Фрезерный станок с ЧПУ – принцип работы, конструкция, видео
Развитие технологий стало причиной того, что компьютеры и другие передовые технические средства все активнее используются в повседневной жизни людей, а также в промышленности. Например, на современных промышленных предприятиях все чаще можно встретить фрезерный станок с ЧПУ, который управляется не руками оператора, а при помощи специальных компьютерных программ и соответствующих электронных устройств.
Фрезерный станок с числовым программным управлением
Благодаря такой системе управления значительно облегчается эксплуатация станка, а из процесса изготовления деталей исключается человеческий фактор, который может оказывать негативное влияние на их качество и точность обработки.
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
- древесина;
- черные, а также цветные металлы;
- керамика;
- полимерные материалы;
- природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.
Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
- модели, обладающие широкой универсальностью;
- горизонтального типа;
- вертикального типа.
Бесконсольной конструкции:
- вертикальные;
- горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
- Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
- Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
- Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
- Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
- позволяют увеличить производительность обработки в 2–3 раза;
- дают возможность изготавливать детали с высокой точностью;
- минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- минимизируют время обработки деталей.
Разновидности оборудования
Станки фрезерной группы, оснащенные ЧПУ, в зависимости от того, какой материал на них обрабатывается, подразделяются на следующие категории:
- для работы по металлу;
- для обработки заготовок из древесины;
- фрезерно-гравировальной группы.
Большую категорию оборудования данной группы составляют станки, на которых обрабатываются детали, выполненные из различных металлов:
- настольные фрезерные станки, оснащенные ЧПУ;
- обрабатывающие центры, отличающиеся высокой функциональностью;
- станки широкоуниверсального типа;
- токарно-фрезерной категории;
- сверлильно-фрезерной группы.
Фрезерные станки, управляемые при помощи специальных программ, можно использовать и для оснащения домашней мастерской, так как они отличаются простотой эксплуатации и дают возможность изготавливать детали из металла, выполненные с высокой точностью своих геометрических параметров.
Фрезерный станок с ЧПУ за работой
На предприятиях, которые производят мебель, а также в строительных компаниях применяются фрезерные станки, оснащенные ЧПУ, с помощью которых выполняется обработка заготовок из древесины. На таких станках обрабатываются изделия из древесины, а также заготовки из полимеров, алюминиевых сплавов, фанеры и ДСП.
Станок с ЧПУ, на котором возможно выполнять операции гравировки, применяется для обработки изделий, изготовленных из металла, натурального и искусственного камня, бетона и ряда других материалов. С его помощью изготавливают декоративные каменные колонны, статуэтки, другие изделия, выполняющие исключительно декоративную функцию. Такие станки по металлу и ряду других материалов чаще всего используют для производства различных рекламных конструкций.
По принципу работы и своей производительности фрезерные станки, оснащенные ЧПУ, могут быть следующих категорий:
- отличающиеся небольшими габаритами и невысокой производительностью — мини станки;
- настольного типа;
- вертикально-фрезерного типа;
- широкоформатные.
Станки, которые используются для оснащения домашней мастерской, нельзя назвать профессиональными, их преимущественно используют для полезного хобби. Такие фрезерные станки, оснащенные ЧПУ, отличаются невысокой стоимостью, поэтому ими часто оснащаются мастерские различных учебных заведений: школы, технические училища, ВУЗы и др.
Оборудование настольного типа обладает рядом весомых преимуществ:
- невысокая стоимость;
- исключительная мобильность;
- простота эксплуатации и конструктивного исполнения.
Такие станки, несмотря на свою компактность, способны выполнять различные технологические операции по металлу и другим материалам: фрезерование, сверление, растачивание.
Для обработки заготовок, обладающих большими габаритами, используются вертикально-фрезерные станки. В качестве рабочих инструментов на них применяются сверла, фрезы цилиндрического, концевого, фасонного и торцевого типа. С помощью такого оборудования, которым преимущественно оснащаются крупные производственные предприятия, можно выполнять обработку как горизонтальных, так и вертикальных поверхностей.
Широкоформатные фрезерные станки, оснащенные ЧПУ, полностью соответствуют своему названию: в их конструкции имеется специальная рабочая головка, которая может поворачиваться в любом направлении. Благодаря своей универсальности такие станки чаще всего используются для оснащения цехов нестандартного оборудования и инструментальных участков.
Широкоформатный фрезерный станок с ЧПУ
Обзор станков
Прежде чем решить вопрос, какой фрезерный станок выбрать для оснащения домашней мастерской или производственного предприятия, важно ознакомится с характеристиками оборудования, которое предлагается на современном рынке. На сегодняшний день наиболее востребованным являются фрезерные станки, производимые в следующих странах:
- Германия;
- Италия;
- Австрия;
- Китай;
- Северная Корея;
- Малайзия;
- США;
- Тайвань;
- Чехия;
- Турция.
Пятикоординатный фрезерный станок
Наиболее известными компаниями, которые производят и реализуют фрезерные станки с ЧПУ, являются:
- GCC Jaguar;
- Redwood;
- RuStan;
- JCC;
- Hyundai Wia;
- Kami;
- Zenitech.
Одними из самых быстрых станков, которые также отличаются широким разнообразием настроек и дополнительных функций, являются модели торговой марки GCC Jaguar.
Широким разнообразием ассортимента станков для обработки деталей из металла и других материалов отличается компания JCC. В каталоге данного производителя представлены станки с ЧПУ следующего назначения:
- универсального типа, предназначенное для выполнения гравировальных и фрезерных работ;
- для обработки изделий из древесины и металла;
- прошивные станки электроэрозийного типа;
- оборудование фрезерно-токарной группы.
Передовые программные продукты, с помощью которых управляются станки данной торговой марки, позволяют задействовать весь их потенциал.
Вертикально-фрезерный с ЧПУ МА655
Фрезерные станки, оснащенные ЧПУ, торговой марки RuStan — это, преимущественно, оборудование широкоуниверсального типа, с помощью которого можно выполнять широкий перечень технологических операций. Отличает модели данной торговой марки и то, что при их приобретении можно воспользоваться разнообразными скидочными программами, а также возможностью гарантийного и постгарантийного обслуживания.
По-настоящему уникальными являются фрезерные станки с ЧПУ, выпускаемые под торговой маркой Redwood. Они способны выполнять обработку деталей в формате 2d и 3d. Реализация технологии 3d предполагает, что по заданной программе из заготовки получают объемную деталь, полностью соответствующую заданным геометрическим параметрам.
Главным принципом работы специалистов, занимающихся выпуском фрезерного оборудования торговой марки Kami, является производство высококачественной продукции. При помощи станков данной торговой марки можно обрабатывать не только металл, но и детали из камня, древесины, пластика и даже стекла.
Компания Hyundai Wia специализируется на выпуске станков с ЧПУ, на которых производится продукция для аэрокосмической и автомобильной промышленности. Программы, которые используются для их управления, предполагают минимальное вмешательство со стороны человека и значительно упрощают использование подобного оборудования.
Фрезерный станок от немецкого производителя Zenitech
В каталоге известного производителя Zenitech преобладает профессиональное фрезерное оборудование с ЧПУ, предназначенное для обработки деталей из металла и древесины.
На современном рынке широко представлено фрезерное оборудование с ЧПУ торговой марки Инвест Адам. Основными преимуществами моделей, которые отличаются своей компактностью и универсальностью, являются:
- высокая точность обработки;
- эффективность и производительность;
- управляющие программы могут воспроизводиться неоднократно;
- конструкция отличается высокой надежностью;
- связь с компьютером, который управляет работой оборудования, осуществляется через обычный USB-порт.
Для оснащения домашней мастерской и крупного производственного предприятия можно использовать фрезерный станок с ЧПУ, выпущенный немецкой компанией BZT. Отличает станки данной торговой марки высокая устойчивость, надежность фиксации заготовок, точность и оперативность обработки. Удобным является и то, что станки данной торговой марки могут работать практически на любом программном обеспечении.
На стоимость фрезерного станка с ЧПУ оказывают влияние следующие параметры:
- сложность конструкции оборудования и его тип;
- тип производства, для которого предназначено оборудование;
- страна производитель и торговая марка;
- функциональность станка.
Наиболее простой конструкцией обладают настольные станки с ЧПУ, которые и стоят значительно дешевле более функционального оборудования. Чтобы сэкономить на приобретении фрезерного станка, выбирайте оборудование отечественных производителей. В среднем, стоимость настольного фрезерного оборудования с ЧПУ составляет порядка 4000 долларов США. Варьироваться такая цена может от ряда факторов: габариты станка и рабочего стола, мощность двигателя, вес оборудования и его функциональность.
Стоимость оборудования вертикально-фрезерной группы с ЧПУ варьируется в пределах от 7000 до 25000 долларов США. Цена конкретной модели оборудования зависит от ее мощности, количества оборотов шпинделя и точности обработки.
Отечественный станок ГФ2171
Широкоформатные фрезерные станки, оснащенные ЧПУ, являются самыми дорогими в своей категории, так как они позволяют выполнять широкий спектр технологических операций. Высокая стоимость такого оборудования окупается тем, что его можно эксплуатировать в достаточно интенсивном режиме. Перечень операций, которые можно выполнять при помощи оборудования данной категории, впечатляет:
- раскройка заготовок;
- фрезерование поверхностей различного типа;
- полировальные операции;
- сверление;
- расточные операции.
Как правильно выбирать фрезерный станок
Выбирать фрезерный станок, оснащенный ЧПУ, следует не по рекламному видео, а по функциональным возможностям такого оборудования и его техническим характеристикам. Руководствоваться в данных ситуациях необходимо следующими критериями:
- тип станка, который необходим для выполнения определенных задач;
- преимущества и недостатки определенных моделей;
- размеры рабочего стола;
- наличие в конструкции Т-образного паза, который способствует более удобному закреплению заготовки;
- напряжение, необходимое для работы станка с ЧПУ;
- функциональные возможности;
- категория: настольные, мини или профессиональные;
- гарантийные обязательства, которые предоставляет производитель.
Ну и, конечно, по выбранному оборудованию можно просмотреть и видео от производителя, которое даст возможность понять, какими характеристиками оно обладает. Не следует выбирать станок с ЧПУ, способный выполнять те функции, которые вам никогда не пригодятся.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Фрезерные станки: устройство, принцип работы, виды
Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.

Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.

Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.

Рисунок 8. Зубофрезерный станок.
22.11.2018
Принцип работы фрезерного станка
Консольно-фрезерный станок – один из самых распространенных типов оборудования. Конструкция приспособления включает салазки и рабочую консоль. Перемещение рабочей части осуществляется в трех направлениях: продольно, вертикально и поперечно. Агрегаты делятся на неповоротные модели с горизонтальным расположением, вертикально-фрезерные вариации и универсальные модификации. На основе рассматриваемого оборудования выпускаются копировальные, программно управляемые экземпляры и их комбинированные варианты.
Ниже приведена общая схема устройства данного оборудования:
1 – остов (станина).
2 – электрическое оснащение.
3 – коробка переключения скоростей.
4 – узел регулировки оборотов.
5 – салазки со столом.
6 – консоль.
7 – блок подачи.
Предназначение
Консольно-фрезерный станок предназначен для выполнения соответствующих работ с использованием торцовых, дисковых, угловых и прочих фрез. На оборудовании доступно обрабатывать различные заготовки, подходящие по размеру. Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые гнезда на режущих частях инструмента. Универсальные модели предназначены для осуществления разнообразных фрезерных манипуляций, включая расточные и сверлильные работы в условиях экспериментального либо единичного производства. Нередко комплексы применяются в широкомасштабном выпуске различных деталей.
Консольно-фрезерные станки: модели с шириной стола 160/200 и 250 мм
Данное оборудование предназначено для обработки деталей компактных размеров, преимущественно из цветных металлов и их сплавов, а также изделий из пластика и пластмассы. Кроме того, рассматриваемое приспособление рассчитано на чистовую обработку стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Консольно-фрезерный станок с шириной стола 200 мм применяется для обработки небольших деталей из стали, чугуна, пластмасса и цветных металлов. Производство этого оборудования налажено на Вильнюсском комбинате по выпуску станков. Практикуется выпуск трех моделей агрегатов: горизонтальная версия 6М80Г, универсальные аналоги 6М10 и копировальные автоматы типа 6П10К.
Еще один изготовитель консольно-фрезерных станков – Дмитровский завод, который выпускает образцы серии «Р». Среди них: 6Р81Г, 6Р81Ш, 6Р11. Все агрегаты унифицированы, работают в автоматическом режиме, имеют реверс и стандартную коробку передач. Ранее комбинат выпускал упрощенные консольные модификации серии «Н» и «Г».
Модификации с ЧПУ
Консольно-фрезерные станки этого типа оснащаются электрическим мотором мощностью 5,5 кВт с оборотистостью 1450 вращений в минуту. Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Кинематическая схема станка включает в себя структурную диаграмму при вращении шпинделя. При этом сетка количества оборотов связана с числом и номиналом включаемых передач. Дистанция между вертикальными и горизонтальными направляющими зависит от выбранного масштаба в процессе работ.
Консольно-фрезерный станок: характеристики
Пересекающиеся точки по вертикали и горизонтали идентичны количеству оборотов на любом этапе работы шпинделя. Функционирующие валы между собой агрегируют путем сцепления через зубчатые колеса (шестерни). Как правило, число этих модулей составляет 61 или 62 единицы.
В случае передачи движения с одного вала на другой элемент наблюдается несколько этапов работы (2, 3, 4 и более). Итоговый показатель рассчитывается по формуле m*n. Например, 2*4 = 8 различных скоростей.
Устройство и панель управления
В паспорте консольно-фрезерного станка указывается, что он состоит из станины, электрической части, коробки подач, консоли, блока переключения, стола и салазок. Управление и настройка агрегата осуществляется при помощи следующих элементов:
- Рукояти активации продольной и поперечной подачи.
- Регулятора ввода.
- Контроллера помпы узла охлаждения.
- Переключателя скорости и частоты оборотов шпинделя.
- Маховика перемещения, а также кнопки «Стоп» и «Пуск».
- Указательная стрелка скорости шпиндельного блока.
- Импульсной и ускоряющей клавиши.
- Ручное перемещение хобота и активации освещения.
- Зажимов для серьги и стола.
- Звездочки автоматического режима.
- Механизмов включения перемещения стола в продольной и поперечной скорости.
- Указателя подач.
- Рукоятки зажима, включения и перемещения салазок.
- Регулятора режимов (ручной и автоматический тип).
Скоростная коробка
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Коробка подач
Это узел обеспечивает получение рабочих подач и скоростных передвижений консоли, салазок и стола. При перемещении импульсы передаются на вал при помощи предохранительной муфты и втулки, которые между собой соединяются посредством шпонки и выходного вала. Дисковая часть фрикционного блока агрегирует с втулкой и валиком. При активации кулачка муфты усилие передается на гайку, шестерни и диски.
Коробка переключения подач универсального консольно-фрезерного станка размещена в станине. Принцип действия данного узла аналогичен блоку скоростей. От осевого смещения диск защищен валиком, который запирается при помощи пары шариков и втулки. Стопорение диска производится посредством идентичных деталей, связанных с валом посредством шпонки.
Упрощенная схема
Ниже приведено схематическое изображение вертикального консольно-фрезерного станка (коробка подач) и пояснения.
1 – запирающий валик.
2 – втулка.
3 – кольцевая проточка.
4 – кулачковая муфта.
5 – рукоять управления.
6 – пара шариков.
7 и 8 – рабочие диски.
9 – контрольный шарик.
10 – дисковый переключатель
11 – шестерня.
12 – указатель скоростей.
13 – крутящий вал.
14 – гайка.
15, 16, 17, 18 – стопорные кольца и фиксаторы.
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.
Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.
- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.
Типы станков
Вертикально-фрезерные станки предназначены для обработки вертикальных и горизонтальных плоских поверхностей. Однако при использовании специальной оснастки (делительные головки и поворотные столы) появляется возможность механической обработки поверхностей расположенных по дуге окружности и концентрических канавок.
Консольные вертикально-фрезерные станкиполучили наибольшее применение в единичном мелкосерийном и серийном производстве. Они заняли достойное место на фрезерных участках механообрабатывающих, инструментальных, ремонтных цехов и небольших мастерских.
Принцип работы вертикально-фрезерных станков
Металлорежущие оборудование данного типа состоит из станины, в корпусе которой разместилась коробка скоростей. Сверху на станине располагается шпиндельная бабка. Конструкция данного узла такова, что имеется возможность поворота бабки на определенный угол и изменять наклон оси шпинделя по отношению к рабочей поверхности стола. Основным движением резания является вращение режущего инструмента. Крутящий момент шпинделю передается от главного электродвигателя через коробку скоростей.
Обрабатываемая деталь устанавливается на столе, который может перемещаться в продольном и поперечном направлении по направляющим суппорта. Суппорт вертикально-фрезерного станкакрепится к направляющим станины и может совершать перемещения в вертикальной плоскости. Во время механической обработки детали, расположенной на рабочем столе возможно одновременное перемещение по трем направлениям. Рабочая подача передается от главного привода через коробку подач, размещенную в суппорте станка. Для надежной фиксации заготовки на рабочем столе используются различные приспособления (универсальные и специализированные). К первой группе приспособлений можно отнести станочные тиски, прихваты, призмы, подкладки УСП и др. При обработке больших партий заготовок возможно применение специализированной оснастки с пневмо- и гидроприводом. Применение данного типа приспособлений дает возможность увеличения производительности труда за счет сокращения времени на установку и закрепления детали.
Горизонтально-фрезерный станок: назначение и разновидности
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки.
С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
Горизонтально-фрезерные станки
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Горизонтально-фрезерный станок
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая. Ее необходимо заменить.
- Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).
Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
Понравилась статья? Расскажите друзьям: Оцените статью, для нас это очень важно:Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
виды и чертежи вертикально и горизонтально настроенного устройства по обработке
19.03.2020

- Что такое фрезерный станок с ЧПУ
- Особенности конструкции и устройства фрезерного станка с ЧПУ
- Принцип работы фрезерного станка с ЧПУ
- Виды фрезерных станков с ЧПУ
- Обрабатывающие центры консольного типа
- Оборудование бесконсольной конструкции
- Наладка фрезерного станка с ЧПУ
Передовое оборудование для комплексной обработки металлов, полимеров, древесины заслуживает пристального внимания. Поэтому всесторонне рассмотрим варианты конфигурации и возможности фрезерного станка с ЧПУ российского производства, а также проанализируем его виды и общие принципы наладки. Предлагаем практически полезную информацию для понимания, чем одна модель отличается от другой и для каких задач использовать ту или иную из них, а также для совершения правильного выбора и введения в эксплуатацию.
Отдельно отметим востребованность: сегодня МЕ650, МЕ850, GQ600 от ижевской компании Сармат (и их аналоги от отечественных и зарубежных брендов) находят широкое применение на передовых промышленных предприятиях. Причем они активно используются даже в связке с 3D-принтерами, что позволяет выпускать детали и составные элементы самых сложных форм.
Это устройство, также применяемое для обработки и создания заготовок путем резания, но с числовым программным управлением (в англоязычных странах распространена аббревиатура CNC). Все команды задаются заранее, выполняются и контролируются с помощью электронных устройств – оператору ничего не нужно делать вручную.
Данное решение позволяет:
- повысить производительность труда;
- исключить ошибки, вызываемые человеческим фактором.
В результате упрощается эксплуатация и улучшается точность, а значит и общее качество исполнения деталей и составных элементов.
Каждая современная модель (вроде уже упомянутых GQ600 или ME650) представляет собой обрабатывающий центр, причем мультифункциональный – токарный, гравировальный и так далее.

- Все механизмы и функциональные узлы закреплены на станине (1).
- Перемещение рабочего стола (2), где с помощью Т-образных пазов фиксируются заготовки и вспомогательные приспособления, осуществляется как вперед-назад (поперечно), так и влево-вправо (продольно) – векторы задаются направляющими (3).
- Шпиндель (4) зажимает фрезу (режущий инструмент) и обеспечивает ее вращение, причем от его виброустойчивости и жесткости напрямую зависит качество обработки. Он, в свою очередь, расположен на колонне (5), способной двигаться вверх-вниз.
- Дверца (6) открывает-закрывает доступ к зоне для выполнения запланированных операций.
- Защитные кожухи (7) оберегают оператора от подаваемой под давлением СОЖ (смазывающе-охлаждающей жидкости) и от стружки.
- Все режущие инструменты находятся в магазине барабанного типа (8), причем нужный выбирается и устанавливается в шпинделе автоматически – специальным устройством, в соответствии с заданной программой.
- Монтируемую на кронштейн стойку/пульт управления (9) можно расположить с удобством для себя.
 |
 |
В системах автоматизированного проектирования (AutoCAD, SolidWorks, Компас-3D и тд.)графическом редакторе (Corel Draw, AutoCAD или другом подобном) выстраивается точное векторное изображение заготовки. Затем оно с помощью CAM или CAD/CAM систем (HSMWorks,Inventor HSM, Creo Parametric и тд.) преобразуется в G-код управляющей программы и затем загружается в оперативную память оборудования., где обрабатывается программным обеспечением и переводится в G-коды, которые управляют сервомоторами или в более дешевых устройствах шаговыми моторами. микрошаговыми двигателями.
Есть и другой современный подход разрабатывать управляющие программы для ЧПУ. Например в Siemens возможно непосредственно на устройстве без CAM-системы. Это обусловлено наличием специального программного обеспечения ShopTurn, ShopMill, в котором можно легко задавать элементы детали и их обрабатывать. Точно также такая возможность есть и у других систем, например, Fanuс, Heidenhain и тд.
Далее программное обеспечение и УП управляют работой сервомотрами или шаговыми двигателями.
Последние, по заданному алгоритму, перемещают рабочий стол с деталью и/или шпиндель по трем осям координат, формируя траекторию движения. Закрепленный в цанге режущий инструмент – конической, цилиндрической, торцевой, концевой или другой формы, цельный, сварной или сборный – раскраивает, высверливает, снимает, гравирует материал. Он сделан из гораздо более плотного металла, чем сама заготовка, поэтому фрезерная обработка на станках с ЧПУ отличается эффективностью. Производительности также способствует высокая скорость вращения механической части оборудования. Точность обеспечивается электроникой, действующей автоматически.
Все, что нужно сделать оператору – ввести с пульта соответствующую программу, а после – визуально контролировать правильность ее выполнения, глядя на панель. В том случае, если технологическая операция пойдет не по плану или возникнет аварийная ситуация, останется только произвести отключение.
Современные модели предлагают своим пользователям целую систему решений, повышающую безопасность и качество производства, но не требуют от обслуживающего персонала выдающихся знаний и умений – научиться эксплуатировать любую из них сравнительно просто.
Их классификация достаточно обширна и ведется по целому ряду ключевых параметров, но в самом общем случае они подразделяются на:
- Консольные – заготовка закрепляется на движущейся части (портале). При этом шпиндель в процессе функционирования оборудования находится в одном и том же положении.
- Бесконсольные – у них могут перемещаться оба из упомянутых выше элементов, причем стол – по двум направлениям, держатель инструмента – по разным.
По типу используемых программ выделяют:
- позиционные – координаты конечных точек четко фиксируются;
- контурные – задается уже траектория проводимой обработки;
- комбинированные – сочетают особенности двух предыдущих вариантов;
- многоконтурные – максимально широки по своему набору функций.
По решаемым задачам их классифицируют на:
- сверлильно-фрезерные станки с ЧПУ – используются для создания технологических отверстий;
- расточные – применяются для расширения посадочных мест до нужных диаметров;
- токарные – предназначены для чернового и чистового точения конических, цилиндрических, фасонных поверхностей, подрезки торцов и так далее;
- широкоуниверсальные – могут выполнять все вышеперечисленное, в том числе за счет наличия дополнительной шпиндельной головки, способной функционировать как одновременно с основной, так и раздельно.
Любой из подвидов данного оборудования бывает как настольным, так и устанавливаемым на индивидуальное основание. Кроме того, существует классификация по обрабатываемому материалу, и каждый тип здесь заслуживает более подробного рассмотрения.
Портальные и мини фрезерные станки с ЧПУ по металлу
Одни из наиболее востребованных в современной промышленности (в частности, в приборо- и машиностроении). На них сверлят, растачивают, зенкеруют детали из стали, чугуна, сплавов.
Главная их особенность – повышенная прочность режущего инструмента, ведь он обязан быть гораздо прочнее той поверхности, на которую воздействует.
Способны поддерживать все 4 варианта программ. По конструкции могут быть как с консолью (со столом, движущимся и параллельно, и перпендикулярно шпиндельной оси), так и без нее. Поддерживают высокую скорость вращения, с их использованием вполне реально добиться оптимальной точности обработки.
Существует достаточно важное подразделение по размерам. Так, настольный маленький фрезерный станок с ЧПУ по металлу может быть установлен в небольшом цеху, в частной мастерской или даже дома. Основное его преимущество в компактности – он востребован тогда, когда малая площадь не позволяет эксплуатировать оборудование помощнее. Хотя и его производительности хватит для выпуска мелкосерийных партий.
Другое дело широкоуниверсальные центры: они габаритны, поэтому обычно предназначены для крупных заводов и фабрик. Стоят они дороже, места занимают больше, но выбор в их пользу полностью оправдан. К двум шпиндельным головкам (первая – основная, вторая – дополнительная, смонтированная на хоботе, выдвижном и поворачиваемым под любым углом) можно добавить еще одну, накладную. Такое решение позволит параллельно осуществлять сразу несколько технологических операций, допустим, одновременно проводить и зенкерование, и растачивание. Производительность возрастает в 2-3 раза, оборудование быстро окупает себя.

Модели фрезерных станков с ЧПУ для заготовок из древесины
С их помощью:
- выполняют контурную раскройку;
- наносят пазы;
- проводят выборку фальцев;
- вырезают криволинейные поверхности;
- создают крупногабаритные и тонкие формы;
- добиваются отличного качества поперечного строгания.
На сравнительно высоких скоростях вращения точно обрабатывают как твердые породы (ясень, дуб, тополь, акация, бук), так и мягкие, причем деликатно – без задиров, ворсистости, выдирания волокон. Поэтому нашли самое широкое применение на мебельных комбинатах и в мастерских по производству узорных рам, резных дверных наличников, сувениров, декоративных элементов.
Фрезерно-гравировальная группа
Такое оборудование предназначено для нанесения сколь угодно сложных рельефных надписей, рисунков, изображений на поверхности различных материалов: не только металла или камня, но и древесины, пластика, стекла и даже слоновой кости.
Конструкция вполне стандартна: в механической части подвижным может быть либо стол, либо портал, деталь фиксируется или жестко, или автоматически, пневматическими прижимами, в электронной тоже нет ничего принципиально нового – микропроцессор контролирует точность хода. Ключевое отличие – в форме режущей головки, а также в твердости инструмента.
Если называть наиболее часто проводимые фрезерные работы на станках с ЧПУ, примером может выступить нанесение гравировок на мебель, на корпусы автомобилей и транспорта вообще, на ювелирные изделия. Оборудование удобное и простое в эксплуатации, отличается функциональностью, производительностью, надежностью, высоким качеством конечного результата, что и обуславливает широту его современного применения.
Главная особенность их конструкции – движущаяся несущая часть (портал, станина) при зафиксированном в одном положении шпинделе. За счет такого строения отличаются сравнительно высокой жесткостью, способствующей точности выполнения технологических операций. Наиболее популярны, разделяются на несколько подвидов, каждый из которых заслуживает рассмотрения.

Обладающие широкой универсальностью
Это и сверлильные, и токарные, и фрезерно-расточные станки с ЧПУ – сразу несколько моделей в одной, способной осуществлять все виды обработки металлов, сплавов, пластиков, древесины и других материалов. Они особенно востребованы в массовом и крупносерийном производстве, так как могут похвастать многозадачностью. У них сразу две шпиндельные головки (вторая – на выдвижном хоботе, так что ее не проблема разместить под любым углом), плюс еще одна накладная. Такое конструктивное решение позволяет быстро выпускать и/или подготавливать детали самой сложной формы – по принципу «один инструмент снимает лишний материал, другой в это же время – растачивает отверстие».
В качестве примеров такого оборудования можно привести:
- JET JMD-939GH;
- НГФ-110-Ш4+ВГФ;
- СФ-676 (675).
Отдельного внимания заслуживает просто универсальный фрезерный станок с ЧПУ, который относится немного к другой категории. В отличие от моделей с широкой функциональностью (их важно не путать), он востребован в мелкосерийном и единичном производстве, часто устанавливается в небольших мастерских и цехах. Позволяет подготавливать все поверхности, углы и пазы нетяжелых заготовок – спиралей, моделей штампов и тому подобное. Все его элементы расположены на станине, оправку с режущим инструментом поддерживает хобот с подвесками. Консоль у него перемещается вверх-вниз, стол на салазках – влево-вправо (в соответствии со шпиндельной осью), что обеспечивает высокую скорость решения задач.
В числе популярных примеров:
- XN6336C;
- Optimum MF1 Vario;
- PROMA FVV-30.
Горизонтального типа
По сфере применения, принципу функционирования и конструкции похож на универсальный: все основные узлы фрезерного станка с ЧПУ размещены на направляющей, а коробка подачи и магазин для инструментов – на портале. Ключевая разница в том, что нет поворотного устройства. Поэтому стол таких моделей может перемещаться либо только перпендикулярно шпинделю, либо только параллельно. Поэтому для выполнения операций, подразумевающих деление или винтовое движение, требуется применять дополнительные приспособления.
Остаются востребованными при подготовке фасонных и винтовых поверхностей, пазов и углов – с помощью цилиндрических и дисковых, концевых и торцевых, угловых режущих головок.
В списке востребованного сегодня оборудования:
- 6П80Г;
- НГФ-110-Ш4;
- 6М82ГБ (на базе 6М82Г).
Вертикального типа
Это может быть координатно-фрезерный станок с ЧПУ, точность программ которого сочетается с широкими возможностями. Технологичность достигается в том числе благодаря расположению шпинделя, допускающему некоторое смещение вдоль оси и небольшой поворот по горизонтали.
Еще одна особенность – оправка в виде конуса Морзе (если следовать советскому стандарту) или ISO-40 (у зарубежных брендов) для установки концевого режущего инструмента.
Принципиальное различие в том, что в данном случае могут перемещаться и стол, и шпиндельная головка, причем независимо друг от друга. Это позволяет быстрее и проще подготавливать заготовки нестандартных размеров, крупных габаритов, большой массы. Подразделяется на два подвида.

Вертикально-фрезерный станок с ЧПУ
На нем проводится резка и точение зубчатых колес, рамок, углов, пазов и подобных им деталей, выполненных из стали, чугуна, цветмета, сплавов. Так как консоль у такой модели отсутствует, стол со всеми функциональными узлами движется прямо по направляющим станины, и это при шпинделе с установочным перемещением по вертикали (который, вместе с гильзой, допустимо немного сдвигать по оси).
Преимущество такой конструкции заключается в предельной жесткости, улучшающей точность проведения технологических операций.
Классически популярными продолжают считаться следующие модели:
- 6Р12П;
- Кратон WMM-2,55;
- 6Р13.
Горизонтально-фрезерный станок с ЧПУ
По своей конфигурации похож на предыдущий тип, с той разницей, что шпиндельная головка у него расположена по горизонтали. Такое решение дает столу возможность передвигаться в трех направлениях, перпендикулярных по отношению друг к другу (по направляющим станины и стойки), но без изменения угла наклона.
На практике имеет смысл предназначать их для подготовки крупногабаритных деталей, так как, за счет жесткости, точность технологических операций сохраняется даже на высоких скоростях вращения вала. Удобны тем, что можно дополнительно оснастить их тисками, делительной головкой и другими приспособлениями для расширения спектра решаемых задач. Выпускаются многими брендами, в том числе швейцарским JET и немецкими Optimum Maschinen GmbH и Heinbohr.
Это собой целая систему действий, обязательных к выполнению и подразумевающих ручное включение механизмов и ПО, проверку их взаимодействия, использование кнопок, переключателей и тумблеров пульта управления. Проводится в 8 шагов – рассмотрим их по порядку.
Комплектование (получение) инструментов и другой технологической оснастки
Осуществляется согласно распечатке программы (карте ЕСТД ГОСТ 3 1404 74, если руководствоваться не зарубежными стандартами). Так, все задействованные режущие головки должны быть до начала проведения технологических операций оснащены вспомогательными приспособлениями (если последние вообще предусмотрены). Тогда они будут полностью готовы к монтажу в конусное шпиндельное отверстие, что позволит определить, нужна ли коррекция, еще перед стартом работы – экономия времени налицо.
Сравнение радиусов (диаметров) и длин инструментов с их расчетными значениями
Этап настройки фрезерного станка с ЧПУ, от правильности выполнения которого зависит точность размеров конечной заготовки. Необходимо измерить 2 параметра:
- Радиус фрезы (с учетом радиального биения) – прибором БВ-2013. Следует установить его хвостовик в шпиндель, зафиксировать и приступить к медленному перемещению горизонтальной каретки. Как только она коснется инструмента в крайней (наибольшей) точке, вы нашли искомую величину.
- Длина вылета – маховиком постепенно и не торопясь передвигаете другую каретку, вертикальную. Когда торец режущей кромки начнет контактировать со штифтом, получите нужную характеристику.
Дальше останется только сравнить и, если реальные цифры не совпадут со стандартными, перейти к следующему шагу (если же они будут равными, просто пропустить его).
Определение значений коррекций, связанных с размерами инструментов, запись их по видам и номерам корректоров
Каждое расхождение следует зафиксировать в документации, после чего исправить, подобрав точно подходящие параметры. Для убыстрения можно использовать оптические, а не механические приборы для сравнения – они более чувствительные.
Зарядка считывающего устройства
Нужно разместить его под технологическим пультом, а после реализовать один из двух способов:
- Бобины – длинная перфолента будет идти с первой на вторую, а затем, по окончании программы, перематываться в исходное положение специальным механизмом.
- Бесконечная лента – она склеивается концами, закладывается между ведущими барабанами, поступает в направляющий лоток, а потом – на головку считывания, и в результате прокручивается столько раз, сколько необходимо.
Ориентирование и установка приспособлений и заготовки согласно координатам исходной точки (ИТ)
Располагаете поверхности детали в правильном положении относительно нуля (начала отсчета) и осей перемещения режущей кромки.
Установка инструментов
Если их несколько и смена проводится вручную, фиксируете в шпинделе первый до старта технологической операции, а каждый последующий монтируете во время специально предназначенных для этого пауз. Если работает автоматика, достаточно обращать внимание на табло и заменять головки сразу при высвечивании соответствующей цифры.
Ввод коррекции
В случае обнаружения отклонений реальных размеров от расчетных проводится повторное программирование фрезерного станка с ЧПУ. Перфолента переписывается с поправками – другим количеством импульсов, – обеспечивающими изменения по:
- геометрии – длина вылета, диаметр, радиус;
- режиму эксплуатации – частота вращения вала, скорость подачи.
Корректировки вносятся до старта технологической операции, в исходной точке отсчета, на пульте вручную, с записью соответствующего кода, в котором указываются все подготовительные функции.
Опытная автоматическая обработка детали (нескольких заготовок при многопозиционной обработке)
Проводится для проверки правильности заданной программы. Если полученные в ее ходе размеры будут отличаться от расчетных, придется заново выполнять правки, сбрасывая в нуль предыдущую коррекцию и вводя новые уточненные значения.
Чертежи и схемы управления фрезерными станками с ЧПУ вы можете запросить у их производителей. Например, компания Сармат, выпускающая такое многофункциональное оборудование, открыта для клиентов, а ее менеджеры всегда рады развернуто проконсультировать по всем вопросам выбора моделей под нужды конкретного предприятия.
что это такое, схемы попутной и встречной фрезеровки, методы фрезерования и виды таких работ
23.03.2020
- Развитие технологии
- Назначение фрезерной обработки
- Попутное и встречное фрезерование металла: что это такое
- Классификация и виды фрезерных работ
- Сложные и простые станки для фрезерной обработки металла
- Основные виды фрез
- Влияние режимов резания на результаты работ
- Технологические этапы процесса
- Сопровождающие явления
- Защита обрабатываемых изделий и инструмента
- Возможности процедуры
Одной из наиболее распространенных и незаменимых процедур по стали является фрезерная обработка металлов – что это, расскажем в статье. Поговорим об истории и особенностях способа металлообработки, разновидностях.
Способ механического резания заготовки с помощью вращения металлических фрез был открыт в 1668 году в Китае. Правда, вместо станины из крепкого материала был оборудован каменный фундамент типа плиты, а электродвигатель заменяли мулы, которые осуществляли движение механизма.
К началу 19 века данный принцип, уже усовершенствованный и оснащенный электрическим приводом, был впервые применен в промышленных целях. Эли Уитни (англ. Eli Whitney) установил станок на оружейной фабрике в Америке. Это оборудование было довольно грубым, массивным и деревянным, но прослужило очень долго – два поколения. Только внуки предпринимателя приняли меры по совершенствованию агрегата.
Конструкция, которая больше всего напоминает настоящий современный вариант, была создана компанией «Гай, Сильвестер и Ко» в США в 1835 году. Именно тогда начали применять плоский ремень для передачи основного вращательного движения. Рядом со шкивом находилось зубчатое колесо, которое было посажено на оправку. На ней уже фиксировался резец. Таким образом можно было обрабатывать только плоские заготовки. Оборудование имело устройство передвижения фрезы по вертикали.
Когда изготовление оружия показало эффективность фрезерования, способ начали применять и для гражданской промышленности. Первыми деталями производства были гайки – подобным образом делали их грани, а также внутреннее отверстие – станок был создан в Америке.
Спустя еще 20 лет фирма Линкольн впервые создала механизм, который был изготовлен из стали, а не из дерева. Многие запчасти получилось уменьшить в размерах, а также это позволило увеличить долговечность, снизить износ деталей и дало возможность работать с более прочными сплавами и массивными изделиями. Приятное дополнение – появление в конструкции ходового винта с маховиком.
С тех пор мы имеем дело с современным методом фрезерования – вручную, когда механик (фрезеровщик) выполняет основные действия по креплению, выбору сверла, наладке, перемещению и пр. Но ручной режим характерен частыми ошибками, ведь это и есть человеческий фактор, а также сбоями, поломками, простоями, браком и дефектами. Главную сложность составляли криволинейные поверхности, которые нужно было вытачивать с особенной тщательностью.
Увеличение автоматизации процесса проходило вместе с появлением пультов цифрового и, более совершенного, числового управления. Оборудование, оснащенное ЧПУ, имеет очень высокую точность резания, потому что программное обеспечение самостоятельно закладывает основные параметры, в том числе, режимы, скорость, перемещение фрезы во всех возможных плоскостях.
Сейчас есть лазерные виды фрезерования. Установка оснащена лучом лазера, который быстро и с повышенной точностью производит иссечение металла.
Современные станки с ЧПУ для фрезеровки можно приобрести в интернет-магазине по адресу https://stanokcnc.ru/. Здесь представлен широкий ассортимент моделей, которые предназначены для профессионального создания металлических изделий. Они отличаются высокой производительностью, длительностью и удобством эксплуатации.
Преимущество этого метода отделки в том, что с помощью разных инструментов и технологий (схем резания) можно выполнять множество процедур. Универсальность, помимо этого, заключается в том, что большинство современных станков с ЧПУ предназначены не только для металлообработки, но и для работы по дереву, пластмассе, стеклу и прочим материалам.
Основная задача фрезеровки – механическое снятие с поверхности верхнего слоя посредством фрезы или более современных лезвий. Что можно сделать с помощью разных схем фрезерования:
- распил детали на два и более элемента;
- шлифовка – применяются специальные насадки с мелким абразивным веществом;
- наносить специальную гравировку, узоры;
- просверлить отверстие с последующим нанесением внутренней и внешней резьбы, и многое другое.
У фрезеровщика всегда есть большой набор фрез (они могут быть многозубчатые, режущие). В зависимости от того, как оснастка установлена в оборудовании (горизонтально, вертикально), будет производиться обработка. Помимо этого, если режущая кромка будет установлена в определенном направлении, то можно говорить про угол резания. Среди классических можно выделить цилиндрические, торцевые, концевые, зубчатые, фасонные, а остальные – более сложные.
Перечислять сферы применения фрезеровки бессмысленно, поскольку аппарат применяется при изготовлении как крупных, так и мельчайших изделий, которые, в свою очередь, могут использоваться в абсолютно разных производственных процессах, как то: автомобилестроение, станкостроение, металлообработка и даже ювелирные мастерские.
Основным преимуществом использования фрезерования является то, что обрабатывать можно любой материал вне зависимости от его прочности. В зависимости от заготовки, а именно ее формы и стройматериала, подбирают фрезу.
Сейчас считается популярной фигурная резка алюминия, потому что этот металл очень легкий, он используется в архитектуре, дизайне помещений. Он отличается достаточной прочностью, но при этом прост в металлообработке, имеет малый вес и низкую температуру плавления. Алюминий не только можно вырезать фигурным способом, но и делать гравировку, узор, не оставляя на поверхности заусенцев.
Стоит отметить, что большинство станков ЧПУ легко перенастроить к другим материалам. Набирает популярность трехмерная фрезеровка пластика. Из него делаются элементы для салона автомобиля, различные корпусы.
К преимуществам следует отнести:
- Высокую скорость обработки.
- Небольшую себестоимость работ.
- Большое многообразие схем и процедур.
Это два самых распространенных вида, которые уже своим названием характеризуют основное отличие. По пути, то есть по подаче, как говорят многие фрезеровщики, – это способ отделки, в ходе которого фреза вращается в ту же сторону, в которую направлен ход заготовки. У метода есть преимущества:
- Естественным образом происходит прикрепление обрабатываемой стали к станине, поэтому нет необходимости очень сильно закреплять изделие к столу.
- Износ зубьев у режущей кромки незначительный, потому что вдоль движения они затупляются намного меньше.
- Припуск снимается очень плавно, поэтому на покрытии поддерживается оптимальный уровень шероховатости.
- Легкое стружкоотведение – стружки не лезут под нож.
К недостаткам следует отнести:
- Не подходит для металлообработки грубых, неподготовленных поверхностей, то есть для обдирочных работ.
- Твердые включения могут затупить лезвие.
- Необходима высокая жесткость станка, чтобы не было сильных вибраций.
- Минимальное количество зазоров.

Встречное фрезерование металла – это направление фрезы на встречу движения заготовки. Основные характеристики: производительность повышается, а вместе с тем увеличивается и износ оснастки.
Плюсы:
- Мягкий процесс резания с небольшой нагрузкой на механизм.
- Сырье в ходе работы подвергается небольшой деформации, что упрочняет материал.
Минусы:
- Сила резки уходит частично на отрыв шаблона от стола, поэтому нужна надежная фиксация.
- Нельзя использовать высокий режим с большой скоростью, потому что быстро происходит износ фрезы.
- Стружка сходит в неудобную сторону – она может попасть в зону резания.
Когда какой тип применяется
Способ применяется в зависимости от материала и от степени металлообработке. При первичной (обдирочной) обработке стали лучше применять встречный вариант, в то время как при последующем движении рекомендовано использовать метод «по пути».
Когда вы работаете с мягким типом металла, лучше работать попутной технологией, а если есть твердые включения – идти навстречу заготовке.
В основном специалисты классифицируют деятельность по выбранной фрезе. Можно различать фрезерование:
- Торцовое. В этом случае с помощью лезвий создаются канавки, подсечки и прочие боковые элементы вырезки стали. Также срезаются торцы.
- Концевое. Для вырезания уступов по вертикали и по горизонтали.
- Цилиндрическое. Для обработки прямых или фигурных поверхностей.
- Зубчатое – создание зубцов на колесах и иных деталях.
- Фасонное. С помощью соответствующего инструмента делаются фаски (сферы, эллипсы и пр.).
Это неполный перечень видов работ. В зависимости от типа оснастки может быть произведена отделка сверлом, зенкер, отрезными фрезами, криволинейными типами, двойными дисками и другими.
Кроме того, существует классификация по способу установки инструмента – горизонтальное, вертикальное или по диагонали, то есть под углом.

В зависимости от того, как устроено производство на заводе (крупные или мелкие серии, разновидность процедур), закупается одно универсальное оборудование с возможностью его быстро перенастраивать или несколько узкоспециализированных, которые отличаются своей определенной задачей.
В первом случае рекомендуем устанавливать устройства с ЧПУ от https://stanokcnc.ru/. Так вы сможете быстро переустанавливать оснастку, крепить заготовку, а программу и режим, скорость резания выберет сам аппарат, исходя из параметров исходного сырья и схемы металлообработки.
Во второй представленной ситуации, когда видов установок несколько, дополнительно создается конвейерная лента.

Есть три признака, по которым проходит классификация:
- По форме, например, цилиндрические, конусные, сферические, дисковые.
- По назначению: торцевые, отрезные, прорезные, пазовые.
- По материалу, который они обрабатывают. Нас, в данном случае, интересуют те, которые предназначены для обработки металла.
Конструкционные отличия
Конструктивно они различаются на следующие типы:
- Кольцевые, или корончатые сверла. Они нужны для получения отверстий с более высокой точностью и увеличенной в 4 раза скоростью, относительно обычного сверления.
- Червячные – касаются стали одновременно несколькими режущими краями.
- Фасонные с остроконечными или затылованными зубьями. Имеют два ряда лезвий, а второй подвид отличается наличием острых краев с внутренней торцевой стороны.
- Концевые – для создания пазов, уступов.
- Угловые – отлично обрабатывают кривые поверхности и углы.
- Цилиндрические с винтовыми или прямыми зубьями. Первые универсальны, вторые – только для прямых покрытий.
- Торцевые – монолитные или со сменными пластинами.
- Дисковые – предназначены, как правило, для отрезки стального листа и прорезки канавок.
Если установлен станок старого типа, то его наладка происходит вручную перед каждой новой процедурой. От верности движений мастера зависит:
- Снятие определенной толщины слоя за один проход.
- Скорость вращения инструмента (обороты шпинделя).
- Плавность и направление подачи заготовки.
В основном все параметры занесены в таблицы, но они имеют свои погрешности, особенно если взята некачественная сталь, оборудование обладает недопустимым уровнем вибрации, то есть плохим креплением, а также выбран старое приспособление.
Чтобы не допускать таких ошибок, выгоднее приобрести станок с ЧПУ.

В целом действия являются одинаковыми, но чем современнее механизм, тем меньше действий нужно делать оператору.
На обычной установке
Классический алгоритм:
- Заготовку фиксируют на столе.
- В шпиндель вставляют необходимую фрезу, выбирая при этом угол и направление.
- Ручками задают глубину резания.
- Выставляют скорость, она определяется в оборотах в минуту.
- Включают аппаратуру, регулируя движение бабки и держателя инструмента.
С ЧПУ
Последовательность:
- Фиксация изделия.
- Проектирование будущей детали на компьютерной программе.
- Установка схемы на пульт управления.
- Монтаж.
- Запуск.
Как мы видим, исключаются одни из важнейших этапов – изначальный выбор режимов и последующее управление приспособлением
Лазерная обработка
Не будем приводить алгоритм, скажем только, что он отличается от последнего отсутствием необходимости выбора и крепежа резца. Ведь в установке основное воздействие не механическое, а тепловое – под воздействием луча лазера происходит испарение металла.
Есть процессы, которые могут повлиять на качество результата:
- Стружка. Если она попадает в зону резания, то может сделать деталь дефектной или повредить саму режущую кромку.
- Наклеп. Из-за увеличения температуры в зоне резки происходит повышение твердости края при снижении его прочности.
- Трение и вибрации – они естественным образом приводят к более медленному процессу.

Мы рекомендуем:
- Использовать вещества и жидкости для смазывания и охлаждения рабочей зоны.
- Заранее предусмотреть отвод стружки.
- Использовать виброгасители.
Все это вместе с правильным подбором режима поможет избежать основных сопровождающих явлений.
В статье мы рассказали про фрезеровку – что это такое и какие обширные сферы применения она имеет. Теперь мы предлагаем каждому читателю опробовать все возможные функции на своем универсальном станке.
Что это такое станок ЧПУ: как расшифровывается
25.03.2020

- Целесообразность применения
- Особенности станков с ЧПУ: что это такое, в чем проявляются
- Классификация станков с программным управлением: их характеристика и обозначения
- Основные параметры
- Принцип программирования
- Станки фрезерные с ЧПУ
- Как работает ЧПУ-станок токарного типа
- Устройство станка ЧПУ многоцелевого типа
- Что делают на станках с ЧПУ: сферы применения
- Преимущества
- Проблемы
- Действия наладчика и оператора
Выбирая оборудование для проведения фрезерных, токарных и других подобных работ, каждое предприятие стремится найти максимально надежную, производительную, удобную модель. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Сразу отметим: сегодня они востребованы, причем во всех основных отраслях. На них проводят металлообработку, вытачивая детали с особой точностью (даже если у заготовок сложная поверхность), изготавливают предметы мебели и деревянные панно, макеты, сувениры, игрушки из пластиков и многое другое. Активно используют их преимущества, в том числе и высокую производительность.
Отдельно скажем, как расшифровываются ЧПУ-станки: аббревиатура означает Числовое Программное Управление, то есть компьютеризированную систему, задающую условия нормального функционирования стола, суппорта, шпинделя в течение технологического процесса. Контроль осуществляется за счет специальных и своевременно поданных команд – кодов G и M-типа.
В результате 1 единица такого оборудования так же эффективна, как 5-6 обычных. Оператору остается только включить нужную схему, наладить ее и проследить за ее выполнением – ему необязательно быть квалифицированным токарем или фрезеровщиком.

Необходимо учитывать, что это сравнительно дорогостоящая техника. В условиях современного производства станок с числовым программным управлением выгодно покупать и эксплуатировать в следующих ситуациях:
- Изготавливаемые детали используются в особенно ответственных случаях – запчасти для авиатехники и транспорта, элементы медицинских аппаратов, лопатки или валы турбин для ГЭС.
- Выпускаемые заготовки отличаются сложностью поверхности, подразумевающей проведение целого ряда технологических операций в процессе механической обработки.
- Планируется, что изделия будут выходить регулярными и крупносерийными партиями.
- Актуально особо точное исполнение – в рамках одного из 6 первых квалитетов по допуску. Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
- Существует вероятность внесения незначительных конструктивных изменений по ходу изготовления детали – путем корректировки программы с операторского пульта.
Возможности такого оборудования довольно широки, сферы применения тоже, поэтому и классификация достаточно разнообразна. Но практически все модели, вне зависимости от конструкции, обладают следующими отличительными характеристиками:
- Сравнительно мощный привод – может быть постоянного тока, с бесступенчатой регулировкой шпинделя, или переменного, трехфазный, с частотой вращения до 2000 об/мин, но обязательно от 20 до 40 кВт.
- Независимая установка и коррекция каждой из двух координат, в результате чего рабочие органы способны перемещаться по самым сложным траекториям, зачастую даже невозможным для других методов контроля.
- Повышенная жесткость конфигурации при прецизионной (или высокой) точности обработки заготовки.
- Скорость установочных передвижений суппорта 4,8-10 об/мин, что минимизирует время холостого хода.
- Широчайшие рамки регулировки подачи бесступенчатого привода – с изменением до 1200-10000 раз (с 1 до 1200 или даже до 10000 об/мин). Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
- Развитые и многофункциональные инструментальные системы – от 12 органов.

Маркировка выпускаемых моделей осуществляется с помощью букв и цифр. Они и формируют артикул, который отражает назначение оборудования, степень его автоматизации, класс его точности. Разделение ведется по нескольким глобальным признакам – рассмотрим каждый из них подробнее.

Технологические группы
По характеру выполняемых операций (основных) могут быть:
- фрезерные и сверлильно-расточные – сравнительно универсальные, также обеспечивающие зенкерование;
- токарные – для создания резьбовых соединений и сверления, для патронных и центровых, а также сложных деталей;
- зубообрабатывающие – для обеспечения необходимой геометрии шестеренок и подобных им элементов;
- шлифовальные – для зачистки и выравнивания поверхностей;
- многоцелевые – для комплексной обработки без перебазирования заготовки.
Каждой группе присваивается свой номер – обращайте внимание на первую цифру в артикуле станка ЧПУ, эта расшифровка помогает сразу сориентироваться.
Степень автоматизации
Все модели также подразделяют по следующим параметрам управляющей системы:
- назначение – с позиционным, непрерывным, прямоугольным, смешанным методом контроля;
- вариант привода – со ступенчатым, шаговым или регулируемым двигателем;
- характер загрузки программного обеспечения – с установкой через диск, ленту (перфорированную или магнитную), flash-носитель;
- количество одновременно управляемых координат и допустимые погрешности при их введении.
В артикуле степень автоматизированности указана в конце – как Ф с номером (или буквой). Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
1 – с цифровой индикацией и данными, набираемыми на клавиатуре – для одного перемещения за кадр;
2 – с позиционным (для сверлильно-расточных) или прямоугольным (для фрезерных или токарных) методом контроля;
3 – с непрерывным или контурным управлением, для обработки особенно сложных деталей;
4 – с многооперационным оперированием, сочетающим вышеперечисленные возможности;
Ц – циклическая, отличающаяся дешевизной и простотой алгоритма, но весьма удобная для серийного выпуска однотипных заготовок.
Помимо этого, в маркировке также есть индексы АСИ, то есть устройств АвтоСмены Инструмента:
- Р – посредством поворота головки револьверного типа;
- М – из «магазина» – специально предназначенного барабана.
В артикуле эти литеры стоят перед ФN.
Взглянем, что такое станок с ЧПУ с точки зрения производства. Его ключевые характеристики зависят от того, к какой технологической группе он относится:
- для фрезерной это ширина поверхности рабочего стола;
- для сверлильно-расточной – максимально возможные диаметры сверла и шпинделя;
- для токарной – наибольшее из поддерживаемых сечение отверстия.
Любая модель рассматриваемого оборудования состоит из следующих функциональных узлов:
- память – постоянная и оперативная;
- шкаф, оснащенный операторским пультом;
- дисплей, на котором показываются результаты;
- контроллер – прибор, обрабатывающий введенные данные и отвечающий за функционирование приводов.
Все вместе они обеспечивают правильное выполнение команд, каждую из которых необходимо корректно составить. Сделать это можно одним из трех способов:
- Вручную – технолог вводит числовые комбинации и таким образом задает все координаты для перемещения инструментов. Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
- С пульта оперативной системы – наладчик использует джойстик и сенсорный экран, в том числе и в диалоговом режиме (если оборудование довольно современное и у него есть эта опция). Уже более подходящий метод, также и потому, что команды можно протестировать и откорректировать.
- С помощью САМ и САПР – запись происходит в несколько этапов, проводится сравнительно большое количество операций, зато в результате можно придумать эффективный алгоритм выпуска даже самого сложного элемента, а в дальнейшем видоизменять его для производства других деталей.

Вот как настроить ЧПУ-станок в последнем случае:
- Создать электронный чертеж заготовки в AutoCAD, Компасе, Solid или другом профильном графическом редакторе.
- Преобразовать получившийся файл в подходящий формат (HPGL, DXF, Gerber, Exeilon) и загрузить его в САМ (в качестве наиболее используемых CorelDraw, SheetCam, MeshCam, Kcam). После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
- Сделать промежуточный Cl-файл, загрузить его в паспорт (постпроцессор), получить программу управления с G- и М- кодами.
Понятно, что создавать такое ПО сможет непростой токарь.
Очень популярны, предназначены не только для резки заготовок любой формы (и простой плоской, и сложной пространственной), но и для раскройки металлических листов, для выборки пазов, для загибания углов. Могут содержать до 300 инструментов в одном магазине. Также отличаются обширной классификацией.
По расположению шпинделя выделяют:
- вертикальные – вал устанавливается перпендикулярно столу и позволяет проводить обработку с одной стороны детали;
- горизонтальные – фиксация уже параллельная, что делает возможным многостороннее выполнение технических операций.
По конструкции модель бывает консольной и нет, с одним или несколькими деталями, с контролем по 2,3 и более координатам одновременно.
Теперь о том, что значит станок ЧПУ с точки зрения управления – по характеру команд фрезерный может быть:
- позиционным – для сверлильных работ;
- контурным – ориентированным на криволинейные поверхности сложной формы;
- смешанным (комбинированным) – для комплексных задач.
Конструктивные особенности
Сравнительно мощные корпус и станина – за счет ребер жесткости, также обеспечивающих повышенные показатели прочности шпинделя. В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
Все это обеспечивает одинаково хорошее качество выполнения технических операций как при попутном, так и при встречном направлении движения.
То, что можно сделать на ЧПУ станке, зависит от конкретной его модели, а их в номенклатуре фрезерной группы сразу несколько сотен. Есть габаритные варианты, длина рабочего стола которых превышает 10 м. Или наоборот – миниатюрные, предназначенные для мелкосерийного производства и частных мастерских, выпускающих типовые заготовки из металла и пластика, дерева и других материалов. Обычно они маломощные (до 750 Вт), но все равно сравнительно надежные, оснащенные сервоприводом, поворотные во всех угловых направлениях, регулируемые по высоте. Естественно, в их базовую комплектацию также входит ПО для контроля, которое можно загрузить, подключив оборудование к персональному компьютеру.
Его основной орган – резец со сменными пластинами, зафиксированный в держателе, который может быть кассетным и совершенно точно является важной частью суппорт-узла, вместе с поворотной плитой и салазками. Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.

Классификация по характеру выполняемых задач
- центровые – для точения фасонных поверхностей, цилиндрических и конических заготовок;
- патронные – для зенкерования, создания резьбы, обтачивания под фланцы, диски, шестерни и втулки, как внешних, так и внутренних плоскостей;
- универсальные – эти виды станков с ЧПУ могут выполнять все технологические операции, актуальные для двух предыдущих типов;
- карусельные – для крупногабаритных и неправильных по своей форме элементов; бывают одностоечными (рассчитаны на диаметры до 2 м) и двухстоечными (для сечений до 15 м).
Конструктивные характеристики
Их компоновка обычно либо вертикальная, либо с крутым наклоном, благодаря чему из функциональной зоны проще удалить стружку. Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Несущие конструкции отличаются повышенной жесткостью, достижимой утолщением металла и введением дополнительных ребер. Оснащены сменными магазинами для инструментов и/или револьверными головками, устанавливаемыми на позицию держателя.
Это настоящие центры, выполняющие комплексную обработку заготовки (без перебазирования) и оборудованные комбинированными системами ПО. Они предназначены для нарезки фасок и резьбы, зенкерования, расточки, раскроя, фрезерования. Подходят для действий как с плоскими поверхностями, так и со сложными криволинейными формами.
Конструктивные особенности
Зачастую укомплектованные сменными магазинами, делающими доступной предварительную настройку инструментов. Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Принцип работы станков с ЧПУ многоцелевого типа базируется на универсальности операций, которая возможна благодаря высокомоментному, но малоинерционному двигателю с хорошим быстродействием. Даже на небольших частотах он развивает крутящий момент до серьезных величин, что позволяет обеспечить производительность труда.
По вариантам компоновки могут быть:
- вертикальные – с головкой шпинделя, способной двигаться вдоль обеих осей; на них техпроцессы можно проводить с 2-5 сторон;
- горизонтальные – для элементов больших габаритов, закрепленных на столе; действуют только в одной плоскости (если отсутствуют дополнительные поворотные приспособления).
Такое оборудование востребовано в следующих случаях:
- производство плит и других плоских элементов из дерева, например, корпусной мебели;
- выпуск пластиковых деталей всевозможных форм, включая криволинейные;
- шлифовка камней и подобных им твердых материалов природного происхождения;
- изготовление сложных металлических изделий, в том числе и ювелирных.
Все вышеперечисленные цели решаются путем операций резки, фрезерования, распила, гравировки, сверления.
Эксплуатация столь точного механизма позволяет быстро решать ранее неосуществимые задачи: наносить рельефные декоры, которые невозможно выполнить вручную. За счет компьютеризации и автоматизации оно дает возможность избежать ошибок, вызванных человеческим фактором. Если знать, как пользоваться ЧПУ-станками, риск возникновения брака стремится к нулю.
Для большинства заготовок это техника «полного цикла», которая минимизирует затраты на производство. Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Минусы – в нюансах постпроцессирования: даже несмотря на то, что G- и М- коды универсальны, каждый программист компонует их по-своему. Поэтому возможны нестыковки при запуске ПО, которые требуется отдельно отлаживать.
Зачастую сложна ситуация с кадрами. Молодые и начинающие специалисты прекрасно понимают, как работает станок с ЧПУ, но им неизвестны практические свойства дерева или металла. Опытные слесари, фрезеровщики и токари, наоборот, «на ты» с материалами, но почти не знают компьютера.
Первый должен:
- подобрать инструмент по карте, проверить его целостность и остроту;
- определить нужные размеры;
- зафиксировать рабочий орган и зажимной патрон, убедиться в надежности крепления;
- установить переключатель в позицию «от»;
- выполнить проверку на холостом ходу;
- убедиться в нормальном состоянии лентопротяжного механизма и ввести перфоленту;
- закрепить деталь, включить режим «по программе»;
- обработать первый элемент, измерить его геометрию, внести корректировки;
- повторить техпроцесс, сравнить габариты;
- переключить машину в позицию «автомат».
Здесь действия наладчика закончены, в дело вступает оператор, который обязан своевременно:
- менять смазочные материалы и намасливать патроны;
- очищать зону проведения операций;
- проверять гидравлику, пневматику, точность заданных показателей.
Также ему необходимо запустить тестовое ПО, а после убедиться в надежности всех креплений и отсутствии отклонений. Если все в порядке, можно:
- фиксировать заготовку;
- вводить программу;
- заправлять перфоленту;
- нажимать «Пуск»;
- замерять деталь, сравнивая с образцом.
На специальных курсах подробно расскажут и покажут, как научиться работать на станке с ЧПУ. На такую профильную подготовку просто необходимо отправить своих сотрудников, если вы хотите установить столь производительное оборудование на своем предприятии и эффективно использовать его преимущества.
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследование
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
Фрезерная мельница: принцип работы, применение, преимущества и недостатки
Фрезерная мельница— это оборудование для измельчения, состоящее из ряда равномерно расположенных ножей (от 2 до 12), прикрепленных к горизонтальному ротору (вращающихся ножей), которые действуют против ряда стационарных ножей, прикрепленных к корпусу мельницы.К нижней части мельницы прикреплен экран для контроля времени пребывания частиц внутри головки мельницы.
Процесс измельчения заключается в последовательном механическом разделении подаваемого материала острым ножом. Режущие мельницы производят крупные частицы из
1. Высушенные гранулы перед таблетированием и
2. Волокнистое сырое лекарственное средство / корни, кора до экстракции
Размер частиц определяется по
a.Размер ротора
б. Зазор между двумя (2) наборами ножей
c. Грохот / сито
Хотя режущие мельницы могут отличаться друг от друга в зависимости от того, являются ли ножи подвижными или фиксированными, а также в конфигурации классификатора, были выделены два подкласса режущих мельниц:
1. Дисковая мельница с двумя рабочими колесами
2. Дисковая мельница с одинарными рабочими колесами
Применение фрезерной мельницы в фармацевтике
1. Используется для фрезерования твердых материалов
2.Он используется для измельчения волокнистых материалов перед экстракцией.
3. Он также используется для производства крупных частиц из высушенных гранулятов перед таблетированием.
Преимущества фрезерной мельницы
1. Это лучший вариант измельчения, когда ударное, истирающее или уплотняющее измельчение неэффективно, особенно для жестких, волокнистых или упругих материалов.
2. Простота установки, эксплуатации и обслуживания.
3. Оборудование не дорогое
Недостатки фрезы
1.Режущая мельница не подходит для большинства фармацевтических применений из-за образования частиц большого размера.
2. Очистить после использования непросто.
Ссылки
- Ахмед Ф. Абдель-Магид и Стефан Карон (2006). Основы ранней клинической разработки лекарств: от дизайна синтеза до рецептуры. John Wiley and Sons, Inc., Хобокен, Нью-Джерси.
- http://www.pharmainfo.net/book/pharmaceutical-machines/cutter-mill
- Мартин Дж.Род (2008). Введение в технологию частиц. John Wiley and Sons Ltd, Чичестер, Западный Суссекс, Англия.
- Сарфараз К. Ниази (2009). Справочник по фармацевтическим производственным рецептурам: полутвердые продукты. Informa Healthcare USA, Inc., Нью-Йорк.
- Суд Сушант и Камат Арчана (2013). Методы уменьшения размера и факторы, влияющие на уменьшение размера в фармацевтике. Международный научно-исследовательский журнал фармации. 4 (8) : 57-64.
Как работает банкомат? Преимущества банкомата и его применения
Введение:
Банкомат (ATM) — это банкомат (ABM), который позволяет клиенту выполнять основные транзакции без какой-либо помощи представителей банка. Есть два типа банкоматов. Базовый позволяет клиенту снимать только наличные и получать отчет об остатке на счете. Другой — более сложный автомат, который принимает депозит, предоставляет средства для оплаты кредитной картой и сообщает информацию о счете.
Это электронное устройство, которое используется только клиентами банка для обработки операций по счету. Пользователи получают доступ к своим счетам через специальную пластиковую карту, на магнитной полосе которой кодируется информация о пользователе. Полоса содержит идентификационный код, который передается на центральный компьютер банка по модему. Пользователи вставляют карту в банкоматы, чтобы получить доступ к счету и обрабатывать свои операции по счету. Банковский автомат был изобретен Джоном Шеперд-Бэрроном в 1960 году.
 Банковский автомат
Банковский автоматБлок-схема автоматического банкомата:
Банковский автомат состоит в основном из двух устройств ввода и четырех устройств вывода, которые:
Устройства ввода:
- Считыватель карт
- Клавиатура
Устройства вывода:
- Динамик
- Экран дисплея
- Чековый принтер
- Блок кассовых аппаратов24
 Устройства ввода:
Устройства ввода: 
Устройство чтения карт — это устройство ввода, которое считывает данные с карты.Считыватель карт является частью идентификации вашего конкретного номера счета, а магнитная полоса на обратной стороне карты банкомата используется для соединения с устройством считывания карт. Карту проводят или нажимают на устройство чтения карт, которое фиксирует информацию о вашей учетной записи, то есть данные с карты передаются на хост-процессор (сервер). Таким образом, главный процессор использует эти данные для получения информации от держателей карт.
 Автоматическое считывающее устройство для кассовых аппаратов
Автоматическое считывающее устройство для кассовых аппаратовКарта распознается после того, как автомат запрашивает дополнительные данные, такие как ваш идентификационный номер, снятие средств и запрос баланса. Каждая карта имеет уникальный PIN-код, поэтому у кого-то еще мало шансов снять деньги с вашей карты. Счет.Существуют отдельные законы для защиты ПИН-кода при его отправке в центральный процессор. PIN-код обычно отправляется в зашифрованном виде. Клавиатура содержит 48 клавиш и подключена к процессору.
 Клавиатура банкомата
Клавиатура банкоматаУстройства вывода:
Динамик обеспечивает звуковую обратную связь при нажатии определенной клавиши.
На экране дисплея отображается информация о транзакции. Каждый шаг вывода отображается на экране дисплея. ЭЛТ-экран или ЖК-экран используется в большинстве банкоматов.
 ЖК-дисплей банкомата
ЖК-дисплей банкоматаПринтер чеков распечатывает все данные, в которых записываются ваши выплаты, дата и время, а также сумма снятия, а также показывает баланс вашего счета в квитанции.
Банкомат — это сердце банкомата. Это центральная система банкомата, откуда снимаются необходимые деньги. С этой порции пользователь может забрать деньги. Банкомат должен пересчитать каждую купюру и выдать необходимую сумму. Если в некоторых случаях деньги складываются, они перемещаются в другую секцию и становятся битой для отклонения.Все эти действия выполняются датчиками высокой точности. Полная запись каждой транзакции ведется банкоматом с помощью устройства RTC.
 Банкомат для банкоматов
Банкомат для банкоматовСеть банкоматов:
Интернет-провайдер (ISP) также играет важную роль в банкоматах. Это обеспечивает связь между ATM и хост-процессорами. Когда транзакция совершается, данные вводятся владельцем карты. Эта информация передается центральному процессору банкоматом.Главный процессор проверяет эти данные в уполномоченном банке. Если данные совпадают, хост-процессор отправляет код подтверждения на автомат, чтобы можно было перевести наличные.
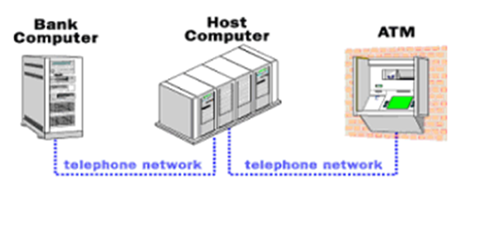 Автоматизированная сеть для кассовых аппаратов
Автоматизированная сеть для кассовых аппаратов2 типа банкоматов
Большинство хост-процессоров могут поддерживать машины с выделенной линией или коммутируемым доступом
- Машины с выделенной линией
- Машины с коммутируемым доступом
Банкоматы с выделенной линией Машины:
Машины выделенной линии подключаются непосредственно к главному процессору через четырехпроводную выделенную телефонную линию «точка-точка».Эти типы машин предпочтительнее на месте. Стоимость эксплуатации этих машин очень высока.
Коммутируемые банкоматы:
Коммутируемые банкоматы подключаются к главному процессору через обычную телефонную линию с помощью модема. Для них требуется обычное подключение, и их первоначальная стоимость установки намного меньше. Стоимость эксплуатации этих машин невысока по сравнению с машинами с выделенными линиями.
Безопасность банкомата:
Карта банкомата защищена PIN-кодом, который держится в секрете.Получить ПИН-код с карты невозможно. Он зашифрован с помощью надежного программного обеспечения, такого как Triple Data Encryption Slandered.
Принцип работы банкомата:
 Принципиальная схема банкомата
Принципиальная схема банкоматаБанковский автомат — это просто терминал данных с двумя входами и четырьмя устройствами вывода. Эти устройства связаны с процессором. Процессор — это сердце банкомата. Все банкоматы, работающие по всему миру, основаны на централизованной системе баз данных.Банкомат должен подключаться и взаимодействовать с хост-процессором (сервером). Хост-процессор обменивается данными с поставщиком интернет-услуг (ISP). Это шлюз через все сети банкоматов, доступных держателю карты.
 Архитектура банкомата
Архитектура банкоматаКогда владелец карты хочет выполнить транзакцию через банкомат, пользователь предоставляет необходимую информацию с помощью устройства чтения карт и клавиатуры. Банкомат пересылает эту информацию главному процессору. Хост-процессор вводит запрос транзакции в банк-держатель карты.Если владелец карты запрашивает наличные, хост-процессор забирает их со счета держателя карты. После того, как средства переведены со счета клиента на банковский счет основного процессора, процессор отправляет код подтверждения в банкомат и авторизованный автомат для выдачи наличных. Это способ получить сумму в банкоматах. Сеть банкоматов полностью основана на среде централизованной базы данных. Это облегчит жизнь и обезопасит деньги.
Преимущества банкомата:
- Банкомат обеспечивает круглосуточное обслуживание
- Банкомат обеспечивает конфиденциальность банковских сообщений
- Банкоматы снижают нагрузку на персонал банка
- Банкомат может выдавать клиентам новые купюры
- Банкоматы удобно для клиентов банка
- Банкомат очень удобен для путешественников
- Банкомат предоставляет услуги без ошибок
Характеристики банкомата:
- Перевод средств между связанными банковскими счетами
- Получение остатка на счете
- Печать последних транзакций list
- Измените свой PIN-код
- Внесите наличные
- Предоплаченное пополнение баланса мобильного телефона
- Оплата счетов
- Снятие наличных
- Выполните ряд функций на вашем иностранном языке.
Теперь у вас есть представление о том, как работает банкомат, поэтому, если какие-либо вопросы по этой теме или проектам в области электротехники и электроники, оставляйте комментарии ниже.
Photo Credit
- Банкомат от Renome
- Блок-схема банкомата от st
- Считыватель карт от kicteam
- ЖК-дисплей банкомата от zesty
- Банкомат с автоматом от 4.bp .blogspot
- Сетевой банкомат через носитель.Разработчик