Форсаж сварочной дуги. Что это такое и как его использовать
Автор: Михаил Щербаков. Рубрика: инвертор
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.
Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы. Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.
Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Ещё по теме:
Почему прилипает электрод и что с этим делать
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Что такое форсаж дуги на сварочном инверторе и для чего он нужен?
Проблема со стабильным горением дуги начинается у многих специалистов вне зависимости от их опыта, когда дело касается сварки тонкого металла. Корень проблемы кроется в том, что сам процесс приходится проводить на минимальных токах, чтобы не прожечь заготовки. Когда сила тока минимальна, то ее может быть недостаточно для того, чтобы создать стабильную сварочную дугу. Здесь нужно очень точно подбирать режимы, чтобы электрод не залипал при сильно низких показателях, а мощность дуги не прожигала дыры, при сильно высоких. Таким образом, ответ на вопрос, для чего нужен форсаж дуги, будет очень простым. Это стабилизация горения при сложных работах с тонкими материалами. Такая функция может пригодиться всем сварщикам, которые выполняют широкий диапазон работ. В особенности это полезно для новичков, которым сложнее справиться с тонкими работами.
Корень проблемы кроется в том, что сам процесс приходится проводить на минимальных токах, чтобы не прожечь заготовки. Когда сила тока минимальна, то ее может быть недостаточно для того, чтобы создать стабильную сварочную дугу. Здесь нужно очень точно подбирать режимы, чтобы электрод не залипал при сильно низких показателях, а мощность дуги не прожигала дыры, при сильно высоких. Таким образом, ответ на вопрос, для чего нужен форсаж дуги, будет очень простым. Это стабилизация горения при сложных работах с тонкими материалами. Такая функция может пригодиться всем сварщикам, которые выполняют широкий диапазон работ. В особенности это полезно для новичков, которым сложнее справиться с тонкими работами.
При выборе нового сварочного аппарата некоторые не знают, для чего нужен форсаж дуги на инверторе, и не обращают на данный режим внимания. Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.
Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.
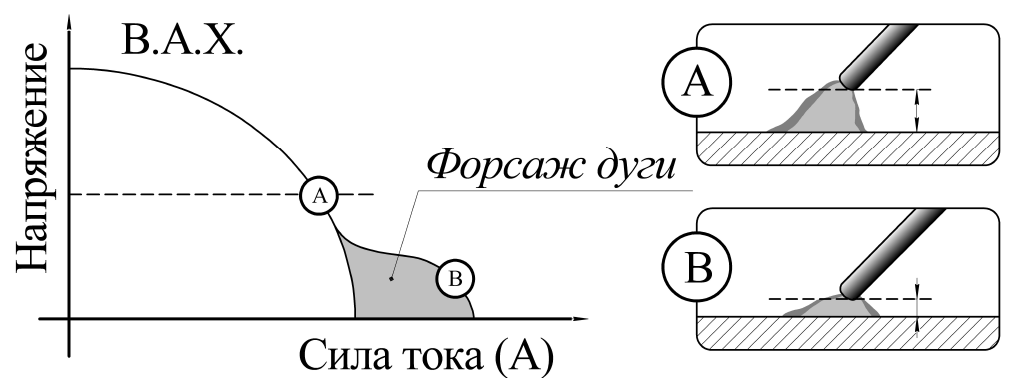
BAX дуги сварочного инвертора
Иными словами, если в обыкновенном режиме происходит сваривание при постоянных параметрах, пока сварщик сам не изменит их, то при включенном форсаже все может меняться. Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Только в этот раз все снижает мощность.
Для чего нужен форсаж сварочной дуги?
Использование данного режима необходимо для создания максимально простых условий получения соединения, чтобы обеспечить высокое качество шва. Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
Показания шкалы, % | Тип применяемых электродов |
10-30 | С рутиловым покрытием |
50 | С основным покрытием |
90-100 | С целлюлозным покрытием |
Как проверить работает или нет форсаж дуги?
Данная функция не привносит каких-либо заметных изменений в сварочном процессе, во внешней его составляющей. Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Регулировка форсажа дуги на инверторе
На данный способ оказывается верным только в том случае, если инвертор работает и все его функции полностью готовы к использованию. В случае же отказа узла, который обеспечивает форсаж, то даже при включенном индикаторе ничего выполняться не будет. Чтобы определить, задействована ли указанная функция на данный момент или нет, требуется определить это опытным путем. Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Что такое горячий старт, форсаж дуги и защита от прилипания?
Дата: 21-12-2018
Академия Weldclass
Что такое горячий старт?
Горячий старт — это специальная функция сварки ММА (стержневым электродом), при которой аппарат подает пиковый ток при зажигании дуги. Это важно, так как это значительно облегчает запуск электродов, особенно в сложных условиях, таких как влажные электроды, несовершенная рабочая поверхность или при использовании электродов, «трудных в работе» и т. д.
Что такое Arc Force?
Форсирование дуги, иногда называемое «Копание» или «Контроль дуги», аналогична функции «Горячий старт», за исключением того, что Форсировка дуги действует во время сварки, а не только при зажигании. Когда сварочный аппарат обнаруживает короткое замыкание, он подает пиковый ток. Это в значительной степени помогает стабилизировать дугу, предотвращая обрыв дуги во время сварки и предотвращая залипание электрода.
Когда сварочный аппарат обнаруживает короткое замыкание, он подает пиковый ток. Это в значительной степени помогает стабилизировать дугу, предотвращая обрыв дуги во время сварки и предотвращая залипание электрода.
Что такое антипригарное покрытие?
Anti-Stick позволяет легко отсоединить сварочный электрод, если он начинает прилипать к работе. Когда машина обнаруживает, что электрод прилипал, она сбрасывает сварочный ток, чтобы электрод не продолжал привариваться к заготовке, позволяя ему легко оторваться.
Аппараты Weldforce Weldclass
В настоящее время большинство инверторных сварочных аппаратов имеют встроенные предустановленные функции Hot Start, Arc-Force и Anti-Stick.
Однако, что касается сварочных аппаратов Weldforce® от Weldclass, многие из наших моделей также позволяют регулировать параметры Arc-Force и Hot-Start по вашему выбору. Это позволяет дополнительно настраивать параметры и производительность машины в соответствии с конкретной задачей.
Модели Weldforce с регулируемой силой дуги и горячим стартом включают в себя; WF-140ST, WF-180ST, WF-205MST и WF-255MST.
Другие статьи для сварки MMA/стержневой сваркой:
Процесс сварки MMA/стержневой сваркой
Что такое напряжение холостого хода (OCV)?
Использование генераторов для сварщиков инверторов питания
Сварки сварки электродов
Преимущества электродов с двумя покрытиями
Почему вы никогда не получите хорошего сварного шва с плохим зажимом
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении.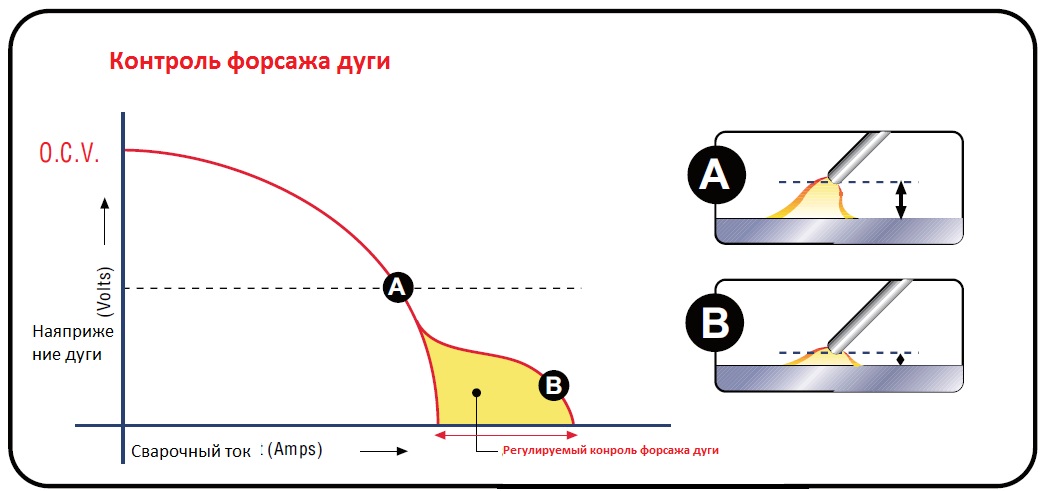
Теги
MMA (Stick) WeldingWelding Machines
КомментарииИндукция VS сила дуги
14.11.2007 #1
Индукция VS сила дуги
Кто-нибудь знает, в чем разница между контролем индуктивности и контролем силы дуги? Это просто два термина для одного и того же? Я знаю, что управление индуктивностью позволяет оператору регулировать кривую вольт-ампер в соответствии с конкретными потребностями, но я не уверен в контроле «силы дуги».

Ответить с цитатой
14.11.2007 #2
Re: Индукция VS сила дуги
Наклон регулирует кривую вольт-ампер, индуктивность регулирует скорость нарастания тока короткого замыкания и текучесть ванны. сила дуги связана с кривой вот-ампера. John Arc Force дает больше проникновения.
и защитные газы. Там все здесь.:
Ответить с цитатой
14.11.2007 #3
Re: Индукция VS сила дуги
Я могу объяснить в терминах использования. Уменьшите силу дуги, и сварной шов станет гладким, как масло. Дуга мягкая и тихая. Дуга тоже хочет побродить. Сварной шов более плоский и остывает медленнее, поэтому шов выглядит более гладким. Валик плоский, гладкий и широкий с низким усилием дуги.
Сварка с малым усилием дуги вертикально вверх работает не слишком хорошо, валик хочет провиснуть, потому что остывает медленнее, а дуга стремится блуждать. Так что больше помогает в этом случае.Шарики с высоким усилием дуги более волнистые, проникают глубже и дают больше брызг.
Индуктивность — это время, необходимое для возврата напряжения к сварочным вольтам после короткого замыкания при сварке MIG. Изменения индуктивности могут компенсировать изменения в газе или размере используемой проволоки. Много индуктивности для прямого C02, гораздо меньше для C/25. Если вы используете большую индуктивность с C / 25, это будет «двойное короткое замыкание» или сожжет слишком много провода одновременно, что затруднит контроль над лужей.
Поэкспериментируйте самостоятельно. Начните с середины. Пробегите одну-две бусины. Включите его до упора и попробуйте еще раз. Поверните его до конца и посмотрите, как это работает. Вы скоро обнаружите, что нет никакой окончательной настройки, она меняется с каждой работой, размером стержня и положением сварного шва.
С помощью MIG можно получить оптимальную скорость подачи проволоки и напряжение. Точная настройка индуктивности. Всегда начинайте с середины и идите оттуда.
Моя машина в магазине идет от -10 до +10. AG8 лучше работает при +2, Co2 лучше всего работает при +10. C/25 неплохо работает в Zero.
На обеих моих машинах ручка индуктивности и ручка силы дуги одинаковы, они меняются, когда я меняю процессы.
Я задал тот же вопрос, когда впервые присоединился к этой доске.
Давид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
14.11.2007 #4
Re: Индукция VS сила дуги
Где индуктивность дает наибольшую пользу, так это при сварке нержавеющей стали. Чтобы проверить это, сравните сварку при 0 против 8 или 10, более высокая индуктивность помогает смочить сварочную ванну, в то время как при 0 дуга становится вялой и не очень хорошо привязывается к пальцам ног, я предполагаю, что у вас есть инвертор, если он Регуляторы индуктивности и силы дуги, на некоторых машинах сила дуги отображается как элемент управления «Копание», что делает копание в режиме стержня, так это определяет короткое замыкание в начале дуги (когда-нибудь приклеивал 7018 к пластине?) и увеличить силу тока на долю секунды, чтобы устранить это короткое замыкание.
Ответить с цитатой
15.11.2007 #5
Re: Индукция VS сила дуги
Спасибо, парни!
Из того, что я читаю, я понимаю следующее: индукция и сила дуги, по сути, одно и то же, за исключением того, что они называются по-разному для двух процессов MIG и Stick. По мере того, как вы поворачиваете циферблат, наклон кривой вольт-ампер меняется, и сила тока реагирует быстрее и выше, когда машина обнаруживает падение напряжения. При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
Я на верном пути?Ответить с цитатой
16.11.2007 #6
Re: Индукция VS сила дуги
Что касается дуговой сварки, я никогда не замечал, чтобы сила дуги облегчала зажигание дуги.
В этом помогает настройка «горячего старта» на сварочном аппарате. Форсирование дуги уменьшит вероятность залипания стержня во время сварки; или, другими словами, это поможет сохранить дугу, если расстояние между изделием и электродом станет слишком маленьким.С другой стороны, при сварке более тонкого материала я заметил, что сила дуги также может привести к образованию больших отверстий в основном металле. Если он установлен слишком высоко и срабатывает, обеспечиваемый скачок тока может затруднить поддержание надлежащего размера лужи или замочной скважины.
-Дэйв
Первоначально написал jpurdy
Спасибо, ребята!
Из того, что я читаю, я понимаю следующее: индукция и сила дуги, по сути, одно и то же, за исключением того, что они называются по-разному для двух процессов MIG и Stick. По мере того, как вы поворачиваете циферблат, наклон кривой вольт-ампер меняется, и сила тока реагирует быстрее и выше, когда машина обнаруживает падение напряжения. При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
Я на верном пути?Ответить с цитатой
16.11.2007 #7
Re: Индукция VS сила дуги
Просто мое мнение: вам нужно зайти на веб-сайт AWS или получить у них несколько книг и прочитать определения наклона, индуктивности и силы дуги.
Вы на верном пути. ДжонSMAW, GMAW, FCAW, GTAW, SAW, PAC/PAW/OFC
и защитные газы. Там все здесь.:
Ответить с цитатой
16.11.2007 #8
Re: Индукция VS сила дуги
Обычная и простая индуктивность — дуга по времени.
—Голь
Ответить с цитатой
16.
 Там все здесь.
Там все здесь. Сварка с малым усилием дуги вертикально вверх работает не слишком хорошо, валик хочет провиснуть, потому что остывает медленнее, а дуга стремится блуждать. Так что больше помогает в этом случае.
Сварка с малым усилием дуги вертикально вверх работает не слишком хорошо, валик хочет провиснуть, потому что остывает медленнее, а дуга стремится блуждать. Так что больше помогает в этом случае.
 При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.  В этом помогает настройка «горячего старта» на сварочном аппарате. Форсирование дуги уменьшит вероятность залипания стержня во время сварки; или, другими словами, это поможет сохранить дугу, если расстояние между изделием и электродом станет слишком маленьким.
В этом помогает настройка «горячего старта» на сварочном аппарате. Форсирование дуги уменьшит вероятность залипания стержня во время сварки; или, другими словами, это поможет сохранить дугу, если расстояние между изделием и электродом станет слишком маленьким. При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.  Вы на верном пути. Джон
Вы на верном пути. Джон