Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.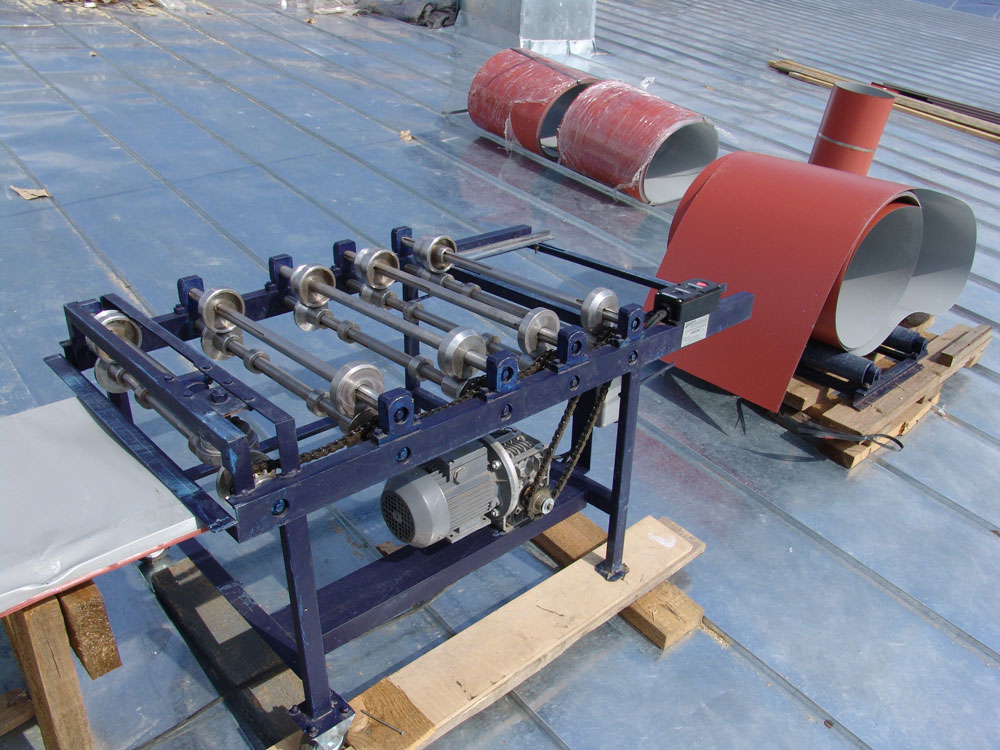
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
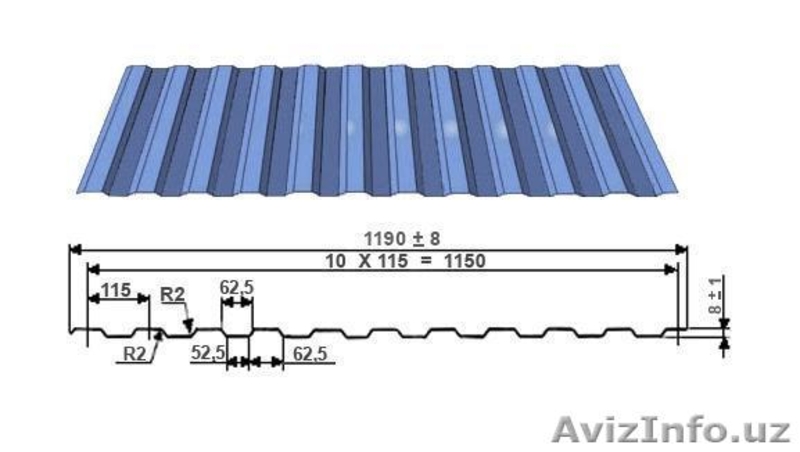
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Конструкция станка для производства профнастила
Сегодня мы подготовили статью на тему: «конструкция станка для производства профнастила», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.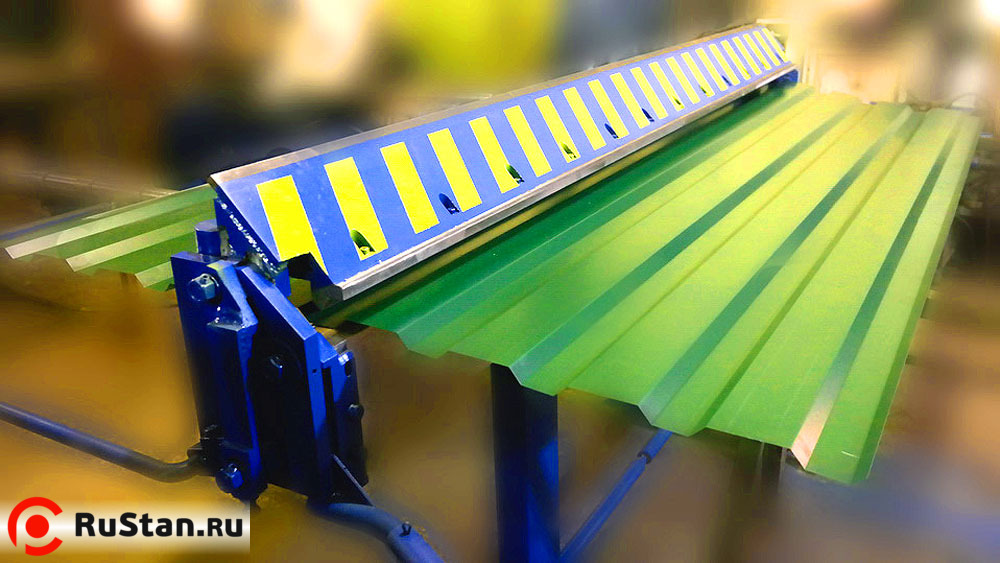
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
| Видео (кликните для воспроизведения). |
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Ее результаты покажут необходимость регулировки или переделки механизмов.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.


Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок.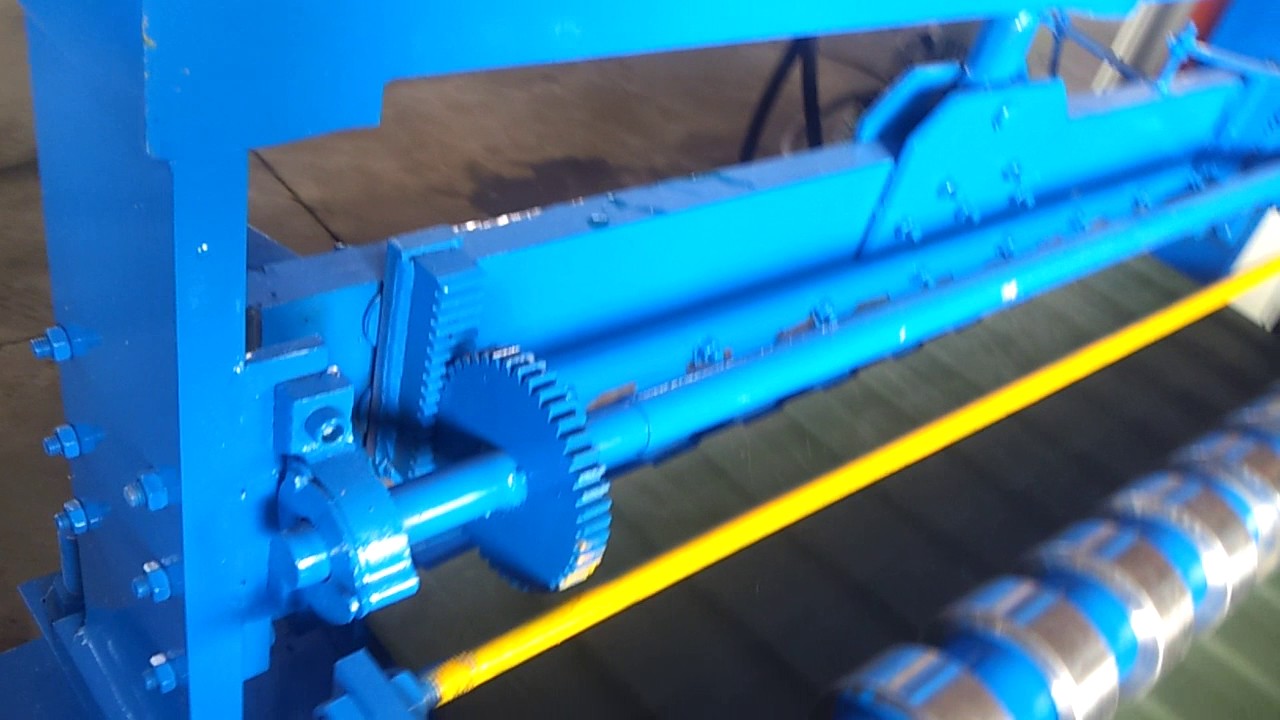 Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала.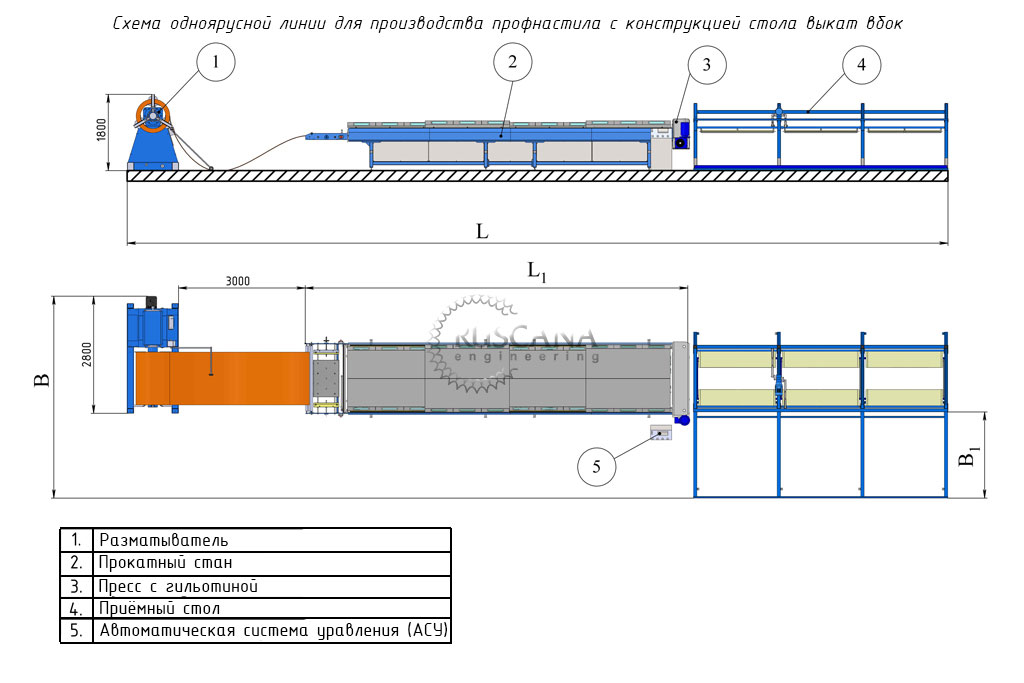 Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.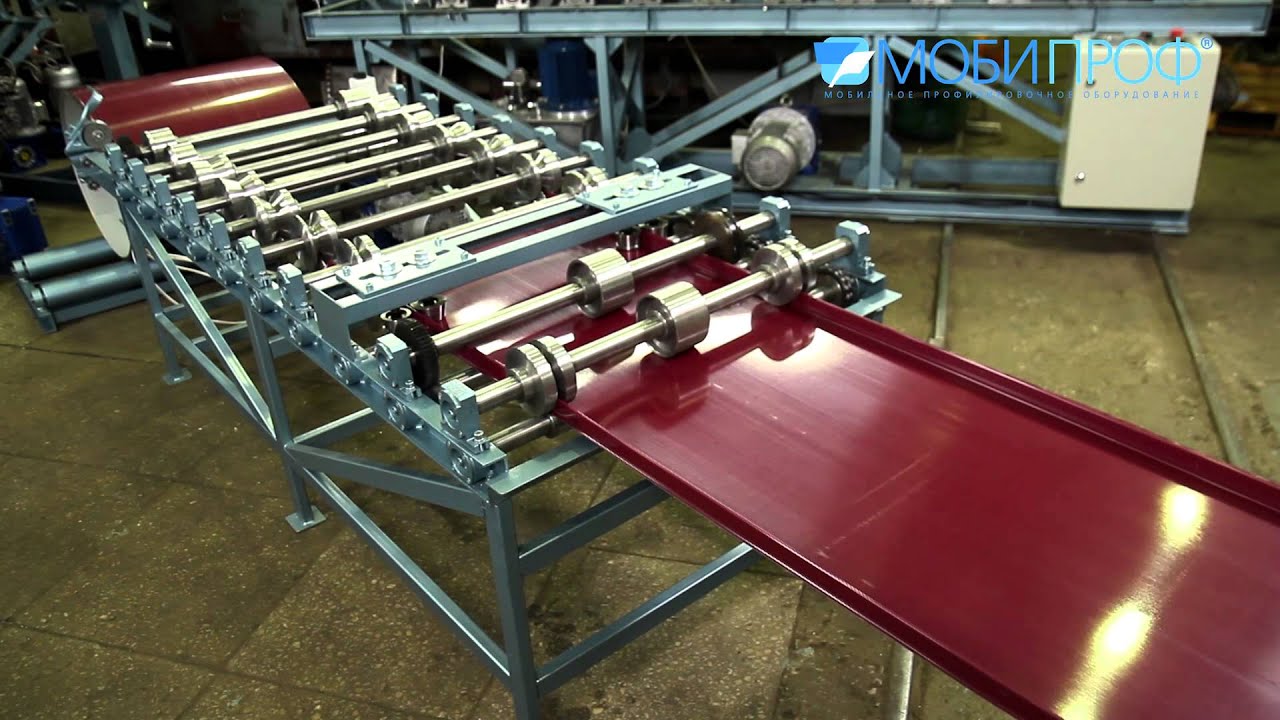
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастилаСтанок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристикиСтанок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.

Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
Сайт oprofnastile.ru – актуальная и полезная информация о профнастиле, его монтаже и использовании, советы профессионалов и пошаговые инструкции для Вас.
Все текстовые материалы, размещенные на сайте, ДЕЙСТВИТЕЛЬНО защищены согласно действующему законодательству, на что имеются все необходимые документы, в том числе договора.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 5 проголосовавших: 6Станок для изготовления профлиста своими руками
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.

Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Оглавление статьи (нажмите, чтобы открыть)
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастилаРучной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.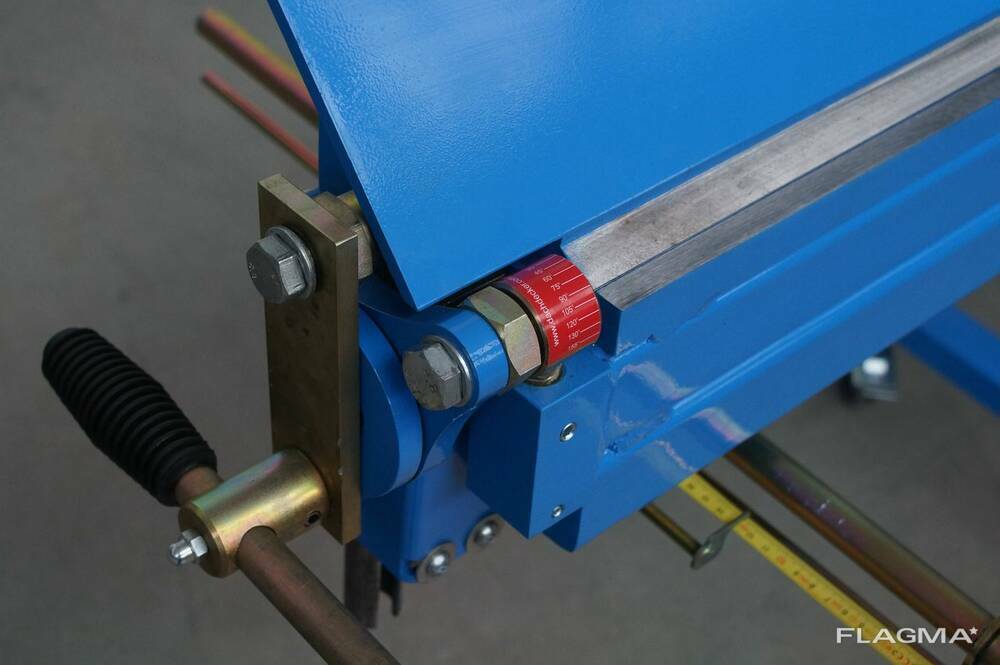
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить.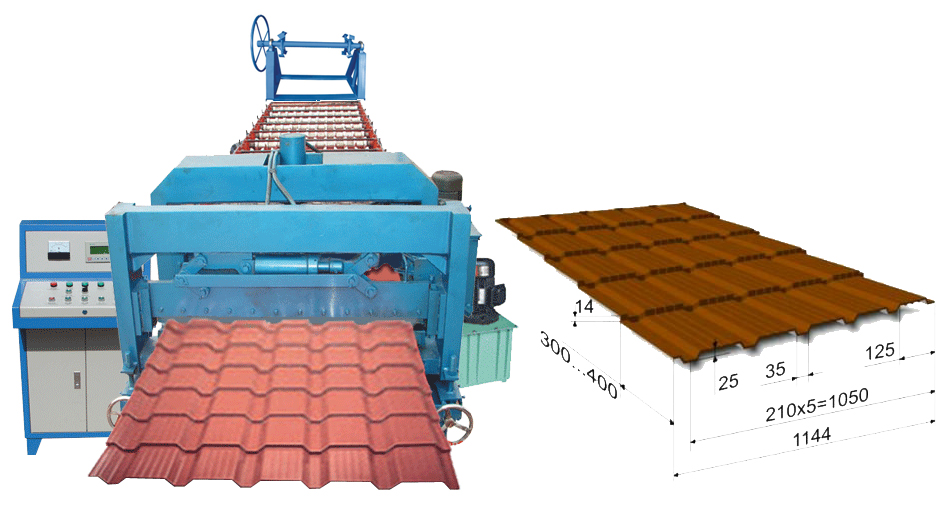 Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Сталь для производства профнастила
Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Цех по производству профнастила
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Станок для профлиста
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.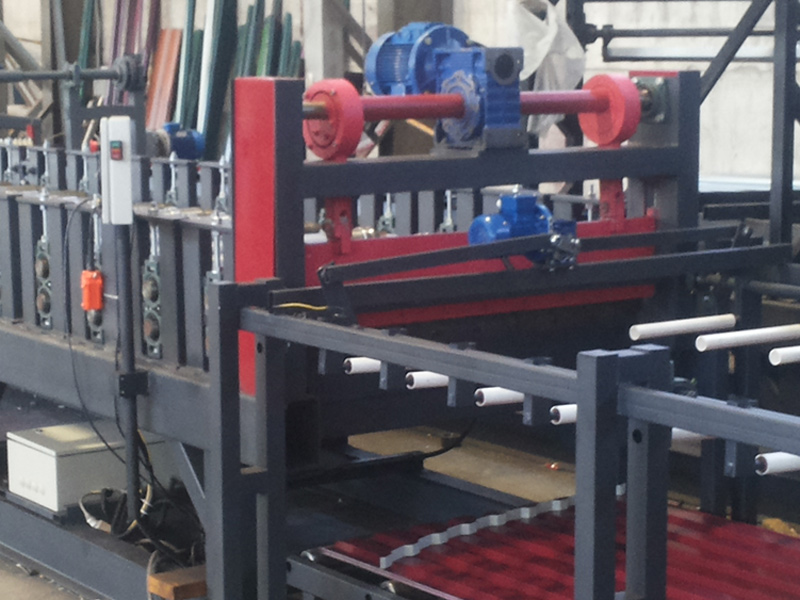
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.

Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Самодельный станок для профлиста. Станок для изготовления профнастила своими руками. Передвижной станок для профнастила
В этой статье мы рассмотрим как сделать шиномонтаж своими руками. Такой простой самодельный ручной шиномонтажный станок отлично подойдет для вашей домашней мастерской.
Как сделать шиномонтажный станок в домашних условиях?
Этот станок отличается самой простой конструкцией. На ступицу от «Жигулей» с помощью обычных болтов закрепляется колесо, при этом оно фиксируется надежно и без вращений.
На ступицу от «Жигулей» с помощью обычных болтов закрепляется колесо, при этом оно фиксируется надежно и без вращений.Основание аппарата – 900х600 мм. Стойка должна иметь высоту, соответствующую росту человека. Над колесом труба выступает на 300 мм.
Станок нужно привинчивать к полу, используя большие саморезы. В противном случае он будет ездить по полу, из-за чего придется придерживать ногой.
В случае смазывания мылом мантажки и резины все можно снять в легкий способ. Если не хотите царапин на диске во время отбивания бортов, положите на пол коврик.
При точной работе диск царапать не будет. Царапины могут появиться лишь при разувании. Чтобы этого не допустить, на рабочую поверхность инструмента одевается шланг из резины с нужным размером, и смазывается мылом. Другой вариант – разувание диска с изнаночной стороны. Это более сложный способ, для широкого диска он не сработает, но в некоторых случаях подходит.
Штампованный диск можем разувать и обувать без опаски. Он отличается отогнутым бортиком, по которому инструмент идет и не касается диска в других местах.
Он отличается отогнутым бортиком, по которому инструмент идет и не касается диска в других местах.
Станок можно делать под разбортовки разных видов, в частности – универсальный. Когда изготовляются переходники со шпильками для разных дисков.
В моем случае подходят диски 4х98 и 4х100. Вопрос балансировки решаю в отдельном порядке на станции техобслуживания, это более дешевый вариант, чем если делать всю беребортовку.
Для наконечников использовал выточенный прут 20 мм. Прут зажал в тисы и с помощью зачистного круга добивался нужной формы, после чего взял лепестковый круг, зашлифовал и приварил к трубе.
На фото показано, какие размеры имеет устройство для забортовки.
Важно! Угол «А» в итоге должен быть боле острым, чем угол, который получился в моем случае. С более острым углом резина легче заправляется обратно. Однако не переусердствуйте – нужно, чтобы между трубой инструмента и диском оставалось место, чтоб не касалось обода. Рекомендуется, чтобы этот конец инструмента был несколько меньше, так как в таком виде он удобнее в работе. Для выточенных стержней использован прут, 20 мм.
Для выточенных стержней использован прут, 20 мм.
Создав такой станок, вы сможете своими силами, удобно, и с экономией заниматься перебортировкой и ремонтом.
На видео рассмотрен принцип работы аналогичного самодельного станка.
Пробитое колесо при наличии неотремонтированной вовремя запаски способствует возникновению желания сделать шиномонтаж своими руками. Но для того чтобы это можно было осуществить, необходимо иметь соответствующие инструменты, а главное, навыки. Чтобы сделать в дороге шиномонтаж своими руками, необходимо иметь 2 монтажные лопатки, а также приспособление для отрыва прилипшей покрышки от диска (многие используют для этого небольшой отрезок стального уголка с кувалдой). Но намного удобнее это можно сделать при помощи домкрата и буксировочного троса.
Ремонт колеса в дороге
Описанный выше способ ремонта в пути подойдет лишь для крайнего случая. Например, если поблизости нет шиномонтажной мастерской. Однако если вы решили всегда делать шиномонтаж своими руками, то вам лучше иметь в гараже полноценный шиномонтажный комплект, который при желании можно сделать самому. Мало того что он поможет вам весной и осенью избежать очередей в шиномонтажную мастерскую, так еще и сэкономит вам денег.
Мало того что он поможет вам весной и осенью избежать очередей в шиномонтажную мастерскую, так еще и сэкономит вам денег.
Делаем шиномонтажный комплект
В нашем случае комплект состоит из двух приспособлений: собственно шиномонтажного станка и устройства отбивки борта, объединенных в одно. Низ рамы станка Н-образный 90×60 см делается из стальной трубы прямоугольного сечения. К перемычке в 30 см от края под прямым углом приваривается двухдюймовая труба круглого сечения высотой около полутора метров, место сварки усиливается косынками в форме прямоугольных треугольников толщиной 5 мм. На трубу для крепления колеса надевается старая ступица и приваривается к ней. Высота установки ступицы подбирается под рост человека так, чтобы лежащее на ней колесо было приблизительно по пояс. Труба должна возвышаться над баллоном не меньше чем на 30 см и не мешать работе. Несколько ниже ступицы приварите кронштейн для крепления устройства отбивки борта, который можно сделать из фрагмента стального листа толщиной 4–5 мм, просверлив в нем отверстие под болт.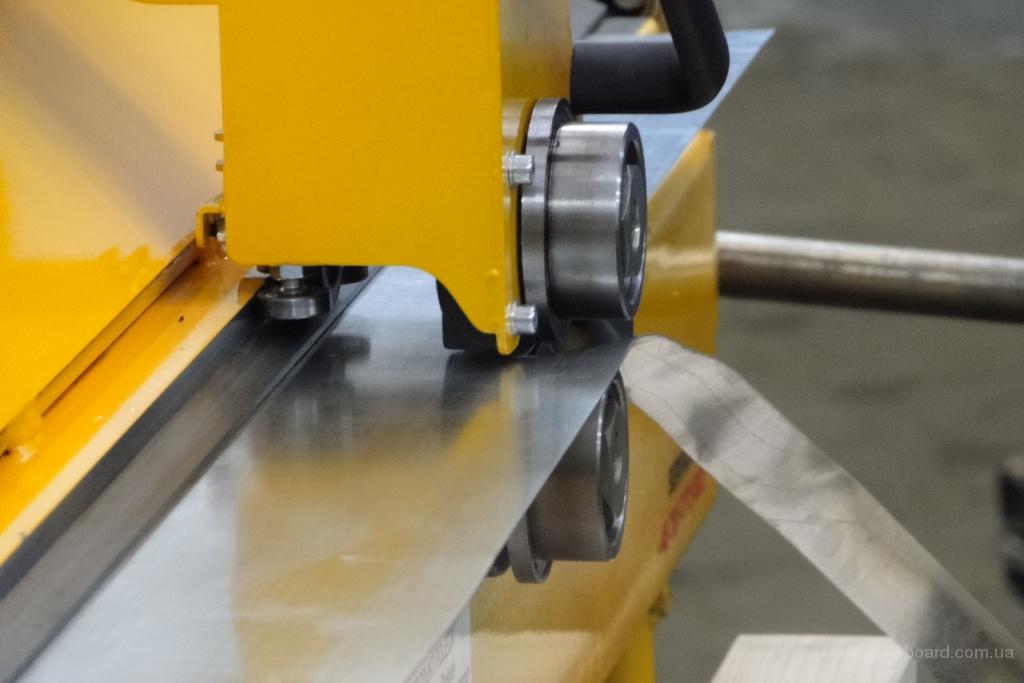
Устройство приспособления для отбивки хорошо видно на фото. Трубу для изготовления этого узла следует взять пошире, чтобы в нее вставлялся длинный рычаг.
Рычаг для снятия и установки покрышек делается из стальной трубы длиною около полутора метров, а наконечники для него из стального прутка диаметром 20 мм. Длина рычага может быть и другая, все зависит от силы рук и размера свободного пространства в гараже. Наконечники рычага лучше сделать на токарном станке, но можно также выпилить болгаркой с зачистным кругом, а после отшлифовать лепестковым. Размеры наконечников смотрите на фото.
Демонтаж покрышки
Монтаж покрышки
- Смажьте посадочный борт покрышки, кромку обода и монтажный наконечник рычага мыльным раствором.
- Наденьте часть посадочного борта на диск.
- Вставьте монтажный наконечник рычага между надетым участком посадочного борта и диском. Нужно чтобы шар наконечника упирался в диск, а посадочный борт был приблизительно на середине наконечника.
- Упираясь рычагом в трубу над колесом, тяните его на себя. Борт покрышки при этом будет надеваться серединой монтажного наконечника на диск.
- После того как первый борт покрышки наденется на диск, смажьте мыльным раствором верхний посадочный борт и проделайте с ним то же что и с нижним.
- Когда верхний борт покрышки наденется на диск, можете накачивать колесо.
Чем меньше угол, под которым приварен наконечник для забортовки к рычагу, тем легче надевается резина на диск. Но не перестарайтесь.
Если этот угол будет слишком мал, то рычаг во время забортовки будет касаться диска и царапать его, поэтому ищите оптимум.
Станок получился очень легкий, поэтому для комфортной работы он должен обязательно крепиться к полу. Если пол у вас в гараже деревянный, то прикрепите основание к нему саморезами. Если же пол бетонный, то сделайте в нем несколько отверстий, установите в них анкерные болты на 8, и залейте их цементным раствором.
Чтобы работать было легче, а дискам и резине не было вреда, обязательно смазывайте наконечники рычага, колесный диск, и посадочный борт шины густым мыльным раствором. Для этого же не работайте с грязным колесом, всегда начинайте работу с его очистки.
Чтобы ремонтировать колеса, отличающиеся от ваших числом отверстий для крепления и расстоянием между ними, сделайте переходники со шпильками. Делать их следует из металла толщиной около сантиметра.
Сколько неприятностей начинающим (и не только) автолюбителям доставляет операция по демонтажу и монтажу покрышек колес легковых автомобилей! Погнутые диски, разорванные борта шин, закусанные монтировкой камеры и даже пораненные пальцы рук — частые спутники этой работы. Поэтому многие владельцы автомобилей предпочитают ездить в автосервис и поручать ее специалистам, что имеет свои известные отрицательные стороны.
К тому же, как кем-то было тонко подмечено: проколы шин случаются тем чаще, чем дальше от автосервиса находишься. Взяв во внимание все вышеперечисленное, я поставил перед собой задачу: разработать простое и малогабаритное устройство, работающее в паре с домкратом (имеющимся в комплекте любого автомобиля) и облегчающее разбортовку и забортовку шин. По отзывам друзей-автолюбителей, которым довелось пользоваться этим изготовленным устройством, и на основании личного опыта могу сказать, что задача решена довольно успешно.
Взяв во внимание все вышеперечисленное, я поставил перед собой задачу: разработать простое и малогабаритное устройство, работающее в паре с домкратом (имеющимся в комплекте любого автомобиля) и облегчающее разбортовку и забортовку шин. По отзывам друзей-автолюбителей, которым довелось пользоваться этим изготовленным устройством, и на основании личного опыта могу сказать, что задача решена довольно успешно.
Приспособление состоит из трех деталей (сборочных единиц), имеющих очень простую конструкцию. Они могут быть изготовлены самодельщиком-автолюбителем, имеющим элементарные слесарные навыки. Устройство и принцип действия приспособления понятны из фотографий и чертежей. Планка — стальная пластина размерами 140x36x4 мм. К ней, перпендикулярно ее плоскости, приварены три резьбовых (М8) штыря: один в середине и два по концам.
Крайние крепежные штыри одинаковые — простые стержни с резьбой. Расстояние между ними на планке соответствует диаметру окружности, по которой расположены центры крепежных отверстий диска колеса автомобиля (для «Жигулей» — 100 мм). Центральный штырь — ступенчатый: внизу его-буртик-пятка, выше — утолщенная часть, вверху — стержень-ось с резьбой на конце.
Центральный штырь — ступенчатый: внизу его-буртик-пятка, выше — утолщенная часть, вверху — стержень-ось с резьбой на конце.
Буртик служит для лучшей устойчивости, утолщенная часть- для поддержания штанги на высоте обода колеса, стержень-ось — для фиксации одного из концов штанги на стержне. Крепление штырей на пластине — любым доступным способом: на резьбе с контргайками, расклепкой в квадратных отверстиях и т.п., лишь бы штыри не вылетали и не проворачивались.
У меня эти детали вставлены в круглые отверстия диаметром 8 мм в пластине и снизу приварены к ней. С целью ускорения монтажа приспособления на колесе для штырей подобраны соответствующие барашковые гайки (если же таковых нет, то можно обойтись и обычными). Штанга изготовлена из стального прутка диаметром 16 мм. Один его конец заточен по профилю монтажной лопатки и хорошо отшлифован. Рядом, за профильной поверхностью и в ее плоскости, в штанге просверлено отверстие диаметром 9 мм.
Другой конец загнут в нагретом состоянии крючком и здесь, недалеко от торца, тоже просверлено такое же отверстие, только его ось перпендикулярна оси отверстия на другом конце штанги. Трос — стальной. Его диаметр подобран таким, чтобы он «вдвойне» легко проходил через нижнее отверстие в опоре-пятке и в продольном пазу стойки домкрата, в которые он вставляется для работы. Трос связывается в кольцо.
Трос — стальной. Его диаметр подобран таким, чтобы он «вдвойне» легко проходил через нижнее отверстие в опоре-пятке и в продольном пазу стойки домкрата, в которые он вставляется для работы. Трос связывается в кольцо.
При работе же место связки лучше оставлять за пределами зоны «протяжки» — накидывать его на опору (баллонный ключ) или на кронштейн домкрата. Приспособление при демонтаже покрышки действует следующим образом. Сначала на диске колеса с помощью крайних штырей и барашковых гаек закрепляется планка. Затем прямой конец штанги заводится под борт шины (как монтажная лопатка), а ее загнутый конец надевается на центральный штырь планки и закрепляется барашковой гайкой.
Далее, в одно из ближайших от штанги окон в диске колеса вводится «баллонный» ключ (головкой вверх) и на него накидывается нижний выпуск — петля тросового кольца. Другой его выпуск, предварительно пропущенный под штангой и в отверстие пятки, накладывается на кронштейн домкрата. После этого домкрат устанавливается на штангу, и его ручка вращается «на подъем», т. е. по часовой стрелке.
е. по часовой стрелке.
Трос при этом «выбирается» и перемещает штангу с домкратом к месту крепления нижней петли троса (к головке баллонного ключа), а прямой конец штанги выводит борт покрышки на обод колеса. Затем баллонный ключ переставляется в другое окно и операция продолжается. При замене покрышки второй ее борт выводится аналогичным образом на ту же сторону диска.
Усилие на ручке домкрата при выполнении этой работы примерно такое же, как при подъеме автомашины. Для монтажа покрышки на колесе меняется положение штанги. Теперь ее загнутый конец вводится между ободом и бортом покрышки, а прямой конец крепится на центральном стержне планки. Положения ключа, троса и домкрата остаются такими же, как и при демонтаже шины.
Приспособление разработано для домкрата автомобилей типа «Жигули», но при корректировке некоторых размеров деталей может быть изготовлено и для других домкратов различных марок автомобилей. Использование устройства особенно эффективно при монтаже-демонтаже покрышек с жесткими бортами.
Но самое главное — при этом остаются в сохранности не только колеса и покрышки, но и руки. Надежность приспособления обеспечена простотой его конструкции. Масса устройства (без штатного оборудования) — чуть больше полукилограмма; и умещается оно в инструментальной сумке вместе с комплектом инструментов.
Чертеж самодельного шиномонтажного станка
Видео по теме
v-mireauto.ru
Как сделать шиномонтажный станок своими руками?
Удобнее всего, быстрее и надёжнее производить замену покрышек в специализированной шиномонтажной мастерской. Но обратиться туда получается не всегда и на то может быть масса причин, одна из которых – это стоимость замены. Вот поэтому некоторые автомобилисты и пытаются всё сделать самостоятельно. Только для этого потребуется определённое оборудование. О том, как сделать простой шиномонтажный станок у себя в гараже, мы и расскажем далее.
Нужен ли станок для бортировки колес в гараже?
По сути, если взглянуть со стороны, то процедура замены покрышек не покажется таким уж и сложным занятием. Нужно просто снять старую шину и одеть на диск новую. Но как только вы взялись за демонтаж, возникает одна проблема – банально не хватает физической силы.
Нужно просто снять старую шину и одеть на диск новую. Но как только вы взялись за демонтаж, возникает одна проблема – банально не хватает физической силы.
Можно приобрести специальный дорожный набор, который облегчит задачу. В него входит набор различных монтировок и специальные клинья. Но если покрышка использовалась долго, тогда для её отслоения от края диска нужно приложить недюжинные усилия.
Вот именно в таких случаях разбортовка колеса может потребовать некоторые самодельные приспособления, что будут сконструированы именно под вашу ситуацию. Одно из таких – это шиномонтажный станок.
Особенности конструкции шиномонтажного станка
Устройство шиномонтажного станка очень простое и схожее с конструкцией реечного домкрата. Он состоит из: рамы, вертикального стояка и трубы с рукоятью.
Рама представляет собой две параллельные трубы из прямоугольного профиля. Они соединятся между собой стальным уголком.
Вертикальный стояк крепится к раме и выполняет ряд задач: крепление рычага и площадка, для фиксирования колёсного диска.
Труба с рукоятью будет работать, как рычаг при снятии покрышки.
Важно! Конструируя все перечисленные выше компоненты, нужно запастись качественным металлопрокатом, ведь при выполнении шиномонтажа станок будет претерпевать большие нагрузки.
Плюсы самодельной конструкции
Станок для разбортовки автомобильных колес, сконструированный своими руками, имеет много преимуществ:
Важно! При правильном использовании такого станка колёса не будут повреждены.Когда вы решили соорудить самодельный шиномонтажный станок своими руками, рекомендуем поискать подходящие схемы и чертежи конструкции в интернете.
- Возьмите две крепкие профильные трубы, расположите их параллельно относительно друг друга на расстоянии не менее 70 сантиметров. Так конструкция будет устойчивее.
- Соедините их между собой уголком или меньшей трубой. Дополнительно можно установить ножки, которые будут регулироваться.
- Далее приварите трубу сечением 20 или 30 миллиметров к перекладине. Предварительно на высоте приблизительно 50 сантиметров приварите фланец.
- Приварите крепёжный элемент к вертикальной части. Им послужит стальная пластина. С её помощью будет установлен рычаг, который потребуется для снятия покрышки с диска колеса. Рычаг будет состоять из двух частей: плеча и лапки.
 Предварительно на высоте приблизительно 50 сантиметров приварите фланец.
Предварительно на высоте приблизительно 50 сантиметров приварите фланец.Теперь, когда у вас уже есть станок для шиномонтажа, изготовленный своими руками, вы можете приступать разбортировке колеса. Вам понадобиться также длинная монтировка из дорожного набора. К ней можно приварить ручку.
- Установите колесо на фланец и зафиксируйте хомутом.
- Узким торцом монтировки выведите край резины за наружную часть колёсного диска. Переверните колесо и полностью демонтируйте покрышку.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?
auto.today
Cамодельный шиномонтаж
22МайЗачастую пробитое колесо или прорезанная покрышка автомобиля в особенности в удаленных от городов селениях, вызывает у автовладельца желание изготовить самодельный станок для шиномонтажа. Для такого решение есть весомые факты
Для такого решение есть весомые факты
- Всегда доступен
- Не нужно никуда ехать
- Экономия времени
- Экономия средств
- Материалы изготовления можно найти повсюду
- Чертежи устройства, по сути, не нужны
- Простота изготовления
Для изготовления такого устройства для обслуживания колес вашего автомобиля нам понадобятся такие материалы
- Швеллеры и уголки
- Болгарка
- Сварочный аппарат
- Старый ненужный обычный металлический диск от колеса машины
- Несколько болтиков и гаечек
Приступаем к работе
Станок можно сделать как передвижной, так и стационарный, отличие, по сути, только в наличии самих колесиков.
Вот собственно и все
Процесс разбортировки колеса на самодельном станке для шиномонтажа
Так как словами это довольно сложно объяснить и тем более представить, то мы воспользуемся народной мудростью, которая гласит, что лучше один раз увидеть, чем сто раз услышать
Разбортировать колесо в дороге
Если возникла потребность произвести разбортировку колеса в дорожных условиях, тогда поступите следующим образом
- Снимите колесо с машины
- Полностью выпустите из него весь воздух
- Проденьте буксировочный трос или крепкий канат через отверстие в диске
- Установите домкрат на покрышку как можно ближе к ободу
- Оденьте трос на домкрат, предварительно связав его так чтоб он создавал плотное кольцо обхвата между шиной и домкратом
- Подымайте ваш домкрат – тем самым вы будете воздействовать на покрышку, и произведет её отделение от диска, при этом лучше своим весом давить на противоположную часть колеса от домкрата
Фото ниже наглядно вам даст понять весь смысл этого процесса
Взрывная накачка бескамерного колеса автомобиля
Если после этого вам нужно быстро накачать колесо и при этом оно у вас бескамерное, то даже машинный электрический насос вам тут не поможет, ибо воздух через неплотные отверстия будет выходить быстрее, чем насос будет качать.
Как же быть в этой ситуации, просто возьмите что-то очень сильно горючее, обычно можно добыть бензин из бака или из топливной шлангочки в моторном отсеке.
- Нам понадобиться порядка 50грамм бензина
- Влейте его в покрышку, можно в месте соединения шины с диском и бросьте в это место спичку или подожгите чем ни будь на удлинителе – например горящей бумагой, одетой на палку, так как при воспламенении бензина произойдет резкий хлопок и колесо может даже подпрыгнуть, а чтоб вас не травмировало тут то и требуется подручный удлинитель для воспламенения
- После хлопка в вашей шине будет примерно от 0.5-2 атмосфер, тут же подсоедините ваш электрический, ножной или ручной насос и произведите докачку колеса до нужного давления пока оно не спустило. Видео ниже наглядно демонстрирует такой взрывной процесс накачки автомобильных шин
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если .
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования .
Чертежи для изготовления станка своими руками
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.
А вот холодная прокатка стальных заготовок с целью получения из них может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.
Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.
Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).
Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
как выбрать станок для производства профнастила? Ручной станок для прокатки профлиста, самодельный и другие
В современном строительстве используют различные материалы, среди которых особой популярностью пользуется профнастил. Для создания подобного материала применяют специальные станки, особенности и виды которых подробнее рассмотрим в статье.
Назначение
Профлист – востребованный материал не только для строительства, но и для других сфер. Одно из ключевых преимуществ профнастила – это невысокая цена, которая объясняется простотой изготовления изделий.
Кроме того, изделия из этого материала отличаются высокими показателями надежности и долговечности. Производство профилированного листа осуществляется с использованием самодельного и механизированного оборудования – станков.
Любой агрегат работает по типовой схеме. В самом начале плоский стальной лист вводят в систему, состоящую из валков, которые впоследствии придают заготовке нужную конфигурацию. В результате проводимой операции удается придать плоскому стальному листу требуемую геометрическую форму. Технология протяжки стального проката используется в большинстве моделей вне зависимости от их типа.
Оборудование для производства надежных профилированных изделий устанавливают в просторных помещениях с целью обеспечения доступа к конструкции со всех сторон.
Виды
Для изготовления профлиста используют разные агрегаты – от ручных до полностью автоматизированных. Стоит подробнее рассмотреть особенности и характеристики популярных моделей станков.
Механические
Такие станки считают наиболее простыми и востребованными. Оборудование подходит для оснащения небольших мастерских и частных хозяйств. Плюсы механического агрегата – компактные размеры и удобство управления.
Правильно настроенный ручной аппарат способен работать как с отдельными листами-заготовками, так и с рулонами. Толщина материала, с которой справится станок, должна быть не меньше 0,4 мм и не больше 0,6 мм, максимальная ширина составляет 2 метра.
Преимущества ручного листогиба:
- отсутствие потребности в электроэнергии;
- компактные размеры;
- простота обслуживания и эксплуатации;
- возможность изготовления элементов кровли.
Оборудование запускает человек вручную. Минус станка – низкая производительность.
Однако для малого бизнеса работы такого агрегата будет достаточно для достижения необходимых производственных мощностей.
Автоматизированные
Крупные линии, которые используют в промышленности. Автоматизированные станки отличаются высокими показателями производительности. Для установки подобного оборудования потребуется учесть ряд условий.
- Помещение, где будет стоять станок, должно быть просторным. Площадь комнаты не должна быть меньше 100 м2.
- Пол должен иметь ровную бетонную поверхность. Дополнительно нужно предусмотреть большие ворота, чтобы занести оборудование внутрь.
- Станок предусмотрен для обработки большого количества материала, что требует наличия кран-балки.
- Автоматизированный агрегат работает от электричества. Поэтому необходимо обеспечить аппаратуру электроэнергией в 380 Вольт. Максимально допустимая мощность не должна быть выше 23 кВт.
Автоматизированная линия – это целый комплекс оборудования, в составе которого присутствуют следующие элементы.
- Разматыватель рулона. Установлен в начале агрегата. Предназначен для разматывания оцинкованной стали с последующей подачей материала из рулона на станок. Также регулирует уровень провисания материала, скорость подачи профлиста.
- Станок, на котором происходит прокатка профлиста. Бывает двух типов – пневматический и гидравлический. Представляет собой основной элемент механизма линии. После разматывателя сырье идет на станок, где с помощью вальцов происходит превращение плоского листа в профильный.
- Ножницы. Острые и большие, предназначены для нарезки листов нужных размеров. Для повышения жесткости гильотину устанавливают на станину.
- Устройство приема материала. В конструкции элемента предусмотрен автоматический штабелер, который регулирует скорость приема готовой продукции и формирование пачек.
- Система управления. Обеспечивает связь между элементами автоматизированной линии и контролирует работу отдельных механизмов.
Регулировать работу габаритного станка должен опытный оператор, у которого есть определенные навыки работы. Также в помощь к оператору стоит поставить подсобных рабочих.
Требования к оборудованию
Перед тем как покупать оборудование для производства профлистов, стоит принять во внимание особенности данной сферы.
- Материал становится более востребованным в строительный сезон. Если планируется использовать габаритные автоматизированные станки, стоит обеспечить место для хранения оборудования во время простоя.
- В помещении, где будет стоять станок, должен быть бетонный пол с максимально ровной поверхностью.
- Температура в помещении с оборудованием не должна опускаться ниже 4 градусов по Цельсию. Если станок автоматизированный, то температура во время работы агрегата не должна быть ниже 10 градусов.
- В помещении необходимо предусмотреть место, куда будет складироваться сталь в рулонах или заготовках.
- Станки следует размещать таким образом, чтобы у оператора был доступ к основным системам и узлам в случае поломки или выхода из строя оборудования.
- Разматывательные устройства автоматизированных станков должны стоять неподалеку от мест хранения сырья.
Если в помещении не предусмотрено место для складирования материала, можно организовать склад в соседнем здании.
Выбор
При выборе станка для профлиста необходимо принять во внимание следующие факторы.
- Производительность. Если планируется выпускать небольшие объемы материала, можно отдать предпочтение ручному оборудованию.
- Габариты. Ручные станки отличаются компактными размерами, автоматизированные, наоборот, требуют больших площадей для размещения. Этот момент тоже нужно учесть.
- Цена. Финансовые возможности – ключевой фактор, который поможет определиться с выбором подходящего станка.
- Функциональность. Здесь не стоит бежать за современными моделями с большим набором дополнительных опций. Лучше отдать предпочтение станкам, способным выпускать один вид продукции. Это ускорит производство и позволит сэкономить на обслуживании оборудования.
Дополнительно необходимо предусмотреть покупку оснащения станка. Оно должно быть максимально надежным и безопасным.
Станок для производства профлиста – оборудование, без которого не удастся получить заготовку нужной формы и размеров. Поэтому стоит тщательно изучить характеристики агрегата и определиться с тем, какой именно аппарат подойдет для работы.
О станках для профлиста смотрите в видео ниже.
Самодельный станок для профнастила. Самодельные листогибочные станки (листогибы)
Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы.
Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом.
Обзор станков для изготовления профлиста
Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения: кровельный; несущий; стеновой; облицовочный; сендвич-панели стеновой и облицовочный профнастил в паре, а между ними теплоизоляционный слой из пенопласта или полиуретана.
Работать с профнастилом очень удобно и быстро.
Главная Сайт Умельцы. Забыли пароль? Умельцам-самодельщикам Сайт где умельцы узнают как работать головой и своими руками Самоделки, чертежи, технологии. Станок для изготовления профлиста своими руками — чертежи. Комментариев: 0.
Строители часто отдают предпочтение профнастилу из-за его полезных характеристик: долговечность на протяжении всей эксплуатации; механическая прочность; маленький вес; простота в монтажных работах; сравнительно низкая стоимость; эстетичный внешний вид.
Профнастил устойчив к любым климатическим условиям. На обработанный материал не влияет высокая влажность и перепады температуры.
Профнастил незаменим на любом строительном производстве
Профилированный лист, из оцинкованного листа обработанный полимерами может быть незаменимым в местах, которые особенно подвергаются коррозии. Его часто применяют, когда требуется построить простые конструкции в кратчайшие сроки. Вот порядок действий:. Вырезаем выемки под петли.
Хорошо провариваем петли. Такие укосины. Привариваем гайку.
Как сделать станок для профнастила своими руками видео
Центруем, привариваем. Остались мелочи. К шляпке болта приварить отрезки арматуры. Самодельный листогиб в процессе работы.
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости. Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
Оборудование для производства профнастила своими руками
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют. Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка.
Ручка — от багажной тележки. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости. Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа.
Автоматические и ручные станки по изготовлению профлистов
Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы. Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании. Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип. Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка.
Во втором — профилирование происходит поэтапно, начиная с середины листа. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве — то лучше всего использовать ручной станок для изготовления профнастила.
Самостоятельная сборка станка для изготовления профлиста своими руками
Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании читайте: » Станок для профнастила ручной — технология изготовления «.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения.
Типы станков
Изготовление профилированных листов на таком оборудовании происходит за короткое время полезно также: » Крыша из профнастила своими руками «. Помещение оцинкованного листа на специальный разматыватель; Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции. После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами читайте: » Оборудование для производства профнастила «. Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал — гладкая качественная сталь.
Станок для производства профнастила своими руками
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий;
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
- После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами.
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Машины для производства коробок | Картонная коробка
Как завод по производству коробок или картонных коробок, мы предоставляем вам оборудование для производства коробок высочайшего качества. Вы получаете преимущества более чем сорокалетнего опыта работы с коробками и гофрированным картоном, предоставляя своей компании инструменты, необходимые для удовлетворения потребностей клиентов — независимо от того, какой вид коробки, поддона или картона они требуют. Наши машины универсальны, просты в использовании и подходят как для коротких, так и для средних или длинных тиражей. Они работают слаженно и эффективно.Вы даже можете запускать дополнительные модули, такие как MultiNova, чтобы максимизировать интеграцию ваших процессов и эффективность вашего блочного завода. Узнайте больше о наших машинах.Как конечный пользователь, вы обнаружите, что наши машины для производства коробок дают компаниям любого размера больший контроль над процессом упаковки. Вам больше не нужно полагаться на третьих лиц, но вы можете производить индивидуальные коробки малыми или средними тиражами в тот момент, когда они требуются. Упаковка, которая идеально подходит для вашего продукта, снижает затраты и минимизирует воздействие на окружающую среду, всегда у вас под рукой.Boxer — идеальная машина для максимальной настройки и контроля для конечных пользователей.
Посмотрите наши видео выше, чтобы увидеть машины в действии. Изучите подробные страницы продуктов, чтобы найти все, что вам нужно знать о любой машине для изготовления коробок. У нас есть клеящие машины Autobox, Boxer, MultiNova и многое другое.
Мы — солидная компания, которая на протяжении десятилетий является лидером в области технологий производства коробок. С самого начала мы расширили свой опыт, чтобы охватить более двадцати пяти стран по всему миру.Мы поставили оборудование высочайшего уровня на сотни заводов по производству коробок по всему миру, а также даем возможность предприятиям конечных пользователей контролировать свою упаковку и экономить деньги. Autobox — дочерняя компания Kolbus AutoBox, которая начала свою деятельность в Великобритании и была основана для доставки машин для производства коробок в Северную Америку.
Kolbus AutoBox стремится к совершенству. В 2016 году мы выиграли премию Королевы за предприимчивость в международной торговле, одобренную Букингемским дворцом и Институтом экспорта и международной торговли.Эта награда отмечает только действительно выдающиеся достижения. Он демонстрирует нашу приверженность производству и поставке оборудования высочайшего качества для предприятий по всему миру.
Мы серьезно относимся ко всем нашим клиентам и гордимся тем, что обеспечиваем высочайший уровень обслуживания и помощи. Это проявляется не только в качестве нашего оборудования, но и в преданности делу и приверженности, которые мы обеспечиваем каждому клиенту. Kolbus AutoBox здесь для вас, будь то первый запрос или давние отношения.
Машины для изготовления картонных коробок обладают множеством преимуществ, которые оптимизируют процесс изготовления коробок. Одна универсальная машина может создавать более 100 различных стилей коробок. AutoBox или Boxer, как машины с коротким и средним тиражом, принимают на себя нагрузку от высокоскоростного преобразовательного оборудования, что позволяет машинам с длительным тиражом работать без перебоев и с максимальной эффективностью. Между настройками машины не происходит потери времени, поэтому ваш процесс проходит максимально гладко, при этом вы все равно можете создавать коробки, картонные коробки и упаковки различной формы.
Наши машины для изготовления картонных коробок имеют время настройки всего шестьдесят секунд и разработаны с учетом потребностей пользователя. Управление простое и интуитивно понятное. Вы можете создавать коробки любой формы и размера за считанные минуты. Ваш процесс становится плавным и эффективным, независимо от того, являетесь ли вы промышленным предприятием или конечным пользователем.
Откуда ваши коробки? Kolbus AutoBox дает вам свободу от сторонних поставщиков. Вам больше не нужно хранить коробки наготове, когда приходит необычный заказ; Вы можете изготовить нужные коробки именно тогда, когда они вам понадобятся.
Перспективы упаковки меняются. Крупные международные компании теперь спрашивают своих клиентов в анкетах после продажи, считают ли они, что упаковка подходит для продукта. Клиентов во всем мире учат смотреть на свою упаковку не только критически, но и с учетом воздействия своих покупок на окружающую среду. Если ваши клиенты думают об окружающей среде, вам тоже следует подумать.
Клиенты осознают, что большие картонные коробки не являются экологически чистыми и, как известно, влияют на возвратные продажи.Машина для изготовления коробок уменьшает ваш углеродный след. Он позволяет создавать коробки идеального размера и формы для вашего продукта. Вам больше не нужна упаковка арахиса и других наполнителей; вы сокращаете лишние материалы (экономите деньги) и удовлетворяете меняющиеся потребности клиентов. Ваша упаковка может быть более экологически чистой, чем когда-либо.
Не только это, но и упаковка подходящего размера также делает доставку вашего продукта более надежной. Это сводит к минимуму поломки при доставке. Вы уменьшаете количество возвратов и, следовательно, стоимость.Вы также можете упаковать больше продукта в каждый грузовик, что снизит транспортные расходы и выбросы углерода.
Как завод коробок, вы можете рекламировать эти преимущества своим клиентам. Поскольку наши машины обеспечивают решения для краткосрочных и среднесерийных серий, создание коробок, отвечающих требованиям нишевых клиентов, не составляет труда и не отнимает у вас долгосрочные процессы.
Короче , машина для изготовления коробок может предоставить:
- Упаковка нестандартного размера
- Коробки картонные печатные
- Сниженный углеродный след
- Сниженные затраты
- Более плавный процесс
- Довольные клиенты
Если вы хотите узнать больше о том, как машины AutoBox или Boxer могут помочь вашему бизнесу и процессам изготовления коробок, свяжитесь с Kolbus AutoBox сегодня.Мы хотели бы поговорить с вами о ваших потребностях и о том, как мы можем предложить решение. Звоните: 1630219 1906 или по электронной почте [email protected]
Китай Оборудование для производства гофрированного картона, Производители оборудования для производства гофрокартона, Поставщики, Цена
Цена FOB для Справки: US $ 15000-30000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-450000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 75000-85000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 30000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 30000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 24000-35000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 20000-25000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 240000-350000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 55000-95000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 25000-28000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-350000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 16500-18500 / set
Мин. Заказ: 1 комплект
Цена FOB для Справки: US $ 80000-100000 / Set
Мин.Заказ: 1 набор
Цена FOB для Справки: US $ 81000-99000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 100000-250000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 5000-50000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $-100000
/ Set
Мин. Заказ: 1 набор
Цена FOB для Справки: US $ 350000-370000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 350000-400000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 99999-3999999 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 11500-78000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 25000-35000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 60000-70000 / Set
Min. Заказ: 1 набор
Цена FOB для Справки: US $ 13000-14000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 350000 / set
Мин.Заказ: 1 комплект
Цена FOB для Справки: US $ 10080-47800 / set
Мин. Заказ: 1 комплект
Цена FOB для Справки: US $ 148800-516600 / set
Мин. Заказ: 1 комплект
Не нашли то, что хотите?
Easy Sourcing
Отправляйте запросы на поставку и быстро получайте расценки.
Предупреждение о продукте
Будьте в курсе того, что нового и популярного на рынке.
{{}}} {{imgUrl.split (‘,’). map (функция (picSrc) {}} {{})}} Машина для производства коробок— INNOVATOR Machinery
Машина для производства коробок — это оборудование для производства гофроящиков нестандартных размеров.Коробку можно изготовить В ЛЮБОЕ ВРЕМЯ, когда это необходимо, сократив управление складом коробок. Просто выберите стиль коробки на HMI, и тогда будет создана коробка с ПРАВИЛЬНЫМ РАЗМЕРОМ. Продукты могут быть упакованы только в стандартные, но большие коробки ПЕРЕДАЧА, но они могут быть упакованы в коробки ПРАВИЛЬНОГО РАЗМЕРА с высокой эффективностью для любых отраслей промышленности СЕЙЧАС.
Характеристики
- Конструкция машины соответствует европейским стандартам безопасности.
- Модель оснащена японским серводвигателем MITSUBISHI с высокой точностью в стандартной комплектации.Это способствует тому, что машина для изготовления коробок с большой стабильностью и точностью каждого механизма делает коробки ПРАВИЛЬНОГО РАЗМЕРА.
- ЯПОНИЯ MITSUBISHI PLC система управления
- Лезвия изготовлены из специальной инструментальной стали для увеличения срока службы.
- Время, необходимое для установки продольных единиц в правильное положение, составляет всего 1 ~ 10 секунд.
- 15-дюймовый (MS-25) / 12-дюймовый (MS-16) HMI предоставляет пользователю понятный рабочий интерфейс и детали коробки.
- HMI машины для производства коробок уже интегрирован с промышленным ПК, сетевое соединение может быть выполнено с помощью кабеля RJ45 или Wi-Fi.Для подключения не требуется дополнительный компьютер.
- Выберите стиль коробки, введите размеры, после чего будет создана коробка с ПРАВИЛЬНЫМ РАЗМЕРОМ.
- 240 часто используемых стилей и размеров ящиков могут быть заархивированы в системе для повышения эффективности работы.
- Оператор может использовать флэш-накопитель, на который загружен файл, для программирования новых стилей боксов. Нет необходимости изменять параметр.
- Система дистанционного контроля и обслуживания для более быстрого доступа от производителя в случае поломки машины
- Направление подачи может быть изменено для картонов недостаточной ширины или специальных коробок для увеличения гибкости машины.
- Интерфейс отобразит расположение всех датчиков на машине. Пользователь может узнать, активированы ли датчики, просмотрев карту.
- основных рабочих единиц:
- — устройство подачи
- верхний резиновый ролик регулируемого давления
- моторизованный нижний резиновый ролик
- Скорость с сервоприводом
- биговщик * 1
- дисковое лезвие * 1
- Сервоуправляемое позиционирование
- Дисковый нож с зубцами высокой плотности для чистых режущих кромок
- биговщики * 6
- дисковые ножи регулируемой высоты * 6
- Сервоуправляемое позиционирование
- Дисковые полотна с зубцами высокой плотности для чистых режущих кромок
Стандартный режим подачи
- ручная подача листов
Рекомендуемые опции
- автоматическая подача листов: стопка картонов одинакового размера для уменьшения ручной работы
- автоматическая одинарная фальцованная подача: подходит для MS-25 / MS-16 с одинарной фальцованной подачей
- автоматическая фальцовка для бок о бок: Селектор одиночной подачи может выбрать наиболее подходящий размер фальцовки из 2 фальцованных бок о бок.
- автоматическая многослойная подача: для MS-25 можно использовать 6 переключателей картонной подачи.
- автоматическая фальцовка нескольких листов бок о бок: каждый слой селектора подачи может иметь фальцовку двух размеров, а шесть слоев могут иметь фальцовку до 12 различных размеров. (МС-25)
- фальцованный магазин (каждый): расположен за машиной для изготовления фальцованных коробок для фальцованного хранения (MS-25)
- : может применяться с фальцовкой в 1.Высота 8 м для уменьшения складок на подающем картоне в процессе подачи.
| Модель | MS-25 | MS-16 |
|---|---|---|
| Толщина картона | 2 ~ 7 мм | 2 ~ 7 мм |
| Длина картона | мин. 400 мм | мин. 400 мм |
| Ширина картона | 400 ~ 2500 мм | 400 ~ 1600 мм |
| Масса картона | внешний слой ≥ 160 г / м 2 、 рифленый ≥ 130 г / м 2 | внешний слой ≥ 160 г / м 2 、 рифленый ≥ 130 г / м 2 |
| Скорость производства | 4 ~ 9 коробок / мин.(в зависимости от фасона и размера) | 4 ~ 9 коробок / мин. (в зависимости от фасона и размера) |
| Электроэнергия | ок. 5 кВт | ок. 5 кВт |
| Размеры (Д x Ш x В) | 1450 x 4200 x 1900 мм | 1450 x 3250 x 1900 мм |
| Масса нетто | ок. 1900 кг | ок. 1600 кг |
| Цвет | RAL 8019 / RAL 9003 | RAL 8019 / RAL 9003 |
Щелкните здесь, если это видео не может быть воспроизведено.
K7 4-цветная флексографская печатная машина для производства гофрированных картонных коробок
K7 4-цветная флексографская печатная машина из гофрированного картона …
Характеристики машины для флексографской печати
· Эта полностью автоматическая флексографская печатная машина спроектирована и изготовлена в соответствии с высокими стандартами качества и безопасности с такими преимуществами, как высокая скорость, автоматическое управление и быстрая смена заказов.
· Авто качественные материалы и запчасти.
· Хорошо закаленные и отшлифованные шестерни трансмиссии твердостью более 60 (HRC).
· Автоматический возврат в ноль и автоматический сброс.
· Все зазоры между цилиндрами и роликами контролируются компьютером и / или моторизованы.
· Система вакуумного переноса используется во всех секциях печати.
· Используйте расширительные комплекты плотного соединения, чтобы уменьшить истирание вала, сохраняя точность машины в течение долгих лет.
· Все цилиндры и ролики хромированы для идеальной твердости.
· Система управления PLC с сенсорным экраном.
· Возможность сохранить порядок, ускорить смену порядка.
· Все электронные и пневматические компоненты соответствуют европейским стандартам.
· Возможность облегчить управление производством.
Флексографская печатная машина для гофрированного картона. Технические характеристики :
Т: 11659x4240x3200 F: 12079x4240x3200 Т: 11659x4800x3200 F: 12079x4800x3200 Т: 13015x4400x3500 F: 13550x4400x3500 Т: 13015x4800x3500 F: 13550x4800x3500 Т: 13015x5220x3500 F: 13550x5220x3500 Т: 14021x5220x3500 F: 14071x5220x3500 Т: 14021x5719x3500 F: 14071x5719x3500 Т: 14021x6119x3500 F: 14071x6119x3500 Данные / Модель 900×2000 900×2400 1200×2000 1200×2400 1200×2800 1600×2800 1600×3200 1600×3600 Скорость печати (м / мин) 200 200 200 200 200 200 200 160 Максимальная скорость машины (шт / мин) 300 300 250 250 220 200 180 120 Макс.размер загрузки (мм) 880×2000 880×2400 1180×2000 Полный размер 1180×2400 Полный размер 1180×2800 1540×2800 1570×3200 1570×3600 Мин. Размер загружаемого материала (мм) 280×640 280×640 320×700 320×700 320×700 420×760 420×760 420×760 Пропускная подача (мм) Размер 1100×2000 1100×2400 1500×2000 1500×2400 1500×2800 1540×2800 1540×3200 1540×3600 Макс.площадь печати (мм) 800×2000 800×2400 1150×2000 1150×2400 1150×2800 1540×2800 1540×3200 1540×3600 Толщина печатной формы (мм) 7.2 7.2 7.2 7.2 7.2 7.2 7.2 7.2 Мин. Панель (мм) Тип паза L. 240x80x240x80 240x80x240x80 260x90x260x90 260x90x260x90 260x90x260x90 280x100x280x100 280x100x280x100 280x100x280x100 Макс.глубина прорезания (мм) 250 250 320 320 320 560 560 560 Максимальная толщина листа (мм) 8 8 12 12 12 12 12 12 Размеры (ДхШхВ)
T
F
Флексографская печатно-срезная машина Преимущества:
1.Система управления ЧПУ (Intelligent Control)
2. защита окружающей среды и энергосбережение, используйте моющиеся чернила;
3. удовлетворить потребности в изысканной печати с обеих сторон, а также иметь возможность высечки одновременно. Он особенно подходит для продуктов, которые имеют индивидуальные требования или требования по защите от подделки.
Машина для производства гофрокартона, машина для производства гофрокартона
О нас
Guangzhou Taisheng Carton Machinery Co., ООО,
Компания Guangzhou Taisheng Carton Machinery Co., LTD., Расположенная в районе Хуаду, городе Гуанчжоу, имеет развитую машиностроительную промышленность и удобную транспортировку. Наша компания приближается к востоку от международного аэропорта Гуанчжоу Байюнь и к западу от северной железнодорожной станции Гуанчжоу. Мы профессионально занимаемся исследованиями и разработками оборудования для производства гофрокартона. С момента основания нашей компании мы всегда придерживаемся принципа «Качество прежде всего, технологические инновации» как нашей цели.В зависимости от внедрения передовых зарубежных технологий и богатого производственного опыта, внедрения передовых итальянских технологий проектирования и производства, мы выпустили серию картонных коробок нового поколения для производства оборудования с удобным управлением. Такие как высокоскоростная флексографская печатно-прорезная машина (высекальная), китайская флексографская печатно-прорезная машина, флексографская ротационная печатная машина, ротационная продольно-резательная машина, продольно-резательная машина с тонким ножом и так далее. Благодаря многолетнему опыту производства и совершенствованию, мы делаем оборудование более совершенным, чтобы соответствовать требованиям клиентов. Наша компания обслуживает клиентов с «тщательным проектированием, тщательным производством, первостепенным обслуживанием». Сохраняя инновации, следуя за совершенством. Локализация управления; Глобализация развития. Постоянно разрабатывайте высококачественные и функциональные продукты. Для установления долгосрочных стратегических целей интернационализации, диверсификации, информатизации.
10
Успешных лет
20
Глобальный дистрибьютор
500
успешных проекта
1000
счастливых клиента
BOXMAT HD | Автомат для изготовления картонных коробок
ПОСЕТИТЬ СПЕЦИАЛЬНЫЙ ВЕБ-САЙТ
ДЛЯ BOXMAT BOXMAKERS:
BOXMAT.ТЕХ
Новейшая система для производства гофроящиков высокого разрешения для высокоточных производственных процессов с небольшими тиражами
Характеристики
- Нет необходимости в дополнительных инструментах или штампах
- 8 стандартных инструментов (макс.12)
- Прорезание, двусторонняя надрезка / биговка, резка, склейка и печать в ОДНОМ ЦИКЛЕ
- Вырезание ручек или правка
- 40 предустановленных стилей FEFCO
- Устройство подачи картона
- Интегрированная система склеивания
Система INTELIGO в стандартной комплектации:
- Большой 19-дюймовый сенсорный экран HMI
- НОВИНКА, расширенный дружественный интерфейс пользователя lu GUI
- Планирование производства JQS системы очереди заданий
- Интерфейс Box Design WIZARD
- Коррекция и редактирование припусков на обрезку / балл
- Интеграция с производственными системами MRP / ERP
Дополнительный модуль склеивания
- 2 головки
- Клейкое соединение
- Подача воздуха в систему клеевого насоса
- Гидравлический шланг, пневматический шланг
- Электрическое соединение 24 В постоянного тока для питания системы управления насосом для клея
- Устройство для прессования клея
Характеристики
- Прорезание, двунаправленная надрезка / биговка, резка и склейка в ОДНОМ ЦИКЛЕ
- Съемное прецизионное устройство подачи картона.Машину можно полностью настроить для использования с ручной подачей, принтером или полностью автоматическим податчиком
- Новая конструкция балок значительно снижает износ долбежных ножей.
- Усиленная конструкция шасси снижает вибрацию во время производственного процесса
- Система высечки с дополнительной встроенной балкой, оснащенная двумя высекальными блоками и рабочей зоной 210 x 130 мм (8,25 x 5,1 дюйма) каждая, с независимыми приводами для установки в правильное положение.Позволяет вырезать ручки, ревизии или угловые надрезы в панелях гофрокороба
- Дополнительный вал для подачи профнастила. Уменьшая расстояние между валами, машина может использовать для производства гораздо более короткие доски, а также быстрее вводить следующую в автоматический производственный процесс.
- Интуитивно понятное программное обеспечение с возможностями APC и дистанционным управлением
- Новая конструкция биговочной / биговочной балки
- 2 линейные направляющие полосы с 4 гнездами для инструментов на каждой, всего 8 инструментов (с возможностью расширения до 12 инструментов)
- Независимый привод для каждого гнезда инструмента обеспечивает очень быструю настройку положения
- Автоматический податчик досок с роликами с мягким захватом и дополнительный приемный укладчик
- Каждое гнездо для инструментов может работать как с подрезными / биговочными роликами, так и с ножами
- Балка с системой разборки и разгибания ножей
- Автоматическая установка контрножей с ножами
- Автоматическая установка системы надрезания / биговки
- Автоматическое распознавание специального инструмента
Видео
Детали станка
Образцы картонных коробок, изготовленных из Boxmat HD
СВЯЗАТЬСЯ С ОТДЕЛОМ ПРОДАЖКакие машины нужны для изготовления картонной коробки?
Какие машины нужны для изготовления картонной коробки?
Просмотры: 924 Автор: Редактор сайта Время публикации: 2020-03-23 Происхождение: Сайт
Многих интересует процесс изготовления картонной коробки .Они хотят знать, как происходит процесс производства картонных коробок. Конечно, некоторые люди, которые хотят развивать индустрию картонной упаковки, хотят больше знать об этой индустрии. Как профессиональный производитель гофрокартона мы пришли к выводу, что для производства картона требуется оборудование.
Необходимое оборудование: разделитель бумаги, печатно-шлифовальная машина, переплетная машина.
Необходимое оборудование: картоноделательная машина , картонная печатная машина, линия по производству гофрированного картона, ламинатор, линейная ударная машина, бумажный сепаратор, прорезной станок, ламинатор, высекальная машина, машина для наклеивания, машина для изготовления гвоздей.
Вспомогательное оборудование: лазерная гравировальная машина, машина для расстойки картона, пивоваренная машина.
Линия по производству гофрокартона — основное производственное оборудование предприятий по производству гофрокартона. Линия по производству гофрированного картона является наиболее важным оборудованием производственной линии на предприятиях по производству картонной упаковки, включая несколько важных компонентов, таких как оборудование мокрой части, кадровое оборудование и система управления производством.
В соответствии с процессом производства гофрированного картона, линия по производству гофрокартона состоит из двух относительно независимых производственных участков: мокрого и сухого оборудования. Оборудование мокрой части в основном включает лоток для бумаги-основы, автомат для приема бумаги, регулятор предварительного нагрева и одностороннее гофрирование. Машины, устройства подачи бумаги, склеивающие машины, двусторонние машины и т. Д. Оборудование мокрого типа производит из гофрированной бумаги-основы трех-, пяти- и семислойный гофрокартон с различными комбинациями гофрирования; Кадровое оборудование в основном включает роторные резаки, продольно-резательные станки, поперечно-отрезной станок, штабелеукладчик и т. д.Кадровое оборудование произведет продольную продольную продольную продольную продольную, поперечную резку и штабелирование гофрокартона согласно требованиям заказа.
Линия по производству гофрокартона является ключевым производственным оборудованием для производства коробок из гофрированного картона . Предприятия по производству гофрокартона сталкиваются со все более жесткой рыночной конкуренцией. Столкнувшись с требованиями заказчиков гофрокартона с большими техническими характеристиками, небольшими партиями и быстрой доставкой, необходимо усовершенствовать линию по производству гофрокартона.Уровень автоматизации для повышения уровня управления производством линий по производству гофрокартона, для достижения цели повышения качества, повышения эффективности, экономии энергии, экономии рабочей силы, сокращения расходных материалов и уменьшения количества отходов. Среди них кадровое оборудование — ключ к достижению этой цели.
Кроме того, в зависимости от реальных потребностей может потребоваться другое специальное картонное оборудование.