Сколько разрядов у сварщика | Как повысить разряд сварщика
https://vtmstol.ru/blog/razryadyi-svarshhikov
26.11.2019
Сохранить статью:
Профессия сварщика относится к числу престижных. Хорошие специалисты в этой области не редкость, но ценятся они на вес золота из-за большого спроса на услуги. Кажется, что это дело нехитрое и даже незнакомый с тонкостями процесса человек может приварить две металлические заготовки. А вот получится сварочный шов крепким и эстетичным? Конечно же, нет. Поэтому профессии учатся долгие годы, а квалификацию специалистов принято оценивать разрядами.
Принято присваивать сварщикам один из шести существующих разрядов, который напрямую зависят от мастерства специалиста. Улучшить разряд означает повысить свою квалификацию. И делать это нужно не только ради уважения коллег или знакомых. Разряд влияет на уровень оплаты труда и определяет возможность допуска к выполнению сложных операций.
Разряд влияет на уровень оплаты труда и определяет возможность допуска к выполнению сложных операций.
СОДЕРЖАНИЕ
- Категории сварщиков
- Разряды сварщиков
- Как повысить разряд сварщика
- Плюсы и минусы профессии
Категории сварщиков
Квалификация определяется в зависимости от умения специалиста работать с определенным набором сварочных технологий:
- точечная сварка предполагает соединение металлов без использования электродов. Простые манипуляции, не требующие длительного обучения;
- сварщики, работающие с установками диффузно-сварочного типа. Соединение характеризуется увеличенными прочностными характеристиками шва;
- навыки работы с электронно-лучевой аппаратурой. Сварочные работы выполняются в вакууме. Технология востребована для соединения деталей, выполненных из различных металлических сплавов;
- работник, умеющий обращаться с термитной сваркой. Манипуляции выполняются на специальных сварочных прессах.
 Детали помещаются в формы, которые нагреваются;
Детали помещаются в формы, которые нагреваются; - управление газосварочными процессами. В этом случае специалиста принято называть газосварщиком. Он может и резать металлы, вооружившись соответствующими приспособлениями – резаками;
- последнюю категорию составляют электросварщики. Они востребованы в производстве, сфере обслуживания и в других областях хозяйствования.
 Детали помещаются в формы, которые нагреваются;
Детали помещаются в формы, которые нагреваются;Разряды сварщиков
- 1 разряд присваивается начинающим специалистам, которые, по сути, еще являются учениками. Он может выполнять несложные работы по соединению грубых заготовок и несложной резке металла. Нельзя еще сказать, что он является специалистом. Такие разряды получают ученики технических училищ.
- После окончания ПТУ выпускники получают удостоверения сварщика 2 разряда. Полученных навыков достаточно для того, чтобы сваривать металлы в нижнем и вертикальном положении. А вот для более сложных операций, таких как герметизация трубопроводов, умений явно недостаточно.
- Сварщик 3 разряда – это специалист, не имеющий навыков выполнения работы в строительстве или на производстве. Он в обязательном порядке должен обладать определенным набором навыков:
- варить швы, расположенные вертикально, в углу или в нижнем положении. Помимо этого, необходимо уметь герметизировать трубопроводные магистрали;
- хорошо знать материальную часть. А именно: устройство и принцип работы сварочного оборудования. Важно усвоить требования положений техники безопасности;
- читать чертежи и по ним выполнять сварочные работы.
- Сварщик 4 разряда обязан уметь работать с деталями и конструктивными элементами среднего уровня сложности. Квалификация работника достаточная для того, чтобы выполнять любые сварочные работы, кроме потолочных. Плюс к этому такой сотрудник должен без проблем сваривать две трубы со 100%-ой герметичностью шва. Магистрали будут работать под высоким давлением без протечек. Умение читать чертежи – это в обязательном порядке.
- Сварщик 5 разряда может выполнять сварочные работы в любом положении и вырезать из листа железа элементы любой по сложности конфигурации. Специалист допускается для герметизации швов на трубопроводах высокого давления. В его компетенции соединение любых деталей из любых сплавов под любым углом независимо от толщины.
- Сварщик 6 разряда – это вершина профессиональной иерархии. В его ведении находится весь ассортимент работ, которые может выполнить коллега с 5 разрядом. Помимо этого, специалистам доверяют эксклюзив: сваривание заготовок, отлитых из экспериментальных сплавов. Мастер должен самостоятельно выбрать оптимальный режим, расходные материалы и условия для выполнения операций нестандартного характера.


Как повысить разряд сварщика
С ростом профессиональных навыков рано или поздно стает вопрос повышения разряда, к примеру, с 3 на 4. Что нужно предпринять в этом случае? Если работник трудится на производственном предприятии, то все достаточно просто. В организации есть квалификационная комиссия, которая вправе устроить испытания и принять соответствующее решение. После обращения сотрудника комиссия назначает день проведения экзамена. В случае успешной сдачи разряд сварщика будет повышен, а на руки выдано свидетельство установленного образца.
В организации есть квалификационная комиссия, которая вправе устроить испытания и принять соответствующее решение. После обращения сотрудника комиссия назначает день проведения экзамена. В случае успешной сдачи разряд сварщика будет повышен, а на руки выдано свидетельство установленного образца.
Сотрудники небольших организаций и производственных предприятий лишены такой возможности. Им необходимо обратиться в цент повышения квалификации. Важно предварительно выяснить, какой документ выдает учреждение: о повышении разряда или о прохождении определенных курсов. Второй документ не имеет никакой практической ценности, поскольку лишь подтверждает, что человек учился с такого-то периода по такое-то время. Поэтому нужно внимательно выбирать центр повышения квалификации и останавливать выбор на том, который имеет право присваивать более высокую квалификацию.
Документы об успешной сдаче экзаменов нужно предъявить непосредственному руководителю, в отдел кадров и бухгалтерию организации, где работает сварщик. Свидетельство послужит основанием для повышения заработной платы и допуску к выполнению более сложных работ.
Свидетельство послужит основанием для повышения заработной платы и допуску к выполнению более сложных работ.
Плюсы и минусы профессии
К положительной стороне можно отнести постоянную востребованность специалистов на рынке труда и высокую оплату. Но, как и у каждой профессии, есть и отрицательные моменты:
- нередко сварщикам приходится работать в сложных, граничащих с экстремальными, условиях;
- защитные маски и специальные очки не могут полностью исключить негативное воздействие инфракрасных и ультрафиолетовых лучей на глаза;
- во время сварки металлов выделяются вредные газы, которые попадают в легкие человека и со временем являются причиной профессиональных заболеваний.
С каждым годом улучшаются средства защиты и условия труда сварщиков. Поэтому популярность профессии только растет. Владельцы бизнеса и руководители предприятий внедряют разные системы поощрений для сварщиков, чтобы мотивировать их работать в своей организации.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Разряды сварщиков
Оцените, пожалуйста, статью
12345
Всего оценок: 126, Средняя: 3
3
5
1
126
Может быть интересно
Все статьисколько разрядов и как их повысить
Сварочные технологии заняли значительное место в большинстве промышленных производств, строительстве, судостроении, самолетостроении и т.д. В этой связи профессия сварщика стала одной из основных рабочих профессий. Профессия эта достаточно наукоёмкая и требует немалых знаний. Сварщику приходится постоянно изучать новые виды сварки и осваивать новые приёмы ведения сварочных работ.
1 / 1
Виды сварки
Видов сварки настолько много, что даже упомянуть их в короткой статье не представляется возможным. Мы покажем вам основные виды сварки в виде схемы и кратко расскажем о наиболее интересных.
Прессовая сварка
Этот, редко встречающийся, процесс проходит при предварительном нагреве свариваемых деталей до температуры равной 0,8 от температуры плавления. Способ нагрева не имеет значения, но чаще всего используют электрические спирали. Далее детали сдавливают штампами. Экономически целесообразен для сварки алюминия и его сплавов.
Диффузионная
Комбинированное воздействие нагрева и давления позволяет получать в вакууме очень качественное и аккуратное соединение плоских поверхностей. Температура нагрева здесь несколько ниже, чем в предыдущем методе: 0,7 температуры плавления. Сваривание облегчается высокой степенью подготовки поверхности (шестой класс по шероховатости) и применению специфических припоев в виде фольги или порошка.
Способов нагрева больше, чем у прессовой сварки:
· радиационный;
· электронно – лучевой;
· индукционный;
· прямым прохождением тока;
· расплавом солей;
· тлеющим разрядом.
Различают две стадии такого процесса. В первой стадии происходит сжатие деталей до расстояния междуатомного взаимодействия. На второй стадии формируется структура самого соединения. К недостаткам процесса относят необходимость тщательной подготовки поверхностей и создание вакуума в сварочной зоне.
Преимуществ гораздо больше и вес их значимее: отсутствие механической обработки сваренных деталей, отличное качество шва, малый расход энергии.
Электронно – лучевая
Этим видом можно сваривать металлы толщиной от 0,1 мм до 200 мм. Понятно, что основное её назначение – приборостроение и космическая отрасль. Сваривание происходит в вакуумных камерах (идеальная защита шва от кислорода воздуха) путем воздействия на шов потоком электронов, созданным в электронно – лучевой пушке.
Сваривание происходит в вакуумных камерах (идеальная защита шва от кислорода воздуха) путем воздействия на шов потоком электронов, созданным в электронно – лучевой пушке.
Поток может быть как постоянным, так и импульсным. Импульсным потоком варят легкоиспаряющиеся металлы: магний и алюминий. Высокая концентрация энергии позволяет проводить сварку при потреблении энергии в 10 – 15 раз ниже, чем другими видами сваривания.
Термитная
Алюминиевая пудра, магниевая пудра, металлическая окалина – вот и все, что нужно для термитной сварки. Это один из самых древних видов сварки, начинающийся еще из кузнечного производства. Не требует никакого оборудования, но позволяет творить чудеса. Например, варить рельсы в открытом поле.
Перечисленные выше ингредиенты смешиваются в различных пропорциях и поджигаются, в зависимости от способа проведения термитной сварки. Алюминиевая пудра используется в термитах для наплавки металла на детали и для сваривания чугуна. Магниевая пудра используется при сваривании цветных металлов в электрических сетях.
Магниевая пудра используется при сваривании цветных металлов в электрических сетях.
Газовая
Эта технология перешагнула свой 100-летний юбилей, но и сегодня остаётся одной из самых доступных и самых распространенных. Суть процесса состоит в разогреве свариваемых металлов газом вплоть до расплавления с последующим остыванием. Для получения качественного шва в зону сваривания вводится присадочная проволока и флюс. В качестве флюса используют буру или борную кислоту.
Горючим газом служит ацетилен либо его заменители: метан, водород, пропан. Катализатором плавления металла выступает кислород.
Метод не дорогой, но малопроизводительный, поэтому применяется при неинтенсивном производстве и ремонтах. Широко используется в полевых условиях.
Электрическая
Основной отличительный признак электросварки, это использование электрической дуги в качестве источника энергии для плавления соединяемых деталей. Самый удобный и самый распространенный вид сварки, постоянно усовершенствуется. Появляются новые виды и новое оборудование. Уже становится сложно следить, не то чтобы за отдельными видами, но даже за их классификацией. Вот основные признаки, по которым классифицируют отдельные виды электросварки:
Самый удобный и самый распространенный вид сварки, постоянно усовершенствуется. Появляются новые виды и новое оборудование. Уже становится сложно следить, не то чтобы за отдельными видами, но даже за их классификацией. Вот основные признаки, по которым классифицируют отдельные виды электросварки:
· по степени механизации;
· по роду тока;
· по типу дуги;
· по типу сварочного электрода;
· по условиям наблюдения за дугой;
· по роду защиты от воздействия окружающей среды
НАКС
Сварка требует от исполнителя высокой ответственности и специальных знаний. Для проверки этих качеств создано НАКС (Национальное Агентство Контроля сварки). После прохождения проверки, аттестованные лица получают удостоверения соответствующего образца. Аттестации подлежат следующие специалисты:
· сварщики;
· мастера производственных участков, на которых ведутся сварочные работы;
· инженеры – технологи, обеспечивающие сварочные процессы технической документацией;
· главные сварщики – руководители отделов сварки предприятий.
Как повысить разряд сварщика
Уровень зарплаты определяется мастерством работника. А его мастерство подтверждается разрядом. У сварщиков существует шесть разрядов. Как правило, выпускник ПТУ имеет 3-й разряд. Дальнейшее повышение разрядов обеспечено трудовым кодексом. Естественно, что чем выше разряд, тем более сложные работы должен уметь выполнять сварщик. С перечнем работ можно ознакомиться в должностной инструкции к каждому разряду.
Самый постой способ повышения разряда предлагают по месту работу. Если сварщик чувствует, что может выполнить работы, предусмотрены разрядом, на который он претендует, то подает заявку на повышение разряда. Теперь ему остается сдать экзамен по теории и выполнить практическое задание.
Сварочный бизнес: рейтинг ваших сварщиков
Мы живем в мире быстрого питания: мы ожидаем, что все будет быстро; не только наше питание, но и наши интернет-соединения, услуги сотовой связи, доставка почты, и этот список можно продолжить. И давайте не будем забывать о различных типах производственных и производственных линий, на которых мы работаем.
И давайте не будем забывать о различных типах производственных и производственных линий, на которых мы работаем.
Время — деньги для тех, кто занимается производством. Временные рамки устанавливаются для всех аспектов производственного проекта, включая планирование, проектирование, заказ материалов, производство и поставку конечного продукта.
Однако иногда то, что мы считаем быстрым и прибыльным, на самом деле может стоить нам денег в долгосрочной перспективе. Слишком часто в мире сварки обращают внимание на то, как быстро автоматическая машина или человек могут наплавить определенное количество металла сварного шва.
Но во многих случаях не все затраты на сварку учитываются, когда компания определяет норму прибыли.
Ниже приводится краткий список критически важных доработок изделия, не прошедшего проверку. Каждый из них увеличивает накладные расходы на сварочный проект. Если эти элементы не будут добавлены в окончательное уравнение затрат, это может стать убийцей бизнеса:
• Затраты на устранение дефектов (заработная плата, потери сырья, потери расходных материалов, затраты на надзор)
• Стоимость потерянной продукции во время переделки (ошибочное предположение, что сверхурочная работа заменяет время переделки, поскольку сверхурочная работа могла быть использована для выполнения новой работы)
• Стоимость сырья (стоимость материалов, стоимость доставки, стоимость складирования)
• Стоимость повторной сварки (заработная плата, расходы на надзор, пруток, проволока, защитные газы, чистящие средства, средства безопасности)
• Стоимость контроля сварных швов
• Стоимость сварочных материалов (пруток, проволока, защитные газы, моющие средства, защитное оборудование)
• Дневная заработная плата супервайзера
• Дневная заработная плата сварщика
• Скорость сварщика (сколько дюймов в день сварного шва установлен)
Каждый из этих пунктов увеличивает накладные расходы на производство. И никогда не забывайте, что потерянное производство из-за переделки никогда не может быть восстановлено, потому что во время переделки можно было бы сделать новый продукт. И эта упущенная потенциальная прибыль должна учитываться как убыток в ваших бухгалтерских книгах. Это заставляет вас в первую очередь искать способы уменьшить количество переделок. Именно это заставляет одни предприятия добиваться успеха там, где другие терпят неудачу как в условиях хорошей, так и плохой экономики.
И никогда не забывайте, что потерянное производство из-за переделки никогда не может быть восстановлено, потому что во время переделки можно было бы сделать новый продукт. И эта упущенная потенциальная прибыль должна учитываться как убыток в ваших бухгалтерских книгах. Это заставляет вас в первую очередь искать способы уменьшить количество переделок. Именно это заставляет одни предприятия добиваться успеха там, где другие терпят неудачу как в условиях хорошей, так и плохой экономики.
Ниже приведен пример того, как ранжировать ваших сварщиков и как лучше всего использовать их на вашей рабочей площадке.
В этом примере в нашей бригаде шесть сварщиков. В первом разделе электронной таблицы показано, сколько дюймов сварного шва они накладывают в день, а также количество дефектов (рис. 1).
Рис. 1. Основная информация об этой бригаде сварщиков представлена в виде диаграммы.
Из этой первой части электронной таблицы мы можем затем построить график, чтобы увидеть, как члены нашей команды ранжируются с точки зрения количества сварных швов, которые они могут выполнять ежедневно (рис. 2).
2).
Рис. 2. На этой диаграмме показано, как члены бригады ранжируются по количеству сварных швов, которые они могут выполнять ежедневно.
На первый взгляд кажется, что в команде есть два выдающихся сварщика и двое, которые, кажется, не справляются со своей задачей. Данные на этой диаграмме — это то, на чем многие компании основывают свои предположения при ранжировании своих сотрудников.
Однако рисунок 2 не дает истинной картины вклада отдельных лиц в производственные условия.
На рисунке 3 мы начинаем лучше видеть то, что на самом деле происходит с нашей командой. Ни один сварщик не может рассчитывать на идеальное качество сварки каждый раз. В этом примере процент дефектных сварных швов несколько искажен, чтобы подчеркнуть то, о чем мы говорим.
Рис. 3. Вторая часть таблицы учитывает затраты на проверку сварных швов и связанные с этим затраты на доработку.
На рис. 3 вы начинаете видеть, что наш первый взгляд на сварщиков может на самом деле не отражать их навыки. Итак, мы теперь наносим части этого листа на график, чтобы получить Рисунок 4.
3 вы начинаете видеть, что наш первый взгляд на сварщиков может на самом деле не отражать их навыки. Итак, мы теперь наносим части этого листа на график, чтобы получить Рисунок 4.
Рисунок 4: Другой график показывает стоимость переделок для каждого сварщика в бригаде.
Вы заметите значительное изменение рейтинга на Рисунке 2. Сварщики, которые, как мы считали, были нашими главными заработками, также могут быть причиной наших самых больших потерь прибыли, потому что они также создают больше дефектных сварных швов. Welder 3 превратился из актива, возможно, в пассив. Сварщик 1, возможно, считается медленным сварщиком, но, похоже, он выполняет сварные швы самого высокого качества, требующие наименьшего количества переделок.
В этот момент мы столкнулись с дилеммой. Нам нужно больше информации о затратах. Итак, теперь мы добавляем больше деталей. На Рисунке 5 показано, что делают наши сварщики с точки зрения затрат.
Рисунок 5. Наше первое исследование затрат оказалось неверным. Самый медленный сварщик на самом деле самый экономичный.
Наше первое исследование затрат оказалось неверным. Самый медленный сварщик на самом деле самый экономичный.
Обратите внимание на рис. 5, как сварщики несколько поменялись местами по сравнению с последней строкой на рис. 3. Это может быть трудно понять. Рисунок 6 упорядочивает наши выводы.
Рисунок 6: На этой диаграмме показан фактический порядок качества сварщиков, от самой низкой стоимости за дюйм сварного шва до самой высокой стоимости.
Для владельца компании или супервайзера настало время по-настоящему обработать цифры и использовать навыки супервайзеров, чтобы максимизировать прибыль от этой группы сварщиков. Теперь самое время вспомнить пословицу о том, что из-за деревьев не видно леса или что из-за леса не видно деревьев.
Внимательно посмотрите на каждого сварщика, а также на группу и их рабочую среду. Составьте контрольный список, подобный приведенному ниже, и начните его просматривать. Добавьте больше точек, как вы думаете о них. Это отправная точка, но, возможно, что-то выскочит вам как очевидное исправление. А может и нет. Будьте терпеливы и тщательны в своих расследованиях.
Добавьте больше точек, как вы думаете о них. Это отправная точка, но, возможно, что-то выскочит вам как очевидное исправление. А может и нет. Будьте терпеливы и тщательны в своих расследованиях.
• Одинаковы ли инспекторы по неразрушающему контролю (НК) для проверки сварных швов (рентгеновские и ультразвуковые)?
• Обучаются ли инспекторы по НК одинаково?
• Работают ли инспекторы по неразрушающему контролю в разных условиях (в помещении или под воздействием погодных условий)?
• Некоторые сварщики работают без присмотра?
• Одинаковы ли навыки сварщика? Наличие сертификационного билета не делает всех сварщиков равными по квалификации.
• Различаются ли условия труда (ночная смена и дневная смена, в помещении и на улице)?
• Есть ли отвлекающие факторы (семейные/личные проблемы)?
• Одинаков ли доступ к оборудованию для всех сварщиков (печи для сушки сварочных электродов, чистое оборудование)?
• Имеют ли помощники сварщиков одинаковый уровень подготовки?
• Существуют ли проблемы взаимодействия на рабочем месте (издевательства)?
К бригаде сварщиков нужно относиться иначе, чем к стереотипным продавцам автомобилей, например, для которых каждый месяц увольняют самых продаваемых продавцов и нанимают новых.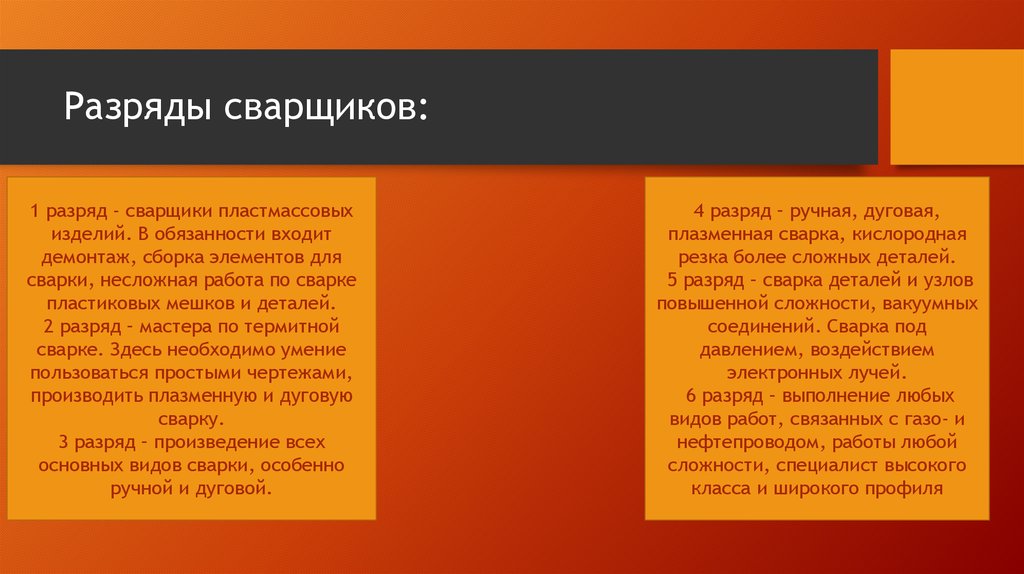 в плохой экономике. Если имеется избыток торговцев, их можно заменять чаще. Все зависит от того, сколько времени и усилий вы готовы потратить на создание сильной команды сварщиков и решение проблем с производством и качеством.
в плохой экономике. Если имеется избыток торговцев, их можно заменять чаще. Все зависит от того, сколько времени и усилий вы готовы потратить на создание сильной команды сварщиков и решение проблем с производством и качеством.
Суть в том, что не все сварщики равны с точки зрения навыков и умений, даже если у них одинаковые сертификационные билеты. Они могут выполнять одну и ту же работу, но в разных рабочих условиях, или их работа может проверяться по-разному. Эти ситуации могут увеличить пропасть между навыками и способностями. Именно здесь проявление должной осмотрительности с вашей стороны может иметь большое значение для увеличения прибыли за счет снижения плохого качества при одновременном увеличении производства.
Orest Protch проводит семинары по основам сварки и металлообработки для начинающих и подмастерьев сварщиков, машинистов, производителей и инженеров по всей Канаде. С ним можно связаться по адресу [email protected].
Сертификаты сварщиков: что они означают и как их получить
Когда вы подаете заявление о приеме на работу в сварочный цех, в большинстве случаев вас попросят пройти практический тест, чтобы продемонстрировать свои навыки.
Для крупных работодателей вам необходимо показать или предоставить копию актуальных сертификатов, полученных в школе или на рабочем месте.
Процесс сертификации (также известный как квалификационное испытание) применяется к нескольким различным процессам сварки и проверяет способность сварщика создавать качественные сварные швы, работая «вне рабочего места».
В зависимости от должности, на которую вы хотите претендовать, вам необходимо будет достичь определенного уровня навыков для соответствующего процесса, будь то сварка электродами, сварка MIG, TIG, порошковая проволока или что-то еще.
Обычно цифра/буква используется для обозначения различных уровней владения языком.
Например, в должностной инструкции может быть указан сварщик, аттестованный на уровне «4-G». G означает сварку по канавке.
Номер указывает положение сварщика по отношению к работе.
Если вы посмотрите на сварные швы ниже, вы увидите четыре различных положения, начиная с самого простого. Пунктирная линия указывает направление движения сварочной горелки или горелки.
Пунктирная линия указывает направление движения сварочной горелки или горелки.
- Плоское положение — это в основном стоя или сидя за столом и сваривая соединение, глядя на него сверху вниз. Все учащиеся начинают с этой позиции.
- Горизонтальное положение – это сварка соединения слева направо (или справа налево), если смотреть через него.
- Вертикальное положение — Здесь сварной шов обращен к вам вертикально (вверх и вниз), если смотреть прямо на него. В этом положении у вас есть возможность сварки соединения снизу вверх («вертикально вверх»), что наиболее распространено, или сверху вниз («вертикально вниз»).
- Положение над головой — это включает в себя сварку, когда вы смотрите на заготовку, двигаясь либо слева направо («перетаскивание стержня»), либо справа налево («толкая стержень»).
Помимо позиционирования рабочей плиты, сертификационные испытания определяют несколько других параметров.
Одним из них является толщина основного металла.
Естественно, чем толще металл, тем больше проходов нужно для заполнения стыка, и каждый проход увеличивает вероятность совершения ошибки. (Дефекты сварки и несплошности обсуждаются в разделе «Кодовая сварка» на этом веб-сайте.)
Один дюйм — это, как правило, самый большой размер, который вам придется освоить, но сварщики начального уровня также могут пройти сертификацию с полудюймовыми пластинами.
Если основной металл толще 3/16 дюйма, вас, вероятно, попросят скосить (разрезать) стороны двух рабочих пластин перед выполнением сварки.
Снятие фаски демонстрирует другие навыки работы с металлом, но это также должно быть сделано аккуратно, чтобы получить хорошее сплавление между сторонами (см. схему ниже).
Следовательно, швы с разделкой требуют более высокого уровня мастерства, чем сварка более простого углового соединения.
Соединение со скошенной канавкой Таким образом, целью получения сертификата является выполнение самых сложных квалификационных испытаний сварщика, с которыми вы можете справиться.
Например, если вы можете сварить приемлемое пазовое соединение в вертикальном и потолочном положениях, вы получите сертификаты 3G и 4G для процесса сварки (и толщины), и вам не нужно будет проходить какие-либо испытания ниже этих уровней.
Кроме того, если вы сертифицированы в области сварки пазовых соединений, вы автоматически получаете сертификат для сварки угловых швов.
С другой стороны, если ваше испытание включает менее сложный сварной шов, например угловой шов в вертикальном положении, вы будете сертифицированы для сварки 3F и ниже, но не 4F, 1G, 2G, 3G или 4G.
Конечно, опытные сварщики труб могут добиться большего успеха, чем сертификация 4G .
Самый высокий уровень для них обычно 6G, что означает, что они могут сваривать 360 градусов вокруг трубы, которая не движется.
Выполнение этого сварного шва в соответствии с требованиями сертифицированного инспектора по сварке — непростая задача для новичка.
Тем не менее, сертификация 6G считается золотым стандартом профессии сварщика.