Стенды и станки для правки дисков: стальных, литых, штампованных
Станки и стенды для правки дисков используются в автосервисах и мастерских в случаях, если автомобильный диск был поврежден. Во многих случаях можно обойтись без дорогостоящей покупки, т.к. восстановление обойдется гораздо дешевле.
Как работает
В основе принципа действия станка для правки дисков лежит метод прокатки. Диск при помощи планшайбы закрепляется на валу, после чего тот начинает вращаться. При этом опорные и прижимные ролики воздействуют на поврежденные участки с силой, достаточной для восстановления геометрии диска. В итоге деформация при помощи стенда для правки диска полностью устраняется.
Виды
По типу обслуживаемых дисков выделяют: стенды для правки штампованных стальных, легкосплавных, литых, кованых дисков, а также универсальные.
Существуют станки для правки дисков с электромеханическим реверсивным и гидравлическим приводом.
Различаются станки по типу привода:
- С электромеханическим – эти стенды используется для устранения деформаций на штампованных дисках путем прокатки роликами по ремонтируемой поверхности.
- С электрогидравлическим – правка диска осуществляется при силовом воздействии на поврежденный участок гидравлического пресса. Это позволяет устранять сложные дефекты, например, «восьмерку». Такой станок предназначен для работы с легкосплавными дисками, а модели, оснащенные токарной группой – с литыми.
По каким характеристикам выбирать
- Ширина и диаметр дисков – при покупке следует ориентироваться на то, с дисками какого размера обычно приходится иметь дело.
- Напряжение – чаще всего стенд для правки литых дисков подключается к трехфазной сети.
 Однако можно найти станки, которые могут работать от однофазной.
Однако можно найти станки, которые могут работать от однофазной. - Фальцевые адаптеры позволяют использовать стенды для работы с дисками на разное количество отверстий.
- Мощность оборудования, как правило, составляет от 0,5 до 1,1 кВт.
 Однако можно найти станки, которые могут работать от однофазной.
Однако можно найти станки, которые могут работать от однофазной.АВТОХОЛЛ. Станки для правки дисков
Станки для правки дисков – один из главных компонентов любой шиномонтажной или авторемонтной мастерской. В нашей стране качество многих дорог оставляет желать лучшего, и каждая яма даже небольшой глубины может стать причиной деформации колеса. Попадание на выбоины на скорости приводит к:
- нарушениям в работе подвески;
- искажению рулевого управления;
- повышенному потреблению топлива;
- перерасходу резины и так далее.
Как устроен станок правки дисков?
Единственный способ вернуть исходную геометрию металлическому основанию колеса – механическое воздействие. В простейшем случае это делается обычной кувалдой, но лучше воспользоваться специальным станком. Стенд для правки дисков может иметь различную конструкцию и сферу применения. Рассмотрим самые распространенные варианты.
Стенд для правки дисков может иметь различную конструкцию и сферу применения. Рассмотрим самые распространенные варианты.
- Станок для прокатки дисков штамповок. В данном случае силовое воздействие производится посредством прижимных роликов, выставленных под определенным углом. Штампованный стальной диск надевается на вал станка и в процессе его вращения ролики давят с разных сторон на поврежденные участки, возвращая их в изначальную позицию. Деформированные крепежные проемы центрируются с помощью конических гаек.
- Станок для реставрации легкосплавных (кованых и литых) дисков. Здесь также используется механическое воздействие, но точечное – посредством сильного давления, создаваемого гидравлическим цилиндром, который управляется специальным распределителем с функцией настройки. Такой стенд комплектуется множеством насадок и штоков, которые позволяют добиться идеальной точности восстановления геометрии.
- Универсальные стенды. Это самые продвинутые модели, которые могут использоваться как для механической раскатки дисков штамповок, так и для гидравлического восстановления «литья».
- Станок для правки «восьмерок». Это гидравлическое оборудование, позволяющее исправлять радиальные деформации обода. Диск фиксируется на горизонтальной станине и прижимается выравнивающим гидравлическим прессом.

Заказывайте оборудование для правки колесных дисков любого типа в ООО «Автохолл». Оперативно доставим по Москве и в другие регионы РФ.
Новости Тел: (351) 235-87-00, (351) 235-87-71 | Компания «СКС-груп» предлагает стенды для правки стальных и литых дисков в Челябинске, ТМ «СиБЕК», «СИВИК», альтернативные названия: диско правильные станки, дископравильный станок, дископравильные стенды, станки для прокатки дисков, станок для выравнивания дисков, станки для рихтовки дисков, станок для правки автомобильных дисков, универсальный станок для правки дисков. Стенды для правки литых и кованых легкосплавных дисков Стенды для правки штампованных дисков
Стенды для правки дисков универсальные
Стенд для правки мотоциклетных дисков
|
 ru
ru современные станки и машины для обработки полосы, листа, арматуры и прочих типов заготовок различной толщины, вальцы и пресса
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.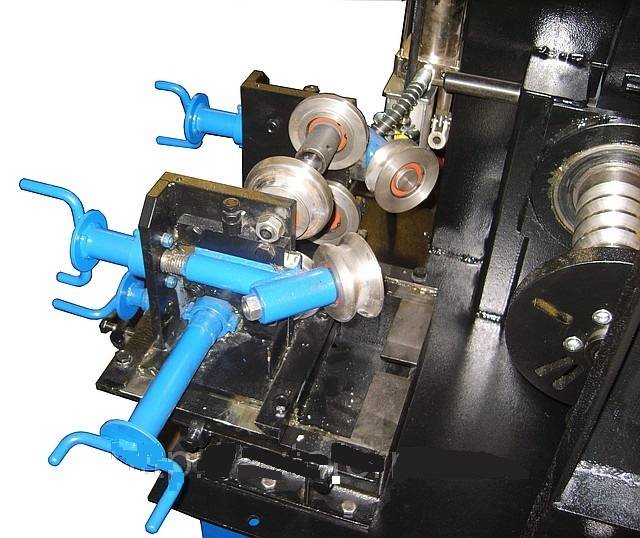
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов.
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEX
HER-2070×4. 5. Фото Сталекс
5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки.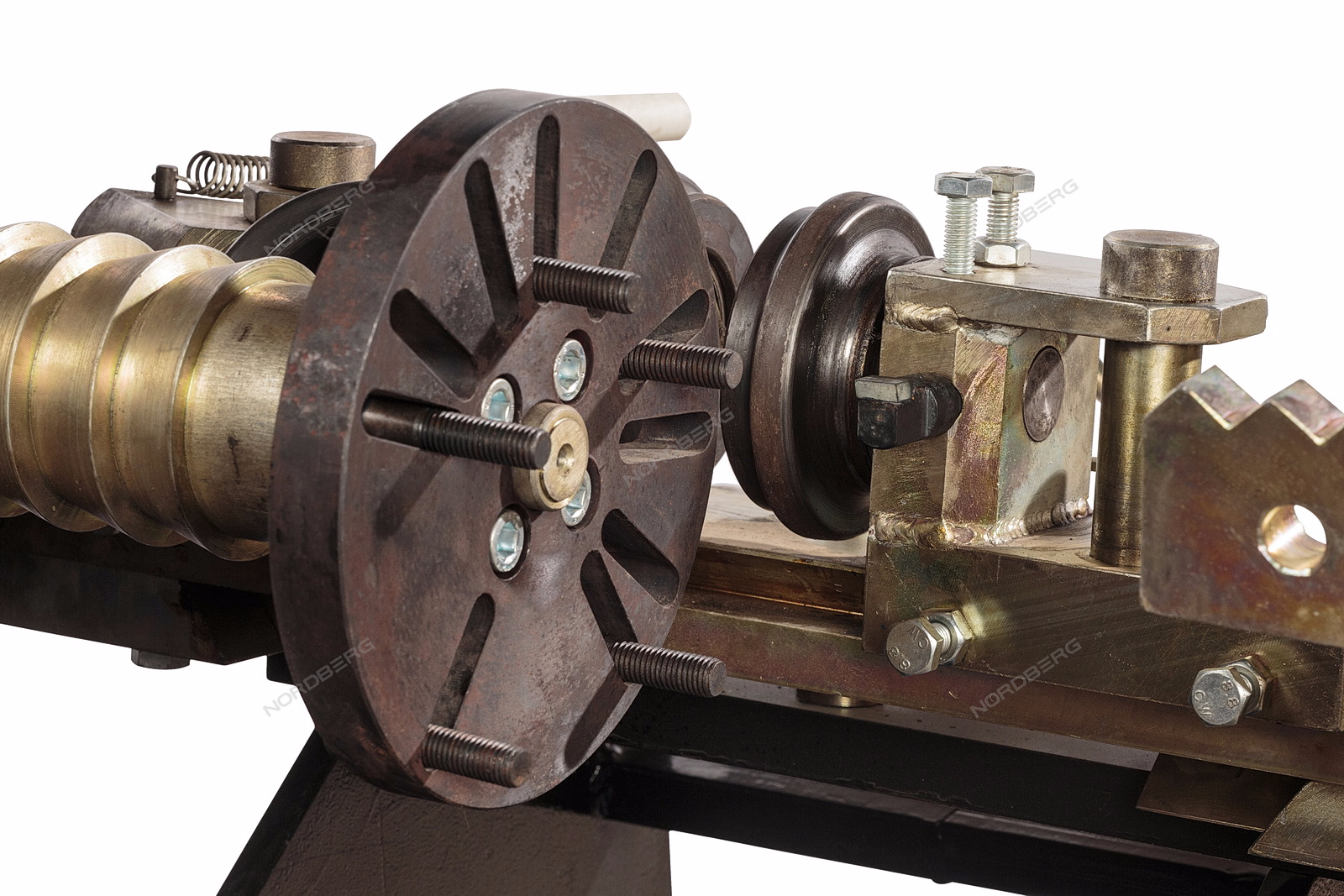 Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Правильные машины | Компания правильных машин в Голландии, MI
Как производитель машин на заказ, мы часто рекомендуем автоматические правильные машины (также называемые правильными станками) для правки алюминиевых и магниевых отливок до их первоначальной формы.
После того, как эти детали прошли процесс термообработки, эти незначительные отклонения могут быть устранены, позволяя детали вернуться в форму до термообработки.
Наша цель — обеспечить лучшее качество обслуживания и запчастей для каждого проекта.Независимо от того, работаете ли вы в области медицины, автомобилестроения или чего-то еще, вы можете доверить нам поиск лучших производственных решений для вашей компании.
Мы стремимся к достижению целей каждого клиента с энтузиазмом и честностью. Свяжитесь с нами сегодня, если у вас возникнут какие-либо вопросы об услугах правильного станка.
Процесс правильной машины:
- Деталь загружена в ячейку на (3) опорных точках А
- Зажимы закрываются (3) точки А
- Ячейка будет измерять 4-ю точку отсчета
- За счет использования лазерных датчиков с очень высокими допусками определяется направление, в котором необходимо переместить 4-ю точку отсчета A, что позволяет ей войти в спецификацию, предоставленную заказчиком.
- Губка выпрямителя входит в 4-ю опорную точку А и перемещает деталь в правильном направлении
- Этот цикл повторяется до тех пор, пока четвертая точка А не будет указана в спецификации .
- Другие опорные точки и местоположения могут быть выпрямлены с помощью других узлов кулачков, если требуется конфигурация детали
Типы правильных машин
Размер вашей автоматической правильной машины будет зависеть от длины и сечения деталей, которые вам нужно выпрямить.Поскольку детали бывают разных типов и размеров, вам понадобится помощь наших изготовителей станков, чтобы спроектировать лучший автоматический правочный станок для вашей компании.
Преимущества правильных машин
Несмотря на достижения в технологии производства, детали часто имеют небольшие дефекты. К счастью, наши изготовители машин по индивидуальному заказу могут создать правильные машины, чтобы исправить эти дефекты и помочь вам сэкономить деньги в долгосрочной перспективе.
Поговорите с одним из наших изготовителей нестандартного оборудования, чтобы узнать о тенденциях в вашей отрасли.Мы можем помочь вам интегрировать вашу новую правильную машину в существующую систему промышленной автоматизации.
Запросите у нас ценовое предложение
Как машиностроительная компания из Голландии, штат Мичиган, мы понимаем, насколько важно повышать производительность и эффективность вашего предприятия. Чтобы запросить смету на правильную машину, позвоните в Paramount Tool Company по телефону (616) 582-5300 .
Правка металла | Stierli-Bieger
Видео от Richtmaschinen
 youtube.com/embed/omPU_bRcfvM?rel=0″/>
youtube.com/embed/omPU_bRcfvM?rel=0″/>
Правильные машины
STIERLI имеют очень прочную конструкцию и десятилетиями успешно доказывают свою эффективность и неизменно надежную работу.
Правка с помощью правых стержней
Абатменты перевязочной планки можно установить на необходимое расстояние между абатментами. Чем больше выравниваемое поперечное сечение, тем больше должно быть расстояние между абатментами.
Правка сварных конструкций
Нет необходимости в длительной правке после сварки пламенной правкой. Правка сварных конструкций и сварных деталей становится управляемым и быстрым рабочим процессом с правильными станками Stierli.
Правка сварных балок
Открытая конструкция правильного станка позволяет легко управлять с помощью мостового крана.
После термической резки пластины, листы и профили изгибаются и должны быть выпрямлены (например, Т-образные профили после разрезания двутавровой балки на две части).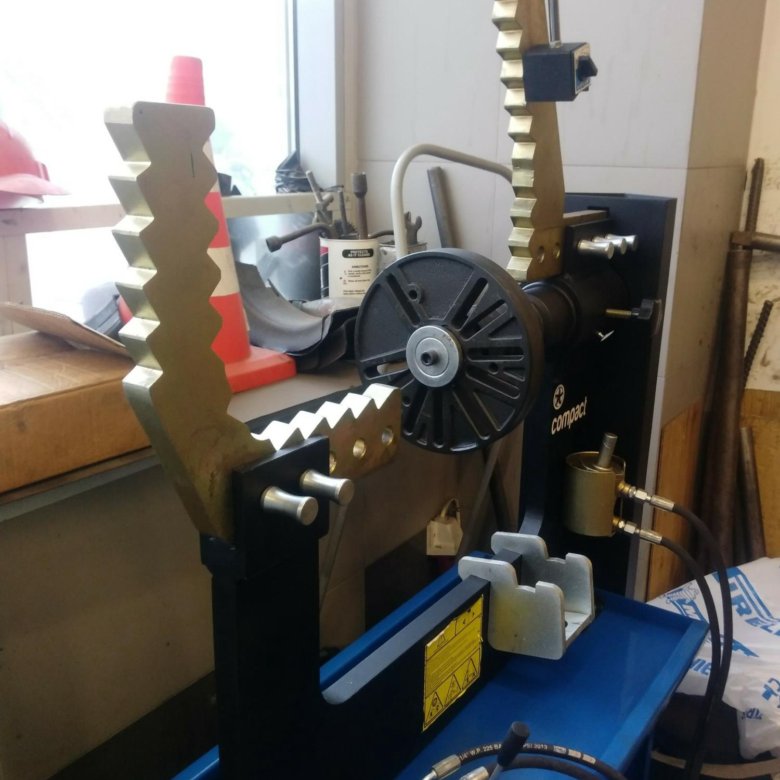 Механическая гибка профилей на гибочном станке Stierli проста, точна и надежна.
Механическая гибка профилей на гибочном станке Stierli проста, точна и надежна.
Правка стальных пластин
Гнутые стальные листы можно выпрямить на правильной машине Stierli.Процесс можно упростить с помощью дополнительных лазерных измерительных систем.
Правка на горизонтальной правильной машине Stierli намного более экономична, чем на полностью автоматизированной роликовой правильной машине.
Правка L- / U- / C- / I- и T-профилей
Гидравлическая правка стального уголка, U-образных профилей, C-профилей, двутавровых профилей и двутавровых балок может выполняться легко и с точным контролем с помощью гибочного станка Stierli.
Профили выпрямляются в небольших слесарных мастерских, компаниях по производству металлоконструкций, компаниях по производству металлоконструкций и сервисных центрах. Процесс правки также используется при производстве стальных или алюминиевых полуфабрикатов.
Правка сплошного круглого материала диаметром до 300 мм
Круглые или круглые поперечные сечения можно выпрямить с помощью центрирующего выпрямителя Stierli. Возможна правка труб или массивных круглых заготовок до больших диаметров.
Возможна правка труб или массивных круглых заготовок до больших диаметров.
В частности, в диапазоне больших диаметров автоматическая правка роликов больше невозможна или, по крайней мере, только с очень высокой стоимостью. В этом случае Stierli предлагает подходящее решение для правки с минимальными затратами.
ПРАВИЛЬНОСТЬ — (без точения)
Если заготовку нужно выпрямить с нескольких сторон и желательно избегать ее поворота, мы предлагаем различные решения для правки.
- Двойные правочные балки с регулируемыми вручную абатментами (1 цилиндр)
- Двойные правочные планки с электромеханически регулируемыми абатментами (1 цилиндр)
- Правильный пресс для двухстороннего действия (двухсторонняя правильная машина с 2 правильными цилиндрами)
Токарные заготовки:
Комбинация стандартного правильного пресса и одного из наших токарных устройств (например,грамм. ротатор или поворотно-поворотное устройство) может быть альтернативным решением.
Двухходовые правильные прессы (с двух сторон)
Двусторонняя правка позволяет выполнять правку без поворота заготовки. Правка двух сторон может выполняться на станке с одним цилиндром или с помощью двухцилиндровой системы правки.
Двусторонняя правка
Заготовку не нужно поворачивать.
Двойные перевязочные планки
Если профиль или заготовку необходимо выпрямить с противоположной стороны, заготовку необходимо повернуть на станках с одним цилиндром. Это часто требует времени для обработки больших или тяжелых деталей. С помощью второй перевязочной планки нужно менять только поршень посередине с одной перевязочной ленты на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (е.грамм. для волнообразных деформаций).
Правка со штифтами
Дополнительные отверстия для правки могут быть снабжены правильными штифтами для быстрой правки.
Правка с дистанционным управлением
В зависимости от требований, процесс правки может выполняться вручную невооруженным глазом или с помощью оптического дисплея в помощь оператору. Длинный трос управления позволяет оператору контролировать процесс правки с достаточного расстояния.Также доступны радиоуправления.
Правка Hardox
Правка обожженных пластин и листов Hardox может выполняться с помощью правильного пресса Stierli.
Возможна правка на высоту до 1100 мм.
(большие пластины по запросу)
Правка после цинкования
После гальванизации, например оцинковки, компоненты часто сгибаются и скручиваются.
Гальванические заводы используют правильные прессы Stierli для правки деталей.
Правка торсионная
Скрученные профили можно выпрямить с помощью дополнительного приспособления. Скрутки в профиле выпрямляются гидравлически (например, плоский чугун, стальной уголок, направляющие и т. Д.).
Д.).
Фланцы часто деформируются при сварке балок. Эта деформация может быть исправлена механически и гидравлически с помощью нашей машины для правки фланцев в непрерывном режиме за счет механической правки фланца.
Гидравлические правильные машины вместо газовой правки
Правильный станок с механическим и гидравлическим приводом входит в стандартную комплектацию мастерских многих металлообрабатывающих предприятий.Выпрямление пламенем требует большого опыта, времени и энергии (газа).
Правильно-выпрямительный пресс Stierli — это преимущество над выпрямителями с пламенем:
- Значительная экономия времени, гораздо более экономично
- Гибочный пресс Stierli не требует большого опыта, в отличие от выпрямления с помощью пламени.
Часто только несколько сотрудников могут правильно выпрямить пламя. Вы зависите от этих сотрудников. Если один из них отсутствует или уходит из компании, их часто бывает сложно заменить. - Управляемая механическая правка
- Можно эффективно править как мелкие, так и крупные детали
- Гибочный станок Stierli полезен не только для правки

Специальные станки для правки стали
Производство станков для правки различного назначения — это часть нашей основной компетенции. На нашем производственном предприятии в Швейцарии мы постоянно разрабатываем и конструируем новые системы, концепции управления и станки, чтобы предложить нашим клиентам оптимизированное решение.Как специалист с собственным конструкторским отделом, мы обладаем необходимыми знаниями и технологиями для решения ваших особых требований по гибке или правке. Помимо высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Специальные применения, такие как двойные правильные машины, крутильные правильные машины или комбинированные горизонтальные / вертикальные правильные машины, относятся к нашим многочисленным проектам, которые нам разрешили реализовать для наших клиентов. Все чаще предоставляется автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы правки на наших правильных станках
Все чаще предоставляется автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы правки на наших правильных станках
Как специалист, производитель и поставщик таких станков в Швейцарии, покупка / продажа может осуществляться напрямую или через дилеров.Наши прессы являются стандартными машинами в Швейцарии, Германии и Австрии. Правильные машины и гибочные прессы Stierli также все чаще используются нашими международными клиентами по всему миру и используются во многих сферах применения для гибки или правки. Мы будем рады предоставить вам рекомендации от различных компаний. Из-за высокого качества и прочной конструкции этого гидравлического пресса с одной колонной редко можно встретить подержанные правильные машины.
Станки для правки валов — Индианаполис, IN
Станки для правки валов
Kokusai предлагает впечатляющее разнообразие станков для правки валов, предназначенных для исправления искажений, характерных для производства.Применения варьируются от прецизионного офисного оборудования, такого как хирургические сверла, до больших валов строительного оборудования. Наши станки успешно используются для правки распредвалов, овальных колец, арматуры и коленчатых валов. Правка является важным ресурсом для производства, так как изогнутая деталь может вызвать усталость материала, а также вибрацию и дисбаланс станка из-за износа подшипников. Разработка точного правильного оборудования — это и наука, и искусство, и Kokusai гордится своей эффективностью в более сложных областях правки, например, сложной геометрии систем реечной передачи.Наши инженеры достигли исключительного мастерства в этой области, отвечая самым взыскательным требованиям клиентов.
Наше оборудование может быть адаптировано к точным потребностям клиентов. Мы можем работать с вашей компанией, чтобы найти лучшее решение для объединения нашего оборудования в существующие методы производства. Для получения дополнительной информации о нашем опыте правки или дополнительной информации о наших машинах для правки валов и другом нашем оборудовании для испытаний и балансировки с добавленной стоимостью, пожалуйста, смотрите таблицу ниже или свяжитесь с нами напрямую.
Мы можем работать с вашей компанией, чтобы найти лучшее решение для объединения нашего оборудования в существующие методы производства. Для получения дополнительной информации о нашем опыте правки или дополнительной информации о наших машинах для правки валов и другом нашем оборудовании для испытаний и балансировки с добавленной стоимостью, пожалуйста, смотрите таблицу ниже или свяжитесь с нами напрямую.
Станки для правки валов
Станки для правки валов
Запросить ценуПортфолио Галерея
Машины для правки валов — возможности
- Название машины
- Станки для правки валов
- Применения
- Валы для прецизионного офисного оборудования
Валы для крупногабаритной строительной техники
Распредвалы
Овальные кольца
Арматура
Свёрла
Вал коленчатый
- Тип машины
- Автоматический
Полуавтомат
Руководство
- Элементы управления
- ПЛК
ПК (Windows)
HMI
- Производители устройств управления
- Allen Bradley
Митсубиси
Pro-Face
- Передачи
- Конвейер
Выберите и поместите
Поворотный
Накладные расходы
Дополнительная информация
- Industry Focus
- Автомобильная промышленность (уровни 1 и 2)
Бытовая техника
Оргтехника
Общее оборудование
- Отраслевые стандарты
- ISO 9001: 2008
ASTM
CE
SAE
OSHA
- Форматы файлов
- AutoCAD
Система смазки для правильных машин
MAE — одна из ведущих мировых компаний в области правки и сборки компонентов.

В последние десятилетия они все больше и больше развивались от производителя стандартных гидравлических прессов до специалистов для избранных нишевых рынков.
Они заняли прочную позицию в качестве гибкого малого и среднего бизнеса с инновационными продуктами в области правильных машин и начали производство машин для тяжелой промышленности.
Для нового ректификационного пресса, работающего в тяжелых условиях, потребность в смазке была критической, и из-за количества точек было важно использовать автоматическую и централизованную систему.
Станок может выпрямлять длинные металлические секции с помощью лазерных методов измерения. Секция удерживается на месте двумя вращающимися головками и прижимается в разных точках вдоль горизонтальной оси, чтобы выпрямить ее.
Есть как линейные, так и поворотные подшипники, которые двигаются медленно, но должны выдерживать большие нагрузки.
Достигнутые выгоды
MAE выбрала Dropsa в качестве предпочтительного поставщика.
Веб-сайт Dropsa упростил выбор и сравнение продуктов и цен.После контакта с Dropsa они получили консультации экспертов по смазке и поддержку при выборе продуктов для тяжелых машин.
НЕКОТОРЫЕ КОММЕНТАРИИ ОТ ЗАКАЗЧИКА:
— «Для смазывания 90 точек станка необходима автоматическая смазка. «
-» Точное количество, указанное в точке, можно увидеть на делителе, и впоследствии очень легко изменить количество, изменив один или несколько дозирующих модулей для получения большего или меньшего количества смазки.
— «Поскольку для каждого из пунктов были разные количества, это было очень полезно»
— «Как только мы поняли, как работает система, мы остались очень довольны продуктами и услугами».
— «Вся система Dropsa очень гибкая, и мы сделали правильный выбор, выбрав Dropsa».
Это приложение было реализовано с использованием
Скачать
| Дата | Код HS | Описание | Страна происхождения | Порт выгрузки | Единица | Количество | Стоимость (INR) | за единицу INR) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ноя 22 2016 | 84622990 | ВЫПРЯМИТЕЛЬ (СТАНОК ДЛЯ ШТАМПОВКИ СТАЛИ) | Китай | Chennai Sea | UNT | 1 | 393,650 | 393,650 | ||||||||||||||||||
| Ноя 09 2016 | 84622910 | GX6-14 МАШИНА ДЛЯ ВЫПРАВЛЕНИЯ ЛОМА (ОБОРУДОВАНИЕ ДЛЯ СТРОИТЕЛЬНОГО СТРОИТЕЛЬСТВА) (БЕЗ МАРКИРОВКИ) | Китай | Patparganj | НАБОР | 1 | 108,078 108,07 | 108,078 | Ноя 03 201684622990 | МОДЕЛЬ GO-200 РАЗМАТЫВАЮЩАЯ И ВЫПРЯМИТЕЛЯ | Китай | Chennai Sea | SET | 1 | 86,988 | 86,988 | ||||||||||
| Октябрь 31 год 2016 | 84622910 | Б / У МАШИНЫ — CHIEFCO ВЫПрямитель шириной 500 мм МОДЕЛЬ: CF-0350H СЕРИЙНЫЙ НОМЕР. 0207-37 0207-37 | Тайвань | Ченнайское море | UNT | 1 | 752,703 | 752,703 | ||||||||||||||||||
| Октябрь 31 год 2016 | 84622910 | Б / У МАШИНЫ — CHIEFCO ВЫПРЯМИТЕЛЬ ШИРИНЫ 500 ММ ФИДЕРМОДЕЛЬ: CF-0350 СЕРИЙНЫЙ НОМЕР 0211-56 | Тайвань | Chennai Sea | UNT | 1 | 752,703 | 752,703 | Октябрь 27 201684622990 | МАШИНА ДЛЯ ВЫПРАВЛЕНИЯ БАЛКИ С ЕЕ СТАНДАРТНЫМИ ПРИНАДЛЕЖНОСТИ HZJ-800 | Китай | Chennai Sea | NOS | 1 | 920,981 | 920,98 | Октябрь 25 201684622990 | TJK BRAND МОДЕЛЬ ПРОВОЛОЧНОЙ ПРЯМКИ И РЕЗКИ МОДЕЛЬ: GT5-12QABS | Китай | Kolkata Sea | SET | 1 | 2386,125 | 2386125 | ||
| 84622910 | АВТОМАТИЧЕСКАЯ ПРАВИЛЬНАЯ МАШИНА, ПРОИЗВОДИТЕЛЬ: МОДЕЛЬ TOWA: ASP160LCD-100 CA ДЛЯ ВАЛОВ ТРАНСМИССИИ (ПО СТАНДАРТНОМУ ACC. & ЗАПЧАСТИ & ЗАПЧАСТИ | Япония | Нхава Шевское море | NOS | 1 | 13,852,121 | 13,852,121 | |||||||||||||||||||
| Октябрь 13 2016 | 84629190 | ГИДРАВЛИЧЕСКАЯ ГИДРАВЛИЧЕСКАЯ МАШИНА СЕРИИ YD, ОДНА КОЛОННА, ОДНА КОЛОННА № YD32-60TK | Китай | Нхава Шевское море | UNT | 1 | 208,492 | 208,492 | ||||||||||||||||||
| Октябрь 13 2016 | 84622990 | ВЫПРАВЛЯЮЩИЙ СТАНОК TP-200A | Китай | Mundra | Шт. | 1 | 138,514 | 138,514 | ||||||||||||||||||
| Октябрь 13 2016 | 84622910 | СТАНОК ДЛЯ ПРАВИЛЬНОЙ И РЕЗКИ АЛЮМИНИЕВЫХ ТРУБ ДИАМОМ 7. 70 мм) 70 мм) | Китай | Нхава Шевское море | SET | 1 | 1,793,714 | 1,793,714 | ||||||||||||||||||
| Октябрь 01 2016 | 84622990 | СТАНОК ДЛЯ ВЫПРЯМИРОВКИ, РЕЗКИ, ШТАМПОВКИ ШТАМПОВ ДЛЯ TIG МОДЕЛИ RB0,5 / 2-OLT.M СО СТАНДАРТНЫМИ АКСЕССУАРАМИ | Италия | Tughlakabad | НАБОР | 2 | ,160Сен 27 2016 | 84622100 | АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ВЫПРАВЛЕНИЯ ВАЛА ISG501-DC (ВХОДНОЙ ВАЛ) (CEPA NO.1601836702240 DTD.30.08.2016) | Япония | Нхава-Шевское море | UNT | 1 | 13,681,545 | 13,681,545 | |||||||||||
| Сен 24 2016 | 84621030 | MJC3 ПРАВИЛЬНО-РЕЖУЩАЯ МАШИНА С ПРИНАДЛЕЖНОСТИ STD | Германия | Chennai Sea | НАБОР | 1 | 5,873,216 | 5,873,216 | Сен 22 2016 | 84622910 | СТАНОК ДЛЯ ПРАВИЛКИ БАЛКА | Китай | Vizac Sea | КОМПЛЕКТ | 1 | 988,209 | 988,209 | |||||||||
| Сен 16 2016 | 84629190 | ГИДРАВЛИЧЕСКИЙ ПРЕСС-ПРЕСС ИДЕНТИФИКАЦИОННЫЙ №160625 МОДЕЛЬ / ТИП № Y41-63T СО СТАНДАРТНЫМИ АКСЕССУАРАМИ | Китай | Chennai Sea | НАБОР | 1 | 446853 | 446853 | ||||||||||||||||||
| Сен 16 2016 | 84622100 | МАШИНЫ ДЛЯ ФАЗЫ 6 ДЛЯ ДОБАВЛЕНИЯ YL-1 MINOR НОВАЯ МОДЕЛЬ: АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ВЫПРАВЛЕНИЯ ВАЛА (№ CEPA 1601205371700 | Япония | Nhava Sheva Sea | Сен 12 2016 | 84622990 | ВЫПРАВЛЯЮЩАЯ МАШИНА — ОБЪЕМ: 9. 5 мм X 150 мм (1 набор) 5 мм X 150 мм (1 набор) | Тайвань | Chennai Sea | UNT | 1 | 1,305,454 | 1,305,454 | |||||||||||||
Как безопасно и эффективно использовать аппарат для выпрямления волос
Вы хотите выставлять напоказ блестящие и прямые волосы, которые без особых усилий добавят вам красоты? Несомненно, каждая девушка мечтает обрести естественные прямые волосы. Однако не всем повезло… не о чем беспокоиться, даже если у вас нет естественных прямых локонов.Как говорится, всегда есть выход, если есть воля, правда?
Вы можете попробовать процесс временного выпрямления волос, чтобы удовлетворить свое тайное желание красивых прямых волос. Будь то вечеринка или вечеринка, выглядите элегантно и в лучшем виде с прямыми стильными прическами с помощью простых в использовании инструментов и машин. Если вам неудобно пользоваться утюжком для выпрямления волос, лучше всего обратиться за помощью к профессионалу.
Также читайте — Средство для расслабления волос или кератиновое лечение — что лучше для получения прямых волос?
Советы по безопасному обращению с выпрямителем для волос
Для тех, кто хочет попробовать выпрямить волосы самостоятельно, прочтите ниже, чтобы узнать советы и приемы обращения с этим, чтобы продемонстрировать некоторые убийственные прически.
Всегда не забывайте использовать плоский утюг, чистый и без остатков. Перед использованием возьмите влажную чистую ткань, чтобы очистить утюг от грязи.
Также читайте — Почему вам следует опасаться бразильского выпрямления волос
Установите температуру утюжка для выпрямления волос на среднюю в соответствии с типом и размером волос. Никогда не нагревайте утюг до высокой температуры, так как это сильно повредит ваши волосы, в результате чего кудри станут непослушными и тусклыми. Для более естественного вида прямых волос вы можете выбрать укладку феном с многослойными перегородками и укладкой. Продолжайте расчесывать волосы, чтобы они не запутались.
Продолжайте расчесывать волосы, чтобы они не запутались.
Обязательно крепко держите выпрямитель, чтобы не обжечь волосы или руки. Зажимы утюга не следует держать слишком плотно, чтобы грива придала вашей гриве эффект глянца.
В качестве средства для временного выпрямления волос рекомендуется в течение нескольких дней избегать использования воды или масла для обработки волос, так как они легко возвращают кудри. Вместо этого используйте сыворотку после выпрямления волос, чтобы питать фолликулы.
Тепло и давление, используемые в процессе выпрямления, могут привести к выпадению и повреждению волос. Поэтому рекомендуется использовать только фирменные продукты, чтобы избежать побочных эффектов.
Также читайте — Домашние наборы для выпрямления волос для шелковистых прямых волос
Шаги по выпрямлению волос
Следуйте инструкциям по выпрямлению волос, приведенным ниже, и станьте крещендо всех глаз. Это не только придаст вам сияющие пряди, достойные восхищения, но и добавит уверенности и элегантности вашей индивидуальности в непринужденном стиле.
1. Тщательно вымойте и вымойте волосы подходящим шампунем и кондиционером. Тщательно вытрите чистым полотенцем.
2. Нанесите сыворотку на волосы как средство защиты от повреждений во время выпрямления. Убедитесь, что вы не наносите сыворотку на корни волос.
3. После того, как вы полностью высушите волосы, хорошо их расчешите, чтобы сыворотка равномерно распространилась по волосам.
4. Разделите волосы на несколько слоев и закрепите заколками.Крепко держите каждый слой и протирайте его утюгом, как гребешком. Повторите этот процесс для всех слоев, чтобы быстро и легко получить прямые и блестящие локоны.
5. Наконец, нанесите несколько разглаживающих кремов и лосьонов, чтобы волосы стали шелковистыми и привлекательными. Однако не забывайте следовать указаниям и советам профессионалов, чтобы избежать неприятностей.
Также читайте — Кератиновое выпрямление волос — Преимущества и побочные эффекты
Кредит изображения — Рекомендуемые, 1
Преимущества станка для правки стальных прутков Первое, что мы все принимаем во внимание при обработке заготовки, — это получение желаемой формы в конце за короткое время при высокой экономии затрат. Но все мы знаем, что в различных отраслях обрабатывающей промышленности существует множество требований к недорогой точности, поэтому для удовлетворения этих потребностей в металлообрабатывающей промышленности появляется множество новых инноваций.
Но все мы знаем, что в различных отраслях обрабатывающей промышленности существует множество требований к недорогой точности, поэтому для удовлетворения этих потребностей в металлообрабатывающей промышленности появляется множество новых инноваций.
Станки для правки стальных прутков появляются в металлообработке, чтобы применять решения для деформированных и деформированных деталей прутков, вызванных жесткой термической обработкой, сваркой, а также охлаждением.
Ниже приведены некоторые из преимуществ, которые выпрямление может дать вашим стержням:
Обеспечивает точную обработку поверхности самых разных деталей
Правка — это самый простой метод обработки, обеспечивающий более высокую точность обработки различных деталей.Во время работы нет необходимости беспокоиться о растрескивании заготовки, потому что станки могут максимизировать коррекцию и не будут превышать этот предел.
Простота использования с функцией ручной регулировки
Правильные машины имеют ручные функции, которые вы можете отрегулировать в любое время для обеспечения устойчивости станков. Эти машины имеют автоматический выключатель (кнопка автоматического запуска), с помощью которого вы можете просто нажать, чтобы начать выполнение ряда работ, при этом сильно контролируя трудозатраты — для повышения эффективности.
Эти машины имеют автоматический выключатель (кнопка автоматического запуска), с помощью которого вы можете просто нажать, чтобы начать выполнение ряда работ, при этом сильно контролируя трудозатраты — для повышения эффективности.
прочный
Правка прутков может применяться после высокочастотной закалки, что придает пруткам высокую твердость и сопротивление износу. Правильные колеса в десять раз прочнее обычных колес, которые могут выдерживать тяжелые операции. Правильные легкосплавные диски и фрезы можно многократно использовать многократно, но при этом стержни становятся более твердыми и долговечными.
Экономит энергию
Правильные диски из сплава используются для более быстрой и легкой работы.Поскольку эти машины могут определять и исправлять поверхностные ошибки, повреждения армированного стержня незначительны. Правильные машины также отличаются малой мощностью.
Придает желаемую форму
Правка может минимизировать деформацию и коробление, вызванные операциями термообработки. Для обеспечения целостности заготовки потребуется всего лишь несколько регулировок в зависимости от степени гибки стали. Станки для правки стальных прутков могут определить заготовку, проверяя, соответствует ли она требованиям, или сообщать оператору обратную связь.
Для обеспечения целостности заготовки потребуется всего лишь несколько регулировок в зависимости от степени гибки стали. Станки для правки стальных прутков могут определить заготовку, проверяя, соответствует ли она требованиям, или сообщать оператору обратную связь.
Правильные машины компактны по конструкции, легки, легко устанавливаются и требуют меньшего контроля при эксплуатации, так как они могут определять наклон заготовки. Они легко режут и правят детали с низким уровнем шума. Эти высокопроизводительные машины могут автоматически править и отрезать прутки. Их высокая скорость правки позволяет сократить погрешности и отсутствие искажений.
Об этих преимуществах свидетельствует статистика процесса обработки.Операторы в основном выбирают методы правки прутков для более удобного и безопасного производства.
Мы включаем правку прутка в наши решения по обработке.
Для получения более подробной информации о наших услугах Forte Precision Metals и наличии продукции, Свяжитесь с нами сегодня!
.