ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
Школьные станки
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Назначение, область применения
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок ТВШ-3 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 100
- Наибольший диаметр точения над нижней частью суппорта, мм — 90
- Высота центров, мм — 100
- Наибольший диаметр обрабатываемого прутка, мм — 14
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120. ..170
- Пределы продольных подач (3 ступени), мм/об — 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм — 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм — 15
- Мощность электродвигателя, кВт — 0,6
 ..170
..170Общий вид токарно-винторезного станка ТВШ-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
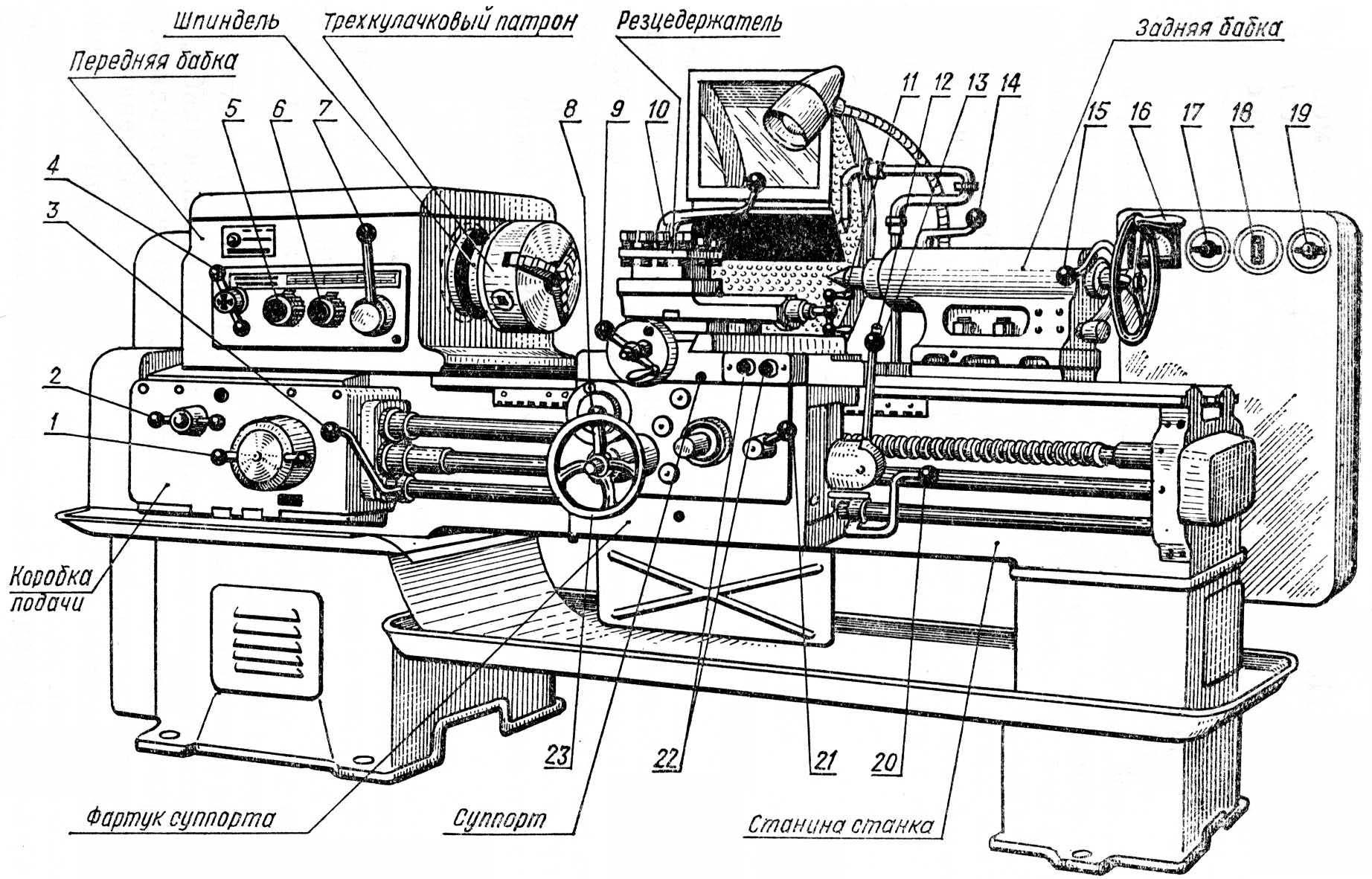
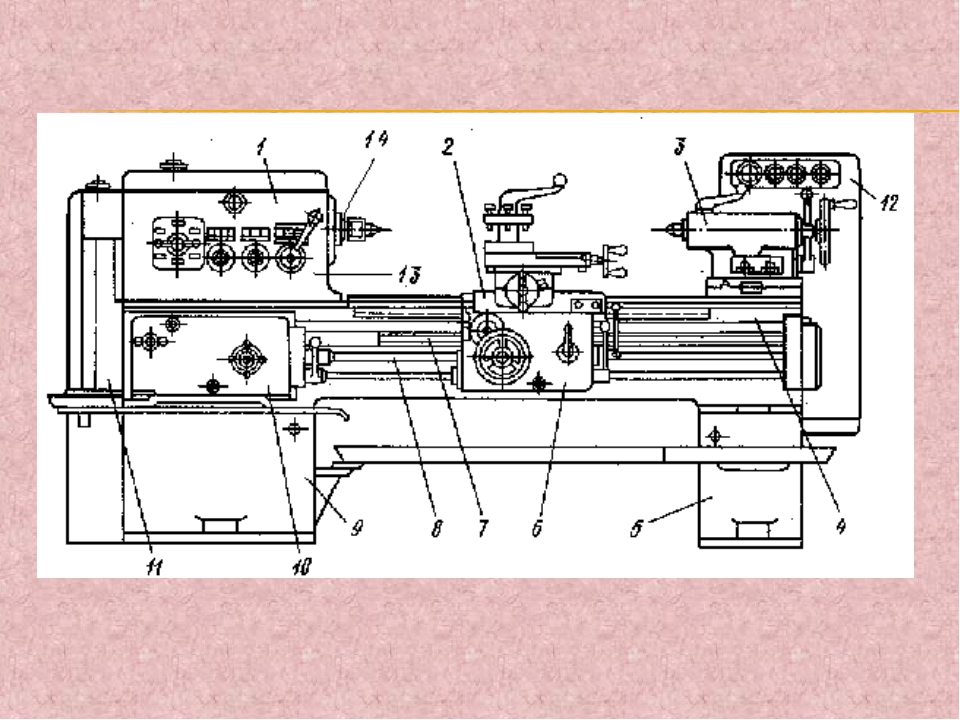
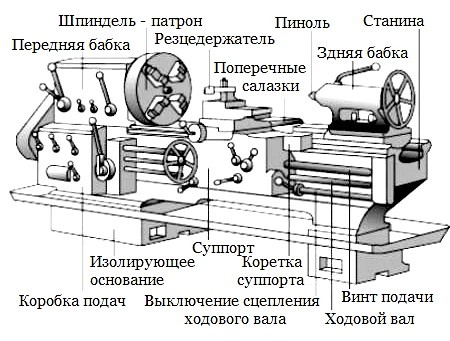
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
Кинематическая схема токарно-винторезного станка твш-3
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
Передняя бабка токарно-винторезного станка твш-3
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3
Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла.
Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Коробка подач токарного станка твш-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3
Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами.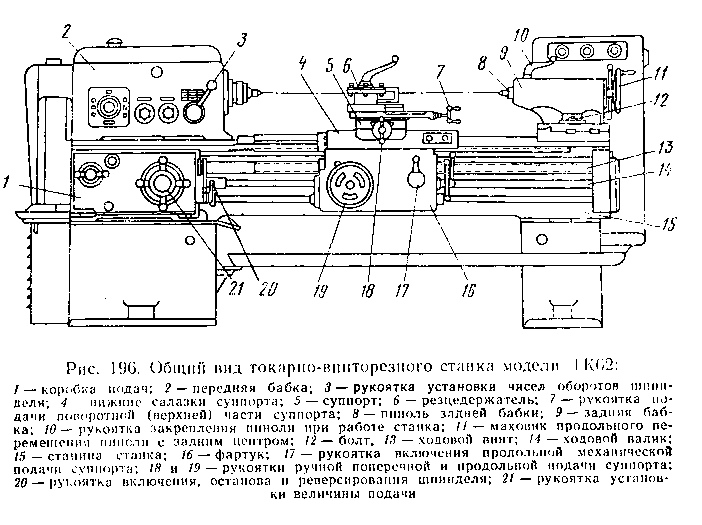 Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Читайте также: Школьные токарные станки
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
- Токарно-винторезный станок школьный ТВШ-3. Паспорт, 1970
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 1970
Паспорт, 1970Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ для дома [устройство, инструкция]
Домашнему мастеру постоянно приходится решать множество самых разных задач, и в этом случае есть необходимость подумать о том, чтобы [приобрести собственный небольшой токарный станок], который позволит своими руками выполнять даже сложные операции.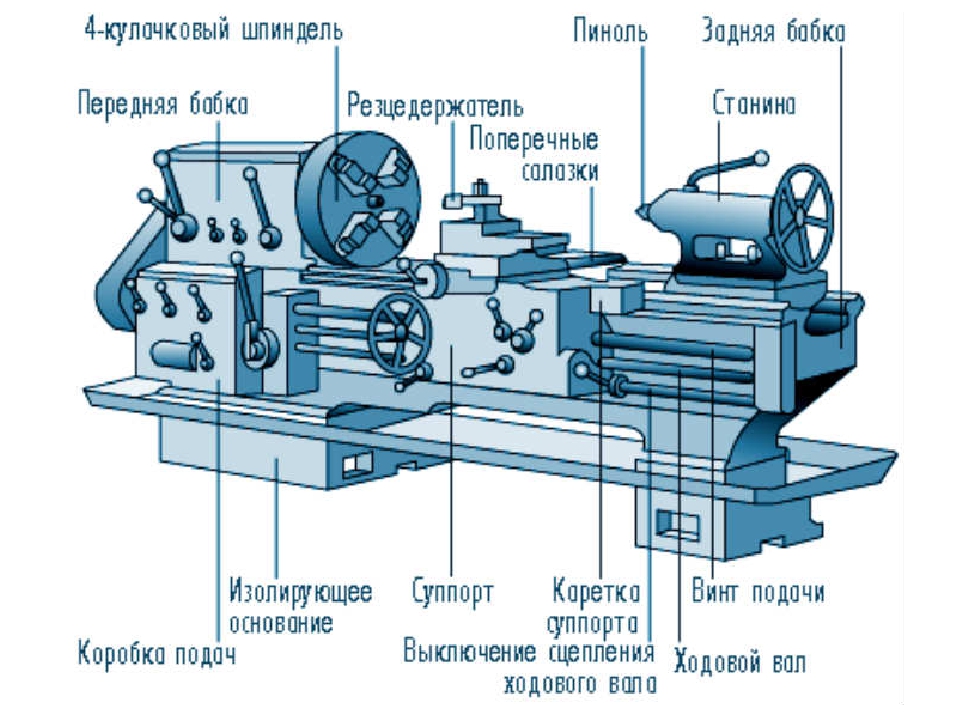
Маленький по габаритам токарный станок по металлу, предназначенный для гаража, это настоящая находка для тех, кто привык выполнять всю работу по дому самостоятельно. В статье рассмотрены устройство токарного станка по металлу и виды токарных станков.
Вне зависимости от модели такого агрегата для гаража, его функциональные возможности и потенциал работы просто огромны. В бытовой сфере он точно найдет самое широкое применение.
Токарный станок по металлу, который имеет миниатюрный вид, позволит без проблем при необходимости изготовить абсолютно любой болт или гайку, а также просверлить технологическое отверстие или нарезать резьбу.
Токарный агрегат для дома достаточно прост в эксплуатации, а освоить азы работы на нем будет по силам каждому. В настоящее время для дома разработаны различные виды токарных станков.
Практически все они отличаются относительно компактными размерами и небольшими габаритами, которые несопоставимы с профессиональным оборудованием, к которому можно отнести агрегат 1д95.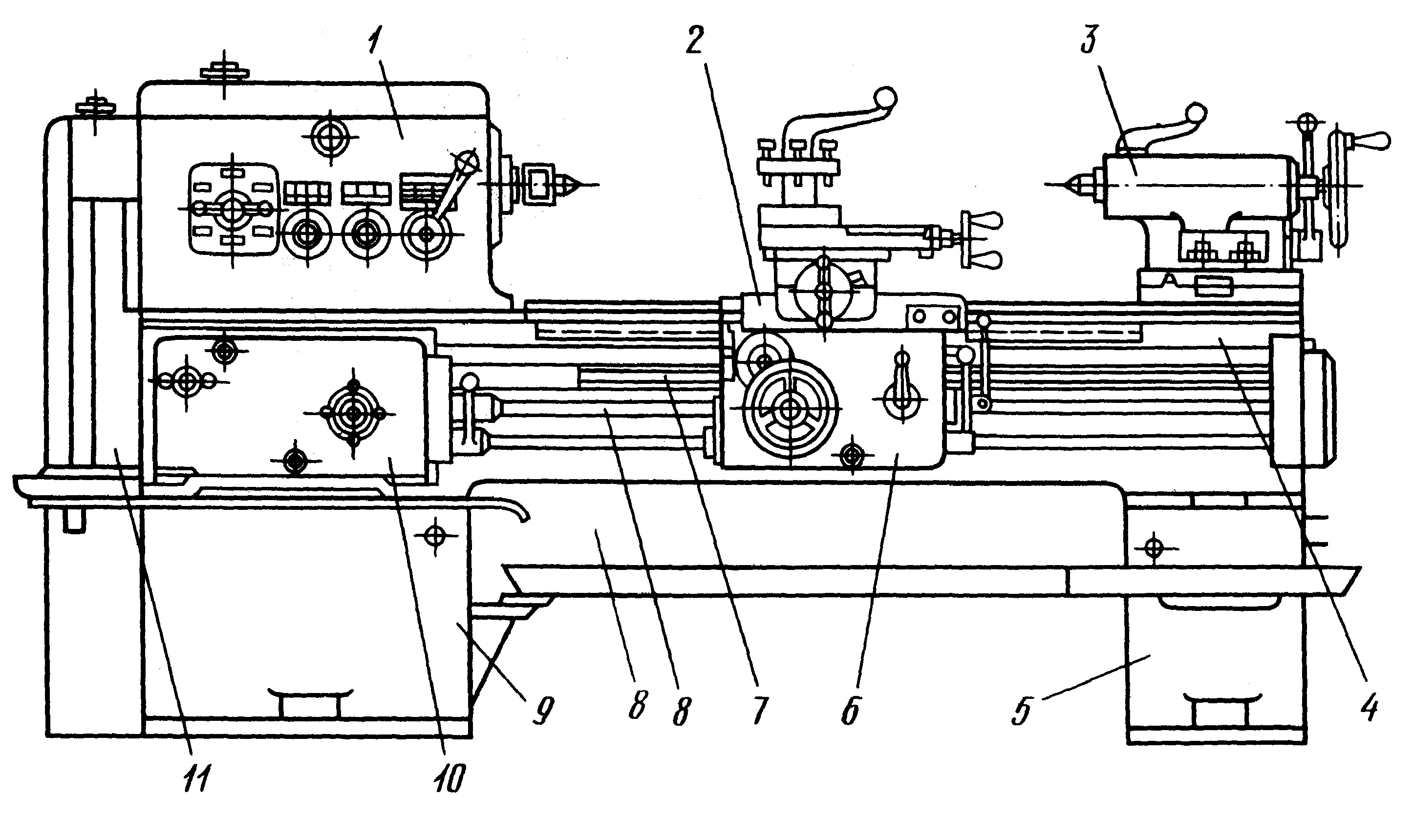
Токарный станок для работы по металлу, предназначенный для домашних мастеров, отличается своей практичность и универсальностью.
Основные характеристики
Токарный станок для работы по металлу небольших размеров, предназначенный для работы в условиях гаража или дома, представляет собой уменьшенную функциональную копию профессионального оборудования, которое ставится на крупных предприятиях, например агрегата 1д95.
Его габариты и геометрические характеристики значительно уступают большим станкам, однако при этом функциональный набор и рабочий потенциал находится на высоком уровне.
Конечно, домашний токарный агрегат для работы по металлу имеет некоторые ограничения в своей работе, например, возможность обрабатывать только небольшие заготовки, однако для бытовых целей это незаменимая вещь.
При помощи данного универсального устройства у домашнего мастера появляется возможность выполнять огромное количество самых разных операций самостоятельно.
Можно найти и токарный фрезерный станок с небольшими габаритами для использования в условиях дома, однако такой агрегат будет стоить намного дороже.
Схема токарного агрегата, предназначенного для работы в домашних условиях, имеет свои нюансы, которые несколько отличаются от профессионального оборудования, к которому можно отнести агрегат 1д95.
Несмотря на это, на нем можно работать практически в любых условиях и выполнять соответствующие задачи различной сложности.
Токарный станок для работы по металлу даст возможность домашнему мастеру с легкостью проточить заготовку до необходимых размеров.
Кроме этого, он позволит при необходимости нарезать резьбу, причем, как наружную, так и внутреннюю. С помощью этого универсального устройства появиться возможность с большой точностью самостоятельно выточить конус в соответствии с чертежом.
Все эти операции обладатель домашнего токарного агрегата сможет проводить самостоятельно в любое удобное время.
Конечно, перед тем, как отправиться в магазин и оформить покупку, необходимо не только представлять для себя, какие именно задачи предстоит решать, но и хорошо знать устройство агрегата.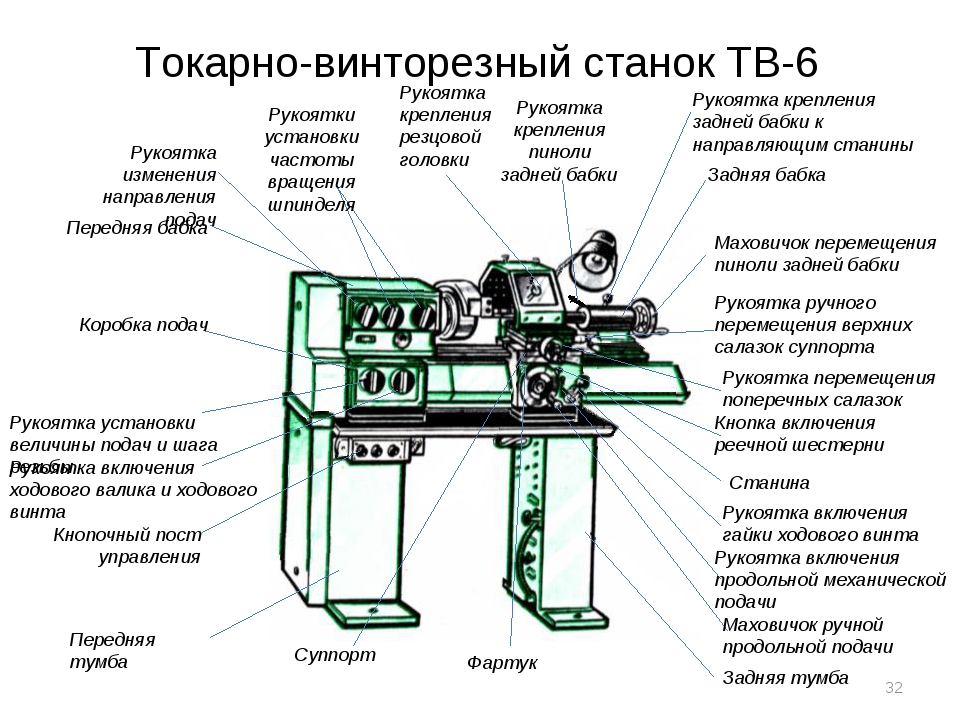
Устройство станка
Вне зависимости от модели и габаритов любой токарный агрегат для работы по металлу имеет одинаковое устройство и принцип действия.
Следует отметить и то, что оборудование данного типа, несмотря на конструктивные различия, имеет определенное количество схожих элементов.
Видео:
Так, любой агрегат обязательно состоит из прочной и жесткой рамы, на которой крепятся все его узлы и механизмы, необходимые для работы.
На раму приходится основная нагрузка при работе станка, соответственно к ней предъявляются повышенные требования по прочности. Также обязательным элементом являются бабки, которые между собой делятся на передние и задние.
В состав токарного станка входят ведущий и ведомый центры. Все необходимые вращения обеспечиваются за счет электродвигателя определенной мощности. Следует отметить, что большая роль в токарном оборудовании отводится устройству резца.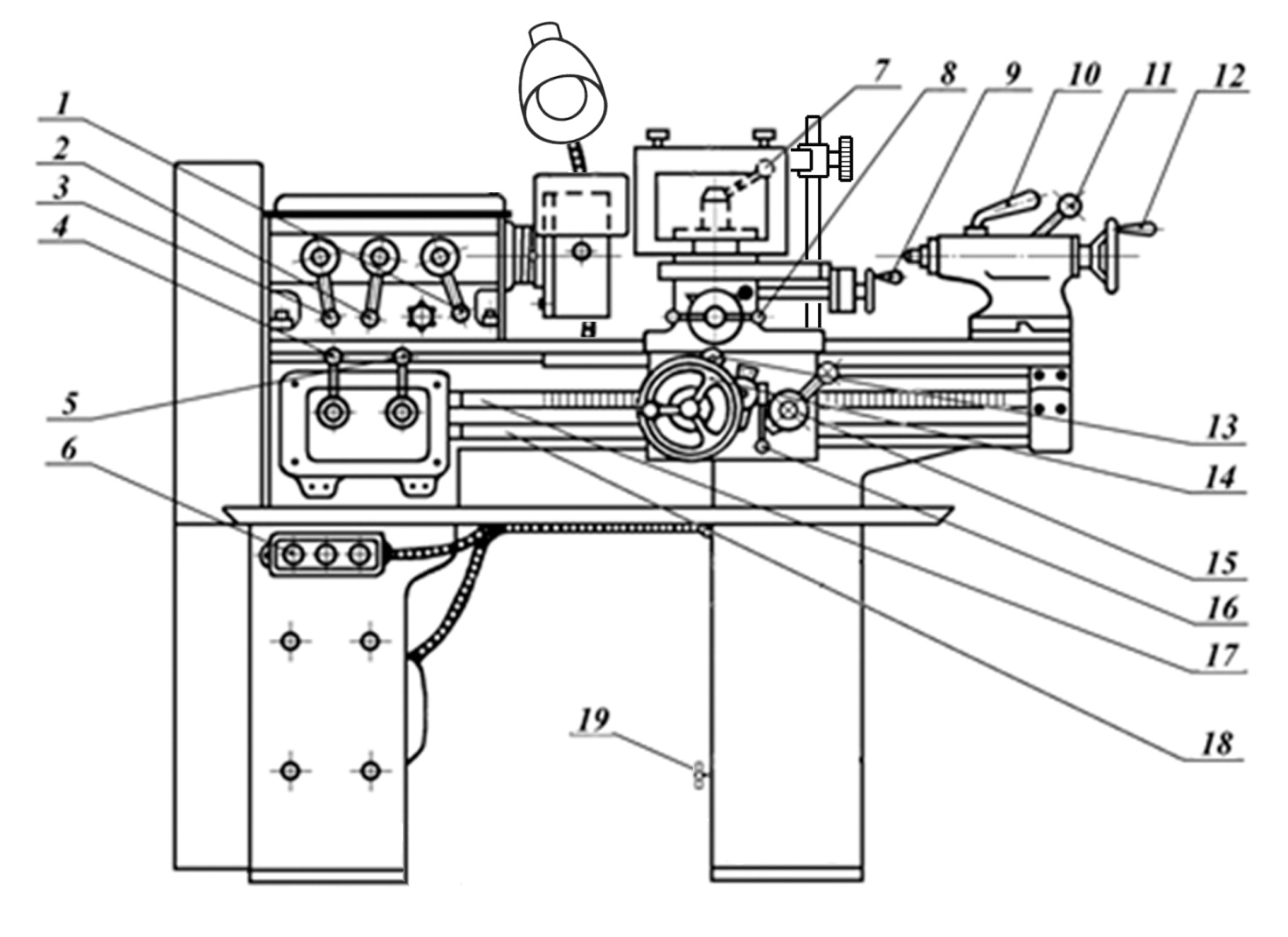
В зависимости от модели, настольные токарные станки могут дополнительно комплектоваться другими устройствами, которые значительно расширяют его функциональные возможности.
Каждый мини станок должен быть оснащен передаточным механизмом, который отвечает за передачу вращательного момента непосредственно от электрического мотора к ведущему центру. Как правило, он располагается в передней части рамы.
Задняя бабка, расположенная в центральной части агрегата, должна иметь возможность свободно перемещаться вдоль станины, для того чтобы обеспечить надежное фиксирование заготовок с разной длиной.
При производстве токарных станков особое значение отводится устройству резцов, механизм которых должен обеспечивать легкость выполнения всех необходимых операций.
Приспособления, которые призваны усилить функциональные возможности данного оборудования, в большинстве случаев производитель размещает по собственному усмотрению, с учетом определенных требований по безопасности..jpg)
Следует отметить, что и токарно-фрезерный станок, предназначенный для работы в домашних условиях, собирается по аналогичному принципу.
Основные параметры работы
Для того чтобы сделать правильный выбор и приобрести действительно функциональный токарный агрегат для домашнего использования, который позволит успешно решать даже самые сложные задачи, необходимо, прежде всего, определить наиболее оптимальные параметры для данного класса оборудования.
Большое значение играет питающее напряжение, и лучше всего обратить внимание на те устройства, которые работают не от трехфазной сети. Также следует обратить внимание на мощность и тип установленного двигателя.
Видео:
Для того чтобы работать в домашних условиях, подойдет станок, мощность которого находится в пределах одного киловатта.
Имеют значение габариты и вес оборудования, и для домашнего использования не стоит приобретать слишком тяжелое и громоздкое устройство, так как в этом случае под него дополнительно придется монтировать рабочий стол.
Стоит обратить внимание и на максимальный диаметр обрабатываемых деталей, так как от этого во многом зависит то, что конкретно можно будет самостоятельно сделать.
Имеют значение и дополнительные приспособления, которые повышают функциональность токарного станка, а также расширяют его возможности.
Большинство при выборе токарного станка для домашних целей, в первую очередь, обращают внимание на его стоимость. Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Так, у домашнего мастера должна быть возможность при помощи данного агрегата нарезать резьбу с самыми разными параметрами ее шага.
Кроме этого, должна быть возможность самостоятельно переключать направление движения резца и лучше, если для этих целей станок будет оснащен специальным рычагом.
Специалисты рекомендуют выбирать устройства, которые оснащены автоматическим перемещением суппорта, в том числе и в продольной плоскости.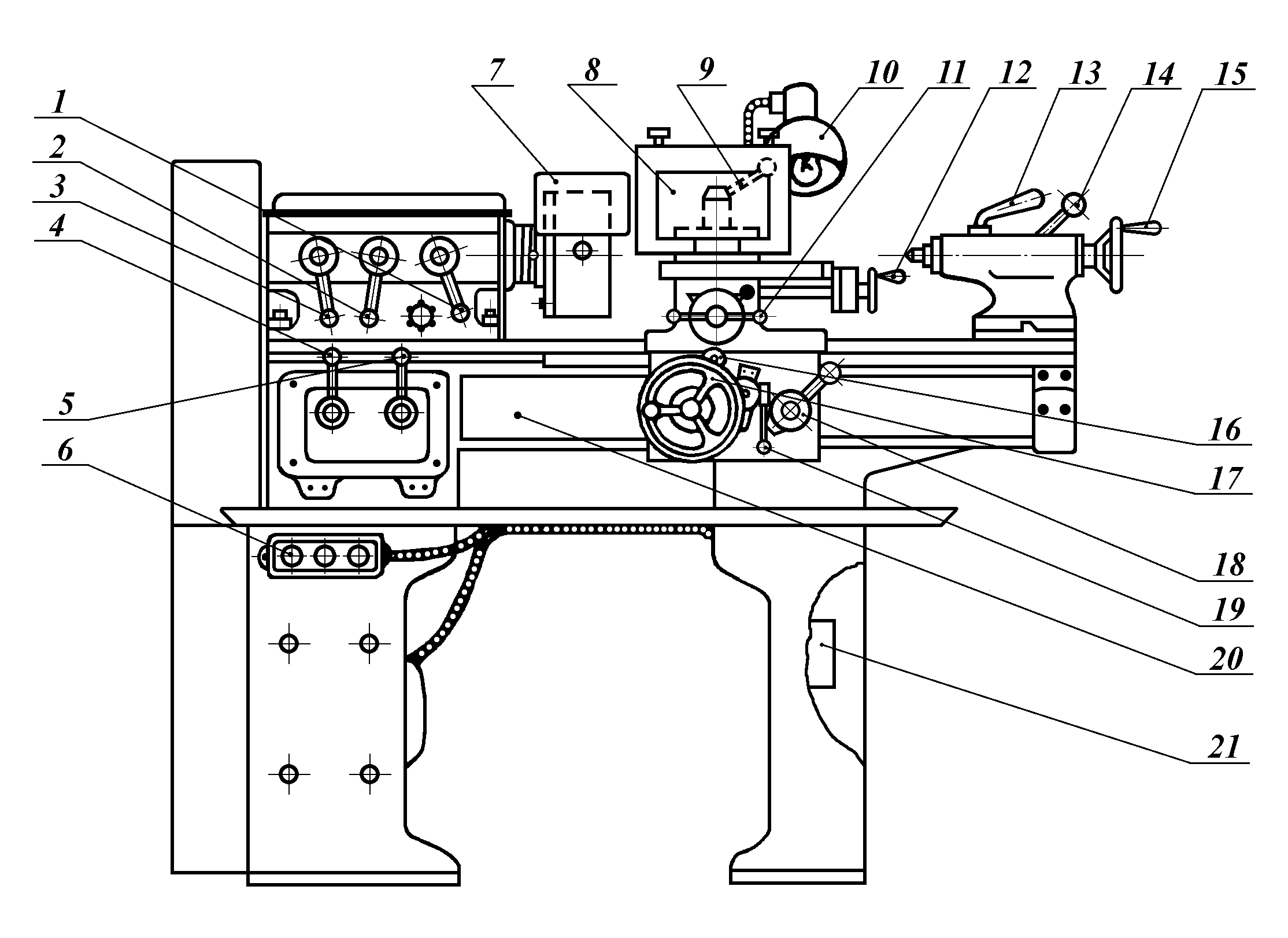
Крайне желательно, чтобы станок был оснащен градиентной шкалой, причем на всех ручках и рычагах, которые отвечают за регулировку.
Это повысит точность выполнения всех операций. Следует поинтересоваться и материалом, из которого сделаны основные узлы агрегата.
Устройство профессионального оборудования
Для того чтобы в точности представлять для себя возможности токарного станка, лучше всего ознакомиться с устройством и принципом действия профессионального оборудования на примере агрегата 1д95.
Это токарно-фрезерное оборудование обладает повышенной универсальностью и функциональностью.
Станок 1д95 способен выполнять качественную обработку как наружных, так и внутренних поверхностей деталей, которые относятся к телам вращения самого разного осевого профиля.
Видео:
Агрегат 1д95 способен, в том числе, с высокой точностью производить нарезку резьбы самых разных типов, включая метрическую, модульную, а также питчевую и дюймовую.
Станок 1д95 может успешно выполнять свои функции не только в стационарных, но и передвижных мастерских. В его состав одновременно входит несколько различных агрегатов, а именно: токарно-фрезерный, заточный, а также сверлильный. Следует отметить, что каждый агрегат имеет свой самостоятельный привод, что повышает общую универсальность всего станка в целом.
В состав агрегата 1д95 входит достаточно большое количество самых разных узлов и элементов. Одним из основных является достаточно массивная станина, выполненная из стали и обладающая повышенной прочностью.
Также данный станок 1д95 имеет собственную коробку передач автоматического действия.
Как и в любом другом токарном оборудовании, в состав приспособления 1д95 входят такие элементы, как суппорт, бабки, рабочий стол, а также шкаф управления.
Стоит отметить, что станок 1д95 имеет большое количество и органов управления в виде соответствующих рычагов, маховиков, выключателей и тумблеров. Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Конструкция задней бабки позволяет работать, в том числе, и с длинными заготовками, а кроме этого, выполнять сверление технологических отверстий разного диаметра.
Станок данного класса относится к профессиональному оборудованию, а для работы на нем необходимо иметь соответствующую квалификацию.
Схема работы настольного агрегата
В настоящее время производством токарного оборудования для домашнего использования занимается большое количество компаний из разных стран мира.
В этом случае стоит обратить свое внимание на токарный станок фирмы Корвет, который идеально подходит для использования в личных целях. Он обладает большой функциональностью и имеет высокий потенциал работы.
Видео:
Агрегат имеет компактные размеры, а кроме этого, оснащен возможностью самостоятельно регулировать скорость выполнения всех типов операций.
При помощи данного приспособления можно выполнять одновременно несколько видов сечения, в том числе, фасонного и цилиндрического. Также оборудование марки Корвет дает возможность выполнять сложные типы торцевания, а также многие другие операции.
В технические возможности станка можно включить нарезание резьбы, а также осуществлять необходимую обработку заготовок, которые имеют большое сечение, однако в этом случае придется воспользоваться дополнительными приспособлениями.
Устройство Корвет выпускается китайским производителем и имеет различную комплектацию.
Токарный агрегат должен быть установлен на устойчивой и прочной поверхности, при этом высоту стола следует выбирать максимально удобной для работы.
Дома, непосредственно перед началом эксплуатации, с приспособления следует удалить все крепежные элементы и укрепить рабочие элементы. Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
В процессе эксплуатации агрегата Корвет следует поддерживать его в полной чистоте и регулярно осуществлять продувку основных узлов сжатым воздухом.
Кроме этого, все подвижные части токарного станка Корвет необходимо содержать в смазанном состоянии, для чего можно использовать обыкновенное машинное масло.
В том случае, если какая-либо его деталь деформируется, ее необходимо как можно быстрей заменить. Принцип работы на агрегате Корвет ничем не отличается от принципа работы на каком-либо ином аналогичном устройстве.
Следует отметить, что для работы на токарном станке Корвет нет необходимости обладать профессиональной квалификацией. Схема работы станет понятной для каждого, кто хочет освоить азы работы со станком, за короткий промежуток времени.
Некоторые советы и рекомендации
Если возникла необходимость в приобретении токарного станка для работы в домашних условиях, то не стоит связываться с оборудованием, которое уже было в употреблении.
Даже если дома в таком токарном станке на первый взгляд все выглядит идеально, в процессе его последующей эксплуатации могут выявиться самые разные скрытые дефекты.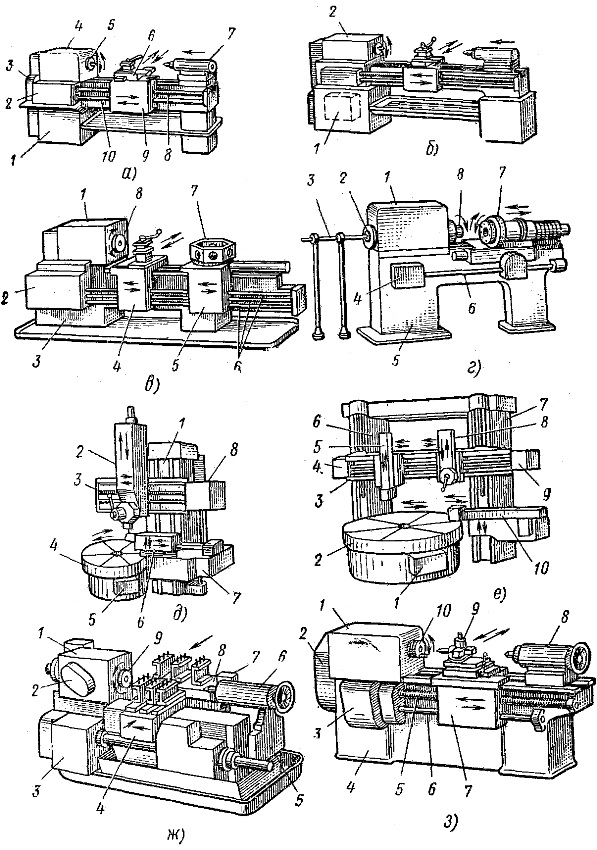
Видео:
При покупке токарного станка важно проверить работоспособность и заявленные характеристики приспособления. Для этого следует оборудование прогнать в различных режимах работы, а также проконтролировать полное отсутствие люфтов у всех подвижных частей.
Для всех токарных станков важным является такой показатель, как точность, которая должна быть на высоком уровне.
В настоящее время на рынке представлен огромный выбор данного класса приспособления как для дома, так и для промышленного производства. При его приобретении не стоит гнаться за ценой, лучше остановить свой выбор на проверенной и известной марке.
Токарные станки настольного исполнения открывают огромные возможности перед домашним мастером.
Часовой токарный станок настольный: устройство, назначение, модели
Производитель токарного часового станка модели С-1 — Пензенский часовой завод «Заря». Станок выпускался в 50-е годы прошлого века.
Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом «Заря»
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим.
Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1
Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку.
Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг.
 16.
16.К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства.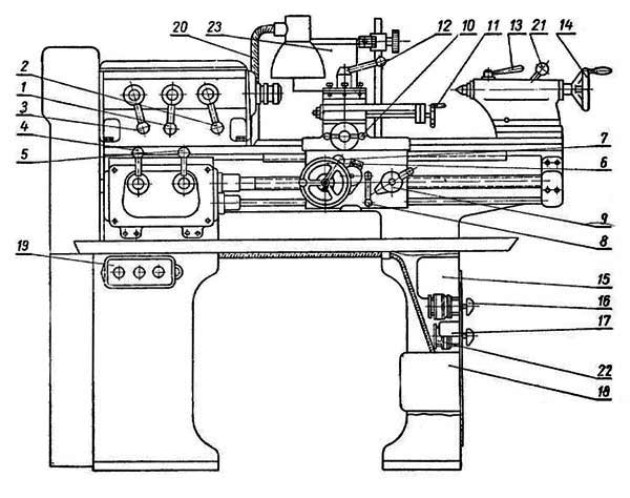 Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт.
Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие.
Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
- Передняя бабка токарного станка С-1
- Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
Источник: http://stanki-katalog.ru/sprav_s1.htm
Часовые станки различных производителей
(Из книги Е. Васильева «Маленькие станки»)
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник — примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие.
Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем.
Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле.
Резец перемещается вдоль заготовки по верхним салазкам, а поперёк — по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта.
Диаметр патрона такого станка около 65мм. Длина часовых станков — 250-350мм.
Основные страны-производители часовых станков — это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.
Часовой станочек фирмы Bergeon. Цена около $25000.
Цена на станок зависит, прежде всего, от количества приспособлений — всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.
На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.
Токарный станок Boley F1 (довольно необычная компоновка станины)
Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).
«Schaublin 70«. Швейцарский Шаублин — что-то вроде короля в мире часовых станочков.
Королева тоже присутствует — высокомерная красавица Pultra, как обычно, вся в белом, и аккуратностью не уступит даже Шаублину.
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.
Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.
А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
Добротный механизм на фото — часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.
Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.
Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок
разновидности станков и системы привода (150 фото)
Токарный станок – это универсальный агрегат, на котором можно вытачивать детали, сверлить отверстия, зенкеровать их, нарезать резьбу, а также выполнять многие другие операции. Если раньше станки можно было увидеть только на заводе, то в последнее время они уверенно завоевывают домашние мастерские, став вещью, обойтись без которой можно, но сложно.
Однако токарный станок – не дешевая покупка. Прежде чем его приобретать, стоит взвесить все «за» и «против», а главное – понять, какой именно станок вам нужен.
Конечно, крупногабаритные станки, какие используются на производстве, не влезут в мастерскую или гараж. Но это не нужно: существуют более компактные и простые модификации – настольные токарные станки по металлу, школьные станки, и мини-станки.
Краткое содержимое статьи:
Как устроен токарный станок
Для начала – посмотрим на фото токарного станка по металлу и расскажем несколько слов о его устройстве.
Основа станка – это станина, как правило, отлитая из чугуна. На ней расположены все остальные элементы.
Заготовка детали укрепляется между передней (шпиндельной) бабкой, на которой расположен шпиндель, и задней бабкой. Шпиндель представляет собой металлический вращающийся вал с коническим отверстием в центре. В нем можно закрепить патрон для детали, планшайбу и другие необходимые приспособления.
Кроме того, на передней бабке есть коробка передач с рычагами для регулировки частоты вращения шпинделя.
Задняя бабка – узел, который нужен для фиксации детали с другой стороны. Также на ней можно устанавливать метчики, сверла, и другие инструменты, которые требуются для обработки детали. Для этого предназначена пиноль – цилиндр, в центре которого, как и у шпинделя, есть коническое отверстие.
Установленную на специальной плите, заднюю бабку можно передвигать вдоль станины. Таким образом можно отрегулировать расстояние между ней и шпинделем, и прочно зафиксировать заготовку детали. Подвижная задняя бабка нужна и тогда, когда требуется просверлить в детали сквозное отверстие.
Параллельно оси станка перемещается каретка, на которой укреплен суппорт. На суппорте стоит резцедержатель, головка которого способна поворачиваться и вести резец не только продольно, но и в поперечном направлении. Головку резцедержателя можно фиксировать под различными углами.
Основные параметры токарного станка
Как выбрать токарный станок? Есть важные характеристики, на которые следует обратить внимание.
Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.
Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.
Наконец, важная характеристика – диаметр центрового отверстия шпинделя, куда можно установить заготовку. Особенно это важно при обработке прутковых деталей.
Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением. Для маленького домашнего станка это особенно важно.
Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.
Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Устройство токарного станка по дереву: конструкция, фото
Все дети с раннего детства мечтают кем-нибудь стать. Одни желают быть лётчиками, другие — космонавтами, третьи — телеведущими. Однако, помимо подобных грандиозных планов на будущее, есть ещё и менее масштабные устремления, например, оказание помощи родителям по дому, участие в школьных мероприятиях, выполнение творческих заданий. К последним, как правило, относится рукоделие: девочки обучаются шитью и вязанию, а мальчишки начинают работать с различными инструментами и познавать основы ремонта и изготовления новых изделий. Когда первые шаги в этом деле усваиваются, мальчики желают приступить к более сложным заданиям, поэтому, оказываясь в школьном кабинете технологии, они сразу же загораются желанием встать у какого-нибудь станка и с его помощью что-либо изготовить. Как правило, учитель по технологии обучает работе со сверлильным станком, затем с токарными. Это уже более серьёзные устройства, которые заслуживают отдельного внимания.
Виды токарных станков
Немного теории о токарных станках. Полезно будет знать про их основные виды, поскольку общее представление об этих устройствах способно расширить кругозор, увеличить количество знаний в данной области, а это, в свою очередь, позволит смелее проводить операции во время работы (так уж устроено: чем больше мы знаем, тем увереннее себя чувствуем).
- Винторезный станок. Предназначен для обработки металлов (чёрных или цветных), изготовления из них конусов и разнообразных видов резьбы.
- Револьверный станок. Также имеет цель изготовления деталей из металлов. Работает с калиброванными прутками, представляющими собой длинные металлические палочки, поддающиеся обработке.
- Карусельный станок. Выручает тогда, когда необходимо выполнить работу над большими заготовками.
- Многорезцовый станок. Его очень хорошо использовать для массового или серийного производства деталей, механизмов, устройств. Предоставляют возможность обрабатывать заготовку сразу несколькими резцами.
- Станки с ручным, ножным и электрическим приводом. Первые два приводят в движение заготовку рукой или ногой соответственно. Такие станки хорошо подойдут там, где нет электропитания. У последних изделие вращается двигателем, работающего с помощью подачи в него тока.
Также существует классификация станков по материалу, с которым они могут работать. В зависимости от этого данные устройства делятся на токарные станки по металлу и дереву. Сегодня поговорим о последнем виде, т. к. на практике в школе и быту применяется наиболее часто.
Токарный станок по дереву: устройство и назначение
Токарный станок по дереву представляет собой устройство, работающее от электричества и имеющее предназначение для обработки деревянных заготовок в форме тела вращения. Он позволяет собственно точить материал, осуществлять его нарезку, а также зачистку наждачной бумагой.
Данные операции производятся с помощью особого инструмента — стамески. Это такой ручной инструмент, который состоит из деревянной или пластмассовой рукоятки с металлическим острым наконечником, который может иметь разные формы. С помощью лезвия стамески осуществляют удаление ненужного материала с заготовки, и за счёт этого получается изделие нужного вида с правильным оформлением.
Сам процесс обработки изделия производится путём сочетания двух видов движения: вращательного (исходит от самой заготовки с помощью токарного станка) и поступательного (исходит от стамески, регулируется работником).
Устройство токарного станка по дереву СТД 120
Пришло время узнать про внутренние и внешние составляющие рассматриваемого нами устройства. Следует отметить, что модель СТД 120 является самой распространённой и широко применяется в школах. Поэтому полезно будет знать как для простого гражданина, так и для рядового ученика устройство токарного станка по дереву. Описание с соответствующей схемой-рисунком представлено ниже:
- Ременная передача. Её задачей становится перенос вращательного движения от электродвигателя на шпиндель.
- Электродвигатель. Его предназначение состоит в том, что он должен с помощью электрического тока генерировать вращательное движение, которое далее передаётся на заготовку посредством ременной передачи и шпинделя.
- Шпиндель. Это одна из частей токарного станка по дереву, выполняющая роль левого крепления обрабатываемого изделия. Также шпиндель замыкает схему передачи вращательного движения от электродвигателя на заготовку.
- Передняя бабка. Она предназначена для поддержания механизма ременной передачи и шпинделя.
- Подручник. Эта деталь токарного станка служит в качестве опоры для стамески во время обработки изделия.
- Задняя бабка. Данная часть необходима для фиксации заготовок разной длины, а также выступает в роли правого крепления изделия. Она имеет подвижный механизм, благодаря которому может перемещаться по нижней части станка в левую и правую сторону. Это позволяет работнику вставлять в станок для обработки коротких, средних или длинных заготовок.
- Кнопочная панель. Здесь располагаются кнопки включения и выключения токарного станка.
Возникает вопрос: «Какое устройство токарного станка по дереву является самым важным?». В принципе, все составляющие необходимы для правильной и безопасной работы, поэтому однозначного ответа на этот вопрос дать нельзя.
Станок СТД 120М
Устройство токарного станка по дереву СТД 120М будет описано в данном разделе. Его название почти такое же, как предыдущего, но на самом деле это не так. Обратите, пожалуйста, внимание на окончание: там стоит название другой модели токарного станка по дереву. Она представляет собой модернизированный вариант (отсюда буква «М» после 120) токарного станка по дереву СТД 120. Он имеет несколько особенностей:
- Наличие защитных механизмов от летящей стружки во время работы с заготовкой, представленные специальными прозрачными пластмассовыми панелями.
- Возможность автоматической чистки станка с помощью встроенных очистительных механизмов.
- Несколько вариантов насадок для шпинделя, которые можно менять. Это значительно упрощает совместимость заготовок со станком.
- Улучшенный механизм ременной передачи, обеспечивающий более высокую скорость вращения обрабатываемого изделия.
- Удобное расположение кнопочной панели.
Правила безопасности при работе с токарным станком по дереву
Это устройство может стать опасным для жизни и здоровья, если должным образом не подготовиться. Однако, работа становится абсолютно безопасной и комфортной при соблюдении техники безопасности.
Подготовка:
- Рабочий обязан быть одетым в специальную одежду, иметь защитные очки и перчатки.
- Необходимо, чтобы заготовка имела первичную ручную обработку.
- На станке не должно быть лишних предметов.
- Перед работой нужно проверить состояние всех составляющих токарного станка, особенно это касается ременной передачи, шпинделя и кнопочной панели.
- Следует проверить работу станка. Для этого можно ему позволить немного поработать вхолостую.
- Подручник должен быть установлен на расстоянии от 2 до 3 см от заготовки.
В процессе работы.
- Ни в коем случае нельзя тянуть руки к вращающейся заготовке, сильно наклонять к ней голову, отходить от работающего станка.
- Стамеску следует подносить плавно, избегая резких движений.
- Время от времени нужно выключать станок, чтобы безопасно пододвигать подручник к заготовке, сокращая увеличивающееся между ними расстояние.
После окончания работы.
- Необходимо отключить станок, извлечь из него готовое изделие.
- Выполнить очистку от стружек с помощью специальной щётки или других чистящих инструментов.
- Вернуть использованные инструменты на свои места.
Использование в домашних условиях
Чтобы работать с токарным станком по дереву дома, необходимо в первую очередь подготовить специальное для него помещение. Если такой возможности не имеется, то подойдёт и небольшой уголок площадью хотя бы 4 м2. Место вокруг станка должно быть свободным от посторонних предметов. Перед работой обязательно нужно предупреждать домашних, чтобы никто друг другу не создавал помех.
Использование в школьном кабинете
Работать следует только под руководством учителя по технологии или опытного наставника из класса. Дальнейшие правила использования остаются такими же. Единственное, что следует ещё запомнить, — это необходимость согласования своих действий с преподавателем. Часто ученики начинают самовольничать, из-за чего происходят конфликты между ними и учителем, что не самым лучшим образом отражается на их успеваемости.
Школьные токарные станки
Раз уж начало статьи было посвящено творческому развитию мальчиков, то нельзя не подчеркнуть, что такая отличная возможность появляется именно в кабинете технологии. Здесь можно и пилой попилить, и лобзиком что-нибудь вырезать. Но, конечно же, самое интересное начинается с изучения устройства токарного станка по дереву. 6 класс — это и есть то самое время, когда ученик начинает делать свои первые шаги в этой сфере познания. Ему предстоит научиться изготовлять изделия сначала с помощью преподавателя, а затем и самому. Затем свои умения школьник начнёт только расширять. У него может появиться возможность поработать за более совершенной моделью СТД 120М. Но чтобы обучение проходило максимально эффективно, а практика безопасно, безусловно, сначала нужно будет подробнее познакомиться с модификацией СТД 120, снова изучив устройство токарного станка по дереву. 7 класс предоставит такую возможность.
Немного советов
Опытные люди рекомендуют в первую очередь проявить терпение и тщательно подготовиться к работе за станком. Если торопиться, то можно упустить из вида некоторые пункты из техники безопасности. Также многие советуют специально выделить для работы время, потому что она зачастую занимает немалое количество часов.
В завершение
Токарные станки по дереву — это незаменимые инструменты при изготовлении практически полезных или декоративных изделий. Имея широкое применение в прошлых веках, эти устройствах не потеряли актуальности и в наши дни.
Схемы токарных станков
Представленные ниже файлы — сканы паспортов токарных станков, содержащие и в том числе принципиальные электрические схемы токарных станков. Большинство файлов в формате JPG.
Паспорта:
- Токарно-винторезный станок модели 1624М (без монтажной схемы) Токарный станок модели 6А125
- Универсальный токарно-винторезный станок 16Б16П (SAMAT 400) – (без монтажной схемы и перечня электрооборудования)
- Станок токарно-винторезный 1В62Г (16В20)
- Токарно-винторезный станок 16Д20 (16Д20П, 16Д20Г, 16Д25, 16Д25Г)
- Станок токарно-винторезный 16Е20
- Токарно-винторезный станок 16К20
- Токарно-винторезный станок 16К20Г
- Токарно-винторезный станок 16К20П
- Токарно-винторезный станок 16К25
- Автомат токарно-револьверный одношпиндельный прутковый модели 1Б140 (1Б125)
- Многошпиндельный токарный автомат модели 1Б240-6 (1Б240-6К) – (без монтажной схемы)
- Станок токарно-винторезный модель 1В62Г
- Универсальный токарно-винторезный станок модели 1К62
- Универсальный токарно-винторезный станок модели 1К625
- Станок токарно-винторезный модели 1К62Д
- Автоматический токарно-продольный станок модели 1М10ДА (без монтажной схемы)
- Станок токарно-винторезный 1М63
- Станок токарно-винторезный 1М63Д (без монтажной схемы)
- Станок токарно-винторезный модели 1М63МФ101
- Станок токарный 1Н318
- Токарно-револьверный станок модели 1П365 (1П371)
- Станок токарный ГС526У
- Специализированный токарно-винторезный станок облегченного типа модели ИТ-1М (ИТ-1ГМ)
- Станок токарно-винторезный повышенной точности СА564С100
- Токарно-винторезный станок модели ТВ-320 (без монтажной схемы)
- Станок специальный токарно-винторезный повышенной точности модели ФТ-11М
- Токарные станки моделей 1Б140(125), 1Б240П-6, 1В62Г, 1К62, 1К62Д, 1К625, 1М10ДА, 1М63, 1М63Д(ДФ101), 1М63МФ101, 1М3681, 1Н318(Р).
- Токарные станки моделей 1П365(371), 16А25, 16Б16П, 16В20, 16Д20(П,Г,25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25.
- Токарные станки моделей 1516Ф3-FAGOR-8035, 1624М, ГС526У, ИТ-1М(ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М
Весь архив занимает 220 Мбайт. Скачать
Программирование токарного станка с ЧПУ для токарной обработки
Обнуление детали в программах токарной обработки с ЧПУ
Стоит немного подумать, где вы хотите поставить нулевую деталь в программе токарной обработки. При токарной обработке ноль оси X всегда выбирается в качестве центральной линии шпинделя по разным причинам.
Для нуля оси Z есть три популярных места на выбор:
— Поверхность патрона: Единственное преимущество этого метода состоит в том, что каждый из них легко касается торца патрона. Но деталь редко соприкасается с торцом патрона, поэтому этот метод усложняет определение положения на самой детали.
— Поверхность кулачка патрона: этот вариант немного лучше, так как его легко измерить, а также он установит нулевую точку на конце части, которая плотно прижата к поверхности кулачка. Но мы можем сделать даже лучше.
— Конец готовой детали: это самый популярный подход, поскольку многие детали необходимо перевернуть в патроне и обработать с обеих сторон. Недостатком является то, что когда начинается обработка, нет готовой детали, которую можно было бы оторвать. Машинисты обычно используют припуск или делают быстрый торцевой пропил, чтобы создать законченный конец, чтобы решить эту проблему.
Смена инструмента и выбор инструмента на токарном станке с ЧПУ
Между типичной сменой инструмента токарного станка с ЧПУ и сменой фрезерного инструмента есть несколько отличий. Во-первых, токарный станок не использует команду M06 — инструмент меняется, как только вводится слово «T». Во-вторых, многие токарные станки кодируют коррекцию износа инструмента в адрес, следующий за словом «T»:
T ttww
В примере «tt» обозначает номер инструмента, а «ww» обозначает коррекцию износа. Для выбора инструмента и коррекции износа могут быть установлены разные элементы управления с разным количеством цифр.
Токарные станки с ЧПУнастроены таким образом, что каждый инструмент может иметь более одного корректора износа. Это сделано потому, что токарная обработка часто требует очень жестких допусков, и один и тот же инструмент часто используется для нескольких элементов детали. Используя различную компенсацию износа для каждой детали, машинист может измерять детали по мере их снятия и настраивать компенсацию износа, чтобы каждая деталь соответствовала заданным допускам.
Все это предполагает, что ваш токарный станок имеет револьверную головку. Это может быть не так — некоторые токарные станки используют Gang Tooling.Это выходит за рамки этой вводной главы, но инструменты группировки будут рассмотрены в следующей статье. Достаточно сказать, что с набором инструментов инструменты устанавливаются на салазках, и программа выбирает инструмент, явно программируя движения салазок по осям X и Z.
Автоматическая обработка фасок и углов с помощью G01
При повороте друг к другу под углом 90 градусов вы получите очень острые края. На чертежах очень часто указывается, что эти края должны быть сломаны с фаской или радиусом.Многие элементы управления предоставляют функцию для этой цели, называемую автоматическим снятием фаски и автоматическим скруглением углов. Когда вы к ней привыкнете, это очень удобная функция, но нужно немного привыкнуть к ее настройке. Я предпочитаю использовать «C» или «R», а не I и K, поэтому я объясню здесь именно это. Мы будем использовать эту маленькую диаграмму:
Чтобы использовать функцию автоматического разрыва угла, G01 должен двигаться только по одной оси — X или Z. Используя диаграмму, выберите, какая ось движется и в каком направлении.Для каждой оси и направления есть две возможные фаски (или угловые радиусы). Выберите тот, который вам нужен, и он подскажет вам знак стоимости. «Радиус» — это величина стоимости. Используйте слово «C» для фаски и слово «R» для радиуса.
Давайте попробуем пример. Допустим, мы движемся вверх по X (так что X +), а следующим шагом мы пойдем налево по Z (Z-). Смотря на график, мы идем вверх (X +), а затем нам нужна ветвь «C / R-». Итак, чтобы создать фаску, мы используем C-0,05 для фаски 0,05 дюйма. Для радиуса мы используем R-0.05 для радиуса 0,05.
Вот еще один трюк: если вы программируете в GWE, просто сначала попробуйте что-то положительное, и вы увидите, все ли идет правильно. Если нет, переключитесь на отрицательное. Это позволяет обойтись без диаграммы.
Хорошо, давайте рассмотрим пример из снимка экрана вверху страницы. Вот g-код:
N001 G18
N002 G00 X5 Z5
N003 G01 Z2 R0.236
N004 X10 C-0.118
N005 Z0
А вот график из GWE:
G01 Пример автоматической фаски и скругления углов…
Строка N003 — это движение исключительно по Z справа налево.Мы хотим построить дугу по часовой стрелке с радиусом 0,236. Глядя на диаграмму, это означает, что нам нужно положительное R, поэтому мы используем R0,236.
Далее идет фаска на линии N004. В этом случае диаграмма говорит нам, что нам нужна отрицательная буква «C», поэтому мы используем C-0,118. Каждая сторона треугольника с фаской в качестве гипотенузы равна 0,118 ″.
Это просто, попробуйте сами!
Упражнения
1. Если у вас еще нет GWE, найдите время, чтобы зарегистрироваться. Это бесплатно в течение как минимум 30 дней, пока находится в бета-тестировании.Мы будем использовать его для выполнения многих упражнений в каждом разделе этого курса.
2. Прочтите руководство по программированию своего токарного станка с ЧПУ и научитесь, как работают его оси.
3. Узнайте, работает ли ваш токарный станок в режиме диаметра или радиуса.
4. Используя GWE, напишите несколько простых токарных программ, которые поворачивают простые профили.
5. Измените программу, которую вы написали в # 4, чтобы использовать функцию автоматического разрыва углов и включить как фаски, так и закругленные углы.
6.Проверьте, есть ли в системе управления вашего токарного станка с ЧПУ автоматическое снятие фаски и закругление углов.
Обзор: у меня есть работал над приобретением некоторых основных инструментов, которые позволили бы мне выполнять основные металлообработка. Одним из первых предметов, которые я купил, был Атлас ремесленников. Токарный станок по металлу Модель 101.07403 Каталожный номер 2079, металл, 12×36 дюймов токарный станок.Одна из самых больших проблем, с которыми я столкнулся после покупки токарного станка находил хороший источник информации о токарном станке, его эксплуатации, а также различных частей и приспособлений для нее. В моем поиске для информации мне удалось получить следующие документы, которые у меня есть собраны на одном компакт-диске, который я предлагаю продать другим, которые могут тоже нужна эта информация. Компакт-диск совместим с Windows и содержит файлы, подготовленные в формате PDF, а также ряд фотографий в форматах JPEG, BMP, и формат GIF, который должен легко просматриваться.
|
Обозначения и обозначения на диаграмме Венна
Обозначения на диаграмме Венна
∪: Соединение двух комплектов. Полная диаграмма Венна представляет собой объединение двух множеств.
∩: пересечение двух наборов. Пересечение показывает, какие элементы разделены между категориями.
A c : Дополнение набора. Дополнение — это то, что не представлено в наборе.
Пришло время серьезно поговорить о диаграммах Венна — и мы не говорим о диаграммах Венна из ваших дней в начальной школе. Мы говорим о хардкорных визуальных эффектах, созданных серьезными профессионалами для выражения сложных математических идей.
Диаграммы Венна — это визуальные представления математических множеств или наборов объектов, которые изучаются с помощью раздела логики, называемого теорией множеств. Теория множеств — одна из основополагающих систем математики, которая помогла нам развить современное понимание бесконечности и действительных чисел.
Исследователи и математики разработали язык и систему обозначений на основе теории множеств. Если вы хотите узнать их секреты, вам стоит ознакомиться с этими символами диаграммы Венна.
Это руководство проведет вас через процесс создания диаграммы Венна, объясняя символы на этом пути. Мы будем использовать Lucidchart для создания наших примеров, потому что он прост в использовании и совершенно бесплатный. Если вы хотите следовать инструкциям или построить свою собственную диаграмму Венна, все, что вам нужно сделать, это нажать ниже и создать бесплатную учетную запись. А теперь перейдем к делу!
Диаграммы Венна и теория множеств
В теории множеств используется более 30 символов, но только три вам нужно знать, чтобы понять основы.Когда вы освоите их, не стесняйтесь переходить к более сложным вещам.
Соединение двух комплектов: ∪
Каждый круг или эллипс представляет категорию. Объединение двух множеств обозначено ∪. (Не путайте этот символ с буквой «u».)
Это двухкружная диаграмма Венна. Зеленый кружок — A, а синий — B. Полная диаграмма Венна представляет собой объединение A и B, или A ∪ B. Не стесняйтесь щелкнуть изображение, чтобы попробовать эту диаграмму в качестве шаблона.
Объединение двух наборов Диаграмма Венна (Щелкните изображение, чтобы изменить в Интернете)Как бы объединение двух наборов выглядело в реальном мире? Набор А может представлять группу людей, играющих на пианино. Набор B мог представлять гитаристов. A ∪ B представляет тех, кто играет на пианино, гитаре или на обоих.
Пересечение двух наборов: ∩
При построении диаграммы Венна нас часто интересует пересечение двух множеств — то есть, какие элементы разделяются между категориями. На этой диаграмме бирюзовая область (где синий и зеленый перекрываются) представляет собой пересечение A и B, или A ∩ B.
Пересечение двух наборов Диаграмма Венна (Щелкните изображение, чтобы изменить его в Интернете)Чтобы продолжить пример, пересечение пианистов и гитаристов включает тех, кто владеет обоими инструментами.
Комплектность набора: A c
При построении диаграммы Венна вы также можете рассмотреть то, что не представлено в наборе. Это дополнение набора, или A c , для набора A.
Абсолютным дополнением набора является все, что не входит в набор.Это означает, что для вселенной (U, на этот раз буква) все, что есть во вселенной, за исключением A, является абсолютным дополнением к A в U. Это может быть представлено уравнением A c = U \ A
Ниже представлена диаграмма Lucidchart для абсолютного дополнения A в U. Серая часть показывает все, что находится за пределами A. В футляре для музыкального инструмента это будут все, кто не играет на фортепиано.
Дополнение к диаграмме Венна по сетам (щелкните изображение, чтобы изменить в Интернете)Диаграмма Венна для быстрого питания, иллюстрирующая теорию множеств
Чтобы помочь вам закрепить практическое применение теории множеств, давайте рассмотрим пример.Начнем с опроса трех человек о предпочтениях фастфуда. Эти три человека, которым мы назначим A, B и C, указывают, какие рестораны им нравятся. Диаграмма из трех кругов охватывает все возможности: что ресторан не выберут ни один респондент, один, два или все три.
Вот результаты:
| Ресторан | A | B | С |
|---|---|---|---|
| Макдональдс | Х | Х | |
| Венди | Х | Х | |
| Бургер Кинг | |||
| In-N-Out | Х | Х | |
| Тако Белл | Х | Х | |
| KFC | |||
| A&W | |||
| Чик-фил-А | Х | Х | Х |
Теперь пора создать диаграмму Венна, представляющую результаты.Мы начали с этого шаблона ниже. Он использует объясненный нами символ ∩, чтобы показать пересечение между двумя и тремя наборами. Наши рестораны могут занять восемь регионов.
Диаграмма Венна для результатов опроса ресторанов (Щелкните изображение, чтобы изменить онлайн)Теперь мы заполняем нашу диаграмму Венна в соответствии с результатами. В A ∩ B у нас есть Wendy’s, потому что респондент A и респондент B выбрали его. Burger King не был выбран никем, но существует во вселенной доступных ресторанов быстрого питания, поэтому он стоит в белом пространстве за пределами диаграммы.На пересечении всех трех, A ∩ B ∩ C, есть Chick-fil-A, поскольку все три респондента выбрали его.
Вот как выглядит окончательная диаграмма:
Диаграмма Венна предпочтений ресторана (Щелкните изображение, чтобы изменить его в Интернете)Теперь у нас есть наглядное пособие, если мы выбираем, где этим троим следует пойти на обед!
Теперь, когда вы увидели диаграмму Венна в действии, вот пример, который вы можете легко настроить, чтобы создать свою собственную!
Пример диаграммы Венна (щелкните изображение, чтобы изменить в Интернете)Теперь, когда вы знаете символы диаграммы Венна, прочитайте, как их сделать!
Узнайте, как
Дополнительное чтение символов диаграммы Венна
Если вы хотите узнать больше о теории множеств и создать высококачественные диаграммы Венна, есть несколько доступных ресурсов.Например, в Стэнфордской энциклопедии есть введение в основную теорию множеств.
Чтобы узнать больше об истории диаграмм Венна, прочтите нашу страницу с ответом «Что такое диаграмма Венна?» Хотя Джон Венн популяризировал представление теории множеств с перекрывающимися кругами, идеи и символы в диаграммах Венна фактически предшествовали ему.
Быстрое слово
Если вы знакомы с Lucidchart, то поняли, что это идеальное решение для диаграмм Венна. Поскольку вы редактируете в облаке, вы можете легко сотрудничать с коллегами, импортировать изображения и делиться своими схемами в цифровом формате или с помощью печати.
Токарный станок по металлу — Infogalactic: ядро планетарных знаний
Центрирующий токарный станок с цифровым считыванием и защитой патрона. Размер качели 460 мм х 1000 мм между центрами.Токарный станок по металлу или Токарный станок по металлу — это большой класс токарных станков, предназначенных для точной обработки относительно твердых материалов. Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне приложений и в широком диапазоне материалов.На жаргоне машинной обработки, где уже понятен более широкий контекст, они обычно просто называются токарными станками или именуются более конкретными именами подтипов (токарный станок для инструментальных цехов , токарно-револьверный станок и т. Эти жесткие станки удаляют материал с вращающейся детали за счет (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.
Строительство
Конструкция токарных станков может сильно различаться в зависимости от предполагаемого применения; однако основные функции являются общими для большинства типов.Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих скольжения ) для устойчивости и изготовлены с большой точностью. Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Передняя бабка
Передняя бабка с легендой, номерами и текстом в описании относятся к тем, что на изображении.Передняя бабка (h2) вмещает главный шпиндель (h5) , механизм переключения скорости (h3, h4) и шестерни переключения (h20) .Передняя бабка должна быть как можно более прочной из-за действующих сил резания, которые могут исказить корпус легкой конструкции и вызвать гармонические колебания, которые будут передаваться на заготовку, снижая качество готовой заготовки.
Главный шпиндель обычно полый, чтобы длинные стержни проходили через рабочую зону. Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы.Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, что позволяет вставлять полые трубчатые конусы (стандарт Морзе) для уменьшения размера конического отверстия и использования центров. На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
Кровати
Станина представляет собой прочное основание, которое соединяется с передней бабкой и позволяет перемещать каретку и заднюю бабку параллельно оси шпинделя. Этому способствуют закаленные и отшлифованные опоры , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью системы зубчатой рейки. Ходовой винт точного шага приводит в движение каретку, удерживающую режущий инструмент, через редуктор, приводимый от передней бабки.
Типы кроватей включают в себя перевернутые «V» кровати, плоские кровати и комбинированные «V» и плоские кровати.»V» и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. [ необходима ссылка ]
Когда установлен токарный станок, первым делом нужно перейти на уровень , уровень , то есть убедиться, что станина не перекручена и не изогнута. Нет необходимости делать станок строго горизонтальным, но он должен быть полностью раскручен для достижения точной геометрии резания. Уровень точности — полезный инструмент для выявления и устранения любых перекосов.Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления. В обоих случаях уровень используется как компаратор, а не как абсолютный эталон.
Подающий и ходовой винты
Подающий винт (H8) — это длинный приводной вал, который позволяет ряду шестерен приводить в движение механизмы каретки. Эти шестерни расположены в фартуке каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач , (H6), или коробкой передач Norton.Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных передач. Между шпинделем и зубчатой передачей предусмотрены зубчатые колеса (приводимые в действие с помощью H5 ) вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянное соотношение между количеством оборотов шпинделя и количеством оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Некоторые токарные станки имеют только один ходовой винт, который выполняет все функции перемещения каретки. Для нарезания винта задействуется полугайка , приводимая в движение резьбой ходового винта; а для общей подачи энергии шпонка входит в зацепление со шпоночной канавкой в ходовом винте, чтобы вести шестерню вдоль рейки, установленной вдоль станины токарного станка.
Ходовой винт будет производиться в соответствии с британскими или метрическими стандартами и потребует введения коэффициента преобразования для создания форм резьбы из другого семейства.Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Это передаточное число часто встроено в быстросменные коробки передач .
Точное соотношение, необходимое для преобразования токарного станка с дюймовой (дюймовой) резьбой в метрическую (миллиметровую) резьбу, составляет 100/127 = 0,7874 …. Наилучшее приближение с наименьшим количеством зубов очень часто составляет 37/47 = 0.7872 …. Это транспонирование дает постоянную ошибку -0,020% по всем стандартным метрическим шагам и шагам производителя моделей (0,25, 0,30, 0,35, 0,40, 0,45, 0,50, 0,60, 0,70, 0,75, 0,80, 1,00, 1,25, 1,50, 1,75, 2,00, 2,50. , 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
Каретка
Каретка с легендой, числами и текстом в описании относятся к тем, что на изображенииВ простейшей форме каретка удерживает насадку и перемещает ее в продольном (токарном) направлении или перпендикулярно (торцевание) под управлением оператора.Оператор перемещает каретку вручную с помощью маховика (5a) или автоматически, зацепляя вал подачи с механизмом подачи каретки (5c) . Это дает некоторое облегчение для оператора, поскольку движение каретки становится усиленным. Маховики (2a, 3b, 5a) на каретке и связанных с ней ползунах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых резов. Калибровочные метки будут измерять либо расстояние от центра (радиус), либо диаметр заготовки, поэтому, например, на станке диаметра, где калибровочные метки находятся в тысячных долях дюйма, циферблат радиального маховика будет показывать.0005 дюймов радиуса на деление или 0,001 дюйма диаметра. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Поперечный суппорт
Поперечные суппорты (3) едут по каретке и имеют подающий винт, который перемещается под прямым углом к оси главного шпинделя. Это позволяет выполнять облицовку и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту.На большинстве токарных станков одновременно может быть задействовано только одно направление, так как механизм блокировки отключает вторую зубчатую передачу.
Комбинированная опора
Составная опора (или верхний суппорт ) (2) обычно находится там, где устанавливается резцедержатель. Он обеспечивает меньшее перемещение (меньшее, чем поперечное скольжение) вдоль своей оси через другой подающий винт. Ось составной опоры можно регулировать независимо от каретки или поперечного суппорта. Он используется для точения конусов, для контроля глубины резания при нарезании резьбы или точной наплавки, или для получения более тонких подач (при ручном управлении), чем позволяет подающий вал.Обычно сложный упор имеет транспортир с маркировкой (2b) , позволяющий оператору регулировать его ось под точным углом.
Подставка для салазок (как были известны самые ранние формы каретки) восходит к пятнадцатому веку. В 1718 г. русским изобретателем Андреем Нартовым был представлен суппорт с набором зубчатых колес и имел ограниченное применение в российской промышленности. [1] В восемнадцатом веке суппорт также использовался на французских токарных станках с декоративной резьбой.Набор станков для растачивания ружей в Королевском арсенале в Вулидже в 1780-х годах семьей Вербругган также имел опоры затвора. История о том, что это изобрел Генри Модслей, ходила давно, но он этого не сделал (и никогда не утверждал об этом). Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно написал об этом в своих Замечаниях по введению принципа скольжения , 1841; более поздние авторы неправильно поняли и распространяли ошибку. Однако Модслей действительно помог широко распространить эту идею.Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там. В сочетании с сетью инженеров, которых он обучал, это обеспечило широкую известность суппорта суппорта и его копирование другими производителями токарных станков, а также распространение во всех британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, шестерни и суппорт, был самым важным достижением Модслея.
Первый полностью задокументированный цельнометаллический токарный станок с суппортами был изобретен Жаком де Вокансоном около 1751 года. Он был описан в Энциклопедии задолго до того, как Модслей изобрел и усовершенствовал свою версию. Вероятно, что Модсли не знал о работе Вокансона, поскольку его первые версии суппорта имели много ошибок, которых не было в токарном станке Вокансона.
Столб для инструмента
Насадка для инструмента устанавливается в стойку (1) , которая может быть в стиле американского фонаря , в традиционном четырехгранном квадратном стиле или в быстросменном стиле, таком как изображенная конструкция мультификсатора.Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип. Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту центра , которая не меняется, даже если держатель снимается с станка.
Задняя бабка
Задняя бабка с легендой, номерами и текстом в описании относятся к тем, что на изображении.Задняя бабка представляет собой инструмент (сверло) и устанавливается по центру напротив передней бабки.Шпиндель (T5) не вращается, а перемещается в продольном направлении под действием ходового винта и маховика (T1) . Шпиндель включает в себя конус для удержания сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в положении, определяемом заготовкой. Также предусмотрено смещение задней бабки (T4) от оси шпинделей, это полезно для точения небольших конусов и при повторном выравнивании задней бабки по оси станины.
На изображении показан редуктор (T2) между маховиком и шпинделем, где для больших сверл может потребоваться дополнительное усилие. Инструментальный резец обычно изготавливается из быстрорежущей стали, кобальтовой стали или карбида.
Опоры опорные, опорные и прочие
Длинные заготовки часто нуждаются в опоре посередине, так как режущие инструменты могут отталкивать (сгибать) заготовку от того места, где их могут поддерживать центры, поскольку при резке металла возникают огромные силы, которые вызывают вибрацию или даже изгиб заготовки.Эта дополнительная опора может быть обеспечена люнетом (также называемым люнетом , фиксированным люнетом , центральным упором или иногда, что сбивает с толку, центральным упором ). Он стоит неподвижно относительно жесткого крепления на станине и поддерживает обрабатываемую деталь в центре опоры, как правило, с тремя точками контакта на расстоянии 120 °. Опора следящего механизма (также называемая следящей опорой или подвижной опорой ) аналогична, но она устанавливается на каретку, а не на станину, что означает, что при перемещении насадки инструмента опора следящего механизма «следует за» (потому что они оба жестко связаны с одной и той же движущейся кареткой). [2]
Опоры со следящими элементами могут обеспечивать поддержку, которая напрямую противодействует силе пружины насадки инструмента, прямо в области обрабатываемой детали в любой момент. В этом отношении они аналогичны коробчатому инструменту. Все остальное передает некоторые ошибки геометрии заготовки из базовой (опорной поверхности) до обработки поверхности. Это зависит от остального дизайна. Для минимальной скорости переноса используются корректирующие упоры . Опорные ролики обычно вызывают дополнительные геометрические ошибки на обрабатываемой поверхности.
Корректирующая опора для точного шлифования или токарной обработки
Корректирующий отдых, работа, видео
Станки токарные по металлу
В области металлообработки существует множество вариантов токарных станков. Некоторые варианты не так уж очевидны, а другие занимают нишу. Например, центрирующий токарный станок представляет собой станок с двумя головками, в котором работа остается фиксированной, а головки движутся к заготовке и обрабатывают центральное просверленное отверстие на каждом конце.Полученную заготовку затем можно использовать «между центрами» в другой операции. Термин токарный станок по металлу также можно считать несколько устаревшим в наши дни, пластмассы и другие композитные материалы широко используются, и с соответствующими модификациями к их обработке могут применяться те же принципы и методы, что и для обработки металла.
Центровочный станок / токарный станок для двигателей / настольный токарный станок
Термины центровочный токарный станок , токарный станок для двигателя и настольный токарный станок — все они относятся к базовому типу токарных станков, которые можно считать типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Название настольный токарный станок подразумевает версию этого класса, достаточно малогабаритную для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки). Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.
Токарный станок с двигателем — это название, применяемое к традиционному токарному станку конца 19-го или 20-го века с автоматической подачей на режущий инструмент, в отличие от ранних токарных станков, которые использовались с ручными инструментами, или токарных станков только с ручной подачей. .Слово «двигатель» здесь используется в смысле «механическое устройство», а не в смысле «первичный двигатель», как в паровых двигателях, которые на протяжении многих лет были стандартным промышленным источником энергии. У завода будет одна большая паровая машина, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , предназначенный для установки плоского ремня. Разные скорости шпинделя могут быть получены путем перемещения плоского ремня на разные ступени на шкиве конуса.Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который можно было задействовать для обеспечения более низкого набора скоростей, чем это было возможно при прямом ременном приводе. Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Когда в начале 20 века электродвигатели стали обычным явлением, многие токарные станки с конической головкой были преобразованы в электрическую энергию. В то же время уровень техники в области зубчатых передач и подшипников продвигался до такой степени, что производители начали изготавливать полностью редукторные передние бабки, используя редукторы, аналогичные автомобильным трансмиссиям, для получения различных скоростей вращения шпинделя и скорости подачи при передаче большего количества необходимой мощности. чтобы в полной мере использовать инструменты из быстрорежущей стали.Режущие инструменты снова эволюционировали с появлением искусственных карбидов и стали широко использоваться в промышленности в 1970-х годах. Ранние карбиды прикреплялись к державкам путем пайки их в обработанном «гнезде» в держателях инструмента, более поздние конструкции позволяли заменять наконечники и делать их многогранными, что позволяло использовать их повторно. Карбиды допускают гораздо более высокие скорости обработки без износа. Это привело к сокращению времени обработки и, следовательно, к росту производства. Спрос на более быстрые и более мощные токарные станки определял направление развития токарных станков.
Доступность недорогой электроники снова изменила способ применения управления скоростью, позволив плавно регулировать скорость двигателя от максимального до почти нулевого об / мин. Это было опробовано в конце 19 века, но в то время не было признано удовлетворительным. Последующие улучшения в электрической схеме снова сделали его жизнеспособным.
Инструментальный токарный станок
Токарный станок для инструментального цеха — это токарный станок, оптимизированный для инструментальных работ. По сути, это просто первоклассный токарный станок со всеми лучшими дополнительными функциями, которые могут отсутствовать в менее дорогих моделях, такими как зажим цанги, конусное приспособление и другие.Станина токарного станка для инструментального цеха обычно шире, чем у стандартного токарного станка. В течение многих лет также требовалась выборочная сборка и дополнительная подгонка, когда при создании модели инструментального цеха были предприняты все меры, чтобы сделать ее самой плавно работающей и наиболее точной версией станка, которую можно построить. Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей моделью инструментального зала зависит от разработчика, а в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую нужно улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Станок токарно-револьверный и токарный
Основная статья: Токарно-револьверный станокТокарные станки с револьверными головками и токарные станки со шпилем относятся к классу токарных станков, которые используются для серийного производства дублирующих деталей (которые по характеру процесса резания обычно взаимозаменяемы). Он эволюционировал от более ранних токарных станков с добавлением револьверной головки , которая представляет собой сменный инструментальный суппорт, который позволяет выполнять несколько операций резания, каждая с разными режущими инструментами, в легкой и быстрой последовательности, без необходимости для оператора выполнять настройку. промежуточных задач (таких как установка или удаление инструментов) или управления траекторией инструмента.(Последнее происходит из-за того, что траектория инструмента управляется станком либо в виде зажимного приспособления [через механические ограничения, налагаемые на него салазками и остановками револьверной головки], либо через управляемые ИТ сервомеханизмы [на токарных станках с числовым программным управлением (ЧПУ) ].) [4]
Существует огромное разнообразие конструкций токарных и револьверных станков, что отражает разнообразие выполняемой ими работы.
Станок токарно-инструментальный
Токарный станок с группой инструментов — это станок, у которого ряд инструментов установлен на поперечных суппортах, длинных и плоских, похожих на стол фрезерного станка.Идея по существу та же, что и у токарных станков с револьверной головкой: настроить несколько инструментов и затем легко переключаться между ними для каждого цикла обработки детали. Группа сменных инструментов не вращается, как револьвер, а линейна.
Станок многошпиндельный
Многошпиндельные токарные станки имеют более одного шпинделя и автоматизированное управление (с помощью кулачков или ЧПУ). Это производственные машины, специализирующиеся на крупносерийном производстве. Меньшие типы обычно называются винтовыми станками , в то время как более крупные варианты обычно называются автоматическими патронами , автоматическими патронами или просто патронами .Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина. Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта снижают удельную стоимость сменной детали намного ниже, чем можно было бы достичь без этих машин.)
Токарный станок с ЧПУ / Токарный центр с ЧПУ
Токарные станки с числовым программным управлением (ЧПУ) быстро заменяют старые токарные станки (многошпиндельные и т. Д.) Благодаря простоте настройки, эксплуатации, воспроизводимости и точности. Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы. Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM или вручную программистом, а полученный файл загружен в машину, и после установки и испытания машина будет продолжать выпускать детали под периодическим наблюдением оператор.
Управление машиной осуществляется электронно через интерфейс в стиле компьютерного меню, программа может быть изменена и отображена на машине вместе с имитацией процесса. Установщику / оператору требуется высокий уровень навыков для выполнения процесса, однако база знаний шире по сравнению с более старыми производственными машинами, где глубокое знание каждой машины считалось важным. Эти машины часто устанавливаются и управляются одним и тем же человеком, при этом оператор будет контролировать небольшое количество машин (ячейку).
Конструкция токарного станка с ЧПУ различается у разных производителей, но все они имеют некоторые общие элементы. Револьверная головка удерживает держатели инструмента и индексирует их по мере необходимости, шпиндель удерживает заготовку, и есть салазки, которые позволяют револьверной головке перемещаться по нескольким осям одновременно. Машины часто полностью закрыты, что во многом связано с проблемами охраны труда и техники безопасности (OH&S).
В связи с быстрым ростом в этой отрасли, разные производители токарных станков с ЧПУ используют разные пользовательские интерфейсы, что иногда затрудняет работу операторов, поскольку они должны быть с ними знакомы.С появлением дешевых компьютеров, бесплатных операционных систем, таких как Linux, и программного обеспечения с ЧПУ с открытым исходным кодом, цена на станки с ЧПУ резко упала. [ необходима ссылка ]
Горизонтально-фрезерный станок с ЧПУ
Горизонтальная обработка с ЧПУ выполняется с использованием горизонтально расположенных токарных станков, обрабатывающих центров, расточных или расточных станков. Используемое оборудование обычно состоит из вращающихся цилиндрических фрез, перемещающихся вверх и вниз по пяти осям. Эти машины способны производить различные формы, прорези, отверстия и детали на трехмерных деталях. [5]
Вертикально-фрезерный станок с ЧПУ
Вертикально ориентированные станки с ЧПУ используют цилиндрические фрезы на вертикальной оси шпинделя для создания врезных вырезов и просверленных отверстий, а также нестандартных форм, пазов и деталей на трехмерных деталях. Оборудование, используемое в этом виде фрезерования, включает вертикальные токарные станки, вертикальные обрабатывающие центры и 5-осевые станки. [6]
Швейцарский токарный станок / Швейцарский токарный центр
Вид внутри корпуса токарно-винторезного станка с ЧПУ швейцарского типаA Швейцарский токарный станок — это токарный станок особой конструкции, обеспечивающий исключительную точность (иногда допуски удержания составляют всего несколько десятых долей дюйма — несколько микрометров).Токарный станок швейцарского типа удерживает заготовку как цанговым патроном, так и направляющей втулкой. Цанга находится за направляющей втулкой, а инструменты — перед направляющей втулкой, неподвижно удерживаясь на оси Z. Для продольной резки детали инструменты будут двигаться внутрь, а сам материал будет двигаться вперед и назад по оси Z. Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается прочно с небольшой вероятностью возникновения отклонения или вибрации.Токарный станок этого типа обычно используется под управлением ЧПУ.
В большинстве токарных станков с ЧПУ швейцарского типа сегодня используется один или два основных шпинделя плюс один или два задних шпинделя (второстепенные шпиндели). Главный шпиндель используется с направляющей втулкой для основных операций обработки. Вторичный шпиндель расположен за деталью, выровнен по оси Z. В простой операции он берет деталь по мере ее обрезки и принимает ее для вторых операций, а затем выбрасывает ее в бункер, избавляя оператора от необходимости вручную менять каждую деталь, как это часто бывает со стандартными токарными центрами с ЧПУ. .Это делает их очень эффективными, так как эти станки способны выполнять короткие циклы, производя простые детали за один цикл (т. Е. Нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для больших партий деталей малого диаметра.
Кроме того, поскольку многие швейцарские токарные станки оснащены второстепенным шпинделем или «вспомогательным шпинделем», они также включают «приводной инструмент». Живые инструменты — это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя (ов) шпинделя.Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке. Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично с приводными инструментами и так же неэкономично, если выполняется как вторичная операция после завершения обработки на швейцарском токарном станке. «Вторичная операция» — это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса.Как правило, в усовершенствованном программном обеспечении CAD / CAM используются рабочие инструменты в дополнение к основным шпинделям, поэтому большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, поддерживаемых программным обеспечением CAD / CAM.
Комбинированный токарный станок / станок 3 в 1
Комбинированный токарный станок , часто известный как станок 3-в-1 , вводит операции сверления или фрезерования в конструкцию токарного станка. Эти станки имеют фрезерную колонну, поднимающуюся над станиной токарного станка, и они используют каретку и верхнюю суппорт в качестве осей X и Y для фрезерной колонны.Название 3-в-1 связано с идеей наличия токарного, фрезерного и сверлильного станка в одном доступном станке. Они предназначены исключительно для любителей и на рынках ТОиР, поскольку неизбежно требуют компромиссов в размере, характеристиках, жесткости и точности, чтобы оставаться доступными. Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где иногда приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, были бы излишними для приложения с инженерной точки зрения.
Мини-токарный и микротокарный
Мини-токарные и микротокарные станки — это миниатюрные версии универсального токарного станка (токарного станка). Обычно они имеют поворот в диапазоне от 3 до 7 дюймов (от 76 до 178 мм) в диаметре (другими словами, от 1,5 до 3,5 дюймов (от 38 до 89 мм) в диаметре). Это небольшие и доступные токарные станки для домашней мастерской или цеха ТОиР. К этим машинам применимы те же преимущества и недостатки, которые объяснялись ранее в отношении машин 3-в-1.
Как и в других частях англоязычной орфографии, стили префиксов в именах этих машин отличаются.Они попеременно называются мини-токарными станками , мини-токарными станками, мини-токарными станками и и микротокарными станками , микротокарными станками, микротокарными станками и .
Станок токарный колесный
Колесотокарные станки — машины, используемые для изготовления и восстановления покрытий колес железнодорожных вагонов. Когда колеса изнашиваются или выходят из строя в результате чрезмерного использования, этот инструмент можно использовать для повторной резки и ремонта колеса вагона поезда. Доступен ряд различных колесотокарных станков, включая варианты под полом для шлифовки колес, которые все еще прикреплены к железнодорожному вагону, переносные типы, которые легко транспортируются для аварийного ремонта колес, и версии с ЧПУ, в которых используются компьютерные операционные системы для завершения ремонта колес . [7]
Токарный станок с отверстиями
Токарный станок для больших диаметров, но для коротких работ, надстроенный над выемкой в полу, чтобы можно было разместить нижнюю часть обрабатываемой детали, что позволяет подставке для инструментов стоять на уровне талии токаря. Пример выставлен в Лондонском музее науки, Кенсингтон.
Тормоз токарный
Токарный станок, специально предназначенный для шлифовки тормозных барабанов и дисков в автомобильных или грузовых гаражах.
Масло токарный станок деревенский
Специальные токарные станки для обработки длинных деталей, например сегментов бурильных колонн.Токарные станки Oil Country оснащены полыми шпинделями с большим отверстием, вторым патроном на противоположной стороне передней бабки и часто выносными упорами для поддержки длинных заготовок.
Механизмы подачи
Существуют различные механизмы подачи для подачи материала в токарный станок с определенной скоростью.
- Устройство подачи прутка
Устройство подачи прутка подает кусок прутка в отрезной станок. По мере обработки каждой детали режущий инструмент создает окончательный рез, чтобы отделить деталь от прутковой заготовки, а устройство подачи продолжает подавать пруток для следующей детали, обеспечивая непрерывную работу станка.При токарной обработке используются два типа подачи прутка: гидродинамическая подача прутка, при которой пруток удерживается в серии каналов, при этом зажимается верх и низ прутка, и гидростатическая подача прутка, которая удерживает пруток в определенном положении. труба подачи с использованием масла под давлением. [8]
- Погрузчик прутковый
Загрузчик прутков — это вариант концепции устройства подачи прутков, в котором несколько частей пруткового материала могут подаваться в бункер, а загрузчик подает каждую часть по мере необходимости.
Список литературы
Библиография
- Burghardt, Henry D. (1919), Machine Tool Operation , 1 (1-е изд.), Нью-Йорк, Нью-Йорк, США: McGraw-Hill, LCCN 20026190.
Внешние ссылки
сотка: مخرطة
bn: লেদ মেশিন bg: Струг ca: Torn cs: Soustruh da: Drejebænk de: Drehmaschine et: Treipink es: Torno
Что такое диаграмма Венна — объясните на примерах
Что такое Диаграмма Венна ?
Термин Диаграмма Венна не является чуждым, поскольку у всех нас была математика, особенно теория вероятностей и алгебра.Теперь для непрофессионала диаграмма Венна — это наглядная демонстрация всех возможных реальных отношений между коллекцией различных наборов предметов. Он состоит из нескольких перекрывающихся кругов или овальных форм, каждая из которых представляет собой отдельный набор или предмет.
Диаграммы Венна отображают сложные теоретические взаимосвязи и идеи для лучшего и легкого понимания. Эти диаграммы также профессионально используются профессорами для отображения сложных математических концепций, классификации в науке и разработки стратегий продаж в деловой индустрии.
Источник изображения : pinterest.com
Эволюция диаграммы Венна
Развитие диаграммы Венна восходит к 1880 году, когда Джон Венн воплотил их в жизнь в статье под названием «О схематическом и механическом представлении утверждений и рассуждений». Она была опубликована в Philosophical Magazine и Journal of Science. Джон Венн провел тщательное исследование этих диаграмм и предвидел их формализацию.Он — тот, кто первоначально обобщил их, неудивительно, как они были названы, т.е. Диаграммы Венна в 1918 году.
Существует небольшой разрыв между диаграммой Венна и диаграммой Эйлера, изобретенной в 18 веке Леонардом Эйлером, который также приложил руку к ее развитию в 1700-х годах. Джон называл диаграммы кругами Эйлера.
Разработка диаграмм Венна продолжалась и в 20 веке. Например, примерно в 1963 году Д. В. Хендерсон обнаружил существование n-графа Венна, состоящего из n-кратной рациональной симметрии, который указал, что n было простым числом.В последующие годы в эту концепцию углубились еще четыре ученых, которые пришли к выводу, что вращательно-симметричные диаграммы Венна существуют только в том случае, если n — простое число.
С тех пор эти диаграммы стали частью сегодняшней учебной программы и иллюстрируют бизнес-информацию. Диаграммы Венна и Эйлера были включены в качестве компонента обучения теории множеств нового математического движения в 1960 году.
Почему диаграммы Венна важны?
Диаграммы Венна полезны в качестве учебных и учебных пособий для ученых, учителей и профессоров.Они помогают представлять простые математические концепции в начальных школах, а также теоретические теории и проблемы среди логиков и математиков.
Кроме того, вместе с теорией множеств, диаграммы Венна способствовали более четкому и современному пониманию бесконечных чисел и действительных чисел в математике. Они также способствовали созданию общего языка и системы символов, касающихся теории множеств, среди исследователей и математиков.
Они идеальны для иллюстрации сходства и различий между предметами или идеями, когда круги перекрываются или иначе.Эта функция обычно используется в бизнес-индустрии для поиска и создания ниши на рынке товаров и услуг. Это способствует созданию невероятных отчетов о продажах и огромной реализованной прибыли среди предпринимателей.
Вы также можете использовать диаграммы Венна , чтобы принимать важные жизненные решения, например, в какой колледж поступить, в какую школу взять вашего ребенка, лучший материал для строительства или изготовления одежды, в каком ресторане пообедать и т. Д.
Когда использовать диаграммы Венна?
Вы можете использовать диаграммы Венна , чтобы продемонстрировать взаимосвязи в статистике, логике, вероятности, лингвистике, информатике, организации бизнеса и многих других областях.
В математике Диаграммы Венна — это обучающий инструмент, который объясняет такие математические концепции, как множества, объединения и пересечения. Они также решают серьезные задачи по высшей математике. Вы можете подробно прочитать о них в академических журналах в своей библиотеке и поразиться тому, насколько теория множеств является законченным разделом математики.
Статистики используют идею диаграмм Венна для предсказания вероятности конкретных событий.То же самое и в области прогнозной аналитики. Наборы выборочных данных сравниваются и тщательно исследуются, чтобы выявить их сходства и различия.
Источник изображения : pinterest.com
Они также эффективны при определении логических оснований в аргументах и выводах. Как и в дедуктивном рассуждении, если посылки реальны, а форма аргумента оказывается правильной, результат должен быть правильным.Диаграмма, аналогичная диаграмме Венна по логике, — это Таблица истинности. Он помещает переменные в столбцы, чтобы расшифровать то, что логически возможно. Еще одна диаграмма Рэндольфа, также известная как R-диаграмма, использует линии для объяснения множеств.
Источник изображения : youtube.com
В лингвистике Диаграммы Венна помогают узнать, как языки различаются или соотносятся друг с другом с точки зрения алфавита, гласных, произношения и т. Д.
Источник изображения : slideshare.net
Источник изображения : kdnuggets.com
Диаграммы также полезны в сфере продаж и маркетинга для сравнения и сопоставления продуктов, услуг, процессов и всего, что происходит при организации бизнеса. Они практичны и эффективны в увеличении продаж и прибылей, а также в расширении деятельности предприятий.
Источник изображения : businessbullet.co.uk
Символы на диаграмме Венна
Когда дело доходит до диаграммы Венна, существует множество символов, но мы рассмотрим три. ꓵ — пересечение двух наборов: показывает элементы, общие для обоих наборов.
Источник изображения : youtube.com
∪ — это представлено на полной диаграмме Венна.
Источник изображения : math-only-math.com
A ’- обозначает завершение набора A. Он состоит из всего, что не входит в коллекцию.
Источник изображения : mathonline.wikidot.com
Примеры диаграмм Венна
Математика
Первый пример диаграммы Венна находится в математике.Они доступны при освещении тем, посвященных теории множеств и теории вероятностей.
На схеме ниже представлены два набора: A = {1, 5, 6, 7, 8, 9, 10, 12} и B = {2, 3, 4, 6, 7, 9, 11, 12, 13}. Раздел, в котором два набора перекрываются, имеет числа, содержащиеся в обоих наборах A и B, называемый пересечением A и B. Два набора, вместе взятые, дают их объединение, которое включает все объекты в A, B, которые являются { 1 2 3 4 5 6 7 8 9 10 11 12 13}.
Источник изображения : bbc.co.uk
Бизнес
В приведенном ниже примере диаграммы Венна анализируются сходства и различия в различных областях работы. Менеджеры по персоналу и специалисты по карьерной лестнице используют его, чтобы консультировать людей по вопросам их карьеры.
Источник изображения : pinterest.com
Наука
Ученый использует диаграммы Венна для изучения здоровья человека и лекарств. На иллюстрации ниже вы можете увидеть аминокислоты, жизненно важные для человека.
Источник изображения : researchgate.com
Как создать простую диаграмму Венна за считанные минуты?
Теперь мы будем использовать онлайн-программу Edraw Max.В нем есть все основные символы и формы, которые вам нужны, а также множество бесплатных шаблонов диаграмм Венна , и модный и продвинутый интерфейс, понятный для начинающих.
Перед тем, как начать онлайн-диаграмму Венна , вы должны убедиться, что вы:
- Определите цель, которую вы хотите достичь. Имейте четкое представление о том, что вы хотели бы сравнить и для какой цели это сравнение необходимо. Это облегчает определение множеств.
- Просмотрите и найдите список предметов, содержащихся в наборах.
- Просмотрите доступные шаблоны, чтобы получить представление о том, что вы собираетесь рисовать, а затем создайте свою собственную диаграмму Венна , выполнив следующие действия.
Шаг 2: Выберите параметры бизнес-диаграммы на вкладке «Доступные шаблоны» и дважды щелкните значок диаграммы Венна, чтобы отобразить пустую страницу, на которой вы будете рисовать.
Шаг 3: На левой панели экрана вы найдете все необходимые символы и формы диаграммы Венна. Перетащите подходящие и поместите их на холст для рисования, чтобы создать диаграмму Венна.
Шаг 4: Сохраните готовую диаграмму Венна в доступных форматах или экспортируйте или поделитесь ею на других платформах прямо с веб-страницы Edraw.
Шаг 5: Настройка. Большинство встроенных фигур предназначены для изменения размера, редактирования и изменения цвета.
Чтобы изменить цвет, коснитесь целевого круга несколько раз и выберите цвет на вкладке быстрого выбора цвета внизу.