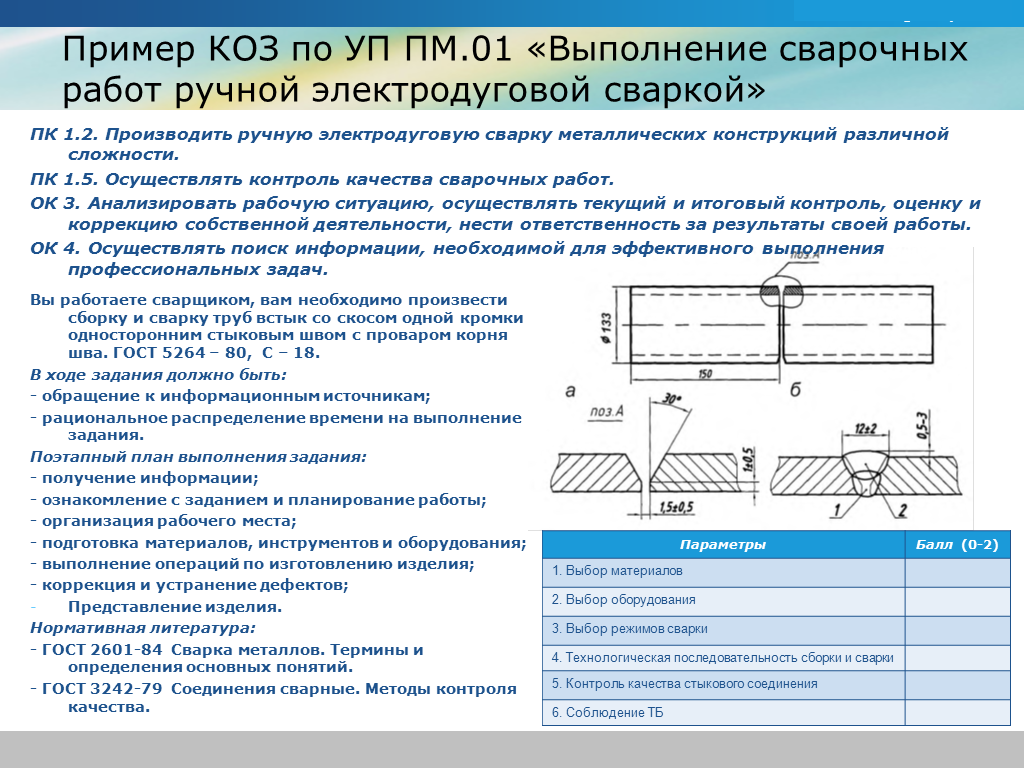
Аттестация технологий сварки | Аттестационный центр
Аттестационный центр АЦСТ-12 осуществляет деятельность по аттестации технологий сварки.
Виды аттестации технологий: Производственная.
ПТО — Подъемно-транспортное оборудование,
КО — Котельное оборудование,
ГО — Газовое оборудование,
НГДО — Нефтегазодобывающее оборудование,
МО — Металлургическое оборудование,
ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств,
ОТОГ — Оборудование для транспортировки опасных грузов,
СК — Строительные конструкции,
КСМ — конструкции стальных мостов.
Способы сварки (наплавки):
ААД — Автоматическая аргонодуговая сварка неплавящимся электродом.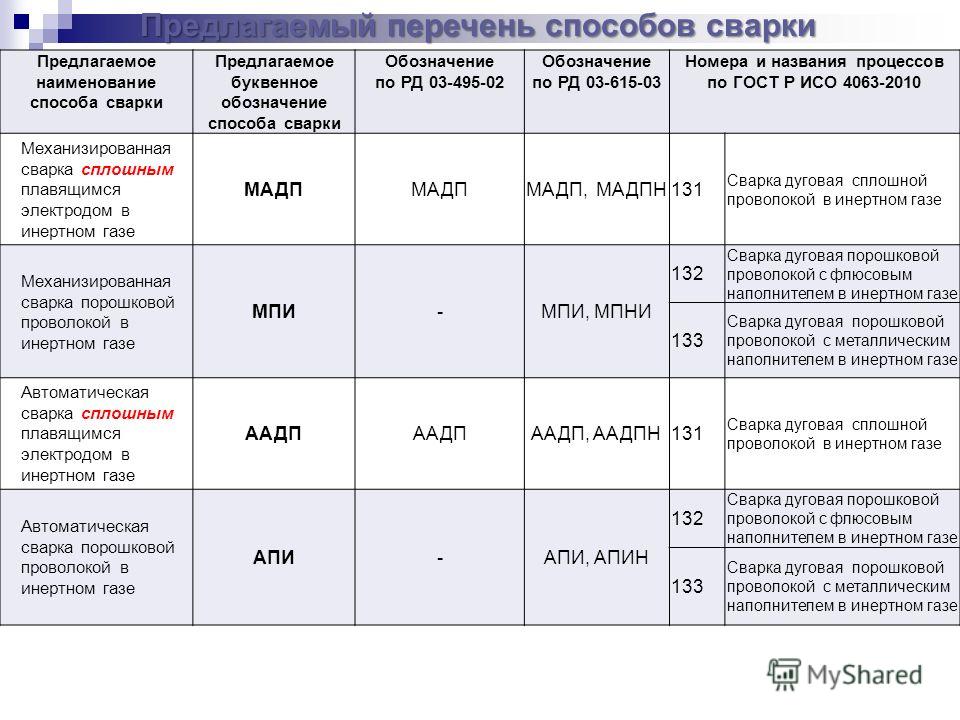
ААДН — Автоматическая аргонодуговая наплавка неплавящимся электродом.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
АПИ — Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
АППГ — Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
АПС — Автоматическая сварка самозащитной порошковой проволокой.
АФ — Автоматическая сварка под флюсом.
Г – Газовая сварка.
ЗН — Сварка с закладными нагревателями.
КСО — Контактная стыковая сварка оплавлением.
КСС — Контактная стыковая сварка сопротивлением.
КТС — Контактная точечная сварка.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПГН — Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
МПС — Механизированная сварка самозащитной порошковой проволокой.
МПСН — Механизированная наплавка самозащитной порошковой проволокой.
МФ — Механизированная сварка под флюсом.
НГ — Сварка нагретым газом.
НИ — Сварка нагретым инструментом.
ПАК — Пайка.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
РД — Ручная дуговая сварка покрытыми электродами.
РДН — Ручная дуговая наплавка покрытыми электродами.
Т — Термитная сварка.
Э — Экструзионная сварка.
Аттестация технологий сварки проводится в том числе на объектах ООО АК «Транснефть».
Доклад генерального директора Ездакова Ю.
 Б. на IX-ом отраслевом совещании «Состояние и основные направления развития сварочного произодства ПАО Газпром» 13 ноября 2018 года (г. Москва)
Б. на IX-ом отраслевом совещании «Состояние и основные направления развития сварочного произодства ПАО Газпром» 13 ноября 2018 года (г. Москва)Электростанции и силовые генераторы.
- Электростанции на 6, 10, 100 и 150 кВт. Силовые трехфазные генераторы БГ-100 Урал и БГ-150 Урал
Наше предприятие традиционно расширяет линейку своей продукции. В 2018 году ЗАО «Уралтермосвар» начал серийное производство электростанций мощностью 6 и 10 кВт (генератор собственного производства).
|
Технические характеристики: |
Урал-6000 |
Урал-10000 |
Урал-10000 |
Урал-10000 |
|
Номинальная мощность, кВт |
6 |
10 |
10 |
10 |
|
Напряжение, В |
230 |
400/230 |
400/230 |
400/230 |
|
Тип генератора |
однофазный, ИРВ-6 Урал |
трехфазный, ИРВ-10 Урал |
трехфазный, ИРВ-10 Урал |
трехфазный, ИРВ-10 Урал |
|
Двигатель |
Robin-Subaru EX40D |
Honda GX-630 |
|
Kipor KD2V86FG |
|
Номинальная частота вращения, об/мин |
3600 |
3600 |
3600 |
3600 |
|
Тип топлива |
бензин |
бензин |
бензин |
дизель |
|
Тип охлаждения двигателя |
воздушное |
воздушное |
воздушное |
воздушное |
|
Мощность двигателя, кВт (л. |
10,3 (14) |
15,5 (20,8) |
13,4 (18) |
13,4 (18,0) |
|
Запуск |
ручной |
электростартер |
электростартер |
электростартер |
|
Габариты, мм |
900 х 560 х 610 |
1000 х 600 х 650 |
1000 х 600 х 650 |
1200 х 600 х 650 |
|
Масса, кг |
80 |
150 |
150 |
175 |
 с.)
с.)
В связи с дефицитом на российском рынке генераторов серии БГ-100 в 2018 году специалистами ЗАО «Уралтермосвар» разработана конструкторская документация на генератор и изготовлен опытный образец генератора БГ-100 Урал.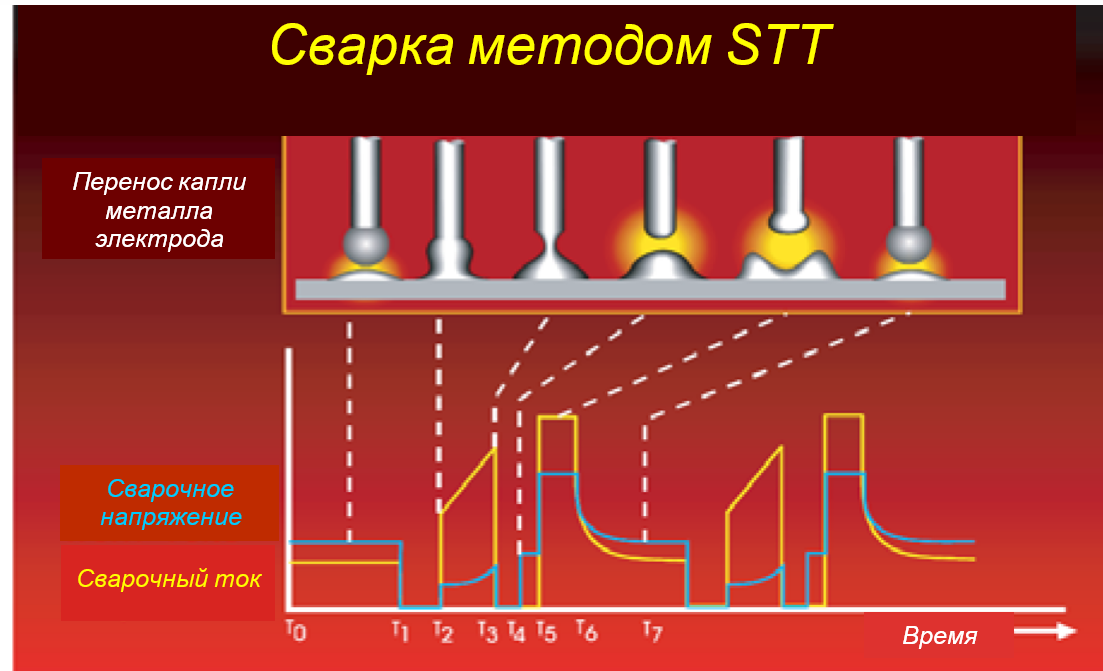
|
Техническая характеристика БГ-100 Урал |
|
|
Мощность, кВт |
100 |
|
Напряжение, В |
400 |
|
Частота вращения, об/мин |
1500 |
|
Частота, Гц |
50 |
В 2018 году собрана первая электростанция АД-100 Урал с двигателем ЯМЗ-238
Серийный выпуск электростанции АД-100 Урал с двигателем ЯМЗ-238 планируется начать во втором полугодии 2019 года.
- Инверторный выпрямитель Урал-Мастер 300 с функцией компенсации магнитного потока.
Серийное производство начато в четвертом квартале 2018 года.
|
Техническая характеристика Урал-Мастер 300 |
|
|
Диапазон регулировки тока компенсации, А |
10-200 |
|
Время нарастания тока, с |
1 |
|
Время спада тока, с |
0,5 |
|
Сниженное напряжение холостого хода, В |
40 |
|
Настройка тока |
местная или с ПДУ |
|
Включение/выключение тока |
тумблером ПДУ |
Функция компенсации магнитного потока устанавливается в виде опции по заказу потребителей. Размагничивание может производиться сварочным кабелем, намотанным на трубу, либо специальным поясом.
Размагничивание может производиться сварочным кабелем, намотанным на трубу, либо специальным поясом.
- Комплекс для орбитальной и ручной плазменной резки труб и металлоконструкций
|
Урал-Мастер 300 |
Панель управления |
|
Урал-Плазма 150 |
Метеор-Урал |
Комплекс состоит из инверторного источника плазменной резки Урал-Плазма 150, орбитальной машинки Метеор-Урал, блока управления орбитальной машинки, пульта дистанционного управления, кабель-шланга (длина кабель-шланга 12 м или 24 м) и ручного или машинного плазматрона воздушного охлаждения, с бесконтактным зажиганием дуги.
Имеет плавную регулировку тока от 50 до 150А. Максимальная толщина разрезаемого металла при разделительной резке 50мм, при чистовой резке 40мм.
Оборудован блоком фильтров очистки сжатого воздуха от влаги и масляной пыли. Имеет автоматическую защиту от нарушения вентиляции, опасных перегрузок и отсутствия сжатого воздуха в плазмотроне.
Для орбитальной резки труб аппарат используется с орбитальной машиной «Метеор-Урал» с ручным или электроприводом. Преимущество «Метеор-Урал» над орбитальными машинками типа «Орбита» в том, что линейная скорость движения по трубе почти в два раза выше, и составляет 2,4 м/мин (скорость движения «Метеор-Урал» регулируется плавно от 0 до 2,4 м/мин).
Комплекс предназначен для работы с трубами диаметром от 530мм до 1420мм. Вес источника составляет 24кг, машинки – 15кг.
В четвертом квартале 2018 года начато серийное производство данного комплекса.
- Инверторный полуавтомат Урал-Мастер 500 (исп.
 03) с ПДГО-512 Урал
03) с ПДГО-512 Урал
 03) с ПДГО-512 Урал
03) с ПДГО-512 Урал
Урал-Мастер 500 с ПДГО-512 Урал разработан собственным конструкторским бюро и изготавливается на заводе в полном производственном цикле.
Предназначен для сварки промысловых и магистральных нефте и газопроводов, резервуаров и других ответственных конструкций в полевых условиях.
1 — переключатель способа сварки; 2 — кнопки выбора регулируемого параметра; 3 — индикаторы установленных значений; 4 — энкодер изменения величины выбранного параметра
В одной системе совмещены 5 режимов работы:
— сварка корневого слоя и тонкого листа – метод КТЛ
— механизированная сварка самозащитной порошковой проволокой – способ МПС
— механизированная сварка плавящимся электродом – способ МП
— ручная дуговая сварка покрытыми электродами – способ РД
— ручная аргонодуговая сварка неплавящимся электродом – способ РАД
Оборудование прошло необходимые испытания и допущено для работы на объектах ПАО «Газпром».
Панель управления имеет эргономичный вид с интуитивно понятным интерфейсом. Сварщик выбирает способ сварки и настраивает параметры.
При ручной дуговой сварке регулируется сварочный ток, форсирование дуги, горячий старт.
Для метода КТЛ: базовый и пиковый ток, горячий старт, индуктивность и скорость подачи.
Метод КТЛ разработан для сварки тонкого листа и корневого слоя шва неповоротных стыковых соединений трубопроводов. Специальный алгоритм импульсного питания дуги позволяет реализовать управляемый перенос электродного металла в сварочную ванну.
Обеспечивается качественное сплавление свариваемых кромок и получение необходимой геометрии обратного валика в соответствии с требованиями руководящих документов по сварке.
Способ сварки МП. При струйном переносе металла отмечено полное отсутствие брызг, увеличенная глубина проплавления, высокая скорость сварки.
Способ сварки МПС. Система позволяет использовать наиболее популярные виды аттестованных порошковых самозащитных проволок.
Система позволяет использовать наиболее популярные виды аттестованных порошковых самозащитных проволок.
Для способа РАД регулируется: сварочный ток, период и время импульса.
Возбуждение дуги происходит в момент отрыва неплавящегося электрода от изделия, что исключает попадание примесей вольфрама в сварочный шов.
Система контролирует сопротивление сварочной цепи и автоматически поддерживает заданное напряжение на дуге. В режиме МП это позволяет работать на кабелях до 100 метров.
Встроенный блок сетевых фильтров обеспечивает стабильную работу источника при значительных колебаниях напряжения в питающей сети.
Платы управления защищены от пыли и влаги.
Механизм подачи проволоки имеет герметичный корпус, выполненный из ударопрочного пластика.
Виды аттестации НАКС | Группа компаний ПРОФИЛЬ
Группы технических устройств
НАКС* ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
НАКС ОХНВП (расшифровка — оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств):
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
НАКС СК (расшифровка — строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.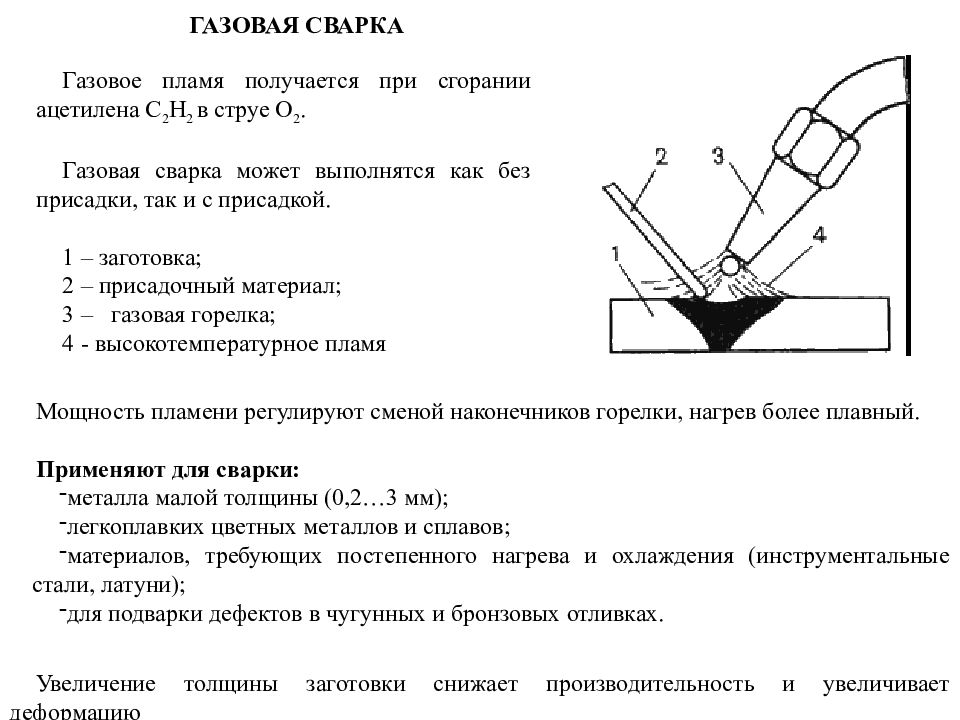
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
ВЧС — Высокочастотная сварка.
ПАК — Пайка.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
НГ — Сварка нагретым газом.
Э — Экструзионная сварка.
Группы основных материалов
(М01) — Углеродистые и низколегированные конструкционные стали перлитного класса с минимальным пределом текучести не более 360 Мпа (до К54).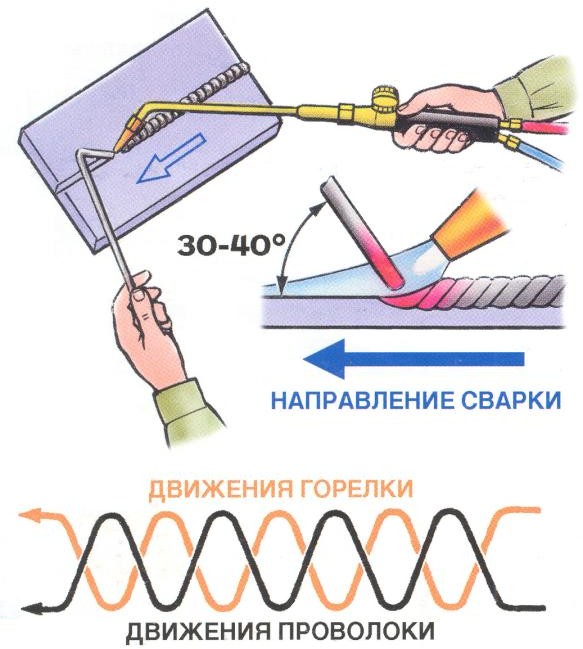
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 360 МПа до 500МПа (К55 — К60)
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 500 МПа (свыше К60)
(М02) — Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
(М05) — Легированные стали мартенситного класса с содержанием хрома от 4 — до 10%
(М04) — Высоколегированные стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
(М04) — Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
(М11) — Высоколегированные стали аустенитно-ферритного класса
(М11) — Высоколегированные стали аустенитного класса
(М61) — Сплавы на железо-никелевой основе
(М51) — Никель и сплавы на никелевой основе
(М21-М23) — Алюминий и алюминиевые сплавы
(М31-М34) — Медь и сплавы на медной основе
(М41) — Сплавы титана
(М06) — Чугуны
(М07) — Арматурные стали железобетонных конструкций
(М61) — Полиэтилен (РЕ)
(Мб2) — Сшитый полиэтилен (РЕ-Х)
(М63) — Поливинилхлорид (PVC)
(М64) — Полипропилен (РР)
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
*Расшифровка НАКС — Национальное Агентство Контроля Сварки
Способ сварки термический — Энциклопедия по машиностроению XXL
Освоение и внедрение новых, более эффективных способов сварки, термической обработки и контроля, а также усовершенствование технологических монтажных операций. [c.245]Сравнение между собой различных металлов, вариантов технологических процессов, способов сварки, термической обработки с целью выбора лучшего варианта. Эти испьггания также часто являются стандартными, но в некоторых случаях сравнение ведут на основе специальных критериев, которые более точно отвечают условиям эксплуатации, или даже на основе данных натурных испьгганий. [c.28]
[c.28]
Сварные заготовки изготовляют из проката листа, труб, профилей, а также из литых, кованых и штампованных элементов. При конструировании размеры и форму свариваемых элементов сточки зрения их технологичности следует выбирать, исходя из применения высокопроизводительных автоматических способов сварки выполнения сварки в нижнем положении свободного доступа к лицевой и корневой частям шва проведения при необходимости подогрева (или охлаждения) и последующей термической или механической обработки сведения к минимуму длины сварных швов и массы основного и наплавленного металлов и т. д. [c.249]
Свариваемость — без ограничений, кроме деталей после химико-термической обработки способы сварки РДС, АДС под флюсом и газовой защитой, К1С. [c.41]
Свариваемость — сваривается без ограничений, кроме химико-термически обработанных деталей способы сварки РДС, АДС под флюсом и газовой защитой, ктс.
[c. 42]
42]
Температура ковки, С начала 1300, конца 700. Охлаждение на воздухе. Свариваемость — сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. [c.49]
Свариваемость — сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки РДС, КТС без ограничения. [c.135]
Свариваемость — ограниченная. Способы сварки РДС, ЭШС. Необходимы подогрев и последующая термическая обработка [50]. [c.248]
Свариваемость — сваривается без ограничений. Способы сварки РДС, АДС под газовой защитой, КТС. Рекомендуется подогрев и последующая термическая обработка [81]. [c.311]
Эффективность использования способов сварки плавлением достигается при минимальной ширине шва, что, в свою очередь, определяется концентрированностью источника теплоты (радиусом пятна нагрева) и теплофизическими особенностями проплавления. Эти особенности учитываются при определении энергозатрат на сварку через термический к. п. д. процесса, а полученные выше минимальные оценки удельной энергии составляют лишь часть общей энергии сварки, или е = Учет эффек-
[c.25]
Эти особенности учитываются при определении энергозатрат на сварку через термический к. п. д. процесса, а полученные выше минимальные оценки удельной энергии составляют лишь часть общей энергии сварки, или е = Учет эффек-
[c.25]
При сварке заготовок в них возникают внутренние напряжения, вызывающие их деформацию. Даже при повышенной жесткости заготовок, способствующей снижению деформаций, в заготовках часто появляются трещины из-за остаточных напряжений, вызванных неудовлетворительными конструктивными формами заготовок. Возникновение внутренних напряжений в значительной степени обусловливается также способом сварки. Даже при наиболее полком учете указанных выше факторов сварные заготовки деталей машин в ряде случаев должны подвергаться термической обработке для снятия внутренних напряжений. [c.538]
Способ сварки Электроды, проволока Термическая обработка после сварки а а в кГ/мм- а н в кГ/см- нв [c.142]
Факторы, зависящие от материала химический состав, структурные факторы (макроструктура, величина зерна, микроструктура), технологические особенности (способ выплавки, горячая обработка, холодная обработка, сварка, термическая обработка). [c.55]
[c.55]
J 3 Z (У S Q О о г руппа соединения (по условиям работы) Температура до. Марка свариваемых сталей Способ сварки Марка сварочного материала Режим термической обработки [c.152]
Аналогичные процессы протекают в металле сварного соединения при сварке в среде аргона или углекислого газа. При этих способах сварки отличие заключается в основном в способе защиты от окисления капелек металла в электрической дуге И жидкого металла сварочной ваны, а также высоконагретого твердого металла сварного соединения. Термический цикл сварки остается при этом подобным описанному. [c.179]
На рис. 7.4 изображена диаграмма значений предела усталости соединений из стали 45, выполненных сваркой трением, в зависимости от последующей технологической обработки в процентном отношении к пределу усталости основного металла. В соответствии с этой диаграммой для повышения усталостной прочности соединений рекомендуются следующие способы 1) термическое улучшение 2) поверхностная закалка токами высокой частоты. Результаты определения рассеивания значений усталостной прочности показали, что эти методы обеспечивают стабильность прочностных показателей, вариационный коэффициент предела усталости не превышает 2%.
[c.192]
Результаты определения рассеивания значений усталостной прочности показали, что эти методы обеспечивают стабильность прочностных показателей, вариационный коэффициент предела усталости не превышает 2%.
[c.192]
Для горячей сварки чугуна необходимо специальное нагревательное оборудование термические и нагревательные печи, кожухи, термостаты и т. д. Поэтому такой способ сварки применяют только в тех случаях, когда необходимо получить наплавленный металл, близкий по структуре, прочности и износостойкости к основному металлу детали. Например, восстановление головок блоков цилиндров тракторных двигателей (износ гнезд клапанов и трещины в перемычках между ними) проводят горячей сваркой с присадкой чугуна. Как присадочный металл используют чугунные прутки марок ПЧ 2 и ПЧ 3 согласно ГОСТ 2671—80 (табл. 9). [c.109]
Сваривается без ограничений. Способы сварки РД, РАД и АФ. В термически обработанном состоянии при а, = 520 Н/мм К, = 0,85 (твердый сплав), Kv = 0,5 (быстрорежущая сталь)
[c. 330]
330]
Таким образом, на стадиях проектирования, изготовления и монтажа сварных конструкций необходимо принимать меры по уменьшению влияния сварочных напряжений и деформаций. Нужно уменьшать объем наплавленного металла и тепловложение в сварной шов. Сварные швы следует располагать симметрично друг другу, не допускать, по возможности, пересечения швов. Ограничить деформации в сварных конструкциях можно технологическими приемами сваркой с закреплением в стендах или приспособлениях, рациональной последовательностью сварочных (сварка обратноступенчатым швом и др.) и сборочно-сварочных операций (уравновешивание деформаций нагружением элементов детали). Нужно создавать упругие или пластические деформации, обратные по знаку сварочным деформациям (обратный выгиб, предварительное растяжение элементов перед сваркой и др.). Эффективно усиленное охлаждение сварного соединения (медные подкладки, водяное охлаждение и др.), пластическое деформирование металла в зоне шва в процессе сварки (проковка, прокатка роликом, обжатие точек при контактной сварке и др. ). Лучше выбирать способы сварки, обеспечивающие высокую концентрацию тепла, применять двустороннюю сварку, Х-образную разделку кромок, уменьшать погонную энергию, площадь поперечного сечения швов, стремиться располагать швы симметрично по отношению к центру тяжести изделия. Напряжения можно снимать термической обработкой после сварки. Остаточные деформации можно устранять механической правкой в холодном состоянии (изгибом, вальцовкой, растяжением, прокаткой роликами, проковкой и т.д.) и термической правкой путем местного нагрева конструкции.
[c.42]
). Лучше выбирать способы сварки, обеспечивающие высокую концентрацию тепла, применять двустороннюю сварку, Х-образную разделку кромок, уменьшать погонную энергию, площадь поперечного сечения швов, стремиться располагать швы симметрично по отношению к центру тяжести изделия. Напряжения можно снимать термической обработкой после сварки. Остаточные деформации можно устранять механической правкой в холодном состоянии (изгибом, вальцовкой, растяжением, прокаткой роликами, проковкой и т.д.) и термической правкой путем местного нагрева конструкции.
[c.42]
I 1. Приведите сравнительные характеристики термических и термомеханических способов сварки, [c.485]
Классификация, как и в случае сварки металлов, проводится по физическим, техническим и технологическим признакам. По виду использования энергии сварку пластмасс можно разделить на способы, использующие тепловую, механическую, электромеханическую энергии или сочетание их. Если соединение образуется в результате расплавления или размягчения кромок и присадочного материала, то такой класс сварки относят к термическим. Совместное использование нагрева и давления является признаком термомеханического класса. К чисто механическому классу относят способы сварки, когда тепловая энергия внутри изделия получается в процессе превращения механической энергии (трение, ультразвук и т. п.). Электромагнитная энергия также преобразуется в тепловую.
[c.515]
Если соединение образуется в результате расплавления или размягчения кромок и присадочного материала, то такой класс сварки относят к термическим. Совместное использование нагрева и давления является признаком термомеханического класса. К чисто механическому классу относят способы сварки, когда тепловая энергия внутри изделия получается в процессе превращения механической энергии (трение, ультразвук и т. п.). Электромагнитная энергия также преобразуется в тепловую.
[c.515]
В качестве активных газов при сварке используют углекислый газ и его смесь с кислородом. Сварка в углекислом газе плавящимся электродом проволокой сплошного сечения является наиболее распространенным механизированным способом сварки низкоуглеродистых и низколегированных сталей. Окисление железа и легирующих элементов при сварке протекает непосредственно под действием углекислого газа или кислорода, образующегося при термической диссоциации СО2 по реакциям [c.54]
Приведены данные об основных процессах, протекающих при сварке, о конструктивных элементах сварных соединений и швов, способах и критериях оценки свариваемости. Представлена подробная информация о современных материалах, оборудовании, различных способах сварки и термической резки сталей, цветных металлов и сплавов. Содержит сведения, необходимые для аттестации сварщиков и специалистов сварочного производства.
[c.2]
Представлена подробная информация о современных материалах, оборудовании, различных способах сварки и термической резки сталей, цветных металлов и сплавов. Содержит сведения, необходимые для аттестации сварщиков и специалистов сварочного производства.
[c.2]
Рассмотрены основные способы сварки плавлением и термической резки. Приведены сведения о сварочных материалах и оборудовании, технологии сварки и наплавки различных сталей, чугуна, цветных металлов и сплавов. Даны некоторые рекомендации по выбору параметров режимов дуговой сварки. [c.2]
СУЩНОСТЬ И ТЕХНИКА РАЗЛИЧНЫХ СПОСОБОВ СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ [c.81]
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
[c.81]
Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
[c.81]
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление). [c.84]
Важнейшей особенностью ЭШС, обусловленной специфическими для этого способа сварки термическим циклом, малой скоростью перемещения источника нагрева, характером кристаллизации сварочной ванны, отсутствием, как правило, угловых деформаций, является высокая стойкость металла шва против образования горячих трещин.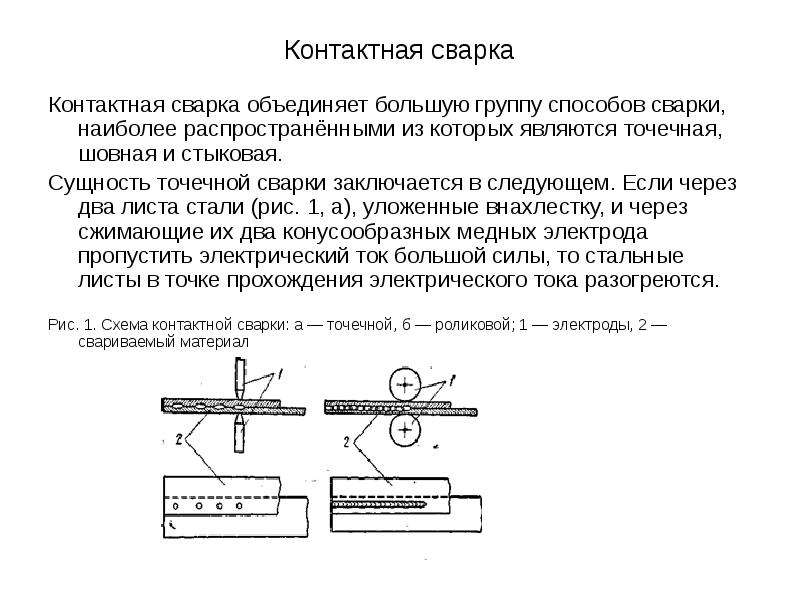 При ЭШС без особых ухищрений удается получить свободные от трещин чистоаустенитные швы на сталях и сплавах, которые лишь с большим трудом поддаются сварке под флюсом или ручной электродуговой сварке. При ЭШС, например, вовсе нет необходимости следить за обязательным наличием первичного феррита в металле шва. При ЭШС во многих случаях нет нужды столь строго ограничивать содержание фосфора и других вредных примесей в шве. При ЭШС, наконец, если говорить о получении швов без горячих трещин, нет нужды применять неокислительные флюсы-шлаки, столь необходимые при сварке под флюсом или ручной электродуговой сварке.
[c.325]
При ЭШС без особых ухищрений удается получить свободные от трещин чистоаустенитные швы на сталях и сплавах, которые лишь с большим трудом поддаются сварке под флюсом или ручной электродуговой сварке. При ЭШС, например, вовсе нет необходимости следить за обязательным наличием первичного феррита в металле шва. При ЭШС во многих случаях нет нужды столь строго ограничивать содержание фосфора и других вредных примесей в шве. При ЭШС, наконец, если говорить о получении швов без горячих трещин, нет нужды применять неокислительные флюсы-шлаки, столь необходимые при сварке под флюсом или ручной электродуговой сварке.
[c.325]
Расчет сварных соединений, работающих при высоких температурах, выполняется по допускаемым напряжениям, которые назначают в зависимости от допускаемых напряжений для основного металла, способа сварки, термической обработки и контроля качества сварных соединении. Допускаемые напряжения для основного металла принимают равными минимальному из следующих соотно шений [с] = ajrti, [с] = [а] = [а] = где
[c.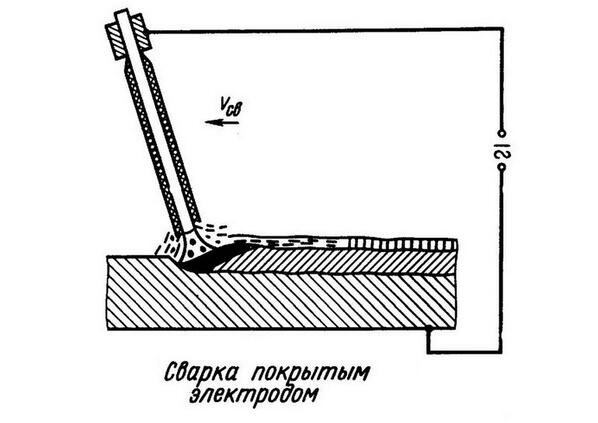 185]
185]
Температура ковки, «С начала 1260, конца 750. Сечение до 600 мм, отжиг [ерекристаллизацией (или нормализация), одно переохлаждение, отпуск. Свариваемость — сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки РДС, АДС под флюсом и газовой защитой, КТС без ограничений. [c.156]
Свариваемость — трудносвариваемая. Способ сварки РДС, АрДС. Сварные соединения в зоне термического влияния обладают пониженной стойкостью к МКК и общей коррозии, поэтому после сварки необходим отпуск при 680— 700 °С в течение 30—60 мин. [c.513]
Способы сварки алюминия и его сплавов. Основными способами сварки алюминия и его термонеупрочняемых сплавов являются сварка в инертных газах, по флюсу и под флюсом, ручная покрытыми электродами, контактная. Используют также газовую сварку, электрошлаковую сварку угольным электродом. Для термически упрочняемых сплавов применяют преимущественно механизированные способы сварки в инертных газах, электронно-лучевую, плазменно-дуговую.
 [c.134]
[c.134]В сталях, микролегированных Мо, V, Nb, Ti, В, А и среднелегированных, в состав которых входят Сг, Мо и другие карбидообразующие элементы, рост зерна в процессе сварки не успевает завершиться. В этом случае появляется возможность существенно ограничить рост зерна, ужесточая высокотемпературную часть сварочного термического цикла. Весьма эффективно в этом отношении применение лучевых способов сварки, в том числе и для углеродистых и низколегированных сталей. [c.513]
Процесс сварки конструкции сопровождается термическим и деформационным воздействиями на свариваемый металл, производимыми при определенных условиях, связанных с технологией получения неразъемного соединения. Данные условия определяют способ сварки, тип и химический состав применяемых материалов (сварочной проволоки. электрода, флюса, газа и т. д.) и зависят от многих факторов, главными из которых являются марка свариваемых сталей и сплавов, их толщина и тип сварной конструкции (балка, ферма, оболочка, детали машин, корпуса раз/шчно-го рода изделий). При этом химический состав и механические свойства металла шва, выполненного, например, сваркой плавлением, в значительной степени отличаются от состава и свойств основного металла, так как на стадии существования сварочной ванны происходит смешивание наплавляемого присадочного металла и расплавляемого основного. Поэтому с точки зрения химического состава и механических свойств принято считать, что в сварном соединении имеются как минимум два различных металла — свариваемый и металл шва. Последний рассматривают как
[c.13]
При этом химический состав и механические свойства металла шва, выполненного, например, сваркой плавлением, в значительной степени отличаются от состава и свойств основного металла, так как на стадии существования сварочной ванны происходит смешивание наплавляемого присадочного металла и расплавляемого основного. Поэтому с точки зрения химического состава и механических свойств принято считать, что в сварном соединении имеются как минимум два различных металла — свариваемый и металл шва. Последний рассматривают как
[c.13]
В последние годы предприятиями России выпчскается значительное количество нового сварочного оборудования. Основу этого оборудования для сварки плавлением составляют источники питания для сварки штучными электродами, полуавтоматы и автоматы для сварки в среде защитных газов и под флюсом, а также установки для имп льсно-дуго-вой, плазменной и лазерной сварки и полуавтоматы и автоматы для термической резки. Наиболее систематизированные данные о сварочном оборудовании изложены в /7/. Выбор оборудования для сварочных операций в значительной мере определяется гфиня1Ъ1м способом сварки, но при этом необходимо руководствоваться следующими соображениями.
[c.25]
Выбор оборудования для сварочных операций в значительной мере определяется гфиня1Ъ1м способом сварки, но при этом необходимо руководствоваться следующими соображениями.
[c.25]
Свариваемость среднеуглеродистой стали удовлетворительная, однако в сварном шве и зоне термического влияния могут образоваться закалочные структуры и трещины. Сварку выполняют слегка науглероживающим пламенем, так как даже при небольшом избытке в пламени кислорода происходит существенное выгорание углерода. Удельная мощность пламени должна быть в пределах 80—100 л/(ч-мм). Рекомендуемый способ сварки — левый, так как в этом случае металл не перегревается. При толщине металла более 3 мм следует проводить предварительный общий подогрев детали до 250—300 °С или местный нагрев до 650—700 °С. Присадочным материалом служит сварочная проволока марок, указанных для малоуглеродистой стали, и проволока Св-12ГС. [c.104]
Сваривается без ограничений. Способы сварки РД, РАД, АФ, МП, ЭШ нКТ. В термически обработанном состоянии при твердый сплав), Kv = 1,86 (быстрорежущая сталь) Не чувствительна
[c.128]
В термически обработанном состоянии при твердый сплав), Kv = 1,86 (быстрорежущая сталь) Не чувствительна
[c.128]
В зависимости от размеров сечения швы выполняют однопроходными (однослойными), многопроходными и многослойными (рис. 1.9). Однопроходный способ сварки характеризуется высокой производительностью и экономичностью, но в ущерб достижению высокого качества в связи с получением фубой столбчатой структуры металла шва и увеличенной зоны перефева. При многослойной и/или многопроходной сварке каждый предыдущий слой (валик) подвергается местной термической обработке при сварке последующего слоя (валика), что позволяет получить [c.33]
Сварка магистральных трубопроводов других отраслей промышленности выполняется в основном по аналогичной сварочной технологии, применяемой в энергомашиностроении и строительстве газопроводов, с учетом особенностей производства, свариваемых сталей, требований к условиям эксплуатации сварных соединений, видов и способов сварки и др. Офаничено, в отдельных случаях полностью исключено, применение аустенитных сварочных материалов на железоникелевой или никелевой основах для выполнения сварных соединений трубопроводов из низколегированных и среднелегированных сталей перлитного и мартенситного классов с целью отмены послесварочной термической обработки (в отраслях нефтехимии, нефтеперерабатывающей и др.).
[c.275]
Офаничено, в отдельных случаях полностью исключено, применение аустенитных сварочных материалов на железоникелевой или никелевой основах для выполнения сварных соединений трубопроводов из низколегированных и среднелегированных сталей перлитного и мартенситного классов с целью отмены послесварочной термической обработки (в отраслях нефтехимии, нефтеперерабатывающей и др.).
[c.275]
Расход флюса при этом способе сварки невелик и обычно не превышает 5 % массы наплавленного металла. Ввиду малого количества шлака легирование наплавленного металла происходит в основном за счет электродной проволоки. Доля основного металла в шве может быть снижена до 10. .. 20 %. Вертикальное положение металлической ванны, повышенная температура ее верхней части и значительное время пребывания металла в расплавленном состоянии способствуют улучшению условий удаления газов и неметаллических включений из металла шва. По сравнению со сварочной дугой шлаковая ванна — менее концентрированный источник теплоты. Поэтому термический цикл электрошлаковой сварки характеризуется медленным нафевом и охлаждением основного металла. Отклонение положения оси свариваемого шва от вертикали возможно не более чем на 15° в плоскости листов и на 30. .. 45° от горизонтали.
[c.154]
Поэтому термический цикл электрошлаковой сварки характеризуется медленным нафевом и охлаждением основного металла. Отклонение положения оси свариваемого шва от вертикали возможно не более чем на 15° в плоскости листов и на 30. .. 45° от горизонтали.
[c.154]
Сетка 100х100х5, цена, вес 1 м2 сетки
Сварная сетка 100х100х5 представляет собой изделие из металла, имеющее ячейку в форме квадрата шириной 100 мм со стержнем толщиной 5 мм. Данный вид сеток изготавливается из арматурной проволоки, имеющей периодический профиль класса ВР-1. Ее производство реализуется на специальных сварочных станках, которые осуществляют точечную контактную сварку пересекающихся под углом в 90 градусов стержней.
Раскрой, вес 1 м2 дорожной сетки 100х100х5
| Характеристика | Значение |
|---|---|
| Размер ячейки, мм | 100х100 |
| Диаметр проволоки, мм | 5 |
| Размер карты, м | 2х1,5 2х3 2х6 |
| Теоретический вес 1 м2 сетки, кг | 3,1 |
Количество м. кв. в 1 тонне кв. в 1 тонне
|
322 |
| Актуальная стоимость за 1 м2 | открыть цены |
Все размеры сварной сетки — стоимость за м2
Сетка 50х50 Сетка 100х50 Сетка 100х100 Сетка 150х150 Сетка 200х200
Преимущества и область применения
Сварная сетка относится к армирующему виду сеток. Еще его могут называть кладочной сеткой или армопоясом. По сути это одно и то же. Основное назначение – это использование сетки во всевозможных строительных работах в качестве армирующего элемента. Основным её преимуществом по сравнению с арматурой или арматурной проволокой является большая несущая способность. Это достигается тем, что все стержни сетки прочно соединены между собой, что позволяет ей равномерно распределять все воспринимаемые ею нагрузки по всей своей поверхности.
Кроме того, применение сварной армирующей сетки в строительных работах позволяет создавать конструкции разнообразной формы и значительно сократить материальные затраты, придать необходимые показатели прочности, надежности и долговечности всем конструкциям, в которых она используется.
Сварная сетка широко используется при строительстве новых и ремонте старых дорог, повышая прочность и нагрузку, которую они могут выдерживать. Также возможно применение при строительстве мостов, всевозможных зданий и сооружений (для армирования стен, перекрытий, заливке фундаментов), в ландшафтном дизайне. Кроме основного направления использования, сетка металлическая 100 100 с диаметром проволоки 5 мм может применяться при изготовлении каркасов быстровозводимых конструкций, ограждений и заборов, для производства клеток и т.п.
Продажа сетки 100х100х5 в APEX METAL
Наша компания предлагает приобрести сварную сетку 100х100х5 с широким спектром сопутствующего сервиса. По умолчанию, продукция предлагается без защитного цинкового покрытия. Мы можем осуществить технологическую операцию нанесения цинка термодиффузионным или горячеоцинкованным способом, что позволит повысить ее коррозионную стойкость, и, следовательно, значительно продлить срок эксплуатации.
Так же вы можете заказать у нас изготовление всевозможных конструкций и каркасов как типовых, так и по индивидуальным чертежам с использованием сварной сетки.
Контроль качества
При покупке сварной сетки, необходимо производить проверку ее геометрических параметров. Несоответствие размера ячейки заявленному, может привести к потере прочностных показателей сетки до 20%. Также следует произвести замер диаметра проволоки, из которой она производится. Отклонение значения диаметра в меньшую сторону на 0,2 мм от заявленного, приводит к потере 5-10 % прочности сетки.
Особое внимание следует уделять качеству сварки. Для этого следует провести визуальный осмотр одной случайно выбранной карты. Сетка 100х100х5 должна быть сварена в каждом пересечении ее стержней. Если провар напоминает шахматный порядок, то данная сетка значительно уступает по прочности изделию, соответствующему требованиям, и имеет прочность примерно на 30% ниже. Поэтому некачественное производство сетки может привести к потери половины прочности от заявленной.
Поэтому некачественное производство сетки может привести к потери половины прочности от заявленной.
Приобретая сварную сетку в APEX METAL, Вы получаете продукцию с гарантиями наивысшего качества и соответствия всем требованиям.
Проверка готовности к применению аттестованных технологий сварки
Аттестационный центр по аттестации технологий сварки (наплавки) в составе АНО «Вологодский региональный аттестационный центр» зарегистрирован в реестре СРО Ассоциация «НАКС» за № АЦСТ – 20.
Аттестат соответствия № АЦСТ-20 от 26.04.2019 года, действителен до 26.04.2022 года.
Проверка готовности к применению аттестованной технологии сварки (производственная аттестация сварочной технологии) проводится с целью определения наличия технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемой аттестованной технологии, согласно требованиям Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03), Федеральным нормам и правилам в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (утв. Приказом Ростехнадзора №519 от 11.12.2020 г.) и методическим рекомендациям НАКС от 08 апреля 2008 г.
Приказом Ростехнадзора №519 от 11.12.2020 г.) и методическим рекомендациям НАКС от 08 апреля 2008 г.
Область деятельности АЦСТ–20
Группы опасных технических устройств:
- ПТО – подъемно-транспортное оборудование.
- КО – котельное оборудование.
- ГО – газовое оборудование.
- ОХНВП – оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств.
- МО – металлургическое оборудование.
- СК – строительные конструкции.
- НГДО – Нефтегазодобывающее оборудование, включая требования ПАО «Газпром».
Виды аттестации технологий:
- Производственная аттестация технологий сварки (наплавки).
Способы сварки (наплавки):
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом.
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
- АФ – автоматическая сварка под флюсом.
- АФЛН – автоматическая наплавка ленточным электродом.
- АФПН – автоматическая наплавка проволочным электродом под флюсом.
- Г – газовая сварка.
- ЗН – сварка с закладными нагревателями.
- МАДП – механизированная аргонодуговая сварка плавящимся электродом.
- МП – механизированная сварка плавящимся электродом в среде активных газов и смесях.
- МПГ – механизированная сварка порошковой проволокой в среде активных газов.
- МПИ – механизированная сварка порошковой проволокой в среде инертных газов и смесях.
- МПС – механизированная сварка самозащитной порошковой проволокой.
- НИ – сварка нагретым инструментом.
- РАД – ручная аргонодуговая сварка неплавящимся электродом.
- РАДН – ручная аргонодуговая наплавка.
- РД – ручная дуговая сварка покрытыми электродами.
- РДН – ручная дуговая наплавка покрытыми электродами.
Для проведения проверки готовности к применению аттестованной технологии сварки организация-заявитель должна представить соответствующую документацию, а именно:
- Заявку с приложениями:
- Производственно-технологическую документацию заявленного к аттестации технологического процесса, необходимую для составления программы производственной аттестации заявленной технологии, включая сведения о нормативных документах, регламентирующих применение аттестуемой технологии сварки (наплавки).
Производственно-техническая документация (ПТД), определяющая аттестуемую технологию сварки, должна быть представлена в виде технологических инструкций и карт технологического процесса выполнения сварного соединения или элемента сварной конструкции, включающих исчерпывающие сведения об основных операциях и параметрах технологического процесса. ПТД должна содержать требования к подготовке сварного соединения к сварке, сварочным материалам, оборудованию (сварочному, сборочному и вспомогательному), предварительному и сопутствующему подогреву к параметрам процесса сборки и сварки, в том числе к последовательности выполнения прихваток, швов и отдельных слоев, к термической обработке после сварки, методам контроля, объему контроля, требования к качеству и др.
Справку о результатах контроля производственных сварных соединений за последние 6 месяцев, подписанную руководителем лаборатории и заверенную печатью организации-заявителя (при периодической аттестации).
Заверенные копии документов на аттестованных сварщиков и специалистов сварочного производства (штатные сотрудники организации-заявителя), на аттестованное сварочное оборудование, документы об аттестации лаборатории неразрушающих методов контроля и специалистов по контролю качества сварных соединений.
Данные о предыдущей аттестации (при периодической аттестации).

На основании представленной документации аттестационный центр составляет программу производственной аттестации, согласно которой в производственных условиях заявителя после проверки организационной готовности (форма Акта) выполняется сварка контрольных сварных соединений с последующим неразрушающим и разрушающим контролем.
Если в результате проверки установлено, что по каким-либо признакам организация не удовлетворяет требованиям, необходимым для проведения производственной аттестации технологии сварки, и не имеет возможности исправить выявленные несоответствия в согласованные сроки, аттестационный центр оформляет соответствующее отрицательное заключение с указанием причин.
В дальнейшем организация-заявитель может повторно подать заявку на производственную аттестацию технологии сварки только после устранения выявленных несоответствий. При положительных результатах проверки выполняется сварка КСС в условиях конкретного производства.
Местом сварки КСС может быть:
— объект, где организацией-заявителем осуществляется производство сварочных работ в процессе строительства, монтажа, ремонта объекта с применением технологий сварки, заявленных на аттестацию;
— завод (цех), оснащенный соответствующим оборудованием, находящийся в собственности у организации-заявителя или другом законном основании для выполнения комплекса сварочных работ при изготовлении, ремонте продукции, включая подготовку и сборку с использованием технологий сварки, заявленных на аттестацию;
— производственная база, организованная организацией-заявителем на время строительства, монтажа, ремонта объекта или на постоянной основе для выполнения комплекса сварочных работ, включая подготовку и сборку производственных сварных соединений с использованием технологий сварки, заявленных на аттестацию.
Выполнение КСС в иных местах, в том числе организуемых специально только для сварки КСС, не допускается.
При сварке КСС должны соблюдаться следующие условия конкретного производства:
— специалисты сварочного производства и сварщики (операторы) должны быть штатными сотрудниками организации, и иметь аттестационные удостоверения с областью распространения, соответствующей применяемой технологии сварки;
— применяемое сварочное и вспомогательное оборудование, принадлежащее организации- заявителю на праве собственности или другом законном основании, должно соответствовать оборудованию, используемому при сварке производственных сварных соединений.
По результатам производственной аттестации технологии сварки (наплавки) аттестационная комиссия составляет Заключение о готовности организации-заявителя к использованию аттестованных технологий. Заключение составляют с учетом области применения ПТД, данных карт технологических процессов сварки контрольных сварных соединений, актов, протоколов и заключений по контролю качества контрольных сварных соединений, сертификатов на основные и сварочные материалы.
При указании места сварки КСС в Заключении о готовности организации- заявителя к использованию аттестованной технологии сварки кроме адреса указывается назначение (характеристику) объекта, например: строительство магистрального газопровода; монтаж резервуара; сварочный участок цеха №3 и т.п.
Аттестационный центр направляет один экземпляр заключения аттестационной комиссии с приложениями в НАКС. На основании проведенной экспертизы представленных АЦ документов в НАКС оформляется «Свидетельство о готовности организации-заявителя к использованию аттестованной технологии».
При положительных результатах проверки готовности организации-заявителя к применению аттестованной технологии сварки сведения о ней размещаются в Реестре организаций, прошедших проверку готовности к применению аттестованных технологий сварки.
Машина Forney Easy Weld 140 MP
Forney Easy Weld 140 Multi-Process — это аппарат 3-в-1 (Stick / MIG / TIG). Легкая и чрезвычайно простая в использовании, это однофазная инверторная машина. Применения включают в себя самостоятельную работу, техническое обслуживание и ремонт, изготовление изделий из металла, любителей и художников по металлу.
Характеристики продукта:
- Размеры: 14,19 x 19,31 x 11,61 дюйма
- Вес: 24,81 фунта.
- Универсальный сварочный аппарат: сварочный аппарат MIG / DC TIG / Stick (горелка TIG в комплект не входит)
- Портативный
- Бесконечное регулирование напряжения и скорости подачи проволоки
- Диапазон скорости подачи проволоки: 79 — 197 дюймов в минуту (IPM)
- Диапазон номинального выходного напряжения: 12 — 23 В
- Диапазон номинального выходного тока: 43 — 110A
- Диапазон тока полной мощности: 10 — 140 А
- Диапазон толщины листа: до 1/4 «
- Газ не требуется
- На этой машине не работает педаль
- Использует безгазовую проволоку. 030 ”/. 035”
- Штучный электрод до 1/8 дюйма
- Входная мощность 120 В
- Включает: пистолет MIG 10 ‘, электрододержатель 8’, зажим заземления 8 ‘, адаптер 20A — 15A и один дополнительный контактный наконечник 0,030 дюйма
- Рабочий цикл: Stick 30% при 80 A, MIG 30% при 90 A и TIG 30% при 110 A
 030 ”/. 035”
030 ”/. 035”Рекомендуемые аксессуары и расходные материалы:
- Контактные советы: 60170, 60171 и 60172
- Сварочные сопла: 85336 и 85337
- Диффузор: 85339
- Проволока для сварки MIG из низкоуглеродистой стали: 42285, 42286, 42290 и 42291
- Проволока MIG с сердечником из флюса: 42300 и 42301
- Пистолет / фонарик: 84094
- Горелка для сварки TIG 9 В (размер 25 Dinse): 85657
- Керамическая чашка для сварки TIG: 85454
- Электрод из 2% торированного вольфрама: 85450
Нажмите здесь, чтобы посмотреть обзоры этого продукта:
Обзоры Amazon
Home Depot Отзывы
ВНИМАНИЕ: РАК И РЕПРОДУКТИВНЫЙ ВРЕД — www. P65Warnings.ca.gov Известно, что этот продукт содержит следующие химические вещества:
P65Warnings.ca.gov Известно, что этот продукт содержит следующие химические вещества:свинец, кадмий, ди (2-этилгексил) фталат (DEHP)
Этот продукт может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и / или врожденные дефекты или другие нарушения репродуктивной функции. Щелкните здесь для получения дополнительной информации: https://www.forneyind.com/california-proposition-65
Категория продукта: Сварка> MIG
Forney 410220 Многофункциональный аппарат для сварки MIG, TIG и Stick, 120/230 В: автомобильная промышленность
Развитый.Проверено. Надежный. Обещать
Разработано — наши инженеры изучают каждую деталь, чтобы разработать продукты, которые интуитивно понятны, надежны и функционируют должным образом. Эта машина включает в себя несколько инновационных функций, таких как встроенный резиновый коврик для хранения инструментов, ножки, которые служат в качестве подвески для резака, простые в использовании органы управления, а также более длинные силовые кабели и резаки для большей рабочей зоны. Хотя эти характеристики важны, мы также спроектировали и спроектировали эти машины с исключительными характеристиками дуги, которые обеспечивают исключительную производительность сварки и резки.
Эта машина включает в себя несколько инновационных функций, таких как встроенный резиновый коврик для хранения инструментов, ножки, которые служат в качестве подвески для резака, простые в использовании органы управления, а также более длинные силовые кабели и резаки для большей рабочей зоны. Хотя эти характеристики важны, мы также спроектировали и спроектировали эти машины с исключительными характеристиками дуги, которые обеспечивают исключительную производительность сварки и резки.
Протестировано — печатная плата и ее сборка производятся в КНР, но наши техники собирают машину с деталями, состоящими из листового металла, алюминиевых деталей, отлитых под давлением, алюминиевых экструзионных ручек и ручек, которые производятся в США. Мы считаем, что это необходимо. сохранить как можно больше рабочих мест в США, обеспечивая при этом исключительную ценность для наших клиентов. Наши технические специалисты тщательно проверяют и документируют каждую машину на предмет безопасности, надежности и функциональности, прежде чем аккуратно упаковать и проверить содержимое.
Надежность. Когда вы покупаете машину Forney, у вас есть прямая связь с техническими специалистами и инженерами, обслуживающими нашу сервисную линию «Expert-Tech». Если у вас есть вопросы по продукту или применению, вы можете позвонить по телефону 1-800-521-6038 и поговорить со специалистом по продукту. Если мы не можем решить вашу проблему по телефону, вы можете обратиться к одному из наших партнеров из сервисного центра или позволить нам позаботиться о стоимости доставки и отправить ее обратно в Форт-Коллинз, Колорадо, чтобы быстро отремонтировать вашу машину.Мы выполняем 99% ремонта оборудования в течение 24 часов, чтобы вы снова заработали. Почувствуйте разницу Expert-Tech.
MP Сварка разнородных материалов: лазерная наплавка порошковых материалов AM с AlSi10Mg до деформируемых AA6060-T6
Bassoli E, Sola A, Mattia Celesti M, Calcagnile S, Cavallini C (2018) Разработка технологии наплавки порошковых материалов на основе лазеров параметры процесса и стратегия сканирования новых марок металлических сплавов: комплексная формулировка метода. Материалы 11 (12): 2356
Материалы 11 (12): 2356
Артикул Google Scholar
Sames WJ, List FA, Pannala S, Dehoff RR, Babu SS (2016) Металлургия и наука об обработке металлов в аддитивном производстве. Int Mater Rev 61 (5): 315–360
Статья Google Scholar
Bandyopadhyay A, Traxel KD (2018) Приглашенная обзорная статья: аддитивное производство металлов — стратегии моделирования для проектов, оптимизированных для приложений. Addit Manuf 22: 758–774
Артикул Google Scholar
Ngo TD, Kashani A, Imbalzano G, Nguyen KT, Hui D (2018) Аддитивное производство (3D-печать): обзор материалов, методов, приложений и проблем. Compo B Eng 143: 172–196
Статья Google Scholar
Zuback JS, DebRoy T (2018) Твердость сплавов аддитивного производства. Материалы 11 (11): 2070. https://doi.org/10.3390/ma11112070
https://doi.org/10.3390/ma11112070
Артикул Google Scholar
Reiher T, Lindemann C, Jahnke U, Deppe G, Koch R (2017) Целостный подход к индустриализации технологии AM: от выбора деталей до тестирования и проверки. Prog Addit Manuf 2 (1–2): 43–55
Артикул Google Scholar
Mertens AI, Delahaye J, Lecomte-Beckers J (2017) Аддитивное производство на основе плавления для обработки алюминиевых сплавов: современное состояние и проблемы. Adv Eng Mater 19 (8): 1–13. https://doi.org/10.1002/adem.201700003
Артикул Google Scholar
Нахмани М., Розенталь И., Беништи И., Фраге Н., Стерн А. (2015) Электронно-лучевая сварка деталей из AlSi10Mg, полученных с помощью выбранной технологии аддитивного лазерного плавления. Addit Manuf 8: 63–70
Артикул Google Scholar
Nahmany M, Stern A, Aghion E, Frage N (2017) Структурные свойства сваренных EB-сварных тонкостенных сосудов под давлением AlSi10Mg, изготовленных по технологии AM-SLM.J Mater Eng Perform 26 (10): 4813–4821
Статья Google Scholar
Scherillo F, Astarita A, Prisco U, Contaldi V, di Petta P, Langella A, Squillace A (2018) Сварка трением с перемешиванием пластин AlSi10Mg, полученных методом селективного лазерного плавления. Metallogr Microstruct Anal 7 (4): 457–463
Артикул Google Scholar
Nahmany M, Hadad Y, Aghion E, Stern A, Frage N (2019) Оценка микроструктуры и механических свойств электронно-лучевой сварки образцов AlSi10Mg, полученных методом селективного лазерного плавления.J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2019.02.025
Артикул Google Scholar

Таката Н., Кодаира Х., Секизава К., Сузуки А., Кобаши М. (2017) Изменение микроструктуры селективно расплавленного лазером сплава AlSi10Mg с термообработкой. Mater Sci Eng A 704: 218–228
Статья Google Scholar
Fousová M, Dvorský D, Michalcová A, Vojtěch D (2018) Изменения микроструктуры и механических свойств аддитивно полученного сплава AlSi10Mg после воздействия повышенных температур.Mater Charact 137 (1): 119–126
Статья Google Scholar
Davis JR (ed) (1993) Справочник по специальности ASM: алюминий и алюминиевые сплавы. ASM International, Materials Park, стр. 376–419
Google Scholar
Брукс Дж. А., Дике Дж. Дж. (1998) Моделирование поведения трещин при затвердевании сварных швов в алюминиевых сплавах — анализ возникновения разрушения. В: Proceedings of 5th International Conference on International Trends in Welding Research, Pine Mountain, GA, ASM International, Materials Park, OH, pp 695–699
Chu Q, Bai R, Jian H, Lei Z, Hu N, Yan C (2018) Микроструктура, текстура и механические свойства 6061 алюминиевых сварных соединений с лазерным лучом. Mater Charact 137 (1): 269–276
Статья Google Scholar
Шрибман В., Уильямс Дж. Д., Бахрани А.С., Кроссленд Б. (1968) Основы сварки взрывом. Ежегодная ассамблея IIW, Варшава
Google Scholar
Рибейро Дж. Б., Мендес Р., Лоурейро А. (2014) Обзор концепции окна свариваемости и уравнений для сварки взрывом.J Phys Conf Ser 500 (5): 052038
Статья Google Scholar
Стерн А., Бехер О., Нахмани М., Ашкенази Д., Шрибман В. (2015) Состав струи при магнитно-импульсной сварке: пары Al – Al и Al – Mg. Weld J 94: 257–284
Google Scholar
Cuq-Lelandais JP, Ferreira S, Avrillaud G, Mazars G, Rauffet B (2014) Магнитно-импульсная сварка: сварочные окна и моделирование высокоскоростного удара. В: Материалы 6-й международной конференции по высокоскоростной формовке, том 199206, Тэджон, Корея
В: Материалы 6-й международной конференции по высокоскоростной формовке, том 199206, Тэджон, Корея
Кук-Леландайс Дж. П., Авриллауд Дж., Феррейра С., Мазар Дж., Ноттеберт А, Тейла Дж., Шрибман В. (2016) 3D-моделирование процесса магнитно-импульсной сварки и сравнение с экспериментальными данными. В: 7th International Conference on High Speed Forming, pp 13–22
Shribman V, Stern A, Livshitz Y, Gafri O (2002) Магнитно-импульсная сварка позволяет получать высокопрочные алюминиевые сварные швы: сварка алюминия.Сварка J 81 (4): 33–37
Google Scholar
Шрибман В., Блейкли М. (2008) Преимущества магнитно-импульсного процесса для сварки разнородных металлов — этот твердотельный процесс позволяет сварку разнородных металлов, чтобы помочь дизайнерам использовать более легкие и прочные комбинации металлов. Сварка J 87 (9): 56
Google Scholar

Бен-Арци А., Стерн А., Фраге Н., Шрибман В., Садот О. (2010) Механизм формирования волны при магнитно-импульсной сварке.Int J Impact Eng 37 (4): 397–404
Статья Google Scholar
Чжан Й., Бабу С.С., Проте С., Блейкли М., Квасегрох Дж., ЛаХа М., Даэн Г.С. (2011) Применение высокоскоростной ударной сварки на различных масштабах длины. J Mater Process Technol 211 (5): 944–952
Статья Google Scholar
Штерн А., Шрибман В., Бен-Арци А., Айзенштейн М. (2014) Явления на границе раздела и механизм соединения при магнитно-импульсной сварке.J Mater Eng Perform 23 (10): 3449–3458
Статья Google Scholar
Bellmann J, Lueg-Althoff J, Schulze S, Gies S, Beyer E, Tekkaya AE (2017) Измерение условий столкновения в процессах магнитно-импульсной сварки. J Phys Sci Appl 7 (4): 1–10
Google Scholar
Lueg-Althoff J, Bellmann J, Gies S, Schulze S, Tekkaya AE, Beyer E (2018) Влияние кинетики флаера на магнитно-импульсную сварку труб.J Mater Process Technol 262: 189–203
Статья Google Scholar
Roeygens L, de Waele W, Faes K (2017) Экспериментальное исследование свариваемости трубчатых разнородных материалов с использованием процесса электромагнитной сварки. Int J Sustain Constr Des 8 (1): 1–8. https://doi.org/10.21825/scad.v8i1.6810
Артикул Google Scholar
Psyk V, Scheffler C, Linnemann M, Landgrebe D (2017) Анализ процесса магнитно-импульсной сварки соединений листового металла из аналогичных и разнородных материалов.Proc Eng 207: 353–358
Статья Google Scholar
Rosenthal I, Shneck R, Stern A (2018) Влияние термообработки на механические свойства и механизм разрушения в AlSi10Mg, полученном с помощью процесса селективного лазерного плавления в аддитивном производстве. Mater Sci Eng A 729: 310–322
Mater Sci Eng A 729: 310–322
Статья Google Scholar
Перейра Д., Оливейра Дж. П., Пардал Т., Миранда Р. М., Сантос Т. Г. (2018) Магнитно-импульсная сварка: оптимизация оборудования для производства алюминиевых трубных соединений.Sci Technol Weld Join 23 (2): 172–179
Статья Google Scholar
Wang H, Wang Y (2019) Процесс высокоскоростной ударной сварки: обзор. Металлы 9 (2): 144. https://doi.org/10.3390/met
44
Артикул Google Scholar
DIN EN 1779: 1999-10 (1999) Неразрушающий контроль — проверка герметичности — критерии выбора метода и техники. Beuth-Verlag, Берлин, стр. 1–3.https://doi.org/10.31030/8373233
Тан М., Писториус ПК, Нарра С., Бейт Дж.Л. (2016) Быстрое затвердевание: селективное лазерное плавление AlSi10Mg. JOM 68 (3): 960–966. https://doi. org/10.1007/s11837-015-1763-3
org/10.1007/s11837-015-1763-3
Артикул Google Scholar
Greß T, Mittler T, Schmid S, Chen H, Khalifa NB, Volk W. (2018) Термический анализ и производство литых двухслойных заготовок из Al 7075/6060. Int J Metalcasting 13: 1–13.https://doi.org/10.1007/s40962-018-0282-8
Артикул Google Scholar
Rottländer H, Umrath W, Voss G (2016) Основы обнаружения утечек. В: Leybold GMBH (ed) Cat. No. 199 79_VA.02, Cologne, pp 1–49
Lincoln Power MIG 210 MP Универсальный сварочный аппарат K3963-1
УНИВЕРСАЛЬНЫЙ, ПРОЧНЫЙ, ПРОСТОЙ В ИСПОЛЬЗОВАНИИ.
Источник питания POWER MIG® 210 MP — это универсальный сварочный аппарат для увлеченных людей, преподавателей или мелких подрядчиков, которые хотят выполнять сварку MIG и многое другое, в том числе ручную сварку, сварку TIG и порошковую сварку.Поворотно-нажимные цифровые элементы управления и цветной дисплей сварочного аппарата Lincoln MIG 210 делают настройку и управление интуитивно понятными и легкими, а цельнометаллический проволочный привод и прочная конструкция из листового металла делают его надежным и готовым к любой работе в домашних условиях. или небольшой магазин. Источник питания Lincoln POWER MIG 210 MP — идеальный аппарат для сварки MIG для начинающих сварщиков, у которого есть много возможностей для развития по мере накопления опыта. На сайте Weldingmart.com вы найдете Lincoln Power MIG 210 по конкурентоспособной цене.
или небольшой магазин. Источник питания Lincoln POWER MIG 210 MP — идеальный аппарат для сварки MIG для начинающих сварщиков, у которого есть много возможностей для развития по мере накопления опыта. На сайте Weldingmart.com вы найдете Lincoln Power MIG 210 по конкурентоспособной цене.
LINCOLN 210 MP POWER MIG — ОДНА МОЩНАЯ МАШИНА
Возьмите его с собой, подключите куда угодно
- Легкий и портативный — всего 40 фунтов!
- Двойные входы напряжения (120 В или 230 В) означают, что вы можете подключаться к любому общему источнику питания
Готово, установка, сварка
- Интуитивно понятные поворотно-нажимные цифровые элементы управления упрощают настройку
- Большой цветной дисплей проведет вас через процесс настройки
- Простые расширенные параметры и настройки
210 А: мощность для любой работы
- MIG: сварка до 3/8 дюйманизкоуглеродистая или нержавеющая сталь или алюминий * до 3/16 дюйма
- Порошковая порошковая краска (самозащита и газовая защита): для выполнения самых сложных работ
- Штанга постоянного тока: подходит для стержневых электродов диаметром до 5/32 дюйма
- TIG на постоянном токе: на основе технологии Touch Start TIG®
* Требуется катушечный пистолет (продается отдельно)
Почему покупать на Weldingmart. com?
com?
Обладая более чем 50-летним опытом работы в сварочной отрасли, мы являемся вашим надежным поставщиком лучшего оборудования и принадлежностей от ведущих мировых производителей.Мы предоставляем вам доступ к более чем 25 000 промышленных сварочных инструментов, оборудования и расходных материалов, а также к ценной информации для обеспечения оптимальной производительности и безопасности. Посетите наш Учебный центр и блог по сварке и позвоните в нашу команду экспертов по обслуживанию клиентов, если у вас возникнут вопросы о нашей продукции.
Сварочный аппарат Forney 190 MP, несколько сварочных процессов «3-в-1», 120/230 В (324)
Описание продукта
- MULTI-PROCESS WELDER — 3 в 1 Stick Welder, MIG Welder и TIG Welder (аксессуары для сварки TIG в комплект не входят) все необходимое в одном аппарате
- ЛЕГКО ИСПОЛЬЗОВАТЬ — легкий запуск делает любой удар ЛЕГКИМ! Трехпозиционный переключатель позволяет быстро изменять процесс
- КОНТРОЛЬ СВАРОЧНОЙ СВАРКИ — Двигайтесь с правильной скоростью, которая соответствует вашим потребностям, расходомер обеспечивает правильное регулирование газа с помощью одноступенчатого поршня
- ПРОЧНЫЙ — Цельнометаллический корпус, рассчитанный на повседневную работу только при напряжении 115 (15 А) или 220 (50 А)
- СВАРКА ВКЛЮЧАЕТ — Установка рукояти и MIG.Вместе с расходомером и газовым шлангом
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИЗДЕЛИЯ — Размеры: 20,2 дюйма (513,02 миллиметра) x 10,2 дюйма (259,08 миллиметра) x 16 дюймов (406,4 миллиметра). Вес: 50 фунтов (22,68 кг). Пластина диапазон толщины: до 3/16 дюйма (4,76 миллиметра). Использует стержневые электроды диаметром до 5/32 дюйма
- РЕКОМЕНДУЕМЫЕ ПРИНАДЛЕЖНОСТИ — Пистолет (85653), горелка TIG (85654), ножная педаль (85655)
- Нажмите на имя (BY FORNEY), выделенное синим цветом под заголовком, чтобы просмотреть наш полный каталог сварочных аппаратов, абразивных материалов, цепей / канатов, инструментов и многого другого!
Прочие сведения
Гарантия производителяВидео о продуктах
Пользовательское поле
Отзывы о продукте
Написать рецензиюForney Industries
Сварочный аппарат Forney 190 MP, несколько процессов сварки «3-в-1», 120/230 В (Снято с производства) См. Обновление 410
Forney Easy Weld 140 MP Обзор за 2021 год
Вы ищете надежного сварочного аппарата для различных операций? У нас есть идеальное решение для вас — Forney Easy Weld 140 MP.Фактически, это одно из лучших предложений, которое Forney может предоставить своим пользователям. Это полупрофессиональный сварочный аппарат, который работает на 140 А и подходит для различных видов работ.Независимо от того, являетесь ли вы профессионалом или любителем, желающим поработать дома или в гараже, Forney Easy Weld — правильный инструмент для этой работы.
Давайте рассмотрим подробнее, так как вы сможете узнать много нового с помощью нашего обзора сварщиков Forney.
In Short Forney Easy Weld 140 MP
Forney Easey Weld 140 MP — это сварочный аппарат, который оценивается как где-то в нижней части среднего уровня сварщиков. Тем не менее, это по-прежнему один из лучших типов сварочных аппаратов, которые Forney Industries может предоставить. Что касается качества, он довольно высок и продается по приемлемой цене. С его помощью вы можете выполнять сварку MIG и TIG, а также выполнять ручную сварку.
Это устройство специально предназначено для любителей, но и профессионалам оно может понравиться. Он имеет вход 120 вольт, что делает его подходящим для домашних условий. На самом деле у него более чем приличная выходная мощность, если учесть тот факт, что она ограничена только 120 В.
Многофункциональный сварочный аппарат также создает очень красивые сварные швы. Колесный привод MIG действительно хорош, и он также имеет зажигание дуги TIG для сварки TIG, что намного лучше, чем полагаться на запуск с нуля.
Наконец, Forney Easy Weld 140 MP имеет качественную сборку. Он одновременно прочный и легкий. Он весит около 24,81 фунта. (11,25 кг) и его можно легко носить с собой по месту работы. Идеально подходит для любых гаражных работ.
Технические характеристики, плюсы и минусы вкратце
Технические характеристики
- Процессы: Порошковая сварка (FCAW), MIG (GMAW), STICK (SMAW), TIG (GTAW).
- Диапазон толщины сварного шва: Толщина листа, калибр 24 до 1/4 ″.
- Свариваемые материалы: Низкоуглеродистая сталь .
- Входное напряжение: 120 В
- Входная фаза: 1-фазная.
- Текущий тип: постоянного тока.
- Номинальная мощность: МИГ 30% при 90 А.
- Диапазон силы тока: 10–140 Ампер на выходе.
- Скорость подачи проволоки: 79–197 дюймов в минуту.
- Вес: 24.8 фунтов.
Плюсы и минусы
Плюсы
- Проволока загружается легко и быстро.
- Плавная регулировка скорости подачи
- Компактный и прочный
- Низкий уровень квалификации, необходимый для работы
- Легкий
- Многопроцессорная установка
Минусы
- Аксессуары для сварки TIG не включены
- Регулятор газа для MIG продается отдельно
- Низкий рабочий цикл
Лучшее о Forney Easy Weld 140 MP
Универсальность
Вероятно, самое лучшее в Forney Easy Weld 140mp — это его универсальность.По сути, это сварочный аппарат 3 в 1, позволяющий выполнять различные сварочные процессы с помощью всего одного аппарата. С его помощью вы можете выполнять сварку MIG, сварку TIG и ручную сварку. Так зачем занимать слишком много места на складе, если у вас может быть один сварщик, который может все это сделать.
Что касается сварки MIG, Forney Easy Weld 140 может выполнять сварку как сердечника флюсом, так и сварку в среде защитного газа. Однако газовый регулятор не входит в комплект и продается отдельно. Вы можете сваривать до 1/4 дюйма за один проход.Он также имеет механизм подачи проволоки с толщиной проволоки до 0,035 дюйма.
Сварку TIG можно выполнять только в режиме постоянного тока. Но вы не можете ожидать большего от сварщика-любителя. Это также означает, что вы не сможете сваривать им алюминий. Тем не менее, у машины есть зажигание дуги, что намного лучше, чем запуск с нуля, так как оно защитит ваш вольфрам. Обратите внимание, что шестерня для сварки TIG также продается отдельно.
Наконец, сварка штучной сваркой может выполняться электродами сечением до 1/8 дюйма, но не электродами 7018.В этом случае держатель стержня и зажим заземления идут в комплекте со сварочным аппаратом.
Сила
Безусловно, исключительной чертой Forney Easy Weld 140 MP является его мощность. Совершенно удивительно, что машина способна выдавать 140 ампер при 120 вольт. Многофункциональные сварщики и особенно домашние сварщики обычно не обладают такой большой мощностью. Максимум, на что вы можете надеяться, — это 90 или 100 ампер. Поскольку это многофункциональный сварочный аппарат с высокой мощностью, вы сможете сваривать материалы значительной толщины, что является большим преимуществом для домашнего использования.
Но у этого есть и обратная сторона. Рабочий цикл находится в нижней части диапазона , особенно для аппарата для ручной сварки, поскольку он рассчитан только на 30% при токе всего 80 ампер. Сварочную штангу обычно не проводят при более низких силах тока, так как этот процесс обычно не используется для тонких материалов. Было бы намного лучше, если бы у него был более высокий рабочий цикл для MIG, TIG и Stick.
Простота использования
Easy Weld 140 mp идеально подходит для начинающих. Это очень просто использовать и легко переключаться между процессами.Есть только один переключатель, который можно повернуть в три положения — MIG, TIG или Stick. Так просто, как, что! Единственное, что вам нужно настроить вручную, это полярность и настройку необходимой сварочной горелки.
Машина также оснащена плавным регулированием напряжения и скорости подачи проволоки. Это позволяет сварщику изменять настройки с абсолютной точностью. Абсолютная радость для новичков и сварщиков, которые еще только осваивают канаты.
Качество сборки
Эта машина может быть доступной по цене, но ее качество сборки вовсе не выглядит дешевым.На самом деле, все устройство собрано исключительно хорошо, а пластиковые и металлические детали выглядят неплохо.
Качество
Сам корпус прочный. Вы можете использовать сварочный аппарат в различных условиях, не опасаясь его повредить. Кроме того, он довольно легкий (24,81 фунта), что означает, что вы можете перемещать его по мастерской по своему усмотрению. Так что объедините вес и прочную конструкцию машины, и вы получите очень надежный агрегат.
Также следует отметить качество сборки цельнометаллической системы подачи проволоки.Это повышает надежность сварки MIG / Flux с использованием данного сварочного аппарата.
Цена
Большинство людей будет обращать внимание на цену. К счастью, у Forney Easy Weld 140 MP хорошее соотношение цены и качества. Есть и лучшие многопроцессорные сварочные аппараты, но этот дает отличные результаты при тех деньгах, которые вы собираетесь в него вложить.
Более того, Forney Industries — компания с безупречной репутацией, и их цель — удовлетворять потребности своих клиентов.Вы можете быть уверены, что качество сборки их машин исключительное. на Forney Easy Weld 140 MP также предоставляется гарантия сроком на 1 год. Это действительно хорошее дополнение для такого дешевого сварщика.
Кто делает сварщиков Forney?
Производство
Сварочные аппараты Forney спроектированы Forney Industries инженерами-сварщиками из США и Европы, которые при этом используют спецификации Forney. Их итальянский партнер-производитель имеет отличную репутацию в области создания качественных сварочных аппаратов.Изготовленные здесь сварочные аппараты не уступают по качеству изготовленным в США.
Заключение
Как вы, несомненно, узнаете из большинства обзоров сварщиков Forney, это то, что Forney Easy Weld 140 MP — это великолепный универсальный сварочный аппарат 3 в 1. Главное, конечно, то, что он может работать как сварочный аппарат MIG, TIG и Stick. Но гораздо важнее то, что он также может обеспечить качественную работу.
Forney Easy Weld 140 MP имеет лучшее соотношение цены и качества среди аналогичных продуктов.Его цена — самое большое преимущество. Но из-за того, что переменный ток полностью дешевле, чем у большинства, он удивительно качественнее, чем у большинства сварочных аппаратов на рынке.
Определенно отличная покупка для любого новичка, который попадает в мир сварки, поскольку вам потребуется всего несколько минут, чтобы научиться им пользоваться. Профессионалы также могут извлечь выгоду из его наличия, поскольку вам не нужно покупать несколько устройств, поскольку одна машина может выполнять работу трех.
В целом, Forney Easy Weld 140 MP — наш лучший выбор для вас, но если вы хотите увидеть больше сварщиков MIG стоимостью менее 500 долларов США, ознакомьтесь с этой статьей
Видеообзор многопроцессорного сварочного аппарата Lincoln Power MIG 210 MP
Сварка и резка
Функции
Легкость использования
Значение
Гарантия
Последние мыслиЭто простой в настройке и использовании сварочный аппарат.Интуитивно понятные элементы управления Lincoln на Power MIG 210 MP сделают новичка или новичка похожим на профессионала. Расширенные элементы управления позволяют вам расти.
Общий счет 4.3 Последние мысли
Если вы умеете пользоваться смартфоном, то настраивайте и сваривайте с помощью Lincoln Power MIG 210 MP. Как следует из названия, этот многофункциональный сварочный аппарат позволяет пользователю выполнять сварку MIG, TIG (требуется деталь) и Stick (дуговая сварка).Простые и интуитивно понятные элементы управления шаг за шагом направляют сварщика (сварщика) с помощью всего лишь пары ручек. После этого Lincoln Power MIG 210 MP устанавливает рекомендуемые напряжение и скорость подачи проволоки.
Связанный обзор: Hypertherm Powermax45 XP Plasma Review
Это не только для новичков или новичков. Более продвинутые элементы управления обеспечивают настройку таких параметров, как точечный таймер, индуктивность и Run-In WFS. Это также отличный сварочный аппарат для тех, кто работает мобильно или в дороге.Входное напряжение может быть 120 В или 230 В, и обе вилки поставляются с Lincoln 210 MP. Этот сварочный аппарат Lincoln весит всего 40 фунтов и имеет ручку сверху, поэтому его можно легко носить с собой.
[adsenseyu1]
Lincoln Power MIG 210 MP Характеристики
Элементы управления Lincoln Power MIG 210 MP
Lincoln Power MIG 210 MP сваривает сталь до 5/16 ″, но это при питании от сети 230 В. Максимальная рекомендуемая толщина стали для 120 В составляет чуть менее 1/4 дюйма. Этого должно быть достаточно для DIY или новичка, но у них могут возникнуть проблемы с более толстыми проектами.После того, как устройство подключено к сети 120 В или 230 В, 210 MP включается простым щелчком переключателя. При нажатии на большую центральную ручку отображается выбор процесса сварки. Нажмите ручку, чтобы выбрать, затем на экране отобразятся сведения о настройке проводов заземления и резака. Еще одно нажатие на ручку приведет вас к толщине металла. Поверните ручку, чтобы изменить толщину, затем нажмите, чтобы выбрать. На экране теперь будут отображаться рекомендованные вольты и WFS.
Заключение
Нам очень нравится этот Lincoln Power MIG 210 MP.Это имеет смысл для человека, желающего овладеть этим навыком, или даже для кого-то, кому не нужно работать с толстым материалом. Нам бы хотелось, чтобы у Lincoln 210 MP было два входа газа, чтобы вы могли использовать защитный газ для сварки MIG и TIG, не меняя линию.