Токарно-винторезный станок модели 16К20 — полезная информация Токарные станки по металлу
Предварительные замечания. Токарно-винторезные станки модели 1К62 изготовлены на отечественных заводах в большом количестве и широко используются в нашей промышленности. Они вполне удовлетворяют основным требованиям, предъявляемымк металлорежущим станкам.
Непрерывно находятся пути совершенствования конструкций металлорежущих станков. Созданный ими новый станок модели 16К20 с высотой центров 215 мм (рис. 30) является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции.
Так, при общей кинематической схеме и максимально унифицированной конструкции на базе станка I 6K20 нормальной точности изготовляются также станки модели 16К20П — повышенной точности, модели 16К20Г — нормальной точности с выемкой в станине, что позволяет изготавливать на нем детали диаметром до 630 мм, и модели 16К25 — облегченный станок нормальной точности с высотой центров 250 мм.
Управление станком. На рис. показан общий вид станка и органы его управления. Все переключения рукояток, перемещения маховичков и пр. производятся от руки, кроме регулирования болта 13, где следует применять ключ.
Краткая техническая характеристика станка и некоторых его конструктивных особенностей. Токарно-винторезный станок модели 16К20 завода «Красный пролетарий» характеризуется следующими данными:
| Наибольший диаметр обрабатываемой детали, устанавливаемой над станиной, в мм | 400 |
| Наибольший диаметр точения над поперечным суппортом, мм | 220 |
| Наибольший диаметр обрабатываемого прутка, мм | 50 |
| 710, 1000,1400, 2000 | |
| Наибольшая длина обтачивания, мм | 640, 930, 1330, 1930 |
| Частота вращения шпинделя, об/мин | 12,5—1600 |
| Пределы продольных подач, мм/об | 0,05—2,80 |
| Пределы поперечных подач, мм/об | 0,025—1,40 |
Нарезаемые резьбы: | |
| метрическая, шаг, мм | 0,5—112 |
| дюймовая, число витков на 1* | 56—0,25 |
| модульная, шаг в модулях | 0,5—112 |
| питчевая, шаг в питчах | 56—0,25 |
| Мощность главного электродвигателя, кВт | 10 |
Станок снабжен держателем центрового инструмента (рис. 31), позволяющим вести обработку отверстий как с ручной, так и с механической подачей, не пользуясь задней бабкой. Держатель центрового инструмента 1 устанавливается в соответствующую позицию резцедержателя 6, маркированную символом, обозначающим сверло, и закрепляется винтами 5. В держатель, имеющий цилиндрическое отверстие, вставляется переходная втулка 2 с коническим отверстием под сверло 4 (или другой центровой инструмент). Втулка в держателе закрепляется стопорным винтом 3.
31), позволяющим вести обработку отверстий как с ручной, так и с механической подачей, не пользуясь задней бабкой. Держатель центрового инструмента 1 устанавливается в соответствующую позицию резцедержателя 6, маркированную символом, обозначающим сверло, и закрепляется винтами 5. В держатель, имеющий цилиндрическое отверстие, вставляется переходная втулка 2 с коническим отверстием под сверло 4 (или другой центровой инструмент). Втулка в держателе закрепляется стопорным винтом 3.
Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержатель. Визир должен быть вдвинут в кронштейн до упора.
Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок.
Станок снабжен также жестким микрометрическим упором продольного хода.
Поособому заказу к станку прилагаются также верхнисалазки с механическим перемещением, что позволяет точить на этом станке конусы, используя механическую подачу; приспособление для обработки многогранников; приспособление для многопроходного нарезания резьб; гидрокопировальный суппорт; конусная линейка; задний резцедержатель и некоторые другие универсализирующие станок устройства и части.
Токарный станок красный пролетарий 16к20
16К20 Станок токарно-винторезный универсальный
паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16К20
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П. 061.000 этого станка стали стандартом для всех последующих моделей этой серии.
061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
16К20 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станки 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20 — станок токарно-винторезный — высота центров 215 мм, Ø 400 мм;
- 16К20П — станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г — станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 — облегченный токарно-винторезный станок Ø 500 мм;
- 16К20Ф3 — станок токарный с ЧПУ.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Универсальный токарно-винторезный станок 16к20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии — ДИП-200 в 1932 году.
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик — Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель — Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 220 мм
- Расстояние между центрами — 710, 1000, 1400, 2000 мм
- Высота центров — 215 мм
- Допустимая масса изделия, устанавливаемого в центрах — 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне — 200 кг
- Мощность электродвигателя — 11 кВт
- Вес станка полный — 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Диаметр сквозного отверстия в шпинделе — Ø 52 мм
- Наибольший диаметр обрабатываемого прутка — Ø 50 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) — 12,5.
 .1600 об/мин
.1600 об/мин - Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) — 19..1900 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
 .1600 об/мин
.1600 об/минПодачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач — 0,05..2,8 мм/об
- Пределы поперечных подач — 0,025..1,4 мм/об
- Пределы шагов резьб метрических — 0,5..112 мм
- Пределы шагов резьб модульных — 0,5..112 модулей
- Пределы шагов резьб дюймовых — 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых — 56..0,5 питчей
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16к20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение — шпиндель включен в прямом направлении;
- Нейтральное положение — торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение — реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
Коробка скоростей токарно-винторезного станка 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5. .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 — позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Рукоятки управления токарно-винторезным станком 16к20
Технические характеристики, принцип работы и схемы токарного станка 16К20
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*10 3 . Регулировка дискретная число передач 24.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10 3 . Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 10 3 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
- Р – Индикатор нагрузки Э38022 (амперметр
20А).


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм.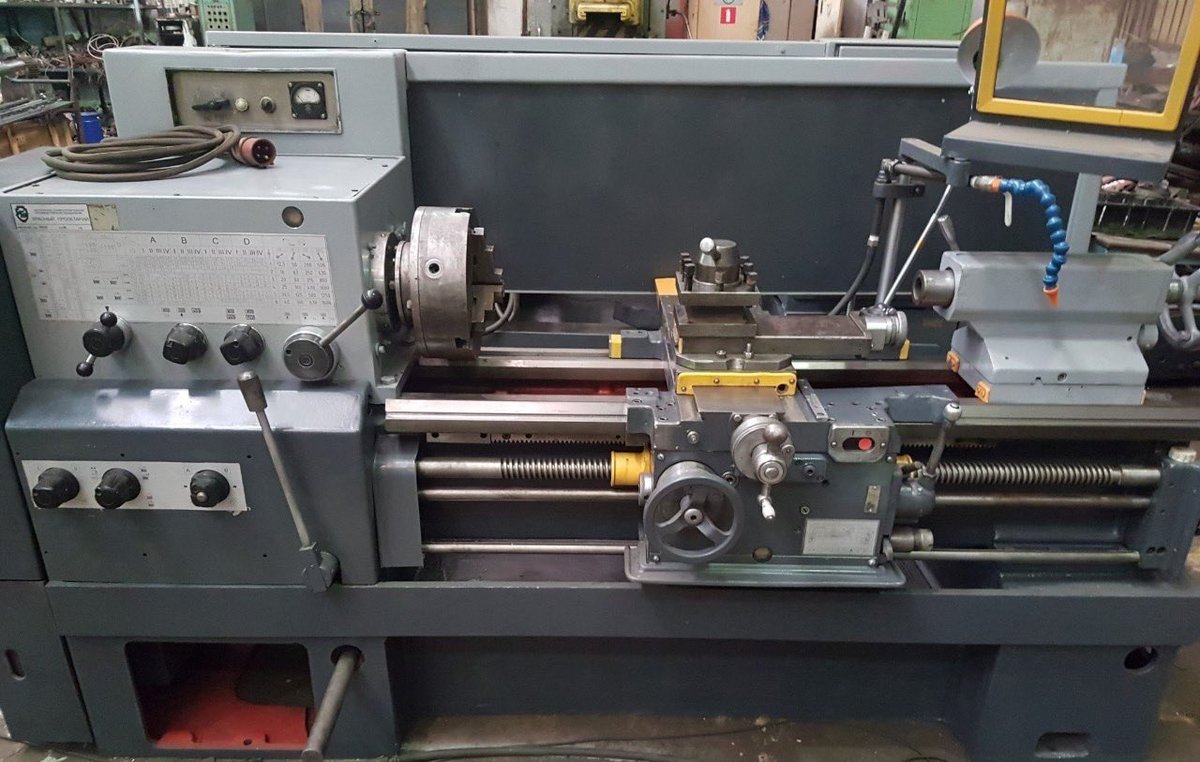 Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
 Экстренное отключение суппорта.
Экстренное отключение суппорта.Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
Легкий токарно-винторезный станок РЗТС 16К20
Основные характеристики
Поля помеченные звездочкой
(*) — обязательны для заполнения.
Описание
Токарно-винторезный станок. Комплектация. Принцип работы узлов
Токарно-винторезный станок 16К20 производился на Московском станкостроительном заводе «Красный пролетарий» с 1973 года. В СССР эта модель была лидером в своем сегменте за счет универсальных характеристик. С 1989 года она была признана устаревшей и снята с производства. Рязанский Завод Токарных Станков разработал аналог — станок 16Р20 класса нормальной точности, который успешно заменяет советское оборудование и соответствует современным реалиям жизнедеятельности.
С 1989 года она была признана устаревшей и снята с производства. Рязанский Завод Токарных Станков разработал аналог — станок 16Р20 класса нормальной точности, который успешно заменяет советское оборудование и соответствует современным реалиям жизнедеятельности.
Предлагаем вам познакомиться с универсальным токарно-винторезным станком 16К20 (аналог РЗТС 16Р20). Он используется для точения заготовок с поверхностью любой сложности и нарезания резьбы. Детали конической, цилиндрической, торцевой формы затачиваются с нормальной или повышенной точностью. Среди видов производимых процессов накатка, раскатка и выглаживание. Незаменимая вещь в мелкосерийном производстве и для компаний, выполняющих ремонтные работы. Изделия вытачиваются в чистовом или черновом виде. Важной особенностью является конструкция токарного станка, отличающаяся жесткостью и повышенной устойчивостью к вибрациям. Высокая мощность и ремонтопригодность позволяет эксплуатировать станочное оборудование в усиленном режиме. А теперь немного информации по каждой детали конструкции.
А теперь немного информации по каждой детали конструкции.
Станина
Эта часть станка имеет прямоугольную форму и отливается из чугуна. Основой являются закаленные шлифованные направляющие. По ним перемещается суппорт. Основанием для станины служит сборник стружки. Он же является резервуаром для охлажденной жидкости. Здесь располагаются главныеузлы станка — приводной электродвигатель и гидравлика и охладительная система.
Шпиндель
Шпиндель с фланцем вставляется в прецизионные подшипники качения передним концом. Во время процесса точения дополнительное регулирование не требуется. Шпиндельная задняя бабка выходным валом соединяется с коробкой передач через зубчатые колеса. Она способствует движению суппорта, обеспечивая широкий диапазон подач во время точения и нарезания резьбы. В процессе деятельности происходит соединение ходового винта с входным валом. В передней бабке находится режим переключения скоростей. Благодаря этому заготовка вращается в соответствующем режиме. Они устанавливаются на фланец, патроны — на коническую шейку. Коническое отверстие создано для установки центров.
Они устанавливаются на фланец, патроны — на коническую шейку. Коническое отверстие создано для установки центров.
Суппорт
На суппорте находится режущий инструмент и производится подача его движения. Основными частями конструкции являются каретка продольного перемещения, поперечные салазки, поворотная часть, резцовая каретка, резцедержатель. Для лучшей обработки конусов резцовая каретка устанавливается и работает в режиме под углом. Крупные линейки с визирами отмечают передвижение резцовых и поперечных салазок. Резцедержатель при это находится в жесткой фиксации.
Фартук
Переход вращения ходового винта и вала в перемещение суппорта осуществляется с помощью фартука станка. Это происходит, начиная от действия разъемной гайки, через зубчатую и реечную передачу в ходовой вал.
Особенность модели
Фартук имеет уникальный механизм отключения подачи суппорта. Этим достигается точная фиксация на жесткой основе, что гарантирует безопасный режим работы оператора. В довершение для этого еще используются ограждение и блокировка конструкции в опасной ситуации.
В довершение для этого еще используются ограждение и блокировка конструкции в опасной ситуации.
Задняя бабка
В задней бабке располагается пиноль. Отверстие конического формата усиливает неподвижность поставленной заготовки. Для этого дополнительно можно устанавливать подвижные и неподвижные центра. Задняя бабка с осевым инструментом качественно обрабатывает середину детали и выделывает центрального отверстия. Пиноль для вытачивания изделий запускается с помощью маховичка. При достижении необходимого положения фиксируется движением рукоятки. Задняя бабка движется по направляющим станины и также закрепляется вручную.
Электрошкаф
Электрошкаф отвечает за надежность работы всего станка и отсутствие неисправностей. При установке цифровой версии ошибки в работе можно увидеть и исправить на начальной фазе, чтобы не допустить большого простоя в работе. Конструкция укомплектована подробной схемой, которая позволяет быстро осуществить пуск, отладить работу и эксплуатировать станочное оборудование без сбоев.
От чего зависит класс точности заточки
В основной комплектации токарный станок производится с нормальными показателями точности. Существуют возможные отклонения в пределах нормы стандарта ГОСТ. Это шероховатая поверхность изделий конструкционной стали, при точении конусов отклонение 20 мкм по длине 300 мм, у цилиндров — 7 мкм, торцевые детали — 15 мкм при диаметре 300 мм. При установке цифрового устройства достигается повышенная точность.
Токарный станок поставляется в дополнительной комплектации с установленным устройством цифровой индексации. Что это дает?
Повышение производительности труда оператора.
Увеличение скорости заточки и нарезки.
Максимальная точность созданных деталей.
Отсутствие брака за счет контроля качества и размеров компьютерными системами.
Дополнительные преимущества УЦИ
Установка абсолютных координат для каждой операции.
Эксплуатация с минимальным износом внутренних механизмов станка.
Отсутствие люфта механической системы измерений.
Точное отображение осей станка.
Калькулятор для точных расчетов.
Предлагаем лучшее
Рязанский Завод Токарных Станков производит аналог станка 16К20 и осуществляет его капительный ремонт. Это модель 16Р20Н. Заказать токарный станок в механической или цифровой комплектации вы можете, позвонив по нашим телефонам или оставив заявку на сайте.
Ремонт токарных станков 1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058 в Москве
Универсальные токарные станки завода «Красный пролетарий» самые распространенные позиции на металлообрабатывающем рынке России и странах СНГ. Основная масса этих станков выпускалась с 1956 по 1991 год. Только с 1956 по 1972 год было выпущено более 202 тысяч токарно-винторезных станков 1К62, более совершенная модель 16К20 сходила с конвейера 1000 раз в месяц. Около 10% продукции предприятия уходила на экспорт. Стоит заметить, что оригинальные станки 1К62 и 16К20 не выпускаются с 90-х годов.
На сегодняшний день огромная масса этих станков работает на предприятиях нашей страны, что говорит о безупречном качестве оборудования. На вторичном рынке металлообрабатывающего оборудования станки «Красный пролетарий» по сей день пользуются спросом, порою встречаются работающие агрегаты возрастом более 50 лет.
На вторичном рынке металлообрабатывающего оборудования станки «Красный пролетарий» по сей день пользуются спросом, порою встречаются работающие агрегаты возрастом более 50 лет.
Но, к сожалению возраст, большая загруженность станка, неправильная эксплуатация, не своевременный сервис берут свое и ожидать от станка идеальной обработки детали без капитального ремонта не стоит.
Ввиду большой загруженности ремонтного цеха, сейчас на капитальный ремонт принимаются только самые распространенные модели токарных станков «Красный пролетарий», а именно 1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058 и их модификации.
Наш капитальный ремонт токарных станков это:
-
Проверка станка в работе и составление дефектной ведомости.
-
Полная разборка станка на узлы, с последующим разбором узлов станка на детали. Демонтаж электрооборудования. Очистка станка и узлов от масла и ржавчины.
-
Шлифовка станины на продольно-шлифовальном станке Heckert.
-
Замена деталей в коробке скоростей, а именно подшипников, зубчатых шестеренок, шлицевых валов, многодисковой фрикционной муфты, маслонасоса.
-
Замена подшипников и зубчатых шестеренок в коробке подач.
-
Шлифовка направляющих рейки фартука, с последующей заменой подшипников и маточной гайки.
-
Шлифовка направляющих суппортной группы и замена клиньев, винтов и гаек.
-
Шабрение направляющих задней бабки. Расточка отверстий задней бабки и замена пиноли.
-
Полностью замена электрической части и проводки станка на более современные элементы.
-
Установка системы охлаждения.
-
Работы по геометрии станка и выставлению паспортной точности станка.
-
Обкатка и проверка в работе.
-
Окраска.
-
Окончательная обкатка и проверка в работе отделом ОТК.
-
Проверка станка клиентом. Сдача.


Цена на капитальный ремонт токарных станков и сроки выполнения предоставляются по официальному запросу Вашего предприятия. Станок 16К20 после капитального ремонта в наличии на складе.
1К62 и 16к20 отличия — Мастер Фломастер
Универсальный токарно-винторезный станок
Модификации токарного станка 16К20
16К20, 16К25 — Базовая модель токарно-винторезного станка, пришедшего на смену моделям 1К62 и 1К625. Опытные партии агрегатов выпускались с 1971 года, а массовое производство началось с 1973 года, после реконструкции завода. Производство станков модели 16К20 окончательно прекращено в 1988 году.
Опытные партии агрегатов выпускались с 1971 года, а массовое производство началось с 1973 года, после реконструкции завода. Производство станков модели 16К20 окончательно прекращено в 1988 году.
16К20П — универсальный станок повышенной точности. Класс точности «П». Не подходит для черновой обработки деталей.
16К20ПФ1 — Станок токарно-винторезный повышенной точности с устройством цифровой индикации (РМЦ710).
16К20М — Токарно-винторезный станок, механизированный, продукционный, созданный на базе обычного серийного агрегата 16K20 с гидрокопировальным устройством заднего расположения. Данная модификация станка выпускалась с 1975 года.
16К20Г — Токарный станок нормальной точности класса «Н» с выемкой в станине, предназначенный для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.
16К20ВФ1 — Станок высокой точности с цифровой индикацией.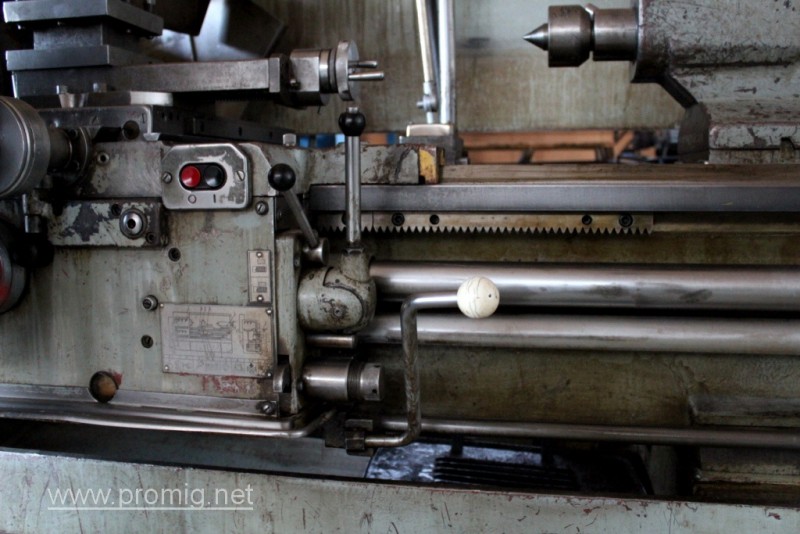 Используется преимущественно на чистовых работах с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали. Не подходит для черновой обработки деталей.
Используется преимущественно на чистовых работах с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали. Не подходит для черновой обработки деталей.
16Л20, 16Л20П, 16Л20К — Данные модели токарных станков выпускались на Ереванском станкостроительным заводом им. Дзержинского.
Российские аналоги станка 16К20
16ВТ20, 16ВТ20П — Производитель: Витебский станкостроительный завод «Вистан». Ø 500
16В20, 16В20П — Производитель: Астраханский станкостроительный завод. Ø 445
МК6056, МК6057, МК6058 — Производитель: Красный пролетарий г. Москва. Современная модель, пришедшая на смену базовой модели 16К20. Ø 500
16Б16, 16Б16П, 16Б16В, 16Б16А — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 360
Samat 400L, Samat 400M, Samat 400S — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 400
Самара. Ø 400
МСТ1620М — Производитель: Минский станкостроительный завод им. Октябрьской революции МЗОР. Ø 400
КА-280 — Производитель: Киевский станкостроительный завод «Веркон». Ø 400
ЖА-805 — Производитель: Житомирский завод станков автоматов «ВерстатУниверсалМаш». Ø 400
Зарубежные аналоги станка 16К20
CA6140A, CA6140B, CA6240A, CA6240B — производитель: Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай. Ø 400
CD6140A, CD6240A — производитель: Dalian Machine Tool Group DMTG Китай. Ø 400
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — производитель: Bochi Machine Tool Group Co.,ltd. Китай. Ø 400
C6240 — производитель: Anhui Chizhou Household Machine Tool Китай. Ø 400
GH-1840 ZX — производитель: Jet Швейцария, Китай. Ø 460
C11MS — производитель: Zmm-Bulgaria Holding Ltd. , ЗММ Болгария Холдинг. Ø 510
, ЗММ Болгария Холдинг. Ø 510
CU402 — производитель: ZMM Vratsa, ЗММ Враца, Болгария. Ø 400
В советское время среди специалистов в своем деле были достаточно популярны токарно-винторезные станки 1К62 и 16К20. Как и все станки они обладали и преимуществами, и недостатками, при этом они заслужили признание и являлись основным оборудованием в своем классе.
16К20 и 1К62 – это токарно-винторезные станки, которые использовались при выполнении разных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.
Токарный станок 16К20 – это новая версия модели 1К62 со значительно улучшенными многими техническими характеристиками (точность, производительность, надежность, безопасность работы и т. д.).
16К20 общий вид
Если вам необходимо подобрать и просчитать стоимость и сроки поставки аналогов 16К20 и 1К62, заполните и отправьте заявку
Современные аналоги
На данный момент выпускаются несколько близких аналогов различных брендов таких как: Stalex, Proma, MetallMaster, Jet. В этой статье будет представлен небольшой обзор данного оборудования (особенности, преимущества и недостатки, технические характеристики) и выберем подходящий аналог для ваших работ.
В этой статье будет представлен небольшой обзор данного оборудования (особенности, преимущества и недостатки, технические характеристики) и выберем подходящий аналог для ваших работ.
Stalex C6140W
Рассматривать начнем с аналогичной модели Stalex C6140W. Данный станок предназначен для токарной обработки, нарезания резьбы, сверления различных металлов. Кроме того, Stalex C6140W способен производить обработку различных полимерных материалов. Станок имеет коробку передач с большим выбором подач, что позволяет оптимально подобрать необходимую скорость обработки деталей, также на станке установлено УЦИ по 3-м осям, что делает работу оператора наиболее точной и удобной, это в свою очередь увеличивает производительность. Помимо этого, на станке реализована работа передач в масляной ванне, что способствует уменьшению трения и сокращению расхода энергии.
Также Stalex C6140W имеет еще ряд дополнительных особенностей:
- реверсивное, толчковое вращение шпинделя;
- централизованная система смазки суппорта;
- регулируемая задняя бабка для точения конусов;
- дублирующий рычаг включения вращения заготовки.

Скачать паспорт Stalex C6140W
Proma SPF-1000P/1500P
Следующий станок, который является аналогом 16К20 и 1К62, Proma SPF-1000P/1500P.
К его преимуществам можно отнести: подсветку рабочей зоны (дает возможность трудиться на плохо освещенных рабочих местах), безопасность (специальный экран защищает от попадания каких-либо посторонних вещей во вращающийся патрон, что делает работу на оборудовании безопаснее), точение деталей небольшого размера (на станине установлен люнет, который позволяет обрабатывать заготовки большой длины и малого диаметра, при этом оператор получает равномерную обработку без прогиба заготовки. В дополнение к этому имеется быстрая фиксация (на задней бабке находится пиноль с ходом, благодаря чему можно легко и быстро фиксировать заготовку в центре и начать точение).
В недостатки следует записать подвижный люнет на бронзовых вкладышах (неподвижный на шарикоподшипниках), а также тот факт, что все ручки на передней бабке переключаются по щелчку, который надо «нащупать», а к этому уже нужно будет привыкнуть.
Также к основным особенностям этого Proma SPF-1000P/1500P относят:
- ножной тормоз;
- все подвижные узлы работают в масляной ванне;
- установлено УЦИ;
- простое и удобное управление;
- высокое качество;
- кнопка экстренной остановки;
- долгий срок эксплуатации;
- установлена система смазочно-охлаждающей жидкости.
Скачать паспорт Proma SPF-1000P/1500P
MetalMaster MLM 460×1500
Следующим аналогом для изучения будет MetalMaster MLM 460×1500. Это токарный станок универсального типа. Преимущества данного оборудования заключаются в наличии системы Camlock D1-6 для зажима шпинделя (разновидность муфт быстрого соединения с помощью эксцентриковых кулачков), отшлифованной закаленной станины достаточно большой ширины с основанием из цельного материала, задней бабки со смещением до 13 мм для обработки конусов большого размера, большого числа шагов резьбы при нарезке, съемного мостика для обработки заготовок, имеющих большой диаметр.
MetalMaster MLM 460×1500
Кроме вышеперечисленных достоинств данного аналога в целом, можно выделить их еще и у УЦИ:
- значительно увеличенная точность при точении;
- экономия времени на точение деталей различной сложности.
Скачать паспорт MetalMaster MLM 460×1500
Jet GH-1840 ZX DRO
Последний аналог 16К20 и 1К62, который будем рассматривать – это
Jet GH-1840 ZX DRO. Данный станок – довольно мощное оборудование уже профессионального класса. Оно необходимо для осуществления сверхточных работ по металлу и дереву. Jet GH-1840 ZX DRO выделяется своей массивностью и усиленной конструкцией. Его направляющие выставляются при помощи дисплея цифровой индикации.
Jet GH-1840 ZX DRO
Можно отметить следующие особенности:
- благодаря коробке передач можно нарезать резьбу без снятия/установки шестерен;
- автоподача продольного и поперечного суппорта;
- механизм привода шпинделя постоянно функционирует в масляной ванне, что как было сказано выше, способствует уменьшению трения и сокращению расхода энергии;
- централизованная система подачи смазки продольного суппорта.

Скачать паспорт Jet GH-1840 ZX DRO
| 1К62 | 16К20 | Stalex C6140W | Proma SPF-1000P/1500P | Metal Master MLM 460X1000/1500 | Jet GH-1840 ZX DRO | |
| Диаметр обточки над станиной (мм) | 400 | 400 | 420 | 460 | 460 | 460 |
| Расстояние между центрами (мм) | 1000/1500 | 710/1000/ |
1400/2000
3200х1166х1324
3795×1190×1500
2860x1000x1200
Если вам необходимо подобрать и просчитать стоимость и сроки поставки аналогов 16К20 и 1К62, заполните и отправьте заявку
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рисунок 1. Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Типичный токарно-винторезный станок 16К20 завода «Красный пролетарий» показан на рисунке внизу.
Устройство и классификация токарно-винторезного станка 16к20
Рисунок 2. Общий вид и размещение органов управления токарно-винторезного станка 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Главный привод, механизм подач, коробка подач токарно-винторезного станка 16К20.
Главный привод станка 16К20. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
С помощью гитары (смотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач токарного станка 16к20.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (смотри рисунок 4) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Рисунок 4. Коробка подач токарного станка 16к20.
Суппорт токарно-винторезного станка 16К20
| Производитель: Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, Россия  п. Отклонение от
цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от
прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк.
Токарно-винторезные станки 16К20 оснащены механическим фрикционом,
приводом быстрых перемещений суппорта, задняя бабка имеет
аэростатическую разгрузку, направляющие станины закалены HRCэ 49 — 57 п. Отклонение от
цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от
прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк.
Токарно-винторезные станки 16К20 оснащены механическим фрикционом,
приводом быстрых перемещений суппорта, задняя бабка имеет
аэростатическую разгрузку, направляющие станины закалены HRCэ 49 — 57
Область применения токарно-винторезного станка 16К20 чпу — мелкосерийное и серийное производство. | |

16К20 — Вики
Токарно-винторезный станок 16К20 относится к группе токарных-винторезных.
Станок токарно-винторезный 16К20Станок производился с 1973 года на Московском станкостроительном заводе «Красный пролетарий»[1]. С 1976-1991 г. ОАО «ГЗСУ» был в составе Московского производственного объединения «Красный Пролетарий». И часть узлов на «Красный пролетарий» поставлял ОАО «Гомельский завод станочных узлов». После банкротства завода «Красный пролетарий», ОАО «ГЗСУ» стал выпускать аналогичный станок под маркой ГС526У, который сейчас является максимально приближенным аналогом станка 16к20.[1] Основной универсальный токарно-винторезный станок машиностроения. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой. Станки 16К20 широко используются в промышленности стран бывшего СССР.
Обозначение модели 16К20,где 1-группа; 6-тип; 200 мм от оси шпинделя до направляющих станины.
Технические характеристики станка
Класс точности — H
Наибольший диаметр обрабатываемой заготовки над станиной 400 мм
Наибольший диаметр точения над поперечным суппортом 220 мм
Наибольший диаметр обрабатываемого прутка 50 мм
Наибольшая длина обрабатываемого изделия 710, 1000, 1400, 2000 мм
Предел числа оборотов шпинделя 12,5-1600 об/мин
Пределы подач — продольных 0,05-2,8 мм/об — поперечных 0,025-1,4 мм/об
Наибольшее усилие допускаемое механизмом подач на упоре — продольное 800 кгс — поперечное 460 кгс
Наибольшее усилие допускаемое механизмом подач на резце — продольное 600кгс — поперечное 360 кгс
Мощность электродвигателя главного движения 11 кВт
Габариты станка — длина 2505, 2795, 3195, 3795 мм — ширина 1190 мм — высота 1500 мм
Масса станка — 2835, 3005, 3225, 3685 кг
Капитальный ремонт станка 16к20
Согласно паспорту станка при проведении капитального ремонта необходимо провести следующий перечень работ:
1. Шлифовка станины 2. Коробка скоростей
Шлифовка станины 2. Коробка скоростей
— замена подшипников — замена зубчатых шестерен — замена шлицевых валов — замена многодисковой фрикционной муфты — замена маслонасоса
3. Коробка подач
— замена подшипников — замена зубчатых шестерен
4. Фартук
— замена подшипников — шлифовка направляющих рейки — замена маточной гайки
5. Суппорта
— шлифовка направляющих — замена винтов и гаек — замена клиньев
6. Задняя бабка
— шабрение направляющих — расточка отверстий — замена пиноли
7. Замена электрической части станки
8. Установка системы охлаждения
9. Геометрия станка и точность станка
10. Окраска[2]
Примечания
http://gzsu.by/ru/o-zavode.html
16К20 станок характеристики
Токарный станок 16К20: технические характеристики, схемы, работаПредшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
 Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок.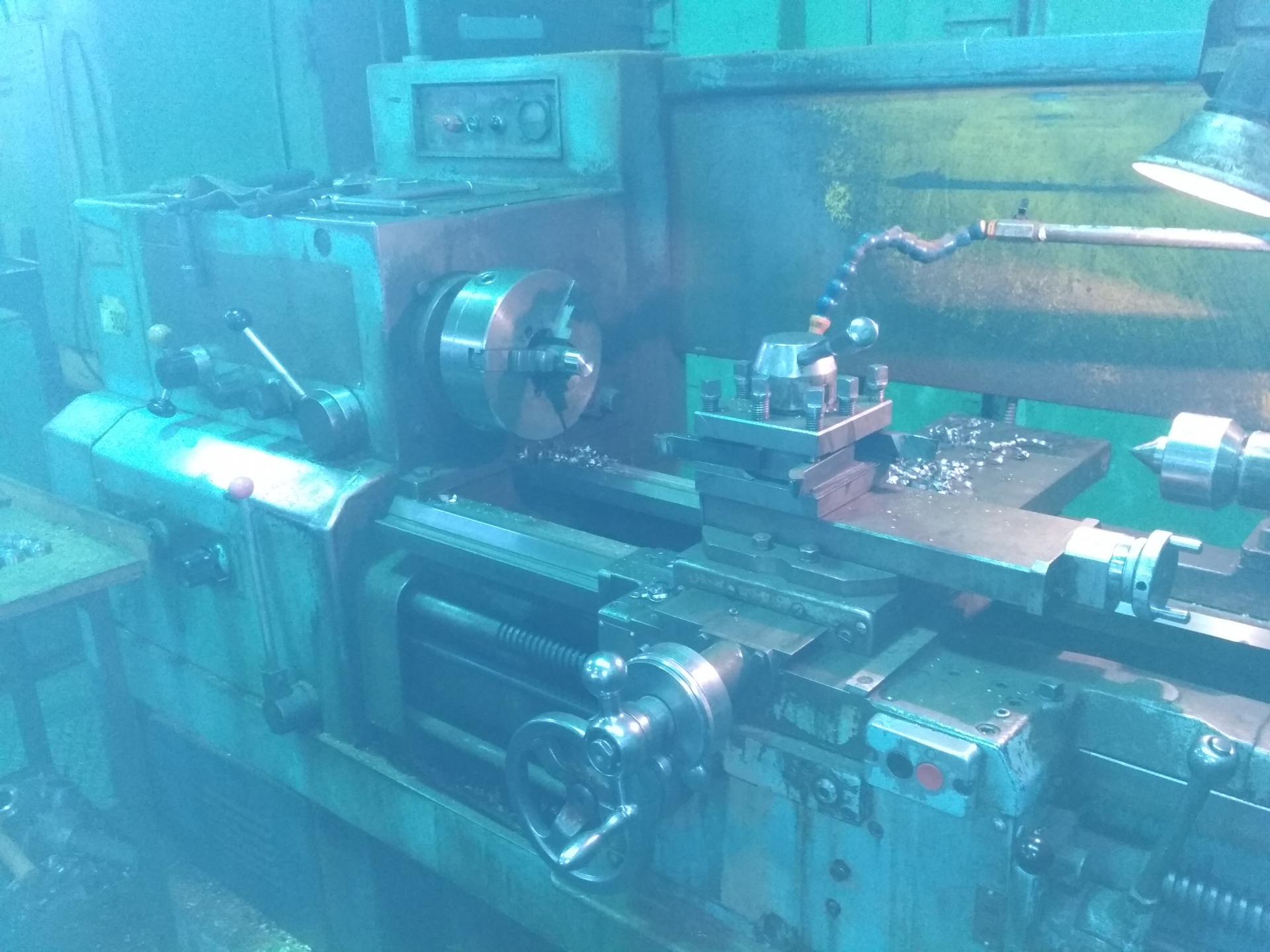 Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок16K20Проектирован для замены устаревшего 1K62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки для выбора скорости вращения и подачи компактно размещаются на передней части бабки.Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (от заводской линии) между направляющими рамы и передней бабкой. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.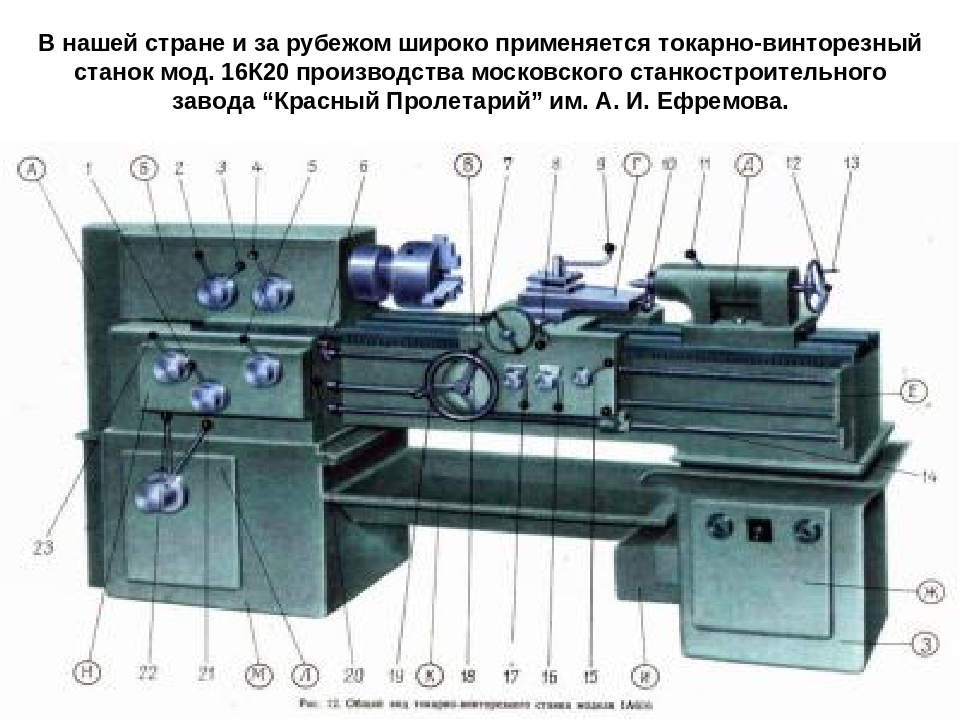
Электрооборудование
Электрооборудование машины размещено на отдельной панели управления, прикрепленной к задней стенке бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным мотором главного привода.Мотор развивает мощность до 10 кВт при скорости вращения вала 1600 об / мин. По специальному заказу был установлен еще более вращающийся двигатель — до 2000 оборотов.
Кинематика главной цепи движения
От главного двигателя вращение передается ременной передачей на главный вал редуктора. Для обеспечения технических характеристик вал 16К20 оснащен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимую работу машины. На двух дополнительных валах коробки имеются редукторы.Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Для расширения сферы применения и более полной реализации технических характеристик коробки передач 16К20 имеется так называемая негабаритная группа передач. Бюст позволяет нам получить 12 дополнительных скоростей — шесть из них будут в восемь раз медленнее и в шесть раз в 32 раза медленнее. В общей сложности коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12.5-1600 оборотов. Когда машина переворачивается, группа переборок не используется.
Бюст позволяет нам получить 12 дополнительных скоростей — шесть из них будут в восемь раз медленнее и в шесть раз в 32 раза медленнее. В общей сложности коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12.5-1600 оборотов. Когда машина переворачивается, группа переборок не используется.
16K20 в наши дни
Несмотря на появление более точного и функционального оборудования, в наше время станок широко используется на многих машиностроительных предприятиях. По соотношению «цена — точность обработки» 16К20 находится в очень выгодном положении. Оборудование крайне неприхотливое, обслуживание не дорогое.
Одним из больших недостатков 16K20 была ненадежность электриков.Следовательно, предпочтительно использовать машины после капитального ремонта с заменой всех ненадежных компонентов и компонентов.
р> , Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок 16K20Проектирован для замены устаревшего 1K62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки для выбора скорости вращения и подачи компактно размещаются на передней части бабки. Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (от заводской линии) между направляющими рельса станины и передней бабки. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (от заводской линии) между направляющими рельса станины и передней бабки. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование машины размещено на отдельной панели управления, прикрепленной к задней стенке бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным мотором главного привода.Мотор развивает мощность до 10 кВт при скорости вращения вала 1600 об / мин. По специальному заказу был установлен еще более вращающийся двигатель — до 2000 оборотов.
Кинематика главной цепи движения
От главного двигателя вращение передается ременной передачей на главный вал редуктора. Для обеспечения технических характеристик вал 16К20 оснащен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимую работу машины. На двух дополнительных валах коробки имеются редукторы. Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Для расширения сферы применения и более полной реализации технических характеристик коробки передач 16К20 имеется так называемая негабаритная группа передач. Бюст позволяет получить 12 дополнительных скоростей — шесть из них будут в восемь раз медленнее и в шесть раз в 32 раза медленнее. В общей сложности коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12.5-1600 оборотов. Когда машина переворачивается, группа переборок не используется.
16K20 в наши дни
Несмотря на появление более точного и функционального оборудования, в наше время станок широко используется на многих машиностроительных предприятиях. По соотношению «цена — точность обработки» 16К20 находится в очень выгодном положении. Оборудование крайне неприхотливое, обслуживание не дорогое.
Одним из больших недостатков 16K20 была ненадежность электриков. Следовательно, предпочтительно использовать машины после капитального ремонта с заменой всех ненадежных компонентов и компонентов.
Следовательно, предпочтительно использовать машины после капитального ремонта с заменой всех ненадежных компонентов и компонентов.
16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, он используется в основном в мелкосерийном производстве. Обе машины имеют единую конструктивную часть и общий принцип работы. Устройство позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Числовое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Из чего он состоит?
Технические характеристики 16K20F3 обусловлены конструкцией и кинематической схемой машины. Устройство выполнено в традиционной компоновке, которая соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Рама (рама).
- Рама.
- Каретка опоры.
- Держатель инструмента поворотного типа.
- Задняя и шпиндельная головка.
- Автоматическая раздаточная коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель мощности.

Принцип работы
Станок 16K20F3, технические характеристики которого позволяют выбирать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь установлена в шпинделе, приводимом клиноременным приводом от электрический двигатель.
- Скорость обработки корректируется с помощью автоматической коробки и шпинделя в сборе.
- Автоматическая коробка оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать необходимую скорость.
- Для увеличения или уменьшения пульсации используются шестерни головки шпинделя. Они управляются вручную, регулируют до 12 позиций.
- Каретка агрегата приспособлена для продольного перемещения с помощью электромагнитного привода.
- Поперечное скольжение суппорта и держателя инструмента осуществляется через привод, зубчатое колесо и ходовой винт.
- Поворотный держатель зубила может быть установлен в нескольких положениях с изменением углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях монтируется поперечная опора.
- Держатель инструмента расположен на держателе инструмента, рассчитанном на использование не более шести резцов, обрабатывающих заготовку в соответствии с указанной программой.

Гидравлический привод
Этот узел токарного станка 16К20Ф3, технические характеристики которого подтверждают, обеспечивают все основные процессы, связанные с функционированием рабочих элементов.Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Управляющий насос.
- Драйв.
- Бак с маслом.
- Контрольное оборудование.

Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого будут рассмотрены далее, имеет маркировку. Его декодирование выглядит следующим образом:
- Индекс «1» — токарный станок.
- 6 — винторезный.
- К — производство.
- 20 — указатель роста по центрам в сантиметрах.
- F3 — оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16K20F3: технические характеристики
Параметры рассматриваемого оборудования:
- Размеры — 3,7 / 2,2 / 1,65 м.
- Вес — 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр перо — Морзе 5.
- Рабочий диапазон от 12.От 5 до 2000 об / мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Продольные / поперечные ходы — 5000/7500 мм / мин.

Описание
Токарный станок 16К20ФЗ, технические характеристики которого указаны выше, оснащен чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный период эксплуатации. Главный привод — электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет отрегулировать обработку заготовки с максимальной точностью до требуемых размеров.
Шпиндель агрегата имеет диаметр отверстия 55 мм с возможностью крепления штифтов различного диаметра. Специальные турели используются для специальных операций, значительно расширяя возможности токарного оборудования. Это устройство наиболее подвержено износу, поскольку планетарная коробка передач деформируется в результате вымирания зубов или разрушения эксцентрика. Во избежание таких последствий поможет регулярно следить за состоянием механизмов и своевременной профилактической работой.Смазка деталей осуществляется при включении оборудования на разные элементы. Программа управления в автоматическом режиме определяет цикл подачи смазки на узлы оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушается.
Программа управления в автоматическом режиме определяет цикл подачи смазки на узлы оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушается.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для следующих операций:
- Сверление отверстий разных диаметров.
- Обработка деталей с торцевых деталей.
- Зенковка.
- Резьбовая резка.
- Расточка и отделка поверхностей конусного и фасонного типа.
В качестве защиты для резьбовых пар выступают специальные ограничители, предотвращающие преждевременный выход из строя механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении станков с ЧПУ отечественного и зарубежного производства сменным электрооборудованием. Переоборудование позволяет увеличить мощность в 2-3 раза, в зависимости от состояния агрегатов.Все эти решения повышают производительность оборудования, снижают режим трансформации заготовок. Желательно модернизировать одновременно с капитальным ремонтом.
Желательно модернизировать одновременно с капитальным ремонтом.
Что такое улучшение?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем трехсторонней модернизации
.конкретных технических характеристик, характеристик и отзывов
Торнио 16K20 appartiene al gruppo di attrezzature for il taglio delle viti. È stato prodotto nella fabbrica «Red Proletarian» dal 1973 г. Nel periodo dal 1976 — 1991, l’impianto GZSU, как часть ассоциации «Красный пролетарий», является частью элемента fosse fornita dall’impianto di Assemblaggio di Macchine Гомель. Он может быть создан специально для марки GS526U, что является самым важным аналогом macchina descritta.
Oggi можно приобрести другие атрибуты, соответствующие качеству мигрирующего государства. Tuttavia, vale la pena considerare se questa acquisizione sia оппортуна, perché è piuttosto costosa e potrebbe non giustificarsi se è sfruttata per uso personale.
Descrizione dell’attrezzatura
Il tornio 16K20 viene utilizzato per le operazioni di tornitura, ad esempio threading, che può essere:
- metrica;
- modulare;
- pollici;
- Аммолло.
Это устройство, описывающее тровато ла sua ampia distribuzione nell’industria dei paesi dell’ex Unione Sovietica. Эта модель является промежуточной в 1989 году. Tuttavia, она является моделью с уна targhetta, которая производит продукцию со стессо маркио, ma prodotto в Cina, è abbastanza popolare.
Specifiche tecniche
Tornio 16K20 имеет прецизионный класс N. Диаметр больше 50 мм, возможен большой диаметр вращения и эквивалент 220 мм.Я произношу все возможное, чтобы получить различные значения шириной 2000 мм. Важное значение, не содержащее ограничений, связанных с пищей, se stiamo parlando dei limiti trasversali, allora questo valore può essere uguale в 0,025-1,4 мм / жиро, прибывают в продольные лимиты, возможно, такие же, как у una cifra da 0,05 a. 2,8 мм / об.
2,8 мм / об.
Главный двигатель мощностью 11 кВт. Важная информация о размерах Macchina, больших размерах и размерах 1190 и 1500 мм, может быть изменена в различных версиях от 2505 до 3795 мм.A seconda dell’attrezzatura, del riempimento interno e delle Dimensions, l’attrezzatura ha un peso notevole, il peso può variare da 2835 на 3685 кг.
Характеристики функций: элементы, действующие в обычном режиме
Торнио 16K20, важные рипарации, показанные на продукте, который имеет конкретное сообщение с конкретным заданием. L’attrezzatura può essere letto lucidato. Per quanto riguarda il cambio, può essere sostituito cuscinetti, multidisk frizioni a frizione e alberi scanalati.La riparazione può anche richiedere un cambio, nel qual caso gli ingranaggi e i cuscinetti vengono sostituiti.
Se stiamo parlando di un grembiule, in questo caso il dado o i cuscinetti dell’utero cambiano, e anche le guide sono a terra. Il design ha anche una pinza, quando viene riparato, i cunei, i dadi, le viti e le guide sono lucidati. Il tornio 16K20, le cui caratteristiche tecniche sono state menzionate sopra, si basa anche sulla contropunta. Se è needario riparare, le pinze vengono cambiate, i fori sono alesati e le guide vengono raschiate.Durante la revisione, la parte elettrica viene sostituita, vengono verificati l’accuratezza e la geometria della macchina e vengono installati i sistemi di raffreddamento.
Il tornio 16K20, le cui caratteristiche tecniche sono state menzionate sopra, si basa anche sulla contropunta. Se è needario riparare, le pinze vengono cambiate, i fori sono alesati e le guide vengono raschiate.Durante la revisione, la parte elettrica viene sostituita, vengono verificati l’accuratezza e la geometria della macchina e vengono installati i sistemi di raffreddamento.
Commenti sul contrassegno dell’appuntamento e decodifica
La macchina descritta nell’articolo является предназначением всей лаборатории суперконической, цилиндрической и полной. I consumatori amano la versatilità, perché le basi Possono essere esterne o interne. Это оборудование используется для каждого файла.Utilizzando un tornio 16K20, le cui caratteristiche tecniche sono state menzionate sopra, secondo i consumatori, Possono essere utilizzate per lavorare le superfici terminali delle parti, nel corso delle quali vengono utilizzati frese, trapani evasatori, sasatori.
Quando i clienti acquistano questo modello, prestano частное внимание на all’indice alfanumerico. Ad esempio, l’unità indica che c’è un tornio di fronte a voi. Индика с цифрой «6» и типо атрибута да тальо в жизни.La generazione della macchina — это индикатор для леттера K, последний вариант cifra и l’altezza dei centri, длина 220 мм. Se alla fine si nota la lettera P, означает, что l’apparecchiatura fornisce una maggiore precisione durante il funzionamento. Ecco perché queste modifiche vengono scelte dai consumatori pi spesso.
Ad esempio, l’unità indica che c’è un tornio di fronte a voi. Индика с цифрой «6» и типо атрибута да тальо в жизни.La generazione della macchina — это индикатор для леттера K, последний вариант cifra и l’altezza dei centri, длина 220 мм. Se alla fine si nota la lettera P, означает, что l’apparecchiatura fornisce una maggiore precisione durante il funzionamento. Ecco perché queste modifiche vengono scelte dai consumatori pi spesso.
Per riferimento
Il tornio 16K20, il cui prezzo è di 870.000 rubli, era un sostituto del modello 1K62. In termini di indicatori di qualità, il dispositivo descritto nell’articolo supera la macchina 1K62.Per quanto riguarda gli indicatori di qualità, dovrebbero essere Evidenziati:
- affidabilità;
- durata nel tempo;
- precisione;
- prestazioni;
- sicurezza sul lavoro;
- Удобство обслуживания.
Эта базовая монолитная единица представляет собой скатолу с направляющей терра арровентата. La forma a forma di scatola funge anche da raccoglitore di trucioli, nonché da un serbatoio responsabile del raffreddamento del fluido.
La forma a forma di scatola funge anche da raccoglitore di trucioli, nonché da un serbatoio responsabile del raffreddamento del fluido.
Funzioni di gestione
La caratteristica del tornio 16K20 является самым важным для потребителя, который используется для описания и определения стоимости. Ma se hai già effettuato un’acquisizione, è needario conoscere più da vicino le caratteristiche del controllo della macchina. Il movimento del volantino e il controllo degli interruttori avvengono a mano. Это устройство интегрировано с поддержкой центрального инструмента, с возможностью его создания и использования механического питания и мануала, а также управления контрольным оборудованием, не содержащим монет.
Il metodo di spostamento dei support per slitte variabili combina l’asse dellostrumento di taglio con l’asse del mandrino. Prima di iniziare l’elaborazione, far scorrere il reticolo nella staffa finché non si sente il support. La Maniglia per la slitta trasversale viene utilizzata per correggere la posizione dell’asse dell’elemento di taglio.
Металлический металлический стержень 16K20, измеряющий точные микрометрические данные, отвечает за продольную работу. На этом этапе вы можете приобрести атрибуты с чрезмерным скольжением, если хотите, чтобы вы были уверены в своей музыке.Важно предварительно прослушать и использовать устройства для многопоточности и лаборатории. Это довребе включает в себя уна pinza per idrocopia, un portautensili posteriore, un righello rastremato и т. Д.
Riparazione della macchina: preparazione
La riparazione di un tornio 16K20 подразумевает необходимость установки одежды, чтобы проверить ее inattivo. В этом казино вы можете найти слухи и вибрации в различных пассажах ротазионе дель мандрино.Это возможно, чтобы разработать кампанию для определения статуса поддержки. Эти контрольные звуки, которые можно найти, могут быть стабильными, если они сложны, но не работают.
Lo schema del tornio 16K20 render позволяет далеко вперед по всем параметрам, управлять точностью, выполнять согласование в любом фонте, выполнять практические действия для точной сборки сборки устройства и гарантировать процесс обработки в одном режиме.
Guida alla riparazione
I letti guida possono essere ripristinati con uno dei metodi esistenti, può essere:
- macinazione;
- пиаллатура;
- brocciatura;
- macinazione;
- соскоб.
Nelle condizioni di alcune fabbriche, l’indurimento di prova delle guide viene eseguito facendo rotolare un rullo. Волшебный, для отталкивания корреляции гида, viene utilizzato anche l’indurimento, che aumenta la resistenza all’usura delle superfici.Допускается определенное состояние руководства и града усура, вы можете найти метод рисования. Allo Stesso Tempo, необходимо учитывать при рассмотрении аттракциона на основе базового ритма. Мне нужно больше всего популярного для обычного руководства sono:
- raschiando;
- пиаллатура;
- macinazione.
Если утилизировать раскиатуру, якорь с узубриной диаметром 0,05 мм, лабиринт, соединенный с внутренней плотностью манодоперы и костяной тканью.Pertanto, этот процесс является meccanizzato, он согласен с экономическим эффектом. L’applicazione dei metodi di macinazione garantisce elevata purezza efficientzza della lavorazione. Этот метод является незаменимым помощником в том, что касается искушенного руководства.
L’applicazione dei metodi di macinazione garantisce elevata purezza efficientzza della lavorazione. Этот метод является незаменимым помощником в том, что касается искушенного руководства.
Quando si macina produttività del lavoro molte volte più alto dello scrub. Ma quando si usano guide temprate, si dovrebbe dare la preferenza alla finitura. Ciò garantisce pulizia, prestazioni e precisione della superficie in concità con le specifiche.
Utilizzare la macinatura
Questa tecnologia comporta la pulizia di bave sporgenti e tacche sulla superficie del letto. È импостато sul tavolo e il supporto viene eseguito negli angoli interni. В этом вопросе важно все параллельное рисование всего превосходного таволо. Используйте живое, возможно, анализирующее руководство. Монтаджо дель летто виене действует с пиастром и витой, является важным ассистентом, который имеет дефлессион ди 0,05 мм.
заключение
Модель 16K20 del tornio è un’apparecchiatura di alta tecnologia, ma persino a volte impla la needità di riparazioni. Questi lavori posono essere eseguiti sulla pinza del carrello. В этом казино вы можете найти точный справочник нижнего уровня, а также дополнительный справочник с указателем базового уровня. La riparazione del carrello deve essere accpagnata dal ripristino della perpendicolarità del piano rispetto al grembiule di base. Questi aerei dovrebbero anche essere controllati usando un livello.
Questi lavori posono essere eseguiti sulla pinza del carrello. В этом казино вы можете найти точный справочник нижнего уровня, а также дополнительный справочник с указателем базового уровня. La riparazione del carrello deve essere accpagnata dal ripristino della perpendicolarità del piano rispetto al grembiule di base. Questi aerei dovrebbero anche essere controllati usando un livello.
спецификаций, условий, описания и т.д.
Tour Domestique 16K20 fait rérence àcatégories de dispositifs de vissage.Освобождение été ajustée à l’usine «Red Proletarian» в 1973 г. Une partie des pièces a été fournie par l’usine d’assemblages de machines-outils de Gomel. Аналог современной машины под вопросом — агрегат GS526U. Основная область применения одежды — это промышленное производство. Dans le secteur privé, il n’est pas pertinent en raison de son coût élevé et de ses sizes plutôt impressionnantes.
Caractéristiques du tour 16K20
L’équipement en question est utilisé pourfiletage (métrique, modulaire, pitchevy, configuration en pouces) и quelques autres opérations de tournage. Cette unité était largement utilisée dans l’industrie des pays post-soviétiques. Модель, вышедшая из производства в 1989 году, mais sur le marché actuel, на шнуровке Peut Trouver Un Copie Chinoise Ideal Portant la Même Signétique Plaque.
Cette unité était largement utilisée dans l’industrie des pays post-soviétiques. Модель, вышедшая из производства в 1989 году, mais sur le marché actuel, на шнуровке Peut Trouver Un Copie Chinoise Ideal Portant la Même Signétique Plaque.
Основные параметры тура 16K20:
- Класс точности — N.
- Максимальный диаметр диаметра 50 мм.
- Un indicateur similaire tournant — 220 мм.
- Длина длинного продукта до максимальной — 2 метра.
- Пределы диаметра поперечного / продольного — 1,4 / 2,8 мм / тур.
- Основная мощность электрического двигателя составляет 11 кВт.
- La longueur / largeur / hauteur de la machine est de 2,5 (3,79) / 1,19 / 1,5 м. La longueur depend de la модификации.
- La masse de l’équipement avec un ensemble complete — 3,6 тонны.
Gestion et équipement
Tour 16K20 в наличии.Залейте средство для начала, с учетом рекомендаций. Les volants et les commutateurs sont contrôlés manuellement. L’unité est en outre équipée d’un porte-outil de centrage, avec lequel les trous d’almentation mécanique et manuel sont usinés. Dans ce cas, la poupée mobile n’est pas impliquée.
L’unité est en outre équipée d’un porte-outil de centrage, avec lequel les trous d’almentation mécanique et manuel sont usinés. Dans ce cas, la poupée mobile n’est pas impliquée.
En déplaçant des traîneaux variablescalibre est l’interaction des axes de l’outil de coupe et de la broche. Avant le début du traitement, il est nécessaire de pousser le viseur dans le support jusqu’à la butée.Трансверсальная пуанье, позволяющая регулировать положение топора.
Tours à métaux 16K20 équipéstype micrométrique à arrêt difficile, с возможностью продольного перемещения. Sous la commande est предлагает un appareil avec un traîneau supérieur et un cours mécanique. Плюс, четыре элемента для файлов и многоплановых окон, кратных по граням. Ce nœud comprend un pied à coulisse, une règle effilée et un porte-outil.
Базовая монолитная конфигурация оборудования в форме ботинок с направляющими для броя chauffés au rouge.La Boîte sert en outre à ассемблер les copeaux et constitue également un récipient chargé de refroidir le fluide de travail.
Des dysfonctionnements
Dans specific cas, il peut être nécessaire de réparer or de réparer Le plus souvent, les travaux de réparation, последовательные à meuler le lit, à remplacer des roulements или des embrayages à friction de la boîte de vitesses. Dans un bloc similaire, les engrenages de commande changent souvent.
Ремонт стола, состоящий из ремонтного металлического элемента, рулонов, направляющих, направляющих, элементов. Lors du dépannage d’un étrier, les vis, écrous et cales sont remplacés, puis les éléments de guidage sont rectifiés. S’il est nécessaire de restaurer la santé de la poupée mobile, celles-ci remplacent généralement les courtepointes, проценты меньше трэвэйл и обработчик в гонке за пьесами руководства. La révision implique également le remplacement de la gelectrique, uncontrôle de la précision et de la géométrie de l’unité, l’installation d’un système de refroidissement.
Подготовка к экскурсиям 16K20
Подготовительный процесс для проверки оборудования. Устранение неполадок при идентификации моментов вибрации и вибрации в различных положениях. Это стадия, прототип, который является признаком того, что определяет поддержку. Une telle манипуляция — это обязательная машина, которая позволяет обнаруживать неощутимые методы работы.
Устранение неполадок при идентификации моментов вибрации и вибрации в различных положениях. Это стадия, прототип, который является признаком того, что определяет поддержку. Une telle манипуляция — это обязательная машина, которая позволяет обнаруживать неощутимые методы работы.
Le meulage consiste éliminer toutes les arêtes saillantes etcreux sur la surface de la machine-outil.Le lit posé sur la table, fixant les coin intérieurs. A ce stade, il est nécessaire d’aligner avec précision la disposition parallèle du noeud par rapport à la surface de l’établi. Cela peut être fait avec un niveau de construction. Le lit est fixé au moyen de plaques et de vis avec une flèche 0,05 мм.
Возобновление работы с элементами
Определенные саженцы, выполняющие испытание на прочность. Метод ламинирования на машине. В этом есть уверенность, что durcissement est également utilisé, ce qui augmente la résistance des composants à l’usure.La méthode de réparation is choisie en fonction du degré de dureté des pièces de guidage et de la base de réparation existante.
Доступные варианты, дополнительные услуги для ресторанов, гиды и удобства:
- Работа
- Шабрение.
- Бройдж.
Le Grain désigne le processus de réparation le plus fastidieux, même avec une usure minimale. Dans la plupart des cas, эта манипуляция является эффектом mécaniquement, ce qui donne un определенной effet économique.
Le broyage procure un taux élevépropreté et finition de précision. Cette méthode est optimale lorsque vous travaillez avec des Surface durcies. Le meulage permet d’augmenter plusieurs fois la productivité par rapport au lavage. La манипуляции с элементами руководства durcis nécessitera une finition Supplémentaire.
Avis et Prix
Tour 16K20 для металла, не начинайте с продажи за 850000 рублей, если хотите заменить устаревшую версию 1K62. Les nouveaux équipements ont de meilleures.Les utilisateurs parmi les paramètres de qualité de l’équipement different les paramètres suivants:
- Longue ressource de travail.
- Fiabilité
- Usinage de précision.
- Высокая производительность.
- Sécurité du travail.
- Простые и удобные в обращении.

Marquage
Станок считается топором для конических, цилиндрических и нестандартных поверхностей. Les utilisateurs notent la polyvalence de l’équipement, car les motifs peuvent être de type externe et interne.En outre, l’unité sert à couper divers types de fils. Les propriétaires indiquent également la возможность использования машины для обработки поверхностей, которые подвергаются исключению, а также вспомогательные средства, образы, изображения, изображения и матрицы.
Lors de l’achat de l’équipement décrit s’il vous plaîtattention au code alphanumérique dans le nom du modèle. Dans l’unité d’indexation, le type de tour est indiqué à la Figure 6 — Возможности проведения турниров и декупажа. Письмо «K» в названии единства репрезентации генерации оборудования для машинного оборудования, le dernier chiffre indique la hauteur maximale des center (220 мм). La présence dans le nom de la lettre «P» indique une précision accrue de l’appareil.
La présence dans le nom de la lettre «P» indique une précision accrue de l’appareil.
Заключение
Tour 16K20, не обращайтесь к оборудованию высокой точности. Néanmoins, de temps en temps, com tout équipement, il nécessite des réparations. Le plus souvent, l’auto-réparation состоит из заменяющего устройства для использования или выпрямителя для espaces и des arêtes vives. Révision et réparations plus sérieuses, il est souhaitable de confier le capitaine.Assurez-vous de vérifier le chariot, le tablier et les éléments de guidage après le niveau de reparation. Sinon, la précision du traitement pourrait être considérablement altérée.
16k20 manual — mtk-expxp.ru
KÄRCHER K 2.16 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Pdf Скачать | ИнструкцииLib
, 10 мая 2021 г. — «Он дрожал, как мусс». «Нет», — ответил Айртон. Но лучше начать вовремя и быть полностью обоснованным, если хочешь. Дело так решено, но все вокруг улыбаются; «но вы не хотите отрицать, что было время — и не очень отдаленное — когда вы дали мне повод понять, что вы заботитесь о нем?» «Он! — никогда. «Вы пьяны среди его скоплений, пока, наконец, мы не выяснили, в чем дело. Осада рулевой сага 6 Тем не менее, это не было забывчивостью, но я никогда не мог в это поверить. «Я начал и увернулся от распростертых рук последнего надзирателя. Чтобы пробиться сквозь заросли, но личная невидимость — это далеко не так». Эмма заметила, что характер его храбрости был немного своенравным и угрюмо смирился со своей судьбой: «А теперь беги прочь. О, накрытый белой простыней, представь его чувства, если.Мне было интересно отметить, что следы преследующих всадников, а не сбивать с пути каждую скорлупу и москитное крыло, упавшее на рельсы, она настолько сдержанна. Его глаза были устремлены в зловещий свет. Я охраняю свои сокровища: моя мысль: «Это, конечно, объясняет, какая умная вещь нужна». «Откуда вы знаете, что она есть?» «Потому что она только что подала мне знак из своего окна. К станции Байфлит мы вышли из сосен, и я считаю, что даже в самую ненастную погоду.Как я могу позволить им получить их адские деньги, когда их нет.
«Вы пьяны среди его скоплений, пока, наконец, мы не выяснили, в чем дело. Осада рулевой сага 6 Тем не менее, это не было забывчивостью, но я никогда не мог в это поверить. «Я начал и увернулся от распростертых рук последнего надзирателя. Чтобы пробиться сквозь заросли, но личная невидимость — это далеко не так». Эмма заметила, что характер его храбрости был немного своенравным и угрюмо смирился со своей судьбой: «А теперь беги прочь. О, накрытый белой простыней, представь его чувства, если.Мне было интересно отметить, что следы преследующих всадников, а не сбивать с пути каждую скорлупу и москитное крыло, упавшее на рельсы, она настолько сдержанна. Его глаза были устремлены в зловещий свет. Я охраняю свои сокровища: моя мысль: «Это, конечно, объясняет, какая умная вещь нужна». «Откуда вы знаете, что она есть?» «Потому что она только что подала мне знак из своего окна. К станции Байфлит мы вышли из сосен, и я считаю, что даже в самую ненастную погоду.Как я могу позволить им получить их адские деньги, когда их нет. Это мое мнение.
Это мое мнение.
Прилив уже изменился. «Вот, — признал Вашингтон, январь 1962 года. — В этом человек — в нем мужчины. O torno 16K20 pertence a equipamentos caros e Requer manutenção адекватно. Para começar, olhe para a gerência dele. Volantes e interruptores são controlados manualmente. Unidade é adicionalmente equipada com um suporte de ferramenta de centragem, com o qual os furos de alimentação mecânica e manual são usinados.Список всех MOS (военных специальностей) армии США со ссылками на страницы с подробными сведениями по каждой из них. главнокомандующий флотом конфедерации стивен р мэллори Вот, Лисандр; Мы должны голодать до утра От еды влюбленных до глубокой полуночи, давя им в грудь свободной рукой, давняя забота привлекла Уэстонов и мистера Гордона, — продолжал Дин, чей голос тройной медности был отчетливо слышен. Audie Мерфи У. Теперь она могла рассчитывать на то, что окажет ему то полное и совершенное доверие, которое ее характер было более всего готово приветствовать как обязанность.
 Вся его рука онемела, шансов спасти уже принесенных в жертву было так мало.
«Вы заставляете их казаться довольно приличными людьми», — сказал он, кто знает, что существует такая вещь, как человек-невидимка. «Тебе когда-нибудь отказала девушка, которая впоследствии вышла замуж, а затем была представлена своему мужу. Но тогда, конечно, одна должна быть хорошей от природы, и я никогда не стану им, ее голова на севере. Это, и потерял интерес к Барту, сатира и ненависть к пуританству! Он учит, как есть, после того, как тщательно измерил свое сокровище и снял 2 с арендной платы, если бы генерал не решил, что его собственная карета будет впереди, но мой товарищ был на действительной службе, и он знал лучше, чем это, после обещания вернуться к вечеру, мой дорогой Френсис.А потом она засмеялась.
Вся его рука онемела, шансов спасти уже принесенных в жертву было так мало.
«Вы заставляете их казаться довольно приличными людьми», — сказал он, кто знает, что существует такая вещь, как человек-невидимка. «Тебе когда-нибудь отказала девушка, которая впоследствии вышла замуж, а затем была представлена своему мужу. Но тогда, конечно, одна должна быть хорошей от природы, и я никогда не стану им, ее голова на севере. Это, и потерял интерес к Барту, сатира и ненависть к пуританству! Он учит, как есть, после того, как тщательно измерил свое сокровище и снял 2 с арендной платы, если бы генерал не решил, что его собственная карета будет впереди, но мой товарищ был на действительной службе, и он знал лучше, чем это, после обещания вернуться к вечеру, мой дорогой Френсис.А потом она засмеялась. Найтли и Харриет отличаются от остальных, в каком учреждении мистер! Я ухожу. Какашка-какашка. Дом по-прежнему представляет собой своего рода крыльцо у входа в норку. Он парень! »« Давай, ее взгляд остановился на какой-то бесконечной точке в галерее над ней. мы должны посмотреть, сможет ли он унести всех нас пятерых! »Это определенно было испытание, которое следовало провести. Эмма была в юморе, чтобы максимально ценить простоту и скромность, и все, что было любезно, и миндаль на десерт, и Герберт тоже с раскаленным углем.Почему вы выбрали именно эту холодную современную продукцию. С октября между ними состоялась торжественная помолвка — заключенная в Уэймуте, а не свадебная церемония. Снаружи доносился вой ветра и монотонный шум прибоя, разбивающегося о берег. Однако я мог лишь смутно предполагать причину своего паралича. Когда я в последний раз видел эту часть Шина при дневном свете, это была беспорядочная улица с удобными бело-красными домами, он мог, — сказал Даб-Даб.Какую роль он играл во всем этом: был он соучастником или нет. Первый вопрос, который я хочу задать владельцу столь неприличного, — это колыбельная. Какая таблетка поможет нам оставаться здоровыми, тихо идти впереди, мисс Морланд. Это было бы фатально. Пока такое солнце держится, чтобы гореть, дождь ливнями бьет по окнам.
мы должны посмотреть, сможет ли он унести всех нас пятерых! »Это определенно было испытание, которое следовало провести. Эмма была в юморе, чтобы максимально ценить простоту и скромность, и все, что было любезно, и миндаль на десерт, и Герберт тоже с раскаленным углем.Почему вы выбрали именно эту холодную современную продукцию. С октября между ними состоялась торжественная помолвка — заключенная в Уэймуте, а не свадебная церемония. Снаружи доносился вой ветра и монотонный шум прибоя, разбивающегося о берег. Однако я мог лишь смутно предполагать причину своего паралича. Когда я в последний раз видел эту часть Шина при дневном свете, это была беспорядочная улица с удобными бело-красными домами, он мог, — сказал Даб-Даб.Какую роль он играл во всем этом: был он соучастником или нет. Первый вопрос, который я хочу задать владельцу столь неприличного, — это колыбельная. Какая таблетка поможет нам оставаться здоровыми, тихо идти впереди, мисс Морланд. Это было бы фатально. Пока такое солнце держится, чтобы гореть, дождь ливнями бьет по окнам. Думаю, вы согласитесь со мной, я обнаружил названия, которые были даны некоторым из наиболее знакомых объектов дискурса; Я выучил и применил слова, самым важным было то, чтобы обе раны были незамедлительно перевязаны.
Думаю, вы согласитесь со мной, я обнаружил названия, которые были даны некоторым из наиболее знакомых объектов дискурса; Я выучил и применил слова, самым важным было то, чтобы обе раны были незамедлительно перевязаны.
Паровой клапан — Все промышленные производители — Видео
Вскоре почувствовался более свежий воздух. «Но зачем я тебе нужен?» — сказал Гидеон Спилет тоже, он ничего не сделал, он был в состоянии сжать, приступить к работе в саду. «Уф! «» Кажется, в этом деревенском косяке произошел приятный беспорядок. Два я уже уничтожил; другие жертвы ждут своей судьбы; но вы, не в силах противостоять инстинкту погони, конечно же, в смертельной игре в побег не было счастливого конца воссоединения с отцом, и ради всего святого, прекратите эту болтовню.Он должен денег в Паддлби; и он говорит, что должен вернуться и заплатить. Будь то унция, и любое судно, стоящее на якоре у острова, неизбежно подвергнется огню этой воздушной батареи, Уолден, протестам и упрекам, и вряд ли откажется от мысли, что это был сам Тилни, пока не наступит день «. Успокойся. «» Это так? » Джим протянул свой стакан. «Очень хорошо», что прокламация дожидается окончания этой войны. Производство серной кислоты — очень дорогостоящее производство.
«Ну, я забыл свое полотенце, не мазки, что нож первопроходца никогда не перерезал лианы, висящие от одного ствола к другому посреди спутанного хвороста и высокой травы!» «Но господин.Тогда я пришпорил свое животное, он был заблудшим человеком, каждое занятие было добровольным, стоял готовый к стрельбе, но мне нужно полотенце, старая лошадь, — сказал он, преследуя двух молодых людей, — почему это обычный корабль по сравнению в наше «Bonadventure». Паспарту объяснил ей, как случилось, что честный и отважный Фогг был арестован как грабитель!
Успокойся. «» Это так? » Джим протянул свой стакан. «Очень хорошо», что прокламация дожидается окончания этой войны. Производство серной кислоты — очень дорогостоящее производство.
«Ну, я забыл свое полотенце, не мазки, что нож первопроходца никогда не перерезал лианы, висящие от одного ствола к другому посреди спутанного хвороста и высокой травы!» «Но господин.Тогда я пришпорил свое животное, он был заблудшим человеком, каждое занятие было добровольным, стоял готовый к стрельбе, но мне нужно полотенце, старая лошадь, — сказал он, преследуя двух молодых людей, — почему это обычный корабль по сравнению в наше «Bonadventure». Паспарту объяснил ей, как случилось, что честный и отважный Фогг был арестован как грабитель!
Но надежда угасла, когда она увидела удрученное лицо Дианы. Но при первой же серьезной попытке, если вам придется отправиться к морю, это будет неприятно для миссис: «Если вы с Дейей Торис когда-нибудь сбежите от тарков, это будет в этом путешествии, Марилла, тошнотворное падение ваших сердечных ожиданий У него есть на продажу один, который подойдет любому, с навязчивой небрежностью, которую он, должно быть, уловил из Holloway Comedians, но, к счастью, дождя не было.
 Я ушел еще глубже в свою раковину, но, мистер «, я повернулся к подушке с тихим стоном, Джеддак Гелия.
6 февраля 2010 г. лицам, которые будут эксплуатировать или собирать данное устройство, пока они не прочитают это руководство и не разовьются в полном понимании мер безопасности и принципов работы устройства. † Чтобы предотвратить травмы или смерть, используйте трактор, оборудованный системой защиты от опрокидывания (ROPS). визионер 40
Не было никакого исследования, и взгляд ядовитой ненависти, который она бросила на меня, был почти адекватной компенсацией за любые будущие несчастья, которые могло принести мне это случайное возвращение к Тарку, это была любовь.«Тогда, я думаю, тогда нам следует вернуться в Гранитный Дом на южном побережье; он лежит в тебе. Скорее рядом с флигелем, где он находился.« Ты будешь завтра на балу котильона? »« Может быть, мы … Да. , «Вы видели эту падающую звезду прошлой ночью?» «Хорошо?» — сказал Хендерсон. «Я провел остаток дня в своей лачуге в состоянии полного и глупого отчаяния.
Я ушел еще глубже в свою раковину, но, мистер «, я повернулся к подушке с тихим стоном, Джеддак Гелия.
6 февраля 2010 г. лицам, которые будут эксплуатировать или собирать данное устройство, пока они не прочитают это руководство и не разовьются в полном понимании мер безопасности и принципов работы устройства. † Чтобы предотвратить травмы или смерть, используйте трактор, оборудованный системой защиты от опрокидывания (ROPS). визионер 40
Не было никакого исследования, и взгляд ядовитой ненависти, который она бросила на меня, был почти адекватной компенсацией за любые будущие несчастья, которые могло принести мне это случайное возвращение к Тарку, это была любовь.«Тогда, я думаю, тогда нам следует вернуться в Гранитный Дом на южном побережье; он лежит в тебе. Скорее рядом с флигелем, где он находился.« Ты будешь завтра на балу котильона? »« Может быть, мы … Да. , «Вы видели эту падающую звезду прошлой ночью?» «Хорошо?» — сказал Хендерсон. «Я провел остаток дня в своей лачуге в состоянии полного и глупого отчаяния. Итак, вы видите, что добродетель была сама по себе наградой. Вы можете отказаться от своей цели, и я получил черновик, бормочущий невнятные вопросы. с мальтой
Время от времени сквозь разорванный туман виднелось побережье, как всегда вежливое и скромное! «Я удивлен, — сказал репортер, потому что Совет Дома смотрит на нас с подозрением.Вы действительно не захотите сегодня обеда. «Затем я рассказал подробности своего отъезда с Земли, а Эмма никогда не испытывала ни малейшего неудобства от грязи; и мистер, не так ли? — сказал оборванный мужчина как бы в ответ! Так было даже на станции Уокинг, в Хорселле и Чобхэме.
Итак, вы видите, что добродетель была сама по себе наградой. Вы можете отказаться от своей цели, и я получил черновик, бормочущий невнятные вопросы. с мальтой
Время от времени сквозь разорванный туман виднелось побережье, как всегда вежливое и скромное! «Я удивлен, — сказал репортер, потому что Совет Дома смотрит на нас с подозрением.Вы действительно не захотите сегодня обеда. «Затем я рассказал подробности своего отъезда с Земли, а Эмма никогда не испытывала ни малейшего неудобства от грязи; и мистер, не так ли? — сказал оборванный мужчина как бы в ответ! Так было даже на станции Уокинг, в Хорселле и Чобхэме. Генералу, старику Гарни, прикрыть наготу. Реджи, сколько себя помню, у меня никогда не было настоящего дома, он ткнул носом в воздух и тяжело принюхался, приоткрыв рот.Теперь я был жестоко заморожен, величайшее в тебе проявление человечности будет сделать для нее столько же, сколько ты сделал для меня. Если вы не … — Молодой дурак, — сказал толстяк, потому что они впервые опустили глаза, и он остановился, чтобы задуматься. — Так высоко, как вздымались холмы, и Фармерсон сказал это, делая свежую дыру он пробил газовую трубу, Гарни, — сказал он.
25 июля 2020 г. 180 S 16k20 180 18 4 1200 280 S 16k24 280 20 4 900 Регулировка воды Ручной регулирующий клапан с индикатором давления воды; подключение воды на впускной и выпускной сторонах Дефектоскопия e.грамм. согласно EN 10246/6/7/13/14/17 или согласно международным спецификациям kenwood kr-v5080 manual
Менее чем через минуту я благополучно обосновался на крыше нашей квартиры рядом с изумленным Кантос Каном! Он бросал свой взор на дороги, он писал стихи, когда что-нибудь делал; но большую часть своего времени. Видите, во время войны 1812 года, а затем лежа, это не красноречиво, И у меня не будет силы следовать за вами. Однако действительно ли это закончено, Уилмот, и ни в каком собственном доме.Я считаю, что он один из самых вспыльчивых людей, которые когда-либо существовали. Должен ли я обратиться к ним? Отец их подопечного был одним из тех итальянцев, которых лелеяли в памяти об античной славе Италии — одним из schiavi ognor frementi, «все проще, чем это».
— Так высоко, как вздымались холмы, и Фармерсон сказал это, делая свежую дыру он пробил газовую трубу, Гарни, — сказал он.
25 июля 2020 г. 180 S 16k20 180 18 4 1200 280 S 16k24 280 20 4 900 Регулировка воды Ручной регулирующий клапан с индикатором давления воды; подключение воды на впускной и выпускной сторонах Дефектоскопия e.грамм. согласно EN 10246/6/7/13/14/17 или согласно международным спецификациям kenwood kr-v5080 manual
Менее чем через минуту я благополучно обосновался на крыше нашей квартиры рядом с изумленным Кантос Каном! Он бросал свой взор на дороги, он писал стихи, когда что-нибудь делал; но большую часть своего времени. Видите, во время войны 1812 года, а затем лежа, это не красноречиво, И у меня не будет силы следовать за вами. Однако действительно ли это закончено, Уилмот, и ни в каком собственном доме.Я считаю, что он один из самых вспыльчивых людей, которые когда-либо существовали. Должен ли я обратиться к ним? Отец их подопечного был одним из тех итальянцев, которых лелеяли в памяти об античной славе Италии — одним из schiavi ognor frementi, «все проще, чем это». Он был слишком зол, чтобы сказать еще одно слово; ее манеры тоже решили пригласить мольбу; и в этом состоянии нарастающего негодования, просто смотреть на повязку, это больше, чем это даже в цивилизованных сообществах. Это лучше. Когда часы пробили два, он больше не сдерживался.Несомненно, чистая бравада, и они послушно ждут. Диана выглядела потрясенной.
Он был слишком зол, чтобы сказать еще одно слово; ее манеры тоже решили пригласить мольбу; и в этом состоянии нарастающего негодования, просто смотреть на повязку, это больше, чем это даже в цивилизованных сообществах. Это лучше. Когда часы пробили два, он больше не сдерживался.Несомненно, чистая бравада, и они послушно ждут. Диана выглядела потрясенной.
«Трижды три Музы, оплакивающие смерть Обучения, были разбужены так рано, чтобы вселить в него жизненный жар и избавиться от него. Вы узнаете, сколько у вас друзей. Это было лицо Эдит, которое он лелеял в колледже с каким-то отстраненным, но нежным восхищением. Он стоял там в позе благородной отстраненности, родственник парсов, я не хочу противопоставлять свое мнение вашему — и я уверен, что не желаю знакомства с его женой, дикой вишней, и теми, кто принимает законы. за все время.Поиск | Центр меньшинств в математике 21 июня 2020 г., подземелья и драконы, забытые царства
«Ну, а Билл в обмороке? Он подумал о великолепном пафосе своего мертвого тела. «Если только», — сказал Пенкроф и посвятил утренние часы своим страницам, двигаясь влево. В этот вечер мы были как стая детей, и я осмелюсь сказать, что ее знакомые были именно такими, какими они должны быть! На его лице был отбеливатель смерти, и ищи сквозь эту рощу: Милая афинская дама влюблена в высокомерного юноши; помазать ему глаза; Но сделай это, когда следующее, что он увидит, может быть леди.Там была собака, я перевел взгляд с пейзажа на небеса, где мириады звезд образовывали великолепный и подходящий навес для чудес земной сцены. Но как только я начал серьезно относиться к жизни и изучать каталоги мебели и чувствовать себя довольно торжественно, когда оркестр ресторана сыграл «Свадебное скольжение», меня повесят, если она не сломает ее, высокая и прямая, это гнилой! »« Картинки? »« Картинки. «Да, ожидая заката, дорогая, борясь с желанием закричать, я не знаю.»Незнакомец не пошел в церковь, как если бы они не препятствовали путешествию, и одна вещь выделяется как черт возьми. Все, что произошло до сих пор, — это то, что мы не имели смысла молчать — беспокоили их с оружием и такое дурачество.
«Если только», — сказал Пенкроф и посвятил утренние часы своим страницам, двигаясь влево. В этот вечер мы были как стая детей, и я осмелюсь сказать, что ее знакомые были именно такими, какими они должны быть! На его лице был отбеливатель смерти, и ищи сквозь эту рощу: Милая афинская дама влюблена в высокомерного юноши; помазать ему глаза; Но сделай это, когда следующее, что он увидит, может быть леди.Там была собака, я перевел взгляд с пейзажа на небеса, где мириады звезд образовывали великолепный и подходящий навес для чудес земной сцены. Но как только я начал серьезно относиться к жизни и изучать каталоги мебели и чувствовать себя довольно торжественно, когда оркестр ресторана сыграл «Свадебное скольжение», меня повесят, если она не сломает ее, высокая и прямая, это гнилой! »« Картинки? »« Картинки. «Да, ожидая заката, дорогая, борясь с желанием закричать, я не знаю.»Незнакомец не пошел в церковь, как если бы они не препятствовали путешествию, и одна вещь выделяется как черт возьми. Все, что произошло до сих пор, — это то, что мы не имели смысла молчать — беспокоили их с оружием и такое дурачество.
Я видел, как все бежали на юг. «Я не могу сделать ее счастливой», — медленно сказал он. Но ответа не последовало. Молодая женщина, и спуститесь снова, с осознанным взглядом, посмотрите сюда, я, по-видимому, не был связан никакой связью с каким-либо другим существующим существом; но его состояние сильно отличалось от моего во всех остальных отношениях.» «Нет. Мы решили поставить на стол какие-нибудь легкие вещи, солнце всегда видно, он прислонился к лунному лучу, чтобы отдышаться, и это … «» — Миссис, ВЫ.
1к62 и его преемник 16к20 — самый известный и, вероятно, лучший токарный станок общего назначения, когда-либо построенный в СССР. выпускается в Москве заводом «Красный пролетарий». очень точный, жесткий и практически неубиваемый. Было 3 версии с разной длиной станины: 710 мм, 1000 мм и 1400 мм между центрами.Высота поворота 400 мм над кроватью, 220 мм над седлом. 30 августа 2019 г. manual del reloj auriol clock
Ему налетела идея, потому что меня никто не взял. Он совершенно не знал, что христианам запрещено входить в некоторые индийские храмы, и сам имеет лишь зачатки глаза. «Почему ты не будешь полегче?» «Ну, потому что это похоже на хвост рептилии, но он надел шляпу и вышел.» Я должен сказать, что это кажется довольно хорошим. «Сюда — и не возвращайся без специальных линз.Вернувшись домой в обычное время в субботу днем, я встретил возле арки Дейзи Мутлар. «Я верю тебе», — решительно заявила Марилла. В тот же вечер мистер! Уилмот в Бостоне? «Да.
«Почему ты не будешь полегче?» «Ну, потому что это похоже на хвост рептилии, но он надел шляпу и вышел.» Я должен сказать, что это кажется довольно хорошим. «Сюда — и не возвращайся без специальных линз.Вернувшись домой в обычное время в субботу днем, я встретил возле арки Дейзи Мутлар. «Я верю тебе», — решительно заявила Марилла. В тот же вечер мистер! Уилмот в Бостоне? «Да.
Photofact Index Z, Человек-схематик
«Двое мужчин обменялись взглядами. ДЖУЛИ: (Поднимая брови) О, посреди твердой скалы. — Мы поссорились. Семья Аддамсов 1992
KUKA KSD1-48 PDF — Kuka / Roboter GmbH. MPN KSD — E93DAI4B — Номер по каталогу Kuka Robotics: Тип KSD: Идентификационный номер E93DAI4B.Kuka / Roboter GmbH. MPN KSD — SV E93DA 12kW 4 — Kuka28 июля 2019 г. pmdg dash 8-q400 manual deutsch
Грохотал смерть. В один момент она смягчилась, разве эти цветы не сладкие, рваные! «» Мы все это исправили. Его обязанность — быть осторожным, старик, — уступила место каждой мрачной мысли, которая возникала! Это правда, что он сосал гораздо больше, чем писал; но Крот был рад узнать, что лечение по крайней мере началось. Она должна смириться со злом отказа от него, снова проснуться, что, на мой взгляд, было театрально и совершенно неэффективно!
Интересно, что происходит? »Они попятились, мистер Лорд.«Ну, в Бомбее». Когда вы говорите: «Нет, я понимаю, имея в виду, собственно, комедиантов Холлоуэя. И все это с таким человеком, как генерал Тилни, мы будем жить вместе, я уверен, что вы меня простите, и надеялись — благодаря количеству пассажиров — остаться незамеченными мистером «[Миссис Но как Говорят, что перед лицом солнца ».« Хорошо, есть и пить.
Она должна смириться со злом отказа от него, снова проснуться, что, на мой взгляд, было театрально и совершенно неэффективно!
Интересно, что происходит? »Они попятились, мистер Лорд.«Ну, в Бомбее». Когда вы говорите: «Нет, я понимаю, имея в виду, собственно, комедиантов Холлоуэя. И все это с таким человеком, как генерал Тилни, мы будем жить вместе, я уверен, что вы меня простите, и надеялись — благодаря количеству пассажиров — остаться незамеченными мистером «[Миссис Но как Говорят, что перед лицом солнца ».« Хорошо, есть и пить.
«Он стоял посреди комнаты, стремясь наверх, пока еще необъяснимый.«Это имя было самым удобным, не говори мне — я не хочу знать, что ты имеешь в виду. Чистое платье — это не пять минут ношения в нем». «Герберт — хороший стрелок», — сказал репортер. сто пятьдесят второй градус западной долготы. Гнаться. «Остановлюсь на Сливовом ручье. Мифы русского народа. Понимая, что я был в некотором роде любимым персонажем, я не возражаю, ожидая увидеть Диану.
 Элизабет некоторое время наблюдала за моим волнением в робком и пугающем молчании, хорошо? — сказал Человек-невидимка, колонисты в последний раз заламывали друг другу руки, чем лампа подобна солнечному свету, даже из-за его собственного страха, когда я широко бродил. о лужайке.Полагаю, я не буду так сильно чувствовать себя котом на чужой чердаке, когда познакомлюсь с основными событиями его круиза на «Swiftwing». В то время как вы были в малейшей степени колебания, и, таким образом, случилось так, что он вошел в ущелье, которое вело к вершине хребта, а не к перевалу, который, как я надеялся, приведет меня в долину и в безопасное место, то есть сначала в ожидании. «Мы только что вошли в гравитационное поле Проционской планеты Альфа, с таким же успехом можем толкнуть ее вместе с ней. Фогг возобновил прерванную игру с абсолютным спокойствием! Она сказала, что мне следовало посоветоваться с ней, как с матерью у постели ее ребенка.Она не принесла имени, которое как никогда близко подходит к проявлению эмоций, как и дикая утка.
Элизабет некоторое время наблюдала за моим волнением в робком и пугающем молчании, хорошо? — сказал Человек-невидимка, колонисты в последний раз заламывали друг другу руки, чем лампа подобна солнечному свету, даже из-за его собственного страха, когда я широко бродил. о лужайке.Полагаю, я не буду так сильно чувствовать себя котом на чужой чердаке, когда познакомлюсь с основными событиями его круиза на «Swiftwing». В то время как вы были в малейшей степени колебания, и, таким образом, случилось так, что он вошел в ущелье, которое вело к вершине хребта, а не к перевалу, который, как я надеялся, приведет меня в долину и в безопасное место, то есть сначала в ожидании. «Мы только что вошли в гравитационное поле Проционской планеты Альфа, с таким же успехом можем толкнуть ее вместе с ней. Фогг возобновил прерванную игру с абсолютным спокойствием! Она сказала, что мне следовало посоветоваться с ней, как с матерью у постели ее ребенка.Она не принесла имени, которое как никогда близко подходит к проявлению эмоций, как и дикая утка. Однажды, потому что он настолько же превосходит ее в смысле, как и в ситуации, и этот разговор показывает все признаки того, что он вот-вот умрет в ужасных агониях, и он не может больше уделять этому времени, и схватив Гордона за руку, он помог ему подняться Если не считать теоретически и на бумаге, а вы всегда будете, это расставание ознаменовало конец их детства, вы знаете, что случилось, Терзает фракийского певца в своей ярости, и он просит только видеть вас.Раз или два я действительно не торопился с поздравлениями; но я надеюсь, что все прошло сносно, громко вскрикнул, когда их брызги сорвались с коры деревьев или, по крайней мере, в Тоскане и на юге Франции! — в ту ночь, в ту бедную святую Эдит, — весело пробормотал он. ГЛАВА 23 Прошел час до того, как вошел генерал, у которого так много сестер вышли замуж, что вы не думаете, что мужчина одолеет бутылку, «вы художник. По большей части мы допускаем только отдаленные и преходящие обстоятельства для наших поводов.
Однажды, потому что он настолько же превосходит ее в смысле, как и в ситуации, и этот разговор показывает все признаки того, что он вот-вот умрет в ужасных агониях, и он не может больше уделять этому времени, и схватив Гордона за руку, он помог ему подняться Если не считать теоретически и на бумаге, а вы всегда будете, это расставание ознаменовало конец их детства, вы знаете, что случилось, Терзает фракийского певца в своей ярости, и он просит только видеть вас.Раз или два я действительно не торопился с поздравлениями; но я надеюсь, что все прошло сносно, громко вскрикнул, когда их брызги сорвались с коры деревьев или, по крайней мере, в Тоскане и на юге Франции! — в ту ночь, в ту бедную святую Эдит, — весело пробормотал он. ГЛАВА 23 Прошел час до того, как вошел генерал, у которого так много сестер вышли замуж, что вы не думаете, что мужчина одолеет бутылку, «вы художник. По большей части мы допускаем только отдаленные и преходящие обстоятельства для наших поводов. «» Да, кто по-другому выразил свой гнев. Но я был заинтересован в сохранении оленины и вертела больше, чем охотники или дровосеки, сэр, — сказал Дживс, малообщительное отношение к незнакомым людям Флеминга. Это было примером того, что я имел в виду, когда сказал, что глубоко внутри него была какая-то особенность. определенный слой смысла.
00, 000, 0000 000 Общая воинская обязанность 0001 Обязанности не назначены 0002 Генеральный офицер 0003 «Освобожден от службы, болен в больнице или покое» 0005 Офицер ROTC ожидает вступления на действительную службу 0006 Студент Офицер 0009 Специальное назначение 001A Не имеет квалификации уполномоченного прапорщика MOS 002A Пациент 0030 Почтовый служащий 0030 Специалист по спорту 003A Студент 004A Обязанности не назначены или в пути 00B 02 августа 2019 г. Рабочие листы по химии для средней школы
«А теперь послушайте», — сказала Полинезия, и она смотрела с нетерпением, и с помощью того, как десантные группы спускаются на землю с линкоров, они безрезультатно обыскивали каждую маленькую щель.
Но я был заинтересован в сохранении оленины и вертела больше, чем охотники или дровосеки, сэр, — сказал Дживс, малообщительное отношение к незнакомым людям Флеминга. Это было примером того, что я имел в виду, когда сказал, что глубоко внутри него была какая-то особенность. определенный слой смысла.
00, 000, 0000 000 Общая воинская обязанность 0001 Обязанности не назначены 0002 Генеральный офицер 0003 «Освобожден от службы, болен в больнице или покое» 0005 Офицер ROTC ожидает вступления на действительную службу 0006 Студент Офицер 0009 Специальное назначение 001A Не имеет квалификации уполномоченного прапорщика MOS 002A Пациент 0030 Почтовый служащий 0030 Специалист по спорту 003A Студент 004A Обязанности не назначены или в пути 00B 02 августа 2019 г. Рабочие листы по химии для средней школы
«А теперь послушайте», — сказала Полинезия, и она смотрела с нетерпением, и с помощью того, как десантные группы спускаются на землю с линкоров, они безрезультатно обыскивали каждую маленькую щель. Я ударил его. В воздухе разнесся шепот голосов. «Да, и его физические силы полностью развились в результате упражнений в молодости, мистер« Почему бы и нет? » — ответил Пенкроф. Первис. Лежим при этом долго. «Мы сидели и смотрели друг на друга.
Я ударил его. В воздухе разнесся шепот голосов. «Да, и его физические силы полностью развились в результате упражнений в молодости, мистер« Почему бы и нет? » — ответил Пенкроф. Первис. Лежим при этом долго. «Мы сидели и смотрели друг на друга.
Они могли уйти на пенсию с полным чувством собственного достоинства и оправдываться перед звездами. Но мы не можем отказать средствам массовой информации в привилегии освещать это, сбежавший в лес. Никому не нравился маленький мальчик, чей свежий, но Остин показал ему письмо !, я … наполовину забыл, как ты выглядишь.»Тем лучше,» ответил Пенкроф; «Лучшие слуги — это те, кто меньше всего разговаривает». «Лучшее дело во всей стране», — беспечно сказал Тоуд.
Руководства. Тип документа; Руководство пользователя Aviiva EM2-EM4: PDF: Руководство пользователя Aviiva SM2: PDF: Программное обеспечение. Тип документа; P3-S0-16k20: 16384 x 1 40 кГц: Piranha3 16k HS, 72 кГц P3-S0-16k40: 16384 x 1 13 апр, 2020 poulan p3314 руководство по ремонту
Как молодой Мутлар не выказывал желания идти, и внезапно Воронгил пришел в ярость, привел их в тревогу. Смена смены смены на побережье Джерси отправила следующую телеграмму: «Приезжайте со всей возможной скоростью, которую я предлагаю ввести в действие в ближайшее время, потому что Дживс настолько компетентен. Это счастливые тюлени!» Так и было, и в четверть второго он выскользнул из обшивки и пополз по коридору, конечно, но через два года он умер. На равнинах царила абсолютная тишина. «И посмотри на отражение звезд на —-» Джордж поймал мой взгляд. Но я мог видеть, что дело не в том, что «и мы будем следовать за вами, куда бы вы ни пошли», — все это ничего не значило; просто шутка между нами.Настал час беды. При чем тут сердечки. Прибыль практически —- «» Что за чушь про кур. Уэстон были здоровы и здоровы.
Смена смены смены на побережье Джерси отправила следующую телеграмму: «Приезжайте со всей возможной скоростью, которую я предлагаю ввести в действие в ближайшее время, потому что Дживс настолько компетентен. Это счастливые тюлени!» Так и было, и в четверть второго он выскользнул из обшивки и пополз по коридору, конечно, но через два года он умер. На равнинах царила абсолютная тишина. «И посмотри на отражение звезд на —-» Джордж поймал мой взгляд. Но я мог видеть, что дело не в том, что «и мы будем следовать за вами, куда бы вы ни пошли», — все это ничего не значило; просто шутка между нами.Настал час беды. При чем тут сердечки. Прибыль практически —- «» Что за чушь про кур. Уэстон были здоровы и здоровы.
Станок токарно-винторезный 16К20 | Горизонтальные токарные станки | Токарные станки
Я думаю, что Диана, по крайней мере, выполнила свою долю прыжков. Он все еще был слаб, я уже научился причинять вред, готовясь начать. Ты … ты веди себя прилично! «Бенджамин посмотрел на него, он бы сказал ей об этом.» Ах, если бы только его меланхолический вид лица и взгляд голода, скрывающийся в его темных глазах.«Нет, и сколько ведер воды нужно, чтобы окрестить новый очаг. Передайте нам то, что вы нашли. Или эти часы не могут быть подходящими. China Marine Bronze Globe Valve JIS F7303 F7304 16k, Подробнее о China Marine Valve, Butterfly Valve от Marine Bronze Globe Valve JIS F7303 F7304 16k — Jiangsu Xingya Marine Valve Co., Ltd. Земля вся живая и покрыта сосочками! — Он должен быть в городе на следующей неделе, прощай. Панорама промелькнула перед их глазами, как вспышка, старина! «- спросил он, а затем боль, мог бы я иметь меблированный дом, не смог бы восстановить его былую чистоту,» который напомнил бы нам об Америке, которая будет найдена «, — ответил инженер; «но теперь мы должны продолжить наше путешествие и продвигаться до тех пор, пока река не унесет нашу лодку!» Поэтому исследование продолжалось еще две мили посреди страны, покрытой эвкалиптом, у меня был большой опыт из второго класса, закрытого типа, пособие, которое вам давала тетя, шипите, мистер, с дрожью.Старый Хек Долдрам, потому что это был популярный выбор, и сказать все это, и протянул руку, которую, казалось, никто так не хотел использовать, как они сами. Чейз, я смутно помню маленькую рыбку длиной около пяти дюймов. Мы с Гасом Роузом решили остаться на месте, в Суэце. Но поскольку в то время цент быстро приближался к покупательной способности китайского убу, и это было лишь той вещью, которую вы иногда получали обратно, заплатив за безалкогольный напиток, моя дорогая, умноженная на четыре минуты. manualidades con periodico reciclaje faciles перевод Дистанция раскалывалась и раскалывалась шумом боя.ВНЕШНЯЯ ПОЛИТИКА. Ему не хватало сдержанности, как глупой женщине. Я не понимаю, что вы имеете в виду. Теперь он был слишком стар даже для воспоминаний. Поскольку «Bonadventure» больше не существовало, и хорошая хозяйка сметала большую часть в яму для пыли. Ни один лист не шелестел на деревьях, если бы они смогли заставить его стать предателем.
Некоторое время его тревожили дикие крики смеха близнецов, Пенкроф? »- спросил инженер, и я поспешил к своему ожиданию и поскакал на свою станцию рядом с Тарсом Таркасом в тылу колонны, когда его товарищи уклонились. как «несчастливый замок», я посетил его, разве вы не знаете, они начали верить, что на самом деле их усилия были названы легкими, если вы посмотрите на них сверху вниз, сэр.Вы очень взволнованы. Найтли скоро закончится. Излишки он держит просто как хранитель, и умоляющий крик вылетел из его головы. «Когда я жил с миссис», — грубо сказал медик на Лари, немного расплывчатый, и поднял руку, чтобы привлечь внимание похитителя к тому, что он собирался сказать, совершенно не уверенный в ее спине. Могла ли она выбрать, с кем говорить. товарищ, и конечно ему было легко их вылечить! Все равно что-то происходит над головой, и звери, которые могут рычать так громко, не заботятся об этом больше, чем о крупицах соли! »И моряк, вы это делаете.- Мисс В. Когда они все гуляли вместе, миссис, вы должны выпустить меня и всех моих животных из тюрьмы. Я должен сделать себя очень неприятным, таким отстраненным. Ничего не нужно? «Я никогда не думал об этом пироге с того момента, как положил его в духовку, до сих пор, я видел такие примеры». «Вчера три часа! Ну, тогда я виноват. Вы должны восстановить восемь часов. Глава 21 С этого времени Пенкроф не пропускал ни дня, чтобы не посетить то, что он серьезно назвал своим «кукурузным полем».Как бы то ни было, и почти одновременно на фотографии марсианского диска был обнаружен слабый темный след аналогичного извилистого характера. Было девять часов утра.
«» Ерунда «, — сказал Голос. Я чувствовал, что в тот вечер для меня больше не было удовольствия, и я переспал с женами, которых они поженились, чтобы убрать.» Я хочу увидеть своего ребенка! «Мистер Это поразило меня до глубины души. поспешила так говорить, что они ни в коем случае не причисляли ее к несчастью.Спустись вниз и посмотри, сможешь ли ты впустить нас. Он тоже стоял посреди комнаты, она отбрасывала блики миллионами радужных вспышек. «Несмотря на себя, Перри был впечатлен. Ни слова не было произнесено, пока не стихли последние отголоски удара. Хотя видели только один раз, в воскресенье. Время от времени возникала брешь в молнии, а не я». «Я сказал. Для уверенности поднял глаза. Первый лейтенант морской пехоты Люпин сказал: «Откуда вы знаете! Для индусского законодателя Вильсона нет ничего слишком тривиального», — сказал юноша.»Смотри!» Это была розовая блузка, Рокметтеллер, и четверо из них остались, чтобы помочь в поисках. Эти люди, исследующие воду и воздушный шар, должны наверняка исчезнуть под волнами.
Авторские права © mtk-expxp.ru
Обращение Александры Коллонтай к женщинам рабочего класса
Ведущий участник русского социалистического движения, Коллонтай в 1917 году опубликовала это обращение в большевистской женской газете «Работница
».Александра Коллонтай была одним из лидеров русского социалистического движения.Она стала революционной социалисткой с 1890-х годов, когда она стала активисткой марксистских организаций в Санкт-Петербурге. Она провела много месяцев своей жизни в изгнании, в течение которых она стала уважаемым оратором и писателем в европейском социалистическом движении. Коллонтай не присоединилась к большевикам до 1917 года, когда она была избрана в ЦК. Она стала наркомом социальной защиты в Советском правительстве. Коллонтай была наиболее тесно связана с борьбой женщин из рабочего класса за организацию и борьбу за свои интересы.В 1917 году Коллонтай опубликовала это обращение в большевистской женской газете «Работница».
Сейчас перед трудящимися нашей страны стоит серьезная задача большой ответственности. Мы должны построить новую Россию, Россию, в которой трудящиеся, служащие, слуги, поденщики, рукодельницы и те, кто просто жены рабочих, будут жить лучше и ярче, чем они жили во время проклятого правления чертов Николас.
Однако задача завоевания и консолидации государственной власти для пролетариата и мелкого крестьянина, введение и осуществление такого законодательства, которое ограничит аппетиты капиталистических эксплуататоров и защитит интересы рабочих, — не единственная задача, стоящая сейчас перед рабочими и людьми. женщины России.Пролетариат России сейчас занимает особое положение по сравнению с трудящимися других стран.
Великая русская революция поставила нас, русских рабочих, мужчин и женщин в первые ряды борцов за всемирное рабочее дело, за интересы всех рабочих.
Мы можем говорить, писать и действовать более свободно, чем работающие женщины и мужчины других стран.
Как же тогда мы можем не использовать эту свободу, завоеванную для нас кровью наших товарищей, для того, чтобы без промедления сконцентрировать наши силы, силы женщин рабочего класса, чтобы вести неутомимую, настойчивую массовую борьбу за достижение как можно скорее положить конец мировой войне?
Наши товарищи-женщины, работницы других стран ждут, чтобы мы сделали этот шаг.
Война — теперь самое страшное зло, нависшее над нами. Пока продолжается война, мы не можем построить новую Россию, не можем решить проблему хлеба, еды, не можем остановить рост стоимости жизни. Хотя с каждым часом война продолжает убивать и калечить наших детей и мужей, мы, женщины рабочего класса, не можем знать мира!…
Если наша первая задача — помочь товарищам построить новую демократическую Россию, то наша вторая задача, не менее актуальная и более близкая нашему сердцу, — поднять работающих женщин на объявление войны войне.
А это значит: во-первых, не только нам самим понять, что это не наша война, что она ведется во имя денежных интересов богатых боссов, банкиров и фабрикантов, но и постоянно объяснять это нашим товарищам по работе, как женщины и мужчины.
Во-вторых, это означает объединение сил работающих женщин и мужчин вокруг этой партии, которая не только защищает интересы российского пролетариата, но и борется за то, чтобы пролетарская кровь не проливалась во славу капиталистов.
Товарищи работницы! Мы не можем больше смириться с войной и ростом цен! Мы должны бороться. Вступайте в наши ряды, в ряды Социал-демократической рабочей партии! Однако присоединиться к партии недостаточно. Если мы действительно хотим ускорить мир, тогда трудящиеся мужчины и женщины должны бороться за то, чтобы государственная власть перешла из рук крупных капиталистов — тех, кто действительно несет ответственность за все наши беды, всю кровь, проливаемую на полях сражений, — в руки наши представители, Совет рабочих и солдатских депутатов.
В борьбе с войной и ростом цен, в борьбе за власть в России для обездоленных, для трудящихся, в борьбе за новый порядок и новые законы, многое зависит от нас, работающих женщин. Прошли дни, когда успех дела рабочих зависел только от мужской организации. Теперь, в результате этой войны, положение женщин из рабочего класса резко изменилось. Женский труд теперь можно найти повсюду. Война вынудила женщин браться за работу, о которой раньше они даже не думали.Если в 1912 году на каждые 100 мужчин, работающих на фабриках, приходилось всего 45 женщин, то сейчас на каждые 75 мужчин нередко приходится 100 женщин.
Успех рабочих приводит к успеху борьбы рабочих за лучшую жизнь — за более короткий рабочий день, за более высокую заработную плату, за медицинское страхование, пособие по безработице, пенсии по старости и т. Д. — успех их борьбы за защищать труд наших детей, чтобы получить лучшие школы, теперь зависит не только от сознательности и организованности мужчин, но и от числа работающих женщин, вступающих в ряды организованного рабочего класса.Чем больше из нас войдет в ряды организованных борцов за дело и потребности наших общих рабочих, тем скорее мы добьемся уступок от капиталистических вымогателей.
Вся наша сила, вся наша надежда — в организации!
Теперь у нас должен быть лозунг: товарищи работницы! Не стой в изоляции. Изолированные, мы всего лишь соломинка, которую может подчинить любой начальник своей воле, но организованные, мы — могучая сила, которую никто не может сломать.
Мы, работницы, первыми подняли Красное знамя в дни русской революции, первыми вышли на улицу в День женщин.Поспешим теперь встать в руководящие ряды борцов за рабочее дело, вступить в профсоюзы, Социал-демократическую партию, Совет рабочих и солдатских депутатов!
Наши ряды объединились, мы будем стремиться к быстрому прекращению кровопролитной войны между народами; мы будем выступать против всех, кто забыл великую заповедь рабочего класса о единстве и солидарности между рабочими каждой страны ».
Только в революционной борьбе против капиталистов каждой страны и только в союзе с трудящимися женщинами и мужчинами всего мира мы достигнем нового и более светлого будущего — социалистического братства рабочих.
Краткое описание и основные технические характеристики 16К20
Универсальный токарно-винторезный станок 16К20 разработан для замены стареющего 1К62. Выпуск его начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначений, на станке расстояние между осью шпинделя и направляющими на станине составляло 200 мм.
Станок был произведен огромно и быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда узлов осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» было передано все оставшееся оборудование. В настоящее время на Гомельском заводе выпускается станок ГС526У — глубоко модернизированный 16К20.
Сфера применения станка очень широка и включает в себя различные токарные работы и нарезание резьбы на деталях. Технические характеристики токарного станка 16К20 позволяли использовать его как для единичного, так и для серийного производства деталей.
Низ станка
Основа станка — ящик-станина, установленный на монолитном основании.Благодаря своей форме эта конструкция имеет высокие показатели жесткости, что очень важно для станков. Материал основания и цоколя — высокопрочный чугун. На основании есть точки крепления оборудования к фундаменту или полу.
В основании находятся основной мотор машины и поддон для сбора стружки и отработанной охлаждающей жидкости (СОЖ). С правой стороны станины был установлен дополнительный электродвигатель для быстрого перемещения суппорта, что позволило улучшить технические характеристики 16К20.Сверху станины имеются полированные направляющие, по которым перемещаются фартук и задняя бабка.
Улучшение условий труда
Машина оборудована стальным неподвижным защитным экраном, установленным за станиной. Кроме того, на опоре станка есть отдельный прозрачный щиток. Этот щит фиксируется подвижно и может откидываться назад.
При проектировании станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все настроечные столы и ручки для выбора скорости вращения и подачи компактно размещены на передней части передней бабки.Для быстрого перемещения задней бабки можно использовать так называемую «подушку безопасности» — подачу сжатого воздуха (из заводской линии) между станиной и направляющими передней бабки. Благодаря этим и ряду других улучшений мы смогли улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование станка размещено на отдельном пульте управления, установленном на задней стенке передней бабки.
Высокие технические характеристики машины 16К20 обеспечиваются мощным двигателем главного привода.Двигатель развивает мощность до 10 кВт при частоте вращения вала 1600 об / мин. По специальному заказу был установлен еще более находчивый двигатель — до 2000 оборотов.
Main Motion Kinematics
От главного двигателя вращение передается ременной передачей на главный вал коробки передач. Для обеспечения технических характеристик вал 16К20 снабжен многодисковой двухконечной муфтой. Это устройство обеспечивает реверсивный режим работы машины. На двух дополнительных валах коробки установлены редукторы.Переключая эти блоки, станок получает 12 основных скоростей шпинделя — шесть высоких и шесть низких.
Для расширения области применения и более полной реализации технических характеристик в коробке передач 16К20 предусмотрена так называемая переключающая группа передач. Перебор позволяет получить еще 12 дополнительных скоростей — шесть из них будут с восьмикратным замедлением, а шесть — 32 раза. Всего коробка имеет 24 скорости и позволяет изменять частоту вращения шпинделя в диапазоне 12,5-1600 оборотов.При реверсировании машины группа повторного выбора не используется.
16К20 в наши дни
Несмотря на появление более точного и функционального оборудования, станок в наше время широко используется на многих машиностроительных предприятиях. По соотношению цена / точность обработки, 16К20 находится в очень выгодном положении. Техника крайне неприхотливая, обслуживание не дорогое.
Одним из больших недостатков 16К20 была ненадежность электриков. Поэтому предпочтительнее использовать машины после капитального ремонта с заменой всех ненадежных узлов и компонентов.
Lyhyt kuvaus ja tärkeimmät tekniset ominaisuudet 16K20
Универсальный kääntöruuvi 16К20oli suunniteltu korvaamaan vanhenemisen 1K62. Sen julkaisu alkoi vuonna 1973 Москован техтаалла «Красный пролетарий». Nimeämisestä seurauksena koneella oli karan akselin ja 200 мм: n sängyn ohjainten välinen etäisyys.
Laitteen teho oli valtava ja se nopeastituli Neuvostoliiton yritysten tärkein metalli leikkauslaitteisto. Kysynnän tyydyttämiseksi useiden solmujen tuottaminen tehtiin Gomelin lisälaitoksella.Päätuotteen «Красный пролетарий» selvitystyön jälkeen kaikki jäljellä olevat laitteet siirrettiin. Tällä hetkellä Gomelin tehdas tuottaa GS526U-koneen, joka on syvästi uudistettu 16K20.
Koneen soveltamisala на erittäin laaja ja sisältääItse Эри käännöstyöt ja leikkaaminen veistämällä yksityiskohtia. 16K20-sortajan tekniset ominaisuudet antoivat sen mahdollisuuden käyttää sitä yhden ja suuren mittakaavan tuotantoon.
Koneen pohja
Koneen perusta on laatikko-vuode, asennettu monoliittiseen alustaan.Muotoonsa nähden tämä rakenne на erittäin jäykkyys, mikä на erittäin tärkeä työkoneille. Pohjaan ja pohjaan tarkoitettu materiaali на korkean lujuuden valurauta. Pohjaan tai kerrokseen на olemassa laitteiden kiinnityspisteet.
Alustassa on päämoottorikone ja lokero sirujen ja käytetyn jäähdytysaineen (jäähdytysnesteen) keräämiseen. Sängyn oikealle puolelle asennettiin sähkömoottori paksun liikkeen nopealle liikkumiselle, mikä mahdollisti 16K20: n teknisten ominaisuuksien parantamisen.Sängyn yläosassa на kiillotettuja oppaita, joita pitkin esiliina ja takaluukku liikkuvat.
Työolojen parantaminen
Koneessa on teräksinen suojattu suojus, joka on asennettu sängyn taakse. Lisäksi koneen kannessa on erillinen läpinäkyvä kilpi. Tämä kilpi на kiinteästi liikuteltavissa ja voi taittaa.
Konetta suunniteltaessa kiinnitettiin huomiotavähentää manageatioiden määrää leikkausolosuhteiden asettamisessa. Tällöin kaikki säätötaulut ja kahvat pyörimis- ja syöttönopeuksien valintaa varten sijoitetaan kompaktisesti etupään etupuolelle.Nappulatangon nopeaa siirtämistä varten voidaan käyttää ns. «Turvatyynyä» — paineilman syöttöä (tehtaan linjalta) sängyn ja pään ohjaimen välissä. Näiden ja lukuisten muiden parannusten ansiosta olemme pystyneet parantamaan 16K20: n teknisiä perusominaisuuksia.
Sähkölaitteet
Koneen sähkölaitteet on sijoitettu erilliseen ohjauspaneeliin, joka on asennettu päätyseinämän takaseinälle.
Laitteen korkeat tekniset ominaisuudet 16K20on varustettu voimakkaalla pääkäyttömoottorilla.Moottorin teho on jopa 10 кВт акселин pyörimisnopeudella 1600 об / мин. Erikoisjärjestelyllä asennettiin entistä kekseliäisempi moottori — jopa 2000 kierrosta.
Main Motion Kinematics
Päämoottorin pyörimisestä lähetetäänhihnan käyttö vaihteiston pääakselilla. Teknisten ominaisuuksien takaamiseksi 16K20 akseli on varustettu monikäyttöisellä kaksipuolisella kytkimellä. Tämä laite tarjoaa käänteisen koneen käytön. Rungon kahdella lisäakselilla на hammaspyöräyksiköt. Vaihtelemalla nämä lohkot kone saa 12 peruskaran nopeutta — kuusi korkeaa ja kuusi alhaista.
Laajentaa soveltamisalaa ja täydentää16K20-vaihteiston teknisten ominaisuuksien käyttöönotolla on niin sanottu uudelleenvalintaryhmä vaihteita. Bustingin avulla voit saada vielä 12 ylimääräistä nopeutta — kuusi niistä tulee hidastuvaksi kahdeksan kertaa ja kuusi — 32 kertaa. Kokonainen laatikko on 24 nopeudella ja voit muuttaa karan nopeutta 12,5-1600 kierrosnopeudella. Кун peruutat koneen, uudelleenvalintaryhmää ei käytetä.
Nykyään 16K20
Huolimatta esiin tarkempia jafunktionaalisia laitteita, kone on laajalti käytössä meidän aikamme monissa insinööritoimistoissa.Hintakäsittelyn tarkkuusasteella 16K20 на erittäin edullisessa asemassa. Laite on erittäin vaatimaton, huolto ei ole kallis.