гальванизированная сталь что это такое
Гальванизированная сталь что это такое
Вредное воздействие в процессе сварки гальванизированной стали
Сварка гальванизированной стали – это часто встречающийся вид работы в металлообрабатывающей промышленности. В процессе ее сварщик может столкнуться с отравлением цинком или «отравлением парами металла». Отравление цинком – это кратковременная реакция организма на воздействие оксида цинка, выделяющегося при нагреве покрытия гальванизированной стали.
Что такое гальванизированная сталь?
Гальванизированная сталь – это железо, покрываемое цинком методом горячего погружения: цинк вступает в химическую реакцию с металлической основой, формируя антикоррозийное покрытие. Между внешним слоем покрытия – чистым цинком – и железной основой располагаются слои оксида цинка, меняя свое процентное соотношение цинка к железу. Оксид цинка имеет такой же химический состав, как и белая пудра, которой спасатели защищают носы от солнечных ожогов.
Признаки выделения оксида цинка во время сварки
Дым желто-зеленого цвета, летающие частицы белой пудры и белые отходы на месте сварки говорят о том, что во время сварки выделился оксид цинка. Воздействие высокой концентрации испарений приведет к отравлению цинком, или, как это часто называют, отравлению парами металла. Степень серьезности последствий напрямую зависит от степени воздействия оксида цинка.
Симптомы отравления цинком
Симптомы отравления цинком похожи на симптомы гриппа. Признаки отравления возникают практически сразу после случившегося воздействия оксида цинка, и среди них отмечают следующие: слабая головная боль и головокружение. Если же воздействие оксида цинка усиливается, у человека начинают проявляться симптомы, аналогичные симптомам гриппа: озноб, небольшая температура, рвота и приступ холодного пота. В этом случае пора остановить работу и выйти на свежий воздух. Иногда симптомы ухудшают состояние человека настолько, что его лучше отправить домой и позволить отлежаться.
Если же концентрация оксида цинка слишком высока, в результате воздействия может наступить смерть. Поэтому, как только вы почувствовали симптомы отравления, прекратите работу, чтобы избежать дальнейшего ухудшения состояния.
Как долго длится отравление
Отравление парами металла длится недолго: в течение четырех часов симптомы слабеют, и, как правило, в течение 24 часов полностью исчезают. Если же воздействие было особо сильным, то отравление может длиться в течение 48 часов.
Выпейте молока: это ускорит процесс выздоровления, т.к. кальций поможет вывести накопленный цинк из вашего организма.
Федеральное агентство по охране труда и здоровья США (OSHA) и Центр по контролю за заболеваниями США (CDC) проводили исследования долгосрочных эффектов воздействия сварки гальванизированной стали на здоровье человека. Даже в случае продолжительного или регулярно повторяющегося воздействия оксида цинка долгосрочных эффектов обнаружено не было.
Как избежать воздействия вредных испарений?
Хорошая вентиляция помещения, избегание прямого контакта с испарениями оксида цинка и подготовительные мероприятия помогут избежать отравления парами металла. Опытные сварщики подскажут вам, что употребление молока перед, во время и после сварки гальванизированной стали поможет быстрее устранить все симптомы отравления.
Опытные сварщики подскажут вам, что употребление молока перед, во время и после сварки гальванизированной стали поможет быстрее устранить все симптомы отравления.
Сварщики, постоянно работающие с гальванизированной сталью, могут приобрести специально разработанные шлемы с подачей свежего воздуха.
Что такое сталь?
Сталь – это сплав железа и углерода. На современном металлургическом рынке появляются новые виды стали. Давайте разберемся подробнее что же это за сплав и какими свойствами он обладает.
Давно известно, что сталь является сплавом, который в большей степени состоит из углерода и железа. Благодаря тому, что в сплаве имеется углерод, то сталь обладает боле высокими характеристиками прочности, в отличии то сплава железа. Однако, это сильно влияет на пластичность материала, то есть показатель ковкости заметно снижается.
Свойства стали
Свойства стали чаще всего напрямую зависят от наличия в ней количества химических элементов, в том числе и от углерода, количество которого варьируется 0,2-2,14%.
Наряду с тем, что углерод является связующим звеном в сплаве стали, то его можно заменить и некоторыми и другими химическими элементами, например, марганцем, хромом, вольфрамом, никелем, титаном, молибденом и прочими.
Разные типы и количество этих элементов, помогут определить твердость, пластичность и прочность сплава стали.
Также связующий материал отвечает за правильную поддержку кристаллической решетки, посредством блокирования движения атомов железа. Таким образом, получается что он является для стали неким затвердителем.
Плотность сплава стали зависит от процентного содержания имеющихся в нем компонентов, и колеблется от 7750 до 8050 кг/м3.
Еще один способ изменить механические свойства стали – это термические ее обработать.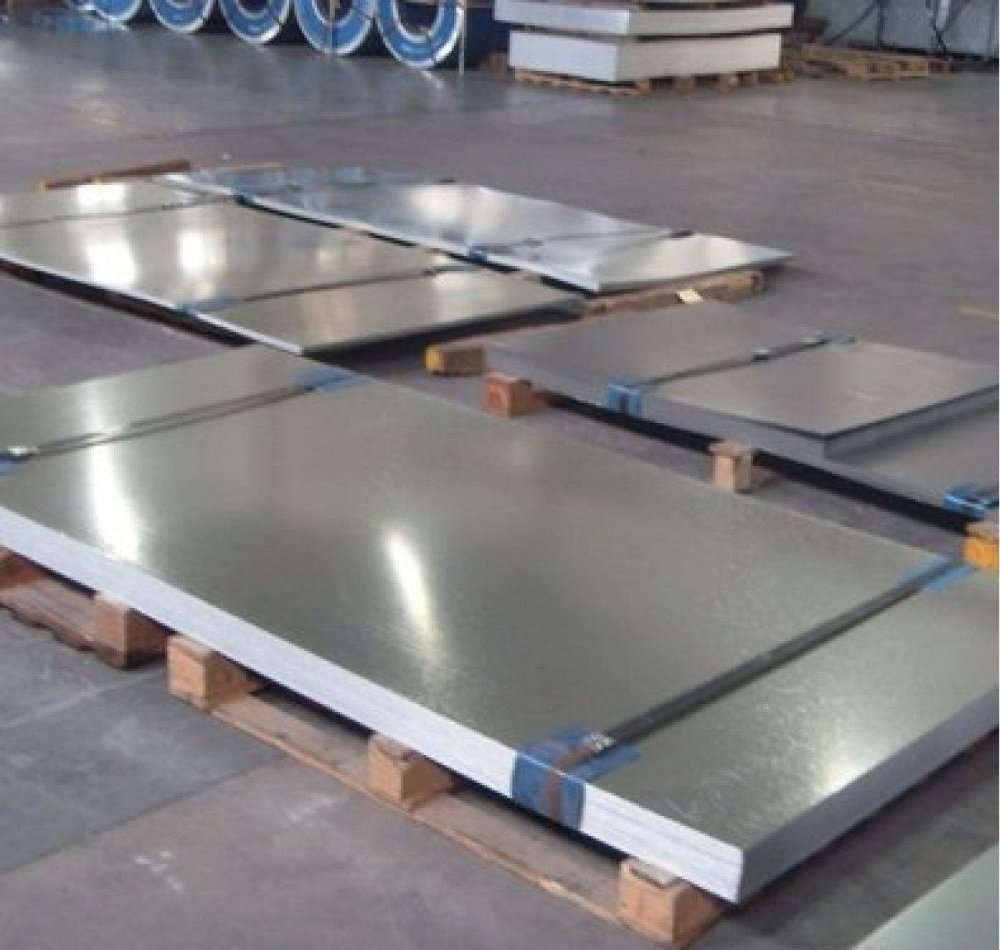 Этот процесс оказывает воздействия на прочностные, теплопроводные и электрические характеристики сплава.
Этот процесс оказывает воздействия на прочностные, теплопроводные и электрические характеристики сплава.
Применение стали
На сегодняшний день имеется большой ассортимент видов стали, к примеру, углеродистая или мягкая сталь, нержавеющая или оцинкованная, и прочие, использующиеся зачастую для строительных нужд. Большое количество зданий, стадионов, железнодорожных путей, мостов и другое.
Помимо этого, сталь применяют почти во всей сферах промышленности, для производства транспортного, воздушного, водных средств и прочее.
Большое количество привычных для нас предметов также было изготовлено при применении сплава стали, к примеру, посуда, техника. В современном мире стали также применяют при обустройстве дома, планировании интерьера, для мебельной продукции. Сталь – это неотъемлемая частичка стиля Hi Tech.
Для чего необходима нержавеющая и оцинкованная сталь?
Несмотря на то, что сталь имеет ряд весомых преимуществ, к примеру, долговечность, тепло и электропроводность, то железо ей передало свой главный минус – коррозию, то есть способность подвергаться окислению.
После долгих исследований и опытов, специалисты смогли создать такой сплав стали, который больше не будет подвержен коррозии, то есть оцинкованную и нержавеющую.
Нержавеющая сталь
Нержавеющая сталь, благодаря своим особым свойствам, почти не подвергается коррозии или ржавчине. При этом она сохраняет все основные характеристики стали – стойкость к износу, пластичность и прочность.
Состав нержавеющей стали отличается тем, что в нем присутствует определенное количество элементов хрома. Количество хрома колеблется в диапазоне 10,5 -11%. Благодаря этому, на нержавеющей поверхности стали, образуется оксидовый слой хрома, являющейся инертным. Это представляет собой основную причину таких характеристик нержавеющей стали. Поэтому такая сталь применяется в тех средах, где возможно соприкосновение с водной или агрессивной средой.
Оцинкованная сталь
Оцинкованная сталь представляет собой точно такую же углеродистую сталь, только с нанесением на поверхность покрытие, которое способно предохранить металл от коррозии.
На нынешний момент используют два способа гальванизации:
- Погрузка стали в расплавленный цинк.
- Метод электролиза, то есть посредством выделения цинка на стальную поверхность, благодаря цинковым солям, где воздействует электрический ток.
Мы свяжемся с вами в ближайшее время и дадим подробную консультацию
Гальванизация или гальванизация, является процессом применения защитного цинкового покрытия к стали или железу, чтобы предотвратить ржавление. Наиболее распространенный метод – гальванизация горячего падения, в которой части погружены в ванну литого цинка. Гальванизация защищает двумя способами:
- это формирует покрытие стойкого к коррозии цинка, который препятствует тому, чтобы коррозийные вещества достигли более тонкой части металла
- цинк служит жертвенным анодом так, чтобы, даже если покрытие поцарапано, выставленная сталь была все еще защищена остающимся цинком.


История & этимология
Гальванизация горячего падения вносит толстый прочный слой, который может быть чрезмерным. В случае автомобильных корпусов, где дополнительная краска проверки ржавчины будет применена, более тонкая форма гальванизации применена electrogalvanization. Процесс горячего падения обычно не уменьшает силу в измеримом масштабе, за исключением сталей высокой прочности (> 1 100 МПа), где водород embrittlement может стать проблемой. Это – соображение для производства проволочного троса и других высоко подчеркнутых продуктов. Защита, обеспеченная горячей гальванизацией падения, недостаточна для продуктов, которые будут постоянно выставляться коррозийным материалам, таким как соленая вода. Для этих заявлений предпочтена более дорогая нержавеющая сталь. Некоторые гвозди, сделанные сегодня, гальванизированы гальванопластикой. Тем не менее, гальванопокрытие используется самостоятельно для многих наружных заявлений, потому что это более дешево, чем горячее цинковое покрытие падения и выглядит хорошим, когда новый.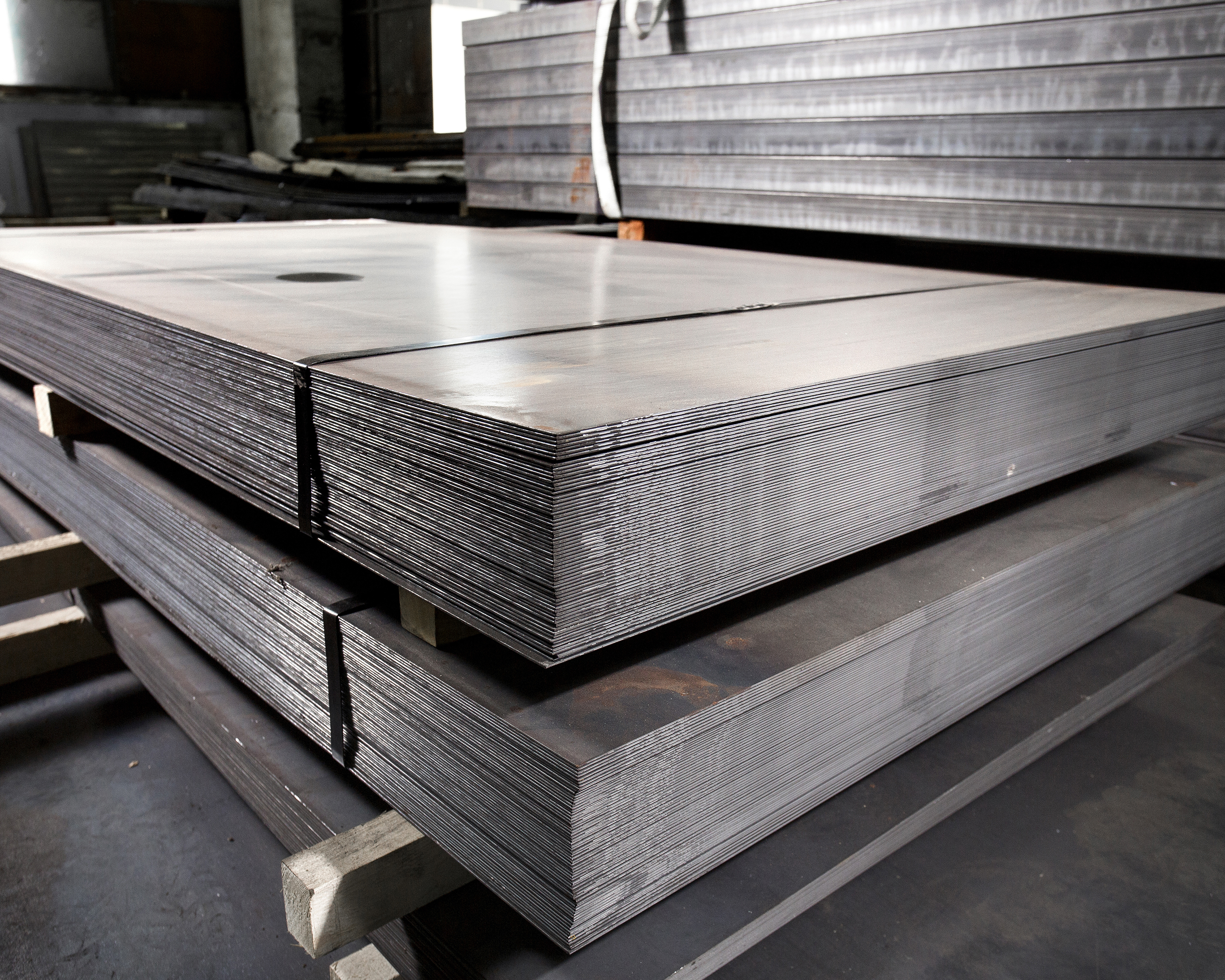
Размер кристаллитов в гальванизированных покрытиях – видимая и эстетическая особенность, известная как «блестка». Изменяя число частиц, добавленных для разнородного образования ядра и темпа охлаждения в процессе горячего падения, блестка может быть приспособлена от очевидно однородной поверхности (кристаллиты, слишком маленькие, чтобы видеть невооруженным глазом) к зерну несколько сантиметров шириной. Видимые кристаллиты редки в других технических материалах.
Тепловая гальванизация распространения или Sherardizing, обеспечивает цинковое покрытие распространения на железе или основанных на меди материалах. Части и цинковый порошок упались в запечатанном барабане вращения. Приблизительно в 300 °C цинке испарится и распространится в основание, чтобы сформировать цинковый сплав. Подготовка товаров может быть выполнена уничтожением выстрела. Процесс также известен как сухая гальванизация, потому что никакие жидкости не включены, не будет никакой опасности водорода embrittlement товаров. У тускло-серой кристаллической структуры цинкового покрытия распространения есть высокая адгезия к краске, порошковым покрытиям или резине. Это – предпочтительный метод для покрытия маленькие, металлы сложной формы, и для сглаживания грубых поверхностей на пунктах, сформированных с порошковым металлом.
Возможная коррозия
Хотя гальванизация запретит нападение основной стали, ржавление будет неизбежно, особенно, если выставлено естественной кислотности дождя. Например, рифленая железная листовая кровля начнет ухудшаться в течение нескольких лет несмотря на защитное действие цинкового покрытия. Морская и соленая окружающая среда также понижает целую жизнь гальванизированного железа, потому что высокая электрическая проводимость морской воды увеличивает уровень коррозии прежде всего посредством преобразования твердого цинка к разрешимому цинковому хлориду, который просто смывает. Гальванизированные шасси иллюстрируют это, они разъедают намного более быстрый в холодной окружающей среде из-за дорожной соли. Оцинкованная сталь может много лет сохраняться, если другие средства сохраняются, такие как покрытия краски и дополнительные жертвенные аноды. Уровень коррозии в несоленой окружающей среде происходит главным образом из-за уровней двуокиси серы в воздухе.
Например, рифленая железная листовая кровля начнет ухудшаться в течение нескольких лет несмотря на защитное действие цинкового покрытия. Морская и соленая окружающая среда также понижает целую жизнь гальванизированного железа, потому что высокая электрическая проводимость морской воды увеличивает уровень коррозии прежде всего посредством преобразования твердого цинка к разрешимому цинковому хлориду, который просто смывает. Гальванизированные шасси иллюстрируют это, они разъедают намного более быстрый в холодной окружающей среде из-за дорожной соли. Оцинкованная сталь может много лет сохраняться, если другие средства сохраняются, такие как покрытия краски и дополнительные жертвенные аноды. Уровень коррозии в несоленой окружающей среде происходит главным образом из-за уровней двуокиси серы в воздухе.
Гальванизированный трубопровод
В начале 20-го века, гальванизированный трубопровод заменил чугун и свинец в холодноводном слесарном деле. Как правило, гальванизированный трубопровод ржавеет от наизнанку, создавая мемориальные доски на внутренней части трубопровода, вызывая и проблемы гидравлического давления и возможную неудачу трубы.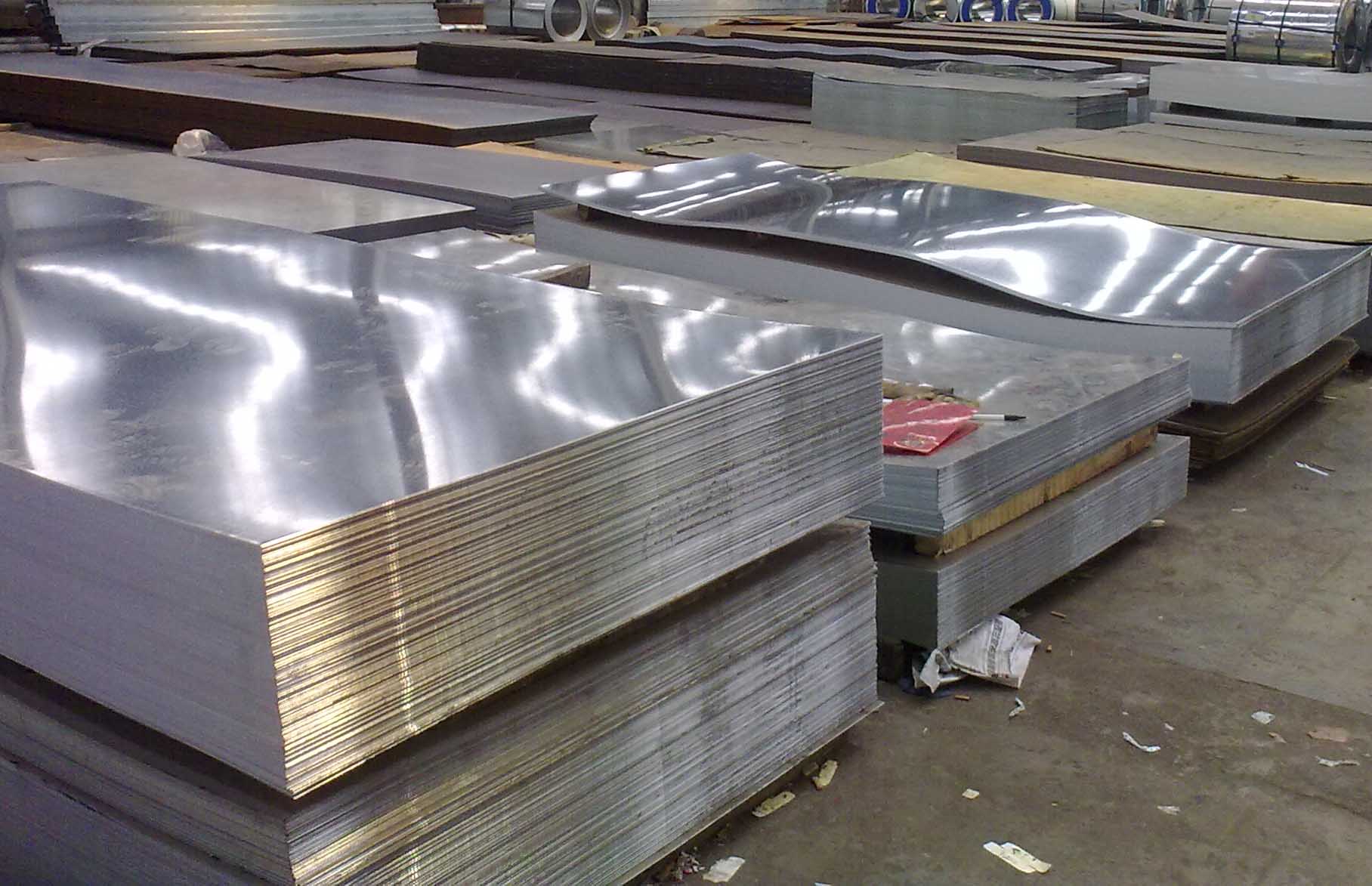 Эти мемориальные доски могут отслоиться, приведя к видимым примесям в воде и небольшом металлическом вкусе. Продолжительность жизни такого трубопровода составляет приблизительно 70 лет, но это может измениться областью из-за примесей в водоснабжении и близости электрических сеток, для которых внутренний трубопровод действует как путь (поток электричества может ускорить химическую коррозию). Долговечность трубы также зависит от толщины цинка в оригинальной гальванизации, которая располагается в масштабе от G40 до G210, и была ли труба гальванизирована на обоих внутренняя и внешняя часть, или просто внешняя сторона. Начиная со Второй мировой войны медный и пластмассовый трубопровод заменил гальванизированный трубопровод для внутреннего обслуживания питьевой воды, но трубы оцинкованной стали все еще используются в наружных заявлениях, требующих превосходящей механической силы стали.
Эти мемориальные доски могут отслоиться, приведя к видимым примесям в воде и небольшом металлическом вкусе. Продолжительность жизни такого трубопровода составляет приблизительно 70 лет, но это может измениться областью из-за примесей в водоснабжении и близости электрических сеток, для которых внутренний трубопровод действует как путь (поток электричества может ускорить химическую коррозию). Долговечность трубы также зависит от толщины цинка в оригинальной гальванизации, которая располагается в масштабе от G40 до G210, и была ли труба гальванизирована на обоих внутренняя и внешняя часть, или просто внешняя сторона. Начиная со Второй мировой войны медный и пластмассовый трубопровод заменил гальванизированный трубопровод для внутреннего обслуживания питьевой воды, но трубы оцинкованной стали все еще используются в наружных заявлениях, требующих превосходящей механической силы стали.
Это предоставляет некоторую правду городскому мифу, что водная чистота в наружных водных кранах ниже, но фактические примеси (железо, цинк, кальций) безопасны. Это не всегда имеет место в пред1986 медных трубах, где содержащий лидерство припой обычно использовался. В установках, где медная труба была приспособлена, чтобы заменить раздел разъедаемой гальванизированной трубы, диэлектрическая установка, обычно союз, должна использоваться, чтобы присоединиться к двум типам труб, иначе присутствие воды в контакте с отличающимися металлами создает электрический ток, который может вызвать «гальваническую коррозию». В некоторых любительских установках отказ использовать эту специальную установку заставил лидерство в припое выщелачивать в питьевую воду. Общее местоположение, где это происходит, – то, где медный трубопровод дома соединяет с оцинкованной сталью муниципальную линию поставки.
Это не всегда имеет место в пред1986 медных трубах, где содержащий лидерство припой обычно использовался. В установках, где медная труба была приспособлена, чтобы заменить раздел разъедаемой гальванизированной трубы, диэлектрическая установка, обычно союз, должна использоваться, чтобы присоединиться к двум типам труб, иначе присутствие воды в контакте с отличающимися металлами создает электрический ток, который может вызвать «гальваническую коррозию». В некоторых любительских установках отказ использовать эту специальную установку заставил лидерство в припое выщелачивать в питьевую воду. Общее местоположение, где это происходит, – то, где медный трубопровод дома соединяет с оцинкованной сталью муниципальную линию поставки.
Присутствие гальванизированного трубопровода умаляет оцениваемую ценность жилищного фонда, потому что трубопровод может потерпеть неудачу, увеличив риск ущерба, причиненного водой. Гальванизированный трубопровод должен будет в конечном счете быть заменен, если жилищный фонд должен пережить продолжительность жизни 50 – 70 лет, и некоторая юрисдикция требует, чтобы гальванизированный трубопровод был заменен перед продажей. Один выбор расширить продолжительность жизни существующего гальванизированного трубопровода состоит в том, чтобы выровнять его с эпоксидной смолой.
Один выбор расширить продолжительность жизни существующего гальванизированного трубопровода состоит в том, чтобы выровнять его с эпоксидной смолой.
Оцинкованная сталь – зачем нужно цинкование?
Тонкий оцинкованный лист 0,5 – 3 мм широко применяется в строительных работах, может быть использован для строительства различных постоянных и временных сооружений, а также как универсальный материал для обшивки поверхностей с целью их усиления или защиты. Являясь экологичным и прочным материалом, оцинкованный профлист отличается значительным сроком службы, что обусловлено наличием специального покрытия цинком – тонкая пленка защищает поверхность листа от коррозии, что особенно важно при необходимости использования листового проката в агрессивной среде.
Виды цинкования листового металла
Оцинковка металла гарантирует не только увеличение эксплуатационного ресурса, но и делает готовое изделие более привлекательным внешне. Для выполнения процедуры оцинкования используются самые разные технологии, наиболее популярными из которых являются:
- метод горячей оцинковки,
- оцинкование холодным способом (своего рода окраска поверхностей),
- горячее оцинкование готовых металлических конструкций и профиля,
- нанесение тонкого покрытия гальваническим способом,
- напыление цинка по газо-термической технологии,
- особая термодиффузионная оцинковка.

Тот или иной способ нанесения покрытий выбирается в зависимости от требований технологического процесса, и имеет как свои преимущества, так и некоторые недостатки.
Смотрите в нашем каталоге оцинкованную металлопродукцию.
Особенности оцинкованных поверхностей
Как уже говорилось, цинкование поверхностей осуществляется для увеличения защитных свойств металла. Оцинковка дает эффективную защиту от коррозии, и в определенной мере добавляет тонкому профнастилу прочности. Поскольку слой цинка непосредственно контактирует с окружающей средой, то на поверхности листа образовывается весьма износостойкая защитная пленка оксида цинка. Пленка не пропускает влагу, тем самым гарантируя устойчивость к коррозии. Также оцинковка существенно увеличивает упругость листового проката, и обеспечивает дополнительную устойчивость к механическим воздействиям.
Отметим, что качество оцинкованного металлопроката во многом определяется толщиной нанесенного слоя цинка. В зависимости от выбранного способа цинкования поверхностный слой может отличаться прочностью и стабильностью. Также особенности технологического процесса влияют и на внешний вид изделий, в том числе в отдельных случаях обеспечивая дополнительную декоративную отделку металлических панелей и других видов профиля (например, при использовании метода гальванического покрытия).
Также особенности технологического процесса влияют и на внешний вид изделий, в том числе в отдельных случаях обеспечивая дополнительную декоративную отделку металлических панелей и других видов профиля (например, при использовании метода гальванического покрытия).
Компания «МСР» реализует качественный оцинкованный профлист и другие виды металлопроката, выполненные с использованием современных технологий покрытия цинком. Такие изделия способны прослужить несколько десятков лет, не теряя привлекательного внешнего вида, и сохраняя свои первоначальные эксплуатационные качества и характеристики.
Гальваническая
Гальваническая
Гальваническая коррозия представляет собой электрохимическую реакцию между двумя и более различными (или разнородными) металлами. Различными, потому что для того, чтобы началась реакция, один должен быть более химически активным (или менее стабильным), чем другой или другие. Когда мы говорим про гальваническую коррозию, то имеем в виду электрообмен. Все металлы обладают электрическим потенциалом, поскольку у всех атомов есть электроны, движение которых и есть электричество.
Все металлы обладают электрическим потенциалом, поскольку у всех атомов есть электроны, движение которых и есть электричество.
Гальваническая коррозия более активного металла начинается в тот момент, когда две или более детали из разнородных металлов, имеющие взаимный контакт (благодаря обычному соприкосновению, или же посредством проводника) помещаются в электролит (любую жидкость, проводящую электричество). Электролитом может быть, что угодно, за исключением химически чистой воды. Не только соленая морская, но и обычная вода из под крана благодаря наличию минеральных веществ является превосходным электролитом, и с ростом температуры электропроводность её только растет (по этой причине корпуса судов, эксплуатирующиеся в жарком климате, заметно больше подвержены коррозии, чем на Севере).
Процесс гальванической коррозии можно наглядно продемонстрировать на примере взаимного контакта изделий из Алюминия и Нержавеющей стали. Алюминий – более химически активный металл является в данном случае анодом, а менее активная нержавеющая сталь – катодом. При взаимодействии между нержавеющей сталью и алюминием возникает большая разница потенциалов в соответствии с рядом напряжений в металлах. При этом, благодаря действующему на электрический элемент электролиту (жидкость), возникает электрический ток, и анод, в данном случае Алюминий, корродирует. Подобное явление возникает также в винтовых соединениях, в которых между металлами образуется разность потенциалов, а влажность играет роль электролита.
При взаимодействии между нержавеющей сталью и алюминием возникает большая разница потенциалов в соответствии с рядом напряжений в металлах. При этом, благодаря действующему на электрический элемент электролиту (жидкость), возникает электрический ток, и анод, в данном случае Алюминий, корродирует. Подобное явление возникает также в винтовых соединениях, в которых между металлами образуется разность потенциалов, а влажность играет роль электролита.
Химический ряд напряжений в металлах
Чем дальше находятся в ряду напряжений металлы по отношению друг к другу, тем больше разность потенциалов и выше опасность коррозии. При наличии электролита на большинстве однородных металлических поверхностях все равно образуются крошечные аноды и катоды – в тех местах, где состав сплава неоднороден или имеются вкрапления и примеси – например, частицы металла с форм или штампов.
Другим важным фктором, оказывающим влияние на скорость протекания гальванической коррозии, помимо разности потенциалов металлов, является пропорциональное соотношение размеров анода и катода. Если к очень большому аноду подключить маленький катод, процесс коррозии анода пойдет медленно. А если поступить наоборот, то анод очень быстро разрушится. Объясняется это тем, что анодные и катодные реакции должны быть эквивалентны. Рост или снижение катодной реакции, обусловленной размером катода, вызывает ответные рост или снижение анодной реакции
Если к очень большому аноду подключить маленький катод, процесс коррозии анода пойдет медленно. А если поступить наоборот, то анод очень быстро разрушится. Объясняется это тем, что анодные и катодные реакции должны быть эквивалентны. Рост или снижение катодной реакции, обусловленной размером катода, вызывает ответные рост или снижение анодной реакции
Гальваническая коррозия возникает в том случае, если имеет место один из следующих факторов:
- Относительная влажность воздуха превышает 60%,
- Загрязненный воздух: большое количество металлических частиц,
- Металлы в винтовых соединениях, у которых большая разница потенциалов,
- Неправильное соотношение площадей поверхностей анода и катода.
Рекомендации по противодействию гальванической коррозии:
1. Исключите возможность образования гальванического элемента
- защищайте конструкции от действия влажности (удалите электролит)
- изолируйте металлы друг от друга, например, с помощью покрытия
- изолируйте металлы от электролита.

2. Избегайте соединения металлов, у которых большая разница потенциалов.
3. Материал из которого произведен крепеж должен быть более активным (анод), чем материал конструкции (катод).
- площадь поверхности конструкции(катода) больше площади поверхности крепежа(анода).
ИНН: 7826682663, КПП: 784001001, ОГРН: 1027810323386
Кабелепровод SPLHCB, гальванизированная сталь/термопластичная резина, черный, бухта 10M, d32, SPLHCB32/10M, 1 шт. (SPLHCB32/10M)
Код товара 7939355
Артикул SPLHCB32/10M
Производитель ABBСтрана
Наименование Кабелепровод SPLHCB, гальванизированная сталь/термопластичная резина, черный, бухта 10M, d32, SPLHCB32/10M, 1 шт.
Упаковки
Сертификат
C-GB. ЭО31.B00311
ЭО31.B00311
Материал изделия Сталь
Тип изделия Кабель-канал
Характеристики
Код товара 7939355
Артикул SPLHCB32/10M
Производитель ABBСтрана
Наименование Кабелепровод SPLHCB, гальванизированная сталь/термопластичная резина, черный, бухта 10M, d32, SPLHCB32/10M, 1 шт.
Упаковки
Сертификат
C-GB. ЭО31.B00311
ЭО31.B00311
Материал изделия Сталь
Тип изделия Кабель-канал
Всегда поможем:
Центр поддержки
и продаж
Скидки до 10% +
баллы до 10%
Доставка по городу
от 150 р.
Получение в 150
пунктах выдачи
Гальванизированный металл что это
Гальванические покрытия металлов: описание обработки, таблица пар
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.
Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью.
 На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
 Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.
Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Что такое оцинкованный металл? (с иллюстрациями)
Как сталь со специальным покрытием, оцинкованный металл имеет отличную репутацию идеального строительного продукта для любого типа конструкции, которая, как ожидается, прослужит долгие годы. Вот некоторые основы того, как создается оцинкованная сталь, а также как ее можно использовать в различных строительных проектах.
Ковш из оцинкованной стали.Оцинкованный металл — это просто сталь в той или иной форме, покрытая тонким слоем оксида цинка. Назначение цинка — защитить сталь от элементов, которые обычно приводят к окислению, коррозии и, в конечном итоге, к ослаблению стали. В этом смысле цинковое покрытие действует как протекторный анод. Другими словами, цинк будет защищать сталь от коррозии, действуя как барьер между сталью и коррозионным агентом, по крайней мере, до тех пор, пока цинковое покрытие не будет полностью окислено.Из оцинкованного металла можно делать опоры, балки и даже листы металла, которые можно использовать во всех видах строительства и строительных проектах.
Хижина из оцинкованной стали.Оцинкованный металл часто используется при строительстве военных кораблей, таких как авианосцы и подводные лодки.Водо- и солеотталкивающие свойства оцинкованной стали с твердым цинковым покрытием делают ее идеальным материалом для изготовления корпусов. В сочетании с индивидуализированными формулами красок, которые предназначены для использования с оцинкованным металлом, конечный результат — это корпус, который выдержит значительный износ.
Оцинкованная сталь часто используется для строительства военных кораблей, поскольку она устойчива к солевой и водной коррозии и чрезвычайно прочна.Гальванизация также позволила использовать сталь для строительных конструкций, которые будут оставаться прочными в течение многих десятилетий. Фактически, когда здания были снесены, есть несколько примеров, когда заготовленный оцинкованный металл можно было использовать с небольшим повторным нанесением цинкового покрытия или без него. Это оказалось правдой даже тогда, когда могло пройти до шестидесяти лет.
Человечество смогло изучать и исследовать дно океана благодаря гальванизированному металлу.Для окраски оцинкованного металла обычно необходимо убедиться, что поверхность металла полностью очищена от щелочных отложений, которые могли осесть на цинковое покрытие. Из-за характера покрытия масляные или алкидные краски не рекомендуется использовать с гальванизированной сталью. Вместо этого следует нанести грунтовку для металла, предназначенную для использования с оцинкованной сталью, а затем слой латексной краски. С грунтовкой и слоем акриловой краски можно использовать верхний слой алкидной краски, если воздействие элементов будет низким или умеренным.В ситуациях, когда оцинкованный металл будет подвергаться высокому воздействию, верхнее покрытие из высокоэффективной эпоксидной краски даст превосходный результат.
Оцинкованный металл можно превращать в листы для различных применений.Оцинкованный металл позволил человечеству жить в надежных убежищах, а также исследовать океан и дно океана в полной безопасности.Нет сомнений в том, что человечество и в ближайшие годы будет продолжать искать способы использования этого ценного строительного инструмента новыми и интересными способами.
Коррозионные металлы покрываются цинком с помощью процесса, известного как гальваника. .Что такое оцинкованная сталь? | Ржавеет ли оцинкованная сталь?
Если вы новичок в мире поставок металла и стали, возможно, вы слышали слово цинкование несколько раз. Но что значит оцинковка? Tampa Steel and Supply здесь, чтобы предоставить вам всю информацию, необходимую для понимания процесса цинкования, его использования и преимуществ.
Что такое цинкование? | Оцинкованное покрытие
Гальваника — это процесс нанесения защитного покрытия на сталь или железо.Покрытие выполнено из цинка и используется для предотвращения образования ржавчины. Гальванизация важна, поскольку она обеспечивает длительную защиту изделий из стали и чугуна.
Как гальванизация защищает основной металл под ней? | Ржавеет ли оцинкованная сталь?
1. Цинковое покрытие предотвращает попадание коррозионных веществ, таких как кислота (например, кислотный дождь), на металл под ней.
2. Оцинковка защищает от коррозии. Если покрытие поцарапано, цинк все равно «пожертвует своим анодом» легче, чем основной металл, что защищает его от ржавчины.
Узнайте больше о том, как и почему ржавеют металлы, в нашем блоге: Какие металлы ржавеют?
3. Цинк защищает металл от коррозии быстрее, чем основной металл. Иногда в оцинкованный металл добавляют специальный ингредиент, называемый «хроматом», который заставляет его коррозировать еще быстрее. Может показаться, что это не то, что вы хотите, но помните, что коррозия цинка до металла — это то, что защищает металл под ним от ржавчины.
Нужен специальный металл или нестандартный размер для вашего проекта?
Позвоните в Tampa Steel & Supply по телефону (813) 241-2801, чтобы обсудить ваш проект
Вы можете определить, когда металл оцинкован, потому что цинк образует на нем характерный узор, называемый «блестками».
Откуда взялось слово «гальванизировать»?
Слово «гальванизация» произошло от имени итальянского ученого Луиджи Гальвани. Сегодня «гальванизация» в основном относится к процессу покрытия основных металлов цинком, но раньше это был термин, описывающий «поражение электрическим током».
Луиджи Гальвани изучал «биоэлектричество» или то, как нервы и ткани внутри нашего тела создают электрические схемы и реагируют на них. Он впервые обнаружил, что тела создают электричество, когда он ударил по ноге мертвой лягушки электрической искрой, и мышцы подергивались.
Что такое процесс гальванизации?
Существует несколько способов цинкования металла. Самый распространенный метод — это горячее цинкование. Этот метод гальванизации создает красивый толстый слой цинка поверх основного металла, что делает его особенно устойчивым к коррозии.По большей части процесс горячего погружения не приносит в жертву структурной целостности металла, но некоторые высокопрочные стали могут страдать от водородной хрупкости.
Сталь, используемая в кузовах автомобилей, также оцинкована, но, поскольку после этого необходимо наносить слои декоративной краски, используется другой процесс цинкования. Это связано с тем, что слой цинка, полученный методом горячего погружения, слишком толстый и вызывает проблемы с адгезией краски.
Вместо этого в автомобилях используется процесс электрогальванизации. Раствор соленой воды (физиологический раствор) и цинка помещается в емкость, и внутрь погружается сталь или основной металл. Электрический ток проходит через ванну, и цинк связывается с основным металлом!
Специальная форма цинкования, называемая шерардизацией, используется для создания цинкового покрытия на изделиях из железа или меди. Его создал металлург Шерард Осборн Купер-Коулз и запатентовал около 1900 года.
Металлические детали, которые должны быть оцинкованы, помещаются внутрь закрытого вращающегося барабана вместе с цинковым порошком, а иногда и с наполнителем, например, с песком. Затем барабан перегревается до 500 ° C. При температуре выше 300 ° С цинк превращается в пар — и этот пар проникает в металл, вращаясь внутри барабана.
Этот процесс также называют «сухим цинкованием», потому что не используются жидкости.
Вероятно, именно столько мелких деталей в вашем доме, таких как винты или гайки и болты, было оцинковано.В этом процессе не используется водород, поэтому во время этого метода цинкования не может произойти водородное охрупчивание.
5 преимуществ цинкования металла
Если вы хотите купить сталь для своего следующего проекта, подумайте о выборе оцинкованной стали. Оцинкованная сталь демонстрирует многочисленные ощутимые преимущества, в том числе следующие:
1. Экономичность: Сначала выбор оцинкованной стали может показаться более дорогостоящим, но в долгосрочной перспективе это отличное вложение. Более того, цинкование на самом деле дешевле, чем многие другие защитные покрытия для стали.
2. Низкие эксплуатационные расходы: Сталь без защитного покрытия требует более тщательного ухода для поддержания внешнего вида и структурной безопасности продукта.
3. Долговечность: Покрытия из оцинкованной стали могут иметь ожидаемый срок службы до 50 лет и выдерживать воздействие городских и прибрежных зон.
4. Беспрецедентная защита: Каждый дюйм оцинкованной стали защищен — включая острые края и труднодоступные щели.
5.Fast: Процесс цинкования проходит быстро и легко. Фактически, полное защитное покрытие может быть нанесено всего за несколько минут.
Как можно использовать оцинкованный металл?
Оцинкованный металл используется везде!
Кузова автомобилей и многих велосипедов изготавливаются из оцинкованного металла. Некоторые трубы для питьевой воды по-прежнему изготавливаются из оцинкованной стали. Холоднокатаный листовой металл также часто оцинковывают.
Гайки, болты, инструменты и провода всех видов теперь оцинкованы, потому что это дешевый процесс, который определенно помогает увеличить срок службы металла!
Оцинкованная сталь, в частности, часто используется в современных зданиях со стальным каркасом.Оцинкованная сталь также используется для создания таких конструкций, как балконы, веранды, лестницы, лестницы, проходы и т. Д.
Оцинкованный металл — отличный выбор, если после завершения ваш проект будет жить на улице. Заборы, крыши, пешеходные дорожки — все это отличный выбор для оцинкованного металла!
Свяжитесь с Tampa Steel & Supply для оцинкованной стали
При всех доступных вариантах выбор подходящего металла для следующего строительного проекта или декоративного оформления может быть трудным, но вы не ошибетесь, выбрав оцинкованную сталь! Оцинкованная сталь не только имеет стильную отделку, но и обеспечивает надежную защиту от износа и ржавчины.
Нужна помощь в выборе подходящей продукции? Tampa Steel & Supply может помочь! Узнайте больше о защитных покрытиях, которые мы предлагаем здесь, или свяжитесь с нами сегодня для всех ваших потребностей в стали!
Сделайте запрос онлайн
или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Что такое оцинкованная сталь? (с иллюстрациями)
Оцинкованная сталь — это сталь, прошедшая химическую обработку для предотвращения коррозии. Сталь покрывается слоями оксида цинка, потому что этот защитный металл не так легко ржавеет. Покрытие также придает стали более прочную, устойчивую к царапинам поверхность, что многие считают привлекательной. Оцинкованная сталь является важным компонентом изготовления для бесчисленных случаев применения вне помещений, на море или в промышленности.
Оцинкованный металл, как и это ведро, устойчив к окислению.Как это сделано
Один из наиболее распространенных способов сделать сталь устойчивой к ржавчине — это смешать (легировать) ее с металлом, который менее подвержен коррозии: цинком. Когда сталь погружается в расплавленный цинк, химическая реакция навсегда связывает цинк со сталью.Таким образом, цинк не является герметиком, как краска, потому что он не просто покрывает другой металл; он фактически навсегда становится его частью. Самый внешний слой — это весь цинк, но последующие слои представляют собой смесь цинка и железа, а внутренняя часть — из чистой стали.
Хижина из оцинкованной стали.Этот процесс, известный как горячее цинкование, является одним из наиболее распространенных методов производства оцинкованной стали, но не единственным. При непрерывном цинковании стальной лист или проволока проходят через расплавленный цинк; это также форма горячего погружения, но оставляет более тонкий слой защитного металла. Сталь также можно окрашивать или покрывать цинком, хотя ни один из этих методов не создает прочной связи, как при горячем погружении. Электрогальванизация или гальваника использует электричество для создания связи между двумя металлами, в результате чего образуется относительно тонкий слой цинка.
Оцинкованные гвозди покрыты защитным цинковым покрытием.Степень цинкования обычно описывается как вес цинка на площадь поверхности, а не его толщина, потому что это дает лучшее представление о том, сколько металла было нанесено.Сталь часто оцинковывают после того, как были сформированы отдельные детали, такие как раскосы, гвозди, винты, балки или шпильки. Однако непрерывное цинкование листов часто выполняется до того, как металл будет использоваться для изготовления изделий, и он может выдерживать некоторые изгибы и формовку без отслаивания.
Из оцинкованной стали можно изготавливать листы для различных применений.Преимущества гальванизации
Цинк защищает сталь двумя способами. Во-первых, он очень устойчив к ржавчине; железо, основной компонент стали, очень легко реагирует с кислородом и влагой и в конечном итоге распадается. Слой цинка на поверхности препятствует тому, чтобы эти элементы так быстро достигли стали.На нем также образуется патина — слой оксидов, солей и других соединений цинка, обеспечивающий дополнительную защиту. Цинк также чрезвычайно прочен, устойчив к царапинам и имеет атласный вид, который многие находят привлекательным.
Внешний слой также защищает сталь, действуя как «жертвенный слой».«Если по какой-то причине ржавчина все же захватит поверхность оцинкованной стали, цинк подвергнется коррозии в первую очередь. Даже в тех областях, где поверхность поцарапана или повреждена, окружающий цинк все равно подвергнется коррозии раньше, чем сталь. Срок службы оцинкованная сталь может быть разной, но промышленная сталь с покрытием толщиной 3,9 мил (0,0039 дюйма или 0,09906 мм) может прослужить более 70 лет без обслуживания в обычных условиях.
использует
Оцинкованную сталь можно найти практически везде.Многие люди живут в домах со стальным каркасом, а здания часто строятся с крышами из оцинкованной стали. В автомобилях есть несколько стальных деталей, которые помогают защитить их от погодных условий, и он используется во многих морских приложениях из-за его способности противостоять соли и элементам. Этот металл не только дешев, долговечен и эффективен, но и популярен, потому что его можно перерабатывать и повторно использовать многократно.
Недостатки
У гальваники сравнительно немного недостатков, но это не лучший метод защиты всех стальных изделий.Некоторые объекты нельзя окунать горячим способом, часто из-за того, что они слишком велики или слишком малы, а другие формы цинкования часто не столь надежны и долговечны. В конце концов цинк подвергнется коррозии, хотя время, которое это займет, зависит от толщины покрытия и окружающей среды. Оцинкованная сталь имеет гораздо меньший срок службы, если она регулярно подвергается воздействию дождя или морской воды.
Оцинкованная сталь, которая охлаждается слишком медленно или складывается до того, как полностью остынет, может также отслаивать внешний слой цинка.В некоторых случаях между цинком и нижележащим сплавом могут образовываться небольшие зазоры, которые также могут вызывать отслаивание. Если нанести очень толстый слой цинка, он также может стать хрупким и отслоиться.
Альтернативы цинкованию
Некоторые металлические предметы нельзя эффективно оцинковать; покрытие из цинка, например, будет слишком толстым на маленьком винте.Во многих случаях вместо нее используется нержавеющая сталь с добавлением хрома. В отличие от оцинкованных металлов, нержавеющая сталь не покрывается металлом; хром входит в состав стального сплава.
Стальной трос может быть оцинкован для защиты от ржавчины и другой коррозии..Каковы различные виды использования оцинкованного металла?
Когда металлическое изделие предназначено для использования на открытом воздухе, оно часто изготавливается таким образом, чтобы оно могло противостоять ржавчине и коррозии от постоянного контакта с элементами. Одним из таких способов предотвращения ржавчины и коррозии является гальванизация, которая включает покрытие железа, стали или алюминия защитным слоем цинка. Оцинкованный металл можно использовать в бесчисленных количествах на открытом воздухе, хотя этот металл не ограничивается только наружным использованием.Оцинкованный металл можно использовать для любого применения, требующего влагостойкости, поэтому компоненты в доме или в зданиях могут также иметь оцинкованный металл.
Ведро металлическое оцинкованное.Пожалуй, самый узнаваемый оцинкованный металл, с которым знакомо большинство людей, — это ограждения из цепей.Такое ограждение можно увидеть в местных парках в виде бейсбольных упоров или вокруг домов и предприятий в виде ограждений по периметру. Оцинкованные металлические ограждения можно распознать, внимательно присмотревшись к столбам и звеньям цепи: они часто будут иметь тускло-серый цвет, но они также будут иметь кристаллический вид, который является результатом взаимодействия цинкового покрытия с кислородом после процесс гальванизации.
Для большинства столов для пикника требуются оцинкованные гвозди с защитным цинковым покрытием.Ведра из оцинкованного металла также широко используются в промышленных помещениях, а также в садах и приусадебных участках. Эти ведра могут быть самых разных размеров, форм и толщины, чтобы удовлетворить различные потребности в переноске. Большинство ведер в какой-то момент будут переносить жидкости, поэтому гальванизация исключительно важна для продления срока службы ведра.Различные инструменты, которые используются в доме или в саду, также могут быть изготовлены из оцинкованного металла, поскольку многие из этих инструментов будут контактировать с почвой, содержащей различный уровень влажности.
Гофрированные кровельные панели часто оцинковываются, чтобы противостоять ржавчине и коррозии от дождя или снегопада.Это относительно недорогой вариант кровли, который очень подходит для зданий с плоской крышей, таких как фабрики и склады. Подобные виды гофрированных металлических оцинкованных панелей используются при возведении бетонных конструкций. Панели могут использоваться как временные опоры, известные как опалубка. Опалубка также может быть постоянным элементом, который остается на месте после схватывания бетона, но чаще формы удаляются, чтобы бетон оставался на своем месте. Металлические формы можно очистить и использовать повторно много раз, и они будут менее подвержены повреждению водой из-за схватывания бетона.
Оцинкованный металл — это металл, покрытый защитным слоем цинка, который защищает его от ржавчины и коррозии из-за воздействия элементов. .| Наименование изделия у производителя | Кабелепровод SPLHCB, гальванизированная сталь/термопластичная резина, черный, бухта 10M, Ø32, SPLHCB32/10M, 1 шт. | |
| Артикул/тип | SPLHCB32/10M | |
| Статус продукта у ABB | ||
| 1-й уровень иерархии продуктов | Installation Products | |
| 2-й уровень иерархии продуктов | Compression Terminals | |
| 3-й уровень иерархии продуктов | Compression Terminals | |
| 4-й уровень иерархии продуктов | Compression Terminals | |
| Группа цен материалов | TCND | |
| Минимальный заказ у производителя | 1 | |
| Примечание | ||
| Страна происхождения | Германия | |
| Сертификация RoHS | ||
| Код EAN / UPC | 5020963053412 | |
| Код GPC | ||
| Код в Profsector.com | FA1.225.16.5936 | |
| Статус компонента у производителя | Заказ / 10 недель |
Профиль настенный вертикальный, сталь гальванизированная
К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов
Все результаты поискаДостоинства оцинкованной стали
Оцинкованная сталь в последнее время набирает все большую популярность за счет своих отличных эксплуатационных качеств. Высокопрочная, долговечная и удобная в применении оцинкованная лента зарекомендовала себя на рынке и нашла применение в многообразных отраслях.
Особенности стали
Оцинкованное покрытие защищает от коррозии и негативного воздействия окружающей среды, тем самым обеспечивая долговечность и прочность материала. Когда происходит оцинковка стали, на ее поверхности возникает защитный слой, обеспечивающий антикоррозийный эффект. Это и является отличительной особенностью и делает данную стальную ленту востребованным материалом.
Метод оцинковки стали заключается в нанесении на холоднокатаный прокат слоя в виде цинковых окислов. Его изготовление идентично процессу изготовления холоднокатаного проката, за исключением дополнительного этапа — проведения через специальную ванну, в которой и осуществляется его горячая оцинковка электролитическим способом.
Оцинкованная лента имеет следующие характеристики:
- Материал — низкоуглеродистая сталь и оцинкованный рулон;
- Толщина — от 0.25 до 3 мм;
- Ширина — от 5 мм;
- Марки цинка — Ц0, Ц1;
- Цинковое покрытие — от 10 до 60 мкм.
Процесс изготовления
Производство данного вида ленты может происходить двумя способами:
- Продольная резка
В этом случае плоская сталь с цинковым покрытием разрезается на отдельные продольные линии для получения нужного размера ленты.
- Цинкование готового холодного проката по отдельности
Холоднокатаную сталь сначала разрезают на ленты, а потом каждую ленту подвергают оцинковке.
Преимущества
Оцинкованная лента, благодаря своим эксплуатационным характеристикам, имеет массу достоинств перед своими конкурентами. Самое основное — устойчивость перед коррозией. Также она отличается долговечностью и эффективным сроком службы. Такая лента не рвется со временем и не подвергается деформации. Стойкость к разнообразным агрессивным погодным условиям не позволяет ей терять свои качества как в жарком и влажном климате, так и при максимально отрицательных температурах.
Большие нагрузки, штамповка, вытяжка и вальцовка ей тоже нипочем. Помимо этого, лента обладает гибкостью и высокой прочностью. А универсальность применения и доступная цена делает данный материал самым популярным.
Сферы применения
Оцинкованная лента имеет широкий спектр применения в различных сферах:
- строительство;
- отделочные работы;
- в качестве упаковочного материала;
- лесозаготовка;
- создание громоотводных элементов;
- промышленная отрасль;
- авиастроение;
- заземление линий электропередач и железнодорожных путей;
- производство труб и профилей;
- изготовление медицинского оборудования;
- производство мебели.
Теги: Оцинкованный прокат
Лучший металл для композитной черепицы
В чем секрет долговечности и нашей 50-летней гарантии?
ИСПЫТАНИЕ МОРСКИМ КЛИМАТОМ
Исследования GERARD, деятельность по новым разработкам сочетают в себе лабораторные эксперименты с реальной работой на испытательных площадках, и более чем 50 лет опыта в производстве композитной черепицы. GERARD располагает экспериментальными крышами, которые были установлены более 30 лет назад. Мы продолжаем наблюдать за ними.
В условиях сурового прибрежного климата, на западном побережье Новой Зеландии, тестируется черепица, изготовленная с применением защитного слоя для стального основания трех разных видов: гальванизированная сталь (100% цинк), гальфан (95% цинка и 5% алюминия) и алюминий-цинк (43,5% цинка, 55% алюминия, 1,5% кремния). Эти кровли были установлены бок о бок. Кровля из гальванизированной стали потребовала замены через 14 лет, а с защитным покрытием гальфан — через 16 лет.
Черепица с защитным слоем алюминия-цинка остается в хорошем состоянии после почти 30 лет службы, и ее дальнейшая служба в будущем оценивается положительно. Результаты наблюдения за композитной черепицей с защитным слоем алюминия-цинка не показали признаков коррозии на торцах листов или основной поверхности, и по своим характеристикам она превосходит черепицу из гальванизированной стали и черепицу с защитным слоем гальфан. Особенно это заметно в местах нахлеста листов черепицы: боковые нахлесты и пространство под водостоком.
Сталь с защитным слоем алюминия-цинка в лабораторных и полевых испытаниях показала себя лучшей альтернативой и лучшим материалом для кровли.
ДОКАЗАНО ПО ВСЕМУ МИРУ
Даже крупнейшие производители стали утверждают, что алюминий-цинк превосходит гальванизированную сталь и гальфан.
Мы в GERARD уверены, что защитный слой алюминий-цинк обеспечивает самый продолжительный срок службы черепицы.
Ваше преимущество
Защитный слой алюминия-цинка — это сверх-устойчивость к коррозии, а значит, ваша кровля прослужит вдвое дольше, чем кровля из гальванизированной стали.
Поэтому мы смело предлагаем 50-летнюю гарантию на кровли GERARD.
Оцинкованная сталь: виды, применение, преимущества
Часть текущей серии по оцинкованной стали
Что такое Гальванизация?
Гальванизация, или гальваника, — это производственный процесс, при котором покрытие из цинка наносится на сталь или железо для обеспечивают защиту и предотвращают ржавление. Есть несколько процессов цинкования доступен, но наиболее часто предлагаемый и используемый метод называется горячим погружением. цинкование.
оцинкованный сталь является одним из самых популярных видов стали из-за ее удлиненного долговечность, прочность и формуемость из стали плюс защита от коррозии цинково-железным покрытием.Цинк защищает основной металл, действуя как барьер для коррозионных элементов, а жертвенный характер покрытия приводит к долговечности и качеству стальное изделие.
Эта универсальность делает его применимым в различные проекты и отрасли, включая сельское хозяйство, солнечную энергию, автомобилестроение, строительство и так далее. Ниже мы стремимся предоставить исчерпывающий описание того, как обрабатывается оцинкованная сталь, разная оцинковка методы, их преимущества и способы использования в этих различных отраслях.
Этапы процесса цинкования следующие:
- Сталь очищена обезжириванием. раствор
- После очистки сталь протравливается опускают в чан с разбавленной горячей серной кислотой
- Затем сталь флюсовуют в водной раствор (обычно хлорид цинка и аммония)
- После флюса сталь гальванизируется путем погружения в ванну с расплавленным цинком
- После этого сталь проверяется для густоты и целостности покрытия
Какие преимущества оцинкованной стали?
Много разных отрасли промышленности используют оцинкованную сталь в первую очередь потому, что она имеет такой широкий спектр преимуществ для отраслей, в том числе наличие:
Низкая начальная стоимость по сравнению с большинством обработанных сталей.Кроме того, оцинкованные сталь сразу готова к использованию после доставки. Не требует дополнительная подготовка поверхности, осмотры, покраска / покрытие и т. д. избавляя компании от дополнительных затрат.
Более длительный срок службы. С гальваникой ожидается кусок промышленной стали прослужит более 50 лет в средних условиях и может прослужить более 20 лет при сильном контакте с водой. Техническое обслуживание не требуется. Увеличенный долговечность готового изделия из стали также увеличивает надежность.
Жертвенный анод гарантирует, что любая поврежденная сталь защищена окружающее цинковое покрытие. Не имеет значения, если стальной профиль полностью выставлен; цинк все равно сначала подвергнется коррозии. Покрытие разъедает предпочтительнее стали, создавая жертвенную защиту участков которые повреждены.
Устойчивость к коррозии от цинкового покрытия. Железные элементы в стали невероятно подвержен коррозии, но добавление цинка действует как защитный буфер между сталью и любой влагой или кислородом.Оцинкованная сталь очень защитные, включая острые углы и углубления, которые нельзя было защитить другие покрытия, делающие его устойчивым к повреждениям.
Различные способы цинкования
Как указано выше, существует несколько различные процессы цинкования стали.
Горячее цинкование
Первый и самый главный метод для цинкование горячее цинкование. Процесс очень похож на то, что название подсказывает! В этом методе сталь или железо погружают в расплав цинка. который поддерживает температуру около 860 ° F (460 ° C).Эта расплавленная ванна начинается металлургическая связь между цинком и принимающим металлом. После металла вытаскивается из ванны, он реагирует на воздействие атмосферы, и чистый цинк смешивается с кислородом с образованием оксида цинка. Оксид цинка далее реагирует в углекислый газ и образует карбонат цинка, который составляет окончательную защитную покрытие на материале. Контрольный признак горячеоцинкованного материала наличие кристаллического узора на поверхности, иногда именуется «блестками».”
Метод горячего цинкования экономичный выбор, который можно быстро выполнить как на простых, так и на сложных формы.
Новый материал с покрытием можно обрабатывать и обрабатываются аналогично материалам без покрытия. Банка из оцинкованной стали использоваться при высоких температурах до 392 ° F, но использовать при температурах превышение этого уровня приведет к отслаиванию слоя карбоната цинка.
Отжиг гальваники
Galvannealing — результат сочетание процессов отжига и горячего цинкования для получения специализированное покрытие на стали.Процесс гальванизации осуществляется через горячее погружение и мгновенный отжиг, дающие матово-серый цвет.
отожженный цинк Сталь — это продукт из сплава цинка и железа, в котором основной металл покрыт процесс горячего погружения, затем нагревают, чтобы вызвать сплавление расплавленного цинка покрытие и сталь. В результате получается матовая матовая поверхность. Отожженная оцинкованная сталь подходит для сварки, а поверхность отлично подходит для адгезия краски.
Предварительное цинкование
Также похож на горячее методом цинкования, но выполняется на самом первом этапе производства.Предварительное цинкование — это процесс, который включает прокатку листового металла через чистящее средство для быстрой грунтовки материала для цинкования. Тогда металл проходит через ванну с расплавленным жидким цинком и сразу же отскакивает. В Основным преимуществом этого метода является то, что рулоны стального листа могут быть быстро оцинкованы в больших масштабах с более однородным покрытием, чем традиционные метод горячего окунания.
Электрогальванизация
Самая уникальная из перечисленных методы электрогальванизации не включают погружение материала в расплавленный чан цинка.Вместо этого в электролит подается электрический ток. раствор, наносимый на сталь, который восстанавливает положительно заряженный цинк ионы к металлическому цинку, который затем осаждается на положительно заряженной стали. Как и предварительное цинкование, этот метод обычно выполняется на первом этапе производство.
Цинкование повышенной прочности сталь
Для получения дополнительной информации о процесс гальванизации передовой высокопрочной стали, а также наш партнер Национальная гальванизация, пожалуйста кликните сюда.
В каких отраслях используется оцинковка стали?
Металлы используются оцинкованные. везде!
Кузова автомобилей и многих велосипедов изготавливаются из оцинкованного металла. Некоторые трубы для питьевой воды до сих пор сделаны из оцинкованная сталь. Холоднокатаный листовой металл также часто оцинковывают. Орехи, болты, инструменты и провода всех видов теперь оцинкованы, потому что это дешевый процесс и помогает продлить срок службы металла!
Оцинкованная сталь, в частности, часто то, что используется в современных зданиях со стальным каркасом.Оцинкованная сталь также используется для создания таких конструкций, как балконы, веранды, лестницы, лестницы, пешеходные дорожки и многое другое. Оцинкованный металл — идеальный выбор, если ваш проект будет живите снаружи после того, как это будет сделано. Заборы, крыши, пешеходные дорожки — все это отличный выбор для оцинкованного металла!
- Ветряная и солнечная промышленность — Солнечная энергия проекты должны иметь непрерывный рабочий процесс после установки и любые ремонт / техническое обслуживание приводит к перебоям в обслуживании (иначе говоря, доход потеря).Это означает, что горячеоцинкованная сталь популярна в солнечной энергетике. проекты по их защите от коррозии. Он также популярен благодаря «Экологичность», потому что не производит выбросов и гарантирует десятилетия без обслуживания. Например, его часто используют в сельское хозяйство промышленность, потому что оборудование подвержено легко подвержены коррозии, что создает потребность в более жестких и устойчивых оборудование. Горячее погружение оцинкованная сталь обеспечивает защиту от коррозии, часто может длиться десятилетиями, даже в суровых условиях окружающей среды. сельское хозяйство.
- Автомобильная промышленность — хотя и только использовались на роскошных моделях до 1980-х годов, использование оцинкованных кузовов для автомобилей теперь норма в автомобилестроении. «Тело в белом» Автомобиль составляет около 80% кузова, все из оцинкованной стали. В Устойчивость к ржавчине оцинкованной стали также является хорошим маркетинговым инструментом для автомобильной промышленности, потому что она может предоставить «гарантии защиты от ржавчины» на клиенты.
- Строительная промышленность — для жилого или коммерческого назначения, долговечность оцинкованной стали сделала его популярны более века в строительной индустрии.Это также выбран для строительства из-за своей эстетики; «Сияние» оцинкованная сталь придает ему современный вид и пользуется популярностью в современные архитектурные проекты. Кроме того, он используется не только для больших структурные элементы, но такие вещи, как заборы, водостоки, перила, трубы, столбы, и многое другое.
- Телекоммуникационная промышленность — Телефон Линии — непростая задача по обслуживанию, они высокие и часто трудные достигнуть. Горячеоцинкованная сталь может использоваться в телефонной проводке и ящиках для оборудования. что снижает риск повреждения и необходимость в техническом обслуживании.
Ну вот и все! С нашим партнер Heidtman Steel, National Цинкование работает на предприятии площадью 245000 квадратных футов, где есть травление, цинкование, отжиг и резка — все в одном месте, удобно основные рынки. Такое сочетание возможностей предоставляет нашим клиентам беспрецедентная оперативность для удовлетворения постоянно меняющихся требований сегодняшнего дня. рынок.
О национальных материалах L.P. — с более чем 3000 сотрудников из многонациональный портфель компаний, NMLP предоставляет металлопродукцию которые включают предприятия по производству алюминиевого экструзии и проката из нержавеющей стали автомобильной, аэрокосмической, строительной, оборонной, электротехнической и промышленной рынки. Сделайте запрос онлайн или позвоните нам по телефону (США) 847-806-7200
Оцинкованная сталь — обзор
26.2.1 Арматура из оцинкованной стали
Арматурные стержни из оцинкованной стали успешно использовались в нескольких странах за последние 50 лет (Австралия, Бермудские острова, Нидерланды, Италия, Великобритания и США) и потребление повышается. Основными преимуществами оцинкованной стали являются:
- •
задерживает начало коррозии и растрескивания
- •
имеет очень хорошие характеристики в карбонизированном бетоне
- •
допускает повышенную миграцию хлоридов по сравнению со сталью без покрытия
- •
он обеспечивает защиту стали во время хранения
- •
он более долговечен в карбонизированном бетоне с трещинами, чем пруток без покрытия.
Горячеоцинкованная сталь производится погружением чистой флюсовой стали в ванну с расплавленным цинком. Слой, сформированный на поверхности стали, обычно состоит из тонкого внешнего покрытия из чистого цинка на серии слоев сплавов цинк / железо с возрастающим содержанием железа.
Характеристики оцинкованной стали в бетоне, о которых сообщается в литературе (Andrade et al., 1995), противоречивы. Хотя он успешно использовался на практике, лабораторные исследования показывают, что его эффективность не будет рентабельной.Факторы, лежащие в основе этого расхождения во взглядах, которые в настоящее время являются предметом обсуждения, следующие:
- •
pH цементного теста
- •
связь между арматурными стержнями и бетоном
- •
хроматная пассивация оцинкованной стали
- •
структура и толщина цинкового покрытия
- •
устойчивость цинкового покрытия к коррозии, вызванной ионами хлора
Цинк пассивен в большинство цементных паст, так как pH некарбонизированных цементных паст составляет 12–13.5. Пассивный слой будет образовываться при pH <13,3, верхнем пределе для пассивации, из-за образования слоя гидроксицинката кальция, препятствующего дальнейшей коррозии. Процесс пассивирования приводит к однородному обеднению цинка примерно на 10 мкм. Из чистого цинка образуется более защитная пленка, чем из сплава железо-цинк. Рекомендуется, чтобы внешний слой чистого цинка толщиной не менее 10 мкм и общий гальванизированный слой толщиной не менее 80–85 мкм были необходимы для обеспечения надлежащей защиты при заделке в бетон.
В бетоне, изготовленном из цемента с исключительно высоким содержанием растворимой щелочи, образование пленки может быть замедлено в течение периода схватывания, а коррозия цинка в затвердевшем бетоне будет зависеть от окружающей среды (влажность, проникновение хлоридов).
При образовании пассивного слоя выделяется водород. Хотя выделение водорода повышает риск охрупчивания, арматурные стержни, обычно используемые в строительстве, не подвержены водородному охрупчиванию.Точно так же водород, выделяющийся в процессе травления (травление является частью подготовки поверхности перед нанесением цинка с использованием слабой кислоты) перед цинкованием, не вызывает проблем. Цинкование обычно не рекомендуется для сталей с пределом прочности на разрыв выше 700–800 Н / мм 2 , т.е. не для предварительно напряженных сталей, здесь риск водородного охрупчивания более серьезен, чем для ненапряженной арматуры.
В нескольких отчетах (Andrade et al., 1995) сравнивается снижение прочности сцепления гальванизированных сталей и сталей без покрытия, как гладких, так и деформированных.Уменьшение сцепления объясняется образованием пузырьков водорода на границе раздела между стержнем и бетоном. Было высказано предположение (Andrade et al., 1995), что это можно преодолеть, добавляя хромат к бетонной смеси или подвергая стержни хроматной пассивации. С другой стороны, производимые цинкаты — которые менее экспансионны и более растворимы, чем продукты коррозии железа в цементной среде — могут диффундировать в поры бетона и локально сделать бетон более плотным, увеличивая прочность сцепления выше ожидаемой. для бара без покрытия.
На практике большая часть строительства выполняется из деформированного стержня, и вероятно, что выделение водорода не повлияет на прочность соединения гальванизированной деформированной стальной арматуры. Однако использование пассивирующего агента все еще обсуждается. Наиболее эффективным является хромат, но его использование в качестве добавки к бетону вызывает ряд серьезных экологических и медицинских вопросов на месте и, безусловно, будет отклонено производителями цемента и подрядчиками. Было бы более целесообразно использовать хромированные стержни, поскольку, в первую очередь, это ограничит количество используемого хромата и обеспечит его попадание туда, где это необходимо.Кроме того, он обеспечит дополнительную защиту от коррозии перед использованием и гарантирует, что плохое хранение не приведет к появлению белой ржавчины на арматурном стержне.
Цинковые покрытия остаются пассивными в карбонизированном бетоне, и скорость коррозии намного ниже, чем у стали без покрытия. Это делает арматуру из оцинкованной стали идеальной для использования в бетоне, подверженном риску карбонизации.
Что касается коррозионной стойкости в бетоне, загрязненном хлоридами, следует различать заливной хлорид и тот, который проникает снаружи.Литой хлорид может разрушить цинковое покрытие до и во время образования пассивного гидроксицинката кальция, тогда как хлориды, проникая извне, обнаруживают, что пассивный слой уже сформирован, и поэтому могут быть менее опасными.
Хотя цинк может подвергаться депассивации и разрушению в присутствии ионов хлора, устойчивость гальванизированной стали к хлоридам выше, чем у стали без покрытия. Гальванизация защищает сталь от проникновения хлоридов, поскольку она более толерантна к хлоридам, требует более высокой концентрации для депассивации и более медленно корродирует в условиях, загрязненных хлоридом.
Горячеоцинкованная стальная полоса от thyssenkrupp
Стальная горячеоцинкованная полоса от thyssenkrupp Пропустить навигациюОптимальная всесторонняя защита от коррозии
Горячеоцинкованная стальная полоса от thyssenkrupp сочетает в себе преимущества периодического и непрерывного цинкования. Горячекатаная сталь непрерывно оцинкована, и, в отличие от стандартной полосы, оцинкованной горячим способом, ее края также имеют покрытие.
Горячекатаная сталь согласно DIN EN 10111 и 10025-2 доступна в качестве материала подложки.Различные веса покрытия от 120 до 500 г / м 2 могут поставляться в зависимости от предполагаемого использования и требований к защите от коррозии и формуемости.
Подпишитесь на нашу рассылку новостей
Коротко о преимуществах:
- Лента оцинкованная горячим способом со всесторонней защитой от коррозии
- Плотность покрытия от 120 до 500 г / м² в зависимости от требований к защите от коррозии и формуемости.
- Хорошие формовочные свойства
- Хорошие адгезионные свойства для последующей окраски
- Временная защита от белой ржавчины путем пассивации
- Диапазон размеров включает толщину от 1.От 5 до 6 мм и шириной полосы от 15 до 200 мм
- Форма выпуска: катушки или отрезки по длине
Помимо очень хорошей адгезии покрытия и выдающейся коррозионной стойкости, горячеоцинкованная полоса обладает хорошими формовочными свойствами, на которые в значительной степени влияет толщина цинкового покрытия.
Его применение много и разнообразно: от кронштейнов для водостоков и профилей с малым весом покрытия и хорошей формуемостью до роллетных дверей, строительной фурнитуры, кронштейнов для труб и бочкообразных обручей с нормальной коррозионной стойкостью и простой формовкой до громоотводов и заземляющих полос повышенная защита от коррозии и низкие требования к формуемости.
Доступные марки стали
| Низкоуглеродистая сталь для холодной штамповки, DIN EN 10111 | DD11, DD12 |
| Сталь общего назначения, нелегированная, DIN EN 10025-2 | S185, S235, S275, S355 |
Другие марки стали доступны по запросу.
Доступные группы заказов и цинковые покрытия
| Группа заказов | Среднее значение | Одноточечный тест |
|---|---|---|
| Z120 | 120 | 95 |
| Z160 | 150 | 120 |
| Z226 | 225 | 180 |
| Z300 | 300 | 240 |
| Z400 | 400 | 320 |
| Z600 | 500 | 400 |
Группа заказов марок стали согласно DIN EN 10111, 10025-2.Вес покрытия в каждом случае относится к одной стороне.
Размеры
| Форма выпуска | ТОЛЩИНА от_до в мм | ШИРИНА от_до в мм | ДЛИНА от_до в мм |
|---|---|---|---|
| Катушки | 1,50 — 6,00 | 15–200 | – |
| Длина обрезки | 1,50 — 6.00 | 15–120 | 500–7 500 |
Катушки могут поставляться с вертикальной или горизонтальной осью. Допустимые отклонения размеров, толщины и ширины см. В информации о продукте.
Примечания к заявкам и оформлению
Защита от коррозии
Нанесение цинкового покрытия на горячекатаную полосу обеспечивает хорошую общую защиту и идеальную защиту от коррозии. Преимущество узкой полосы горячего цинкования заключается в том, что ее края также имеют покрытие.Защитный эффект основан на относительном положении цинка и железа в электрохимическом ряду. Поскольку цинк менее благороден, чем железо, он в первую очередь подвергается воздействию окружающей среды, например, влажности, жертвуя собой и предотвращая процесс окисления на поверхности стали.
Однако общее коррозионное поведение зависит от различных факторов, таких как температура, электрическая проводимость электролита и толщина верхнего покрытия. Коррозионное поведение можно оценить только с учетом взаимодействия всех этих факторов отдельно для каждого конкретного случая применения.
Как правило, чем толще цинковое покрытие, тем выше защита от коррозии.
Формовка
Горячеоцинкованная узкая полоса обладает хорошими формовочными свойствами. При выборе толщины покрытия следует учитывать, что формуемость улучшается с уменьшением толщины покрытия. Выбор материала зависит от требований к формовке и окончательной формы заготовки. Формовочные штампы необходимо адаптировать, поскольку цинковое покрытие имеет разные физические свойства.Радиусы втягивания и зазоры матрицы должны быть больше, чем для непокрытого материала.
Использование металлокерамики или специально обработанных поверхностей фильеры может снизить риск холодной сварки. Смазочные материалы для волочения обычно требуются при формовании узкой горячеоцинкованной полосы, а параметры машины, такие как усилие прижима заготовки, должны соответствовать различным свойствам текучести материала с покрытием.
Присоединение к
Могут использоваться все термические и механические методы соединения, а также склеивание.Однако особые свойства Z-покрытия требуют адаптации параметров обработки по сравнению с материалами без покрытия. Методы соединения, которые не повреждают поверхность полосы и, таким образом, сохраняют антикоррозионные свойства покрытия, включают резьбовые соединения, заклепку и подгибку кромок. Проблема контактной коррозии между различными материалами должна решаться в индивидуальном порядке.
Сварка
При использовании процессов сварки плавлением цинковое покрытие выгорает локально в зоне сварного шва, обнажая участки поверхности под ним, которые в этом случае не имеют защиты от коррозии.Требуется соответствующая последующая обработка сварного шва для противодействия влиянию окружающей среды. Лазерная сварка зарекомендовала себя как очень хороший процесс сварки плавлением благодаря низкому тепловыделению в зоне шва. Также можно легко использовать методы контактной сварки, поскольку первоначальная защита остается в значительной степени нетронутой. Однако по сравнению с материалом без покрытия необходимо регулировать усилие на электроде, ток электрода и охлаждение электрода, чтобы учесть факторы марки стали, толщины полосы и толщины цинкового покрытия.
Пайка
Горячеоцинкованная узкая полоса легко паяется. Большим преимуществом пайки является то, что защита от коррозии сохраняется в полной мере, поскольку температура испарения цинка выше, чем точки плавления мягкого и твердого припоя. Цинковое покрытие необходимо обработать подходящим флюсом для подготовки к пайке. Здесь также необходимо учитывать увеличенную толщину покрытия.
Покрытие
Органическое покрытие может быть нанесено на узкую горячеоцинкованную полосу для усиления защиты от коррозии и / или в декоративных целях.Цинковое покрытие обеспечивает хорошие адгезионные свойства, которые можно улучшить за счет химически пассивированной поверхности. Чтобы избежать проблем с адгезией, необходима тщательная очистка специальным чистящим средством и активация поверхности.
Нержавеющая стальи оцинкованная сталь: в чем разница
При выборе типа металла необходимо учитывать множество факторов. Ни один тип металла не лучше другого, однако есть определенные материалы, которые в определенных условиях выглядят намного лучше.
Давайте рассмотрим различия между двумя видами стали высшего качества: нержавеющая и оцинкованная.
Мы обсудим процесс производства обоих стилей из базового продукта, как они взаимодействуют друг с другом при сварке и болтовом соединении, а также какие погодные условия, климат и тип нагрузки следует применять к каждому из них.
Вы можете быть удивлены различиями между ними. Учтите факторы, представленные здесь, чтобы максимально использовать свой проект!
Почему сталь?
Сталь — один из самых прочных материалов, известных нашему миру.Это продукт, используемый в конструкциях, инструментах, машинах, оружии, мобильных устройствах, и его можно найти практически в любой части мировой инфраструктуры.
Сталь — это сплав или смесь металлов, в основном состоящая из железа. Добавкой к смеси является углерод и часто марганец.
Эти элементы реструктурируют железо и создают плотность, железо, проводимость и блеск, которые, как вы знаете, являются сталью.
Сталь часто представляет собой переплавленный переработанный лом.Затем этот расплавленный металл проходит несколько процессов, чтобы убедиться, что это подходящее вещество для производства желаемой стали.
Конечный результат может отличаться. Различные соотношения и добавленные материалы позволят производить разные типы стали.
Стальиспользуется для множества вещей по всему миру, и ее прочность на растяжение, гибкость, жесткость, память, температура плавления, проводимость и коррозионная стойкость позволят более широко использовать это экономичное структурное чудо.
Нержавеющая сталь и оцинковка
Стальчасто модифицируют, чтобы приобретать свойства, позволяющие ей противостоять элементам и опасностям для ее структурной целостности. Два наиболее распространенных варианта — это нержавеющая сталь и оцинкованная сталь.
Оба этих материала прошли специальную обработку, которая делает их пригодными для использования во многих случаях.
Сначала поговорим о оцинкованной стали. Гальванизация — это процесс, при котором сталь обрабатывается таким образом, чтобы защитить ее от ржавчины или коррозии.Благодаря этому оцинкованная сталь отлично подходит для использования внутри и снаружи помещений.
Это также означает, что вы можете закрепить оцинкованный ремешок или металлическую деталь таким образом, чтобы они соприкасались с другим металлом или материалом, и сделайте это с помощью контрастного болта или винта.
Цинкование стали заключается в погружении готового стального изделия в горячую ванну с цинком. В этом процессе происходит соединение цинка с поверхностью стали. Цинковое покрытие склеивается таким образом, что внешний слой покрывается чистым цинком.
Внешний слой этого нового стального изделия на самом деле тверже, чем сталь, к которой он приклеен. Сталь теперь имеет броню, защищающую ее от ржавчины и коррозии. Внешний вид оцинкованной стали легко узнать, поскольку вещество, которое вы видите, на самом деле является цинком!
Нержавеющая сталь — это совершенно другой вид модификации стали. Как следует из названия, эта сталь не оставляет пятен! Он также обладает свойствами, которые делают его почти невосприимчивым к коррозии, окислению и ржавчине.
Нержавеющая сталь — это стальной сплав. Помимо углерода, добавляемого в железо, нержавеющая сталь содержит еще один секретный ингредиент, называемый хромом. Именно этот хром позволяет стали не ржаветь и не подвергаться коррозии.
Что следует учитывать при обвязке
Оцинковка и нержавеющая сталь — одни из лучших материалов по долговечности и прочности. Особенно это касается металлической обвязки. Однако есть определенные критерии, на которые следует обратить внимание при выборе между ними.
Металлическая обвязка используется в различных системах. От подвесного канала до обвязки столбов для знаков вам нужно будет учесть место, злоупотребления и условия, которым будет подвергаться установка скоб, чтобы выбрать лучший материал для вас.
Допустим, вы хотите использовать металлическую ленту для обвязки картонной упаковки для транспортировки. Поскольку упаковка, вероятно, будет подвергаться воздействию элементов только до тех пор, пока она находится на пороге, гальванизация не требуется.
Хотя упаковка может стоять на полке и подвергаться воздействию различной влажности, лента из нержавеющей стали легко выдерживает эти условия.
Нержавеющая сталь — отличный вариант для упаковки, поскольку она способна сохранять гибкость в течение длительного периода времени. Сгибание и манипуляции при транспортировке повлияют на нержавеющую сталь гораздо меньше, чем на оцинкованный материал.
Обвязка из нержавеющей стали настолько профессиональна, насколько это возможно при связывании предметов в коробках или свернутых бухтой, и есть инструменты, которые делают это невероятно легко.
Когда дело доходит до обвязки труб, кабелепровода и других потенциально несходных металлических поверхностей, которые могут подвергаться воздействию погодных условий, лучше всего подойдет оцинкованная лента.
Оцинкованная обвязка — один из самых быстрых, простых и самых безопасных способов прокладки труб, воздуховодов, сантехники и электромонтажных работ. Он совместим с любым типом винта, который вы применяете к нему, и обладает высокой прочностью на растяжение.
Оцинкованный ремешок можно сгибать. работает и используется таким образом, чтобы весовая нагрузка была перпендикулярной и квадратной, поскольку именно здесь тонкий ремешок является самым прочным. После установки этот ремешок прослужит долго.
В отличие от обвязки из нержавеющей стали, оцинкованную обвязку необходимо сформировать и оставить.Это сохраняет максимальное сцепление цинка с наружной поверхностью и защищает сталь от ржавчины.
Бесконечное использование
Будь то срочный ремонт, тяжелая поставка или долгосрочный проект, и оцинкованная сталь, и нержавеющая сталь найдут свое место в руках как мастера, так и любителя.
Проекты всегда требуют уточнения в зависимости от области применения. Знание того, какой вариант металла подходит, может сэкономить вам время, деньги и избавить от головной боли в будущем.
Если вам нужна металлическая обвязка, обратите внимание на IndMetal и получите именно то, что вам нужно, из нержавеющей стали против оцинкованной
производителей оцинкованной стали | Поставщики оцинкованной стали
Оцинкованная сталь — Block Steel Corp.Сталь, состоящая преимущественно из железа, является одним из самых распространенных сплавов в мире. Помимо железа и углерода, используются другие металлические элементы для создания уникальных сплавов со специальными свойствами. Гальванизация усиливает эти качества, образуя металлургическую связь между сталью и цинком. Это не только улучшает прочность на разрыв, но и обеспечивает дополнительный уровень защиты. Хотя этот слой, толщина которого варьируется от одного мил до чуть более четырех мил, в конечном итоге подвергается коррозии, повреждение значительно замедляется.
Нанесение цинка является относительно простой и рентабельной процедурой, что делает его использование популярным для различных стальных креплений и приспособлений, таких как решетки, решетки, ручки и решетки, гвозди, скобы, винты, балки, шпильки и даже автомобильные вагонка. Во многих отраслях промышленности используются детали из оцинкованной стали с увеличенным сроком службы. В строительстве, автомобилестроении, электронике, судостроении, авиакосмической, морской, химической и пищевой промышленности, производстве электроэнергии, водоочистке и ряде других применений гальванизация используется для обеспечения качества и безопасности готовой продукции.
Гальванизация чаще всего достигается с помощью процесса, известного как горячее цинкование. По сути, это включает ванну стальных компонентов в расплавленном цинке. Цинк находится в жидком состоянии при температуре около 860 ° F. Металлические изделия, предварительно очищенные раствором легкой кислоты, либо погружаются, либо загружаются в ванну с цинком, которая образует прочную связь с материалами основы.
При воздействии кислорода и углекислого газа в атмосфере цинк затвердевает и образует слой карбоната цинка, который дополнительно защищает стальные изделия.В то время как традиционное горячее погружение все еще широко используется, два дополнительных метода становятся все более распространенными и популярными. Электрооцинковка пропускает электрический ток через цинковый компаунд, чтобы создать более тонкое и прочно связанное покрытие.
Новейшей разработкой является экологически безопасное термодиффузионное цинкование, которое устраняет опасные щелочные и кислотные ванны, используемые в традиционных методах. Вместо ванны расплава цинковый порошок наносится на стальные детали, которые затем герметизируются в барабане и обрабатываются во вращающейся печи.
Цинк можно наносить в один или несколько слоев в зависимости от предполагаемого использования стали. Каждый метод приводит к образованию блесток, однородных или крупнозернистых на готовом продукте. Блестки — это кристаллическая структура, которая придает ранее блестящим металлам тускло-серый оттенок. Гальванизация чаще всего применяется к предварительно отформованным, готовым к сборке деталям, хотя некоторые сервисные центры по обслуживанию стали также предоставляют готовые формы.
Оцинкованное железо и сталь: характеристики, применение и проблемы
Бетон
Двухгодичная очистка и удаление пятен с деревянных конструкций
Код процедуры: 640002S
Заполнение отверстий в деревянной облицовке шпоном
Код процедуры: 640002S
Ремонт трещин и отверстий в деревянных изделиях
Код процедуры: 640016S
Периодическое обслуживание деревянных панелей из шпона
Код процедуры: 640001S
Удаление шеллака с деревянных деталей и повторная окраска
Код процедуры: 640012S
Ремонт деревянных конструкций, поврежденных водой
Код процедуры: 640011S
Замена изношенных деревянных конструкций
Код процедуры: 640015S
Окрашивание и лакирование изделий из дерева
Код процедуры: 640014S
Приготовление воды Javelle
Код процедуры: 371002S
Приготовление раствора для удаления напитков, сажи, смолы и других пятен с бетона
Код процедуры: 371001S
Обработка пятен бронзы и меди на бетоне
Код процедуры: 371044S
Запечатывание составных пятен от бетона
Код процедуры: 371009S
Обработка пятен компаундом от бетона
Код процедуры: 371014S
Пятна чернил для удаления пятен с бетона
Код процедуры: 371024S
Удаление пятен йода с бетона
Код процедуры: 371025S
Обработка пятен ржавчины на железе с бетона
Код процедуры: 371026S
Обработка пятен льняного, соевого и тунгового масла от бетона
Код процедуры: 371030S
Удаление пятен смазки и нефтяного масла с бетона
Код процедуры: 371031S
Обработка пятен пота от бетона
Код процедуры: 371033S
Укладка фанеры или пятен герметика от бетона
Код процедуры: 371034S
Удаление пятен мочи с бетона
Код процедуры: 371038S
Нанесение пятен от конфет и кондитерских изделий на бетон
Код процедуры: 371008S
Удаление пятен асфальта с бетона
Код процедуры: 371005S
Удаление пятен от напитков с бетона
Код процедуры: 371006S
Удаление пятен крови с бетона
Код процедуры: 371007S
Удаление жевательной резинки с бетона
Код процедуры: 371010S
Удаление пятен угольной смолы с бетона
Код процедуры: 371012S
Удаление пятен креозота с бетона
Код процедуры: 371013S
Удаление высолов с бетона
Код процедуры: 371016S
Удаление отделки и отверждение обесцвечивания бетона
Код процедуры: 371018S
Удаление пятен от огня, дыма, копоти, смолы и древесной смолы с бетона
Код процедуры: 371019S
Удаление жирных пятен с бетона
Код процедуры: 371001S
Удаление пятен от гипсовой штукатурки с бетона
Код процедуры: 371022S
Удаление пятен плесени с бетона
Код процедуры: 371028S
Удаление пятен мха с бетона
Код процедуры: 371029S
Удаление старого эластичного клея для полов с бетона
Код процедуры: 371003S
Удаление поверхностной грязи с бетона
Код процедуры: 371015S
Удаление пятен табака с бетона
Код процедуры: 371037S
Удаление пятен от древесины с бетона
Код процедуры: 371042S
Стандартная последовательность испытаний для удаления неизвестных пятен с бетона
Код процедуры: 371003G
Удаление пыли с бетонных полов
Код процедуры: 371002S
Исправление отложений для бетонной кладки
Код процедуры: 373202S
Ямочный ремонт сколотого бетона
Код процедуры: 373204S
Удаление и замена изношенного бетонного покрытия
Код процедуры: 373203S
Ремонт трещин в бетоне путем введения эпоксидной смолы
Код процедуры: 373201S
Типы трещин в бетоне и типичные причины
Код процедуры: 373202G
Избранные материалы по восстановлению и очистке бетона
Код процедуры: 370001R
Обработка восходящей влаги путем введения химической гидроизоляции
Код процедуры: 715001S
Очистка исторического стекла
Код процедуры: 880002S
Замена разбитого стекла в деревянных и металлических окнах
Код процедуры: 880001S
Очистка дверной фурнитуры
Код процедуры: 870002S
Установка облицовки из свинцового камня для защиты стыков кладки
Код процедуры: 765601S
Установка уплотнителя на металлических окнах с двойным подвесом
Код процедуры: 850001S
Ремонт листового металла
Код процедуры: 762004S
Рекомендации по установке крыши из листового металла со стоячим швом
Код процедуры: 761001S
Установка кровли из листового металла Terne
Код процедуры: 761007S
Ремонт отдельного рулонного шва обрешетки на кровле из листового металла
Код процедуры: 761010S
Ремонт отдельного стоячего шва на медной крыше
Код процедуры: 761011S
Ремонт кровли с использованием шиферной черепицы
Код процедуры: 731503S
Три метода предотвращения образования обледенения на крышах из шиферной черепицы
Код процедуры: 731504S
Крепление внешней деревянной балюстрады
Код процедуры: 643001S
Герметизация дырявых деревянных окон с двойным подвесом
Код процедуры: 861101S
Ремонт царапин, вмятин и вмятин на деревянных орнаментах стен
Код процедуры: 644004S
Замена поврежденных или отсутствующих частей деревянного карниза
Код процедуры: 644002S
Двери и окна
Восстановление врезной петли
Код процедуры: 871201S
Устранение скрипов и шлифовки петель
Код процедуры: 871202S
Ремонт латунной фурнитуры для окон и дверей
Код процедуры: 871004S
Ремонт микротрещин в пигментированных панелях структурного стекла
Код процедуры: 881001S
Ремонт отверстий и больших трещин в пигментированных панелях структурного стекла
Код процедуры: 881003S
Замена поврежденных пигментированных панелей структурного стекла
Код процедуры: 881002S
Избранные материалы по остеклению
Код процедуры: 880001R
Временная заделка сколов и трещин в оконном остеклении
Код процедуры: 880002S
Обработка конденсата на историческом стекле и штормовых створках
Код процедуры: 880001S
Копирование бронзового оборудования
Код процедуры: 870001S
Выбранное чтение на оборудовании
Код процедуры: 870001R
Ремонт существующего свинцового стекла
Код процедуры: 882201S
Замена разбитого, отсутствующего или неоригинального стекла на новые панели из свинцового стекла
Код процедуры: 882202S
Удаление и перекраска металлических дверей
Код процедуры: 810001S
Нанесение позолоченной надписи на внутренние деревянные двери
Код процедуры: 501027S
Очистка и покраска стальных окон
Код процедуры: 850002S
Выбранное чтение на металлических окнах
Код процедуры: 850001R
Зачистка и перекраска наружных оцинкованных металлических окон
Код процедуры: 850003S
Установка бронзовых вращающихся дверей
Код процедуры: 847001S
Ремонт и замена поврежденного оконного экрана
Код процедуры: 866001S
Перекраска стальных окон
Код процедуры: 851001S
Выбранное чтение в Storm Windows
Код процедуры: 867001R
Ремонт двойных грузов для оконных створок и шнуров / цепей
Код процедуры: 876001S
Избранные надписи на деревянных дверях
Код процедуры: 820001R
Ремонт переплетной двери
Код процедуры: 821001S
Ремонт изгибов или изгибов деревянной дверной коробки
Код процедуры: 821002S
Устранение перекручивания или заклинивания дверных проемов
Код процедуры: 821004S
Ремонт дверей без отвеса
Код процедуры: 821005S
Ремонт дверной фурнитуры кармана, включая гусеницы и упоры
Код процедуры: 821006S
Замена поврежденных деревянных дверей
Код процедуры: 821003S
Общие инструкции по изготовлению и установке деревянных окон
Код процедуры: 861002S
Восстановление деревянных окон
Код процедуры: 861001S
Ремонт погодных проверок на деревянном подоконнике
Код процедуры: 861005S
Замена деревянного подоконника
Код процедуры: 861004S
Восстановление деревянных оконных створок и рам
Код процедуры: 861006S
Выбранное чтение на деревянных окнах
Код процедуры: 861009R
Отклеивание деревянной створки окна с двойным подвешиванием
Код процедуры: 861003S
Электрооборудование
Избранные материалы по общим электрическим требованиям
Код процедуры: 1601001R
Рекомендации по установке пожарной сигнализации в исторических зданиях
Код процедуры: 1672101G
Источники исторических репродукций освещения
Код процедуры: 1650001R
Очистка и покраска чугунных ламп
Код процедуры: 1651005S
Очистка декоративных бронзовых осветительных приборов
Код процедуры: 1651003S
Замена декоративных бронзовых осветительных приборов
Код процедуры: 1651002S
Восстановление оригинальных настенных светильников из кованого железа
Код процедуры: 1651001S
Выбранные материалы по обслуживанию и распространению
Код процедуры: 1640001R
Отделка
Установка клеевых акустических потолочных плит
Код процедуры: 951201S
Удаление пятен на ковровом покрытии
Код процедуры: 968001S
Общие инструкции по техническому обслуживанию керамической плитки
Код процедуры: 931001G
Установка пола из керамической мозаики в соответствии с существующей плиткой
Код процедуры: 931002S
Установка новой глазурованной настенной плитки
Код процедуры: 931010S
Методы удаления пятен ржавчины с керамической плитки
Код процедуры: 931001S
Перетяжка керамической плитки
Код процедуры: 931008S
Удаление пятен меди, серебра и никеля с керамической плитки
Код процедуры: 931005S
Удаление высолов с керамической плитки
Код процедуры: 931011S
Удаление жирных пятен с керамической плитки
Код процедуры: 931004S
Ремонт сломанной плитки
Код процедуры: 931009S
Замена поврежденной или отсутствующей керамической плитки
Код процедуры: 931003S
Регулярная очистка и удаление пятен с керамической плитки
Код процедуры: 931006S
Замена треснувшей керамической плитки для пола
Код процедуры: 931101S
Окраска внешней штукатурки
Код процедуры: 9
S
Зашивание волосяных трещин в гипсе
Код процедуры:
2S
Устранение мелких сколов и трещин в штукатурке
Код процедуры:
5S
Ремонт сломанных вертикальных стяжек на подвесном гипсовом потолке
Код процедуры:
6S
Повторное отверждение штукатурки для стен или потолка
Код процедуры:
4S
Трехслойная заделка отверстий в штукатурке
Код процедуры:
3S
Архитектурная Скальола: характеристики, использование и проблемы
Код процедуры:
5G
Очистка и удаление краски с гипсовых поверхностей
Код процедуры:
8S
Скрытие пятен от воды на гипсовых поверхностях
Код процедуры:
4S
Консолидация расслоенной скальолы
Код процедуры:
6S
Дублирование гипсовых отливок
Код процедуры:
1S
Обрешетка и штукатурка стен и потолков
Код процедуры:
3S
Закрытие больших отверстий в штукатурке гипсокартоном
Код процедуры:
2S
Полировка архитектурной скальолы
Код процедуры:
7S
Удаление высолов с гипса
Код процедуры:
4S
Удаление рыхлой штукатурки и исправление заплат
Код процедуры:
0S
Удаление пятен и высолов с архитектурной скальолы
Код процедуры:
9S
Ремонт трещин в архитектурном скальоле
Код процедуры:
3S
Репликация декоративной гипсовой накладки
Код процедуры:
5S
Восстановление металлического листа на штукатурке
Код процедуры:
1S
Выбранные показания на планке и гипсе
Код процедуры:
4R
Установка подвесных потолочных систем
Код процедуры: 951301S
Ремонт радиатора
Код процедуры: 1575001S
Сохранение декоративной росписи на штукатурке
Код процедуры: 9S
Оценка необходимости смягчения воздействия свинцовой краски
Код процедуры: 9G
Общие инструкции по окраске внешних и внутренних поверхностей
Код процедуры: 9S
Руководство по определению старинных цветов краски
Код процедуры: 9
Свойства и использование кальциминовой краски
Код процедуры: 9
G
Свойства и способы применения побелочной краски
Код процедуры: 9
Меры защиты для работ по снижению опасности красок на основе свинца
Код процедуры: 9
G
Снижение опасностей, связанных с краской на основе свинца, с помощью комбинации методов борьбы с загрязнением и временного контроля в Windows
Код процедуры: 9S
Снижение опасностей, связанных с краской на основе свинца, с помощью методов временного контроля в Windows
Код процедуры: 9S
Регулярная чистка окрашенных или побеленных дверей
Код процедуры: 9
S
Регулярная и периодическая чистка стен и потолков
Код процедуры: 0180004S
Избранные показания по окраске (прозрачные и непрозрачные покрытия)
Код процедуры: 9
R
Рекомендации по подготовке поверхности для кирпича, металла, дерева и штукатурки
Код процедуры: 9G
Установка новой карьерной плитки в соответствии с исторической карьерной плиткой
Код процедуры: 933001S
Замена ослабленных, сломанных или отсутствующих отдельных плиток карьера
Код процедуры: 933002S
Удаление клея линолеума с полов
Код процедуры: 965001S
Очистка пола из пробковой плитки
Код процедуры: 966002S
Чистка и уход за виниловыми плиточными полами
Код процедуры: 966006S
Пробковая плитка: характеристики, применение и проблемы
Код процедуры: 966001G
Линолеум: характеристики, применение и проблемы
Код процедуры: 966002G
Удаление скоплений грязи на асфальтовой плитке
Код процедуры: 966004S
Замена треснувшей или отсутствующей асфальтовой плитки
Код процедуры: 966002S
Замена поврежденной или отсутствующей пробковой плитки для пола
Код процедуры: 966003S
Замена пола из пробковой плитки
Код процедуры: 966001S
Регулярная и периодическая чистка упругого плиточного пола
Код процедуры: 966001S
Повторное прикрепление потолочных панелей из незакрепленного или упавшего олова
Код процедуры: 954501S
Отдельные показания на специальных поверхностях потолка
Код процедуры: 954501R
Удаление и замена структурных стеклянных стеновых панелей
Код процедуры: 954001S
Удаление подвесной акустической потолочной системы и восстановление оригинального гипсового потолка
Код процедуры: 951101S
Эпоксидный ремонт трещин в полах Terrazzo
Код процедуры: 940005S
Установка нового склеенного пола из терраццо в соответствии с историческим полом терраццо
Код процедуры: 940004S
Заплатка мелких сколов и трещин в терраццо с помощью цементного раствора
Код процедуры: 940003S
Шлифовка полов Terrazzo
Код процедуры: 940010S
Удаление кофейных пятен с полов терраццо
Код процедуры: 940008S
Удаление чернильных пятен с полов терраццо
Код процедуры: 940001S
Удаление пятен йода с полов Terrazzo
Код процедуры: 940009S
Удаление пятен смазочного масла с полов Terrazzo
Код процедуры: 940006S
Удаление пятен табака с полов терраццо
Код процедуры: 940007S
Руководство по текущему профилактическому обслуживанию Terrazzo
Код процедуры: 940001S
Зачистка и очистка грязных или обесцвеченных полов Terrazzo
Код процедуры: 940002S
Удаление застроенных напольных покрытий с Terrazzo
Код процедуры: 940011S
Терраццо: характеристики, применение и проблемы
Код процедуры: 940001G
Замена поврежденной энкаустической напольной плитки
Код процедуры: 930001S
Выбранное чтение на плитке
Код процедуры: 930001R
Нанесение одно- и двухслойной шпоновой штукатурки на гипсовую основу
Код процедуры: 921501S
Искусственная кожа «Pantasote»: Общие сведения
Код процедуры: 995001G
Очистка обесцвеченных или окрашенных настенных покрытий
Код процедуры: 995003S
Восстановление существующей кожаной отделки на откидных дверях зала судебных заседаний
Код процедуры: 995002S
Удаление настенного покрытия для восстановления штукатурных стен
Код процедуры: 995001S
Избранные материалы для чтения на настенных покрытиях
Код процедуры: 995002R
09720 СОХРАНЕНИЕ И ВОССТАНОВЛЕНИЕ ОБОИ
Код процедуры: 1800001
Мелкий ремонт обоев
Код процедуры: 995302S
Установка нового деревянного настила в соответствии с существующим
Код процедуры: 956501S
Удаление и повторная полировка дверей из окрашенного и лакированного дерева
Код процедуры: 0821007S
Методы отбеливания пятен на деревянных полах
Код процедуры: 955001S
Замена поврежденного чернового пола под деревянным полом с язычком и канавкой
Код процедуры: 955003S
Выбранные показания на деревянном полу
Код процедуры: 955001R
Пятна для очистки деревянных полов
Код процедуры: 955004S
Удаление, окрашивание и полировка деревянных полов
Код процедуры: 955002S
Замена части паркетного пола
Код процедуры: 957001S
«Голландец» Ремонт деревянных половиц
Код процедуры: 956003S
Ремонт чашеобразных половиц
Код процедуры: 956005S
Ремонт небольших отверстий и трещин в деревянных полах
Код процедуры: 956002S
Замена поврежденных половиц
Код процедуры: 956001S
Отключение звука скрипящего деревянного пола
Код процедуры: 956004S
Общие требования
Контрольный список для текущего осмотра зданий
Код процедуры: 180001G
Общие инструкции по техническому обслуживанию GSA
Код процедуры: 180003G
Распознавание чрезмерной конденсации в зданиях
Код процедуры: 180005G
Стандартное время выполнения различных задач обслуживания
Код процедуры: 180002G
Руководство по модернизации противопожарной безопасности исторических зданий
Код процедуры: 109121G
GSA Руководство по изменению интерьеров
Код процедуры: 109120G
Руководство по утилизации исторических строительных материалов в случае бедствия
Код процедуры: 109122G
Планирование доступности для лиц с ограниченными возможностями
Код процедуры: 106005G
Общие требования безопасности и здоровья
Код процедуры: 106001S
Законы, постановления и распоряжения о сохранении
Код процедуры: 106004R
Избранные материалы по доступности зданий
Код процедуры: 106003R
Контрольный список архитектора для восстановления исторических сооружений
Код процедуры: 110012G
Меры предосторожности при проведении огневых работ
Код процедуры: 110001G
Общие принципы проекта
Код процедуры: 110007S
Избранные материалы по специальным процедурам проекта
Код процедуры: 110006R
Кладка
Химическое удаление краски и перекраска кирпичной кладки
Код процедуры: 421114S
Генеральная очистка наружной кирпичной кладки
Код процедуры: 421104S
Руководство по оценке состояния кирпичной кладки и раствора
Код процедуры: 421109G
Исторический (ранний) кирпич: характеристики, применение и проблемы
Код процедуры: 421108G
Заливка трещин в кирпичной кладке
Код процедуры: 421103S
Обработка пятен меди / бронзы от кирпичной кладки
Код процедуры: 421106S
Удаление и замена изношенной кирпичной кладки
Код процедуры: 421102S
Удаление грязи с кирпичной кладки
Код процедуры: 421109S
Удаление отложений известкового раствора с кирпичной кладки
Код процедуры: 421113S
Удаление марганцевых пятен с кирпичной кладки
Код процедуры: 421111S
Удаление пятен дыма с кирпичной кладки
Код процедуры: 421107S
Удаление пятен ванадия с кирпичной кладки
Код процедуры: 421112S
Герметизация или покраска кирпичной кладки, ранее подвергнутой пескоструйной очистке
Код процедуры: 421101S
Литой камень: характеристики, применение и проблемы
Код процедуры: 472001G
Удаление и замена изношенных балясин из литого камня
Код процедуры: 472001S
Стабилизация двухсторонних плиточных стен с помощью клеевого пенопласта
Код процедуры: 421201S
Бетонный блок: характеристики, применение и проблемы
Код процедуры: 422001G
Ремонт сколов и трещин в декоративных бетонных блоках
Код процедуры: 422003S
Общие инструкции по резке и наложению заплат
Код процедуры: 104501S
Конопатка ступеней из гранита водонепроницаемым герметиком для швов
Код процедуры: 446507S
Ремонт сколов гранита или поврежденных участков с помощью цементных пластинок
Код процедуры: 446528S
Очистка полированного черного гранита
Код процедуры: 446519S
Очистка неполированного белого гранита
Код процедуры: 446520S
Общая очистка полированного и шлифованного гранита снаружи
Код процедуры: 446508S
Генеральная очистка гранита
Код процедуры: 446506S
Гранит: характеристики, применение и проблемы
Код процедуры: 446501G
Заделка сколов и небольших отверстий в граните
Код процедуры: 446510S
Заделка отверстий в граните
Код процедуры: 446509S
Определение гранита и заполнение трещин
Код процедуры: 446512S
Указывая ступенчатые соединения из гранита
Код процедуры: 446527S
Восстановление рыхлого гранита
Код процедуры: 446524S
Повторное прикрепление отслоившихся или отслоившихся гранитов
Код процедуры: 446511S
Удаление водонепроницаемого покрытия с гранита
Код процедуры: 446504S
Удаление расслоенного гранита
Код процедуры: 446515S
Удаление краски с гранита
Код процедуры: 446526S
Удаление солей с гранита
Код процедуры: 446516S
Ремонт отслоившегося гранита с помощью эпоксидного клея
Код процедуры: 446521S
Повторная полировка гранита
Код процедуры: 446525S
Удаление пятен меди / бронзы на граните
Код процедуры: 446502S
Удаление пятен от железа на граните
Код процедуры: 446501S
Удаление масляных пятен на граните
Код процедуры: 446503S
Конопатка горизонтальных поверхностей известняка водонепроницаемым герметиком
Код процедуры: 446006S
Очистка внутренних стен из известняка
Код процедуры: 446005S
Ремонт известняка голландцем
Код процедуры: 446011S
Эпоксидный ремонт трещин в известняке
Код процедуры: 446010S
Общая очистка наружного известняка
Код процедуры: 446003S
Известняк: характеристики, применение и проблемы
Код процедуры: 446001G
Устранение отслоившегося известняка
Код процедуры: 446009S
Повторное прикрепление рыхлого или отслоившегося известняка
Код процедуры: 446007S
Удаление грязи с известнякового орнамента с помощью припарки горячей извести
Код процедуры: 446001S
Удаление растворимых солей из известняка
Код процедуры: 446004S
Восстановление известняка
Код процедуры: 446013S
Ремонт поверхности известняка путем уплотнения и использования известкового раствора
Код процедуры: 446002S
Голландец Ремонт мрамора
Код процедуры: 445522S
Эпоксидное покрытие небольших трещин и отверстий в мраморе
Код процедуры: 445503S
Общий метод очистки камня Манкато / желтого мрамора Касота
Код процедуры: 445501S
Мрамор: характеристики, применение и проблемы
Код процедуры: 445501G
Методы очистки мрамора от грязи
Код процедуры: 445506S
Повторное закрепление незакрепленных фрагментов мрамора
Код процедуры: 445521S
Перетяжка изношенных швов в мраморе
Код процедуры: 445505S
Удаление клея с мрамора
Код процедуры: 112886S
Удаление и замена поврежденного мраморного шпона
Код процедуры: 445504S
Удаление отложений с внутреннего мрамора
Код процедуры: 445501S
Удаление высолов с мрамора
Код процедуры: 445525S
Удаление следов травления на мраморе
Код процедуры: 445515S
Удаление жирных пятен с мрамора с помощью ватного тампона
Код процедуры: 445510S
Удаление пятен чернил и красителей с мрамора
Код процедуры: 445518S
Удаление пятен йода с мрамора
Код процедуры: 445516S
Удаление пятен льняного масла с мрамора
Код процедуры: 445512S
Удаление пятен плесени с мрамора
Код процедуры: 445526S
Удаление отложений строительного раствора и пятен с мрамора
Код процедуры: 445527S
Удаление масляных и жировых пятен с мрамора
Код процедуры: 445511S
Удаление органических пятен с мрамора
Код процедуры: 445514S
Удаление неизвестных пятен с мрамора методом «гнезда»
Код процедуры: 445509S
Удаление пятен мочи с мрамора
Код процедуры: 445517S
Удаление желтого обесцвечивания мрамора
Код процедуры: 445528S
Ремонт микротрещин и мелких вмятин в мраморе
Код процедуры: 445508S
Замена поврежденных или отсутствующих мраморных плинтусов
Код процедуры: 445507S
Повторное нанесение мрамора
Код процедуры: 445520S
Повторная полировка мрамора
Код процедуры: 445502S
Удаление застроенных полов с мрамора
Код процедуры: 445519S
Обработка обесцвеченных участков на мраморе
Код процедуры: 445524S
Установка анкеров из стальных стержней в кирпичные стены с цементным раствором
Код процедуры: 415001S
Установка анкеров для стальных стержней в кирпичную кладку со смолами
Код процедуры: 415002S
Очистка кладки с помощью фтористого аммония
Код процедуры: 451003S
Рекомендации по использованию оборудования для очистки под высоким давлением на кирпичной кладке
Код процедуры: 451004G
Обзор технологий очистки кладки
Код процедуры: 451008S
Удаление птичьих экскрементов из каменных зданий
Код процедуры: 451002S
Удаление геля репеллента от птиц из кладки
Код процедуры: 451001S
Типы чистящих средств
Код процедуры: 451007G
Повторное нанесение кладки с использованием известкового раствора
Код процедуры: 452002S
Гидроизоляция стыков кладки с использованием расплавленного свинца, свинцовой ваты или собственной системы свинцовых заглушек
Код процедуры: 452001S
Удаление солей / высолов с кирпичной и каменной кладки
Код процедуры: 450002S
Удаление растворимых солей из кирпичной и каменной кладки
Код процедуры: 450003S
Избранные материалы по восстановлению и очистке кладки
Код процедуры: 450003R
Подготовка известкового раствора для повторного нанесения кладки
Код процедуры: 410003G
Заплатка выветрившегося, отслоившегося или вздыбленного песчаника
Код процедуры: 447001S
Удаление загрязнений с песчаника перед перенацеливанием
Код процедуры: 447005S
Удаление скоплений грязи с песчаника
Код процедуры: 447003S
Удаление окрашенных граффити с песчаника
Код процедуры: 447009S
Ремонт песчаника методом сквозного ремонта
Код процедуры: 447002S
Повторное определение песчаника
Код процедуры: 447006S
Сброс единиц рыхлого песчаника
Код процедуры: 447004S
Песчаник: характеристики, применение и проблемы
Код процедуры: 447001G
Контрольный список для проверки повреждений каменной кладки
Код процедуры: 440001G
Очистка потемневшего или обесцвеченного травертина
Код процедуры: 440002S
Заливка отверстий в каменной кладке строительным раствором
Код процедуры: 440003S
Ремонтный раствор ступеней из известняка и мрамора
Код процедуры: 440005S
Обработка пятен ржавчины от известняка и мрамора
Код процедуры: 440006S
Удаление пятен меди / бронзы с известняка и мрамора
Код процедуры: 440007S
Удаление грязи с каменной кладки промывкой под давлением
Код процедуры: 440001S
Удаление грязи с каменной кладки с помощью очистки паром
Код процедуры: 440002S
Удаление грязи с каменной кладки методом замачивания водой
Код процедуры: 440003S
Удаление и замена изношенной каменной кладки
Код процедуры: 440004S
Микрокотта как альтернативная замена терракотовой
Код процедуры: 421404G
Устранение небольших отверстий, мелких сколов и сколов в терракоте
Код процедуры: 421401S
Усиление свободных терракотовых блоков и заплат
Код процедуры: 421403S
Ремонт терракотовой плитки с отколом
Код процедуры: 421406S
Замена поврежденных терракотовых блоков
Код процедуры: 421404S
Переназначение Terra Cotta
Procedure Code: 421407S
Sealing Terra Cotta
Procedure Code: 421405S
Terra Cotta: Characteristics, Uses and Problems
Procedure Code: 421403G
Monitoring And Evaluating Cracks In Masonry
Procedure Code: 420002G
Patching Masonry Cracks with Caulk or Sealant
Procedure Code: 420003S
Removal of Ferrous Staining from Brick, Granite, Concrete and Limestone
Procedure Code: 420008S
Removing Biological Growth from Exterior Masonry and Stucco
Procedure Code: 420002S
Removing Climbing Plants And Creepers From Masonry
Procedure Code: 420004S
Removing Copper-Based Stains from Brick, Concrete and Limestone
Procedure Code: 420007S
Removing Old Sulphated Limewash From Masonry
Procedure Code: 420006S
Removing Painted Graffiti From Masonry
Procedure Code: 420005S
Mechanical
Guidelines For Locating New Ducts, Grilles, Light Fixtures And Switches In Historic Buildings
Procedure Code: 1501003G
Selected Reading On General Mechanical Requirements
Procedure Code: 1501002R
Design Guidelines For Installing Sprinkler Systems In Historic Buildngs
Procedure Code: 1530001G
Selected Reading On Heat Transfer
Procedure Code: 1575001R
Selected Reading On Plumbing
Procedure Code: 1540001R
Metals
Refinishing Polished Bronze Doors and Hardware
Procedure Code: 0814001S
Copper: Characteristics, Uses And Problems
Procedure Code: 501501G
Removing Black Stains from Exterior Copper
Procedure Code: 501501S
Repairing A Wobbly Or Broken Exterior Cast Iron Newel Post
Procedure Code: 552301S
Patination Formulas For Bronze
Procedure Code: 503002G
Selected Reading On Metal Coatings
Procedure Code: 503001R
Aluminum: Charcteristics, Uses And Problems
Procedure Code: 501008G
Applying A Clear Protective Coating To Yellow And White Bronze
Procedure Code: 501008S
Applying Benzotriazole (BTA) To Bronze
Procedure Code: 501007S
Applying Cold Microcrystalline Wax To Bronze
Procedure Code: 501006S
Applying Hot Wax To Outdoor Bronze
Procedure Code: 501004S
Applying Paste Wax Over «Incralac» Coated Bronze
Procedure Code: 501005S
Applying a Protective Coating to Brass-Plate and Solid Brass
Procedure Code: 501012S
Applying a Sacrificial Coating to Wrought Iron, Cast Iron and Steel
Procedure Code: 501018S
Bronze: Characteristics, Uses And Problems
Procedure Code: 501003G
Cast Iron: Characteristics, Uses and Problems
Procedure Code: 501004G
Checklist For Inspecting Bronze Failures
Procedure Code: 501002G
Checklist For Inspecting Cast Iron Failures
Procedure Code: 501001G
Classifications Of Aluminum Cleaners
Procedure Code: 501012G
Cleaning And Oiling Statuary Bronze Surfaces
Procedure Code: 501022S
Cleaning And Polishing Bronze
Procedure Code: 501001S
Cleaning And Polishing Bronze Elevator Doors And Cabs
Procedure Code: 501030S
Cleaning and Polishing Brass-Plate
Procedure Code: 501003S
Cleaning and Polishing Solid Brass
Procedure Code: 501010S
Cleaning and Repainting Exterior Aluminum
Procedure Code: 501029S
Duplicating Cast Iron Ornament
Procedure Code: 501014S
Galvanized Iron And Steel: Characteristics, Uses And Problems
Procedure Code: 501009G
General Cleaning Of Aluminium Features
Procedure Code: 501020S
General Cleaning Of Stainless Steel
Procedure Code: 501006S
General Guidelines For Repairing Three-Dimensional Aluminum Features
Procedure Code: 501009S
General Guidelines For The Repair Of Sheet Metal Aluminum Features
Procedure Code: 501008S
General Maintenance of Yellow Bronze and White Bronze
Procedure Code: 501009S
General Method Of Cleaning Nickel Silver
Procedure Code: 501002S
Gilding Aluminum Features
Procedure Code: 501015S
Lead: Characteristics, Uses and Problems
Procedure Code: 501014G
Maintenance Of Aluminum Window Frames
Procedure Code: 501011S
Monel: Characteristics, Uses and Problems
Procedure Code: 501016G
Nickel Silver: Characteristics, Uses and Problems
Procedure Code: 501017G
Paint Removal and Repainting Sheet Iron, Steel and Tin-Plate Ceilings
Procedure Code: 501004S
Preserving And Restoring The Aluminum Finish Of Decorative Architectural Features
Procedure Code: 501010S
Primers And Paints For Zinc And Galvanized Iron And Steel
Procedure Code: 501015G
Primers and Paints for Wrought Iron, Cast Iron and Steel
Procedure Code: 501013G
Procedures for Soldering Sheetmetal
Procedure Code: 501007S
Refinishing Bronze Features
Procedure Code: 501024S
Removing Copper Sulfate from Bronze Features
Procedure Code: 501023S
Removing Graffiti From «Incralac» Coated Bronze
Procedure Code: 501003S
Removing Old Lacquer Or Paint From Solid Brass Or Brass-Plate
Procedure Code: 501031S
Removing Paint From Bronze
Procedure Code: 501019S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Abrasive Methods
Procedure Code: 501005S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Chemical Methods
Procedure Code: 501017S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Thermal Methods
Procedure Code: 501016S
Removing Patina or Tarnish from Solid Brass
Procedure Code: 501032S
Repairing Corrosion Pitting And Cracks In Cast Iron
Procedure Code: 501001S
Repairing Fractured Cast Iron Features
Procedure Code: 501013S
Repairing Minor Deterioration Of Brass Features
Procedure Code: 501002S
Repairing Small Holes, Nicks, And Minor Imperfections In Cast Iron
Procedure Code: 501012S
Repairing a Scratched or Worn Incralac Coating on Bronze
Procedure Code: 501011S
Selected Reading On Metal Materials
Procedure Code: 501007R
Stainless Steel: Characteristics, Uses and Problems
Procedure Code: 501018G
Stripping and Repainting Iron and Steel Features
Procedure Code: 501026S
Tin: Characteristics, Uses And Problems
Procedure Code: 501010G
Wrought Iron: Characteristics, Uses and Problems
Procedure Code: 501011G
Cleaning Exterior Copper Components
Procedure Code: 575001S
Patinizing Exterior Copper Elements
Procedure Code: 575003S
Supplemental Guidelines For Specifying Repairs To Ornamental Copper Metal Work
Procedure Code: 575001S
Installing New Brass, Cast-Iron And Steel Ornamental Handrails And Railing Systems To Match Historic
Procedure Code: 572002S
Initial Assessment Procedures For Inspecting Outdoor Sculptures
Procedure Code: 572501G
Repairing Loose Cast Iron Joints
Procedure Code: 572502S
Semi- Annual Procedures For Inspecting Outdoor Sculpture
Procedure Code: 572502G
Water Washing Of Metal With/Without Detergents
Procedure Code: 572501S
Removing Dirt Build-Up On Ornamental Metal
Procedure Code: 570002S
Repairing Damaged Or Missing Ornamental Metal
Procedure Code: 570001S
Selected Reading On Ornamental Metal
Procedure Code: 570001R
Stripping Paint From Ornamental Metal
Procedure Code: 570003S
Installing a Tin Ceiling and Cornice
Procedure Code: 573002S
Sitework
Installing Grouted Exterior Brick Pavers
Procedure Code: 252001S
Removing and Disposing of PCB-Containing Light Ballasts
Procedure Code: 208002S
General Planting Procedures for Landscape Work
Procedure Code: 2S
Selected Reading on Landscape
Procedure Code: 2R
General Guidelines for the Demolition Of Selected Masonry Materials
Procedure Code: 207001S
Selected Reading on Site Preparation
Procedure Code: 210001R
Specialties
Installing A Netting Bird Deterrent System To Protect Large Areas Of Carvings, Sculpture And Moldings
Procedure Code: 1029601S
Methods Of Bird Control: Advantages And Disadvantages
Procedure Code: 1029601G
Guidelines for Installing Accessible Building Hardware in Ornamental Wall Finishes
Procedure Code: 870002G
Controlling Termites with Termicide Treatments
Procedure Code: 1029001S
Selected Reading On Pest Control
Procedure Code: 1029001R
Preparing a Non-Toxic Water-Repellent Preservative
Procedure Code: 631001S
Stripping Deteriorated Varnish from Wood Handrails and Refinishing
Procedure Code: 643004S
Thermal and Moisture Protection
Repairing Pinch Cracks In Long Copper Gutters
Procedure Code: 760201S
Minor Repairs To Asphalt Roll-Roofing Or Built-Up Roofing
Procedure Code: 751102S
Removing And Replacing A Built-Up Asphalt Roof
Procedure Code: 751103S
Built-Up Roofing: Problems At Parapets
Procedure Code: 751001G
Cleaning Blackened Clay Roofing Tiles
Procedure Code: 732102S
Removing And Replacing A Clay Tile Roof
Procedure Code: 732101S
Replacing Loose, Broken Or Missing Clay Roof Tiles
Procedure Code: 732103S
Removing And Replacing Built-Up Roofing Using Cold-Applied Mastics
Procedure Code: 751501S
Selected Reading On Flashing And Sheetmetal
Procedure Code: 760001R
General Inspection And Maintenance Of Gutters And Downspouts
Procedure Code: 763101S
Patching Metal Gutters
Procedure Code: 763103S
Selected Reading On Insulation
Procedure Code: 720001R
Clearing Blocked Internal Storm Drains
Procedure Code: 764101S
Criteria For Selecting Masonry Joint Sealants
Procedure Code: 7G
Replacing Deteriorated Caulk At Masonry Surfaces
Procedure Code: 7
S
Replacing Deteriorated Sealant
Procedure Code: 7S
Replacing Joint Sealants Between Architectural Bronze Window Frames And Exterior Stone Masonry
Procedure Code: 7S
Sealants: Characteristics, Uses And Problems
Procedure Code: 7
G
Sealing Masonry Joints To Make Them Airtight And Watertight
Procedure Code: 7S
Sources of Flat Roof Failures — Inspection Guidance
Procedure Code: 750001G
Types Of Flat Roofing And Factors Affecting Its Deterioration
Procedure Code: 750002G
Repairing A Metal Shingle Roof
Procedure Code: 731301S
Repairing Chimney Flashing
Procedure Code: 762002S
Repairing Small Holes In Roof Flashing
Procedure Code: 762003S
Restoration of Ornamental Copper Sheetmetal Fascia and Roof Flashing
Procedure Code: 762001S
Installing a Terne-Coated Stainless Steel Sheetmetal Roof
Procedure Code: 761013S
Installing a Transverse Expansion Joint in a Standing Seam Copper Sheetmetal Roof
Procedure Code: 761002S
Minor Repairs to Lead Roofing and Accessories
Procedure Code: 761008S
Repair Of Star Cracks In Copper Roofs
Procedure Code: 761012S
Repairing A Wind-Damaged Copper Sheetmetal Roof Ridge & Installing A New Ridge Cap
Procedure Code: 761004S
Repairing Corroded Copper Sheetmetal Roofing Materials
Procedure Code: 761006S
Repairing Holes In A Sheetmetal Roof
Procedure Code: 761005S
Repairing a Bowing Sheetmetal Roof
Procedure Code: 761003S
Repairing and Replacing Corroded Tinplate and Terneplate Roofing
Procedure Code: 761009S
Selected Reading On Shingles And Roofing Tiles
Procedure Code: 730001R
Minor Repairs To Slate Roofs
Procedure Code: 731501S
Removing Dirt Build-Up From Slate Shingles
Procedure Code: 731502S
Specifications for Slate Shingles
Procedure Code: 731502S
Supplemental Guidelines for Repairing & Replacing Slate Roofs
Procedure Code: 731504G
Types Of Masonry Water Repellents
Procedure Code: 718001G
Selected Reading On General Waterproofing And Roofing
Procedure Code: 710002R
Wood and Plastics
Chemically Removing Paint from Wood Features
Procedure Code: 640007S
Cleaning And Refinishing Of Woodwork
Procedure Code: 640005S
Dusting and Mopping of Wood Surfaces
Procedure Code: 640001S
Refinishing Interior Wood
Procedure Code: 640010S
Removing Paint from Wood Features Using Thermal Methods
Procedure Code: 640009S
Selected Reading On Architectural Woodwork
Procedure Code: 640001R
Supplemental Guidelines For Removing Paint From Interior And Exterior Wood Surfaces
Procedure Code: 640002G
Supplemental Guidelines For Specifying Repairs To Damaged Woodwork
Procedure Code: 640004S
Selected Reading On General Wood Carpentry
Procedure Code: 600101R
General Cleaning Of Painted Or Waxed Wood Surfaces
Procedure Code: 620001S
Selected Reading On Finish Carpentry
Procedure Code: 620001R
Applying a Water-Repellent Preservative to Wood
Procedure Code: 631001S
Selected Reading On Rough Carpentry
Procedure Code: 610001R
Repairing A Wobbly Wood Handrail
Procedure Code: 643007S
Repairing Separation Of A Wood Handrail Seam
Procedure Code: 643006S
Replacing Wood Treads And Risers
Procedure Code: 643002S
Silencing A Squeaky Wood Stair
Procedure Code: 643003S
Stabilizing A Sagging Wood Stair
Procedure Code: 643005S
Closing Open Joints In Wood Wall Moldings
Procedure Code: 644003S
Repairing Cracks And Checks In Wood Wall Ornament
Procedure Code: 644001S
Repairing Damaged Wood Veneer
Procedure Code: 644006S
Applying a Semi-Transparent or Opaque Stain to Wood
Procedure Code: 630003S
Epoxy Repair For Deterioration And Decay In Wooden Members
Procedure Code: 630001S
Surface Preparation for Painting Wood
Procedure Code: 630002S
Understanding the Difference Between Galvanized and Stainless Steel
Because stainless and galvanized steel have a similar look, they are often mistaken for each other.Но эти два типа стали заметно различаются по прочности, весу и составу. Чтобы найти правильное применение для каждого типа стали, вы должны уметь различать их, поскольку они используются для разных целей.
Различия между двумя
Вот некоторые отличия между двумя типами стали, которые можно использовать, чтобы отличить их друг от друга:
1. Препарат
Для изготовления оцинкованной стали обычную сталь погружают в ванну с расплавленным цинком.Это называется горячим окунанием. Другой метод, используемый для создания покрытия во многих случаях, — это электролитическое погружение, при котором сталь погружают в раствор электролита, содержащий цинк, и используют электролиз для создания покрытия.
Для создания нержавеющей стали обычная сталь смешивается с хромом, когда оба они находятся в расплавленном состоянии, в различных соотношениях в зависимости от типа изготавливаемой нержавеющей стали. Когда смеси дают остыть, она затвердевает до твердого состояния, после чего композит обрабатывают кислотой для удаления любых примесей, которые могут прилипать к поверхности.
2. Состав
Оцинкованную сталь получают путем нанесения на ее поверхность слоя цинкового покрытия для предотвращения коррозии, в то время как нержавеющая сталь смешивается с десятью или более процентами хрома в расплавленном состоянии. Это означает, что оцинкованная сталь содержит обычную сталь, покрытую цинком, а нержавеющая сталь состоит из двух отдельных металлов, тщательно смешанных друг с другом.
3. Прочность
Оцинкованная сталь значительно слабее нержавеющей стали. Поскольку оцинкованная сталь содержит только внешний слой антикоррозийного покрытия, которое со временем изнашивается, она не обеспечивает такой защиты от ржавчины, как нержавеющая сталь, которая содержит защитную смесь хрома для предотвращения ржавчины.
4. Стоимость
Оцинкованная сталь более доступна по цене, чем нержавеющая сталь.
5. Использует
Оцинкованная сталь из-за ее меньшей прочности и более дешевой цены, как правило, используется для менее бюджетных проектов, чем нержавеющая сталь. Оцинкованная сталь находит широкое применение при строительстве труб и фитингов в домах. Он также используется в производстве оборудования для кондиционирования воздуха, создании металлических крыш для домов и ограждений из цепных звеньев. Существует ряд продуктов, изготовленных из оцинкованной стали, которые используют ее способность противостоять ржавчине, выдерживать повреждения, нанесенные суровыми погодными условиями, а также они прочнее и легче, чем многие другие металлы.
Нержавеющая сталь, поскольку она более дорогая и более прочная, используется для проектов с большим бюджетом, требующих подъема большого количества тяжелых или толстых компонентов. Таким образом, нержавеющая сталь находит применение в строительстве небоскребов, мостов, памятников и скульптур, автомобилей, железных дорог, самолетов и многих других высококачественных продуктов.
Как мы видим, эти два типа стали сильно отличаются друг от друга, и каждый обладает собственным набором преимуществ, которые делают их уникальными для разнообразного применения.