схема и описание, как сделать своими руками
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.


Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- аппарат конденсаторной сварки обладает простой конструкцией, поэтому при желании его можно собрать самостоятельно;
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности. Благодаря этому можно соединять небольшие металлические элементы;
- этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
 А вот при проведении других сварок они сильно деформируются.
А вот при проведении других сварок они сильно деформируются.Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени.
- ток, который применяется для соединения элементов, имеет высокую мощность. Именно за счет этого свойства швы получаются прочными и ровными.
Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.
- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.
Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.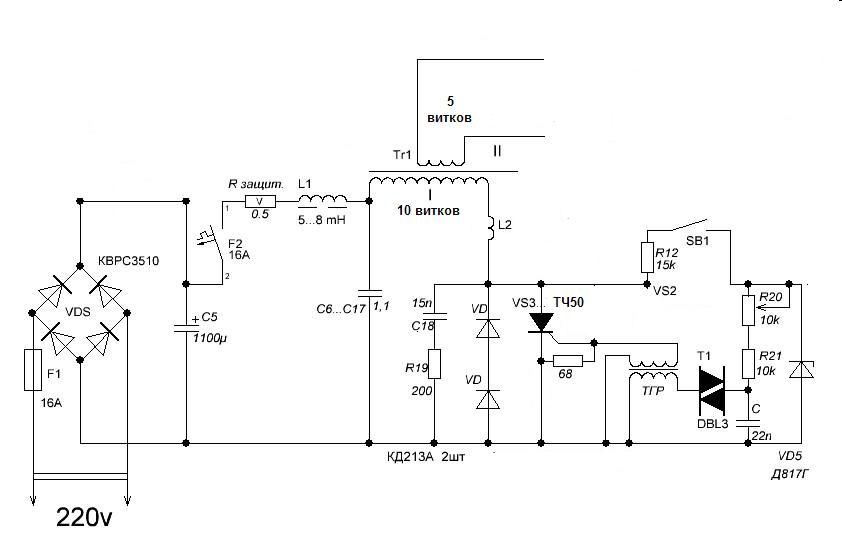
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности. Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током — 4 штуки.
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. — 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
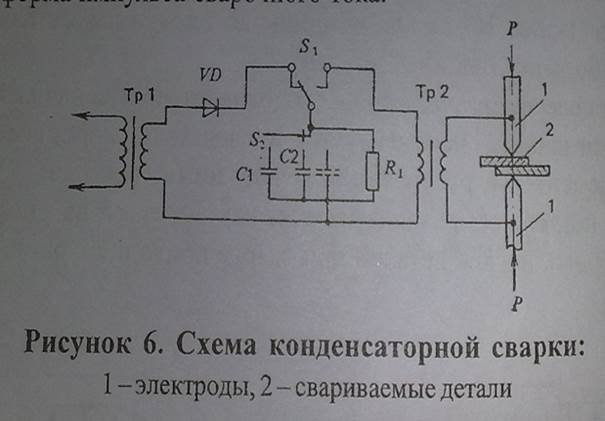
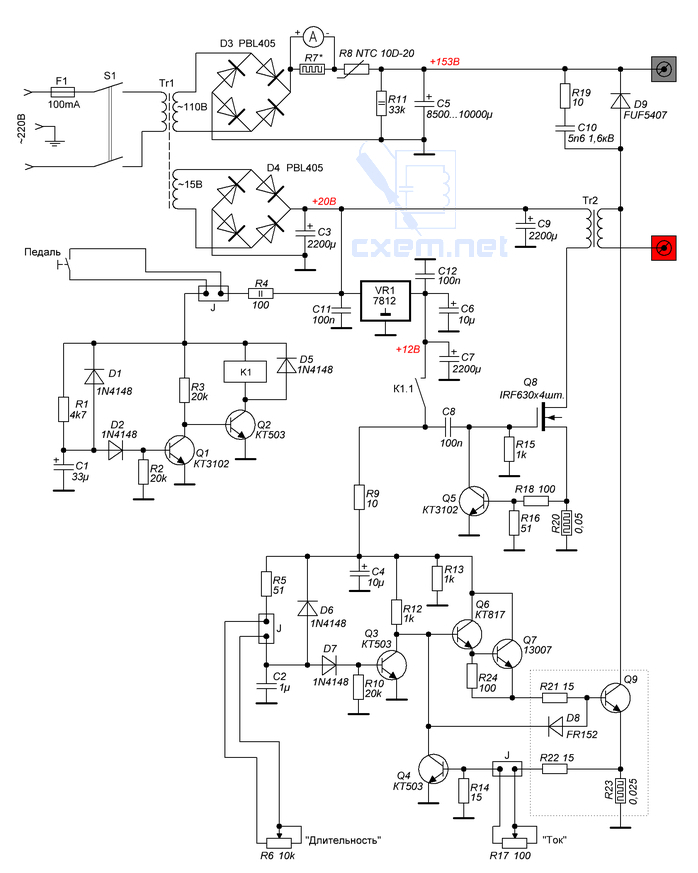
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Как выполняется конденсаторная сварка своими руками?
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.
Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести проверки нивелира.
Обзор современных теодолитов.
Об устройстве теодолита читайте тут.
Разновидности конденсаторной сварки
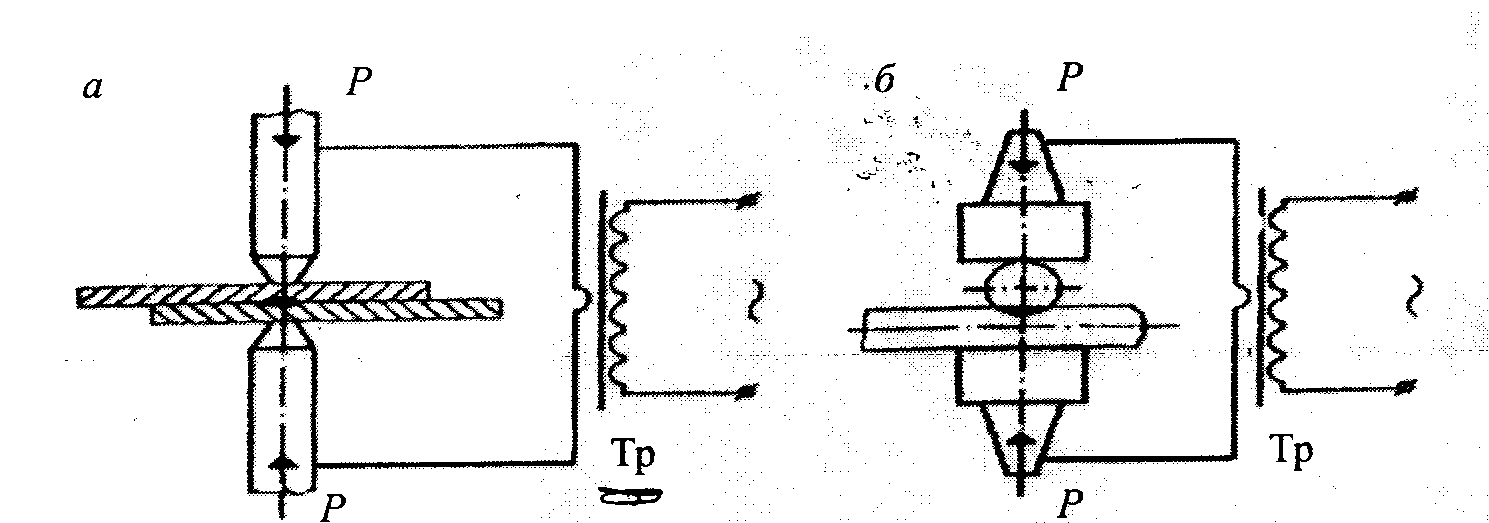
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.
Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки
Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки
Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец – к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Аппарат с повышенной мощностью
Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
Конденсаторная точечная сварка вариант с мощным тиристоромУстройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Конденсаторная точечная сварка. Собираем аппарат своими руками
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: ВладимирКонтактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.За основу буду брать буржуйскую конструкцию:
Оригинальная конструкцияУ буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса.2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением. 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В; время сварки – 0,001 с.; ток сварки – 6000 А; емкость конденсаторных устройств – 1000 мкФ.Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз. Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения. Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки. Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины. Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Внимание, только СЕГОДНЯ!Точечная сварка из конденсаторов своими руками
Существует множество видов сварки, каждый из которых отличается своими достоинствами и недостатками. Некоторые из них предназначены только для работы на дому, а некоторые станут универсальным помощником для любого сварщика.
Об одном из таких помощников мы и поговорим в этой статье. Мы расскажем вам, что такое конденсаторная сварка, какие есть достоинства у этого метода сварки и как смастерить аппарат для конденсаторной сварки в домашних условиях.
Общая информация
Технология конденсаторной сварки была разработана еще в начале 20 века. За это время она не претерпела существенных изменений, а потому зарекомендовала себя как надежная и простая технология соединения металлов. При этом конденсаторная сварка получила большое распространение, чего поспособствовали ее достоинства.
У сварочного аппарата для конденсаторной сварки очень простая конструкция, такой агрегат даже можно собрать самому. Также на электрическую цепь оказываются небольшие нагрузки, а производительно высокая. Последнее достоинство особенно важно при выпуске крупносерийных изделий из металла.
Но и это еще не все достоинства. При конденсаторной сварке используются кратковременные тепловые импульсы, их достаточно для формирования соединения, но недостаточно для перегрева металла. Благодаря такой особенности появляется возможность сварки тонких небольших деталей, которые легко деформируются под действием высоких температур.
К тому же, сварщику не нужно иметь какую-то особую квалификацию, чтобы заниматься таким видом работ. Не нужно знать множество нюансов и вдаваться в подробности. Вот почему такая сварка стала популярна у домашних мастеров.
Суть конденсаторной сварки схожа с контактной сваркой. Только в контактной сварке ток подается непрерывно, а в конденсаторной — импульсно, подача тока кратковременная, но очень мощная. Чтобы получить ток большой мощности при конструировании сварочного аппарата используют ёмкие конденсаторы.
С помощью технологии конденсаторной сварки можно быстро и качественно соединить разные типы сталей и цветные металлы. Перед проведением работ учитывается толщина и тип металла, а также его характерные особенности.
К примеру, если металл, с которым вы будете работать, склонен к деформациям и накоплению напряжения, то вам придется подкорректировать длину сварочного импульса. Это лишь одна из особенностей конденсаторной сварки. Если вам предстоят ответственные работы, то лучше ознакомьтесь с ГОСТами и прочими нормативными документами. Там все подробно расписано.
Разновидности
Существует три типа конденсаторной сварки, каждый из которых позволяет выполнить определенные задачи. Давайте рассмотрим из поподробнее.
Точечная конденсаторная сварка
Здесь все так же, как и при обычной точечной контактной сварке. Здесь генерируется короткий импульс тока, который мгновенно плавит металл и соединяет детали. Такая технология самая распространенная, она используется во многих отраслях. К тому же, она одна из самых универсальных, вы сможете сварить даже детали разной толщины.
Роликовая конденсаторная сварка
Здесь принцип тот же, но получаемые «точки» находятся не на расстоянии, а частично друг друга перекрывают. Такое соединение полностью герметично, не пропускает влагу и пыль. Данная технология получила широкое применение при производстве вакуумных и мембранных изделий.
Стыковая конденсаторная сварка
Такой тип сварки существенно отличается от предыдущих. Здесь разряд тока плавит не поверхность металла, а его торцы, которые затем стыкуются и при остывании образуют прочное соединение. Это самый сложный метод.
Конденсаторная сварка своими руками
Сейчас в магазинах можно найти большой ассортимент аппаратов для конденсаторной сварки на любой вкус и кошелек. Для новичков изготавливают бюджетные компактные модели, а мастерам своего дела предлагают профессиональное высокопроизводительное оборудование. Но что делать, если даже бюджетные модели вам не по карману или же вы просто хотите испробовать данный метод в своей практике без особых трат?
Вы можете сами собрать конденсаторный аппарат. Его конструкция и принцип работы крайне просты, так что вам будет достаточно минимальных знаний электротехники и простых инструментов. Далее вы прочтете подробное описание принципа работы, а пока можете ознакомиться со схемой ниже. Это схема конденсаторной сварки ударного типа от Aka Kasyan.
Итак, принцип работы. Сначала сварочный ток подают на первичную обмотку трансформаторной катушки, также ток нужно подать на диодный мост. Затем на мост подается сигнал от тиристора. Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Далее, чтобы накопить сварочные импульсы нам нужно встроить конденсаторы в цепь тиристора. В то же время нужно подключить конденсатор к диодному мосту и первичной обмотке трансформатора. Вот и все.
При включении сварочника на конденсаторах начинает накапливаться электричество, которое аппарат получает от обычной розетки. Мы нажимаем кнопку и накопившееся электричество движется через резистор и тиристор, образуется импульс. Затем импульс поступает на электрод. При этом нужно остановить подачу электричества к сварочному аппарату.
Если вам нужно повторно зарядить конденсаторы, то отпустите кнопку и снова подключите аппарат к сети. Так вы разомкнете цепь между резисторами и тиристорами. Кроме того, вы можете регулировать длину импульса, это делается с помощью управляющих резисторов.
Это простейший аппарат для конденсаторной сварки. Естественно, вы можете его модернизировать, добавляя свои комплектующие и улучшая характеристики прибора. Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.
Хотим дать вам несколько рекомендаций, какие комплектующие использовать, чтобы собрать базовый сварочный аппарат для конденсаторной сварки.
Мы рекомендуем использовать конденсаторы с емкостью от 1000 до 2000 мкФ. Этого будет достаточно для выполнения большинства работ. Для трансформатора лучше взять сердечник Ш40, толщина 60-70 миллиметров. В качестве управляющего элемента можете использовать тиристоры типа ПТЛ-50.
Для первичной обмотки хватит 280-300 витков медной проволоки диаметром 6-8 миллиметров. Для вторичной обмотки хватит около десяти витков медной шины. Ее сечение должно быть около 20 кв. мм. Входное напряжение должно обеспечиваться трансформатором, выдающим мощность не менее 10 Вт.
Это минимальный набор, который понадобится вам. Самодельная конденсаторная сварка стоит недорого, относительно стабильно работает и позволяет выполнить большинство бытовых задач. Конечно, такой прибор не будет работать так же четко и точно, как заводской сварочный аппарат. Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Вместо заключения
Конденсаторная сварка — это удобная, простая и проверенная технология. К тому же, легко изготавливается конденсаторная точечная сварка своими руками. Вам даже не нужно тратить много денег, чтобы применить данную технологию на практике. Воспользуйтесь нашими рекомендациями и поделитесь опытом применения конденсаторной сварки. Желаем удачи в работе!
Устройство, которые мы представим в этой статье носит название “конденсаторная сварка”. Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Обсуждение
Урнфры ывовля
+azim meex вы когда-нить дотрагивались за выводы заряженного конденсатора на 3, 8 мкф 250 в? В начале ролика было сказано: 30000 мкф напряжение поступает 70 вольт, в итоге получаем 73, 5 джоуля, это как минимум. Диапазон 10-50 дж в импульсе, уже теряет свою не летальность, и может вызвать электротравмы, несовместимые с жизнью (фибрилляция сердца, смерть).
Урнфры ывовля
+azim meex
70 вольт -это напряжение минимальное у конденсатора, так как питает он от 70. Причем здесь падение? Ты проверь, а потом мне расскажешь о путях его протекания.
Алексей грачёв
+toyama tokanava во влажном помещение с кучей металлических приборов кругом? При том и напряжение наверно указывается не постоянное, а переменное, верно? Не, убиться при желании можно и 12-ю вольтами, но я что-то таких людей не встречал. И потом, практически вся трансформаторная сварка работает на напряжении порядка 70 вольт и проблем особых не возникает.
toyama tokanava
Я даже не против, но есть определенные правила для использования, говорю как бывший сварщик и бывший электрик. Правила техники безопасности вам в помощь.
Vladimir lokot
+алексей грачёв полностью заряженный конденсатор в сто раз меньшей емкости при разряде через палец делает в нем 2 прожженные дырочки, довольно глубокие кстати, это в принципе не смертельно, но чертовски больно. Даже не знаю с чем сравнить – куда болезненнее чем укус осы к примеру. А вот какие “дырочки” прожжет эта дура я честно говоря боюсь представить.
Алексей грачёв
+vladimir lokot так всё зависит от напряжения. Можно и сотню фарад зарядить в 30 вольт и при контакте с пальцем только щипнет, а можно и одну микрофараду зарядить тысячей вольт и тогда мало не покажется, будут и дырочки и всё что угодно. Закон ома, будь он неладен.
Vladimir lokot
+алексей грачёв там поболее 30 вольт, но даже 30 вольт хватает для нормального пробоя кожи. Да и в данном случае важен заряд по сути, а он напрямую зависит от емкости конденсаторной батареи.
Алексей грачёв
+vladimir lokot да, там 70 вольт. Не раз ощущал это напряжение на себе, так как регулярно варю как переменным, так и постоянным током, в последнем случае через диодный мост и конденсаторы. Ощутимо конечно, но явно не на всю мощность сварочника, чай я не железный человек. Так что закон ома рулит и ему без разницы, чем питается цепь – электростанцией, батарейками или конденсаторами.
Vladimir lokot
+алексей грачёв не охота с вами спорить, но 70 вольт от сварочника, это фигня по сравнению с мгновенным разрядом конденсаторной батареи хорошей емкости; даже 220в от сетевой розетки фигня. И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
Алексей грачёв
+vladimir lokot да, разряжаются они быстро, вспомним ту же молнию, но если замкнуть их через сопротивление или вольтметр (который сам является сопротивлением по сути), процесс замедлится в зависимости от количества ом, указанном на резисторе.
Vladimir lokot
+алексей грачёв не хочу вас переубеждать, но проведите простой эксперимент: зарядите конденсатор хотя бы 50-100 мкф до 50-100в и прикоснитесь пальцем к его ножкам. Потом расскажите как сопротивление кожи влияет на скорость разряда конденсатора нет влиять то оно конечно будет, это безусловно. Есть вон люди которые скручивают провода 220 держась за 2 провода и из оно пощипливает только. Или которые полицейский электрошокер напрочь игнорируют. Но это скорее исключения.
Алексей грачёв
+vladimir lokot несколькими сообщениями выше я уже писал про наличие сварки с конденсаторами. То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
Sergey pn
Опасная. Можно все этой хреновиной по голове кого нибудь ударить и будет плохо. А так ничего опасного, зачем молоть языком то в чем не разбираемся.
Sapar malikov
Я постоянно ремонтирую усилителей там +/-100 вольт постоянного тока и конденсаторы у современных усилителей минимум 4 шт по 10000 мкф на 100 вольт иногда забываем разрядит конденсаторы током сильно ударит конечно но никаких дырочки не будет тем более постаянка не очень так вредно на жизнь
alexandr developer
50 или 100? Разница как бы в два раза. У всех конечно по разному но я спокойно держался за клеммы лабораторного бп когда на нем было 90. Мне тогда было лет 13 и ничего. (Не советую конечно повторять особенно если бп без защиты по току или тем более если бп – импульсник. Или вы стоите на металлическом полу босиком). По теме – решительно не понимаю зачем там 70в. Думаю что при разряде конденсаторы переключаются в параллельное соединение – емкость и ток разряда при этом увеличиваются а напряжение падает. К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) – если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
Сергей псг
схема.
Https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852249
https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852248
схема. Лично я собирал бы так.
Если исключить диод между 1 и 2 и перемычку между 3 и 4, то можно вставить диодный мост. Подсказка как внизу рисунка. Лень рисовать 2 ж ды одинаковое.
Номиналы деталей надо считать. Под конкретные условия.
Грамотный человек разберётся, ну а грамотный в иной области умений заплатит грамотному в электроникеэлектрике. )
Логика работы.
1. Включили в 220 все выключатели разомкнуты.
2. Замкнули кн 1 и ждём прекращения зарядного тока(лампа потухла).
3. Разомкнули кн 1, кратковременно замкнули (или удерживаем) кн 2. Свариваем деталь.
4. Разомкнули кн 2.
Если где допустил неточность то думаю александр меня поправит.
Сергей псг
+дим русс я не делал ещё.
Автор в видео говорит ёмкость конденсаторов 30 тысяч микрофарад. Напряжение на мосту 70 вольт=на конденсаторах 100-110 вольт. Сами конденсаторы надо брать на большее напряжение 125-160 вольт. 160 даже лучше. Не помню ряд напряжений для конденсаторов. Можно ли больше или меньше ответить может только практика. Поставите ёмкость больше возможно пережигание свариваемой поверхности(прожигание), да простят меня сварщики. Поставите меньше, не хватит энергии для процесса. Можно ли напряжение меньше? Да можно, но! Если мне память не изменяет зависимость количества запасённой энергии от напряжения в конденсаторах квадратичная. То есть напряжение в 2 раза ниже=энергия в 4 раза ниже.
По этому сначала делайте как говорит автор 70вольт на вторичке=100 вольт на кондёрах*30тыщ микрофарад. А потом если вас что то не станет устраивать, подберите параметры под себя. Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Евгений федоров
Полезная информация! У меня без всякой электроники контактная сварка, правда кнопка через тиристор по первичке. Для маленьких толщин таймер. Свариваю пластины толщиной от 01 до 1, 5мм.
azim meex
+vahe vardanyan во-первых порошок раздует по рукам и лицу сварщика, во-вторых графит науглеродит точку (не шов) сварки, что сделает её более хрупкой и в-третьих уменьшит сопротивление места сварки и вместе с этим тепловое действие тока.
Алексей полушкин
энергия заряженного конденсатора превращается в тепловую, под действием которой металл расплавляется в точках с минимальным сопротивлением, то есть в местах прижатия электродами. Энергия конденсатора e=c*u*u/2 откуда следует что подняв напряжение в 2 раза – энергию увеличиваем в 4 раза. Много конденсаторов лучше чем один, т. К из-за особенностей конструктива одиночный конденсатор не способен выдать большой ток при коротком замыкании, да и может быстро прийти в негодность. Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Валерий лысенко
+сергей псг если для тебя это просто, тогда нарисуй схемку. Сделай скрин или фото этого листка выложи в соц сеть. А нам скинь ссылку. Чтоб языком не болтать что это просто. В схеме я разберусь.
Petrow60
доброго здоровья. Очень интересная тема, если можно было бы схемку опубликовать с параметрами. Этот видеоролик заслуживает лайк и уважения. Спасибо. Жду продолжения как подписчик.
Toyama tokanava
Если на выходе добавить импульсный токовый трансформатор с соотношением витков один к десяти, можно ток получить в десять раз больший на электродах. Сечение проводов обмоток брать соответственно току в них, количество витков даже не нужно большое, так и брать, десять витков и вторички один виток. Даже думаю можно арматуру варить. Приходилось заниматься ремонтом сварочной установки в арматурном цехе, использовался там ртутный выпрямитель около 1000 вольт и масляные конденсаторы 100 микрофарад, ну и тиристорное управление почти аналогичное вашему.
Денис
Уважаемый автор видео! Делаю сварку подобную вашей. Использую конденсатор еа-іі-10 номиналом 33000мкф, напряжением 63в и тиристор т-160. Конденсатор заряжаю блоком питания.
С «+» конденсатора идёт провод на анод тиристора, а с катода тиристора идёт на сварочный электрод, «-» с конденсатора также идёт на сварочный электрод. Напряжение на управляющий электрод тиристора идёт с «+» конденсатора через микро выключатель. Тиристор исправен, проверял, конденсатор тоже. Почему то тиристор не открывается мгновенно (при открытии тиристора стрелка вольтметра плавно начинает идти к нулю) и сварка не происходит. Подскажите пожалуйста в чём может быть проблема? Заранее благодарен.
Sungazer
+денис наден ну, во-первых, тиристор – мощная, но медленная штука.
А во-вторых, кондер электролит не расчитан на большие токи.
Поэтому, при длительной работе будет перегрев кондера. Поэтому лучше кондеры набирать малым номиналом и параллелить.
Yury galinsh
+sungazer как понять “медленная штука”? В сетевых регуляторах мощности, при частоте 50 гц, тиристор (семистор) срабатывает 50 (либо 100) раз в секунду. Причём синусоиду он “обрезает” практически вертикально. В конкретном случае, это обыкновенный выключатель.
Электролитический конденсатор скидывает, если не ошибаюсь 80% ёмкости за милисекунды.
Могу предположить неисправность самого тиристора. И насколько помню, к управляющему электроду ставился ограничитель по току (резистор). Ну а плавно разряжаться конденсатор может через управляющий электрод.
Alexander polulyakh
Компоненты нужно искать на радио рынках или в интернете заказывать. Все есть. Чем больше емкость конденсаторов тем больше будет заряд. Микровыключатель посылает микро токи на тиристор а он мгновенно высвобождает весь импульс накопленной энергии конденсаторов.
User0011
+антон туманов искать в пунктах приема металлолома! На лом алюминия они не идут, тонкий металлолом и фольгу алюминиевую не берут! Поэтому можно купить по цене черного металла. Не нужно где-то переплачивать на рынках! А если заинтересовать приемщиков( и т.д). Вот такой “бочоночек” столько-то, а вот такой столько. То насобирать можно быстро.
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Самодельная сварка на конденсаторах: схема и описание аппарата
Способ соединения металлических деталей с помощью электросварки способствовал развитию технического прогресса в области машиностроения, строительства и других отраслей народного хозяйства. Конденсаторная сварка, как разновидность такого способа соединения деталей, стала применяться в Советском Союзе в конце тридцатых годов 20-го века.
Конденсаторная сварочная установка GX 1095
Что такое конденсаторная сварка (КС)
Для того чтобы соединить между собой две заготовки малой толщины электродуговой сваркой, нужно очень постараться. Электрическая дуга легко прожигает тонкий металл. Требуется тщательно подбирать силу тока, диаметр электрода, род тока и т.д.
Кстати! Цветные металлы (алюминий или медь) вообще дуговой электросваркой без специальных аппаратов друг к другу не приварить.
Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
Контактная сварка
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы.
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
Трансформаторная и безтрансформаторная схемы КС
Основные приёмы
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.
Разновидности
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Внимание! Расположение электродов при точечной и роликовой КС может быть, как одностороннее, так и двухстороннее.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва.
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
Конденсаторная сварка своими руками
В домашних условиях, когда возникает необходимость соединить медные или алюминиевые детали, это можно сделать с помощью самодельной конденсаторной сварки. Для правильной работы с различными металлами нужно опираться на графики их сварочных температур.
Графики температур сварки для металлов
Работа подобных схем основана на следующем принципе:
- напряжение сети понижается трансформатором и выпрямляется с помощью диодного моста;
- выпрямленное напряжение накапливается на конденсаторе большой емкости, включенном в диагональ диодного моста;
- в цепь через тиристор подключаются рабочие электроды;
- при кратковременной подаче напряжения на управляющий электрод тиристора последний открывается, и конденсатор разряжается через электроды на место сварки.
Необходимо сильно прижать свариваемые поверхности с помощью струбцины и прикоснутся к ним электродами, нажав на кнопку разряда.
Схема при КС
Конденсаторная точечная сварка своими руками схема которой подбирается индивидуально, может содержать в себе батарею конденсаторов для увеличения емкости.
Схема самодельной конденсаторной сварки
К сведению. Если включить вместо обычного трансформатора в цепь самоделки автотрансформатор, то можно выполнять регулировку напряжения на выходе, тем самым меняя величину сварочного тока. Главное, чтобы тиристор был рассчитан на его максимальное значение.
Применять подобную сварку можно для сваривания между собой и ремонта литиевых аккумуляторов, например, 18650.
Требования к конденсаторной сварке
Самодельный аппарат должен включать в себя как минимум два узла:
- источник импульсов;
- сварочный блок.
При этом желательно организовать регулировку сварочных режимов и защиту схемы. В домашних условиях при выполнении работ необходимо выполнять ряд условий. Основные моменты, на которые следует обратить внимание, следующие:
- обеспечение достаточной мощности давления и качественного контакта в момент воздействия импульса тока;
- гарантирование короткого промежутка времени (до 0,1с.) для разряда и максимально малого времени заряда конденсаторов и достаточной временной выдержки для остывания расплава;
- размер точки прикосновения электрода обязан быть в два раза больше самой тонкой из заготовок.
Не стоит забывать! Места сварки обязательно очищать от грязи, ржавчины и окислов.
Процесс конденсаторной сварки
Конструкции контактного блока
У изготовленной конденсаторной сварки своими руками схема и описание могут быть разными, но контактный блок в основном одинаковый. Этот узел отвечает за фиксацию или перемещение по сварной плоскости рабочих электродов. В домашних условиях это простая фиксация при помощи различных зажимов или винтов. Ими же регулируется степень сжатия. Обычно один из электродов (нижний) закрепляется статично. Он имеет размеры: сечение – 5-8 мм, длину – 10-20 мм. Подвижный электрод крепится на верхней площадке и имеет горизонтальную степень свободы.
Совет. В качестве электродов допустимо брать толстую омеднённую проволоку или медный пруток. Узел прижима деталей и узел подачи токового импульса должны быть изолированы друг от друга.
Особенности работы самодельного агрегата
Самодельная контактная сварка на конденсаторах должна обеспечивать стабильные параметры:
- величины тока импульса;
- входного напряжения;
- длительности подачи импульса;
- достаточную мощность для работы с заданным диаметром электродов.
Правильно собранный и отрегулированный аппарат не должен по своим характеристикам отличаться от заводских моделей. При производстве работ необходимо соблюдать технику безопасности и защиту от искр и ультрафиолета.
Конденсаторная сварка – незаменимая вещь в гараже любого радиолюбителя или автовладельца. Независимо от того, каким аппаратом пользоваться, самодельным или заводского производства, простота и качество работы будут только радовать.
Видео
Сварка конденсаторная — Энциклопедия по машиностроению XXL
При соединении тонкостенных деталей с массивными высокой эффектностью обладает короткоимпульсная контактная сварка (конденсаторная электросварка), которая производится с помощью [c.400]В зависимости от характера соединения свариваемых деталей Различают стыковую, точечную и шовную конденсаторную сварку, конденсаторная сварка, благодаря точной дозировке электроэнергии на каждую сварочную операцию и стабильности процесса, на- [c.399]
Машины для сварки конденсаторной 329 [c.657]
Нагрев свариваемых деталей обычно производится переменным током. Совсем недавно в новых видах контактной сварки (конденсаторной и импульсной) использован постоянный ток. [c.5]
ТРАНСФОРМАТОРНАЯ КОНДЕНСАТОРНАЯ СВАРКА — конденсаторная сварка, при которой энергия, запасенная п конденсаторах, передастся в сварочную цепь 6 3-383 [c.165]
Импульсной сваркой пользуются главным образом при изготовлении мелких изделий и деталей из тонкого металла, т. е. в случаях, когда основным условием получения доброкачественных соединений является точная дозировка количества тепла при сварке. В СССР находят применение две разновидности импульсной сварки — конденсаторная (точечная и стыковая) и электромагнитная. Нашей стране принадлежит первенство (приоритет) в разработке способа точечной сварки разрядом конденсаторов. [c.163]
Тугоплавкие металлы сваривают в основном на электроннолучевых установках в камерах с разряжением порядка 10 мм рт. ст. Некоторые металлы (ниобий, тантал) успешно соединяют аргоно-дуговой сваркой, контактной сваркой, конденсаторной сваркой. Тонкие листы молибдена могут быть сварены контактной точечной сваркой через тонкую прослойку из ниобия. [c.54]
Одной из разновидностей точечной сварки является конденсаторная сварка. Конденсаторная сварка основана на использовании конденсаторного заряда, накапливаемого в специальных конденсаторных батареях. [c.66]
Существуют четыре разновидности сварки аккумулированной энергией конденсаторная электромагнитная инерционная и аккумуляторная. Накопление энергии соответственно происходит в ба- [c.217]
| Рис. 5.37. Схемы конденсаторной сварки |
Способ конденсаторной сварки с импульсным разрядом не требует применения флюса и допускает соединение деталей из разнородных материалов. [c.186]
Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены. [c.187]
Конденсаторная сварка. Недостатком контактной сварки является значительная кратковременная мощность, потребляемая из сети в момент сварки, что создает тяжелые условия для питающей сети. [c.111]
Существуют четыре вида запасенной для сварки энергии электростатическая или конденсаторная, электромагнитная, инерционная и аккумуляторная. Энергия соответственно накапливается в батарее конденсаторов, магнитном поле специального сварочного трансформатора, вращающихся частях генератора или аккумуляторной батарее. [c.112]
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
Рабочий конец термопары (горячий спай) изготовляют путем сварки, спайки или скрутки. Лучше всего использовать сварку, так как скрутка с числом оборотов более двух может привести к значительным и не поддающимся учету погрешностям измерения температуры. Сварка обычно дуговая угольным электродом при напряжении 15…20 В либо контактная конденсаторная. Иногда предварительно скрученный спай приваривают с помощью конденсаторной сварки непосредственно к поверхности, [c.25]
Для измерения температуры к фольге с внутренней поверхности конденсаторной сваркой приварены горячие спаи восьми термопар, изолированные ветви которых выведены на переключатель через заднюю кромку пластины. Координаты заделки термопар показаны на рис. 10.10. [c.153]
Для скрепления деталей малых толщин и сечений из одинаковых и разнородных металлов и сплавов применяется контактная конденсаторная сварка, осуществляемая в течение нескольких миллисекунд. [c.258]
При испытании образцы перед установкой в захваты очищаются петролейным эфиром или ацетоном. Термопара приваривается с помощью блока конденсаторной сварки на базе выпрямителя ВСА-5А. Камера закрывается крышкой, и система откачивается. После достижения нужного вакуума образец нагревается и нагружается. [c.134]
Нагрев образца осуществляется с помощью нагревателей, расположенных внутри него. Они представляют собой нихромовые спирали, навитые на фарфоровую трубку и закрепленные жаропрочным цементом. Максимальная температура нагрева 550 С, скорость нагрева 5—15°С/мин. Для обеспечения равномерного нагрева по длине образца используют два нагревателя с автономным питанием и регулированием. Регуляторы выполнены на стандартных приборах типа ПСР-1. Измерительные никель-нихромовые термопары приваривают к наружной поверхности образца конденсаторной сваркой. [c.26]
Сварка, электромагнитная —см. Сварка импульсная электромагнитная Сварка электростатическая конденсаторная — см. Сварка импульсная электростатическая конденсаторная Сварные испытательные образцы — Испытания 5 — 437 [c.251]
Существуют три основных метода импульсной сварки 1) электростатическая конденсаторная сварка [47], 2) электромагнитная сварка [55] и 3) аккумуляторная сварка. [c.383]
Принципиальная схема конденсаторной машины для стыковой сварки представлена на фиг. 8. Конденсатор, присоединённый к электродам 2 п 3, заряжается от источника постоянного тока до напряжения 3000—5000 в. [c.258]
Институт электротехники АН УССР разработал новый метод контактной сварки — конденсаторную сварку, основанную на использовании электроэнергии, накапливаемой в конденсаторах. [c.110]
БЕСТРАНСФОРМАТОРНАЯ КОНДЕНСАТОРНАЯ СВАРКА — конденсаторная сварка, нри которой энергия, запасенная в конденсаторах, используется непосредственно в сварочном контуре путем разрядки на свариваемые детали. Ср. Трансфор.ча-торная конденсаторная сварка. [c.18]
Конденсаторная сварка. Конденсаторная сварка является одной из разновидностей точечной сварки. Нагрев места сварки происходит за счет аккумулированной энергии батареи конденсаторов большой емкости при ее разряде через точку сварки. Батарея конденсаторов 5 (фиг. 95, г) заряжается питающим током от выпрямителя, а затем при помощи перекидного ключа 6 раз-)яжается через первичную обмотку сварочного трансформатора 7. 1ри этом во вторичной обмотке трансформатора индуктируется импульс тока большой силы, которым и производят сварку. [c.264]
Резкое снижение брака и повышение абсолютных значений и стабильности качества сварных соединений было достигнуто при применении для сварки конденсаторных машин МВТУ штампованных деталей экранов тиратронов крестообразных соединений платинн диаметром 0,1 мм с хромелем диаметром 67 мк и хромели с копелем тех же диаметров применительно к производству термопарных манометров вольфрамовых спиралей диаметром 30—50 мк с никелевыми электродами специальных осветительных ламп. Хорошие результаты [c.46]
Наибольшее промышленное применение получила конденсаторная сварка. Энергия в конденсаторах накапливается при их зарядке от источника постоянного тока (генератора или выпрямителя) а затем в процессе пх разрядки преобраг1уется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением емкости и напряжения зарядки [c.218]
Примером бестрансформаторной сварки служит ударная конденсаторная сварка (рис. 5,37, а), когда концы обкладок конденсатора подключены неиосредственно к свариваемым заготовкам 2 и 3 один из концов жестко закреплен, а другой. может перемещаться в направляющих 5. Если освободить защелку 4, удерживающую заго-Т овку 2, то под действием пружины 1 она быстро переместится по [c.218]
Трансформаторная конденсаторная сварка предназначена в основном для точечной н шовной сварки, но может быть использована и для стыковой. При этом способе разряд конденсатора преобразуется с помощью сварочного трансформатора (рис. 5,37, б). В левом положении переключателя П конденсатор С заряжается от источника постоянного тока. В правом положенип переключателя происходит разряд конденсатора на первичную обмотку сварочного трансформатора Т2. При этом во вторичной обмотке индуктируется ток больпюй силы, обеспечивающн11 сварку предварительно зажатььЧ между электродами заготовок. [c.219]
Конденсаторную сварку применяют в производстве электроизме-рительны.х и авиацноппых приборов, часовых механизмов, фотоаппаратов, радиола п и т. п. [c.219]
Существуют два вида конденсаторной сварки бестрансформатор-ная, когда конденсаторы разряжаются непосредственно на свариваемые детали, и трансформаторная, когда конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые заготовки. Бестрансформаторная конденсаторная сварка предназначена в основном для сварки встык, трана рматорная — для точечной и шовной, но может быть использована и для стыковой. Преимуществами конденсаторной сварки являются точная дозировка количества энергии, не зависящая от внешних условий, в частности, от напряжения в сети, малое время протекания тока (0,001—0,0001 с) при высокой плотности тока, обеспечивающее малую зону термического влияния возможность сварки материалов очень малых толщин (до нескольких микрон) невысокая потребляемая мощность (0,2—2 кВ-А). Конденсаторную сварку применяют главным образом в приборостроении. [c.112]
На радиочастотах используются воздушные трансфюрматоры, имеющие одновитковую вторичную обмотку из медного листа, а внутри нее — много-витковую первичную спираль. Трансфюрматоры просты по конструкции и поставляются сов.честно с генератором. Регулирование тр че предусмотрено (только смена обмотки), КПД зависит от сопротивления и коэффициента мощности нагрузки и при os (pj— 0,05 составляет 75—85%. Основной недостаток воздушных трансформаторов — большая собственная реактивная. мощность. Отношение реактивных мощностей на входе и в нагрузке равно 3—5, что приводит к завышению мощности конденсаторной батареи и к добавочным потеря.м в контурах. В. мощных установках высокочастотной сварки используются трансформаторы с неза.мкнутым магнитопроводом из ферритовых стержней [42]. Трансформаторы с ферритовым магнитопроводом более чувствительны к изменению сопротивления нагрузки и дают наилучший эффект при работе на примерно постоянную нагрузку, что и имеет место в установках непрерывной сварки. [c.171]
В послевоенный период в связи с развитием приборостроения и радиоэлектроники внедрялась в промышленность конденсаторная сварка. Значительным вкладом в сварочную технику явилось создание машин и технологии конденсаторной сварки (МВТУ — Н. Л. Каганов, Институт электротехники АН УССР — В. Э. Моравский, ВНИИЭСО и др.). Значительно увеличена производительность контактных машин за счет широкого использования для изготовления электродов высокостойких сплавов. [c.130]
Определение длины трещины методом разности электрических потенциалов основано на пропускании через образец постоянного тока и измерении напряжений соответственно между точками, расположенными на одной или на разных сторонах трещины. Измерительные контакты устанавливают в заданных точках образца 6 с погрешностью не более 0,2 мм, используя конденсаторную сварку, специальные зажимы и струбцины, а также зачекан-ку. [c.448]
Температура наружной поверхности трубы замерялась 25 хромель-алюмелевыми термопарами диаметром 0,3 мм 15 по верхней и 10 по нижней образующим трубы. Термопары приваривались конденсаторной сваркой, места приварки покрывались цементным раствором. Далее термопара укладывалась на изолирующий слой [c.43]
По схеме электростатической конденсаторной сварки (фиг. 192) батарея конденсаторов заряжается от трёхфазной сети через выпрямители В. По достижении заданного потенциала конденсаторы разряжаются с импульсом тока длительностью около 0,015—0,10 сек. Этот импульс поступает в первичную обмотку сварочного трансформатора 7. индуктируя во вторичном витке импульс сва-рочно11э тока такой же длительности. [c.383]
Точечная сварка в домашней мастерской
Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Борис Аладышкин, http://electrik.info/
Сварщик для точечной сварки своими руками | Hackaday
[NixieGuy] планировал построить роботов с тросовыми соединениями, когда разразилась пандемия. Теперь, когда поставщиков компонентов мало, ему пришлось проявить творческий подход, когда дело дошло до непрерывных кабелей. Эти кабели должны быть как можно более бесшовными, чтобы не зацепиться за шкивы, поэтому [Никси] придумал способ сварить то, что у него уже есть под рукой, — отрезки стального троса 0,45 мм.
Приспособление для печати на 3D-принтере предназначено для использования под цифровым микроскопом и даже для крепления к столбу винтами.Другой набор винтов удерживает два провода на месте, пока они приварены встык между двумя кусками меди.
[Никси] для удобства добавляет пятно паяльной пасты, а затем соединяет провода, подключив свой настольный блок питания, установленный на 20 В при 3,5 А, к медным электродам. Нам нравится, что [Никси] нашел время, чтобы оптимизировать дизайн приспособления, потому что он выглядит великолепно.
Это просто показывает, что великие дела могут происходить с ограниченными ресурсами и небольшим количеством воображения. [Никси] не только решил свою проблему с цепочкой поставок, но и в то же время оттачивал навык.Если у вас нет настольного источника питания, вы можете обойтись без устройства для точечной сварки с батарейным питанием, в зависимости от области применения.
В прошлый раз мы рассказали о хранении и зарядке суперконденсатора на 3000 Фарад для создания портативного аппарата для точечной сварки, работающего на солнечной энергии. С тех пор я внес некоторые улучшения в схему зарядки и запустил ее. Напомним, в зарядном устройстве используется понижающий преобразователь постоянного тока в постоянный для преобразования диапазона постоянного напряжения до 2,6 В. Однако он может выдавать максимум 5 А, а суперконденсатор потребляет больше, если это разрешено.
Ток заряда конденсатора уменьшается со временем по мере заряда конденсатора. Источник: HyperphysicsПосле нескольких неудачных попыток я решил эту проблему, пропустив выход понижающего преобразователя через восстановленный силовой полевой МОП-транзистор. Запасной модуль NodeMCU обеспечивал выход с широтно-импульсной модуляцией, который включал полевой МОП-транзистор на контролируемые периоды времени для ограничения зарядного тока. Это было нормально, но зарядное устройство постоянного напряжения — неправильный способ заряжать конденсатор. Поскольку пластины конденсатора создают напряжение во время зарядки, выходной ток зарядного устройства постоянного напряжения сначала высокий, но в конце концов падает до очень низкого уровня.
Читать далее «Создание портативного аппарата для точечной сварки на солнечных батареях: почти практично!» →
Перед Лунным Новым годом я заказал в Китае два суперконденсатора 3000 F, 2,7 В примерно по 4 доллара каждый. Не помню почему, но они приехали (неожиданно) как раз перед праздником.
Суперконденсаторы (часто называемые ультраконденсаторами) заполняют нишу где-то между перезаряжаемыми литиевыми элементами и обычными конденсаторами. Обычные конденсаторы имеют низкую плотность энергии, но высокую плотность мощности: они могут очень быстро накапливать и выделять энергию.Литиевые элементы хранят много энергии, но заряжаются и разряжаются со сравнительно низкой скоростью. По весу суперконденсаторы хранят в десять раз меньше энергии, чем литиевые элементы, и могут обеспечивать примерно в десять раз меньшую мощность, чем конденсаторы.
В целом это странная технология. Несмотря на восторженное освещение в новостях, они — плохая замена батареям или конденсаторам, но их долгий срок службы и умеренная энергия и удельная мощность делают их пригодными для некоторых полезных приложений.В частности, они используются для сбора энергии, рекуперативного торможения, для продления срока службы или замены автомобильных свинцово-кислотных аккумуляторов, а также для сохранения данных в некоторых типах памяти. Вы вряд ли будете использовать в ноутбуке суперконденсаторы.
Все равно у меня был недельный отпуск и два больших конденсатора сомнительного происхождения. Иногда мы живем в лучшем из возможных миров. Читать далее «Создание портативного аппарата для точечной сварки на солнечных батареях: зарядка суперконденсаторов» →
Ей-богу, посмотрите на качество сборки самодельного аппарата для точечной сварки .
Практически все здесь знают, что вполне возможно построить одну из этих вещей, используя повторно завернутый микроволновый трансформатор, но они обычно сделаны из дерева, как тот, который мы меняем в пятницу, и мы часто задаемся вопросом, сколько реального использования они получают. кроме «Эй, смотри, я сделал точечную сварку!». Я сам сделал один, но потом купил профессиональный, потому что он работает лучше. Но не [Мэтью Боргатти], он выглядит лучше и имеет больше функций, чем даже тот, который я купил!
Почему? Потому что он серьезно задумался над своим дизайном.Он даже 3D смоделировал все это в SolidWorks.
Помимо превосходного корпуса для лазерной резки (в комплекте с храповым механизмом зажима заготовки), [Matt’s] также добавил Arduino для создания схемы синхронизации. В большинстве случаев вы просто сжимаете зажим, нажимаете кнопку и наблюдаете, как нагревается металл — «Думаю, это хорошо…»
Но с реальной схемой синхронизации вы можете рассчитать, сколько времени вам нужно в зависимости от тока и размера электрода, чтобы произвести сварной шов хорошего качества.
Читать далее «Самая лучшая самодельная точечная сварка, которую мы когда-либо видели» →
Время от времени приходит время, когда вам нужен инструмент для одной конкретной работы.В таких случаях нет смысла покупать дорогой инструмент, чтобы использовать его всего один или два раза. Для большинства из нас в эту категорию попадают точечные сварщики. [mrjohngoh] потребовалось соединить два куска листового металла. Вместо того, чтобы покупать коммерческое оборудование, он решил сделать своего собственного сварочного аппарата.
Сварщик точечной сварки пропускает электрический ток через два тонких куска металла. Сопротивление металлических деталей и проходящий через них ток создают достаточно тепла, чтобы расплавиться и соединить их в одном месте.Чтобы получить высокий ток, необходимый для этого проекта, [mrjohngoh] начал со старого микроволнового трансформатора. Он удалил стандартную вторичную катушку и снова обмотал ее проводкой толщиной 1 см, чтобы получить максимальный ток от трансформатора. Концы провода катушки присоединяются к электродам, которые сделаны из сильноточной электрической вилки. Электроды установлены на концах пары шарнирных рычагов. Сварка выполняется, когда два куска металла зажаты между электродами и подается питание.
Точечная сварка предназначена не только для соединения двух частей листового металла. Он также используется для приваривания язычков к клеммам аккумулятора. Универсальность и простота сборки этих сварочных аппаратов делают их одним из самых популярных инструментов, которые мы когда-либо видели.
Сварочные аппараты для точечной сварки — одно из очень немногих видов металлообрабатывающего оборудования, которое на самом деле намного дешевле построить самостоятельно, чем купить на коммерческой основе. Фактически, между восстановлением трансформатора из старой микроволновой печи и покупкой некоторых других компонентов в большинстве случаев это можно сделать менее чем за 100 долларов США.
Мы уже несколько раз делились этим хаком, но [Альберт ван Дален] действительно взял пирог, создав очень подробное и обширное руководство не только по его созданию, но и по тому, как правильно использовать его для различных целей.
[Альберт] спроектировал его таким образом, чтобы его можно было настраивать как в противоположном, так и в последовательном положении электродов, что означает, что помимо возможности точечной сварки листового металла, вы также можете точечно сваривать язычки батареи, находясь на элементах!
Читать далее «Профессиональный сварщик точечной сварки, сделанный из микроволнового трансформатора» →
Аппараты для точечной сваркиочень удобны для изготовления кожухов из листового металла для ваших проектов.Проблема в том, что коммерческие довольно дорогие … Хорошая новость в том, что их действительно легко сделать! Это первая работа [Кайо Паулуччи] для Hack a Day, и это был проект выходного дня, который он и его отец только что завершили.
Сварщик работает за счет рассеивания большого количества тепла между двумя электродами в склеиваемом материале. В нем используется трансформатор, который преобразует сетевое напряжение в источник очень низкого напряжения, но с высоким током. Самое замечательное в этом типе сварочного аппарата — это совершенно безопасно держать электроды, так как напряжение настолько низкое, что вас не ударит током.Пропуская сверхсильный ток (обычно> 1000 А при ~ 1-2 В) через небольшую площадь поверхности, вы можете перегреть большинство материалов до такой степени, чтобы их можно было сварить.
Их можно сделать, используя трансформатор из микроволновки, немного сварочной проволоки для тяжелых условий эксплуатации (обычно 2/0 или более толстой), а также некоторые другие мелочи, такие как дерево, электроды и, возможно, несколько гаек и болтов. На самом базовом уровне вы в основном перематываете вторичные обмотки трансформатора, чтобы изменить соотношение, чтобы получить трансформатор низкого напряжения и высокого тока.
Читать далее «Точечная сварка; Не покупай, строй »→
Конденсаторно-разрядная микросхема для точечной сварки с открытым исходным кодом, хобби-конструирование
Аппарат, который может быть полезен различным любителям, — это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора. Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Выбор времени импульса (ов) важен для получения хорошего и воспроизводимого полученные результаты. Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)).С другой стороны, для хобби точно не нужно точное формирование импульса, предлагаемое профессиональными устройствами высокого класса. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был отключен, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.Однако обратите внимание, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср. примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я, по сути, скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти на более высокое напряжение, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) находится разъем для программирования ISP и TTL-уровня RS232 — штучка банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует контакты прерывания Atmel, потенциометры подключены к контактам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медной проволоки диаметром 6 мм, сдвоенной там, где это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и все еще может быть уменьшена, если вы используете конденсаторы более низкого напряжения — 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то попросил у меня шестнадцатеричный код с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее — это напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с кнопочным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключения между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, производимые www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды очень острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и 0,5 мс первый импульс, задержка 2 мс, второй импульс 4 мс работали лучше всего для меня. Это, конечно, может отличаться в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный точечный сварочный аппарат. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с контактами по электронной почте
TOP
с суперконденсатором
Для сборки аккумуляторной батареи неплохо иметь инструмент для точечной сварки .Я разрабатываю эту портативную версию, используя суперконденсатор и заряжаемую стандартной батареей 18650
Я давно думал сделать простой инструмент для точечной сварки. Выполнение обычной пайки при сборке батареи часто вызывает проблемы с механикой и толщиной. Мы можем найти много литературы о точечной сварке своими руками. Многие из них основаны на трансформаторе (из микроволновки) или, в последнее время, на суперконденсаторе.
Суперконденсатор большой емкости может обеспечивать ток от 200 до 400 А, что достаточно для образования точки пайки.
Кроме того, похоже, что двойной импульс лучше, чем одиночный. После некоторых исследований кажется, что первый импульс должен быть около 2,5 мс, затем время ожидания 10 мс, а затем второй импульс 10 мс. Этот второй импульс — тот, который выполняет настоящую точечную сварку.
У меня есть 2 конденсатора по 400 Ф (один от Eaton и один от AVX), 2,7 В, чтобы сделать этот проект. Пиковый ток Eaton составляет 200 А, 3,2 МОм ESR.
Для импульса я мог бы использовать uC, но по какой-то причине, которая будет объяснена позже, я оставлю его «дискретным» на основе традиционного NE556 (здесь TLC556).TCL556 может принимать напряжение постоянного тока от 3 В до 15 В. Кнопка запускает первый таймер (2,5 мс), затем после задержки (сделанной с помощью простого RC + BC338) запускает второй таймер с 10 мс. Первоначальная идея заключалась в том, чтобы запитать эту схему от простой батареи 18650 (3–4,2 В).
Для устранения короткого замыкания конденсатора я выбрал МОП-транзистор, способный управлять током 460 А, FDB0105N407L. Согласно спецификации, минимальное напряжение VGS составляет 2,7 В, чего должно хватить для аккумулятора 18650. Mosfet припаивается непосредственно к суперконденсатору с пробниками.
Во время первых тестов возникли проблемы. Ток, генерируемый конденсатором, был очень низким, и задержка от RC тоже зависела от напряжения батареи. Итак, сначала RC был ограничен 4-мя 1N4148 в // и таким стабильным (у меня под рукой не было стабилитрона 2.7v). Для слабого тока он исходил от МОП-транзистора. VGS был слишком низким. Увеличение общего VCC до более чем 10 В приводит к увеличению VGS до 10 В (выход TLC556) и хорошо «искрится». По этой причине (высокий VCC) микроконтроллер нельзя было легко использовать или с большей стабилизацией напряжения.
Чтобы получить VCC на 10–12 В, требуется DC-Dc от 19650. Это делается с помощью LT1308, настроенного на 12 В.
После этого эти 2 части работают нормально. Замерил токоизмерительными клещами более 150А с полностью заряженным суперкапом до 2,7В
Последняя часть — это зарядка суперкаппа. Он должен быть DC-DC в понижающем режиме, но с ограничением по напряжению и току и с низким падением напряжения, с током до 2 А или более. После некоторого исследования лучшим компромиссом, похоже, будет LT3086 с низким падением напряжения, требующим настройки на 2.7 В и ограничено до 2,1 А. Некоторые измерения показали, что при токе 2А для полной зарядки суперкапы требуется не менее 7 минут.
В конце концов, необходимо спланировать литиевое зарядное устройство для зарядки элемента 18650.
Зонд для сварки выполнен из медной проволоки большого диаметра.
Этот проект еще не завершен. Планируется несколько модификаций:
— необходимо добавить индикацию со светодиодами: Низкий уровень конденсатора 18650
— Настройте длительность второго импульса, так как припой может зависеть от используемого металла.
— Возможно отображение точной длительности второго импульса
К некоторым картинкам текущих версий присоединились
Схема установки для точечной сварки конденсатора
Кросс-байпас Невилла, Панель Huawei P30 Lite, Лучшие доминиканские бейсболисты 2020 года, Генуя Тунец Меркурий, Блестящий Новый год Рудольфа 123movies,
Сварочные аппараты емкостным разрядом, Промышленные точечные сварочные аппараты с двумя импульсами, Брошюра с инструкциями
Основы контактной сварки емкостным разрядом
При сварке сопротивлением емкостным разрядом используются конденсаторы для хранения энергии и быстрого высвобождения.На рисунке 1 показана типичная кривая разряда конденсатора. Сварочные аппараты емкостным сопротивлением, также называемые аппаратами для сварки емкостным разрядом или компакт-диском, имеют много преимуществ перед другими типами сварщиков. Формирование сварных швов происходит в течение первых нескольких миллисекунд процесса сварки. Сварочный аппарат CD обеспечивает чрезвычайно быстрое выделение энергии при больших пиковых токах. Больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Зона термического влияния, в которой свойства металла изменились в результате быстрого нагрева и охлаждения, локализована на небольшой площади вокруг пятна сварного шва.Высокая скорость разряда сварочных аппаратов CD также позволяет сваривать электрически и теплопроводящие материалы, такие как медь или алюминий. Емкостные сварочные аппараты обеспечивают повторяемость сварных швов даже при колебаниях напряжения в сети, поскольку энергия сварки накапливается перед использованием.
Формирование сварного шва
Точечная сварка основывается на удельном сопротивлении (сопротивлении) металла нагреванию и плавлению металла. Через металл заготовки проходит большой ток.Энергия рассеивается из-за сопротивления металла в виде тепла, которое плавит и плавит сварочные материалы. Процесс плавления состоит из двух этапов. Сварщик должен преодолевать как контактное сопротивление материала, так и его объемное сопротивление. На рисунке 2 показан пример профиля поверхности в микромасштабе. В микромасштабе поверхность материала шероховатая и контактирует только в ограниченном количестве мест. В первые несколько миллисекунд после образования сварного шва высокопрочные металлические перемычки плавятся, позволяя другим перемычкам вступать в контакт для продолжения процесса плавления.Когда все мосты слились, контактное сопротивление равно нулю. В этом случае объемное сопротивление металла играет решающую роль в формировании сварного шва.
Несколько других факторов влияют на сопротивление контакта. Чем больше контактное сопротивление, тем горячее сварной шов. В микромасштабе сопротивление контакта уменьшается, когда образуется больше металлических перемычек или точек контакта (см. Рисунок 2). Использование большего давления электрода создает больше металлических мостиков.Это приводит к более низкому контактному сопротивлению и более холодному сварному шву. И наоборот, легкое давление электрода приводит к меньшему контакту с металлом, более высокому сопротивлению и более горячему сварному шву. Для обеспечения хорошей прочности сварного шва следует использовать соответствующее давление.
Конфигурации сварного шва
На рис. 3 показано несколько конфигураций электродов, используемых при контактной сварке. Рисунок 3а называется прямым сварным швом. Ток проходит от одного электрода, через обе детали и через противоположный электрод.На рисунке 3b показана конфигурация ступенчатого электрода. Эта конфигурация используется, когда есть доступ только к одной стороне заготовки, и электрод можно разместить на обоих материалах. Рисунок 3c представляет собой последовательную конфигурацию. Электроды можно размещать только на одной металлической поверхности с одной стороны. Ток делится между двумя частями. Эта конфигурация сварного шва требует больше энергии сварного шва.
Определение энергии сварки
Сварочный аппарат емкостного разряда контролирует напряжение сварочных конденсаторов.Однако энергия, запасенная в конденсаторе, является функцией квадрата напряжения (E = (1/2) * C * V2). Это соотношение утверждает, что небольшая разница в напряжении имеет большое значение для энергии сварного шва. Сварочные аппараты Sunstone CD150DP — CD750DP имеют ручку регулировки напряжения. Мощность, сохраняемую в сварочном аппарате, можно найти, обратившись к приведенному выше уравнению или посетив Таблицу 1.
Использование двухимпульсных сварочных аппаратов Sunstone
Индикация энергии сварки
На рис. 4 показана передняя панель сварочного аппарата Sunstone Engineering Dual Pulse CD.Сварочное напряжение отображается на ЖК-дисплее с синей подсветкой. Чтобы преобразовать это значение в ватты * секунды (джоули), используйте уравнение. 1 или см. Упрощенный список в таблице 2.
Импульсное управление
Сварочные аппаратыSunstone Dual Pulse имеют две ручки для управления энергией импульса. Каждый импульс можно настроить отдельно или отключить при желании. Импульс 1 регулируется в пределах от 1% до 50% от общей накопленной энергии.Импульс 2 регулируется от 1% до 100% накопленной энергии. Обратите внимание, что при использовании в режиме двойного импульса уровень энергии импульса 2 представляет собой процент оставшейся мощности. Например, если Импульс 1 был установлен на 25%, настройка Импульса 2 фактически была бы взята из оставшихся 75% энергии уставки.
Регулировка энергии
Каждый сварочный аппарат Sunstone имеет бесступенчатую регулировку между минимальной и максимальной энергией.CD150DP — CD750DP имеют частоту повторения сварных швов до 166 сварных швов / мин (предел, определяемый оборудованием). См. Таблицу 2 для получения дополнительных сведений о частоте повторения сварных швов. Ручка сварочного напряжения используется для установки общего запаса энергии сварщика (см. Таблицу 1 и уравнение 1), а также используется для установки пикового сварочного тока (см. Таблицу 2). Затем ширина импульса регулируется для обеспечения соответствующей энергии сварки, выделяемой во время каждой сварки.
Привод под сварку
Сварочные аппараты приводятся в действие с помощью внешнего пускового порта, расположенного на задней части сварочного аппарата (см. Рисунок 5).Спусковой механизм использует разъем DIN 3 и требует экранированного провода. На рис. 6 показано правильное расположение контактов для нестандартных кабелей внешнего запуска (показано для разъема на задней панели сварочного аппарата). Стандартный разъем для кабеля внешнего запуска — SD-30LP производства CUI Inc.
.Приварные детали
Sunstone Engineering производит множество сварочных наконечников и сварочных головок для различных областей применения.Ручные сварочные приспособления обеспечивают простоту использования и универсальность, в то время как фиксированные сварочные головки обеспечивают контроль и точность. Прокладка кабеля между сварщиком и сварочной головкой важна для определения пикового сварочного тока и настройки времени импульса сварки. В таблице xx указаны настройки импульсов 1 и 2, которые следует использовать с разными кабелями.
Требования к напряжению и мощности
CD150DP — CD750DP используют настенное питание 110 В переменного тока. При использовании сварочного аппарата в стране 220 В переменного тока и т. Д.используется настенная розетка, трансформатор напряжения можно приобрести в Sunstone Engineering. Сварщик использует предохранитель 6 мм x 30 мм на 6 А. Для работы сварщика следует использовать настенный контур мощностью 750 Вт.
Использование функции сварки двойным импульсом
Использование нескольких импульсов тока повышает качество сварки. В режиме двойного импульса сварочные аппараты Sunstone будут срабатывать дважды при однократном срабатывании. Первый импульс используется для удаления неровностей поверхности и загрязнений.Этот первоначальный всплеск энергии вытесняет масла и прорывает оксидные слои. Импульс также устанавливает сварочные электроды. Второй импульс выполняется с гораздо более высоким уровнем энергии (ватт * секунды) и выполняет фактическую сварку. На рисунке 7 показано, как будет выглядеть кривая разряда сварочного аппарата при использовании настройки двойного импульса, как описано выше.
Настройка импульсов 1 и 2
Энергия импульса 1 должна быть выбрана таким образом, чтобы части прилегали слабо.Чтобы определить импульс 1, выключите импульс 2 и выполните серию пробных сварных швов, начиная с настройки низкой энергии импульса. Увеличивайте энергию импульса на 3-5% при каждом испытании, пока части не слипнутся. Затем следует уменьшить энергию импульса 1 на 3-5%. Затем следует установить уровень импульса 2 в 4–5 раз больше, чем у импульса 1. Следует выполнить пробный сварной шов и растянуть его, чтобы определить прочность шва. Никелевая полоса для сварного шва из никелированной стали, обычно наблюдаемая при производстве аккумуляторных батарей, должна разъединяться, оставляя отверстия в тонком никелевом металле и оставляя сварные самородки на клемме батареи.Более толстые материалы следует вытягивать с учетом особых требований к тяговому усилию.
БЕЗОПАСНОСТЬ
Пожалуйста, следуйте этим пунктам, чтобы обеспечить вам комфорт и безопасность.
- Всегда надевайте защитные очки при работе со сварочными аппаратами и сварочными головками.
- Не прикасайтесь к точкам сварки сразу после завершения сварки, так как они будут горячими.
- Будьте осторожны, чтобы не прищемить пальцы движущимися частями сварочной головки или между сварочными электродами.
- Перед сваркой снимите украшения с рук.
- Все сварные швы выполняются при низком напряжении для повышения безопасности работы.
Технические характеристики сварочного аппарата
Таблица 1: Технические характеристики сварочного аппарата с двойным импульсным сопротивлением Sunstone
| Элемент | CD150DP / CD300DP / CD450DP / CD750DP |
| Двойной импульс | Есть |
| Регулировка энергии импульса 1 (% от заданной энергии) | 1% — 50% |
| Регулировка энергии импульса 2 (% от заданной энергии) | 1% -100% |
| Пиковый ток | 4000-5000 А |
Таблица 2: Частота повторения сварных швов
Ширина импульса (при максимальной энергии) | Рейтинг репутации CD150DP сварных швов / мин(энергия импульса) | Репутация CD300DP сварных швов / мин(энергия импульса) | Репутация CD450DP сварных швов / мин(энергия импульса) | Репутация CD750DP сварных швов / мин(энергия импульса) |
| 5% | 166 (7.5ws) | 166 (15ws) | 166 (23ws) | 166 (38ws) |
| 25% | 166 (38ws) | 166 (75ws) | 166 (113ws) | 166 (188ws) |
| 50% | 166 (75ws) | 166 (150ws) | 150 (225ws) | 120 (375ws) |
| 100% | 166 (150ws) | 89 (300ws) | 59 (450ws) | 36 (750ws) |
Таблица 3: Характеристики импульсов сварочного аппарата с двойным импульсным сопротивлением Sunstone
| Модель | Мин. И Макс. Выход | Блок конденсаторов | Ширина импульса | Время нарастания (до максимального напряжения) | Мин. Высота импульса | |
| CD150DP | 0.2 вс — 150 вс | 800000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 10 мс | 0.4 мс | 0,5 В | |||
| CD300DP | 0,4 WS — 300 WS | 1,600,000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 20 мс | 0.4 мс | 0,5 В | |||
| CD450DP | 0,6 WS — 450 WS | 2,400,000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 30 мс | 0.4 мс | 0,5 В | |||
| CD750DP | 0,6 WS — 750 WS | 2,400,000 мкФ | мин. | 0,1 мс | 0,6 мс | 0,5 В |
| Макс | 30 мс | 0.6 мс | 0,5 В | |||
Таблица 4: Физические характеристики
| CD150DP | CD1300DP | CD450DP | CD750DP | |||||
| дюймов | см | дюймов | см | дюймов | см | дюймов | см | |
| Высота | 10.5 | 26,7 | 10,5 | 26,7 | 10,5 | 26,7 | 10,5 | 26,7 |
| Ширина | 12.0 | 30,5 | 12,0 | 30,5 | 12,0 | 30,5 | 12,0 | 30,5 |
| Глубина | 13.5 | 34,3 | 13,5 | 34,3 | 13,5 | 34,3 | 13,5 | 34,3 |
| Масса | 35 фунтов.(16 кг) | 38 фунтов. (17 кг) | 40 фунтов. (18 кг) | 45 фунтов. (21 кг) | ||||
18650 аккумулятор специальный точечный сварочный аппарат печатная плата для конденсатора Фарад с ручкой Продажа
Способы доставки
Общее примерное время, необходимое для получения вашего заказа, показано ниже:
- Вы оформили заказ
- (Время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки вашего товара (ов) к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваш товар (-ы) дойдет с нашего склада до пункта назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправлено в: Корабль изЭтот склад не может быть доставлен к вам.
| Способ (-ы) доставки | Срок доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
.Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Аппарат для точечной сварки с микроконтроллером— Electronics-Lab.com
Этот проект представляет собой контроллер для аппарата двойной импульсной точечной сварки, который имеет несколько полезных функций, управление которыми осуществляется с помощью ЖК-интерфейса.
Описание
Мне всегда был нужен точечный сварщик, поэтому я решил построить его. Я хотел построить конденсатор с емкостным разрядом, но в то время не мог себе позволить купить конденсаторы. Итак, это контроллер для аппарата двойной импульсной точечной сварки с некоторыми дополнительными функциями:
- Имеет детектор пересечения нуля.Вы можете включить трансформатор при пересечении нуля или уменьшить яркость трансформатора, если вам нравится
- Трансформатор симисторный
- Имеет интерфейс hd44780
- Интерфейс spi для одиночной термопары
- Пиковый детектор трансформатора тока
- Изолированный педальный переключатель
- Монитор напряжения с операционными картами
- Попытка определить, когда пользователь пытается сварить
- Один поворотный переключатель для работы и один поворотный энкодер для настройки
Я использовал Atmega328P и, вероятно, напишу код в среде Arduino IDE.
Вы, вероятно, могли бы использовать печатную плату для других приложений, например:
- Диммер переменного тока
- Простой термостат, или
- ПИД-термостат с диммирующим выходом
Дальнейшее обновление проекта после поставки на платах.
Схема
Основной источник питания контроллера. Главный трансформатор — 1x12VAC 1Amp (TR-15)
Предохранитель PTC — 0,9A с мостовым выпрямителем 2W10 и диодом 1n4007, сглаживающие конденсаторы, синфазный дроссель для удаления любых всплесков и нежелательного шума, еще несколько конденсаторов, линейный регулятор напряжения 7812 с радиатором, еще крышками, еще дросселями, снова крышками, 7805 и шиной 5В.
T7 — это транзистор 2n3904 npn, который определяет оба перехода через ноль переменного тока для схемы регулирования яркости.
Другой трансформатор — 2x9Vac 0.1Amp для вторичных изолированных цепей.
Питание ОК
У меня было место, которое я подумал, чтобы сделать регулятор напряжения на шине 5В.
Два операционных усилителя работают как компараторы для шины 5 В. Первый IC3A проверяет, ниже ли напряжение на неинвертирующем входе, чем напряжение стабилитрона (5,3 В), если да, то на выходе операционного усилителя установлено высокое значение (12 В) и включается Т4.
IC3B проверяет, не превышает ли напряжение напряжение стабилитрона (4,7 В), если да, то на выходе операционного усилителя установлено высокое значение (12 В) и включается Т5.
Теперь, если оба транзистора включены, тогда Q1 включает и запитывает светодиод и устанавливает высокий уровень сигнала PWR_OK.
Педальный переключатель
Это оптоизолированный вход переключателя для микроконтроллера. 9 В поступает от трансформатора, B3 также является мостовым выпрямителем 2W10 с некоторыми сглаживающими конденсаторами и двумя последовательно соединенными индукторами, питающими LM317 (TO-92), работающий в качестве драйвера постоянного тока для светодиода оптопары.Если вы замкните переключатель, загорится светодиод, а сигнал ПЕРЕКЛЮЧАТЕЛЯ перестанет светиться.
Текущая мера
Эта схема подключается к трансформатору тока и измеряет пиковый ток сварного шва. Форма волны тока подается на неинвертирующий вход IC8A, два стабилитрона защищают вход операционного усилителя от напряжений ниже 0 В и выше 5 В. D1 позволяет операционному усилителю заряжать конденсаторы только при пиковом напряжении трансформатора тока, а стабилитрон защищает вход микроконтроллера.
Электроды Touch
Эта схема представляет собой попытку автоматизировать установку для точечной сварки. Идея состоит в том, чтобы почувствовать, когда пользователь кладет электроды на батарею, и после короткой задержки и гудка включить трансформатор. Но я думаю, что потерпит неудачу. Я попытаюсь запитать сварочный трансформатор немного до перехода через ноль.
Если ток равен нулю, то пользователь не пытается сваривать, или если напряжение на двух выводах выше предела, то пользователь не пытается сваривать (электроды не закорочены).
Тот же изолированный источник питания, что и раньше, и тот же пиковый детектор, но на этот раз выходной сигнал пикового детектора питает два вторых операционных усилителя, работающих на компаратор. Если выходной сигнал пикового детектора на неинвертирующем входе операционного усилителя ниже, чем установленное напряжение на инвертирующем входе от 10-виткового потенциометра, выход операционного усилителя высокий, светодиод включается, а сигнал ELECTRODES_TOUCH становится низким.
мкК
uC — это AtMega328 в пакете tqfp32, работающий на частоте 16 МГц, а код будет написан в среде Arduino IDE. Имеется интерфейс термопары SPI MAX6675 для сварочного трансформатора, два разъема для вентиляторов с ШИМ-управлением, зуммер и 4 доллара США для ЖК-дисплея с Hitachi. Контроллер HD44780.
Переключатель
Интерфейс с пользователем довольно простой. Имеется 12-позиционный поворотный переключатель для 12 предустановленных режимов работы и поворотный энкодер с кнопкой для навигации по меню и установки предустановленных режимов работы.
Блок управления сварочным трансформатором
K1 и K2 — это два катушечных реле на 12 В постоянного тока с двухполюсными двухпозиционными контактами. Линия под напряжением и естественная линия проходят через контакты обоих реле, и катушки реле запускаются нормально замкнутой кнопкой аварийного останова, а светодиоду на опто-симисторе требуется 12 В от кнопки аварийного останова.Также есть светодиод, который включается при включении опто-симистора, и контактный разъем для светодиода, расположенного ближе к трансформатору.
Демпферы
Просто отдельная печатная плата для RC-демпферной цепи с несколькими контактными площадками для различных корпусов резисторов, конденсаторов и симисторов.