| Наименование | Ед изм | Цена * |
|---|---|---|
Разное | ||
| Автомотическое пожаро тушение | ед | 140 руб |
| Сварка перил | ед | 165 руб |
| Пайка гребёнки из полипропилена | ед | 1236 руб |
| Пайки полипропиленовых | ед | 1759 руб |
| Монтаж теплообменника для гвс | ед | 129 руб |
| НА ВОДОМЕРНЫЙ УЗЕЛ С РАЗДЕЛЬНЫМ ПОЖАРОТУШЕНИЕМ | ед | 299 руб |
| Сварка труб любого диаметра, цена за метр погонный или стык | услуга | 112 руб |
Сварка стальных труб, цена за м. | услуга | 112 руб |
| Монтаж теплотрасс, за 1 м. п. | услуга | 392 руб |
| Вызов сантехника, газоэлектросварщика со сварочным аппаратом (сварщик, газо- электросварщик), минимальная цена | услуга | 3360 руб |
| Вызов сварщика для сварки/пайки полипропиленовых, металлопластиковых труб | услуга | 1680 руб |
| Шов по железу (точечный, стыковочный, прерывистый), за 1 см (1-3мм, 4-6мм… +10 руб) | услуга | 22 руб |
| Шов по нержавеющей стали (точечный, стыковочный, прерывистый), за 1 см | услуга | 22 руб |
| Сварка металлоконструкций по чертежам, за 1 тонну | услуга | 28000 руб |
| Изготовление ворот | услуга | 5600 руб |
| Замена петель на воротах (снять старые, установить новые) | услуга | 1680 руб |
| Устранение перекоса ворот или рамы | 1 штука | 2800 руб |
| Усиление ворот | услуга | 1680 руб |
| Монтаж, врезка калитки | услуга | 3920 руб |
| Подрез ворот | услуга | 2240 руб |
| Различные работы с замками | услуга | 560 руб |
| Изготовление заборов и ограждений (сетка рабица), за 1 погонный метр | услуга | |
Изготовление решеток на окна, двери, за 1 м. п. п. | услуга | 560 руб |
| Изготовление лестниц (наружных, технических), за 1 м. п. | услуга | 1120 руб |
| Изготовление и монтаж козырька над входом, за 1 кв. метр | услуга | 4480 руб |
| Изготовление перил, монтаж поручней цена за 1 м. п. | услуга | 2240 руб |
| Работы по сварке, включая материалы | услуга | 22 руб |
| Сварка труб | услуга | 168 руб |
| Изготовить гараж 4×6 лист 2мм, кровля 2-x скатная, ворота 2×2.5 Вся конструкция | услуга | 63840 руб |
| На болтовых соединениях. Калитка, железная дверь, размер 2,05×0,80 сталь 2мм оплачивается отдельно | услуга | 63840 руб |
| Сварные ограждения | услуга | 672 руб |
| Забор | услуга | 1232 руб |
| Торгово-складское оборудование | услуга | 2016 руб |
| Металлоизделия / металлоконструкции | услуга | 50400 руб |
| Бытовка (каркас) | услуга | 6720 руб |
| Простой металлический сварной забор | услуга | 896 руб |
| Простые сварные решетки | услуга | 2240 руб |
| Распашные решетки | услуга | |
| Дутые решетки | услуга | 3360 руб |
| Кованные декоративные решетки | услуга | 8960 руб |
| Простые сварные ограждения | услуга | 1680 руб |
| Нестандартные декоративные ограждения | услуга | 3360 руб |
| Простые переносные ограждения | услуга | 1456 руб |
| Наружные лестницы | услуга | 33600 руб |
| Технические лестницы | услуга | 1680 руб |
| Перила из нержавейки | услуга | 3920 руб |
| Перила из дерева | услуга | 8960 руб |
| Козырьки над входом | услуга | 7840 руб |
| Навесы из поликарбоната | м2 | 2800 руб |
| Выездная работа сварщика на территории заказчика | услуга | 6720 руб |
| Распашные гаражные ворота стандартного размера 2 х 2,5 м | услуга | 14560 руб |
| Распашные гаражные ворота не стандартного размера | м2 | 3360 руб |
Гаражные ворота с калиткой стандартного размера 2 x 2.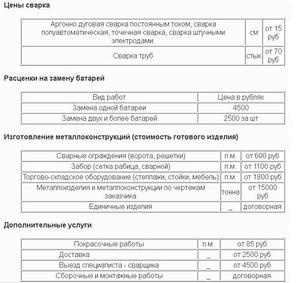 5 м 5 м | услуга | 19040 руб |
| Заказ гаражных ворот менее 5 квадратных метров будут стоить как стандартные | услуга | 14560 руб |
услуга | 5600 руб | |
| Доставка ворот погрузка, разгрузка | услуга | 1680 руб |
| Замена шарниров на воротах (снять старые, установить новые шарниры) | услуга | 2240 руб |
| Монтаж врезка калитки в уже существующие ворота | услуга | 3920 руб |
| Подрез ворот, усиление ворот | услуга | 2800 руб |
| Изготовления металлоконструкций (стоимость готовых изделий) | услуга | 6720 руб |
| Сварные ограждения (ворота, решетки) | услуга | 6720 руб |
| Забор (сетка рабица, сварной) | услуга | 1288 руб |
| Торгово-складское оборудования (стеллажи, стойки, мебель) | услуга | 2128 руб |
| Металлоизделия и металлоконструкции по чертежам заказчика | услуга | 16800 руб |
| Монтаж водомерного узла | услуга | 13440 руб |
| Изготовления нестандартного элемента трубопровода | услуга | 896 руб |
| Сантиметр сварочного шва алюминия (силумина) | услуга | 44 руб |
| Сантиметр сварочного шва латуни | услуга | 22 руб |
| Сантиметр сварочного шва меди | услуга | 50 руб |
| Сантиметр сварочного шва нержавеющей стали | услуга | 89 руб |
| Сантиметр сварочного шва титана | услуга | |
| Сантиметр сварочного шва чугуна | услуга | 89 руб |
| Баки из алюминия | услуга | 336 руб |
| Баки из нержавейки | услуга | 448 руб |
Велосипеды и мотоциклы (рамы, крепления и т. д.) д.) | услуга | 560 руб |
| Головки блока цилиндров, крышки клапанов | услуга | 336 руб |
| Диски | услуга | 336 руб |
| Коллекторы | услуга | 448 руб |
| Корпус АКПП (МКПП) | услуга | 1008 руб |
| Кронштейны | услуга | 1008 руб |
| Наварка недостающих частей деталей | услуга | 336 руб |
| Пайка медного радиатора системы охлаждения дв. грузового а/м | услуга | 560 руб |
| Пайка алюминиевого радиатора,интеркуллера кондиционера ам | услуга | 336 руб |
Пайка медного радиатора системы охлаждения дв. легкового а/м легкового а/м | услуга | 336 руб |
| Поддон автомобильный (заварить трещину, восстановление недостающих элементов) | услуга | 560 руб |
| Радиатор, интеркулер | услуга | 560 руб |
| Трубки (медные, нержавеющие, латунные и др.) | услуга | 784 руб |
| Изготовление конструкций из металла | услуга | 89 руб |
| Газосварочные работы | услуга | 7840 руб |
| Сварка генератором | услуга | 6720 руб |
| Замена труб | услуга | 28000 руб |
| Ремонт отопления | услуга | 5600 руб |
| Замена стояка | услуга | 10080 руб |
| Изготовление решеток на окна | услуга | 1120 руб |
| Изготовление сварных оградок | услуга | 1120 руб |
| Ремонт ворот и калиток | услуга | 5600 руб |
| Замена батарей | услуга | 5600 руб |
| Установка счетчиков воды | услуга | 5040 руб |
| Изготовление навесов из поликарбоната | услуга | 2240 руб |
| Установка забора | услуга | 1680 руб |
| Проектирование и монтаж системы отопления | услуга | 1344 руб |
| Монтаж трубопроводов | услуга | 336 руб |
| Демонтаж металлоконструкций | услуга | 0 руб |
| Монтаж зданий из ЛСТК | услуга | 5600 руб |
| Монтаж перегородок из профнастила | услуга | 560 руб |
| Монтаж труб из сшитого полиэтилена | услуга | 3360 руб |
| Контроль за качеством сварки | услуга | 0 руб |
| Сварка стальных труб | ед | 269 руб |
| Сварка полуавтоматом | ед | 245 руб |
| Карабельный шов | ед | 199 руб |
| Сварить откатные варота цена | ед | 10234 руб |
| Сварка швеллера | ед | 212 руб |
| Кто меняет петли | ед | 238 руб |
| Печь в баню | ед | 216 руб |
| Печь в баню | ед | 290 руб |
| Где можно сварить бак из нержавейки адреса в Соликамске | ед | 256 руб |
| Монтаж сварного забора | ед | 163 руб |
| Сварка профиля трубы | ед | 212 руб |
| Изготовление ворот 2шт | ед | 145 руб |
| Изготовление воротины | ед | 225 руб |
| Изготовление двух ворот | ед | 265 руб |
| Сварка лестницы | ед | 216 руб |
| Баная печь | ед | 173 руб |
| Шов 100 трубы | ед | 212 руб |
| Беседка под виноград | ед | 310 руб |
| Беседка под виноград цена изготовления данной конструкции | ед | 305 руб |
| Пандус | ед | 263 руб |
| Металлоконструкция на печную трубу | ед | 169 руб |
| Металлические лестницы с площадкой | ед | 120 руб |
| Огрождение | ед | 306 руб |
Выполнение сварочных работ, прайс на услуги по сварке металлоконструкций
Выполняем сварочные работы качественно, быстро недорого. Вы можете заказать у нас изготовление любых изделий из металла.
Вы можете заказать у нас изготовление любых изделий из металла.
Наш производственной комплекс расположен в Челябинске на территории Металлобазы. В одном месте Вы сможете как купить металлопрокат ГОСТ и некондицию, так и заказать его резку, сварку, обработку.
Сварка – это процесс создания межатомного соединения металлов посредством их общего или местного нагревания, либо совместного взаимодействия или пластического деформирования. Резка металла, выполнение сварочных работ и правка бухт в пруток – это только малая часть списка услуг, которые предлагают клиентам фирма ООО «Челябметаллоптторг». Процесс создания профилей и различных металлоконструкций неотъемлемо связан с таким сложным процессом, как сварочные работы. Год от года технологии непрерывно совершенствуются, и разрабатывается новейшее оборудование для нужд отрасли тяжелой металлургии. Но, несмотря на это, сварочные работы в сфере создания металлоконструкций занимают традиционно высокое место.
Третью часть времени на изготовление изделия занимает проведение сварочных работ. Оптимизировать рабочий процесс и достигнуть наибольшей его эффективности позволяет грамотный подбор самого подходящего способа соединения элементов металлоконструкций нашими высококвалифицированными специалистами. Цена сварки зависит от сложности изделия: от числа составных деталей, материалов узла, а также времени, которое сварщик затрачивает на выполнение полного цикла работ.
Примеры сварочных работ
Предоставляемые услуги
Также наша компания предоставляет следующие услуги:
Обратная связь
Контактные телефоны: 8(351) 262-26-42, 248-12-62E-mail: [email protected]
Присоединяйтесь к нашей группе http://vk.com/cextnp
Вы можете отправить нам online-заказ на изготовление изделия прямо сейчас или связаться по icq 425021126
ЦЕХ: г. Челябинск, ул. Троицкий тракт, д. 46ЮРИДИЧЕСКИЙ АДРЕС: г. Челябинск, ул. Троицкий тракт, д. 46
Челябинск, ул. Троицкий тракт, д. 46
ОФИС: работает в будни с 08-30 до 16-30, сб-вс — выходной
КАК ДОБРАТЬСЯ ДО НАС: остановка Рынок Привоз (Металл-база) маршруты автобусов 14, 28, 52
Сварочные работы: цена, услуги в Москве
«Новаметалл — производство металлоизделий» предлагает услуги сварка металла, конструкций любой сложности. Специалисты производят сварочные работы с различными металлами, на современном оборудовании, быстро и качественно. Чтобы оставить заявку, звоните по телефону: 8 (800) 777-19-60.
Сварка металла любой сложности
При изготовлении конструктивных элементов применяются различные способы соединения металлических деталей и узлов. Самым прочным из них является сварка. Она делится на три класса:
- Механическая (трением, взрывом, ультразвуком).
- Термическая (газовая, электронно-лучевая, электрошлаковая, плазменная, лазерная, термитная, электродуговая).

- Термомеханическая (кузнечная, контактная, диффузионная).

Рабочие кромки соединяемых металлических деталей расплавляются разогретым различными способами электродом до температуры плавления в образовавшейся сварочной ванне.
- Рабочим полем может быть вакуумная, воздушная, пенная или защитно-газовая среда.
- По степени расплавления среды процесс делится на струйный и атмосферный.
- По степени механизации – на ручной, механизированный, автоматизированный.
- Для соединения металлов используются два типа сварочных агрегатов – постоянного или переменного тока.
Взаимопроникновение атомов двух соединяемых частей создаёт новые атомно-металлические связи. Сварка – это процесс затвердевания металла в месте высокотемпературного соединения. С её помощью можно соединять плоские (лист) или фасонные (труба, квадрат, тавр, швеллер) конструктивные элементы из металла.
Услуги по сварке металла на заказ в Москве
Компания «Новаметалл» выполняет операции по ручной, полуавтоматической или автоматической сварке конструкций из углеродистой, нержавеющей, высоколегированной, оцинкованной стали, фасонного проката, труб любого диаметра, чугуна, меди, листового алюминия.
Используются следующие типы сварки: дуговая; аргонная; газовая, и методы стыковки свариваемых частей (точечный или сплошной).
При подготовке сварных работ специалисты детально изучают чертежи. Для изготовления продукции применяются качественные материалы. Готовые конструкции подлежит обязательному тестированию на прочность.
Мы оказываем полный комплекс услуг по обработке металла. Более подробную информацию по услуге, ценам Вы можете получить по номеру 8 (800) 777-19-60.
Урок 9 — Оценка и сравнение затрат на металл сварного шва
Урок 9 — Оценка и сравнение затрат на металл сварного шва -4- © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. IX 9.2.4 Депонирование Эффективность — Эффективность нанесения зависит от вес наплавленный металл шва, равный массе электрода (или проволоки), израсходованной на изготовление сварной шов. Это может
быть точно определенным, только сделав испытательный сварной шов по времени и тщательно взвесив
сварка и
электрод или проволоку до и после сварки. Тогда эффективность может
рассчитываться
по формуле: Осаждение
эффективность = Вес
металла сварного шва ÷ Вес электрода
Используется (или)
Скорость осаждения (фунты / час) ÷
Скорость сжигания топлива (фунты / час) 9.2.4.1
Эффективность осаждения говорит нам
сколько фунтов сварочного металла можно ожидать от
заданный вес приобретенного электрода или сварочной проволоки.Например,
100 фунтов
Порошковый электрод с эффективностью 85% будет производить примерно 85
фунты сварного шва
металла, а 100 фунтов покрытого электрода с КПД 65% будут производить
примерно 65 фунтов сварочного металла,
меньше веса отброшенных заглушек, как описано ниже. 9.2.5 с покрытием
Электроды — Эффективность наплавки
покрытых электродов по определению AWS,
и в опубликованных данных не учитывает потерю неиспользованного шлейфа электрода.
Это может
быть точно определенным, только сделав испытательный сварной шов по времени и тщательно взвесив
сварка и
электрод или проволоку до и после сварки. Тогда эффективность может
рассчитываться
по формуле: Осаждение
эффективность = Вес
металла сварного шва ÷ Вес электрода
Используется (или)
Скорость осаждения (фунты / час) ÷
Скорость сжигания топлива (фунты / час) 9.2.4.1
Эффективность осаждения говорит нам
сколько фунтов сварочного металла можно ожидать от
заданный вес приобретенного электрода или сварочной проволоки.Например,
100 фунтов
Порошковый электрод с эффективностью 85% будет производить примерно 85
фунты сварного шва
металла, а 100 фунтов покрытого электрода с КПД 65% будут производить
примерно 65 фунтов сварочного металла,
меньше веса отброшенных заглушек, как описано ниже. 9.2.5 с покрытием
Электроды — Эффективность наплавки
покрытых электродов по определению AWS,
и в опубликованных данных не учитывает потерю неиспользованного шлейфа электрода. что отброшено.Это понятно, поскольку длина заглушки может варьироваться в зависимости от оператора.
и приложение.
Длинные непрерывные сварные швы обычно позволяют получить короткие швы, а короткие
прерывистый
сварные швы, длина шлейфа обычно больше. На рисунке 3 показано, как заглушка
потеря влияет на
эффективность электрода при использовании покрытых электродов. 9.2.5.1
На рис. 3 показано, что длина 14 дюймов на 5/32 дюйма.
диаметр электрода E7018 на 140 ампер.
Его КПД составляет 75%, и предполагаются потери на шлейфе в два дюйма.75%
РИСУНОК 3
ЭФФЕКТИВНОСТЬ ОТЛОЖЕНИЯ = 75%
фактическая эффективность, включая потерю шлейфа
= 9 ÷ 14 = 64,3% 12 »
ДЛИНА ПОТРЕБЛЯЕМОГО ЭЛЕКТРОДА
СТАНОВИТСЯ СВАРОЧНЫМ МЕТАЛЛОМ (ДЛИНА
РАСХОДНАЯ ЭФФЕКТИВНОСТЬ X) 14 дюймов
ПОТЕРИ ШЛАКА, БРЫЗГИ
И ДЫМ 2 »
ДЛИНА СТЕРЖНЯ
9 »
что отброшено.Это понятно, поскольку длина заглушки может варьироваться в зависимости от оператора.
и приложение.
Длинные непрерывные сварные швы обычно позволяют получить короткие швы, а короткие
прерывистый
сварные швы, длина шлейфа обычно больше. На рисунке 3 показано, как заглушка
потеря влияет на
эффективность электрода при использовании покрытых электродов. 9.2.5.1
На рис. 3 показано, что длина 14 дюймов на 5/32 дюйма.
диаметр электрода E7018 на 140 ампер.
Его КПД составляет 75%, и предполагаются потери на шлейфе в два дюйма.75%
РИСУНОК 3
ЭФФЕКТИВНОСТЬ ОТЛОЖЕНИЯ = 75%
фактическая эффективность, включая потерю шлейфа
= 9 ÷ 14 = 64,3% 12 »
ДЛИНА ПОТРЕБЛЯЕМОГО ЭЛЕКТРОДА
СТАНОВИТСЯ СВАРОЧНЫМ МЕТАЛЛОМ (ДЛИНА
РАСХОДНАЯ ЭФФЕКТИВНОСТЬ X) 14 дюймов
ПОТЕРИ ШЛАКА, БРЫЗГИ
И ДЫМ 2 »
ДЛИНА СТЕРЖНЯ
9 »2020 Калькулятор затрат на сварку | Ридж, Нью-Йорк
- Товары
- Новости и советы
- Академия
- Найти бизнес
- ДОБАВИТЬ БИЗНЕС
- Подписаться
- Войти в систему
- + Добавьте свой бизнес
- Товары
- Новости и советы
- Академия
- Найти бизнес
- Подписаться
2020 Калькулятор затрат на сварку | Вестал, Нью-Йорк
- Товары
- Новости и советы
- Академия
- Найти бизнес
- ДОБАВИТЬ БИЗНЕС
- Подписаться
- Войти в систему
- + Добавьте свой бизнес
- Товары
- Новости и советы
- Академия
- Найти бизнес
- Подписаться
- Войти в систему
 org/BreadcrumbList»>
org/BreadcrumbList»>Системы несущего каркаса | Стальной каркас
- Подразделение обработки металлов давлением
- voestalpine AG
- Дом
- Продукты
- Purlins и боковые перила
- Purlins Roof Systems
- Система обрешетки для стыков
- Балки карнизы
- Система Purlin для тяжелых концов отсека
- Контрольный список требований к распоркам крыши
- Варианты крыши
- Система прогонов с рукавами
- Боковые поручни
- Система боковых направляющих стыка
- Боковые направляющие с рукавами
- Варианты облицовки
- Этаж мезонина
- Вставная система
- Система выносного паруса
- Какая система антресольного этажа мне нужна?
- Загрузки
- Служба поддержки клиентов
- Программное обеспечение
- Запрос на литературу
- Обучение
- Технические детали
- Компоненты и аксессуары
- Детали конструкции
- Таблицы нагрузок
- Purlins Roof Systems
- Стальной каркас
- Каркас SFS
- Какая система стального каркаса мне нужна?
- Растворы для заполнения
- Несущие решения
- Решения для непрерывных стен
- Решения для ограждений высоких пролетов
- Технические характеристики
- SFS vs. Отчет о блочной работе
- Литература / Загрузки
- Служба поддержки клиентов
- Установщики
- Каркас SFS
- Предварительная панель за пределами площадки
- Метрама
- Metframe 3D Детали
- Литература / Загрузки
- Сухая футеровка
- Уголки и швеллеры
- Потолочные системы
- Система потолка
- Противопожарный уголок и плоская полоса
- Система MF
- Упругий брус под брус
- Пружинный тройник
- Напольные системы
- Плавающие полы
- Упругий стержень
- Системы перегородок
- Акустический стержень
- Обшивка колонн и балок
- Кожух вала
- Шпилька и направляющая
- Стандарты
- Тестирование
- Системы облицовки стен
- Независимый настенный лайнер
- Лайнер стены
- Кабельная организация
- Кабельные лестницы
- Таблицы нагрузок
- Лестница из оцинкованной и нержавеющей стали
- Лестница оцинкованная
- Следы продукта
- Стандарты
- Технические характеристики
- Системы кабельных лотков
- Таблицы нагрузок
- Следы продукта
- Ассортимент продукции
- Стандарты
- Технические характеристики
- Системы кабельных каналов
- Раздельные продукты
- Распределительный канал
- IP4X транкинг
- Световод
- Стандарты
- Технические характеристики
- Служба поддержки клиентов
- Системы металлического каркаса
- Каналы
- Таблицы нагрузок
- Заводская служба
- Ассортимент продукции
- Стандарты
- ресурсов
- Запрос на литературу
- Программное обеспечение
- Загрузки
- Кабельные лестницы
- Профилегибочная машина по индивидуальному заказу
- Дальнейшая обработка
- Дополнительные инженерные процессы
- Манипуляции с профилем
- Проточный пирсинг
- Поточная высокочастотная индукционная сварка
- Процесс разработки
- Возможности
- Техническая экспертиза
- Собственная разработка
- Типичные рынки
- Гарантия качества
- Служба поддержки клиентов
- Литература / Загрузки
- Примеры из практики
- Дальнейшая обработка
- Purlins и боковые перила
- О нас
- Семинары CPD
- Запрос семинара CPD
- Стальные обрешетки кровли холодной штамповки
- Сертификаты, правила и страхование
- Сертификаты
- Заявление о политике в области качества, здоровья, безопасности и окружающей среды
- Страховые документы
- Политика и отчеты компании
- Политика ответственного выбора поставщиков и этичной торговли
- Политика борьбы с рабством и торговлей людьми
- Политика конфиденциальности / Уведомления о конфиденциальности
- Политика в отношении файлов cookie
- Отчет о гендерном разрыве в оплате труда
- Положения и условия
- Налоговая стратегия и соответствие корпоративному налогу
Маркировка CE - voestalpine Metsec plc Соответствие маркировке CE
- Ответственность заказчика и / или генерального подрядчика
- Обязанности подрядчика по изготовлению стальных конструкций
- Ответственность инженера
- Определение класса исполнения
- Маркировка CE
- Декларации характеристик качества
- Компания
- Стажировка
- Здоровье и безопасность
- История
- Работа и карьера
- MetWALL Perform Warranty
- Руководство по транспортным решениям
- Устойчивое развитие
- Политика в области окружающей среды и устойчивого развития
- Воздействие стали на окружающую среду
- Энергопотребление и выбросы Co2
- Обучение и развитие
- Минимизация отходов
- Расход воды
- Работа с местным сообществом
- Семинары CPD
- Загрузки
- BIM
- BIM за 2 минуты
- Чем может помочь BIM?
- Чем может помочь Metsec?
- Примеры использования BIM
- BIM Загрузки
- Видео
- Новости
- Блог
- Примеры из практики
- Свяжитесь с нами
- Заказать живую встречу
 Отчет о блочной работе
Отчет о блочной работеLRFD Пример проектирования надстройки стальной балки — LRFD — Конструкции — Мосты и конструкции
Пример расчета суперконструкции стальной балки LRFD
Проектирование различных стальных конструкций Пример проекта Шаг 5
Содержание
Шаг 5.
Этап проектирования 5.2 — Расчет опорных элементов жесткости
Этап проектирования 5.3 — Расчет сварных соединений Этап проектирования
5.4 — Расчет поперечных рам 21
 1 — Расчет соединителей, работающих на срез
1 — Расчет соединителей, работающих на срез (Следует отметить, что этап проектирования 5.4 представляет собой повествовательное описание, а не проектные вычисления.)
Этап проектирования 5 состоит из различных расчетов, связанных со стальной балкой, но не обязательно требуемых для проектирования фактических пластин стальной балки. Такие различные расчеты конструкции стали включают следующее:
- Соединители, работающие на срез
- Ребра жесткости подшипника
- Сварные соединения
- Диафрагмы и крестовины
- Поперечина
- Развал фермы
Для этого примера конструкции будут представлены расчеты для соединителей, работающих на срез, ребра жесткости подшипника, сварного соединения и поперечной рамы.Другие функции также должны быть разработаны, но их расчетные данные не включены в этот пример проектирования.
Для использования в этом примере конструкции определены следующие единицы:
См. Этап проектирования 1 для вводной информации об этом примере конструкции. Дополнительная информация представлена о проектных допущениях, методологии и критериях для всего моста, включая конструктивные особенности, включенные в этот этап проектирования.
Шаг проектирования 5.1 — Конструктивные соединители, работающие на сдвиг,
Поскольку стальная балка была спроектирована как составная секция, на стыке между бетонной плитой настила и стальной секцией должны быть предусмотрены соединители, работающие на сдвиг, чтобы противостоять сдвигу на границе раздела. Для непрерывных композитных мостовидные соединители обычно предусмотрены по всей длине моста. В области отрицательного изгиба, поскольку продольная арматура считается частью составной секции, должны быть предусмотрены соединители, работающие на сдвиг.
Шпильки или швеллеры могут использоваться как соединители, работающие на сдвиг. В этом примере конструкции по всей длине моста используются соединители, работающие на сдвиг. Соединители, работающие на сдвиг, должны обеспечивать полное уплотнение бетона, чтобы гарантировать, что все их поверхности находятся в контакте с бетоном. Кроме того, соединители, работающие на сдвиг, должны выдерживать как горизонтальное, так и вертикальное перемещение между бетоном и сталью.
В этом примере конструкции по всей длине моста используются соединители, работающие на сдвиг. Соединители, работающие на сдвиг, должны обеспечивать полное уплотнение бетона, чтобы гарантировать, что все их поверхности находятся в контакте с бетоном. Кроме того, соединители, работающие на сдвиг, должны выдерживать как горизонтальное, так и вертикальное перемещение между бетоном и сталью.
S6.10.7.4.1
На следующем рисунке показаны пропорции соединителя, работающего на срез, а также расположение головки шпильки в бетонном настиле.
S6.10.7.4.1a
Рисунок 5-1 Соединители со срезной шпилькой
| Вставка соединителя, работающего на срез, | |||
| Область изгиба | A | B | С |
| Положительный | 2,875 « | 3,125 дюйма | 5,375 дюйма |
| Средний | 2,25 дюйма | 3,75 дюйма | 4. 75 « 75 « |
| Отрицательный | 1,00 « | 5,00 « | 3,50 « |
Таблица 5-1 Монтаж соединителя, работающего на срез
Схема соединителя, работающего на срез Обычно используют несколько соединителей, работающих на сдвиг, на поперечный ряд вдоль верхнего фланца балки. Количество срезных соединителей на поперечный ряд будет зависеть от ширины верхнего фланца.См. S6.10.7.4.1c для получения информации о требованиях к поперечному расстоянию. |
Длина соединителя, работающего на срез Длина соединителя, работающего на сдвиг, обычно устанавливается так, чтобы его головка располагалась около середины плиты настила. См. S6.10.7.4.1d для получения информации о требованиях к заделке соединителя, работающего на срез. См. S6.10.7.4.1d для получения информации о требованиях к заделке соединителя, работающего на срез. |
Отношение высоты к диаметру соединителя, работающего на сдвиг, не должно быть меньше 4.0. Для этого примера конструкции соотношение вычисляется на основе размеров, представленных на рисунке 5-1, следующим образом:
S6.10.7.4.1a
ОК
Шаг соединителей, работающих на срез, должен быть определен для удовлетворения предельного состояния усталости, как указано в S6.10.7.4.2 и S6.10.7.4.3 , в зависимости от обстоятельств. Результирующее количество соединителей, работающих на срез, не должно быть меньше количества, необходимого для удовлетворения предельных состояний прочности, как указано в S6.10.7.4.4 .
Шаг p соединителей, работающих на срез, должен удовлетворять следующему уравнению:
S6.10. 7.4.1b
7.4.1b
Параметры I и Q основаны на кратковременном композитном сечении и определяются с использованием настила в пределах эффективной ширины полки.
В области положительного изгиба:
(см. Рисунок 5-1)
(см. Таблицу 3-4)
S6.10.3.1.1b
В области положительного изгиба максимальный диапазон сдвига при временной усталостной нагрузке находится на опоре.Факторная стоимость рассчитывается следующим образом:
(см. Компьютерный анализ динамической нагрузки)
S6.10.7.4.2
(см. Этап проектирования 3.14 в месте максимального положительного изгиба)
S6.6.1.2.5
в
Следовательно,
В области отрицательного прогиба:
(см.
В области отрицательного изгиба параметры I и Q могут быть определены с использованием арматуры в пределах эффективной ширины полки для отрицательного момента, если только бетонная плита не считается полностью эффективной для отрицательного момента при вычислении продольного диапазона напряжений, как разрешено в S6.6.1.2.1 . Для этого примера конструкции предполагается, что I и Q вычисляются с учетом полной эффективности бетонной плиты.
SC6.10.7.4.1b
(см. Таблицу 3-5)
(см. Таблицу 3-1 и результаты компьютерного анализа динамической нагрузки)
S6.10.7.4.2
(см. Предыдущий расчет)
 Рисунок 5-1)
Рисунок 5-1)Следовательно, на основе приведенных выше расчетов шага для удовлетворения предельного состояния усталости используйте следующий шаг по всей длине фермы:
Шаг соединителя сдвига Шаг соединителя, работающего на срез, не обязательно должен быть одинаковым по всей длине балки. Однако для этого примера конструкции требуемый шаг для определения усталости существенно не меняется по длине моста. Следовательно, будет использоваться постоянный шаг соединителя сдвига 10 дюймов. |
 Во многих конструкциях балок используется переменный шаг, и это может быть экономически выгодным.
Во многих конструкциях балок используется переменный шаг, и это может быть экономически выгодным.Кроме того, соединители, работающие на срез, должны удовлетворять следующим требованиям к шагу:
S6.10.7.4.1b
ОК
ОК
Для поперечного зазора соединители, работающие на сдвиг, должны располагаться поперек верхнего фланца стальной секции и могут располагаться через равные или переменные интервалы.
Stud Shear соединители не должны быть ближе, чем 4,0 диаметра стержня от центра до центра, поперечной к продольной оси опорного элемента.
S6.10.7.4.1c
(см. Рисунок 5-1) ОК
Кроме того, свободное расстояние между краем верхнего фланца и краем ближайшего соединителя, работающего на срез, не должно быть меньше 1,0 дюйма.
(см. Рисунок 5-1)
ОК
S6.10.7.4.1d
Чистая глубина бетонного покрытия над вершинами соединителей, работающих на сдвиг, не должна быть менее 2,0 дюймов, а соединители, работающие на сдвиг, должны входить в настил не менее чем на 2,0 дюйма. На основании информации о проникновении соединителя, работающей на срез, представленной в Таблице 5-1, оба этих требования удовлетворены.
Для предельного состояния прочности факторное сопротивление соединителей на сдвиг Q r вычисляется следующим образом:
S6.10.7.4,4
S6.10.7.4.4a
S6.5.4.2
Номинальное сопротивление сдвигу одной шпильки соединителя сдвига, встроенной в бетонную плиту, рассчитывается следующим образом:
S6.10.7.4.4c
(см.
S5.4.2.1
(см. Этап проектирования 3.3)
S5.4.2.4
S6.4.4
К
К
Следовательно,
Следовательно,
Количество соединителей сдвига, предусмотренных между участком с максимальным положительным моментом и каждой смежной точкой с моментом 0,0 или между каждой смежной точкой с моментом 0,0 и осевой линией внутренней опоры не должно быть меньше следующего:
S6.10.7.4.4a
Общая горизонтальная поперечная сила, V h , между точкой максимального положительного момента и каждой смежной точкой 0,0 момента равна меньшему из следующего:
S6.10.7.4.4b
или
где (см. Этап проектирования 3.
S5.4.2.1
(см. Этап проектирования 3.3)
(см. Этап проектирования 3.1)
(см. Этап проектирования 3.1)
Стабильный 6.4.1-1
(см. Этап проектирования 3.18)
(см. Этап проектирования 3.18)
(см. Этап проектирования 3.1)
Стабильный 6.4.1-1
(см. Этап проектирования 3.18)
(см. Этап проектирования 3.18)
(см. Этап проектирования 3.1)
Стабильный 6.4.1-1
(см. Этап проектирования 3.18)
(см. Этап проектирования 3.18)
Следовательно,
 1)
1)Следовательно, количество соединителей, работающих на срез между участком с максимальным положительным моментом и каждой смежной точкой с моментом 0,0, не должно быть меньше следующего:
S6.10.7.4.4a
Расстояние между концом балки и местом максимального положительного момента примерно равно:
(см.
Аналогично, расстояние между участком максимального положительного момента и точкой обратного изгиба статической нагрузки примерно равно:
(см. Таблицу 3-7)
При шаге 10 дюймов, рассчитанном ранее для предельного состояния усталости, и минимальной длине, вычисленной выше, количество соединителей, работающих на сдвиг, будет следующим:
ОК
Для составных секций с неразрезным пролетом общая горизонтальная поперечная сила V h между каждой смежной точкой равна 0.0 момент и осевая линия внутренней опоры равна:
S6.10.7.4.4b
где (см. Этап проектирования 3.3)
(см. Этап проектирования 3.1)
Следовательно, количество соединителей, работающих на сдвиг, между каждой смежной точкой с моментом 0,0 и центральной линией внутренней опоры не должно быть меньше следующего:
S6. 10.7.4.4a
10.7.4.4a
Расстояние между точкой обратного изгиба статической нагрузки и осевой линией внутренней опоры примерно равно:
(см. Таблицу 3-7)
При шаге в 10 дюймов, который ранее был рассчитан для предельного состояния усталости, количество соединителей, работающих на срез, составляет следующее:
ОК
Таким образом, использование шага в 10 дюймов для каждого ряда с тремя соединителями, работающими на сдвиг, по всей длине балки, удовлетворяет обоим требованиям по предельному состоянию усталости, установленным в S6.10.7.4.1 и S6.10.7.4.2 и требованиям предельного состояния прочности S6.10.7.4.4 .
Поэтому используйте расстояние между срезными шпильками, как показано на следующем рисунке.
Рисунок 5-2 Расстояние между соединителями, работающими на срез
Этап проектирования 5. 2 — Расчет элементов жесткости подшипников
 2 — Расчет элементов жесткости подшипников
2 — Расчет элементов жесткости подшипников Ребра жесткости подшипника необходимы, чтобы противостоять реакциям опоры и другим сосредоточенным нагрузкам, как в конечном состоянии, так и во время строительства.
Для плоских балок опорные элементы жесткости должны быть размещены на стенках во всех местах опоры и во всех местах, поддерживающих сосредоточенные нагрузки.
Следовательно, для этого примера конструкции требуются опорные элементы жесткости как на опорах, так и на опоре. Приведенная ниже конструкция ребер жесткости опоры иллюстрирует процедуру расчета ребер жесткости подшипника.
Несущие элементы жесткости в этом примере конструкции состоят из одной пластины, приваренной к каждой стороне стенки.Соединения со стенкой будут спроектированы так, чтобы передавать полную опорную силу из-за учтенных нагрузок, и это представлено на этапе проектирования 5.3.
S6.10.8.2.1
Ребра жесткости проходят на всю глубину стенки и, насколько возможно, до внешних краев полок.
Каждое ребро жесткости будет либо фрезеровано для прилегания к фланцу, через который оно получает свою реакцию, либо прикреплено к фланцу сварным швом с полным проплавлением.
На следующем рисунке показано расположение элементов жесткости подшипника на опорах.
Рисунок 5-3 Ребра жесткости подшипника на абатментах
Пластины жесткости подшипника Ребра жесткости подшипника обычно состоят из одной пластины, соединенной с каждой стороной стенки. Как правило, это хорошее исходное предположение при проектировании элемента жесткости подшипника. Затем, если эта конфигурация не обеспечивает достаточного сопротивления, можно использовать две пластины с каждой стороны полотна. |
Выступающая ширина b t каждого элемента жесткости подшипника должна удовлетворять следующему уравнению. Это положение предназначено для предотвращения местного коробления пластин жесткости подшипника.
Это положение предназначено для предотвращения местного коробления пластин жесткости подшипника.
S6.10.8.2.2
(см. Рисунок 5-3)
S6.4.1
Стабильный 6.4.1-1
(см. Рисунок 5-3) ОК
Сопротивление подшипника должно быть достаточным, чтобы противостоять факторной реакции, действующей на ребра жесткости подшипника.Факторизованное сопротивление подшипника B r рассчитывается следующим образом:
S6.10.8.2.3
S6.5.4.2
Часть элемента жесткости должна быть обрезана, чтобы очистить сварной шов между стенкой и фланцем. Таким образом, площадь прямой опоры меньше общей площади элемента жесткости. Площадь опоры, A pn , принимается как площадь выступающих элементов элемента жесткости за пределами угловых сварных швов между стенкой и фланцем, но не за кромкой фланца.
Рисунок 5-4 Ширина подшипника
.jpg) Это показано на следующем рисунке:
Это показано на следующем рисунке:Фактор реакции опоры на опоре рассчитывается следующим образом, с использованием коэффициентов нагрузки, представленных в STable 3.4.1-1 и STable 3.4.1-2 , и с использованием реакций, полученных в результате компьютерного анализа:
Следовательно, ребро жесткости подшипника на упоре удовлетворяет требованиям к сопротивлению подшипнику.
Заключительная проверка ребер жесткости подшипника связана с осевым сопротивлением ребер жесткости подшипника. Факторизованное осевое сопротивление определяется, как указано в S6.9.2.1 . Радиус инерции рассчитывается относительно средней толщины стенки, а эффективная длина берется равной 0,75D, где D — глубина стенки.
S6. 10.8.2.4
10.8.2.4
S6.10.8.2.4a
Для ребер жесткости, состоящих из двух пластин, приваренных к стенке, эффективная секция колонны состоит из двух элементов жесткости плюс центрально расположенная полоса стенки, простирающаяся не более чем на 9t w с каждой стороны ребер жесткости.Это показано на следующем рисунке:
S6.10.8.2.4b
Рисунок 5-5 Эффективное сечение элемента жесткости подшипника
S6.9.2.1
S6.5.4.2
S6.9.4.1
S6.10.8.2.4a
S6.10.8.2.4b
S6.10.8.2.4b
S6.
Следовательно,
Следовательно,
S6.9.4.1
S6.9.2.1
 9.4.1
9.4.1 Следовательно, ребро жесткости подшипника на упоре удовлетворяет требованиям осевого сопротивления подшипника.
Ребро жесткости подшипника на упоре удовлетворяет всем требованиям к ребру жесткости подшипника. Поэтому используйте ребро жесткости подшипника, как показано на рисунках 5-3 и 5-4.
Этап проектирования 5.3 — Расчет сварных соединений
Сварные соединения требуются в нескольких местах стальной надстройки. Основной металл, металл сварного шва и детали конструкции сварки должны соответствовать требованиям ANSI / AASHTO / AWS Кодекса сварки мостов D1.5 .
Для этого примера конструкции будут представлены две конструкции соединения под сварку угловым швом с использованием металла шва E70:
- Сварное соединение между ребрами жесткости подшипника и стенкой.
- Сварное соединение стенки и фланцев.

Для сварного соединения между ребрами жесткости подшипника и стенкой угловой сварной шов должен выдерживать учтенную реакцию, рассчитанную на этапе проектирования 5.2.
S6.13.3
Предположим, что толщина углового шва составляет 1/4 дюйма.
Толщина углового сварного шва В большинстве случаев минимальная толщина сварного шва, указанная в таблице 5-2, обеспечивает сварное соединение, удовлетворяющее всем проектным требованиям.Поэтому минимальная толщина сварного шва обычно является хорошей отправной точкой при проектировании углового шва. |
Сопротивление углового шва на сдвиг является продуктом эффективной площади и учтенного сопротивления металла шва. Факторное сопротивление металла сварного шва рассчитывается следующим образом:
Факторное сопротивление металла сварного шва рассчитывается следующим образом:
S6.13.3.2.4b
S6.5.4.2
SC6.13.3.2.1
S6.13.3.2.4b
Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективное сечение. Эффективная горловина — это кратчайшее расстояние от основания стыка до поверхности сварного шва.
S6.13.3.3
Сопротивление углового шва вычисляется следующим образом:
S6.13.3.2.4b
ОК
Для материала толщиной 0,25 дюйма или более максимальный размер углового сварного шва на 0,0625 дюйма меньше толщины материала, если в контрактной документации не указано, что сварной шов будет выполняться для получения полной толщины шва.
S6.13.3.4
Для углового сварного шва, соединяющего ребра жесткости подшипника со стенкой, толщина ребра жесткости подшипника составляет 11/16 дюйма, а толщина стенки — 1/2 дюйма.Следовательно, требования к максимальному размеру углового сварного шва удовлетворяются.
Минимальный размер угловых швов представлен в Таблице 5-2. Кроме того, размер сварного шва не должен превышать толщину соединяемой более тонкой части.
S6.13.3.4
| Минимальный размер филейных сварных швов | |
| Толщина основного металла Толщина соединяемой детали (T) (дюймы) | Минимальный размер Файловый шов (дюймы) |
| T ≤ 3/4 | 1/4 |
| T> 3/4 | 5/16 |
Стабильный 6. 13.3.4-1
13.3.4-1
Таблица 5-2 Минимальный размер угловых швов
В этом случае более толстой соединяемой частью является пластина жесткости подшипника, которая имеет толщину 11/16 дюйма. Следовательно, согласно таблице 5-2 минимальный размер углового шва составляет 1/4 дюйма, и это требование выполняется.
Минимальная эффективная длина углового шва в четыре раза больше его размера и ни в коем случае не менее 1,5 дюйма. Следовательно, это требование также выполняется.
Поскольку все требования к конструкции сварного шва соблюдены, используйте угловой сварной шов 1/4 дюйма для соединения ребер жесткости подшипника с стенкой.
S6.13.3.5
Для сварного соединения между стенкой и фланцами угловой сварной шов должен выдерживать горизонтальный сдвиг, учитываемый на единицу длины в соответствии со следующим уравнением:
S6.13.3
Это значение является наибольшим на пирсе, где коэффициент сдвига имеет наибольшее значение.
Следующие расчеты относятся к сварному соединению между стенкой и верхним фланцем. Сварное соединение между стенкой и нижним фланцем выполнено аналогично.
Сдвиг вычисляется на основе свойств отдельных сечений и коэффициентов нагрузки для каждой нагрузки, как показано на этапах проектирования 3.3 и 3.6:
Для несоставного профиля факторный горизонтальный сдвиг вычисляется следующим образом:
Для составного сечения факторный горизонтальный сдвиг вычисляется следующим образом:
На основе приведенных выше вычислений общий факторный горизонтальный сдвиг рассчитывается следующим образом:
Предположим, что толщина углового шва составляет 5/16 дюйма.
Сопротивление углового сварного шва на сдвиг является продуктом эффективной площади и факторизованного сопротивления металла сварного шва. Факторное сопротивление металла шва ранее вычислялось следующим образом:
S6.13.3.2.4b
Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективное сечение. Эффективная горловина — это кратчайшее расстояние от основания стыка до поверхности сварного шва.В этом случае эффективная площадь рассчитывается на единицу длины, исходя из использования одного сварного шва на каждой стороне стенки.
S6.13.3.3
Сопротивление углового шва вычисляется следующим образом:
S6.13.3.2.4b
ОК
Для материала толщиной 0,25 дюйма или более максимальный размер углового сварного шва на 0,0625 дюйма меньше толщины материала, если в контрактной документации не указано, что сварной шов будет выполняться для получения полной толщины шва.
S6.13.3.4
Для углового сварного шва, соединяющего стенку с фланцами, толщина стенки составляет 0,5 дюйма, минимальная толщина фланца составляет 0,625 дюйма, а максимальная толщина фланца составляет 2,75 дюйма. Следовательно, требования к максимальному размеру углового сварного шва удовлетворяются.
Минимальный размер угловых швов представлен в Таблице 5-2. Кроме того, размер сварного шва не должен превышать толщину соединяемой более тонкой части.
S6.13.3.4
В этом случае более толстая соединяемая часть — это фланец, минимальная толщина которого равна 0.625 дюймов и максимальная толщина 2,75 дюйма. Следовательно, согласно таблице 5-2 минимальный размер углового шва составляет 5/16 дюйма, и это требование выполняется.
Минимальная эффективная длина углового шва в четыре раза больше его размера и ни в коем случае не менее 1,5 дюйма. Следовательно, это требование также выполняется.
Поскольку все требования к конструкции сварного шва удовлетворены, используйте угловой сварной шов 5/16 дюйма для соединения стенки и верхнего фланца. Сварное соединение между стенкой и нижним фланцем выполнено аналогично.
Сварное соединение между стенкой и нижним фланцем выполнено аналогично.
S6.13.3.5
Усталость, вызванная нагрузкой, должна учитываться в основном металле сварного соединения. Для листовых балок необходимо учитывать следующие факторы усталости:
- Сварные швы, соединяющие срезные шпильки с балкой.
- Сварные швы, соединяющие фланцы и стенку.
- Сварка, соединяющая поперечные промежуточные ребра жесткости с балкой.
Конкретные факторы усталости зависят от уникальных характеристик конструкции балки.Конкретные детали усталости и категории деталей объяснены и проиллюстрированы в STable 6.6.1.2.3-1 и в SF Рис. 6.6.1.2.3-1 .
S6.6.1.2.5
На этапе проектирования 3.14 для области положительного момента проиллюстрирована проверка на усталость соединения угловым швом поперечных промежуточных ребер жесткости с балкой. Эту процедуру необходимо учитывать для основного металла сварных соединений.
Дополнительные требования к сварным соединениям представлены в S6.13.3 и в Кодекс по сварке мостов ANSI / AASHTO / AWS D1.5 .
Шаг проектирования 5.4 — Расчет поперечных рам
Диафрагмы и поперечные рамы могут быть размещены в следующих местах вдоль моста:
- В конце конструкции
- Внутренние опоры
- С перерывами по пролету
S6.7.4.1
Расстояние между диафрагмой или поперечиной Общее практическое правило, основанное на предыдущих изданиях спецификаций AASHTO, — использовать максимальное расстояние между диафрагмой или поперечиной рамы 25 футов.Основываясь на C6.7.4.1 , произвольное требование о максимальном расстоянии 25 футов было заменено требованием рационального анализа, который часто приводит к устранению склонных к усталости деталей крепления. В этом примере конструкции поперечные рамы используются на расстоянии 20 футов. Расстояние в 20 футов в этом примере конструкции способствует уменьшению необходимой толщины фланца в секции балки у опоры. |

Необходимость в диафрагмах или поперечных рамах должна быть исследована для:
- Все этапы предполагаемых строительных работ
- Окончательное состояние
Разница между диафрагмами и крестовины Разница между диафрагмами и поперечными рамами состоит в том, что диафрагмы состоят из поперечного изгибного компонента, а поперечные рамы состоят из поперечного каркаса фермы. И диафрагмы, и поперечные рамы соединяют соседние продольные изгибные компоненты. |
При исследовании потребности в диафрагмах или поперечных рамах и при их проектировании необходимо учитывать следующее:
- Передача боковых ветровых нагрузок от низа балки на настил и от настила на опоры
- Устойчивость нижнего фланца к любым нагрузкам при сжатии
- Стабильность верхнего фланца при сжатии до отверждения настила
- Распределение вертикальных статических и динамических нагрузок, приложенных к конструкции
Мембраны или поперечные рамы могут быть указаны как:
- Временные — если требуются только во время строительства
- Постоянно — если они требуются во время строительства и в окончательном состоянии моста
Как минимум, технические условия требуют, чтобы диафрагмы и поперечные рамы были рассчитаны на следующее:
- Передача ветровых нагрузок согласно положениям S4. 6.2.7
- Применимые требования к гибкости в S6.8.4 или S6.9.3
 6.2.7
6.2.7 Кроме того, соединительные пластины должны соответствовать требованиям S6.6.1.3.1 .
Типы крестовин Поперечные рамыK-типа показаны на рис. 5-6, в то время как поперечные рамы X-типа имеют конфигурацию X-образных углов или структурных тройников, а не K-образную конфигурацию углов или структурных тройников. Общее практическое правило — использовать поперечные рамы K-типа, когда соотношение сторон (то есть отношение расстояния между фермами к глубине фермы) больше, чем примерно 1,5: 1, и использовать поперечные рамы X-типа когда соотношение сторон меньше 1,5 к 1. |
Для этого примера дизайна будут использоваться перекрестные кадры.
Расстояние между балками: (см.
Глубина балки: (см. Рисунок 3-15)
(максимальное значение)
Соотношение сторон:
Поэтому используйте крестовины K-типа.
Геометрия типичной поперечной рамы K-типа для промежуточной поперечной рамы показана на Рисунке 5-6.
Как показано на Рисунке 5-6, точка пересечения центральных осей двух диагоналей совпадает с центральной осью нижней стойки. Кроме того, точка пересечения центральной оси каждой диагонали и центральной оси верхней стойки совпадает с вертикальными осевыми линиями балок.
Рисунок 5-6 Поперечная рама типа K
На основе предыдущих вычислений на этапе проектирования 3.17 для области отрицательного момента, ветровая нагрузка без учета фактора вычисляется следующим образом:
C4.6.2.7.1
S1.3
(для предельного состояния прочности III)
Стабильный 3.
(см. Этап проектирования 3.17)
(максимальное значение)
 4.1-1
4.1-1 Горизонтальные ветра сила, приложенное к точке распорки, то может быть вычислено, как указано в C4.6.2.7.1 , а именно:
C4.6.2.7.1
Для расчета поперечных элементов рамы необходимо выполнить следующие проверки с использованием ранее рассчитанной ветровой нагрузки:
- Стройность
- Осевое сжатие
- Изгиб вокруг большой оси
- Изгиб относительно малой оси
- Изгиб и осевое сжатие
Сварочный процесс для обрабатывающей промышленности — ScienceDaily
Дуговая сварка и аддитивное производство чрезвычайно важны для относительно недорогого и быстрого создания крупных металлических компонентов.
Новое исследование, проведенное профессором Хунбяо Донгом из инженерного факультета Лестерского университета, показало, как оптимизировать этот процесс для повышения эффективности и затрат.
Исследование, проведенное в сотрудничестве между Лестерским университетом, Делфтским технологическим университетом, Diamond Light Source, Университетским колледжем Дублина и TATA Steel Research UK, было недавно опубликовано в журнале Nature Communications .
В нем исследуется поведение внутреннего потока в аддитивном производстве металлов и дуговой сварке — наиболее широко используемом сварочном процессе в современном производстве.
Работа была сосредоточена на исследовании ванн расплава, которые образуются в процессе сварки.
Для этого команда поместила в ванну расплава небольшие частицы вольфрама и тантала. Из-за своих высоких температур плавления частицы оставались твердыми в ванне расплава достаточно долго, чтобы их можно было отслеживать с помощью интенсивных рентгеновских лучей.
Рентгеновские лучи были получены с помощью ускорителя синхротронных частиц в Diamond Light Source, который является национальным объектом Великобритании для синхротронного света. Beamline I12 был выбран для этого исследования из-за его специализированных высокоэнергетических и высокоскоростных возможностей визуализации с тысячами кадров в секунду.
Beamline I12 был выбран для этого исследования из-за его специализированных высокоэнергетических и высокоскоростных возможностей визуализации с тысячами кадров в секунду.
Используя Beamline I12, исследователи смогли создать высокоскоростные видеоролики, показывающие, как поверхностное натяжение влияет на форму сварочной ванны расплава и связанные с ней скорость и характер течения. Результаты впервые показали, что поведение течения расплава аналогично тому, которое ранее можно было наблюдать только с помощью компьютерного моделирования.
Результаты показали, что дуговую сварку можно оптимизировать, управляя потоком ванны расплава и изменяя соответствующие активные элементы на поверхности.
Профессор Донг сказал: «Понимание того, что происходит с жидкостью в бассейнах расплава во время сварки и аддитивного производства на основе металлов, остается сложной задачей. Полученные данные помогут нам разработать и оптимизировать процессы сварки и аддитивного производства, чтобы изготавливать компоненты с улучшенными свойствами при меньших затратах. Стоимость
Стоимость
«Сварка — это наиболее экономичный и эффективный способ соединения металлов на постоянной основе, и она является жизненно важным компонентом нашей производственной экономики».
Д-р Томас Коннолли, главный научный сотрудник I12 в Diamond Light Source, прокомментировал: «Команда I12 принимала активное участие в эксперименте.Трубопровод был разработан с учетом этих сложных экспериментов на месте, и я очень рад, что мы помогли углубить понимание аддитивного производства и сварки, учитывая их технологическое значение ».
По оценкам, более 50% мировой продукции отечественного и машиностроительного назначения содержат сварные соединения. В Европе сварочная промышленность традиционно поддерживает множество компаний из судостроительной, трубопроводной, автомобильной, аэрокосмической, оборонной и строительной отраслей.Выручка от продаж сварочного оборудования и расходных материалов в Европе в 2017 году достигла 3,5 млрд евро.
Результаты помогут с будущим проектированием и оптимизацией процесса сварки и аддитивного производства и будут иметь важное и далеко идущее влияние.