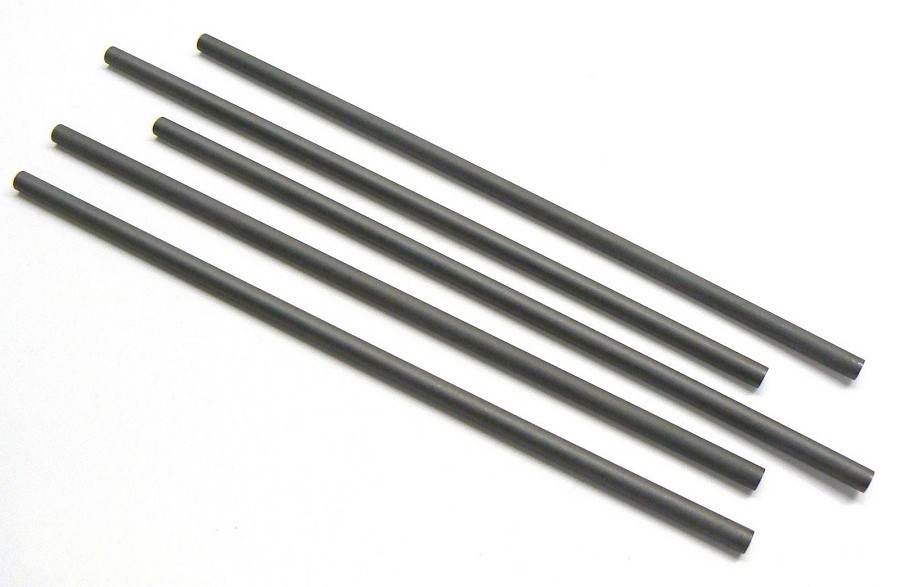
Графитовые стержни
Графитовые стержни делаем на заказ по вашим размерам в любых обьемах
для связи электронная почта [email protected] и телефон +7(351)220-94-94
Область применения:
Широкая область применения стержней, изготовленных из графита, определяется их физико-химическими свойствами, среди которых:
— Высокая температура плавления;
— Высокая электропроводность;
— Инертность к большинству химических веществ, в том числе агрессивных;
-Слабая растворимость, в том числе и в расплавах, что не загрязняет исходную среду.
Благодаря этим характеристикам, графитовые стержни нашли широкое применение для решения ряда задач. В частности, продукция из этой части нашего каталога используется в строительстве, металлообработке и химической промышленности.
При отправке запроса на изготовление желательно также сразу указать марку материала, размеры требуемых электродов, если нужен счет или комерческое — то прикрепляйте карточку предприятия к письму.
Графитовые стержни для сварки
У нас вы можете купить сварочные графитовые стержни, которые используются для сварки металлов и их резки высокотемпературной дугой. Область применений достаточно широка, в качестве примера можно привести:
— Резку металла, в том числе цветного, с помощью электрической дуги;
— Сварку проводов при монтаже электросетей промышленного и бытового назначения;
— Сварку металла, в том числе алюминия в пламене дуги.
При проведении таких работ, материал графитового стержня не загрязняет сварной шов, а значит, не изменяет физических и химических свойств свариваемых металлов.
Графитовые стержни для электролиза
Благодаря своей инертности к большинству сред, низкой растворимости в жидкой среде и расплавах, графитовые стержни нашли широкое применение в электролизерах.
Их использование обеспечивает:
-стабильность хода процесса электролиза;
-длительный срок эксплуатации графитовых стержней;
-простое техническое обслуживание установки для электролиза.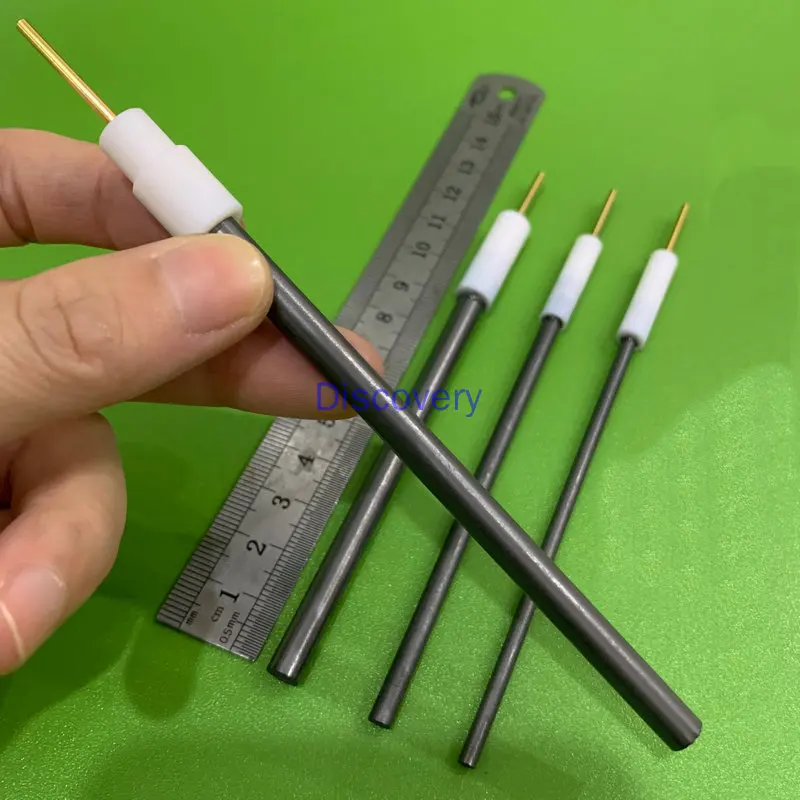
Использование графитовых стержней для электролиза производства нашей компании ООО «НПП АВЕРС» значительно снизит затраты на ваше производство, благодаря высокому качеству продукции и низкой ее стоимости.
Компания ООО «НПП АВЕРС», производитель широкого спектра изделий различного назначения из графита, предлагает графитовые стержни для сварки и электролиза. Наша продукция отличается высоким качеством и полным соответствием заявленным характеристикам, и может быть полезна: Строительным компаниям, которые используют оборудование для сварки и резки графитовыми электродами; Компаниям, оказывающим услуги по монтажу электросетей бытового и промышленного назначения; Ремонтным организациям, использующим дуговую сварку и резку металлов;
Предприятиям химической промышленности, работающими с электролизерами на базе графитовых стержней.
У нас вы всегда можете подобрать и заказать любую партию графитовых стержней для сварки и электролиза для нужд вашего производства по выгодным ценам.
Почему выгодно покупать у нас:
Мы предлагаем изготовление графитовых стержней на своем оборудовании для вашей компании, что исключает любые посреднические наценки, которых не избежать при покупке продукции у торговых представителей.
Наши цены на данную продукцию одни из самых привлекательных на российском рынке.
Обращайтесь к нам, когда вам требуется приобрести графитовые стержни для электролиза и сварки, и наши специалисты помогут вам подобрать оптимальные параметры изделий с учетом особенностей технологических процессов вашего производства и решаемых задач.
Графитовые электроды для сварки
Существует несколько способов соединения медного провода. Но как показывает практика, самым быстрым, надежным и долговечным является сварка.
СОДЕРЖАНИЕ
- Плюсы и минусы графита
- Сфера использования стержней и особенности работы с ними
- Регулировка силы тока
- Сваривание алюминиевой проводки
- Как правильно варить скрутку кабеля
- Техника безопасности
- Итоги
Плюсы и минусы графита
Графитовые электроды в отличии от расходников из других материалов обладают очень весомым преимуществом: они пропускают электричество, не плавясь при этом. Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Наиболее весомые характеристики расходных материалов из графита:
- продукция представлена в торговой сети большим ассортиментом;
- стоимость расходных материалов невысокая;
- малый расход электрода при использовании;
- быстро разогреваются до температур, при которых плавятся металлы;
- при выполнении сварочных работ инвертором для разжигания дуги требуется небольшой ток – 5-10 ампер.
Необходимо подчеркнуть, что сварочный шов, сформированный с применением графитовых электродов, устойчив к воздействию высоких температур, невосприимчив к коррозии. Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Однако им свойственны не только преимущества, но и недостатки:
- сварочное соединение с помощью графитовых является достаточно сложным технологическим процессом из-за небольшого диаметра – 6 мм;
- применение графитовых расходных материалов повышает содержание углерода в заготовках.
 По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
По этой причине могут ухудшаться эксплуатационные характеристики готового соединения; - конкретный вид наконечника электродов пригоден для выполнения небольшого перечня операций. Поэтому необходим ассортимент расходных материалов в случаях, когда планируется выполнение различных видов работ.
 По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.

Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.

Сваривание алюминиевой проводки
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Как правильно варить скрутку кабеля
Одной из первостепенных задач при сваривании скрутки является защита изоляции кабеля от плавления. Универсальное решение заключается в том, что к месту выхода скрутки с изоляции подсоединяется металлический радиатор. Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Перед началом сваривания скрутки требуется выполнения небольшого объема подготовительных работ. Если на изоляции есть лаковое покрытие, то его следует удалить. Скручивать жилы между собой следует максимально плотно. Важно, чтобы они очень тесно контактировали. Оптимальной считается длина скрутки порядка 5-6 сантиметров. Концы жил обрезаются на одинаковом расстоянии, чтобы обе части скрутки попадали в зону сварки.
В том месте, где радиатор контактирует с проводкой, подключается масса. Остается поднести электрод к краю скрутки. Контакт должен быть коротким. Вполне достаточно одной секунды, чтобы на краю скрутки сформировался омедненный шарик из расплава металлов. Точно так же свариваются и другие участки скрутки: методом кратковременного замыкания цепи при помощи графитового электрода.
Техника безопасности
Применение угольных (графитовых) электродов дает возможность получать надежные соединения металлов и создавать долговечные изделия. Важно во время выполнения работ придерживаться правил техники безопасности. Наиболее значимые из них:
- Подающийся к кабелям ток при завершении выполнения операций необходимо отключить. Это исключит случайное поражение электрическим разрядом в случае непреднамеренного прикосновения к неизолированному участку проводки.
- Сварочные работы следует выполнять только в специальной защитной одежде и обуви. Помимо этого, необходимо использовать средства индивидуальной защиты – маску, рукавица, отвороты и т.д., которые помогают уберечь глаза и участки тела от ожогов.
- На месте выполнения сварочных работ не должны присутствовать легковоспламеняющиеся материалы. Именно они становятся причиной возникновения пожаров на сварочной площадке.
- После завершения сварки скрутки нужно дать время на остывание проводки. Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
- Сваренные скрутки по завершению работ нужно изолировать. Для этого используется изолента или термоусадочные трубки.
 Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.Итоги
Графитовые электроды являются популярным расходным материалом. Они востребованы для сваривания разных металлов – чугуна, стали, алюминия, меди и других. Для работы с графитовыми стержнями требуется определенный уровень квалификации. Но при наличии навыков специалист сможет сформировать надежное, устойчивое к высокой температуре, коррозии и прочему негативному воздействию соединение.
Графитовые электроды для сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 4
Графитовый электрод для сварки стали Котировки в режиме реального времени, цены последней продажи -Okorder.
 com
comОписание продукта:
Общая информация электрод из углеродистой стали. Припой представляет собой электрод типа порошка железа с низким содержанием водорода, который позволяет получать высококачественные рентгеновские сварные швы. Стальной сварочный электрод можно использовать во всех положениях на переменном или постоянном сварочном токе обратной полярности. 9
Материал: стальной сплав 50-240A
Рабочая температура: 20-40 градусов по Цельсию
Применение: Сварка материалов из углеродистой стали
Преимущества
Стабильная дуга, мало брызг, меньше дыма;
Более высокая эффективность осаждения;
Отличные сварочные характеристики;
Легкий повторный удар.
Детали упаковки
Размер: 2,5 мм X 300 мм (Упаковка: 5 кг/внутренние коробки 4 коробки/коробки = 20 кг 1 тонна/поддон)
Размер: 3,2 мм X 350 мм в коробках5. 4 коробки/коробки=20 кг 1 тонна/поддон)
Размер: 4,0 мм X 400 мм (Упаковка: 5,0 кг/внутренние коробки 4 коробки/картоны=20 кг 1 тонна/поддон)
Отправьте нам сообщение:
Электронная почта:
Телефон:
Необходимое количество:
Acre/AcresAmpere/AmperesBag/BagsBarrel/BarrelsBox/BoxesBushel/BushelsCarat/CaratsCarton/CartonsCase/CasesCentimeter/CentimetersChain/ChainsCubic Centimeter/Cubic CentimetersCubic Foot/Cubic FeetCubic Inch/Cubic InchesCubic Meter/Cubic MetersCubic Yard/Cubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Fluid OuncesFoot/FeetForty-Foot Container Furlong/FurlongsGallon/GallonsGill/GillsGrain/GrainsGram/GramsGrossHectare/HectaresHertzInch/InchesKiloampere/KiloamperesKilogram/KilogramsKilohertzKilometer/KilometersKiloohm/KiloohmsKilovolt/KilovoltsKilowatt/KilowattsLiter/LitersLong Ton/Long TonsMegahertzMeter/MetersMetric Ton/Metric TonsMile/MilesMilliampere/ MilliamperesMilligram/MilligramsMillihertzMilliliter/MillilitersMillimeter/MillimetersMilliohm/MilliohmsMillivolt/MillivoltsMilliwatt/MilliwattsNautical Mile/Nautical MilesOhm/OhmsOunce/OuncesPack/PacksPair/PairsPallet/PalletsParcel/ParcelsPerch/PerchesPiece/PiecesPint/PintsPlant/PlantsPole/PolesPound/PoundsQuar t/QuartsQuartersRod/RodsRoll/RollsSet/SetsSheets/SheetsShort Tons/Short TonsSquare сантиметр/квадратные сантиметрыSquare Foot/Square FeetSquare Inch/Square InchesSquare Meter/Square MetersSquare Miles/Square MilesSquare Yard/Square YardsStone/TnesTonsTstonesStrands/Strands ЛоткиДвадцатифутовый контейнерЕдиница/ЕдиницыВольт/ВольтВатт/ВаттWpЯрд/Ярды
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Запросить цену/MOQ
- Q: Устройство прессования графитовых электродов
- Графитовый электрод в основном используется в нефтяном коксе и игольчатом коксе, каменноугольном пеке в качестве связующего, кальцинации, смешивании, замешивании, прессовании, выпечке и графитизации, а также изготавливается на обрабатывающей машине, является проводником в электродуговой печи для образования дугового разряда. для нагрева и плавления шихты по уровню индекса качества можно разделить на обычную мощность, большую мощность и сверхвысокую мощность.
 для нагрева и плавления шихты по уровню индекса качества можно разделить на обычную мощность, большую мощность и сверхвысокую мощность.
для нагрева и плавления шихты по уровню индекса качества можно разделить на обычную мощность, большую мощность и сверхвысокую мощность.- Q:Классификация графитовых электродов
- Позволяет использовать графитовый электрод с плотностью тока менее 17А/см 2 , в основном используемый для производства стали, плавки кремния, желтого фосфора и других обычных силовых печей.
- В: Какова роль платинового электрода? В чем разница между графитовым электродом и графитовым электродом?
- В электрохимическом процессе электрод не должен влиять на реакцию на рабочем электроде, поэтому часто выбирают платину и графит
- В: Почему угольная щетка для тележки должна быть сделана из графита?
- То, что вы сказали, является графитовым графитовым электродом, может быть высокий чистый графитовый графитовый проводящий коэффициент, настолько высокий, прочный, с высокой плотностью, графит в основном используется в автомобилях, таких как генераторы и электрические инструменты.

- В: Какие существуют виды углерода? Класс графитового электрода
- можно разделить на обычный силовой графитовый электрод в зависимости от допустимой плотности тока. Электрод высокой мощности и электрод сверхвысокой мощности.
- В: Как насчет покрытия графитового электрода, устойчивого к высокотемпературному окислению?
- Термостойкое покрытие обычно способно выдерживать температуру на 300 градусов ниже температуры, обычно используется алюминиевая термостойкая краска, высокая термостойкость может выдерживать более высокие температуры, например 800 градусов и более, обычно используется силиконовая термостойкая краска
- В: Графитовый электрод при обработке на фрезерном станке, пыль особенно велика, загрузка 5 минут, мастерская не может открыть фигуру, каково решение?
- Поскольку это приведет к короткому замыканию, лучший выбор пылесборника мешкового типа, наша компания графит в Линьчжоу, и, прежде чем вам понравится, затем Xinxiang Keli, чтобы помочь нам разработать комплект оборудования для удаления пыли, а затем операция почти нет пыли, вы можете проконсультироваться по конкретному
- В: В чем разница между азотом пиридинового типа и азотом графитового типа? Говорят, что графит высокой чистоты
- производит графитовый электрод, зольность очень низкая, обычно ниже 10 миллионов.

- В: Графитированный кокс, графит, сломанный, перепутанный, как экспортировать?
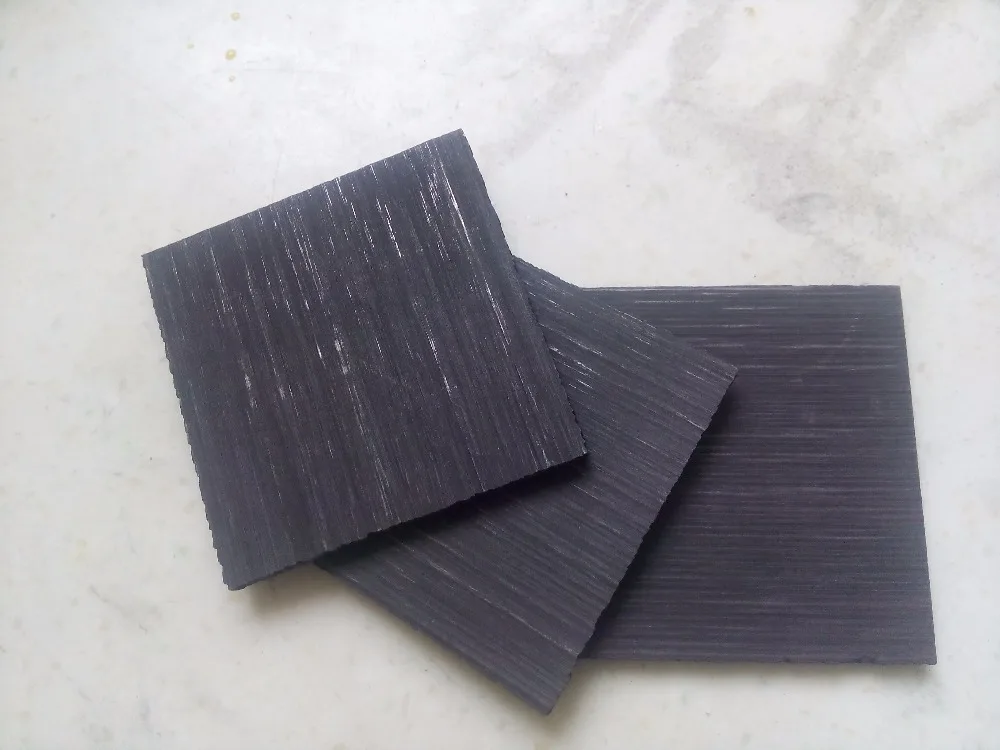
- Графитовый порошок мягкий, черно-серый, жирный и загрязняющий бумагу. Твердость составляет 1~2, по вертикали с увеличением примесей ее твердость может быть увеличена до 3~5. Удельный вес составляет 1,9 ~ 2,3. В условиях изолированного кислорода температура плавления превышает 3000 градусов по Цельсию, и это один из самых тугоплавких минералов. При комнатной температуре химические свойства каменного тонера относительно стабильны, нерастворимы в воде, разбавленной кислоте, разбавленной щелочи и органических растворителях. Материал обладает высокой термостойкостью и проводимостью и может использоваться в качестве огнеупорных материалов, токопроводящих материалов, износостойких и смазочных материалов.
- В: Графит изготовлен из высокопрочного графита, это своего рода спецификация сорта графита.
- Графитовый стержень относится к графитовому стержню без обработки. Графитовый электрод относится к готовому изделию.
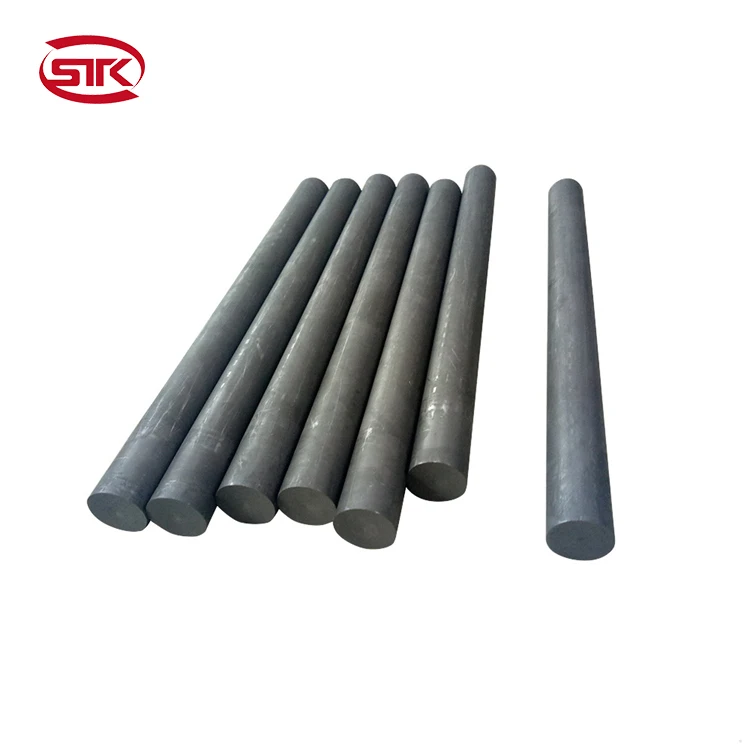 Графитовый электрод относится к готовому изделию.
Графитовый электрод относится к готовому изделию.1. Обзор производителя | |
|---|---|
| Местоположение | |
| Год создания | |
| Стоимость годового выпуска | |
| Основные рынки | |
| Сертификаты компании | |
2. Сертификаты производителя | |
|---|---|
| а) Название сертификата | |
| Диапазон | |
| № по каталогу | |
| Срок действия | |
3. Возможности производителя Возможности производителя | |
|---|---|
| а) Торговая мощность | |
| Ближайший порт | |
| Процент экспорта | |
| Количество сотрудников отдела торговли | |
| Язык общения: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Ценовой диапазон продукта | |
Сварочные углеродно-графитовые стержни с медным покрытием 10 мм
Угольный электрод для планирования газовой угольной дуги представляет собой электрический полюс, используемый при планировании газовой угольной дуги. Электрическая дуга может возникать между электродом и металлическими предметами, поскольку электрический столб и металлические предметы образуют электрическую петлю. Тепло, выделяемое электрической дугой, расплавляет металл, а сжатый воздух сдувает остатки расплавленного металла вокруг угольного электрода. Технология использования этого метода для резки металла или создания пазов на металле или удаления лишних металлических деталей называется планированием угольной дуги.
Электрическая дуга может возникать между электродом и металлическими предметами, поскольку электрический столб и металлические предметы образуют электрическую петлю. Тепло, выделяемое электрической дугой, расплавляет металл, а сжатый воздух сдувает остатки расплавленного металла вокруг угольного электрода. Технология использования этого метода для резки металла или создания пазов на металле или удаления лишних металлических деталей называется планированием угольной дуги.
Заявок:
1.Gen-сварка.
2. удаление, обрезка и обработка дефекта припоя.
3. щелевая форма «U»
4.Устранение дефектов сварки.
5. Открытый паз, в частности, стыковочный паз.
Спецификация:
1. Плотность: ≥1,6 г/м3
2. Удельное сопротивление: ≤19 мкОм
3. Прочность на сжатие: ≥36 МПа
4. Прочность на изгиб: ≥17 МПа
5. Тепловое расширение: ≤3,00
6.Зольность:≤0,50%
7. Размер частиц: 0,2-2,0 мм
8. Размеры: диаметр 6 мм, 8 мм, 10 мм, длина 305 мм, 350 мм или по вашему требованию.
Размеры: диаметр 6 мм, 8 мм, 10 мм, длина 305 мм, 350 мм или по вашему требованию.
Преимущества:
стабильная дуга, меньше брызг
форма хороший внешний вид
легко для удаления слоя шлака
легко для зажигания дуги и повторной дуги
Индексы продукта:
НЕТ. | Плотность | Сопротивление | Сжатие Сила | Изгиб Сила | CTE | Ясень | Зерно Размер |
г/см3 | мкОм·м | МПа | МПа | % | |||
>= | <= | <= | |||||
ТС160 | 1,60 | 13. |
