Токарный станок 1К62Д: паспорт и технические характеристики
Токарный станок 1К62Д – популярный агрегат для предпринимателей среднего звена, аппарат легко используется без применения дополнительных условий, выполняет нарезку резьбы любой сложности, а также проводит обработку металлических заготовок разных размеров.
Общая информация и функциональность
Применяется станок модели 1К62Д часто в индивидуальных мастерских и на производствах небольших размеров. Эта разновидность токарной установки была разработана на базе зарекомендовавшего себя стандартного образца 1К62, его производительность и точность работы оценили многие мастера этого дела.
Токарный станок 1к62
Кроме стандартной модификации, выпускается несколько разновидностей установок, предназначенных для специализированных работ потребителей.
Токарный станок 1К62Д имеет уникальную конструкцию шпинделя, он устанавливается на подвижных подшипниках. Такая особенность позволяет обеспечить требуемую максимальную жесткость при одновременном поддержании точности обработки. Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Преимущества станка
Винторезный агрегат модификации и 1К62Д обеспечивает работу с заготовками из жаропрочного металла, прочной инструментальной стали. Эти материалы предполагают тяжелые формы обработки с максимальными нагрузками на главные элементы конструкции:
- привод;
- электрические схемы;
- коробку переключения скоростей.
Присутствие выемки в неподвижной станине (ГАП) дает возможность закреплять детали с радиусом, превосходящим расстояние между центрами. Паспорт базовой модели имеет ограничение по этому параметру до 435 мм, а модификация с ГАПом увеличивает допустимое значение до 630 мм.
Достоинствами модели считаются:
- Довольно увеличенная мощность основного привода.
- Весь станок, каждое его звено отличаются высокой прочностью и общей целостностью.
- Точение выполняется в условиях высокой надежности и безопасности мастера.

- Конструкция отвечает требованиям вибрационной устойчивости.
- Расширен диапазон допустимых частот при вращении шпинделя.

Установка отлично показывает себя в режиме силовой обработки заготовок на высоких скоростях.
Технические показатели
Паспорт установки содержит детальную информацию о допустимых материалах, размерах и других тонкостях обработки заготовок.
Паспорт станка имеют полную информацию о тонкостях обработки заготовок
Технические характеристики токарного станка:
- Максимальный диаметр детали: над станиной – 435 мм, значение над суппортом равняется 224 мм.
- Допустимая длинна детали – 1,5 тыс. мм.
- Число скоростей шпинделя – 23.
- Частота вращения – от 12,5 оборота в минуту до 2 тыс.
- Сечение резца доходит до 25 мм.
- Привод имеет мощность 11 кВт.
- Масса токарной установки 2,7 тыс. кг.
Вид питания: допускается работа в сетях 220 B, но для увеличения производительности и максимальной функциональности необходимо обеспечить подключение к 380 B. сети. Эта информация содержится в паспорте станка.
сети. Эта информация содержится в паспорте станка.
В сравнении с базовой моделью 1К62, современная установка имеет улучшенные параметры допустимого диаметра заготовки и ее длинны.
Передняя бабка
По паспорту установки передняя бабка предназначена для передачи на шпиндель установленной частоты вращения.
Каждая отдельная операция, которую выполняет мастер, характеризуется различной частотой, скорости устанавливаются коробкой передач. Устройство передней бабки обуславливает следующие возможности обработки:
- Нарезка резьбы с фиксированным шагом, увеличенным в 4 раза шагов, увеличенная в 16.
- При нарезке наблюдается увеличение передаточного числа соответственно в 8, 32.
- Обуславливается нарезание правосторонней резьбы, обратной левой.
- Агрегат проводит создание многозаходных типов резьбы.
Коробка подач
Конструкция и основной механизм модуля подач отвечает за создание определенных видов резьбы, манипуляция осуществляется при помощи ходового винта с фиксированным шагом в 12 мм. При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
- Метрическую с минимальным шагом 0,5 мм, а максимальное ограничение шага – 12 мм.
- Дюймовую резьбу: шаг начинается с 2 ниток, ограничивается 24.
- Модульную от 0,5 до 3 модуля.
- Питчевая 1–96.
При использовании механизма, предназначенного для увеличения текущего шага, мастера могут нарезать резьбу с превышающим шагом в 32 раза. Агрегат является универсальным, но у каждой детали есть свой предел эксплуатации. Перед работой на аппарате специалисты обязаны пройти лекции по технике безопасности и изучить паспортные особенности станка.
Задняя бабка установки
Передвигаясь по специальным направляющим, задняя бабка устройства дополнительно прикрепляется к станине. Для выполнения работ необходимо определенное закрепление этого узла станка, играет роль фиксаторов эксцентрик рукояти и простая система рычагов. Закрепление пиноли дополнительно производится рукояткой, а ее смещение обуславливается вращательными движениями маховика.
Для выполнения работ необходимо определенное закрепление этого узла станка, играет роль фиксаторов эксцентрик рукояти и простая система рычагов. Закрепление пиноли дополнительно производится рукояткой, а ее смещение обуславливается вращательными движениями маховика.
Используя поперечные смещения задней бабки, а также допускается обработка конусов пологой формы. Манипуляция позволяет выполнять ювелирную обработку деталей небольших габаритов, аппарат нарезает в таком положении метрическую резьбу минимальной глубины.
Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.
Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Перед запуском аппарата необходимо провести наладку резцов, станок обязан выполнить несколько заготовок минимальной, средней и высокой сложности.
Отзывы
Олег Владимирович, 46 лет, предприниматель:
«Использую модель станка 1К62Д в собственной мастерской по ремонту автомобилей. Как только начинал собственное дело вложился деньгами для приобретения именно этого оборудования, не жалею. Станок не подводил, стабилен после 20 лет использования, точность обработки автомобильных валов сохранилась. Со временем докупил несколько дополнительных модулей, манипуляция расширила возможности базовой обработки. Теперь проблем с обточкой деталей и нарезкой новой резьбы не возникает».
Сергей, 35 лет, работник цеха металлообработки:
«В нашем цеху дальнее место занимает машина СССР образца 1К62Д. Но если требуется нарезать резьбу на небольшой детали, то все работники знают – старый агрегат 1К62Д не подведет. Нарезка резьбы, заточка и обточка конусов всегда выполняются не на модернизированном оборудовании, а на этой машине, ее точности позавидует любой альтернативный станок».
Видео по теме: Как правильно смазывать токарный станок 1к62
ПАСПОРТА К ТОКАРНЫМ СТАНКАМ. ДОСТУПНО ДЛЯ СКАЧИВАНИЯ
| ТВ-4, станок токарно-винторезный, Ростов-на-Дону | |
| ТВ-4, станок токарно-винторезный учебный Изготовитель: Ростовский з… | |
|
|
| Обновлен: 10 Jun 2011 | |
ТВ-320, ТВ-320П, станок
токарно-винторезный, Уфа. Те… Те… |
|
| Мануал Cтанок токарно-винторезный моделей ТВ-320, ТВ-320П, Уфа. Те… | |
|
|
| Обновлен: 19 Mar 2011 | |
| 16Б04П, 16Б05 (16Б05П), станок токарно-винторезный п… | |
| 16Б04П, 16Б05 (16Б05П), станок токарно-винторезный повышенной точно… | |
|
|
| Обновлен: 04 Aug 2012 | |
| 16К20, 16К20П, 16К20Г, 16К25 — токарно-винторезные… | |
16К20, 16К20П, 16К20Г, 16К25 — токарно-винторезные станки
Изготови. |
|
|
|
| Обновлен: 06 Apr 2010 | |
| EMU-200 (-FP,-R), станок токарно-винторезный, Венгрия | |
| Полная документация Производство Budapest-Hungary | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1М95, станок токарно-винторезный, Алма-Ата | |
| Инструкция-паспорт. Спасибо SvD за представленную информацию. | |
|
|
| Обновлен: 05 Apr 2010 | |
1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, станки
токарно-винто.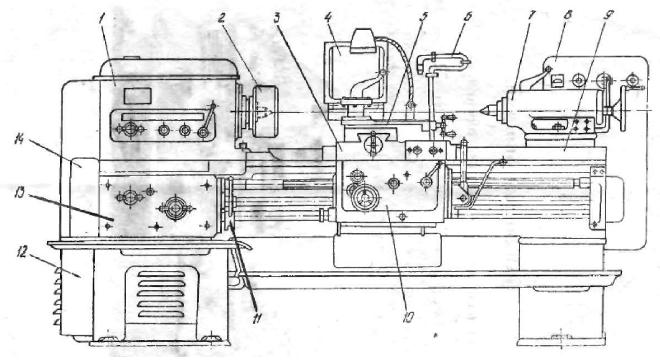 |
|
| 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, станки токарно-винторезные. Руковод… | |
|
|
| Обновлен: 08 Apr 2010 | |
| МК3002, станок токарный настольный, Москва | |
| Инструкция по эксплуатации Изготовитель: «Красный пролетарий… | |
|
|
| Обновлен: 06 Apr 2010 | |
| Универсал-2, станок токарный настольный, Москва | |
Инструкция по эксплуатации. Изготовитель: «Станкоконструкция… |
|
|
|
| Обновлен: 05 Apr 2010 | |
| ТВ-7М, станок токарно-винторезный, Ростов-на-Дону | |
| ТВ-7М, станок токарно-винторезный, учебный. Изготовитель: «Рост… | |
|
|
| Обновлен: 31 Mar 2010 | |
| Универсал-3М, станок настольный токарный | |
| Инструкция по эксплуатации. | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1И611П, станок токарно-винторезный, Ижевск | |
Руководство к станку. Еще одна ссылка Еще одна ссылка |
|
|
|
| Обновлен: 06 Apr 2010 | |
| ТС-135М, станок токарно-винторезный | |
| Паспорт токарного станка ТС-135М | |
|
|
| Обновлен: 06 Apr 2010 | |
| 95ТВ, станок токарно-винторезный, Ижевск | |
| Нашел паспорт на свой станок м.б. кому-нибуть будет интересно,качес… | |
|
|
| Обновлен: 05 Apr 2010 | |
| 1К62, станок токарно-винторезный, Челябинск | |
Паспорт токарно-винторезного станка 1К62 Станкостроительный
завод и.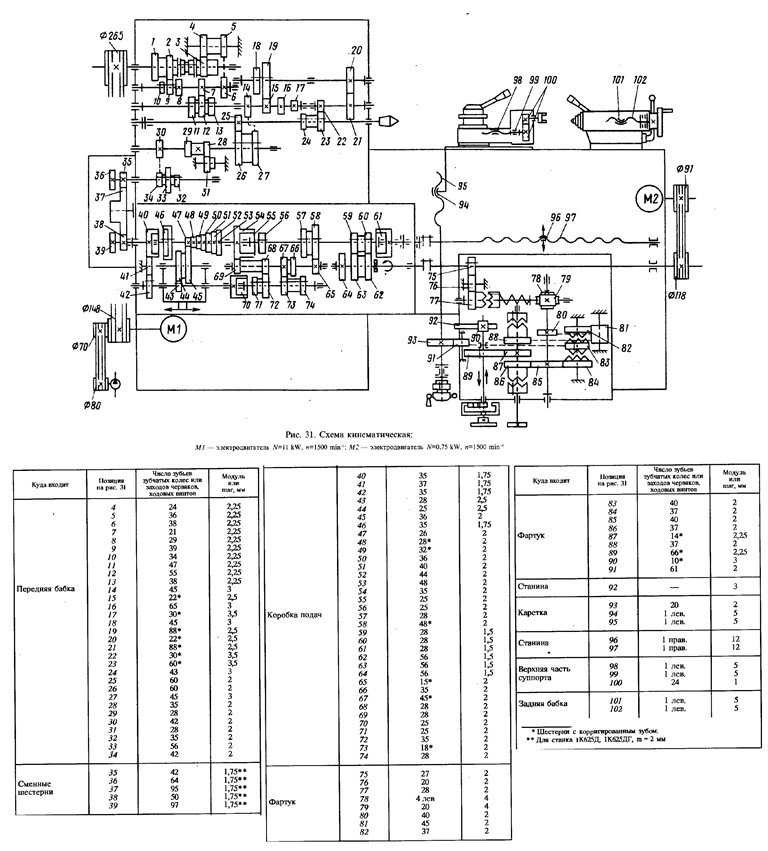 .. .. |
|
|
|
| Обновлен: 07 Apr 2011 | |
| Robling 600S, станок токарный точный быстровращающий… | |
| Точный быстровращающийся токарный станок с ходовым валиком и ходовы… | |
|
|
| Обновлен: 05 Apr 2010 | |
| 1Д601, станок настольный токарный, Кировакан | |
| Паспорт на настольный токарный станок модели 1Д601 Кировоканского з… | |
|
|
| Обновлен: 05 Apr 2010 | |
| АТМ-3, станок токарный часовой, Харьков | |
Паспорт на «Харьковский» часовой станок, с фотографиями. |
|
|
|
| Обновлен: 05 Apr 2010 | |
| С95, станок токарный часовой, Москва | |
| С95, станок токарный часовой. Изготовитель: «УПМ МАВИАта им. Го… | |
|
|
| Обновлен: 21 Mar 2011 | |
| 1Е61М, станок токарно-винторезный повышенной точност… | |
| Станок токарно-винторезный повышенной точности модели 1Е61М Приволж… |
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
В этом разделе вы можете скачать руководство по эксплуатации — Паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, 16К20 в электронном виде.
В руководсве по эксплуатации токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ отражены:
- Устройство станка 1К62
- Характеристики станка
- Основные узлы
- Кинематическая схема
- Электрическая схема
- Сведения по техническому обслуживанию.
- Фундамент станка.
Размер файла 1,92 мб.
Формат файла djvu.
Кол-во страниц 62.
Характеристики станка 1К62 ->>
.
Аналог токарно-винторезного станка 1К62 ->>
СХЕМА, ПАСПОРТ ТОКАРНОГО СТАНКА 16К20, 16К20П, 16К20Г, 16К25 ПАСПОРТ, РУКОВОДСТВО ПО ЭКСПЛУАТАЦИ (ЗАВОД КРАСНЫЙ ПРОЛЕТАРИЙ)
В этом разделе вы можете скачать руководство по эксплуатации — Паспорт токарного станка 16К20, 16К20П, 16К20Г, 16К25 в электронном виде.
В руководсве по эксплуатации токарного станка 16К20, 16К20П, 16К20Г, 16К25 освещаются вопросы по установке, пуску, использованию, уходу и обслуживанию токарно-винторезных станков моделей 16К20, 16К20П, 16К20Г, 16К25; содержатся сведения о их конструкции, способствующие рациональной работе. Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
16К20 — базовый станок нормальной точности;
16К20П — станок повышенной точности; 16К20Г — станок нормальной точности с выемкой в станине;
16К25 — облегченный станок нормальной точности с увеличенным диаметром обработки.
Различия в технических характеристиках станут ясны из приведенной в руководстве таблицы основных данных станков.
Размер файла 1,8 мб.
Формат файла RAR/djvu.
Для просмотра файла необходима программа DjVu Viewer.
Кол-во страниц 69.
Характеристики станка 16К20 завода «Красный пролетарий» ->>
.
Аналог токарно-винторезного станка 16К20 ->>
Другие статьи по теме:
Устройство токарно-винторезного станка модели 1К62
Общее описание. Общий вид
токарно-винторезного станка модели 1К62
завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Общий вид
токарно-винторезного станка модели 1К62
завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Основные части этого станка, присущие любому токарно-винторезному станку, — неподвижная передняя бабка 1, подвижная и >закрепляемая в рабочем положении задняя бабка 3 и подвижный в работе суппорт 2, в резцедержателе которого крепится резец. Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Станок является универсальным и предназначен для работы в условиях индивидуального и мелкосерийного производства. На нем можно обрабатывать детали диаметром до 400 мм, а из прут ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав ный вал станка, на правом конце которого крепится патрон 6 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматривае мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для различных работ. Пуск станка, остановка его и изменение направления вращения шпинделя осуществляются при помощи рукояток 26 или 34, расположенных для удобства токаря в разных концах станка. Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Рис.21. Общий вид токарного станка модели 1К62.
Станина станка 27 коробчатой формы с поперечными ребрами меет две призматические закаленные направляющие; переднюю — для передвижения суппорта 33 и заднюю — для перемещения задней бабки 19 (их видно на рис. 21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя > бабка может быть установлена на различном расстоянии от ней и закреплена с помощью рукоятки 16. Более прочное закрепление осуществляется завертыванием гайки 22, Кроме того, можно перемещать пиноль бабки вращением маховичка 18 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 21, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Рис.22. Токарно-винторезный станок модели 1К62.
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется центровой линией станка. . Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33. Суппорт состоит из нескольких частей, перемещающихся в разных >направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача осуществляется> вращением маховика 31, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7, а подача верхней (поворотной) части суппорта — посредством рукоятки 8.
Автоматические подачи резца заимствуются от ходового винта 24 или от ходового вала 25, получающих вращение с разными скоростями от коробки подач 37. Ходовой винт используется при наре>зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32 служит для выключения реечного зубчатого колеса из рейки при нарезании резьбы. Рукояткой 28 производится включение и вы ключение разъемной гайки ходового винта, а рукояткой 10 — подач, заимствуемых от ходового вала. Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле ния вращения) ходового винта, что вызывает изменение направления перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, расположенную под кожухом 38, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются всегда -согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 35 и 36 и пользуясь также рукояткой 2, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых по ГОСТу метрическихи дюймовых резьб и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модульные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой резьбы может быть увеличен в 2,8 или в 32 раза, а также может производиться деление при нарезании многоходовых резьб (причисле ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1″, модульные с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой вал продольные автоматические подачи от 0,070 до 4,16 мм/об и поперечные от 0,035 до 2,08 мм/об.
Пуск и остановка главного электродвигателя осуществляются нажатием на кнопку 29, включение насоса для подачи эмульсии, размещенного в правой тумбе станка, — с помощью выключателя 14. Для включения электроэнергии и освещения служат выключатели 15 -и 17. Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая схема станка. Перед ее изучением следует рассмотреть табл.3 и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от ношением 142—254 (диаметры шкивов) вращение передается валу коробки скоростей. На валу установлены многодисковые фрикционы (устройство их описано ниже), при помощи которых переключением муфты М1 можно передавать шпинделю правое или левое, вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты М1 влево) вал может получить две скорости. Это осуществляется перемещением подвижного блока зубчатых колес Б1 вследствие чего вращение будет передаваться через зубчатые пары колес либо 56—34, либо 51—39. При включении муфты М1 на обратный ход (перемещение муфты вправо) передача осуществится через две пары зубчатых колес 50— 24 и 36—38, что и приведет к изменению направления вращения.
С вала на вал III с помощью тройного блока зубчатых колес Ба вращение передается через колеса 29—47, 21—55 (как показано на схеме) или 38—38. Вал, таким образом, может получить шесть различных рабочих скоростей.
Включением блока Б5 влево, как это показано на схеме, шесть скоростей можно передать на шпиндель (вал VI) через пару зубчатых колес 65—43. При переводе блока Б5 вправо, через колеса 26—52 вращение с вала на вал VI передается через перебор. Перебором называется группа колес, размещенных на валах, IV и У, с помощью которых количество скоростей умножается, одновременно понижаясь в численном значении. Меняя положение блоков Б3 и Б4 на валу IV, передачу можно осуществить через колеса 22—88
Рис.23. Кинематическая схема токарно-винторезного станка модели 1К62.
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45 и 22—88 или 45—45 и 45—45, в результате чего будут получены соответственно передаточные отношения 1/16, 1/4, и 1. Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
К коробке подач передача идет через промежуточный вал VII и установленный на нем передвижной блок Б6. Движения подач заимствуются либо от шпинделя через зубчатые колеса 60—60, когда этот блок (блок звена увеличения шага) находится в крайнем левом положении, как показано на схеме, либо от вала через зубчатые колеса 45—45, как на схеме показано условным пунктиром, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Xи выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику XVII через двухвенцовый неподвижный блок 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX (на схеме механизм фартука показан условно развернутым на 90°). Вал связан передним зубчатым колесом 40 непосредственно с зубчатыми венцам и кулачковых муфт М7 и М9, а задним колесом 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и M8 (см. штриховые линии на схеме).
При сцеплении кулачковых муфт М6 или М7 (ручная подача) вращение от вала XX через зубчатые колеса 14—66 передается валу — XXI — с закрепленным на нем зубчатым колесом 10. Обкатыванием колеса по рейке осуществляется продольная подача суппорта. На валу XXI смонтирован лимб продольной подачи с ценой деления 1 мм.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8 или М9 (ручная), после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми колесами 40—61—20.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м/мин, а поперечных — 1,7 м/мин.
Другие статьи по теме:
Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод «Красный пролетарий» (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Технические характеристики станка 1к62:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0.70…4.16 мм/об |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4.5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
Токарный станок 1к62 инструкция по эксплуатации видео
Информация о файле
Токарно-винторезный станок модель 1К62
Инструкция по эксплуатации
Изготовитель: Ордена Ленина и ордена Трудового Красного Знамени станкостроительный завод «Красный пролетарий» имени А.И. Ефремова
г. Москва, 1966 г.од
Токарно-винторезный станок модель 1К62
Ордена Ленина и ордена Трудового Красного Знамени станкостроительный завод «Красный пролетарий» имени А.И. Ефремова
Технические характеристики токарного станка 1К62Д, преимущества перед другими станками, инструкция по эксплуатации и подробный разбор области применения.
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.
У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.
Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.
Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой х
Shop Cutter Screw — суперскидки на Cutter Screw в магазине AliExpress
Отличные новости !!! Вы находитесь в нужном месте для фрезерного винта. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот винт с верхним резаком в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили резак на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в фрезерном винте и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Cutter Screw по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Creation Mechanical & Electric ShenZhen Co., ООО
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Высокоскоростной — Серия TK600 — Обычный токарный станок
Мы являемся одним из ведущих производителей обычных токарных станков на Тайване с 1973 года.И настаивая на предоставлении клиентам обычных токарных станков лучшего качества. Взгляните на нашу технологию обычных токарных станков ниже.
| МОДЕЛЬ | ОПИСАНИЕ | ТК600 | TK670 | |||
| Вместимость | Качели над кроватью | 600 мм (23.6 дюймов) | 670 мм (26,3 дюйма) | |||
| Качели над суппортом | 390 мм (15,3 дюйма) | 460 мм (18,1 дюйма) | ||||
| Качели над зазором | 820 мм (32,2 дюйма) | 890 мм (35 дюймов) | ||||
| Высота центра | 300 мм (11,8 дюйма) | 335 мм (13.2 «) | ||||
| Ширина зазора от конца шпинделя | 450 мм (17,7 дюйма) | |||||
| Между центрами | Станина 400 мм | 1500 мм (59 дюймов), 2000 мм (78 дюймов), 3000 мм (118 дюймов), 4000 мм (157 дюймов) | ||||
| 460 мм станина | 2000 мм (78 дюймов), 3000 мм (118 дюймов), 4000 мм (157 дюймов), 5000 мм (196 дюймов) | |||||
| Передняя бабка | Диаметр отверстия шпинделя, диам. | Станина 400 мм | 104 мм (4 «) | 104 мм (4 дюйма), опция 156 мм (6 дюймов) A2-11 | ||
| 460 мм станина | — | 104 мм (4 дюйма), опция 156 мм (6 дюймов) A2-11, Опт. 230 мм (9 дюймов) A2-15 (только TK770 / 840) | ||||
| Кончик шпинделя | D1-11 или A-11 | D1-11 или A-11 | ||||
| Скорость шпинделя (об / мин) | 15–1000, 12 шагов | 15-1000,12 шагов, Опт.6 дюймов: 13-800, 12 ступеней, Диаметр цилиндра 9 дюймов: 10-600, 12 ступеней | ||||
| Мотор шпинделя | 15HP | 15HP | ||||
| Подача и резьбы | Поперечный ход суппорта | Станина 400 мм | 300 мм | 300 мм | ||
| 460 мм станина | — | 385 мм | ||||
| Поперечные подачи | 0.025-0,35 мм / об (36 видов) | |||||
| Продольные подачи | 0,05-0,7 мм / об (36 видов) | |||||
| Диаметр ходового винта | Dia. 45 мм | |||||
| Шаг ходового винта | 2TPI (дюйм) или 12 мм (метрическая система) | |||||
| Диапазон резьбы, дюйм | 2-28 TPI (36 видов) | |||||
| Диапазон нарезания резьбы, метрическая | 0.8-14 мм (65 видов) | |||||
| Модуль шаговой резьбы | 0,5-7М (22 вида) | |||||
| DP. шаг резьбы | 4-56П (36 видов) | |||||
| Подножка проездная | 230 мм (9 дюймов) | |||||
| Размер инструмента | 25 x 25 мм | |||||
| Прикладной конус (опция)) | 400 мм (15,7 дюйма) | |||||
| Задняя бабка | Диаметр пиноли | Станина 400 мм | 80 мм (3,1 дюйма) | |||
| 460 мм станина | 95 мм (3,7 дюйма) | |||||
| Центральный конус | MT5 | |||||
| Гусиное путешествие | 230 мм (9 дюймов) | |||||
| Разное | Насос охлаждающей жидкости | 1/8 л.с. | ||||
| Масса нетто, кг (1500 мм) | Станина 400 мм | 2750 | 2850 | |||
| Масса нетто, кг (2000 мм) | Станина 400 мм | 2950 | 3050 | |||
| 460 мм станина | — | 3150 | ||||
| Масса нетто, кг (3000 мм) | Станина 400 мм | 3500 | 3600 | |||
| 460 мм станина | — | 3700 | ||||
| Масса нетто, кг (4000 мм) | Станина 400 мм | 4050 | 4150 | |||
| 460 мм станина | — | 4250 | ||||
| Масса нетто, кг (5000 мм) | 460 мм станина | — | 4900 | |||
| МОДЕЛЬ | ОПИСАНИЕ | TK770 | TK840 | |||
| Вместимость | Качели над кроватью | 770 мм (30.3 «) | 840 мм (33 «) | |||
| Качели над суппортом | 560 мм (22 «) | 630 мм (24,8 дюйма) | ||||
| Качели над зазором | 990 мм (38,9 дюйма) | 1060 мм (41,7 дюйма) | ||||
| Высота центра | 385 мм (15,2 дюйма) | 420 мм (16.5 дюймов) | ||||
| Ширина зазора от конца шпинделя | 450 мм (17,7 дюйма) | |||||
| Между центрами | Станина 400 мм | 1500 мм (59 дюймов), 2000 мм (78 дюймов), 3000 мм (118 дюймов), 4000 мм (157 дюймов) | ||||
| 460 мм станина | 2000 мм (78 дюймов), 3000 мм (118 дюймов), 4000 мм (157 дюймов), 5000 мм (196 дюймов) | |||||
| Передняя бабка | Диаметр отверстия шпинделя, диам. | Станина 400 мм | 104 мм (4 дюйма), опция 156 мм (6 дюймов) A2-11 | — | ||
| 460 мм станина | 104 мм (4 дюйма), опция 156 мм (6 дюймов) A2-11, Опт. 230 мм (9 дюймов) A2-15 (только TK770 / 840) | |||||
| Кончик шпинделя | D1-11 или A-11 | |||||
| Скорость шпинделя (об / мин) | 15-1000,12 шагов, Опт.6 дюймов: 13-800, 12 ступеней, Диаметр цилиндра 9 дюймов: 10-600, 12 ступеней | |||||
| Мотор шпинделя | 15HP | |||||
| Подача и резьбы | Поперечный ход суппорта | Станина 400 мм | 385 мм | — | ||
| 460 мм станина | 435 мм | 435 мм | ||||
| Поперечные подачи | 0.025-0,35 мм / об (36 видов) | |||||
| Продольные подачи | 0,05-0,7 мм / об (36 видов) | |||||
| Диаметр ходового винта | Dia. 45 мм | |||||
| Шаг ходового винта | 2TPI (дюйм) или 12 мм (метрическая система) | |||||
| Диапазон резьбы, дюйм | 2-28 TPI (36 видов) | |||||
| Диапазон нарезания резьбы, метрическая | 0.8-14 мм (65 видов) | |||||
| Модуль шаговой резьбы | 0,5-7М (22 вида) | |||||
| DP. шаг резьбы | 4-56П (36 видов) | |||||
| Подножка проездная | 230 мм (9 дюймов) | |||||
| Размер инструмента | 25 x 25 мм | |||||
| Прикладной конус (опция)) | 400 мм (15,7 дюйма) | |||||
| Задняя бабка | Диаметр пиноли | Станина 400 мм | 80 мм (3,1 дюйма) | |||
| 460 мм станина | 95 мм (3,7 дюйма) | |||||
| Центральный конус | MT5 | |||||
| Гусиное путешествие | 230 мм (9 дюймов) | |||||
| Разное | Насос охлаждающей жидкости | 1/8 л.с. | ||||
| Масса нетто, кг (1500 мм) | Станина 400 мм | 3000 | — | |||
| Масса нетто, кг (2000 мм) | Станина 400 мм | 3200 | — | |||
| 460 мм станина | 3300 | 3400 | ||||
| Масса нетто, кг (3000 мм) | Станина 400 мм | 3750 | — | |||
| 460 мм станина | 3850 | 3950 | ||||
| Масса нетто, кг (4000 мм) | Станина 400 мм | 4300 | — | |||
| 460 мм станина | 4400 | 4500 | ||||
| Масса нетто, кг (5000 мм) | 460 мм станина | 5000 | 5100 | |||
- Двухдюймовая / метрическая коробка передач
- 4-ходовой резцедержатель с Т-образным пазом
- Рабочий свет
- Система охлаждающей жидкости
- Диск для извлечения нити
- Быстрое перемещение в поперечном и продольном направлении для станины шириной 460 мм
- Быстрое продольное перемещение для кровати шириной 400 мм
- Продольный стержень с упорами каретки
- Рукав и центры
- Модернизировать отверстие шпинделя
- Модернизация двигателя шпинделя
- Патрон или планшайба
- Адаптер для заднего патрона
- Защитная крышка переднего патрона
- Защитная крышка заднего патрона
- 4-позиционный упор каретки
- Люнет
- Следуй за отдыхом
- Задний резцедержатель
- Быстросменный резцедержатель
- Держатель для расточной оправки
- Насадка для быстрой нарезки резьбы
(Только TK770 / 840) - Копировать вложение
(ход 120 мм) - Вращающийся центр, MT5
- Задний брызговик по всей длине
- Подвижный задний брызговик
- Поперечный ходовой механизм для ширины борта 400 м
- Знак CE