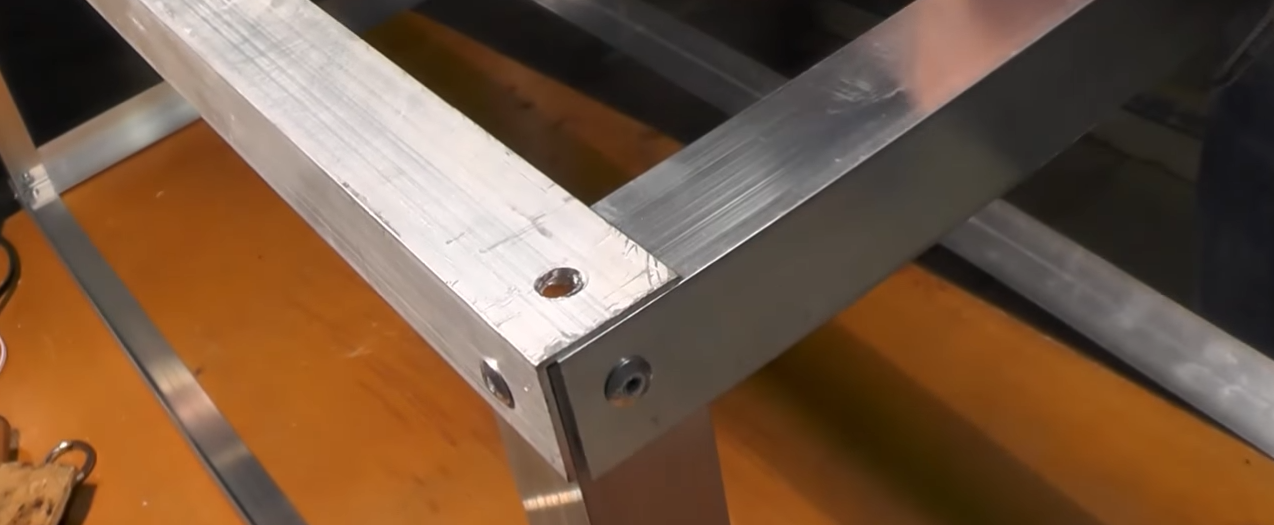
Просмотреть больше
Конвейер с плоской лентой
Конвейер сборочной линии
Ленточный конвейер сборочной линии
Гравитационный роликовый конвейер
Конвейер сборочной линии для телевизоров
Подробнее
Мы являемся ведущим производителем рабочих столов с защитой от электростатических разрядов, антистатических / антистатических рабочих станций, рабочих столов из алюминиевого профиля, рабочих столов из нержавеющей стали и рабочих станций из алюминиевого профиля из Бангалора, Индия.
Просмотреть больше
Стол для безопасной работы от электростатического разряда
Антистатические/электростатические рабочие станции
Рабочий стол из алюминиевого профиля
Рабочий стол из нержавеющей стали
Подробнее
Ассортимент нашей продукции включает в себя широкий ассортимент сборочных верстаков ESD, рабочих столов ESD, сборочных линий мобильных телефонов и сборочных столов. Рабочие столы/рабочие станции.
Рабочие столы/рабочие станции.
Просмотреть больше
Рабочий стол ESD для сборки
Рабочий стол ESD
Линия сборки мобильных телефонов
Сборочные столы Рабочие столы/Рабочая станция
Подробнее
Ведущий производитель стеллажей FIFO для соединения труб, стеллажей FIFO и сверхмощных паллетных стеллажей из Бенгалуру.
Посмотреть ещё
Соединение труб Стеллаж FIFO
Стеллаж FIFO
Стеллаж для поддонов повышенной грузоподъемности
Подробнее
Производитель широкого ассортимента продукции, в том числе Т-образная гайка для профиля с Т-образным пазом, Т-образная гайка, Т-образная гайка и панельный монтажный блок.
Посмотреть ещё
Т-образная гайка для Т-образного профиля
Т-образная гайка
Т-образная гайка
Блок для монтажа на панель
Подробнее
Известный и ведущий производитель из Бангалора, мы предлагаем соединения труб из черной стали, соединения труб HJ-2 и сетчатую завесу ESD, антистатическую завесу.
Посмотреть ещё
Соединения труб из черной стали
Трубные соединения HJ-2
Решетчатая завеса ESD, антистатическая завеса
Подробнее
конвейер
Подробнее
Сборочная линия ленточных конвейеров
Складской конвейер
Подробнее
Мы являемся ведущим производителем роликовых направляющих Placon, роликов для мебели и колес ESD из Бангалора, Индия.
Посмотреть ещё
Роликовая направляющая Placon
Колесико для мебели
Роликовые ролики ESD
Подробнее
Мы являемся ведущим производителем конвейерных роликов и роликов Placon из Бангалора, Индия.
Посмотреть ещё
Ролик конвейера
Роликовая направляющая Placon
Подробнее
Ассортимент нашей продукции включает в себя широкий ассортимент контейнеров ESD 600x400x230.
Посмотреть ещё
Контейнеры для защиты от электростатических разрядов 600x400x230
Подробнее
Предлагает вам полный выбор продуктов, включая защитную обувь от электростатических разрядов, напольные плитки для защиты от электростатических разрядов и защиту машин.
Посмотреть ещё
Защитная обувь от электростатического разряда
Напольная плитка ESD
Machine Guard
Подробнее
Предоставляем вам лучший ассортимент угловых кронштейнов и угловых кронштейнов, литой под давлением кронштейн для алюминиевого профиля с Т-образным пазом с эффективной и своевременной доставкой.
Посмотреть ещё
Угловые кронштейны
Угловые кронштейны, литой кронштейн для алюминиевого профиля с Т-образным пазом
Подробнее
Предлагает вам полный выбор продуктов, включая защитную сетку и защитную сетку.
Посмотреть ещё
Защита машины
Сетка для защиты машины
Подробнее
Известный и ведущий производитель из Бангалора, мы предлагаем трубы и соединения с покрытием из АБС.
Посмотреть ещё
Трубы и соединения с АБС-покрытием
Подробнее
конвейер
Подробнее
Конвейер сборочной линии
Подробнее
Системы труб и соединений
Подробнее
Системы труб и соединений
Роботизированное ограждение
Ограждение машин
Подробнее
конвейер
Посмотреть ещё
Соединения труб ESD
Контакт с гибким роликом
Подробнее
Мы являемся ведущим производителем безнапорных конвейерных роликов и безприводных конвейерных роликов из Бангалора, Индия.
Посмотреть ещё
Ролик безнапорного конвейера
Бесприводной конвейерный ролик
Подробнее
Известный и ведущий производитель из Бангалора, мы предлагаем резиновый коврик Esd.
Посмотреть ещё
Esd Rubber Mat
Подробнее
Известный и ведущий производитель из Бангалора, мы предлагаем рабочие станции Esd.
Посмотреть ещё
Рабочие станции Esd
Подробнее
Предлагает вам полный выбор продуктов, включая Настройщик.
Просмотреть больше
Регулятор
Подробнее
Известный и ведущий производитель из Бангалора, мы предлагаем алюминиевый профиль.
Посмотреть ещё
Алюминиевый профиль
Подробнее
Пионеры в отрасли, мы предлагаем стул ESD из Индии.
Посмотреть ещё
Антистатический стул
Подробнее
Наш ассортимент включает трубы с абс-покрытием.
Посмотреть ещё
Труба с покрытием из АБС
Подробнее
Предлагая вам полный выбор продуктов, включая Трубы и соединительные стеллажи FIFO.
Посмотреть ещё
Трубы и соединения FIFO Rack
Подробнее
Мы являемся ведущим производителем конвейеров из Бангалора, Индия.
Просмотреть больше
Конвейер
Подробнее
Производитель широкого ассортимента продукции, включая алюминиевый профиль и алюминиевый профиль.
Посмотреть ещё
Алюминиевый профиль
Алюминиевый профиль
Подробнее
Профильные фитинги из ПВХ серии K | Фитинги
Ресурсы Сопутствующие товары
Используйте линейку профильных фитингов из ПВХ Westlake Pipe, состоящую из полностью интегрированных фитингов SDR 35 для соединений с ребристыми трубами. С каждым фитингом поставляются специальные прокладки для труб. Используется с трубами Ultra Rib, Kor-Flo™, Ultra Corr и многими другими типами поливинилхлоридных и полиоребристых труб.
С каждым фитингом поставляются специальные прокладки для труб. Используется с трубами Ultra Rib, Kor-Flo™, Ultra Corr и многими другими типами поливинилхлоридных и полиоребристых труб.
Наша труба KOR-FLO™ представляет собой экономичную, простую в установке трубу из ПВХ с двойными стенками, изготовленную методом термосварки, которая имеет гофрированную наружную стенку и гладкую внутреннюю стенку.
Брошюра о фитингах с прокладками из ПВХ и сварных швов с растворителем — 4 МБ
Адаптеры
Адаптер люка с упором 24 дюйма SxH K89124 — 345 КБ
Переходная муфта профиля 12 дюймов HxSDR35 G K6412 — 382 КБ
Переходная муфта профиля 30 дюймов HxSDR35 G K6430 — 300 КБ
Крышки и заглушки
Заглушка ПВХ G 30 дюймов K16030 — 285 КБ
Муфты
Ремонтная муфта HxH 8in K628 — 136 КБ
Уайес
45-градусный треугольник с отводом SDR 35 ВxВxГ 8x8x6 K338-6 — 175 КБ
Полный прайс-лист в формате PDF (Оборудование DWV — цены действуют с 15 апреля 2022 г. ; коммунальное оборудование — цены действуют с 15 апреля 2022 г.; электрооборудование — цены действуют с 27 октября 2021 г.)
—
5 МБ
; коммунальное оборудование — цены действуют с 15 апреля 2022 г.; электрооборудование — цены действуют с 27 октября 2021 г.)
—
5 МБ
Прайс-лист на фитинги серии K Таблица EXCEL — цены действуют с 15 апреля 2022 г. — 105 КБ
Westlake Pipe & Предложения и расположение фитингов — 6 МБ
Профильные канализационные фитинги | К-серия — 240 КБ
Особенности и преимущества
Доступ к нашим новейшим ресурсам
Заполните форму, чтобы получить доступ к текущим чертежам продуктов, брошюрам, прайс-листам и многому другому.
После отправки вы разблокируете все ресурсы Westlake Pipe & Fittings, и вам не нужно будет снова заполнять эту форму.