Простейший станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
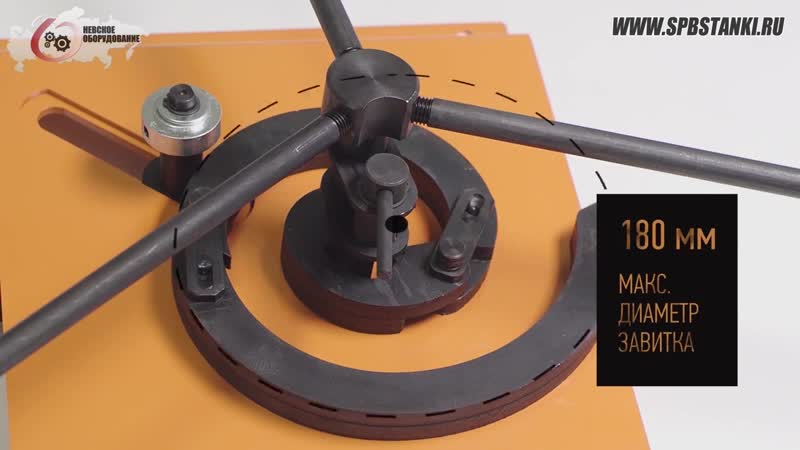
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка. Какие элементы можно производить на них?
Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров. Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления. Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.

- Верхний рычаг используется для придания заготовке формы дуги.

Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).
- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
Ниже представлены фото чертежей кондуктора и самого устройства.
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.
Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок. Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
- Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.

Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.

Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
 Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Кованые столы (80+ фото): Изготовление, Эксплуатация, Цены [2019]
Кованый столик — не только мебель, а еще и элемент декора
Кованая мебель уместна не только в интерьерах, стилизованных под старину. Металлические изделия, изготовленные методом ковки, украсят помещение, оформленное практически в любом из современных направлений. Кованый стол способен производить потрясающее впечатление невесомости и изящества, при этом металлический стол невероятно надежен и основателен. Узнаем, как делают кованые столы и как их используют в дизайне интерьеров и экстерьеров жилищ.
Содержание:
Оригинальная реализация из стали
Предлагаем взглянуть, как происходит процесс создания уникальных элементов из грубого металла. Наш видеоролик продемонстрирует, как обычный металл превращается в произведение искусства.
Наш видеоролик продемонстрирует, как обычный металл превращается в произведение искусства.
Как изготавливают кованую мебель для дома и сада?
Зачастую в производстве кованых предметов интерьера используют сталь, реже – чугун (из-за его внушительного веса). Различают горячий и холодный метод ковки.
- При горячем методе металл нагревается до пластичного состояния, после чего ему придается определенная форма.
- Холодный метод подразумевает изменение формы металла при помощи специального оборудования – металлообрабатывающих станков.
ТОП-7 кованых столиков по соотношению цена-качество
| Модель | Характеристики |
|---|---|
Стол складной кованый Patio Tetchair 3 950 р. Купить |
|
Садовый стол круглый уличный Ромео-1 4 170 р. Купить |
|
Столик журнальный металлический 1682К 4 420 р. Купить |
|
Овальный стол-книжка раскладной Византия 11 713 р. Купить |
|
Туалетный столик Фортуна 12 290 р. Купить |
|
Кованый Журнальный Столий Мебелик Лючия 2102 22 570 р. Купить |
|
Круглый Обеденный Стол Ручной Ковки Lampadari Matteo Valenti 333 720 р. Купить |
|

Симпатичный кованый стол из темного металла
Большой обеденный кованый стол с деревянной столешницей
Горячая ковка дает больший простор для творчества мастера, в то время как холодная ковка – унифицированный процесс, с помощью которого обычно производятся изделия с невысокими эстетическими требованиями, например, заборы.
Стоимость кованого изделия во многом зависит от того, ручная это работа или же механизированное производство. Кованые столы ручной работы ценятся намного выше.
Маленький утонченный столик из светлого металла
Совет! Чтобы определить, действительно ли перед вами ручная работа, внимательно рассмотрите кончики изгибов и завитков. Серийная продукция характеризуется наличием наварного декоративного элемента или ровного среза. В изделиях ручной работы края завитков и спиралей сплющены или сужены.
Круглый кованый кофейный столик органичен в светлом интерьере
Дизайн в классическом стиле
Роскошный стол со спиральными узорами
Преимущества и недостатки кованых столов
Многие задаются вопросом – решиться на не совсем привычный кованый стол или отдать предпочтение традиционной древесине или недорогому ДСП? Рассмотрим плюсы и минусы кованой мебели.
Интересная идея для кованого стола
Плюсы кованых столов:- Прочность. Металлическое изделие обязательно будет прочным и, следовательно, надежным и долговечным. Кованые элементы стола не нуждаются в мелком ремонте, такая мебель прослужит не одно десятилетие.
- Безопасность. Благодаря своему внушительному весу кованый стол максимально устойчив. Практически отсутствует вероятность того, что стол наклонится или упадет, если на край столешницы поставить тяжелый предмет.
- Универсальность. Кованый стол уместен в самых разнообразных интерьерах, причем его не нужно подбирать под остальную мебель, которая может быть изготовлена из других материалов и не иметь кованых элементов.
- Неприхотливость. Не требуется особый уход, нет специальных правил эксплуатации мебели, кованый стол может постоянно находиться под открытым небом, например, в саду.

Кованая мебель отлично подходит для летней веранды
Изысканный светлый интерьер
- Цена. Кованые столы и столики стоят довольно дорого, хотя цена оправдывается сроком их службы.
- Вес. Качественный кованый стол, изготовленный из полнотелых элементов, будет довольно тяжелым. Это стоит учитывать при выборе напольного покрытия.
Изящная ажурная мебель подчеркнет стиль и вкус владельцев
Кованый стол в современной стилистике
Элементы ковки отлично впишутся в любой интерьер
Выбор кованых столов и как купить лучший?
Главным различием кованых столов является материал столешницы. Наиболее популярны столешницы из стекла или прозрачного акрила, сквозь которые видны все художественные завитки и изгибы. Стеклянными столешницами оборудуют обеденные и журнальные кованые столы.
Сквозь стеклянную столешницу видны очаровательные узоры кованой мебели
Кованые столики гармонируют с деревянными элементами декора
Кованый стол с деревянной столешницей подойдет для столовой-гостиной. Отличным решением для спальни станут миниатюрные кованые столы с деревянными столешницами в качестве прикроватных тумбочек. Такие изделия обычно имеют корзины и розетки из кованых элементов – для хранения различных мелочей. Также к нижней части столешницы может быть прикреплен деревянный ящик.
Деревянная столешница и кованые ножки – хороший выбор для гостиной
Идеальный выбор для обеденной зоны в духе средневековья
Практичная столешница снабжена небольшими ящиками
Совет! Солидно и основательно смотрятся мраморные столешницы – такой кованый стол уместен в рабочем кабинете или гостиной хозяина, который хочет подчеркнуть свой статус.
Мраморная столешница на металлической тумбе – изысканная роскошь в ванной
Изысканный столик с мраморным элементом
Наиболее ценными считаются кованые столы и стулья, выполненные полностью из металла. При этом допускается наличие иного материала исключительно в качестве декоративного элемента – например, деревянная вставка на спинке стула.
При этом допускается наличие иного материала исключительно в качестве декоративного элемента – например, деревянная вставка на спинке стула.
Комплект кованой мебели темного цвета
Совет! Для веранды или беседки наиболее удачными будут столы со столешницами из дерева. Дерево – натуральный материал, и он максимально гармонично смотрится на свежем воздухе. Если стол будет стоять под открытым небом, например, в саду, лучше предпочесть каменную или металлическую столешницу.
Летняя веранда в пастельных тонах
Уход за кованым столом
Чтобы удалить пыль и загрязнения, протирайте металлические элементы стола влажной губкой или материей. Есть и специальные средства по уходу за металлической мебелью в виде салфеток или спреев – они придадут столу дополнительный блеск. Сделать кованый стол сверкающим поможет обычный воск, которым следует натереть изделие. Воск также выступит защитным слоем, предотвращая воздействие неблагоприятных факторов.
Кованый стол в строгом современном интерьере
Изготовление таких столов подразумевает покрытие металлических деталей специальной антикоррозийной краской. Не используйте для чистки стола абразивные средства, чтобы не повредить слой краски.
Совет! Отполировать изделие можно мелом, смоченным в нашатырном спирте, и сухой тряпкой.
Вращательные механизмы также могут быть частью декора
Совет! Чтобы освежить потускневший металл, обработайте его столовой содой, лимонной кислотой или протрите половинкой сырой луковицы.
Стильный дизайн обеденного стола
Кованый столик станет главной достопримечательностью любого помещения
Кованые столы на заказ | Кузница «Ковка на заказ» Москва
Кованые столы изготавливаются на заказ под конкретные пожелания клиента и под индивидуальные размеры. Мы производим столы со стеклянными, деревянными и мраморными столешницами, а также кованые подстолья.
Мы производим столы со стеклянными, деревянными и мраморными столешницами, а также кованые подстолья.
Сделаем 3D-визуализацию кованого стола для наглядности, при заказе сделаем это бесплатно
Сотрудничаем с проверенными фабриками и поставщиками столешниц из мрамора, стекла и дерева
Металлические части стола окрашиваются дорогими кузнечными грунтами и красками
Доставим готовый стол сами по Москве и области, в любой другой регион транспортной компанией
- Разрабатываем дизайн бесплатно при оформлении заказа
- Посмотрите на ваши кованые столы живьем на 3D-визуализации
- Закажите дизайн, а изделие позже — разницу вернём скидкой
Фотографии кованых столов
Остальные 115 фото смотрите в подразделах каталога
Мы можем адаптировать любой кованый рисунок под ваши нужды!
+7 (495) 666-56-37
[email protected]
Качественные кованые столы — это эксклюзивные изделия, демонстрирующие отличный вкус своего владельца. Создаются они по проверенным временем технологиям. А индивидуальный подход делает такие конструкции по-настоящему уникальными.
Неудивительно, что сегодня кованые столы можно увидеть практически везде. Их используют:
- в кухнях и столовых;
- в гостиных и спальнях;
- на территории загородных участков;
- в садовых беседках и пр.
Огромный выбор вариантов отделки позволяет создавать мебель в любом стиле. Очень гармонично выглядит кованый стол в помещении, оформленном под старину. Однако компания «Ковка на заказ» может создать для вас оригинальные изделия, которые будут превосходно сочетаться и с современными трендами. Разнообразие форм, текстур и дизайнов таких конструкций поможет декорировать любой интерьер или же придать изюминку ландшафтному дизайну.
Компания «Ковка на заказ» изготовит для вас столы с элементами классики или барокко, модерна или кантри, хай-тек и т. д. Заглянув в наш каталог и изучив фото кованых столов, вы убедитесь, что мы способны реализовать любые ваши идеи.
д. Заглянув в наш каталог и изучив фото кованых столов, вы убедитесь, что мы способны реализовать любые ваши идеи.
Разновидности кованых столов
Существует целый ряд параметров, по которым кованые столы отличаются друг от друга. В первую очередь речь идёт о форме и габаритах таких изделий. И здесь практически нет ограничений. Вы можете заказать квадратную, прямоугольную, овальную или круглую конфигурации. Причём этом может быть как небольшой кованый столик, так и масштабная конструкция, выполняющая роль обеденного стола для большой семьи.
Различаются такие изделия и местом эксплуатации. Они могут быть предназначены для установки внутри помещений: в домах и квартирах, кафе, ресторанах и т. д. Кроме того, кованая мебель является отличным дополнением ландшафтного дизайна. Она превосходно выглядит в парках и скверах, на придомовой территории.
Ещё один критерий, который нужно учитывать, собираясь заказать кованый стол, — материал его изготовления. Чаще всего мастера применяют сталь. Чугун и другие металлы используют несколько реже. Стальные конструкции прочны, долговечны и отлично смотрятся. При этом создаются они двумя методами: холодной или горячей ковки. Первый вариант позволяет делать недорогие изделия из несложных материалов. Горячая ковка применяется для изготовления высокохудожественной мебели. Все детали производятся вручную. Поэтому двух одинаковых столов вы не встретите.
Важно, что ковку можно сочетать с самыми разнообразными материалами. Поэтому кованый стол может быть изготовлен только лишь из металла или дополнен стеклянными, каменными, деревянными столешницами, элементами из кожи или текстиля. Такие изделия смотрятся очень необычно и являются отличным дополнением любой обстановки.
Одна из причин заказать такое изделие — эффектный внешний вид. Просмотрев фото кованых столов в интерьере, можно увидеть, что обстановка комнаты может быть максимально простой и неброской. Но наличие в помещении изящной конструкции, украшенной прихотливыми узорами, преображает всё. В отличие от привычной мебели из ЛДСП, МДФ или даже дерева, кованые конструкции отличаются оригинальностью и неповторимостью. Они делают стиль жилища, офиса, кафе изысканным и неповторимым.
В отличие от привычной мебели из ЛДСП, МДФ или даже дерева, кованые конструкции отличаются оригинальностью и неповторимостью. Они делают стиль жилища, офиса, кафе изысканным и неповторимым.
При этом не стоит забывать, что даже самый ажурный и невесомый кованый столик — это очень прочная и долговечная конструкция. Металл устойчив к механическим повреждениям. Поэтому мебель из него прослужит не просто долго — она будет украшать дома или участки ваших детей и внуков. А если учесть, что такие изделия всегда в моде, это является весомым аргументом для оформления заказа.
Помимо высокой декоративности, любой кованый стол очень функционален и практичен. Если вы закажете кованый стол у нас, то мы изготовим для вас мебель, которая будет уместна везде. Кухне или столовой она придаст основательность и ощущение благополучия. Гостиной и спальне — аристократичность и шик. Такой стол будет уместен везде.
Ещё один важный плюс — экологичность и безопасность. Компания «Ковка на заказ» использует в работе только качественные металлы. В отличие от многих синтетических материалов, которые применяются для изготовления мебели, металл не выделяет токсичных веществ. Поэтому можно не переживать за здоровье и смело пользоваться столами, созданными нашими мастерами.
Как выбрать кованый стол?
При оформлении заказа на кованые конструкции следует определиться с некоторыми нюансами. Один из основных — место будущего размещения. Стол может быть установлен в помещении или вне его. При этом в зависимости от этого параметра выбирают размер мебели и её функциональные особенности.
Так, в прихожую или спальню отличным вариантом может стать небольшой консольный кованый столик на тонких ножках с множеством ажурных элементов. Для обустройства гостиной подойдёт небольшой журнальный стол. Если рассмотреть фото кованых столов в журналах по оформлению интерьера, то можно увидеть, что наиболее актуальны сегодня круглые, прямоугольные и овальные изделия с прозрачными столешницами.
Если позволяет площадь помещения, то стоит выбрать большой обеденный стол. Такая конструкция станет прекрасным дополнением столовой. Отлично она будет смотреться и при установке в саду. А если подобрать к столу подходящие стулья, то мебельный гарнитур будет выглядеть элегантно и респектабельно. Причём особого ухода за ним не потребуется. Кованая мебель, которую изготавливает компания «Ковка на заказ», не деформируется, не подвержена коррозии и десятилетиями сохраняет первоначальную эстетичность.
Чтобы вам было проще определиться с тем, какой именно стол станет оптимальным вариантом, мы подготовили для вас фото кованых столов. Квалифицированные мастера создадут для вас подходящую модель на основе наших разработок. Также вы можете предоставить собственный оригинальный эскиз. И опыт наших сотрудников позволит максимально точно воплотить его в жизнь.
Компания «Ковка на заказ» специализируется на изготовлении кованых конструкций. Мы можем предложить вам максимально привлекательные условия взаимодействия, отличный сервис и демократичные цены. Обращайтесь, наше сотрудничество будет успешным. Вы станете владельцем качественного, надёжного и долговечного кованого стола.
Кованые стулья, столы и кровати: как сделать своими руками
На чтение 8 мин. Просмотров 3.2k. Опубликовано Обновлено
Работы по металлу – великолепная возможность для творчества со своей эстетикой и художественным воплощением самых смелых идей. Сегодня говорим о создании неповторимого элегантного интерьера: кованые стулья, столы, кровати, любая другая мебель, сделанная своими руками, всегда будут центром внимания в любом помещении.
Если к неповторимости и элегантности добавить прочность, возможность сделать самостоятельно и относительную дешевизну изготовления, мы получим редчайшую комбинацию характеристик для современных интерьерных решений. Поэтому есть смысл разобраться, найти оптимальный вариант, чтобы приступить к реализации собственного дизайнерского проекта – любого предмета – для дебюта можно выбрать что угодно.
Поэтому есть смысл разобраться, найти оптимальный вариант, чтобы приступить к реализации собственного дизайнерского проекта – любого предмета – для дебюта можно выбрать что угодно.
Ковка холодная или горячая?
Это стартовый вопрос, с которым нужно разобраться сразу же. Ковка бывает горячей или холодной. позволит сделать все что угодно – вплоть до тонких металлических кружев. Но она возможна лишь с печью или горном для высокотемпературного разогрева металлов.
[box type=”info”]Для таких печей нужна кузница в виде отдельного закрытого помещения. О необходимом в данном случае профессионализме высокого уровня лучше не заикаться… Сегодня наш разговор не о профессиональной кузнечной ковке, мы говорим о методах, доступных для людей без специальных навыков. Это и… сварка.[/box] Различные процессы ковки.Самым демократичным способом изготовления является, без сомнения, сварка. Кованые стулья, например, можно делать даже в собственной квартире, только не забывать о безопасности. Они получатся крепкими и дешевыми, вот только про эстетику и изысканность придется забыть.
Есть только один способ, с помощью которого вы сможете сделать настоящую художественную мебель без особых затрат и навыков. Это холодная ковка. Самым же лучшим решением будет комбинация сварки и холодной ковки, эти технологии отлично сочетаются друг с другом.
Основные станки для холодной ковки.Одним из главных преимуществ кованой мебели для жилых помещений является великолепное эстетическое и технологическое сочетание металла с другими материалами:
- Стекло. Пожалуй, самый привычный для глаза партнер для металла. Столешницы из стекла делаются давно. И это понятно: прозрачные детали позволяют увидеть всю главную кованую красоту в виде спиралей, завитушек и металлических волн.
- Дерево. Огромное количество вариантов сидений в стульях, скамьях, диванчиках: холодный прочный металл с теплым мягким деревом – великолепные партнеры.
- Камень. Камень – тяжелый материал, но прочность кованых изделий позволяет использовать даже каменные элементы. Каменные столешницы – особая эстетика со своей долгой историей. Отлично подходит как натуральный камень, так и искусственный.
- Кожа. Кованые стулья, кресла с сиденьями, обтянутыми натуральной кожей, станут главным украшением любого интерьера. Кстати, современные искусственные кожи не уступают по внешнему виду натуральным образцам, а по практичности применения превосходят их. Так что выбор кожи самый широкий.
- Пластик. Раньше при этом слове морщились: «дешевка». Сегодня пластики выступают серьезными конкурентами любым другим натуральным материалам, иногда даже кажется, что побеждают…
Мебель своими руками, этапы основного процесса
Чертеж скамейки в стиле художественной ковки.Как делать мебель, поэтапно:
- Создание эскиза или чертежа. Для творчества пространство большое, но не безграничное. Дело в том, что декоративные узоры будут лимитированы техническими возможностями: все будет зависеть от наличия тех или . Но даже с учетом этих лимитов можно спроектировать прекрасные образцы. Чтобы определиться со своей идеей, можно просмотреть огромное количество примеров кованой мебели на любой вкус в картинках любого поисковика.
- Заготовка материалов. С технической точки зрения самыми подходящими для сварки с ковкой являются листы металлопроката и металлопрофиль. Для кованых декоративных элементов не нужно покупать толстые прутья – узоры из толстых прутов у вас не получатся.
- Изготовление основных и декоративных деталей. Общий принцип в изготовлении кованой мебели – это сварка несущих конструкций в виде рам и спинок, если они есть, с последующим креплением и надежной стыковкой с царгами.
- Скрепление деталей – компоновка изделия. Соединение деталей проводится двумя методами – сваркой или с помощью специальных декоративных хомутиков, которые изготавливаются заранее. Хомутики – дело хлопотное, но они того стоят: мебель выглядит профессионально и эстетично. Поэтому лучше всего пользоваться сваркой для скрытых для глаз соединений основных рам, а внешние декоративные элементы соединять с помощью кованых хомутиков. Совет по сварке: варить тонкостенные трубки следует очень осторожно, их легко прожечь до сквозных отверстий.
- Финальная обработка. На этом этапе можно дать полный простор своей фантазии. Современные покрытия, грунтовки с красками дают возможность превратить ваши новые изделия в неповторимое произведение интерьерного искусства. Например, ряд полимерных покрытий помогает справиться с одним из главных недостатков металлических предметов – холодной на ощупь поверхностью. Грунтовки защитят металл от коррозии. Ну а краски по металлу позволят выбрать не только самый изысканный цвет, но и степень глянца: кому белый матовый стул, а кому – зеленый сверкающий столик. Перед грунтовкой с покраской нельзя пренебречь предварительной зачисткой швов и соединений.
 Для кованых декоративных элементов не нужно покупать толстые прутья – узоры из толстых прутов у вас не получатся.
Для кованых декоративных элементов не нужно покупать толстые прутья – узоры из толстых прутов у вас не получатся.Кованые кровати
Из богатого ассортимента кованой мебели в целом кровати занимают особое место по популярности и художественному разнообразию. Объясняется это просто: металлические кованые кровати намного прочнее и долговечнее любых кроватей, сделанных из других материалов. Кованые кровати своими руками – делать их намного проще, чем может показаться с первого взгляда. Такая работа потребует усилий, но ее вполне реально выполнить без особых навыков в работах по металлу, а это самое главное.
Объясняется это просто: металлические кованые кровати намного прочнее и долговечнее любых кроватей, сделанных из других материалов. Кованые кровати своими руками – делать их намного проще, чем может показаться с первого взгляда. Такая работа потребует усилий, но ее вполне реально выполнить без особых навыков в работах по металлу, а это самое главное.
Если вы решили сделать простую конструкцию, то она монтируется без проблем: в ней нет сложных гнутых деталей. Материалы для такого варианта будут предельно простыми и в минимальном наборе: основа делается из профильной трубы диаметром 20 мм, рама – с помощью швеллеров размером 65 х 32 мм, металлических уголков и тонкой листовой стали толщиной 2 мм для заглушек.
Сварочное оборудование понадобится самое простое: болгарка, аппарат для сварки, дрель со сверлами для металла, напильники, шкурка, щетка металлическая. Если же ваша кровать в проекте запланирована с декоративными элементами, понадобятся станки для холодной ковки.
- Первое дело в монтаже кровати – всегда сборка обеих спинок. Сварка деталей производится под прямыми углами и с обязательным строгим контролем диагоналей. Все это лучше делать на ровной поверхности.
- Кронштейны – важнейшая часть кровати, на них приходится главная нагрузка. Они изготавливаются из швеллеров и привариваются сплошным швом к спинкам кровати. Всего кронштейнов два центральных и четыре боковых.
- Сборка рамы для матраца. Торцевые металлические уголки соединяют с царгами – рамами, которые соединяют ножки кровати. Важно соблюдать надежность стыковки и сварки поперечных деталей с царгами.
- Монтаж спинок и рамы начинают с отверстий в рамах под шипы кронштейнов. Затем спинки ставятся вертикально для крепления на них сваренной рамы.
- Решетка под матрац готовится из стальных продольных и поперечных полос, которые привариваются к раме. Заглушки на ножки и подпятники – приспособления для защиты пола – привариваются также на этом этапе.
- Декорирование. С самого начала – очистка и шлифовка всех швов и соединений. На эту работу не жалеть сил и времени: поверхность для дальнейшей покраски должны быть идеальной, только тогда ваша кровать станет предметом эксклюзивного дизайна. Перед покраской не забыть о грунтовании.

Плюсы и минусы кованой мебели
Инструменты для художественной ковки.Достоинств множество:
- Первое главное – долговечность, прочность, надежность. Она не деформируется со временем, не подвержена порче от насекомых. Из всех возможных видов мебели – это самый лучший вариант для разряда вещей «на века».
- Особая и неповторимая эстетика.
- Способность придать интерьеру более дорогой и солидный вид без особых денежных вложений.
- Кованая мебель вне моды, при ее проектировании никогда не встанет вопрос, модно ли это. Кроме того, ее можно выполнять в самых разных художественных стилях.
- Универсальность и «партнерство» металла в отношении других материалов: прекрасно сочетаются натуральные и искусственные материалы.
- Экологическая безопасность.
Нельзя обойти вниманием недостатки:
- Массивность, тяжеловесность. Эти свойства становятся недостатком лишь в случаях, если хозяева часто переезжаю с места на место или любят делать перестановки в доме.
- Кованая мебель не очень подходит для малогабаритных квартир. Конечно, кованые стулья со столиком можно сделать изящными и визуально воздушными, но они не складываются и требуют собственного пространства в квартире. Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.
- Холодная на ощупь поверхность металла. Это недостаток можно устранить с помощью современных полимерных покрытий.
 Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.
Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.Как видно, плюсов у кованой мебели намного больше, чем минусов. Эти изделия занимают особое место в оформлении интерьеров в течение столетий. Заняться самостоятельным изготовлением предметов мебели из металла – дело увлекательное, творческое и весьма выгодное. Желаем успеха!
виды, чертежи, как сделать, варианты
Содержание статьи
Из чего делают обеденные столы?
Что чаще всего используется на производстве обеденных гарнитуров? На самом деле материалов, позволяющих изготовить кухонный стол, существует много. Но самое важное то, что все они позволяют сделать по-настоящему качественное изделие. Разумеется, есть и совсем дешевые варианты (например, ДСП), но они не представляют особого интереса, ведь речь идет об изготовлении стола для своей семьи, а это значит, что на качестве экономить нельзя.
Древесина
Что можно сказать об этом варианте. Это классика в своем истинном проявлении. Кухонный стол, изготовленный из массива, всегда смотрится роскошно. Многие отдают предпочтение дереву только потому, что этот материал легко поддается обработке, позволяет создать ту или иную форму, подогнать его под необходимый размер, а также декорировать в соответствии с и индивидуальными предпочтениями. Но не все так просто, как может показаться на первый взгляд. Дело в том, что древесина сама по себе является достаточно капризным материалом и требует бережного отношения к ней. За деревянным столом нужен уход, а иногда и реставрация.
Но не все так просто, как может показаться на первый взгляд. Дело в том, что древесина сама по себе является достаточно капризным материалом и требует бережного отношения к ней. За деревянным столом нужен уход, а иногда и реставрация.
Из дерева так же можно сделать журнальный столик, стеллаж и детскую кровать.
Дерево сильно подвержено влиянию климатических условий. Сильная влажность или высокая температура непременно оставят неэстетичные следы на кухонном столе. Поэтому следует отдавать предпочтение износостойким породам. Дуб, рябина, береза или ясень станут оптимальным решением для изготовления обеденного гарнитура. Самые твердые породы – это белая акация, железная береза, тис или кизил.
Стекло нередко используется для изготовления кухонного стола. Однако сложность работы с ним заключается в его обработке. Не каждое стекло подходит для изготовления кухонного стола – здесь важно правильно подобрать особый тип, который будет обладать достаточной прочностью. Речь идет о бронированном стекле. Стоимость материала не маленькая, а обрабатывается он на специальных производствах, оснащенных соответствующим оборудованием.
Другие материалы
Древесно-стружечная плита или МДФ – наиболее распространенные варианты. Конечно же, они не могут похвастать особой прочностью. Зато из них можно сделать экономичный вариант столового атрибута. Влагоустойчивая фанера более прочная, но и здесь не всё так просто, как хотелось бы. Дело в том, что этот материал не предусматривает широких возможностей для декорирования и облагораживания столешницы. Все, что можно с ней сделать – это покрасить в какой-нибудь необычный цвет. Более серьезные манипуляции, связанные с декором, выполнить невозможно.
Подводя итоги всего вышеизложенного, можно сказать, что лучшим материалом для изготовления кухонного гарнитура любой формы является древесина. Более подробно о том, как сделать кухонный стол своими руками, будет сказано дальше, а пока можно посмотреть видео о технологии самостоятельного изготовления кухонного атрибута.
Конструктивные особенности кухонных столов
Возможно, это покажется странным, но такое простое сооружение, как обеденный стол, может иметь несколько вариантов исполнения. Отличаются они конструктивными особенностями, которые и обусловили 4 разновидности кухонного атрибута:
- Стандартный кухонный стол с 4 ножками. Это самая простая конструкция круглой, овальной или прямоугольной формы, изготовить которую совсем не сложно. Главное – учесть некоторые технологические тонкости, которые связаны с особенностями декорирования;
- Раскладной стол-трансформер требует специфического инструмента и механизма, который и обусловливает данную конструкцию. Самый распространенный и простой вариант – это кухонный стол-книжка, который можно изготовить из ламинированной ДСП. Можно использовать и дерево, однако придется распиливать массив на специальном производстве или заказать уже готовый материал. В этом случае останется лишь собрать раскладной стол;
- Раздвижная конструкция. Суть заключается в устройстве дополнительной вставки, за счет которой и увеличивается площадь рабочей поверхности. Простой механизм раздвигает две половинки стола, а внутри оказывается дополнительная секция;
- Обеденный стол с откидной столешницей также является достаточно простой конструкцией, которая не требует профессиональных навыков. По сути, это столешница со складными ножками, прикрепленная к вертикальной поверхности.
Исходя из вышеизложенного, можно сделать вывод – абсолютно любая конструкция подходит для самостоятельного изготовления кухонного стола.
Технология
Для начала нужно рассмотреть более простую конструкцию, чтобы понять основы изготовления обеденного стола.
- Прежде всего, необходимо определиться с размерами. Если длина и ширина столешницы может варьироваться в различных пределах, то высота изделия является величиной постоянной, которая соответствует 750 – 800 мм;
- Далее речь пойдет о ножках для кухонного стола. Их можно купить в уже готовом виде, а можно сделать самостоятельно из обычного бруса. В последнем случае придется тщательно отполировать детали;
- Для установки столешницы понадобится несущая рама, для изготовления которой нужна доска толщиной 2-3 см. Ее также необходимо тщательно отполировать. Собрать раму не сложно – для этого достаточно в ее углах разместить ножки, с которыми стыкуются жесткие ребра установленной отполированной доски. Чтобы прочно закрепить раму, необходимо в ее углах поставить небольшие раскосы. Через них в ножки просверлить отверстия и вставить длинные винты. С изнанки закрутить гайку, не забыв при этом про шайбу. Рама практически готова – останется только покрыть ее лаком перед финишной сборкой;
- Теперь можно приступать к изготовлению столешницы. Для этого необходимо собрать щит заданного размера, для которого прекрасно подойдет шпунтованная доска. Чтобы основа кухонного стола получилась достаточно прочной, желательно собирать деревянные элементы на фанерном основании. Собрать рабочую поверхность не сложно – гораздо трудней привести ее в презентабельный вид. Для этого необходимо хорошенько прошлифовать, отполировать поверхность, а затем немного закруглить углы и придать необходимую форму изделию;
- Монтаж столешницы на подготовленное основание. Здесь никак не обойтись без таких элементов, как шпунты Чаще всего для этих целей используются специальные металлические маркеры, которые и вставляются в заранее подготовленные отверстия на одной из частей стола. Затем столешница прикладывается, в результате чего остаются отметины, предназначенные для дальнейшего сверления;
- Декорирование – это финишный этап. В первую очередь, дерево необходимо обработать специальными пропитками, которые защищают поверхность от воздействия неблагоприятных факторов. После высыхания кухонный стол покрывается лаком. Перед финишным покрытием можно придать изделию какой-нибудь оттенок при помощи морилки. Многообразие выбора позволяет акцентировать естественность деревянного покрытия или придать столу весьма необычный цвет.
 Их можно купить в уже готовом виде, а можно сделать самостоятельно из обычного бруса. В последнем случае придется тщательно отполировать детали;
Их можно купить в уже готовом виде, а можно сделать самостоятельно из обычного бруса. В последнем случае придется тщательно отполировать детали;
Всё – кухонный стол полностью готов к использованию. Это была самая простая конструкция – все остальные вариации изготовить самостоятельно не намного сложнее. Главное – выполнять все работы, строго соблюдая последовательность технологических этапов.
Универсальная конструкция
Кухонный стол должен быть достаточно легким для того, чтобы его можно было перенести в другое место. Специальная фурнитура, которая встречается в продаже, позволяет немного поиграть с дизайнерским решением обеденного стола. Классические ножки:
Они могут быть стандартного размера (вариант для обеденного или офисного стола) – 800 мм, для высокой конструкции или барной стойки – 950 мм или для компактного журнального столика – 500мм.
Все эти ножки можно регулировать в пределах 40-60 мм, что, в свою очередь, позволяет подогнать мебель под любую высоту. Но, если стол делается своими руками, то изделия уже подгоняется под существующие параметры кухонного помещения. А это значит, что экспериментировать можно только с высотой изделия и его цветовым решением.
Жилые помещения еще не привыкли к офисному стилю в интерьере, поэтому блестящие, хромированные или позолоченные элементы будут из разряда «на любителя». Более мягкие металлические тона будут уместны для журнальных столиков. Поэтому для кухонного атрибута лучше всего выбрать деревянную фактуру и оттенки – благо, нынешние производители предлагают широчайший ассортимент такой фурнитуры.
Полезные советы и рекомендации
Кухонный стол, изготовленный из массива – это красиво, изысканно и благородно. Главное, чтобы вся красота дерева не скрывалась под скатертями и кухонными салфетками. Желательно выбирать наиболее твердую древесную породу. Самый оптимальный вариант по цене и качеству – это бук. При этом толщина столешницы должна быть не менее 45-50 мм. Чтобы сделать обеденный стол еще более «нарядным», стоит обнести декоративными элементами торцы столешницы. Как говорится, гулять так гулять!
Под столешницей желательно пришить фанерный лист. Со временем массив может рассыхаться и деформироваться, а при покупке проконтролировать качество древесины практически невозможно.
Со временем массив может рассыхаться и деформироваться, а при покупке проконтролировать качество древесины практически невозможно.
Для изготовления кухонного стола можно использовать универсальные ножки. Они крепятся очень просто и не требуют выполнения сложных манипуляций для крепления под столешницей. Приемлемая цена – еще один плюс в копилку универсальных ножек. Демонтаж стола займет не более 10 минут. Внутри универсальных ножек полая поверхность – супруга вряд ли догадается, где искать заначку «на черный день».
Своими руками можно сделать и кухонный гарнитур.
Что остается добавить? Только лишь то, что изделие, сделанное своими руками, радует чуть больше, чем самая красивая дизайнерская композиция, приобретенная в мебельном магазине. Бережно собранный своими руками кухонный стол из древесного массива – это не просто предмет интерьера, это то место, за которым будут чаще собираться все члены семьи. Именно поэтому стоит уделить каждому этапу производства большое внимание, а также не экономить на качестве используемого материала.
Столешница из ДСП смотрится как супермодель на картине Рубенса – обнять и плакать. А вот массивная береза или благородный дуб – совсем другое дело. За таким столом и посидеть приятно.
Похожие статьи
Узор-Н1. Настольный станок для ковки
Канат Исамбаев
Решили мы расширить свою работу, по изготовлению металлических изделий,понимая что в ручную мы далеко не уедем было принято решение приобрести станки по хол.ковки. Промониторив все варианты перешли к мнению что оптимальный вариант для нас это Ажурсталь. Был вариант Китай но он был не актуален так как качество этих станков ни ахти. Решили с начало поехать и ознакомиться на месте с продукцией. Приехав в Челябинск нас встретила менеджер Ирина, огромное ей спасибо за гостеприимство и профессиональные качества. Ирина мне полностью все разъяснила какие станки что выпускают, показала продукцию,остановился я на трех станках этой фирмы. Хочу выразить свою благодарность всему коллективу Ажурсталь и лично Ирине за проделанную работу,успехов Вам и достижения поставленных целей.
Хочу выразить свою благодарность всему коллективу Ажурсталь и лично Ирине за проделанную работу,успехов Вам и достижения поставленных целей.
Александр Соловьев
Долго искали надёжную компанию с опытом производства и продаж кузнечного оборудования, чтоб в дальнейшем по работе со станком не было проблем. В компании «Ажурсталь» большой выбор и приемлемые цены на весь ассортимент станков разного профиля. Гусев Денис — профессиональный, грамотный, отзывчивый, вежливый менеджер. Помог с выбором все доступно объяснил. Очень благодарны ему за подробные консультации, помощь с выбором и постпродажное сопровождение. Быстро оформили заказ, отгрузили вовремя. Оборудование отменного качества. Ожидания от покупки полностью оправдались, мы получили именно такое оборудование, как смотрели на сайте. С уважением и благодарностью, ко всему коллективу компании «Ажурсталь» город Челябинск, компания «ЗаборМастер» город Новосибирск, и лично от Александра.
Алексей Марченков
Моя история, связанная с кузнечным делом началась давным-давно, ещё наверное в утробе моей МАМЫ…Дело в том, что в наших с МАМОЙ венах течёт цыганская кровь. А как же цыган без кузни? И вот, шли годы…примерно в девяностые мне в руки попал журнал «ТЕХНИКА МОЛОДЁЖИ» со статьёй, как создать кузнечную мастерскую, я отложил его в «долгий ящик». Так вышло, что после окончания ВУЗа (ЧГТУ) я оказался на службе в пожарных войсках, отслужил, пошёл на пенсию…Что делать дальше? Достал тот самый журнал и начал действовать. К этому времени уже накопилось достаточно подручного инструмента для мастерской…но в наше время нужно производство! Начал перебирать различных производителей станков по обработке металла (методом холодной ковки). Китай, Германия, Италия? Нет! Надо поддерживать отечественного производителя…всё «срослось» одномоментно-наш родной г. ЧЕЛЯБИНСК, угостил меня таким сюрпризом-«АЖУРСТАЛЬ»,ул.Марченко,22.Глянул станки, на первый взгляд чёткие, ещё и Марченко, еще и 22(родился я 22),ещё и аббревиатура «АС»…И так: будучи человеком немножко суеверным думаю надо брать! благо, что на предприятии работает такой сотрудник(менеджер),как Еловикова Ирина, с ней мы быстренько и квалифицированно всё решили. Так что я доволен! «Люблю» станки как свою жизнь! Ведь они дают мне развитие и воплощение идей, ну и конечно же возможность зарабатывать!
Отдельное БЛАГОДАРЮ!!! передаю рабочему персоналу завода…При малейших вопросах без всяких «но» дают профессиональный исчерпывающий ответ…Приятно чувствовать то, что в нашей стране есть такой гигант, как «АЖУРСТАЛЬ». Успехов в развитии и процветания!!!
Марченков А.С. г. Чита
Так что я доволен! «Люблю» станки как свою жизнь! Ведь они дают мне развитие и воплощение идей, ну и конечно же возможность зарабатывать!
Отдельное БЛАГОДАРЮ!!! передаю рабочему персоналу завода…При малейших вопросах без всяких «но» дают профессиональный исчерпывающий ответ…Приятно чувствовать то, что в нашей стране есть такой гигант, как «АЖУРСТАЛЬ». Успехов в развитии и процветания!!!
Марченков А.С. г. Чита
Вадим и Александр Агаджанян
На дворе 2005 год. Уволившись с работы, занялся своим любимым делом — металлом. А именно, металлоизделиями и конструкциями из профильной трубы. Дал объявления в местную газету. К моему удивлению, спрос превысил предложение. За неделю много звонков, выездов, «шабашек». Короче у нас сварочное дело пошло. Работы становились все сложнее и заказчиков все больше. Набрав еще двух сварщиков, стал раскидывать работы. Через пять лет активной деятельности, стал замечать, что объявлений в газете, подобных моему, в разы больше. Да и чаще стал замечать сварщиков, работающих по адресам, где я делал замеры и расчёты. Конкуренты не дремлют!!!! Стал думать, то сделает меня лучше , чем они!!! Целый год размышлял, что придумать нового. Итогом стало решение приобрести станок Ажур-4.
Менеджер сработала с нами чётко и профессионально. Да и ,вообще, огромное спасибо Ирине, Олегу и техническому отделу. Они любые возникшие вопросы решали очень оперативно, не смотря на расстояние. Теперь мои бывшие конкуренты стали клиентами. Так как » крученная труба», в простонародье «косичка», нужна была всем на столбы забора и ворот, опорные столбы навесов и козырьков. Катали трубу с утра до позднего вечера. Так как, станок себя опровдал, решили купить более функциональный Ажур-Универсал. В провинциальном городке мы стали самыми «продвинутыми» сварщиками!!! В итоге маленькой биографии, выросшее дело из любимого хобби в масштабный бизнес, стал подарок сына на мой юбилей. Не часы, не ювелирные изделия, не путёвку на отдых. Он решил, что наиболее практичным и полезным подарком будет новенький станок «УзорН1» . Он оказался прав, ничто так обрадует «старого сварщика» , как новое оборудование.
Он решил, что наиболее практичным и полезным подарком будет новенький станок «УзорН1» . Он оказался прав, ничто так обрадует «старого сварщика» , как новое оборудование.
Кречин Василий, Лесозаводск.
Мое детство прошло в Приморском крае и несколько необычно. Отчим, большой души человек, рано начал приучать меня к трудностям взрослой жизни, за что ему благодарен по сей день. У Бати в приморской тайге был охотничий участок с «фазендой», где в сезон охоты и период сбора дикоросов я регулярно ему помогал. После армии попробовал себя во многих специальностях, милиция, мелкий бизнес, охранник, менеджер по продажам, полевод, свинарь — кстати первый завез в приморье породу вьетнамскую вислобрюхую. Завел семью, родил сына, которого потерял по халатности врачей. Жена предложила сделать вокруг могилы ограду, а я для себя решил, что сам откую на могилу сына ограду. Начал с изучения основ ковки, приобрел и освоил оборудование холодной ковки – понял, что это не то, узок функционал. Через интернет анализировал предлагаемое оборудование горячей ковки различных производителей Германия, Италия, Китай, его возможности и соответственно соотношение цена-качество, нашел фирму «АЖУРСТАЛЬ» Челябинск. После дистанционного общения с «АЖУРСТАЛЬ» приехал к ним. Встретила Еловикова Ирина, менеджер по продажам, разместила в комфортабельной гостинице для приезжих клиентов, организовала блок обучения и знакомства с оборудованием, дала исчерпывающие консультации, показала оборудование в работе, предложила самому испробовать возможности оборудования. Я приобрел серию станков, как то «Ажур-Универсал», «Ажур-3М», «Ажур-4», «Ажур-7», «Ажур-1М», «ОС-7». Практическая работа на станках показала их высокую производительность, функциональность и надежность. Станки дали мне возможность развивать и воплощать мои идеи, и в первую очередь хорошо зарабатывать! Прекрасно, что в условиях стагнации производства у нас есть «АЖУРСТАЛЬ». Успехов в развитии и процветания!!!
Сергей Мясников
Здравствуйте!Хочу поблагодарить руководство компании «Ажурсталь»,а также менеджера по продажам станков Гусева Дениса Евгеньевича за чуткое,внимательное отношение к клиентам. Я долго искал подходящий станок , просматривая в интернете станки по художественной ковке.Выбор мой остановился на станке «АЖУР-1М».В подборке оснастки для станка большую помощь оказал
Гусев Денис Евгеньевич.Большое спасибо ему за это.На весь комплект станка компания «Ажурсталь» сделала ощутимую скидку,что очень порадовала меня.Даже когда станок пришел Денис Евгеньевич перезванивал,уточнял все ли пришло.Желаю процветания компании «Ажурсталь»,прошу премировать менеджера по продажам станков Гусева Дениса Евгеньевича.В дальнешем буду докупать оснастку для станка. Большое спасибо!
Я долго искал подходящий станок , просматривая в интернете станки по художественной ковке.Выбор мой остановился на станке «АЖУР-1М».В подборке оснастки для станка большую помощь оказал
Гусев Денис Евгеньевич.Большое спасибо ему за это.На весь комплект станка компания «Ажурсталь» сделала ощутимую скидку,что очень порадовала меня.Даже когда станок пришел Денис Евгеньевич перезванивал,уточнял все ли пришло.Желаю процветания компании «Ажурсталь»,прошу премировать менеджера по продажам станков Гусева Дениса Евгеньевича.В дальнешем буду докупать оснастку для станка. Большое спасибо!
Владимир
После увольнения в запас искал, чем заниматься дальше. Выбор пал на художественную ковку – работать руками любил с молодости. Супруга подарила «Узор-Н1» от фирмы «Ажурсталь». Работаю на нем, всё очень нравится: надежный и мощный аппарат. Рекомендую всем увлеченным худ. Ковкой.
Виталий
Приобретал Узор-Н1 для работы на даче. До этого работал на ручных станках. Хочу сказать, что это небо и земля! На Узоре работать легко, быстро, детали получаются намного качественнее. Делаю на нем вообще все. Доволен.
Семён
10 лет назад организовал свое производство изделий из художественной ковки. Сейчас развились в небольшой цех, создаем рабочие места. Несмотря на это, люблю сам постоять у станка, вспомнить, как когда-то работал. Специально для этих целей купил «Узор-Н1». Не думал даже, что станок ТАК себя покажет. Сейчас всерьез думаю расширять производство, закупив «Узоры».
Леонид
Окончил металлургический факультет ЮУрГУ в 2017 году. Уже тогда я думал о своем бизнесе, но еще не знал, чем хочу заниматься. В интернете увидел рекламу Узора, меня сразу цена привлекла. Родители добавили немного, а остальное взял из накопленных. Станок сумасшедший, в лучшем смысле слова. Говорю, как молодой металлург. Сейчас развиваю своё дело.
Вешалка для одежды, изделие холодной ковки
В этом видео я покажу своё первое изделие сделанное на моём станке для холодной ковки
холодная ковка, ковка, своими руками, cold forging, своими, руками, ковка своими руками, станок для холодной ковки, холодная ковка своими руками, вензель, улитка, вензеля, бизнес на холодной ковке, калитка, червонка, холодная ковка из профильной трубы, завитки, узоры, бизнес на ковке, станок улитка, сварка, валюты, cold forging machine, 70рус, 70rus, станок, forging, diy, ворота, ажурная, ажурные, handmade, изделия, бублик, оградки, холодная ковка станок, художественная ковка, как сделать, работаю на себя, томск, mehamozg, станки, перила, решетка, сделай сам, самодельный, blacksmith, мангал своими руками, мехамозг, наковальня, художественная, кованая, welding, кованый, лавочка, громбк, холодная, лайвхак, молоток, do it yourself, мехамозг. рф, mehamozg.ru, стол, цель, антиковка, лавка, пергола, навершие, желание, болгарка, стул, козырек, группа, инструмент, подарок, научится ковать, мастерская, кованые элементы, торсион, из профильной трубы, приспособление для ковки, валюта, панно, балясины, бизнес идея, лоза, kovanca полоцк, чертежи скачать, [jkjlyfz rjdrf, kovanca polock, инструменты, самоделки, hand made, фонарик, трубогиб, приспособление, входная, шишка, штамповка, работа с металлом, металл, цветочница, завиток, столик, мебель, оборудование, чертежи, станок для холодной ковки своими руками, machine, виноградная лоза, урок, оснастка для холодной ковки, сварщик, ковка станок, патина, скамейка, кованый стол, фактура, холодная ковка как бизнес, станок улитка для холодной ковки, станки для ковки, станки для холодной ковки, как сделать станок, rjdrf, вешалка, самоделка, handmade machine, станки для бизнеса в гараже, supercrastan, кованые изделия, homemade, machines, станок своими руками, станки своими руками, станки для холодной ковки своими руками, самодельный станок для холодной ковки, ковка из пластиковых бутылок, станки чертежи, мечта, мастера, кованые, pneumatic hammer, кузнечное мастерство, evgeniy budilov, металлический забор, forged rails, custom wrought, custom metal, air hammer, пневматический молот, forging process, metal products, metal art, изделия из металла своими руками, горячая ковка, интересное, самодельный станок, улитка для холодной ковки, волна холодной ковки, ограждение, супер станок, мастер класс, холодная ковка изделия, кованая оградка своими руками, кованая оградка на кладбище, холодная ковка своими руками чертежи, холодная ковка в домашних условиях, оградка на могилу, холодная ковка изделия своими руками, холодная ковка дома, кованая оградка, искусство, хомут кованый, steel, iron, art, ушлепок, оградка своими руками, оградка, патинирование, покраска, #ковка холодная, #кованые изделия, #в гараже, #торсион, #кованые узоры, #станок для холодной ковки, #узоры из металла, #бизнес, #самоделки, ручной станок, станок#3, ковка дома, холодной ковки, #холодная ковка, #ручной станок для гибки металла, #ру
рф, mehamozg.ru, стол, цель, антиковка, лавка, пергола, навершие, желание, болгарка, стул, козырек, группа, инструмент, подарок, научится ковать, мастерская, кованые элементы, торсион, из профильной трубы, приспособление для ковки, валюта, панно, балясины, бизнес идея, лоза, kovanca полоцк, чертежи скачать, [jkjlyfz rjdrf, kovanca polock, инструменты, самоделки, hand made, фонарик, трубогиб, приспособление, входная, шишка, штамповка, работа с металлом, металл, цветочница, завиток, столик, мебель, оборудование, чертежи, станок для холодной ковки своими руками, machine, виноградная лоза, урок, оснастка для холодной ковки, сварщик, ковка станок, патина, скамейка, кованый стол, фактура, холодная ковка как бизнес, станок улитка для холодной ковки, станки для ковки, станки для холодной ковки, как сделать станок, rjdrf, вешалка, самоделка, handmade machine, станки для бизнеса в гараже, supercrastan, кованые изделия, homemade, machines, станок своими руками, станки своими руками, станки для холодной ковки своими руками, самодельный станок для холодной ковки, ковка из пластиковых бутылок, станки чертежи, мечта, мастера, кованые, pneumatic hammer, кузнечное мастерство, evgeniy budilov, металлический забор, forged rails, custom wrought, custom metal, air hammer, пневматический молот, forging process, metal products, metal art, изделия из металла своими руками, горячая ковка, интересное, самодельный станок, улитка для холодной ковки, волна холодной ковки, ограждение, супер станок, мастер класс, холодная ковка изделия, кованая оградка своими руками, кованая оградка на кладбище, холодная ковка своими руками чертежи, холодная ковка в домашних условиях, оградка на могилу, холодная ковка изделия своими руками, холодная ковка дома, кованая оградка, искусство, хомут кованый, steel, iron, art, ушлепок, оградка своими руками, оградка, патинирование, покраска, #ковка холодная, #кованые изделия, #в гараже, #торсион, #кованые узоры, #станок для холодной ковки, #узоры из металла, #бизнес, #самоделки, ручной станок, станок#3, ковка дома, холодной ковки, #холодная ковка, #ручной станок для гибки металла, #ру
Горячая, теплая и холодная штамповка (различия и сравнение)
Ковка — это процесс, при котором металлическому объекту придают другую форму за счет локализованных сжимающих сил. Хотя ковка была признана жизнеспособным методом металлообработки тысячи лет назад, она по-прежнему остается распространенным ремеслом в металлообрабатывающей промышленности. В ранних цивилизациях ковка в основном использовалась для создания боевого оружия, инструментов и ювелирных изделий, но теперь существует множество методов ковки, доступных для создания металлических изделий для ряда современных отраслей.Эти отрасли включают сельское хозяйство, строительство, аэрокосмическую и автомобильную промышленность.
Хотя ковка была признана жизнеспособным методом металлообработки тысячи лет назад, она по-прежнему остается распространенным ремеслом в металлообрабатывающей промышленности. В ранних цивилизациях ковка в основном использовалась для создания боевого оружия, инструментов и ювелирных изделий, но теперь существует множество методов ковки, доступных для создания металлических изделий для ряда современных отраслей.Эти отрасли включают сельское хозяйство, строительство, аэрокосмическую и автомобильную промышленность.
Разнообразие рынка поковок свидетельствует о настраиваемом аспекте кузнечной промышленности. Например, процесс ковки может проводиться при различных температурах в зависимости от физических свойств конкретных материалов и задействованного оборудования. Поскольку температура играет такую важную роль в процессе ковки, она фактически используется для классификации методов ковки. Эти методы ковки известны как горячая ковка, теплая ковка и холодная ковка.У каждого из них есть свои преимущества и недостатки, но они выбираются на основе предполагаемого применения готового продукта и предельных затрат, а не просто потому, что одно превосходит другое.
Что такое горячая штамповка? (Применение и преимущества) Кузнец горячая ковка с помощью молотка. [CC BY-SA 3.0], через Wikimedia Commons В терминологии ковки металлический объект, который необходимо деформировать, обычно называют заготовкой или заготовкой. Готовое изделие называется ковкой.В некоторых методах ковки, особенно в горячей штамповке, заготовка помещается в кузницу, тип очага, который нагревает металл до желаемой рабочей температуры, прежде чем можно будет приступить к процессу формования. Когда заготовка достигает требуемой температуры, инструменты, такие как кузнечные молотки и ковочные прессы, можно использовать для формования или деформации заготовки в новую форму или дизайн.
Горячая штамповка — наиболее известный процесс штамповки. Он работает при температуре выше заданной температуры рекристаллизации металла на протяжении всего процесса, чтобы поковка сохраняла свою новую форму после охлаждения. Этот высокотемпературный процесс изменяет зернистую структуру заготовки, разбивая ее на более мелкие зерна. Нагрев металла выше температуры его рекристаллизации или пластической деформации предотвращает деформационное упрочнение материала. Горячая ковка позволяет изготавливать сложные металлические конструкции, которых невозможно достичь при более холодных процессах ковки при более низких температурах. Этот метод не только изменяет внешний вид исходного металла, но также увеличивает его пластичность и вязкость как конечного продукта.
Этот высокотемпературный процесс изменяет зернистую структуру заготовки, разбивая ее на более мелкие зерна. Нагрев металла выше температуры его рекристаллизации или пластической деформации предотвращает деформационное упрочнение материала. Горячая ковка позволяет изготавливать сложные металлические конструкции, которых невозможно достичь при более холодных процессах ковки при более низких температурах. Этот метод не только изменяет внешний вид исходного металла, но также увеличивает его пластичность и вязкость как конечного продукта.
Горячая ковка обычно проводится с металлами с высоким коэффициентом деформируемости, чтобы предотвратить их повреждение в процессе деформации.Некоторые из этих металлов включают углеродистую сталь, титан, медь, алюминиевые сплавы и никелевые сплавы. Некоторые металлы могут быть подвергнуты только горячей ковке из-за их жестких физических свойств. Температура рекристаллизации стали может составлять от 400 до 700 ° C, но температура горячей штамповки стали может достигать 1200 ° C. Из-за высоких температур, при которых происходит этот процесс, заготовка становится более податливой, и ей можно придавать сложные формы. После того, как поковка полностью сформирована, следует строгий процесс охлаждения, чтобы придать поковке новую форму.Хотя в этом процессе необходимо быстрое охлаждение, слишком быстрое охлаждение материала также может повредить готовую деталь. С этим процессом охлаждения нужно обращаться очень осторожно, чтобы предотвратить деформацию поковки.
Оборудование для горячей штамповки и материалы Оборудование, необходимое для горячей штамповки, может варьироваться в зависимости от области применения готового продукта. Штампы представляют собой металлические блоки, которые подвергаются механической обработке и содержат штампы, которые используются для производства штамповок.Эти штампы обычно состоят из верхней и нижней штампов и обычно изготавливаются на заказ, чтобы соответствовать желаемой форме клиента для использования в методе горячей штамповки. Ковка бывает закрытой и открытой. В методе открытой матрицы используются матрицы, которые не полностью закрывают заготовку, тогда как метод закрытой матрицы полностью закрывает заготовку. Ковочный пресс также можно использовать для одновременного приложения большого давления ко всей заготовке. Ковочные молотки прикладывают силу к определенным участкам заготовки.
Ковка бывает закрытой и открытой. В методе открытой матрицы используются матрицы, которые не полностью закрывают заготовку, тогда как метод закрытой матрицы полностью закрывает заготовку. Ковочный пресс также можно использовать для одновременного приложения большого давления ко всей заготовке. Ковочные молотки прикладывают силу к определенным участкам заготовки.
Поскольку метод горячей штамповки сильно зависит от температуры, штампы и другие инструменты предварительно нагреваются, чтобы ограничить снижение температуры заготовки во время процесса, когда она находится в контакте с штампами. Это снижение температуры объясняется кондуктивной теплопередачей. Практика нагрева оборудования до той же температуры, что и заготовка, привела к развитию специального метода ковки, известного как изотермическая ковка, типа ковки в закрытых штампах. Изотермическая ковка включает нагрев металла и штамповки до той же температуры в вакууме, чтобы избежать снижения температуры из-за теплопроводности.Вакуумная среда также ограничивает любые реакции окисления, которые могут происходить между металлической заготовкой и атмосферными газами. Другой способ избежать окисления — это покрыть заготовку стеклянным покрытием внутри печи для предотвращения загрязнения или подать в печь инертный газ. Если происходит окисление заготовки, это может привести к образованию накипи, что приведет к повреждению готового продукта.
| Преимущества | Недостатки |
|
|
Что такое теплая ковка? (Применение и преимущества) Теплая ковка обычно используется для автомобильных деталей, таких как шестерни и валы.

Процесс горячей штамповки имеет характеристики, аналогичные как горячей штамповке, так и холодной штамповке, и является самым последним разработанным методом ковки. Этот процесс происходит при температуре выше температуры деформационного упрочнения заготовки, но ниже температуры, при которой происходит образование окалины. Отсутствие масштаба позволяет приблизить допуски в готовом продукте.
Диапазон температур теплой ковкиВ зависимости от физических свойств отдельной детали температура горячей ковки может составлять от 650 до 1000 ° C.Детали с более простой конструкцией могут изготавливаться при температурах от 740 до 770 ° C, ниже температуры, при которой происходит фазовый переход. Однако детали, изготовленные при таких температурах, должны пройти процесс термообработки после ковки, чтобы обеспечить сохранение своей новой структуры при остывании.
Оборудование для горячей штамповки и материалыПоскольку температуры теплой ковки обычно ниже, чем температуры, используемые при горячей штамповке, заготовка становится менее податливой во время этого процесса, а сложные формы труднее изготовить.Теплая поковка также отличается меньшими допусками, чем холодная ковка. Наиболее распространенными металлами, которые используются в теплой ковке, являются стальные сплавы. Горячая ковка облегчает деформацию стальных сплавов, чем при холодной штамповке, и может иметь лучшие допуски, чем те, которые сделаны при горячей штамповке. Эти преимущества способствовали более широкому использованию метода изготовления горячей штамповки, особенно при создании крупносерийных автомобильных деталей.
Оборудование, используемое при теплой штамповке, должно быть спроектировано таким образом, чтобы обеспечить соответствующий срок службы инструмента для увеличения экономии.Это оборудование должно соответствовать размеру и качеству обрабатываемых материалов, которые будут выкованы этим методом. Для увеличения срока службы штампы следует поддерживать в хорошем состоянии на протяжении всего срока их службы.
| Преимущества | Недостатки |
|
|
Что такое холодная ковка? (Применение и преимущества) Холодная штамповка — это эффективный процесс производства более легких компонентов, таких как гайки, болты и винты.
Холодная штамповка осуществляется при температуре ниже температуры рекристаллизации металла, часто при комнатной температуре или близкой к ней. Поскольку холодная ковка часто проводится при гораздо более низких температурах, чем горячая или теплая ковка, заготовка в этом процессе сопротивляется деформации. Следовательно, этот процесс обычно требует промежуточных этапов отжига между деформацией заготовки, чтобы минимизировать деформационное упрочнение во время процесса ковки. Отжиг — это процесс, при котором заготовка упрочняется за счет ее нагрева и последующего медленного охлаждения для снятия внутренних напряжений.Поскольку температура процесса холодной ковки близка к температуре закалки заготовки, образование окалины из-за реакций с атмосферными газами не является проблемой для этого метода. С другой стороны, заготовка не так податлива в процессе деформации, как при использовании других методов, поэтому для придания формы заготовке требуются более высокие нагрузки прессования.
Известно, что методы холодной штамповки имеют лучшую точность размеров по сравнению с методами горячей штамповки.Эта особенность связана с тем, что заготовка деформируется почти по форме конечного продукта. Холодные поковки не нужно охлаждать после ковки, потому что они уже изготовлены при температурах, близких к температуре их затвердевания. Горячие и теплые поковки могут подвергаться усадке при затвердевании, что не является проблемой при холодной штамповке. Хотя заготовка остается в твердом состоянии при холодной ковке, напряжение от трения между заготовкой и оборудованием, используемым для ее деформации, может привести к тому, что температура заготовки может достигать 250 ° C.В результате метод холодной ковки обычно используется с более мягкими металлами, такими как алюминий, медные сплавы и низколегированные стали, которые обычно весят менее 50 фунтов. Более мягкие металлы легче формовать при более низких температурах и требуют меньшего давления ковки.
Оборудование для холодной штамповки и материалыХолодная штамповка связана с высокой производительностью. Условия работы не только более благоприятны при комнатной температуре, но и энергоэффективны.Эта среда также обеспечивает эффективность производства больших объемов продукции. Процесс холодной штамповки, как и другие, улучшает механические характеристики заготовки. Готовый продукт обычно прочнее исходного материала. Кроме того, размеры конечного изделия холодной ковки являются наиболее точными из всех других методов ковки.
Оборудование, используемое при холодной ковке, аналогично другим методам ковки, но матрицы должны быть изготовлены из материалов с высоким сопротивлением, чтобы уменьшить износ во время процесса ковки.Следовательно, инженерное проектирование важно при разработке подходящего оборудования для этого процесса. Высокие затраты, связанные с оборудованием, перевешиваются более длительным сроком эксплуатации.
| Преимущества | Недостатки |
|
|
Process (The Making of the Blades) Японский нож Nigara Forging Co., ООО
Мы гордимся тщательным производством каждого лезвия, начиная с выбора материалов. Мы также принимаем индивидуальные заказы, соответствующие конкретным запросам наших клиентов.
Выбор стали и феррита
Для изготовления каждого лезвия необходимо выбрать подходящий размер стали и феррита.
- Сталь
- В качестве режущей кромки лезвия выбрана твердая сталь с большим содержанием углерода.В зависимости от предполагаемого использования лезвия выбираются разные виды стали.
- Феррит
- Феррит с таким низким содержанием углерода, что его называют «сверхнизкоуглеродистой сталью», и выбирают «мертвую мягкую сталь». Он соединен с твердой и хрупкой сталью выше, чтобы усилить лезвие.
Если лезвие слишком мягкое, оно не будет хорошо резать, однако, если оно слишком твердое, оно может легко сломаться или сломаться.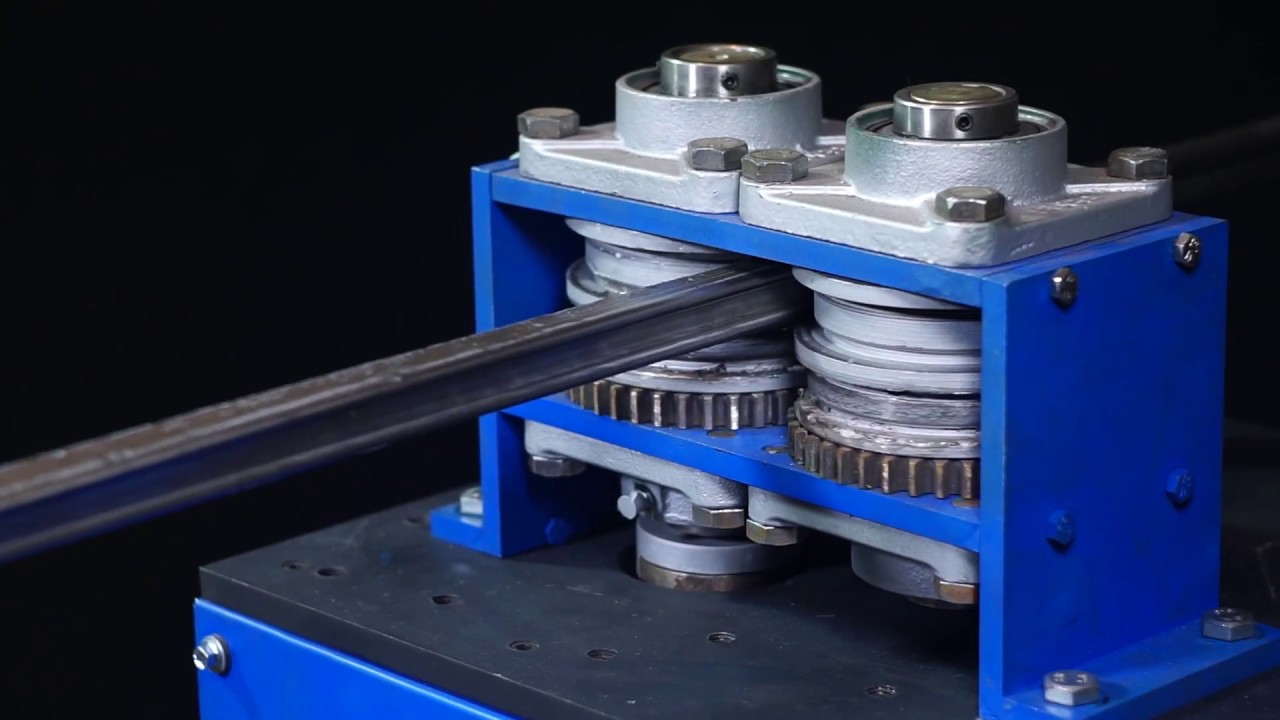 За счет сочетания твердой стали и мягкого феррита улучшается острота и нож устойчив к любым ударам.
За счет сочетания твердой стали и мягкого феррита улучшается острота и нож устойчив к любым ударам.
| Таблица компонентов стали / феррита | ||
|---|---|---|
| Компоненты | Феррит (%) | Сталь (%) |
| C (углерод) | 0,08 | 1,0 ~ 1,2 |
| Si (кремний) | <0.2 | |
| Mn (марганец) | 0,35 | <0,35 |
| P (фосфор) | 0,009 | <0,03 |
| S (сера) | 0,02 | <0,02 |
| Cr (хром) | 0.5 | |
| Вт (вольфрам) | 1,0 ~ 1,5 | |
| В (Ванадий) | ||
Кузнечная сварка
Сталь соединяется с ферритом и нагревается до 1200 ℃ в очаге. Они сколочены вместе, придавая им грубую форму лезвия.В это время сверху насыпается порошкообразный клей для кузнечной сварки и плавится при сильном нагреве. При ударе искры вылетают, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
>>> Посмотреть видео 『Кузнечная сварка』
Черновая вытяжка и ковка
Сваренный кузнечно-сварной нож снова помещается в под, нагревается и забивается до грубой формы и толщины конечного лезвия.Частицы внутри металла становятся более мелкими, тем самым укрепляя лезвие и делая лезвие более долговечным.
Нормализация
Уделяя особое внимание теплу очага, любой оксид железа с поверхности лезвия удаляется и поверхность лезвия сглаживается. Во время этого процесса металлические частицы измельчаются еще больше, что увеличивает долговечность лезвия.
Отжиг
Чтобы гомогенизировать структуру, лезвие нагревают до низкой температуры, а затем помещают в соломенную золу для охлаждения.Благодаря этому с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
Формовка
Для доведения текущей формы лезвия до нужного размера используется шлифовальный станок или другой отрезной станок.
Штамповка
Лезвие, также известное как холодная ковка, забивают молотком при комнатной температуре или слегка нагревают, металл подвергается дальнейшей очистке и укреплению.
Удаление темных пятен
Кованые лезвия имеют на поверхности темные пятна оксида железа, если их оставить на лезвии, тепло не будет равномерно распределяться по нему. Путем полировки поверхности и удаления черных пятен повышается закаливаемость лезвия.
Закалка
Лезвие нагревают, а затем быстро помещают в воду или масло, чтобы немедленно охладить его, упрочняя лезвие и увеличивая срок службы режущей кромки.Однако, если лезвие нагревается слишком сильно, сталь становится хрупкой, а режущая кромка ухудшается, поэтому температура строго контролируется.
Закалка
Закаленные лезвия без дополнительной обработки являются хрупкими, поэтому их нагревают до тех пор, пока они не достигнут нужного уровня мягкости. При этом их становится труднее чипировать и они более практичны в использовании.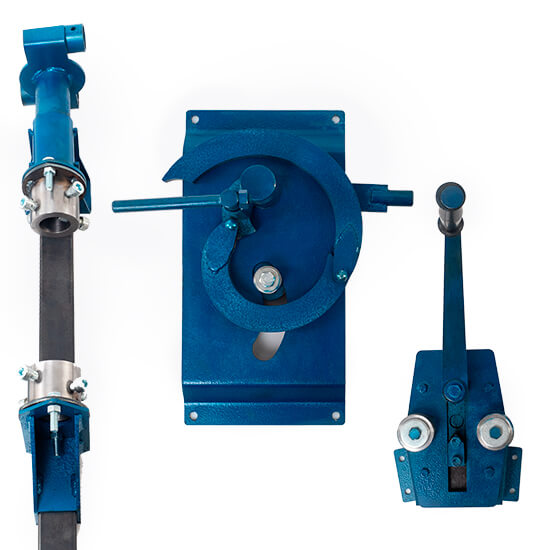
Правка
Когда лезвие затвердевает, сталь слегка сжимается, что приводит к некоторому короблению.Лезвие выпрямляется, ударяя по нему медным молотком и исправляя его форму. В результате лезвие станет более простым в использовании и станет идеально прямым.
Заточка
Вращающийся точильный камень используется для заточки лезвия, однако трение, вызванное трением лезвия о точильный камень, вызывает нагревание, которое может размягчить уже затвердевшее лезвие. Поэтому во время заточки лезвия и точильного камня вода непрерывно поливается.Также во время этого процесса удаляются любые черные пятна, появившиеся в процессе закалки.
>>> Посмотреть видео 『Повышение резкости』
Полировка
Любые следы от резки, оставленные на поверхности лезвия, могут вызвать накопление нежелательных частиц или воды, вызывающих ржавчину. Чтобы избежать этих антисанитарных условий, наждачной бумагой полируют лезвие до почти зеркального блеска. Это делает нож более устойчивым к ржавчине и гигиеничностью.
Присоединение ручки
Во время постоянной корректировки лезвия крепится к рукоятке. Чтобы вода не попала в точку вставки ручки и не стала причиной ржавчины, в нее вставляют эпоксидную смолу и прикрепляют лезвие.
>>> Посмотреть видео 『Крепление ручки』
Упаковка и отгрузка
Изготовление лезвия таким образом, избирательный подход к каждому этапу процесса, дает нам уверенность в том, что мы создали нож, который «не ломается, не гнется и хорошо режет».«Этот нож идеально подходит для наших клиентов.
Холодная штамповка — низкотемпературный процесс обработки металла с низким энергопотреблением
По мере того, как экологически чистые методы производства становятся все более популярными, энергоэффективная технология холодного формования хорошо справляется с жарой.

Производство металлов и манипуляции с ними издавна ассоциировались с высокими температурами. С тех пор, как человек перестал использовать природные материалы, такие как дерево и камень, и то, что, вероятно, было случайным открытием, приготовлением пищи на огне или в гончарной печи, большая часть производства металла осуществлялась в процессах, в которых используются температуры в диапазоне От 300 до 1600 ° C.
Таким образом, вы можете быть удивлены, узнав о холодной штамповке, альтернативном процессе ковки металлов при температуре, близкой к комнатной. Холодная штамповка или холодная обработка — это любой процесс металлообработки, при котором металлу придают форму ниже его температуры рекристаллизации, обычно при температуре окружающей среды.
В журнальном столике A15 от Atlas Manufacturing используется черненая холоднокатаная сталь с бронзовыми вставками для ножек и конструкции — Изображение предоставлено Atlas Manufacturing Какие материалы можно подвергать холодной деформации?Холодная штамповка — это простой процесс, при котором производит металлические компоненты при низких температурах без удаления какого-либо материала .Материалы, которые могут быть подвергнуты холодной штамповке, включают, помимо прочего: углеродистую сталь, латунь, свинец, нержавеющую сталь, медь, легированные стали, алюминий, бронзу, никелевые сплавы и драгоценные металлы.
Алюминий, медь и нержавеющая сталь — вот некоторые из материалов, подходящих для холодной штамповки — изображения Рене Мюллера через NEST Для чего я могу использовать холодную штамповку? Как и другие методы обработки металлов, холодная штамповка широко применяется. Его можно использовать для создания больших плоских листов, сложных гнутых форм, металлических труб, головок винтов и резьбы, заклепочных соединений и многого другого. .В дополнение к мелким деталям, таким как винты, гайки и болты, также можно манипулировать металлами в более крупном масштабе, такими как компоненты кузова, структурные компоненты и открытые панели, используемые в автомобилях.
Хотите узнать больше о изделиях, созданных из металла? Не пропустите экологичный надувной язык дизайна Zieta для стильной металлической мебели.
Это немного сложно.Вкратце, методов холодной штамповки обычно подразделяются на четыре основные группы : сжатие, гибка, волочение и резка, каждая из которых имеет разные этапы производства для достижения желаемого результата.
Как правило, в процессе всегда используется один и тот же метод помещения прутка материала в матрицу и последующего сжатия ее второй закрытой головкой. Деформация начинается при комнатной температуре и изменяет форму и размер исходной детали до тех пор, пока она не принимает форму штампа.
В процессе холодной штамповки всегда используется один и тот же метод помещения прутка материала в матрицу с последующим сжатием ее второй закрытой матрицы. Каковы плюсы и минусы холодной штамповки?Само собой разумеется, что холодная штамповка намного безопаснее и менее опасна из-за низких температур — условий, которые также улучшают конечный материал. В отличие от горячей обработки, холодное формование может улучшить качество и производительность, поскольку этот процесс вызывает искажение кристаллических зерен и включений вслед за течением металла.
Это может фактически привести к упрочнению конечного продукта и созданию анизотропных свойств материала, что сделает металл более жестким и прочным. К другим преимуществам относится тот факт, что менее энергоемкий, чем производство при традиционных температурах.
Поскольку это менее энергоемкое, холодное формование более устойчиво, чем другие методы . Короткие производственные циклы также делают его менее затратным по времени и менее расточительным за счет методов формы сетки.В целом, производство в больших масштабах может привести к значительной экономии, особенно при использовании таких дорогих материалов, как медь, никель, золото, тантал и палладий.
Могу я сделать это дома?К сожалению, для холодной штамповки требуется тяжелое оборудование и твердые инструменты , что делает его пригодным только для крупносерийного производства. Другой, более существенный недостаток заключается в том, что холоднокованые металлы менее пластичны, что делает их непригодными для определенных типов.
Кроме того, из-за зернистой структуры, которая придает материалу его прочность, в готовой детали могут возникать нежелательные остаточные напряжения. Важно отметить, что экструзия холодной штамповки, например, требует термической обработки для устранения возможных дефектов, включая трещины, затвердевание трещин или стропил.
Современные инструменты для камина от Atlas Manufacturing из черненой холодногнутой стали — Изображение предоставлено Atlas Manufacturing Хочу узнать больше! Есть несколько ресурсов, которые могут пригодиться, когда дело доходит до получения знаний о холодной штамповке. Если вы хотите узнать больше, посмотрите эти :
Если вы хотите узнать больше, посмотрите эти :
• Основные этапы холодной штамповки
• 2,5-часовой онлайн-курс и полдня онлайн-семинар по холодной штамповке
• История холодной штамповки стали от STRUCTURE MAG
• Информационный документ по холодной штамповке от компании точного машиностроения Dawson Shanahan
• Программное обеспечение для моделирования процессов холодной штамповки
Узнайте больше о дизайнерах, создающих невероятные изделия из металла, не пропустите «Написание истории металла» — интервью с Де Кастелли.
Холодное формование можно использовать для создания больших плоских листов, сложных гнутых форм, металлических труб, головок винтов и резьбы, клепаных соединений и многого другого — Изображение через Flaig Hommel Холодное формование требует тяжелого оборудования и твердых инструментов, что делает его пригодным только для крупносерийное производствоВыбор смазочного материала и стоимость штамповки
Горячая штамповка включает контролируемую пластическую деформацию нагретых металлов и сплавов в желаемые полезные формы. Современная цивилизация выжила бы без горячей штамповки для производства бесчисленных важнейших компонентов.В то же время без подходящей смазки для штампованных штампов экономичная и эффективная штамповка в закрытых штампах невозможна.
В частном случае штамповки в закрытых штампах затраты на штамп составляют 10-15% от общей стоимости производства. Любое увеличение срока службы штампа автоматически приведет к повышению производительности и прибыльности кузнечного цеха.
Следующие факторы способствуют обеспечению максимального срока службы штампа:
• Правильный материал штампа.
• Правильная конструкция матрицы, особенно правильный уклон, радиус угла и скругление.
• Соответствующая термообработка штампов; Использование защитного покрытия, препятствующего образованию накипи, для предотвращения образования накипи на критических участках поверхности штампа; Азотирование штампа.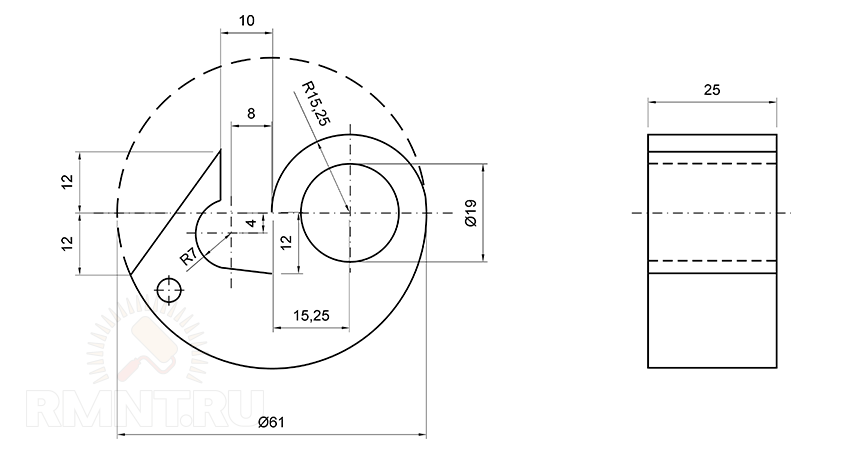
• Уменьшение трения во время горячей штамповки за счет использования полированных штампов и подходящей смазки для штампов.
• Правильный метод нанесения смазки для штампов через соответствующие промежутки времени.
Требования к смазочным материалам для штампов для горячей штамповкиОсновная функция любой смазки — уменьшить трение между двумя поверхностями и уменьшить износ.В случае ковки хорошая смазка для штампов для горячей штамповки должна обладать следующими свойствами:
1. Уменьшите трение. Минимизация трения между заготовкой и штампом. В таблице 1 сравниваются коэффициенты трения для различных типов смазок, используемых при горячей штамповке.
2. Уменьшите нагрузку на ковку. На рис. 1 показана скорость снижения нагрузки при ковке в результате использования смазки для штампов на основе графита в масле.
3. Обеспечьте равномерный поток металла для заполнения полости матрицы. Смазочные материалы для штампов играют важную роль в обеспечении равномерного потока металла, так что он правильно заполняет полость штампа, особенно в случае критических поковок с малым радиусом вытяжки.
4. Функционирует как разделительный состав. Ковочные штампы с низким радиусом вытяжки обычно сталкиваются с проблемами, связанными с застреванием деталей в штампе. Специальные добавки в смазке для поковок должны обеспечивать мягкое газообразование, чтобы способствовать выталкиванию поковки из штампа после поковки.Однако смазка не должна вызывать взрывоопасный эффект или дым.
5. Служит барьером для теплопередачи. Благодаря температуре уплотнения в заготовке, смазка помогает поддерживать правильную температуру штампа. Матрица не должна нагреваться из-за постоянного контакта с горячими заготовками, так как это приведет к более быстрому износу матрицы и растрескиванию. В то же время пресс-форма не должна подвергаться быстрому охлаждению из-за избыточной смазки, так как это приведет к эффекту охлаждения пресс-формы. Смазка для ковки должна помогать поддерживать правильную температуру штампа, действуя как барьер для передачи тепла от горячей заготовки к штамповке.
Смазка для ковки должна помогать поддерживать правильную температуру штампа, действуя как барьер для передачи тепла от горячей заготовки к штамповке.
6. Не допускайте образования отложений в полости матрицы. Предотвращение скопления остатков смазки в полости матрицы предотвратит последующие проблемы, такие как недостаточное заполнение ковкой.
7. Смазка должна легко удаляться. Эффективное удаление остатков смазки с заготовки является важным фактором качества продукции и эффективности процесса.
8. Избегайте «взрыва» во время ковки из-за быстрого изменения фазы. Известно, что опилки, используемые в качестве смазки при горячей штамповке, вызывают громкие взрывы с искрами, высвобождая поковку из штампа. Современные смазочные материалы позволяют добиться такого же эффекта без взрыва и опасности.
9. Смазка для штампованных штампов должна быть экологически чистой. Предпочтительно использовать биоразлагаемые смазочные материалы. Использование в смазочных материалах загрязняющих масел и добавок, таких как графит, приводит к образованию дыма и создает антисанитарные условия в кузнечном цехе и окрестностях, что может нанести дополнительный ущерб окружающей среде в целом.
10. Смазка для горячей штамповки должна быть экономичной. Выбор продукта должен быть не только эффективным, но и доступным, чтобы оправдать его использование.
Применение смазки для штампов для горячей штамповкиСмазка распыляется — автоматически или вручную — или наносится на горячие штампы. Многие установки используют автоматические распылители, которые синхронизируются с ходом ковочного пресса. Для штампов с более глубокими полостями может потребоваться использование дополнительного спрея для обеспечения покрытия всей поверхности и полости штампа.
Правильное количество смазки обеспечивает оптимальную пленку в полости матрицы, чтобы способствовать течению металла и ограничивать теплопередачу от заготовки к матрице. Избыток смазки расточителен, загрязняет рабочую поверхность и заготовку, а также загрязняет атмосферу. Кроме того, избыток смазки для ковки может оставлять остатки на штампах и вызывать такие проблемы, как «недозаливка» и «перехлест» ковки.
Избыток смазки расточителен, загрязняет рабочую поверхность и заготовку, а также загрязняет атмосферу. Кроме того, избыток смазки для ковки может оставлять остатки на штампах и вызывать такие проблемы, как «недозаливка» и «перехлест» ковки.
Стоимость смазки составляет менее 2% от стоимости поковки, однако использование неподходящей смазки может нарушить производство поковок из-за сокращения срока службы штампа и увеличения брака, что приведет к переделкам, снижению производительности и увеличению неудовлетворенности клиентов из-за задержек поставки.
В таблице 2 перечислены различные типы смазочных материалов, используемых при горячей штамповке, а также их преимущества и недостатки для этого процесса. Благодаря разработке ряда смазочных материалов на водной основе, графитовые смазки в значительной степени заменили загрязняющие масла и опилки.
В случае смазочных материалов, содержащих графит, важными факторами являются чистота, размер частиц и специальные присадки в смазке. Смазочные материалы на основе графита популярны во всем мире из-за невысокой стоимости. Хотя загрязнение дымом не является фактором во время его использования, оно представляет определенные проблемы для современных операторов кузнечных прессов.
Сначала частицы графита разлетаются и повреждают электрическую систему. Во-вторых, частицы графита накапливаются в цехе и создают опасность поскользнуться для людей, перемещающихся по предприятию. Также существуют проблемы с гигиеной растений, включая выброс твердых частиц в воздух, а также выброс окиси углерода и серы в атмосферу. Эти опасности необходимо учитывать вместе с использованием смазок для штампов на графитовой основе.
Благодаря этим факторам экологические, не содержащие графита, водорастворимые смазочные материалы приобретают все большее значение по сравнению со смазками на основе графита.Поскольку они полностью растворимы в воде, проблема осаждения графита отсутствует в случае смазочных материалов для штампов, не содержащих графита. Непрерывное перемешивание может не потребоваться; Достаточно слабого или минимального взбалтывания во время использования.
Непрерывное перемешивание может не потребоваться; Достаточно слабого или минимального взбалтывания во время использования.
Изменение степени разбавления ковочной смазки водой регулирует толщину образования пленки на штампе для ковки. В случае ковочных смазок без графита такие опасности, как взвешенные твердые частицы в воздухе и выделение окиси углерода и серы, значительно снижаются.Биоразлагаемые эфиры фосфорной кислоты, мыло и органические вещества способствуют разработке экологически чистых смазочных материалов. Эти специальные присадки также обладают смазывающими характеристиками, превосходящими графитовые.
Таким образом, в случае поковок малого и среднего размера весом до 12 кг водорастворимые смазочные материалы для штампов, не содержащие графита, доказали свою эффективность либо на уровне, либо лучше, чем смазочные материалы для штампов на графитовой основе.
Стоимость смазки штампов была значительно снижена за счет перехода на не содержащие графита водорастворимые смазочные материалы для штампов для таких поковок.Это связано с такими преимуществами, как увеличенный срок службы штампа и снижение потребности в постоянном шлифовании штампа из-за уменьшения износа штампа, который следует из использования смазочных материалов для штампов, не содержащих графита. Можно добавить, что простои, связанные с техническим обслуживанием систем смазки штампов, вызванные засорением распылительных форсунок и отложениями графита внутри резервуаров, распылительных насосов и автоматических трубопроводов подачи смазки, исключаются за счет использования смазочных материалов для штампов, не содержащих графита.
Водорастворимые смазочные материалы для штампов, не содержащие графита, сыграли решающую роль в увеличении срока службы штампов и повышении производительности, особенно в случае поковок малого и среднего размера.В сравнительных исследованиях, представленных здесь, приведены повышение производительности, увеличение срока службы штампа и анализ рентабельности водорастворимой смазки для штампов, не содержащей графита, по сравнению с смазочными материалами на основе графита и другими популярными смазками. Обратите внимание, что в случаях с 1 по 4 расход смазки для штампов без графита на тонну остался таким же, как и для смазки на основе графита. Снижение затрат достигается за счет более низкой стоимости единицы смазки для штампов, не содержащей графита.
Обратите внимание, что в случаях с 1 по 4 расход смазки для штампов без графита на тонну остался таким же, как и для смазки на основе графита. Снижение затрат достигается за счет более низкой стоимости единицы смазки для штампов, не содержащей графита.
Независимая утвержденная правительством лаборатория провела испытания для контроля «качества воздуха в рабочей зоне» в кузнечном цехе с использованием смазки на основе графита на одном прессе и смазки для штампов без графита на аналогичном прессе, расположенном вдали от первого пресса.Пробы воздуха в рабочей зоне каждого пресса отслеживались в течение определенного периода времени. Анализ средних значений качества воздуха при использовании смазки на графитовой основе по сравнению с водорастворимой смазкой без графита представлен в Примере 5.
Пример 5, последний пример, представляет собой сравнение показаний контроля качества воздуха в кузнечном цехе для смазки на графитовой основе и не содержащей графита водорастворимой смазки для штампов.
Очевидно, что такие преимущества, как уменьшение количества взвешенных твердых частиц и существенное снижение выбросов монооксида углерода, стали возможными благодаря использованию водорастворимых смазочных материалов, не содержащих графита.Эти факторы уменьшат количество сильно загрязненных помещений и скользких полов в цехах, а также будут способствовать созданию более гигиеничных условий труда. Использование углерода было бы исключено в случае не содержащих графита водорастворимых смазочных материалов для штампов для горячей штамповки. Для некоторых операций может оказаться возможным использовать эти результаты для получения углеродных кредитов путем перехода от смазочных материалов на масляной или графитовой основе к смазочным материалам для ковочных штампов без графита. Однако кузнечной отрасли в целом это еще предстоит изучить.
Выбор правильного типа смазки для штампов для горячей штамповки основан на таких параметрах, как глубина полости штампа, размер и сложность штамповки, метод нанесения смазки на штамп, время, необходимое для завершения одной штамповочной детали, стремление к снижению затрат и загрязнению окружающей среды. контроль. Хотя лучший метод определения подходящей смазки и степени разбавления смазки для штампа по отношению к воде — это полевые испытания, общие рекомендации по выбору смазки для штампа для ряда поковок представлены в таблице 3.
контроль. Хотя лучший метод определения подходящей смазки и степени разбавления смазки для штампа по отношению к воде — это полевые испытания, общие рекомендации по выбору смазки для штампа для ряда поковок представлены в таблице 3.
Таким образом, использование подходящей смазки для штампов и правильного метода дозирования смазки является решающим фактором успеха ковки в закрытых штампах.
Кроме того, специально разработанные не содержащие графита водорастворимые смазочные материалы для штампов для горячей штамповки обещают значительное снижение затрат на горячую штамповку и продвижение в направлении экологически безопасных операций штамповки. Такие смазки доказали свою эффективность в поковках массой до 12 кг. Для тяжелых и сложных поковок можно использовать водорастворимые смазочные материалы, не содержащие графита, путем калибровки отношения разбавления смазки для штампов к воде и метода нанесения смазки, подходящего для процесса ковки.
С.П. Шеной получил степень магистра технологий (металлургическая инженерия) в Индийском технологическом институте. Он является генеральным директором Steel Plant Specialties, Мумбаи, Индия, основанной в 1985 году и занимающейся производством экологически чистых смазочных материалов для штампов для горячей штамповки и ряда защитных покрытий для использования при горячей штамповке, термообработке и горячей прокатке.
Разница между ковкой и литьем
При разработке нового проекта или продукта вы можете обнаружить, что вам нужна металлическая деталь, которой еще не существует или которую необходимо создать по индивидуальным спецификациям.Быстрый поиск позволяет обнаружить любое количество металлургических фирм, которые могут изготовить для вас указанную деталь, но их методы для этого различаются. Некоторые создают отливки и другие поковки, и разница между ковкой и литьем может быть не сразу очевидна, если вы впервые в такой ситуации. Вам нужна деталь, которая будет надежной и долговечной, которая будет способствовать совершенству вашего продукта или проекта. Какой же метод больше подходит для создания нужной детали с желаемым качеством?
Какой же метод больше подходит для создания нужной детали с желаемым качеством?
Что такое кастинг?
Суть литья заключается в нагреве металла детали до расплавленного состояния и заливке его в подготовленную форму.Хотя пресс-форма чаще всего представляет собой матрицу, литье в песок и выплавляемую форму часто используются для конкретных сплавов или деталей с необычными размерами и дизайном. После того, как металл остынет до желаемой основной формы, слесарь обрабатывает деталь вручную или путем дополнительной обработки детали, требующейся заказчиком.
Что такое ковка?
Хотя нагрев металлической детали также важен для ковки, нагрев для этого метода никогда не бывает настолько интенсивным, чтобы заставить металл расплавиться.Вместо этого его просто нагревают до такой степени, чтобы слесарь мог выполнить ковку с молотком или иным образом преобразовать его в подготовленную матрицу. Для более крупных изделий используются гигантские прессы, а метод ковки может варьироваться в зависимости от желаемого конечного продукта; Ковка может представлять собой, например, процесс горячей или холодной ковки, или может использоваться открытый или закрытый штамп.
Что лучше?
Как и в случае с большинством сравнений, один метод предпочтительнее для определенных проектов, а другой лучше подходит для других.Для начала давайте рассмотрим преимущества и недостатки каждого метода.
Преимущества литья
- Плавление металла позволяет придавать ему большее разнообразие форм, что обеспечивает большую гибкость при проектировании деталей.
- Начальные результаты часто ближе к проектным спецификациям, что сокращает время, затрачиваемое на вторичную обработку и обработку
- Литые детали почти всегда легче, чем их кованые аналоги.
- Внесение изменений в конструкцию деталей и связанных с ними пресс-форм сравнительно простое и быстрое выполнение
Недостатки литья
- Литые детали обычно более пористые, чем кованые, и могут содержать непреднамеренные пустоты
- Литые детали не обладают такой высокой прочностью на растяжение или усталость, как кованые
- Отливка требует более пристального наблюдения со стороны слесаря для обеспечения общего качества и предотвращения образования дефектов
Преимущества ковки
- Метод изменения зернистой структуры металла обычно приводит к превосходной структурной целостности и механической прочности
- Процесс ковки, как правило, дешевле, чем литье, благодаря менее интенсивным трудозатратам и меньшему вовлечению отходов материала.
- Поковка в целом устраняет пористость поверхности вместе с пустотами и другими дефектами
- Ковка обеспечивает более стабильный выход выпускаемых деталей и невероятно прочные и пластичные детали.
Недостатки поковки
- Для того, чтобы деталь точно соответствовала проектным спецификациям, может потребоваться обширная обработка или обработка после ковки.
- Характер процесса ковки ограничивает сложность деталей, которые могут быть изготовлены путем ковки.
- Ковка из нестандартных сплавов чрезвычайно трудна из-за того, что металл остается твердым на протяжении всего процесса.
Даже после прочтения всего этого о разнице между ковкой и литьем вы все еще не можете быть уверены, какой метод подходит для вашей части.В конце концов, есть проекты, которые можно реализовать как с помощью литья, так и ковки, и на бумаге оба метода кажутся способными дать качественные результаты. Однако разница между ковкой и литьем становится гораздо более очевидной, если вы посмотрите на эти результаты.
В исследовательской работе 2007 года исследователи из Университета Толедо сравнили различия между одним типом продукта, произведенным в обоих направлениях. Хотя неудивительно, что процесс ковки показал более высокое качество почти во всех аспектах, удивительным было то, насколько превосходным оказался процесс ковки.По результатам исследования были сделаны следующие выводы:
- Прочность на разрыв кованых деталей на 26% выше, чем у литых.
- Усталостная прочность кованых деталей на 37% выше, чем у литых.
- Чугун имеет только 66% предела текучести кованой стали.
- Кованые детали демонстрируют уменьшение площади на 58% при вытягивании до отказа, в то время как литые детали демонстрируют уменьшение площади на 6%.
Этот последний пункт может быть самым ярким из всех, поскольку он показывает превосходство ковки даже в случае отказа. В конце концов, увеличенное уменьшение площади означает, что кованая деталь должна подвергнуться значительной деформации, прежде чем выйдет из строя; Между тем на некоторые литые детали просто нужно смотреть неправильно, чтобы они развалились. Однако в целом все эти результаты указывают на то, что опытные мастера-металлисты знали годами. Проще говоря, ковка практически всегда дает деталь более прочную и надежную, чем литая копия.
В конце концов, увеличенное уменьшение площади означает, что кованая деталь должна подвергнуться значительной деформации, прежде чем выйдет из строя; Между тем на некоторые литые детали просто нужно смотреть неправильно, чтобы они развалились. Однако в целом все эти результаты указывают на то, что опытные мастера-металлисты знали годами. Проще говоря, ковка практически всегда дает деталь более прочную и надежную, чем литая копия.
Canton Drop Forge — Опыт и надежность.
В Canton Drop Forge мы понимаем, что есть определенные ситуации, в которых литье может быть лучшим вариантом при создании деталей. Возможно, ваш дизайн невероятно замысловат или должен быть изготовлен из специального сплава. Однако в подавляющем большинстве случаев ковка является разумным выбором как с точки зрения доступности, так и с точки зрения создания наилучшего возможного. Мы надеемся, что эта разбивка дала вам информацию, необходимую для продолжения создания вашей детали — если у вас есть дополнительные вопросы о различиях между ковкой и литьем, пожалуйста, свяжитесь с одним из наших полезных и знающих клиентов. представители службы.
Cold Forming 101 — Сравните со Swiss Screw Machining
Холодная штамповка … Когда ЧПУ просто не режет …
Deringer-Ney Inc. предлагает многолетний опыт и более двух веков управления дорогостоящими материалами, чтобы помочь в разработке и изготовлении ваших самых сложных деталей. Когда инженеру по продукту требуется небольшой металлический компонент с точными допусками, первое, что обычно приходит на ум, — это обработка с числовым программным управлением (ЧПУ).Хотя механическая обработка, безусловно, имеет свое место, инженеру по продукту следует серьезно подумать о холодной формованной детали, особенно при выборе труднообрабатываемых материалов или дорогих сплавов, содержащих драгоценные металлы.
Холодная штамповка — это процесс, похожий на ковку, но выполняется на металлических материалах при комнатной температуре или близких к ней. С помощью этого процесса из проволочной заготовки вырезается металлическая заготовка, которая затем формируется на высокой скорости и под давлением с использованием инструментальной стали или твердосплавных штампов. Этот метод формовки имеет много преимуществ перед обработкой винтов с ЧПУ: высокая производительность, повышенная прочность и твердость, а также минимальное количество брака.Для металлов, которые очень трудно обрабатывать из-за их плохой склонности к стружкодроблению, а также тех, которые имеют тенденцию образовывать наросты на кромках станков, холодная штамповка часто является лучшим подходом. С помощью этой техники формования можно изготавливать крошечные сложные детали с допусками 0,0005 дюймов (13 мкм).
С помощью этого процесса из проволочной заготовки вырезается металлическая заготовка, которая затем формируется на высокой скорости и под давлением с использованием инструментальной стали или твердосплавных штампов. Этот метод формовки имеет много преимуществ перед обработкой винтов с ЧПУ: высокая производительность, повышенная прочность и твердость, а также минимальное количество брака.Для металлов, которые очень трудно обрабатывать из-за их плохой склонности к стружкодроблению, а также тех, которые имеют тенденцию образовывать наросты на кромках станков, холодная штамповка часто является лучшим подходом. С помощью этой техники формования можно изготавливать крошечные сложные детали с допусками 0,0005 дюймов (13 мкм).
Производительность и пропускная способность
Машины для холодной штамповки работают с меньшим временем цикла, чем швейцарские винтовые машины, что потенциально приводит к значительной экономии при больших объемах.Машина для холодной штамповки работает через главный коленчатый вал, производя деталь за один или два оборота. В зависимости от материала, геометрии и размера детали производительность может составлять от 30 до 250 штук в минуту. Напротив, швейцарские винтовые станки обычно производят от 2 до 10 деталей в минуту, а другие типы обрабатывающих центров еще медленнее.
Сырье для холодногнутой детали имеет форму рулона или катушки с материалом. Сравните это с сырьем для швейцарских винтовых машин, которое должно быть прямым, единичным прутком, обычно длиной 10 футов (3 м).Погрузочно-разгрузочные работы, транспортировка и хранение рулонов проще, чем обработка пруткового материала. Это приводит к дополнительной экономии и гибкости материалов, что позволяет снизить цены при закупке больших объемов запчастей. Компания Deringer-Ney не только изготовит детали, изготовленные методом холодной штамповки по индивидуальному заказу, но и окажет помощь инженеру в разработке оптимальной конструкции для операции холодной штамповки.
Совместимость материалов
Известно, что некоторые материалы трудно обрабатывать.Это особенно верно в отношении чистых нелегированных металлов, которые имеют тенденцию быть «липкими». Такие материалы могут оставлять длинные тонкие металлические стружки, мешающие траектории движения инструмента, или даже холодную сварку на поверхности заготовки. Эти материалы включают никель (Ni), серебро (Ag), золото (Au), палладий (Pd), медь (Cu), ниобий (Nb) и тантал (Ta). Например, известно, что коммерчески чистые сорта никеля (например, Ni 200) прилипают к станкам, что приводит к накоплению материала, сварке или даже подгоранию режущего инструмента.Это приводит к плохой чистоте поверхности и быстрому износу инструмента. Напротив, никель легко образуется в холодном состоянии. Никель также может истирать и прилипать к инструментам и штампам для холодной штамповки, но при правильном выборе материала штампа, смазке и обслуживании инструмента никель может быть превращен в холодную форму. Другие образцы значительно легче формовать в холодном состоянии, чем машина; чистое золото, серебро, палладий и медь.
Многие материалы могут быть подвергнуты холодной деформации, включая чистые металлы и металлические сплавы. Материал должен быть достаточно пластичным, податливым и обычно требует отжига или обработки в холодном состоянии (т.е.д. на четверть твердый) характер. Он должен быть достаточно мягким, чтобы выдерживать растягивание, изгиб и / или экструзию во время операции формования без крошения, трещин или разрывов. Аспекты микроструктуры, включая размер зерна и текстуру, важны для поведения материала при операции холодной штамповки; выбор сплава, состояния и поставщика может потребовать консультации с одним из металлургов DNI. Обычными физическими свойствами проволоки являются удлинение более 20% и предел прочности при растяжении ниже 90 фунтов на квадратный дюйм.Одна стратегия, которая может быть использована для достижения оптимальных свойств детали, состоит в том, чтобы выбрать металлический сплав, способный к старению, компоненты холодной формовки в отожженном состоянии, а затем после этого выполнить термообработку с упрочнением при старении.
Окружающая среда
Свинец (Pb), сера (S), селен (Se), медь (Cu) и теллур (Te) являются легирующими элементами, добавляемыми к материалам прутков винтовых машин. Эти добавки специально выбраны для улучшения общей обрабатываемости, но могут привести к потенциальным проблемам при соблюдении определенных экологических требований.Эти элементы используются для повышения стойкости режущего инструмента, качества поверхности и стружколомания. В материалах, используемых для холодной штамповки, не требуются дополнительные легирующие элементы. Разработка для использования холодных формованных деталей может помочь в достижении будущих целей в отношении директивы об ограничении использования опасных веществ (RoHS).
Повышенная прочность детали
При обработке детали зернистость конечной детали такая же, как у исходного материала заготовки.Для деформируемых упрочняемых сплавов механические свойства готовой детали фиксируются состоянием прутковой заготовки, которая используется в процессе обработки.
С другой стороны, когда материал формируется в холодном состоянии, деталь естественным образом упрочняется с помощью процесса, называемого «наклеп» или «холодная обработка». В процессе холодной обработки материала заготовка приобретает твердость и прочность в тех областях, где происходит формование. Например, когда форма головки прижимается к проволочной заготовке для образования заклепки, поверхность и край головки заклепки тверже стержня.
Естественно ослабленные края получаются при холодной штамповке деталей, в отличие от винтовой обработки, при которой детали будут иметь острые края, если не будет специально снята фаска. Детали холодной штамповки имеют внутренние углы и галтели, которые являются результатом особенностей, заложенных в штампы. Металл или металлический сплав течет по этим полированным элементам штампа и вокруг них по мере того, как в этих областях он деформируется. В тех случаях, когда приемлемые размеры, закругленные / скругленные углы и уменьшенные следы инструмента могут ограничивать ростов напряжений, тем самым увеличивая прочность холодногнутого компонента по сравнению с аналогичной механически обработанной деталью.
Улучшенная обработка поверхности
В результате холодной штамповки некоторые детали конечной детали могут иметь очень гладкую поверхность. Например, сферическая головка заклепки пластически формируется на полированном инструменте, оставляя отпечаток более твердого материала инструмента и обеспечивая превосходную чистоту поверхности детали. Многие материалы будут соответствовать отделке полированной твердосплавной матрицы при выталкивании детали. Важно отметить, что для использования этого преимущества холодной штамповки абсолютно необходимо использовать проволоку хорошего качества… «Качество равно качеству вне», когда речь идет о сырье.
Практически нет брака
Экономия материала за счет более низких цен на каждую деталь является значительным преимуществом холодной штамповки по сравнению с методами обработки с ЧПУ. Холодногнутые детали производятся из «чистого материала», без каких-либо отходов, присущих процессу. Формовочная машина подает фиксированный объем «заготовки» проволоки из катушки, а затем 100% заготовки выковывается в готовую деталь.Ничего не падает в мусорную корзину; фактически, у большинства формовочных машин его даже не будет!
И наоборот, винтовые станки очень хороши в производстве стружки. По мере того, как шнековая машина снимает заготовку слитка, она в конечном итоге достигает последней детали внутри. При этом можно отрезать до 70% материала, что приведет к образованию значительного количества брака. Уменьшение количества брака является особенно важным соображением при проектировании деталей с высокой внутренней стоимостью, включая драгоценные металлы или сплавы драгоценных металлов.Рекультивация лома винтовых машин может быть очень дорогостоящей, трудоемкой и сложной; просто отказаться от них — это, конечно, не экономический вариант. Уменьшение или устранение вторичного использования материала приводит к значительной экономии затрат на конечную часть.
Проектирование холодногнутой детали — 2 фактора
Геометрия детали
Формование в холодном состоянии зависит от геометрии детали, включая относительные размеры элементов, глубину, длину, радиус и т. Д.Правила для геометрии деталей основаны на нашем многолетнем опыте холодной штамповки и в значительной степени связаны с давлением формования, текучестью материала и прочностью потока, а также прочностью инструмента.
В качестве простого примера, объем детали не может превышать трехкратный диаметр проволоки из исходного материала. Три диаметра «собраны» или высажены во время холодной штамповки, что приводит к радиальному расширению, образующему головку детали. Если размер конструкции превышает 3x, произойдет коробление, складывание или заминание.
В большинстве случаев, когда рассматривается новая конструкция, общая геометрия детали может быть оптимизирована для операции холодной штамповки.Чем раньше Дерингер-Ней консультируется в процессе проектирования, тем проще проектировать с учетом холодной штамповки и использовать возможности улучшения продукта и экономии, которые может предложить этот метод.
Объем производства
Годовой объем является важным фактором, который следует учитывать при проектировании детали, будь то холодная формовка или механическая обработка. В случае холодной штамповки стоимость нового инструмента может варьироваться от 300 до 10 000 долларов в зависимости от сложности детали и типа материала, необходимого для изготовления детали.Если объем детали велик, стоимость инструмента распределяется на большое количество деталей и быстро восстанавливается. Таким образом, экономия на масштабе способствует процессу холодной штамповки; если годовые объемы превышают несколько тысяч в год, в первую очередь следует рассмотреть холодное формование.
Резюме
Холодное формование — это тщательно скрываемый секрет в производстве металлов, который предлагает уникальное сочетание сниженной стоимости каждой детали из-за малого времени цикла и потерь по сравнению с обработкой с ЧПУ, доступа к материалам, которые трудно поддаются обработке, индивидуальным механическим свойствам и низким затратам на инструмент. .Успешное внедрение компонентов, изготовленных методом холодной штамповки, может дать неуловимое двойное преимущество: повышение производительности и снижение затрат. Требования к конструкции для холодной штамповки отличаются от требований к механической обработке, поэтому чем раньше в цикле проектирования обращаются к производителю деталей для холодной штамповки, тем выше вероятность успешного внедрения.
Подробнее о холодной высадке и холодной штамповке …
«Виртуальный дизайн» холодногнутых деталей с использованием конечно-элементного анализа
Последовательные микроструктуры в металлических деталях, подвергнутых холодной штамповке
Анализ технологии холодной штамповки (нержавеющая сталь)
Обработку металлов в целом можно разделить на два вида: холодную и горячую обработку.
Как следует из названия, под горячей обработкой понимается обработка материалов после их нагрева, например горячекатаный. Напротив, холодная обработка относится к обработке металла при нормальных температурах, например, при традиционной токарной обработке, фрезеровании, рубке и шлифовании.
Холодная штамповка также относится к холодной обработке. Как своего рода технология обработки, она существует давно, но в основном до сих пор относится к эмпирической дисциплине.
Большинство технологий холодной штамповки подходят для всех металлов, кроме нержавеющей стали, потому что, во-первых, нержавеющая сталь имеет более высокую прочность и закаливаемость, во-вторых, заготовка из нержавеющей стали после холодной обработки является одновременно функциональной и декоративной, а это значит, что очень важно защитить их. поверхность от повреждений и ржавчины.
Следовательно, для холодной обработки и производства нержавеющей стали следует использовать специальные методы.
Обычные методы холодной штамповки нержавеющей сталиВ процессе штамповки нержавеющей стали в основном используются технологии холодной и горячей прокатки. Даже при холодной обработке это можно сделать разными способами.
Ниже приводится краткое введение в некоторые из распространенных методов холодной штамповки нержавеющей стали.
(1) Холодная гибка, формовкаТрадиционно холодная гибка широко используется для изготовления листов из нержавеющей стали и стальных деталей.
Пробивной пресс представляет собой в основном одноходовой открытый тип с механической или гидравлической трансмиссией, с длинным и узким столом.
Станок может изготавливать только линейные детали, но опытные конструкторы инструментов могут также использовать его для изготовления деталей сложной формы.
Длина деталей, производимых на прессах для холодной гибки, зависит от исходного типа и толщины нержавеющей стали, мощности станка и размера установленных инструментов.
Некоторые большие штамповочные прессы, такие как стандартный 11-метровый штамповочный пресс для холодной гибки на 900 тонн, могут производить заготовки из аустенитной нержавеющей стали длиной 9 м и толщиной 8.0мм.
Чтобы свести к минимуму истирание нержавеющей стали, инструмент штамповочного пресса для холодной гибки обычно изготавливается из 12% хрома, а пластиковая пленка может использоваться в качестве дополнительной защиты.
Очень экономично использовать обычную пресс-форму штамповочного пресса для холодной гибки для производства небольших партий деталей, но если для изготовления деталей особой формы требуется специальная пресс-форма, большая партия более экономична, поскольку, таким образом, стоимость пресс-формы можно уменьшить.
С развитием технологий все больше и больше предприятий используют технологию холодной гибки для производства большого количества деталей.
(2) Профилегибочное производствоМетод профилирования используется для придания нержавеющей стали сложной формы с помощью серии непрерывных рам, которые подходят для производства листа и проволоки специальной формы. .
Порядок рулонов следует принципу постепенной деформации, автоматической прокатки, каждая рама ролика постепенно непрерывно катится до тех пор, пока не будет сформирована желаемая форма продукта.
Если форма детали сложная, можно использовать до 36 кадров, но если форма простая, достаточно трех или четырех кадров.
Ролик часто изготавливается из стали для холодной штамповки, и его твердость обычно выше HRC62.
Чтобы обеспечить гладкую чистовую обработку поверхности заготовки после прокатки, также крайне необходима гладкая чистовая обработка поверхности валка.
Наиболее экономично изготавливать большое количество длинномерных деталей прокаткой.
Для обычного толстолистового стана диапазон ширины обрабатываемой полосы составляет 2,5 ~ 1500 мм, а толщина составляет 0,25 ~ 3,5 мм.Для обычного проволочного стана ширина обрабатываемой проволоки составляет 1 ~ 30 мм, а толщина — 0,5 ~ 10 мм. Форма обрабатываемых деталей варьируется от простых плоских до сложных и замкнутых сечений.
В целом, поскольку стоимость режущего инструмента, обработки пресс-форм и оборудования высока, профилирование экономически целесообразно только в том случае, если ежемесячный выпуск листа нержавеющей стали превышает 30000 метров или когда ежемесячный выпуск проволоки из нержавеющей стали превышает 1000т.
Для профилирования листового или проволочного материала должна быть гарантирована гладкая поверхность исходного материала, а поверхность формы должна регулярно проверяться, чтобы предотвратить поверхностное загрязнение и синяки, а оборудование также должно быть достаточно прочным, чтобы выдерживать закаливаемость и высокий предел отскока нержавеющей стали при холодной обработке.
(3) Штамповочное формованиеВ данной технологии используется пуансон и матрица для получения продукта требуемой формы. Тиснение из нержавеющей стали является обычным явлением в индустрии производства кухонной утвари из нержавеющей стали, такой как кастрюли из нержавеющей стали, ручка и ручка кухонной утвари. Пробивной пресс может быть механическим или гидравлическим, но лучше всего использовать гидравлический привод при глубокой вытяжке, потому что гидравлический пресс может обеспечить полную нагрузку давления во всем процессе глубокой вытяжки.
Для штамповки нержавеющей стали можно использовать большинство традиционных технологий, однако, поскольку штамповка нержавеющей стали требует более 60% давления, чем при штамповке низкоуглеродистой стали, рама пресса должна выдерживать такое большое давление штамповки.
Кроме того, очень важно избегать царапин, особенно высокого трения и высоких температур при штамповке нержавеющей стали, что приводит к появлению царапин на поверхности заготовки.
Вместо обычно используемых мыла или эмульсии следует использовать специальное масло для штамповки или смазочное масло, содержащее противозадирные присадки.
Но с другой стороны, поскольку этот вид противозадирных присадок может вызвать коррозию поверхности нержавеющей стали, масляные пятна на поверхности заготовки следует удалять своевременно после штамповки.
Поскольку стоимость штамповки штампа очень высока, штамповка используется только в массовом производстве.
(4) Формование резиновых прокладокИспользование технологии формования резиновых прокладок может значительно снизить затраты на обработку пресс-форм и может использоваться для производства небольших партий продукции.
Формы, используемые в этой технике, изготовлены из материалов с низкой стоимостью, таких как использование твердой древесины или стальной эпоксидной смолы в качестве силового поршня и использование резиновой прокладки в качестве блока полости.
Резина может представлять собой твердый резиновый блок или ламинированный резиновый блок, который примерно на 30% выше, чем у формовочной машины.
Когда формовочная машина закрыта, резиновый блок сжимает заготовку из нержавеющей стали. Когда формовочная машина поднимается, резиновая прокладка восстанавливается, и резиновую прокладку можно использовать повторно.
Формованные резиновые прокладки нельзя использовать для изготовления сложных форм, а максимальная глубина изготавливаемых деталей ограничена. Этот метод обычно используется для производства небольшой партии деталей из нержавеющей стали толщиной менее 1,5 мм.
(5) Фальцевание отбортовкиКак простая гибочная машина, гибочная машина может быть ручной или механической.
Самый простой способ — использовать пресс-форму с радиусом изгиба для надежного закрепления стального листа на рабочем столе станка, выступающего материала детали на другой рабочей станции, при этом стол может вращаться по центру радиуса изгиба.
Когда стол поднимается, он изгибает нержавеющую сталь под нужным углом, конечно, при изгибе нержавеющая сталь скользит по рабочему столу.
Поэтому, чтобы нержавеющая сталь не поцарапалась, поверхность рабочего стола должна быть гладкой.
В процессе обработки пластиковая пленка обычно используется для защиты поверхности из нержавеющей стали.
Верхняя балка обычно заклинивается, образуя зазор, который можно сложить в четырехугольную коробку или паз с помощью заготовки соответствующей формы.
Фланцевальный станок использовался для производства листового проката из нержавеющей стали большого размера и простой формы, но сейчас эти изделия обычно производятся на прессах для холодной гибки.
(6) Формование цилиндраИзогнутые пластины обычно используются для производства различных тонких пластинчатых цилиндров или сегментов цилиндров.
Традиционный прокатный станок имеет пару регулируемых роликов, которые можно регулировать в соответствии с толщиной стального листа.
Третий ролик, а именно гибочный ролик, регулирует диаметр корпуса цилиндра.
Существует также вариант этой машины, в которой также используются три валка, причем валок имеет форму пагоды.
Нижний ролик является ведущим роликом, а верхний ролик вращается за счет трения, возникающего между верхним роликом и заготовкой. Диаметр нижнего ролика обычно вдвое меньше диаметра верхнего ролика.
Минимальный диаметр цилиндра, производимого двумя вышеуказанными видами оборудования, равен диаметру верхнего ролика плюс 50 мм, а его максимальный диаметр зависит от размера материала, жесткости машины и деталей.
В особых случаях цилиндр должен поддерживаться рамами.
В реальной жизни каждый продукт можно обрабатывать по-разному. Часто требуется сочетание различных методов или разных методов обработки для получения продуктов одинакового качества.
Следовательно, мы должны правильно понимать методы холодной штамповки нержавеющей стали, чтобы правильно использовать их в жизни.
Общие проблемы и меры обработки в процессе холодной штамповки нержавеющей стали(1) Дефекты, такие как грязь, царапины, ямки, язвы или двойная корка на поверхности необработанных материалов, подлежащих обработке, будут ухудшаться в процессе холода. формование, которое приведет к загрязнению продукта, образованию ржавчины, частичному растрескиванию и повреждению формы, что снизит качество готового продукта.
Поэтому перед формовкой необходимо тщательно проверить состояние поверхности черновых материалов, чтобы убедиться, что они чистые и безупречные.
(2) Поскольку формовочная форма и рабочая платформа загрязнены, металлические фрагменты, приставшие к поверхности, не могут быть очищены вовремя, что приводит к появлению грязи, ржавчины, ямок и царапин на поверхности заготовки.
Чтобы избежать этого явления, мы должны регулярно полировать формы, чтобы обеспечить их чистоту, а также содержать в чистоте технологическое оборудование и мастерскую.
(3) Некоторые методы формования создают скользящий контакт между металлом.
В процессе формовки локальное высокое давление может повредить пассивирующее покрытие нержавеющей стали, и можно приваривать поверхность нержавеющей стали без защитного слоя к поверхности инструмента путем холодной сварки.