▷ Станок электроэрозионный, бу оборудование на интернет аукционе Surplex
- Все станки
- Металл
- Электроэрозионные станки
Электроэрозионные вырезные станки б/у от известных производителей 27 Позиции
Категории
Фильтр
Подписаться на поиск
сортировать по:
- вид:
MITSUBISHI BA 24 — Электроэрозионные вырезные станки
Отличное предложение
Отличное предложение
| Pазмеры, примерно | 2 900 x 2 700 x 2 100 мм |
| Год выпуска | 2009 |
| Приблизительный вес | 3 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Weilheim Teck, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный вырезной станок MITSUBISHI FA 20 S Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 700 x 2 200 x 2 100 мм |
| Год выпуска | 2011 |
| Приблизительный вес | 4 000 кг |
| Товар можно забрать | WK 4 |
| условия поставки | FCA Hörlkofen, погрузка на грузовик |
Сделать ставку
Подробнее
воспроизвести видео
SODICK AQ55L Die Sinking EMD Machine Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 1 875 x 2 570 x 2 720 мм |
| Год выпуска | 1999 |
| Приблизительный вес | 6 000 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Bucuresti, погрузка на грузовик |
Сделать ставку
Подробнее
воспроизвести видео
Электроэрозионный вырезной станок MITSUBISHI FA 20 S Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 700 x 2 100 x 2 100 мм |
| Год выпуска | 2009 |
| Приблизительный вес | 4 000 кг |
| Товар можно забрать | WK 4 |
| условия поставки | FCA Hörlkofen, погрузка на грузовик |
Сделать ставку
Подробнее
Не нашли то, что искали?
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
Подписаться на поиск Подписка на текущий поисковой запрос успешно выполнена
Заканчивается завтра!
воспроизвести видео
Электроэрозионный копировально-прошивочный станок AGIE CHARMILLES Form30 Электроэрозионные копировально-прошивочные станки
Рекомендация
Рекомендация
| Pазмеры, примерно | 2 400 x 2 200 x 2 530 мм |
| Год выпуска | 2007 |
| Приблизительный вес | 3 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Velbert, погрузка на грузовик |
Сделать ставку
Подробнее
ZIMMER U. KREIM ZK 1200 Die sinking machine Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 1 600 x 1 600 x 2 750 мм |
| Год выпуска | 2000 |
| Приблизительный вес | 3 700 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Wassertrüdingen, погрузка на грузовик |
Сделать ставку
Подробнее
FANUC ROBOCUT α — 0 C Wire Eroding Machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 3 200 x 2 200 x 2 000 мм |
| Год выпуска | 1997 |
| Приблизительный вес | 1 500 кг |
| immediately | |
| условия поставки | FCA Oettingen, погрузка на грузовик |
Сделать ставку
Подробнее
FANUC ROBOCUT α — 1C A Wire Eroding Machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 3 200 x 2 200 x 2 000 мм |
| Год выпуска | 1996 |
| Приблизительный вес | 1 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Oettingen, погрузка на грузовик |
Сделать ставку
Подробнее
Отличное предложение
Отличное предложение
| Pазмеры, примерно | 3 000 x 2 200 x 2 600 мм |
| Год выпуска | 1996 |
| Приблизительный вес | 9 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Mandjelos, погрузка на грузовик |
Сделать ставку
Подробнее
CHARMILLES HD 8 Start-Hole Eroding Machine Электроэрозионные буросбоечные станки
| Pазмеры, примерно | 1 000 x 1 000 x 2 200 мм |
| Год выпуска | 2000 |
| Приблизительный вес | 800 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Oettingen, погрузка на грузовик |
Сделать ставку
Подробнее
воспроизвести видео
AGIE Agiecut Challenge 2 EDM wire cutting machine Электроэрозионные вырезные станки
Отличное предложение
Отличное предложение
Рекомендация
| Pазмеры, примерно | 2 220 x 2 220 x 2 220 мм |
| Год выпуска | 2000 |
| Приблизительный вес | 3 600 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Hertfordshire, погрузка на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
Подробнее
Заканчивается завтра!
Электроэрозионный вырезной станок FANUC Robocut Alpha 1A Электроэрозионные вырезные станки
| Pазмеры, примерно | 5 000 x 2 400 x 2 150 мм |
| Год выпуска | 1994 |
| Приблизительный вес | 3 200 кг |
| Товар можно забрать | |
| условия поставки | FCA Unterschleißheim, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный вырезной станок FANUC TAPE CUT W2 Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 300 x 3 000 x 2 200 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 2 000 кг |
| Товар можно забрать | Immediately |
| условия поставки | FCA Menà di Castagnaro (VR), погрузка на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
MITSUBISHI RA 90 Wire Eroding Machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 000 x 2 000 x 1 900 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 1 400 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Burg, погрузка на грузовик |
Сделать ставку
Подробнее
CHARMILLES ROBOFIL 10 Wire Eroding Machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 3 100 x 2 900 x 2 100 мм |
| Год выпуска | 1995 |
| Приблизительный вес | 1 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Weilheim Teck, погрузка на грузовик |
Сделать ставку
Подробнее
AGIE Agiecut 150 Wire eroding machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 200 x 1 400 x 1 800 мм |
| Год выпуска | 1994 |
| Приблизительный вес | 650 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Wassertrüdingen, погрузка на грузовик |
Сделать ставку
Подробнее
AGIECUT 200 D + SF Wire eroding machine Электроэрозионные вырезные станки
| Pазмеры, примерно | 1 900 x 1 700 x 1 700 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 3 000 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Wassertrüdingen, погрузка на грузовик |
Сделать ставку
Подробнее
ZIMMER U. KREIM PEC 600 Die sinking machine Электроэрозионные копировально-прошивочные станки
KREIM PEC 600 Die sinking machine Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 2 300 x 1 100 x 2 000 мм |
| Год выпуска | 1991 |
| Приблизительный вес | 700 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Wassertrüdingen, погрузка на грузовик |
Сделать ставку
Подробнее
ZIMMER UND KREIM ZK 850 Die-Sinking Edm Machine Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 1 800 x 1 200 x 2 200 мм |
| Год выпуска | 2000 |
| Приблизительный вес | 2 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Weilheim Teck, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный копировально-прошивочный станок SCHIESS FE 502 Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 3 500 x 2 200 x 2 500 мм |
| Год выпуска | 1984 |
| Приблизительный вес | 2 000 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Radevormwald, погрузка на грузовик |
Сделать ставку
Подробнее
DIETER HANSEN 450/S/NC Spark Eroding Machine Электроэрозионные станки
| Pазмеры, примерно | 2 600 x 1 000 x 2 200 мм |
| Год выпуска | 1985 |
| Приблизительный вес | 2 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Weilheim Teck, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный вырезной станок HANSEN 350 S Электроэрозионные вырезные станки
Рекомендация
Рекомендация
| Pазмеры, примерно | 1 500 x 1 800 x 2 000 мм |
| Год выпуска | 1976 |
| Приблизительный вес | 1 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Boxberg- Windischbuch, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный копировально-прошивочный станок ELTEE PULSITRON TR20 Электроэрозионные копировально-прошивочные станки
| Pазмеры, примерно | 3 000 x 2 000 x 1 100 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 1 300 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Cerreto D’Esi, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный вырезной станок SELVE TEMETER MEßTECHNIK M40 Электроэрозионные вырезные станки
| Pазмеры, примерно | 1 715 x 500 x 110 мм |
| Год выпуска | 1995 |
| Приблизительный вес | 150 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA GOSSELIES, погрузка на грузовик |
Сделать ставку
Подробнее
RFE E 100 Eroding Machine Электроэрозионные станки
| Pазмеры, примерно | 1 400 x 800 x 1 750 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 100 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Niederkassel, погрузка на грузовик |
Сделать ставку
Подробнее
Электроэрозионный вырезной станок MITSUBISHI BA 24 Электроэрозионные вырезные станки
| Pазмеры, примерно | 2 700 x 2 900 x 2 200 мм |
| Год выпуска | 2012 |
| Приблизительный вес | 3 500 кг |
| Товар можно забрать | End of November |
| условия поставки | FCA Kleinwallstadt, погрузка на грузовик |
Запросить предложение
Подробнее
AEG ELOTHERM Elbomat 400 Eroding machine Электроэрозионные станки
| Pазмеры, примерно | 1 020 x 1 080 x 2 110 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 800 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Mannheim, погрузка на грузовик |
Подробнее
Не нашли то, что искали?
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
Подписаться на поиск Подписка на текущий поисковой запрос успешно выполнена
- Электроэрозионное оборудование
- Как функционирует оборудование
- Виды электроэрозионных станков и их применение
Электроэрозионное оборудование
Далеко не всегда для создания детали используются инструменты для металлообработки. Некоторые изделия требуют более сложного, если не сказать специфического подхода. Одним из примеров такой обработки можно назвать электроэрозионную. Электроэрозионные станки подходят для обработки заготовок из токопроводящих материалов. В частности, такой способ получения детали подходит для меди, закаленной стали, хрома, алюминия, латуни, титана, графита и др. Главное требование, предъявляемое в этом случае к материалу заготовки, – высокая электропроводность.
- совместимо только материалами, которые хорошо пропускают ток
- подходит для различных целей
- современные производители стремятся усовершенствовать оборудование
Качество Большой выбор Инд. подход
подход
Как функционирует оборудование
Обработка только определенных материалов объясняется принципом работы оборудования. В его основе лежит контролируемое разрушение слоя заготовки, которое происходит в результате воздействия электрического разряда. При этом один из электродов имеется на станке, а другим является сама обрабатываемая деталь. В отличие от механической обработки деталей такой способ предполагает отсутствие непосредственного контакта между станком и поверхностью заготовки. Еще одна особенность процесса заключается в отсутствии подвижных рабочих частей оборудования. В зависимости от вида и варианта подачи импульса данная обработка бывает 3 типов: электроимпульсная, электроконтактная и электроискровая.
SCHIESS NASSOVIA Электроэрозионное оборудование
Виды электроэрозионных станков и их применение
Классификация подобного оборудования очень проста и основывается на количестве реализуемых техпроцессов. Универсальные станки подходят для выполнения широкого спектра работ. Специализированные предназначены для работы с однотипными материалами и могут выполнять только некоторые виды операций. Специальные имеют наиболее узкое применение, поскольку обрабатывают только определенный материал по конкретному процессу. Положительной особенностью подобного оборудования являются его значительные возможности. За счет этого можно обрабатывать заготовки практически любой формы. Преимущественно данная техника применяется при производстве матриц, пресс-форм, штампов, шаблонов и т. д. Получение изделия сложной формы с высокой точностью – вот основная причина популярности оборудования этого типа.
Универсальные станки подходят для выполнения широкого спектра работ. Специализированные предназначены для работы с однотипными материалами и могут выполнять только некоторые виды операций. Специальные имеют наиболее узкое применение, поскольку обрабатывают только определенный материал по конкретному процессу. Положительной особенностью подобного оборудования являются его значительные возможности. За счет этого можно обрабатывать заготовки практически любой формы. Преимущественно данная техника применяется при производстве матриц, пресс-форм, штампов, шаблонов и т. д. Получение изделия сложной формы с высокой точностью – вот основная причина популярности оборудования этого типа.
Позиции, которое вы недавно просматривали Показать все ранее просмотренные позиции
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.
После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.
После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.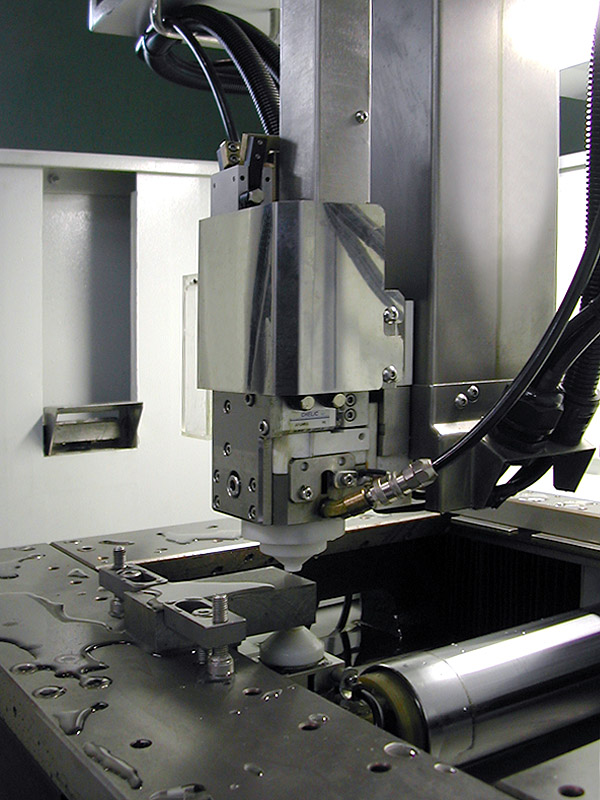
Другой участник торгов поставил такую же ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Оцените эти отличные предложения аукциона Surplex:
Электроэрозионные станки б/у
Копировать ссылку
Объект удален. Вернуть
Проволочно-вырезной электроэрозионный станок ZNC 350 — цена, отзывы, характеристики с фото, инструкция, видео
Электроэрозионный копировально-прошивочный станок ZNC 350 предназначен для прошивки отверстий в изделиях, маркировки деталей, объемного копирования, доводки деталей и инструмента. Позволяет обрабатывать детали из закаленной стали, высокопрочных электропроводных композитных сплавов, титана, графита и т. д.
Главное условие — материал должен быть электропроводным. Система фильтрации рабочей жидкости и малый износ электрода-инструмента обеспечивают высокую точность и стабильность электроэрозионной обработки.
Схема обработки (станина станка показана схематично и может отличаться в зависимости от модели)
Особенности
- Станина высокой жесткости выполненная из мелкодисперсного чугуна марки «Механит» обеспечивает длительный срок эксплуатации.
- Перемещение по оси Z осуществляется сервоприводом через выскоточную шарико-винтовую пару для увеличения точности и качества обработки.
- Специальное антифрикционное покрытие направляющих «Turcite B» обеспечивает точность и плавность перемещения рабочих органов станка.
- Направляющие по осям X, Y имеют V-образный профиль.
- Стол термообработан методом высокочастотной закалкой и отшлифован на высокоточном шлифовальном оборудовании для обработки деталей с высокой точностью.
- Функция зеркальной обработки обеспечивает четкое копирование формы электрод-инструмента на деталь.
- 10 наборов автоматической финишной обработки с возможностью внесения коррекций для достижения максимальной точности и качества обрабатываемой поверхности.

- Автоматическая система контроля за перемещением по оси Z, межэлектродным промежутком, электрическими импульсами и др. параметрами обработки позволяет освоить работу станка за 2-3 дня даже оператору, не имеющему опыт в электроэрозионной обработке.
- База данных параметров обработки для раличных материалов заготовки и электрод-инстурмента, и формы прошиваемого отверстия вычисляются и контролируется системой ЧПУ автоматически и не требует вмешательства оператора.
- Для опытных операторов предусмотрена возможность корректирования режимов обработки непосредственно во время прожига.
- Система ЧПУ отслеживает условия обработки в режиме реального времени и при необходимости моментально в автоматическом режиме вносит коректировки в зависимости от текущих условий.
- ЧПУ в автоматическом режиме обеспечивает возвратно-поступательное движения электрод-инструмента, подстраиваясь под текущеи режимы обработки для достижения наилучшего результат.
- Три типа отсчета координат: абсолютный, относительный и работа в приращениях.
- 15’’ дисплей и генератор импульсов нового поколения выполненные в соответствии с жесткими европейсикими требованиями безопасности CE обладают пыли и влагозащищенностью, обеспечивая таким образом увеличенный срок службы электрических компонентов.
- Генератор управляется от промышленного компьютера, что гарантирует стабильность обработки.


| Характеристика | Значение |
|---|---|
| Размер рабочей ванны, мм | 1080 x 580 x 350 |
| Размер стола, мм | 600 x 320 |
| Перемещения по осям X x Y x Z, мм | 350 x 250 x 180 |
| Перемещение пиноли Z2, мм | 200 |
| Максимальное расстояние до рабочего стола, мм | 350 |
| Макс. вес электрода, кг | 50 |
| Максимальная нагрузка на стол, кг | 700 |
| Объем бака рабочей жидкости, л | 470 |
| Габаритные размеры | |
| ДхШхВ, мм | 1460x1490x2200 |
| Масса ZNC 350 , кг | 1400 |
Стандартная комплектация
- Генератор импульсов 50A
- Бумажные фильтры
- Сопло
- Оправка для крепления электрод-инструмента
- Набор инструмента для обслуживания станка
- Рабочее освещение
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Электроэрозионная обработка: Что это такое?
Электроэрозионная обработка — технология, позволяющая выполнять сложные и точные работы , которые ранее были практически невозможны. Это тип механической обработки путем удаления, который применяется к электропроводящим материалам , таким как сталь и другие металлы, сплавы, графит или керамика. Электроэрозионная обработка также известна как электроэрозионная обработка и электроэрозионная обработка.
В этой статье мы углубимся в этот вид механообработки, позволяющий изготавливать от отверстий практически любой формы, до ковочных штампов, стальных форм для формовочных машин, инструментов для изготовления сложных массивов и штампов.
Номер:
- Что такое электроэрозия?
- Происхождение электроэрозии
- Какие материалы используются для электроэрозионной обработки?
- Каковы наиболее распространенные области применения электроэрозии?
- Каковы преимущества электроэрозионной обработки?
- Application on electrically conductive materials
- No contact with the workpiece
- Completely finished parts
- Manufacture of complicated parts
- Types of electroerosion
- 1. Wire electroerosion
- 2. Penetration electroerosion
- 1.
 Wire electroerosion
Wire electroerosionWhat это электроэрозия?
Электроэрозионная обработка — это тип механической обработки, выполняемой с помощью электрических процессов. Этот метод, также известный как Электроэрозионная обработка (EDM) основана на удалении электропроводящих материалов с помощью серии процессов электрического разряда между двумя электродами в машинах, предназначенных для этой цели.
Электроэрозионная обработка считается нетрадиционным методом добычи материала, в отличие от более распространенных методов, использующих механическое усилие.
Для проверки деталей, подвергаемых электроэрозионной обработке, для некоторых более требовательных применений можно оценить такие факторы, как определение критических коррозионных повреждений, которым может подвергнуться этот металл, путем испытаний в климатической камере.
Истоки электроэрозии
Истоки этой методики восходят ко временам бывшего СССР, где Лазаренко супруги ученых разработали эту методику, которая была активирована во время Второй мировой войны. Согласно книге «Электрообработка: электроэрозионная и электрохимическая обработка», эта технология оставалась неизвестной до 1950-х годов, когда она заинтересовала промышленный мир, особенно в Соединенных Штатах, где впоследствии она быстро развивалась.
Согласно книге «Электрообработка: электроэрозионная и электрохимическая обработка», эта технология оставалась неизвестной до 1950-х годов, когда она заинтересовала промышленный мир, особенно в Соединенных Штатах, где впоследствии она быстро развивалась.
Какие материалы используются для электроэрозионной обработки?
Стали (углеродистые, легированные, нержавеющие…), отливки, металлы и тугоплавкие сплавы, среди прочего, графит и синтезированные карбиды.
Каковы наиболее распространенные области применения электроэрозии?
- Производство рядов
- Токарные и фрезерные инструменты
- Плашки
- Форма
- Инструменты для штамповки
- Инструменты для уплотнения металлического порошка
- Формы для пластика, стекла или резины
- Пресс-формы
Каковы преимущества электроэрозионной обработки?
Нанесение на электропроводящие материалы
Одним из основных преимуществ электроэрозионной обработки является то, что ее можно применять на всех материалах, хорошо проводящих электричество, независимо от их твердости . Поэтому его используют для обработки твердых металлов или закаленных инструментальных сталей, избегая деформаций и трещин.
Поэтому его используют для обработки твердых металлов или закаленных инструментальных сталей, избегая деформаций и трещин.
Нет контакта с заготовкой
Процесс не затрагивает обрабатываемую деталь, поэтому обычные силы, возникающие в процессах обработки и которые могут воздействовать на детали, такие как удаление стружки или деформация, не появляются .
Полностью готовые детали
Можно полностью закончить деталь электрообработкой, , что позволяет избежать ручной обратной обработки и продлить срок службы деталей.
Производство сложных деталей
Точность электроэрозионной обработки позволяет изготавливать детали сложной формы и малой толщины . В зависимости от качества станка можно резать все типы деталей правильной и неправильной формы с узкими размерами и очень тонкой обработкой поверхности.
Виды электроэрозионной обработки
1. Проволочная электроэрозионная обработка
Электрод представляет собой металлическую проволоку, производящую электроэрозию по контуру, запрограммированному для детали. Основными материалами в проволочном электроэрозионном станке являются одноразовая латунная проволока, обычно диаметром 0,25 мм, и диэлектрик, деионизированная вода, которая впрыскивается в зону эрозии.
Основными материалами в проволочном электроэрозионном станке являются одноразовая латунная проволока, обычно диаметром 0,25 мм, и диэлектрик, деионизированная вода, которая впрыскивается в зону эрозии.
Проволочная электроэрозия применяется для электроэрозионной обработки призматических деталей с прямым и коническим профилем.
2. Проникающая электроэрозия
Проникающая электроэрозия воспроизводит форму электрода, т.е. используемого инструмента, на детали. Эти электроды обычно изготавливаются из меди или графита.
Например, на пробивном электроэрозионном станке можно изготовить что угодно от формы для стеклянной пепельницы до формы для изготовления заглушек.
Вам нужно «заземлить» продукт? В INFINITIA Industrial Consulting мы являемся экспертами в области инновационных материалов и поможем вам найти лучшие решения в рамках проектирования и исследований и разработок. Мы слушаем вас.
«Электроэрозионный станок своими руками
«Электроэрозионный станок своими руками» Главная   Назад  Эта страница переведена с оригинала с помощью переводчика Google.

Автор: Электрон18
www.softelectro.ru
2009                
электрон[email protected]
Авторское предисловие.
Данная статья написана исключительно для описания электроэрозионного метода обработки металлов.
Описание конструкции в целом или какой-либо ее части не может быть инструментом создания электроэрозионной машины.
Электрическая схема устройства и машины нарушает все правила электротехники и представляет реальную угрозу для вашей жизни, электроснабжения и оборудования.
Автор не несет никакой ответственности за ущерб, причиненный вашему здоровью и имуществу, если вы попытаетесь реализовать описанную здесь конструкцию.
Любая часть этой статьи не может быть распечатана или передана кому-либо еще без этого предупреждения.
Автор изготовил эту машину под конкретную задачу в условиях ограниченности времени и деталей.
После решения этой проблемы машину разобрали, так как она абсолютно не безопасна.
1 Введение.
Написать эту машину заставила меня проблема со снятием битого битого высокого картера заднего моста моей машины. Откручивая крышку редуктора заднего моста, я сорвал головку болта М8. За неимением выбрасывателя пытались использовать карбон в виде битой звезды, которым забито отверстие, просверленное в остатке затвора. При попытке открутить остатки болта немного отломились. Сверла твердосплавные сверла чип не удалось. Пришлось думать как это сделать не снимая мост
2 Электроэрозионная машина.
Принцип электроэрозионной обработки металлов основан на испарении металла искровым разрядом. Если вы видели замыкание конденсатора на металлическую пластину, помните, что на месте разряда остались колодцы. Металл в этом месте испаряется высокотемпературным искровым разрядом. Электроэрозионные станки более 50 лет используются в промышленности для обработки высокопрочных сплавов.
3 Искровой генератор.
Основная машина — искровой генератор, а точнее конденсатор (накопитель энергии). Нам нужно накапливать электрическую энергию в течение длительного периода времени, а затем выбрасывать всю накопленную энергию за очень короткий промежуток времени.
По такому же принципу работают лазеры, чем меньше время будет выделять энергию, тем выше плотность тока в искровом канале, а значит — будет выше температура.
Нам нужно накапливать электрическую энергию в течение длительного периода времени, а затем выбрасывать всю накопленную энергию за очень короткий промежуток времени.
По такому же принципу работают лазеры, чем меньше время будет выделять энергию, тем выше плотность тока в искровом канале, а значит — будет выше температура.
Рис.1. Принципиальная схема искрового генератора.
Рабочий искровой генератор:
Диодным мостом выпрямляет 220 вольт.
Лампа h2 служит для ограничения короткого замыкания и защиты диода моста.
Вместо этого лампа может использовать другую нагрузку. Чем больше нагрузка (Вт), тем быстрее заряжается конденсатор. Но помните, что ток не должен превышать пропускную способность диодного моста и соединительных проводов.
После того, как конденсаторы зарядятся, лампочка h2 погаснет, и можно будет подносить электрод к заготовке.
В момент касания электрода на детали проскакивает искра, в результате чего конденсаторы разряжаются и загорается лампа h2. После размыкания электрода конденсаторы снова будут заряжаться.
Время заряда конденсаторов в этой схеме 0,5..1,0 сек.
Постоянный ток в цепи с замкнутым электродом составляет примерно 0,45 А, но в момент разряда он достигает нескольких тысяч ампер.
Поэтому провода от конденсаторов к электродам должны быть толстыми (6..10 мм2) и обязательно медными.
Детализируя каждый второй электрод, вы получите искровой генератор с частотой генерации в 1 Гц.
После размыкания электрода конденсаторы снова будут заряжаться.
Время заряда конденсаторов в этой схеме 0,5..1,0 сек.
Постоянный ток в цепи с замкнутым электродом составляет примерно 0,45 А, но в момент разряда он достигает нескольких тысяч ампер.
Поэтому провода от конденсаторов к электродам должны быть толстыми (6..10 мм2) и обязательно медными.
Детализируя каждый второй электрод, вы получите искровой генератор с частотой генерации в 1 Гц.
4 Особенности искрового генератора.
Заготовка должна быть электропроводной, т.е. она должна быть металлом или сплавом металлов.
Прочность сплавов не имеет значения.
Электрод должен быть медным или латунным.
Отверстие, полученное в деталях, будет повторять форму электрода.
Если электрод треугольный, то и отверстие в детали будет треугольным.
При работе электрод укорачивается за счет испарения примерно с той же скоростью, с которой углубляется отверстие.
Норма углубления по этой схеме составляет около 0,025 мм за один удар. То есть на 40 ударов глубина отверстия будет около 1 мм (для диаметра отверстия 2..3 мм).
С увеличением скорости углубления диаметр отверстия будет уменьшаться.
После каждого удара дырка будет покрываться изнутри оксидами металлов, и постепенно искра начинает падать, пока не кончится.
Поэтому второй частью машины должна быть система удаления окислов.
Для этого нужно залить в лунку керосин или масло.
Удаление окислов происходит за счет взрыва капли масла в искровой дуге.
Масло испаряется из-за высокой температуры и вступает в реакцию с кислородом, находящимся в воздухе, в результате чего в отверстии происходит щелчок (взрыв), который выбрасывает окись металла на поверхность.
Я использовал спрей с силиконовой смазкой.
Достаточно после каждого третьего щелчка брызгать в отверстие силиконовой смазки и искра не пропадет.
Только будьте осторожны, если вы нальете много силикона, он может загореться.
Подача электрода обязательно должна фиксировать направитель так, чтобы он все время бил в одном месте и двигался параллельно оси отверстия.
То есть на 40 ударов глубина отверстия будет около 1 мм (для диаметра отверстия 2..3 мм).
С увеличением скорости углубления диаметр отверстия будет уменьшаться.
После каждого удара дырка будет покрываться изнутри оксидами металлов, и постепенно искра начинает падать, пока не кончится.
Поэтому второй частью машины должна быть система удаления окислов.
Для этого нужно залить в лунку керосин или масло.
Удаление окислов происходит за счет взрыва капли масла в искровой дуге.
Масло испаряется из-за высокой температуры и вступает в реакцию с кислородом, находящимся в воздухе, в результате чего в отверстии происходит щелчок (взрыв), который выбрасывает окись металла на поверхность.
Я использовал спрей с силиконовой смазкой.
Достаточно после каждого третьего щелчка брызгать в отверстие силиконовой смазки и искра не пропадет.
Только будьте осторожны, если вы нальете много силикона, он может загореться.
Подача электрода обязательно должна фиксировать направитель так, чтобы он все время бил в одном месте и двигался параллельно оси отверстия.
5 Реализация машины.
Детали для искрового генератора не дефицитны, их можно купить в специализированных магазинах или взять на ближайшей свалке.
Конденсаторы вы найдете выброшенными в любом телевизоре или мониторе, или блоке питания от компьютера.
Там же найти и диодный мост.
Напряжение, указанное на конденсаторе, должно быть не менее 320 В.
Емкость может быть любой, сумма всех конденсаторов должна быть не менее 1000 мкФ (все конденсаторы соединены параллельно).
Чем больше мощность, тем сильнее будет удар.
Все это необходимо собрать в прочном теплоизоляционном корпусе.
Как я уже говорил для монтажа нужно использовать толстый медный провод (6..10мм2), который должен идти от конденсаторов к электродам.
Провода от конденсаторов к диодному мосту и лампе могут быть 0,5 мм2.
Лампу установить в фарфоровый цоколь и надежно закрепить на подставке, лампа упала и разбилась, желательно сюда же установить автоматический выключатель на 2..6 А. Его можно использовать включив схему. Для электродов приходится делать надежные зажимы.
Для минусового провода большие крокодиловые или винтовые клеммы.
На плюсовом проводе следует сделать время для медного электрода и штатив с направляющей для электрода.
Для электродов приходится делать надежные зажимы.
Для минусового провода большие крокодиловые или винтовые клеммы.
На плюсовом проводе следует сделать время для медного электрода и штатив с направляющей для электрода.
Рис.2 Устройство машины
- Описание:
- Электрод;
- Электрод с винтовым зажимом;
- Винт, зажимающий плюсовой провод;
- Направляющая втулка;
- Тефлоновый корпус;
- Отверстие для подачи масла;
- Штатив;
Строение 6 Механически обработанный тефлон.
В качестве направляющей втулки 4 для электрода используется заземляющий штырь 3-фазной евророзетки.
Его просверлили по оси для установки в него электрода и сделали два винтовых отверстия для крепления электрода и проволоки.
По мере испарения электрода его наклоняли вперед, ослабляя винт 2.
Вся конструкция установлена на надежном штативе, который позволяет менять высоту.
В отверстие 6 вставлена трубка с маслом. Направляющая втулка 4 служит шприцем для масла вдоль электрода.
Направляющая втулка 4 служит шприцем для масла вдоль электрода.
Рис.3 Фотомашина
Для привода электрода использовалась отечественная катушка стартера 220, стержень которой имеет ход 10 мм (он определяет максимальную глубину отверстий). Обмотка стартера подключена параллельно лампе h2, поэтому пока конденсаторы заряжены (лампа горит) стержень стартера втянут. После заряда конденсатора лампа гаснет, так как ток в системе перестает течь и запас освобождается. Освобождение его относится к стоковым деталям, происходит искровой разряд, загорается лампа и шток h2 снова втягивается. Цикл повторяется снова с частотой около 1 Гц. Если вам нужно увеличить частоту, вам нужно будет увеличить мощность лампы h2. Для подробностей о фотографиях использованы файлы.
Рис.4 Фотографии сверления скважины станком.
6 Безопасность на работе.
- При работе с машиной следует учитывать:
- Во-первых, из-за отсутствия необходимого трансформатора схема искрового генератора была выполнена без гальванической развязки от промышленной сети 220 В. Если изделие будет, каким-либо образом заземлено, это приведет к короткому замыканию сети.
- Во-вторых, из-за отсутствия необходимого трансформатора используется опасное для жизни человека напряжение. Удар искровым разрядом в 1000 мкФ 220В смертелен.
- В-третьих, детали нельзя подключать к электронным устройствам даже через тело. Например, если полностью не снимать электронные компоненты автомобиля и не отключать аккумулятор, то можно легко вывести их из строя.
- В-четвертых, керосин или масло, подаваемые в отверстие, легко воспламеняются, вызывая пожар.
 Если изделие будет, каким-либо образом заземлено, это приведет к короткому замыканию сети.
Если изделие будет, каким-либо образом заземлено, это приведет к короткому замыканию сети.Поэтому повторять этот дизайн настоятельно не рекомендую.
- Хотя бы то, что по идее должно измениться:
- Разделительный трансформатор Send 220 В/12 В P = 200 ВА
- Лампа h2 12В 120Вт
- Увеличение емкости аккумулятора до 20 000 мкФ (исполнительные конденсаторы до 35В)
А разрабатывать и изготавливать дизайн должен Специалист, аттестованный на такие работы.