чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым.
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
 Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
 После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль.
После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
 С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.


Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.

Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
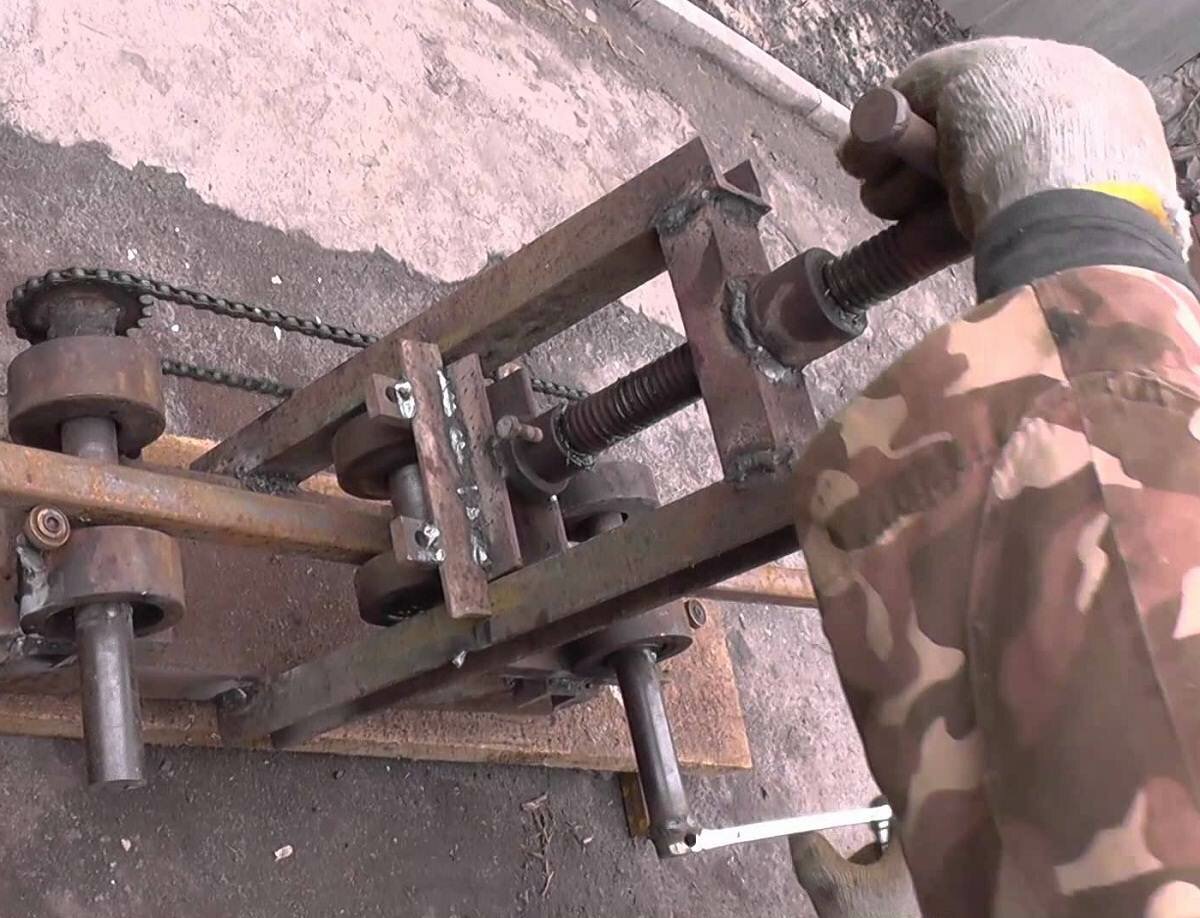
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи.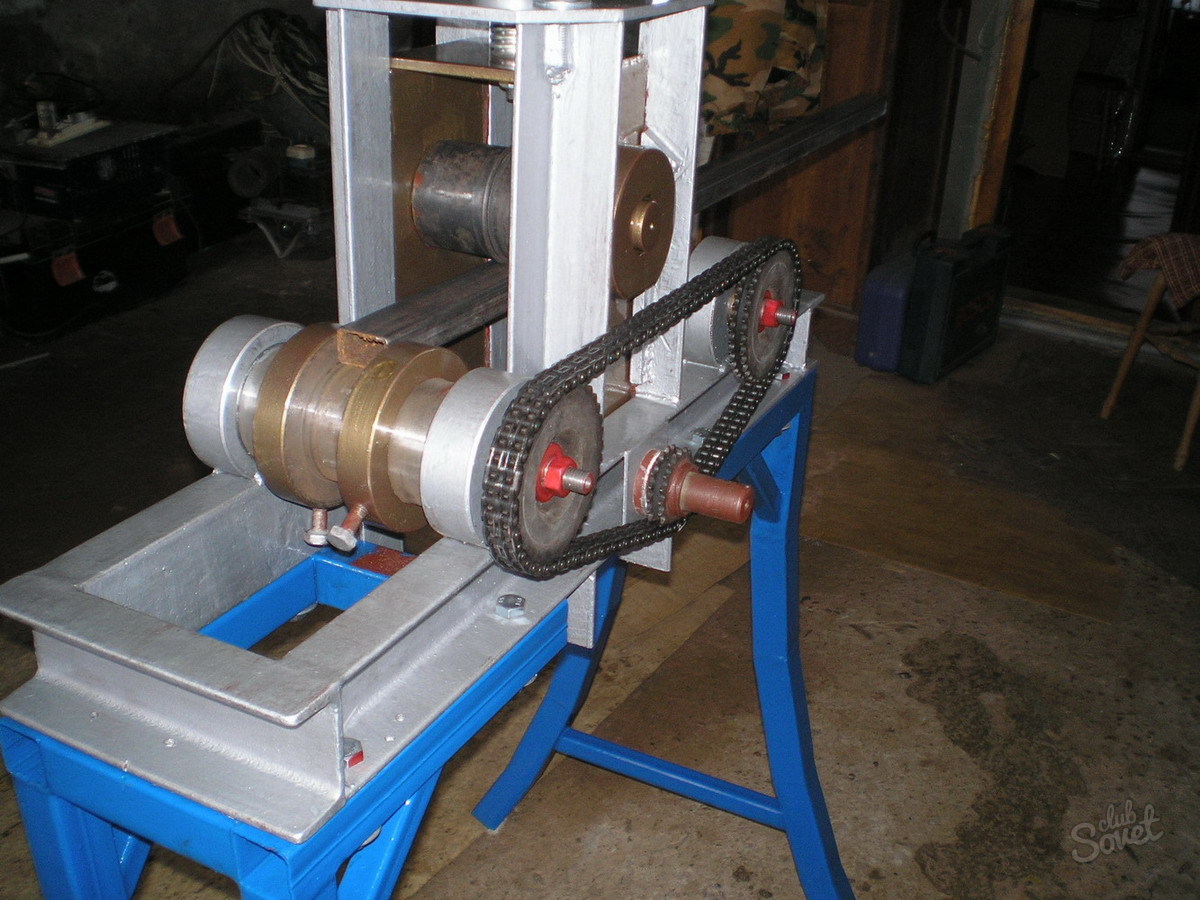 Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.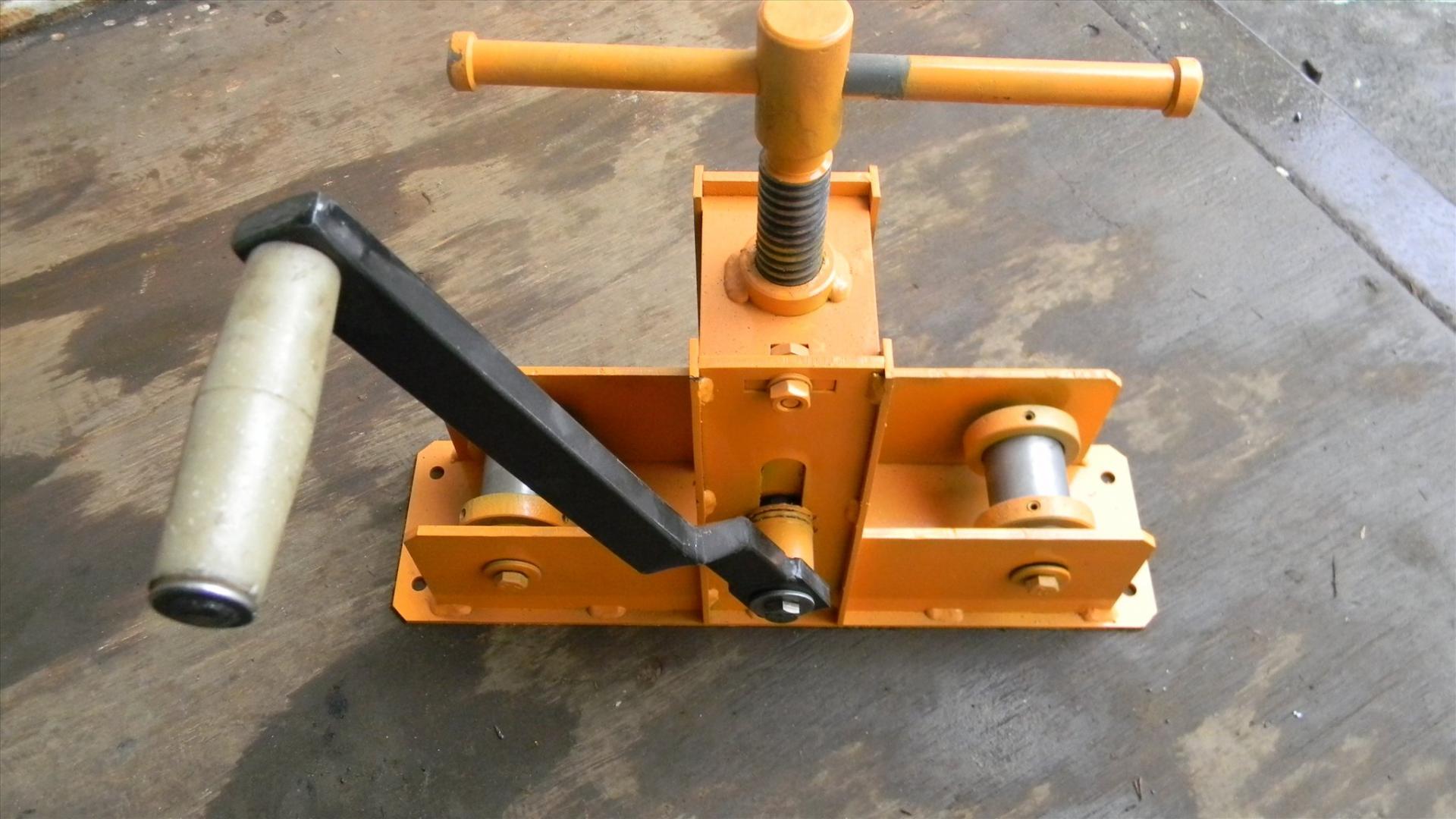
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
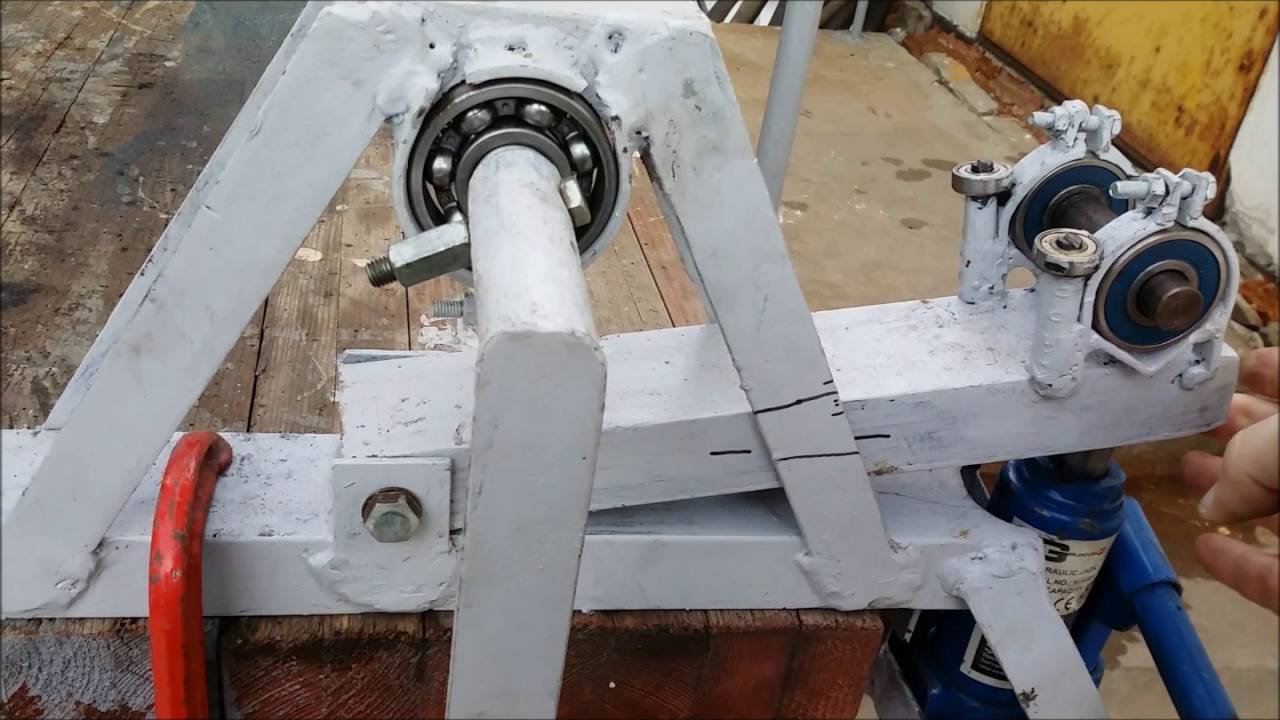
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
 youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.

Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка. Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.

Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки.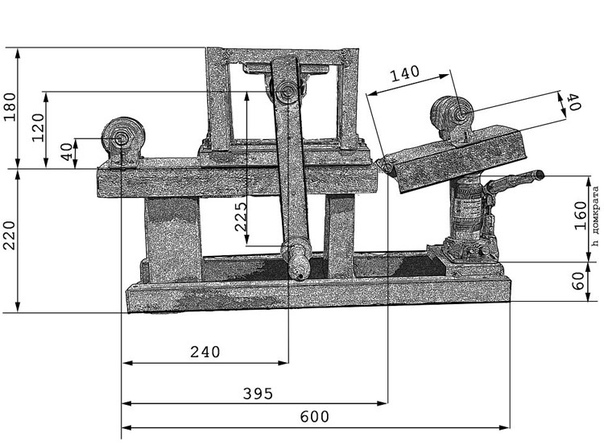 В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.

Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом.
 Можно использовать двор или гараж.
Можно использовать двор или гараж.При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток.
 Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи.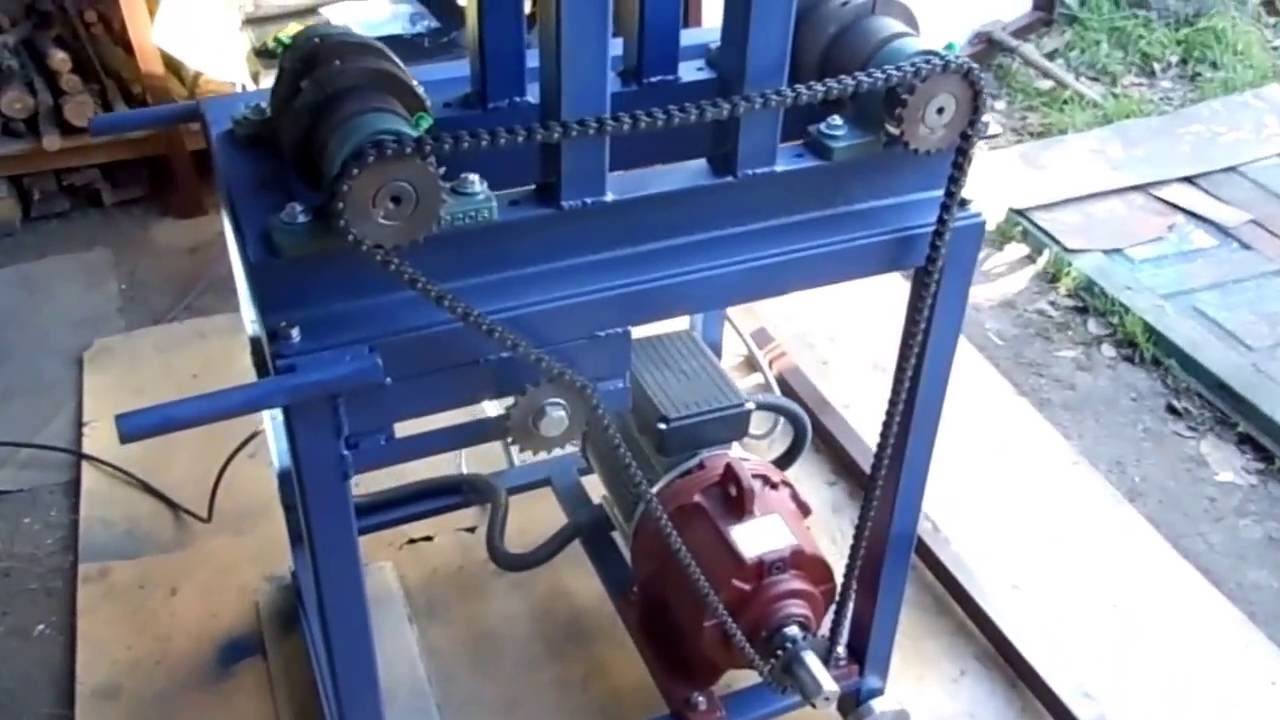 Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
 youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.

Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка. Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться.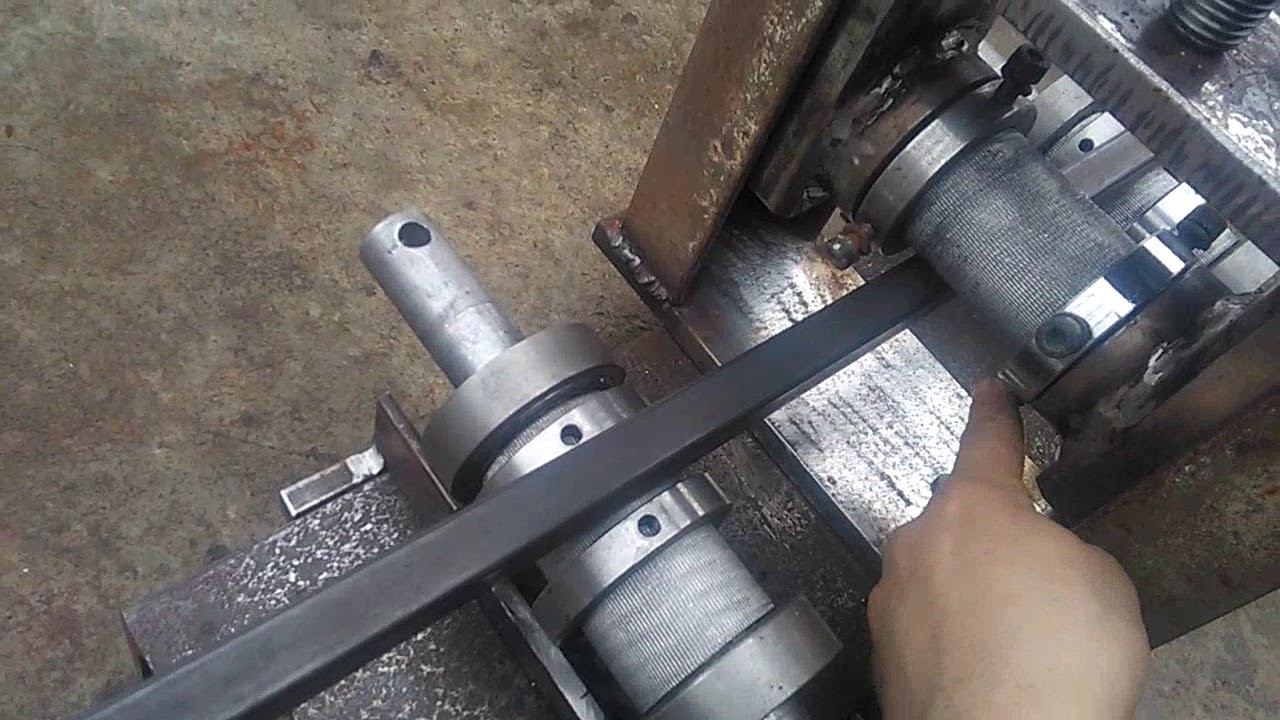 Если это ручной станок, для его сборки понадобятся:
Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки.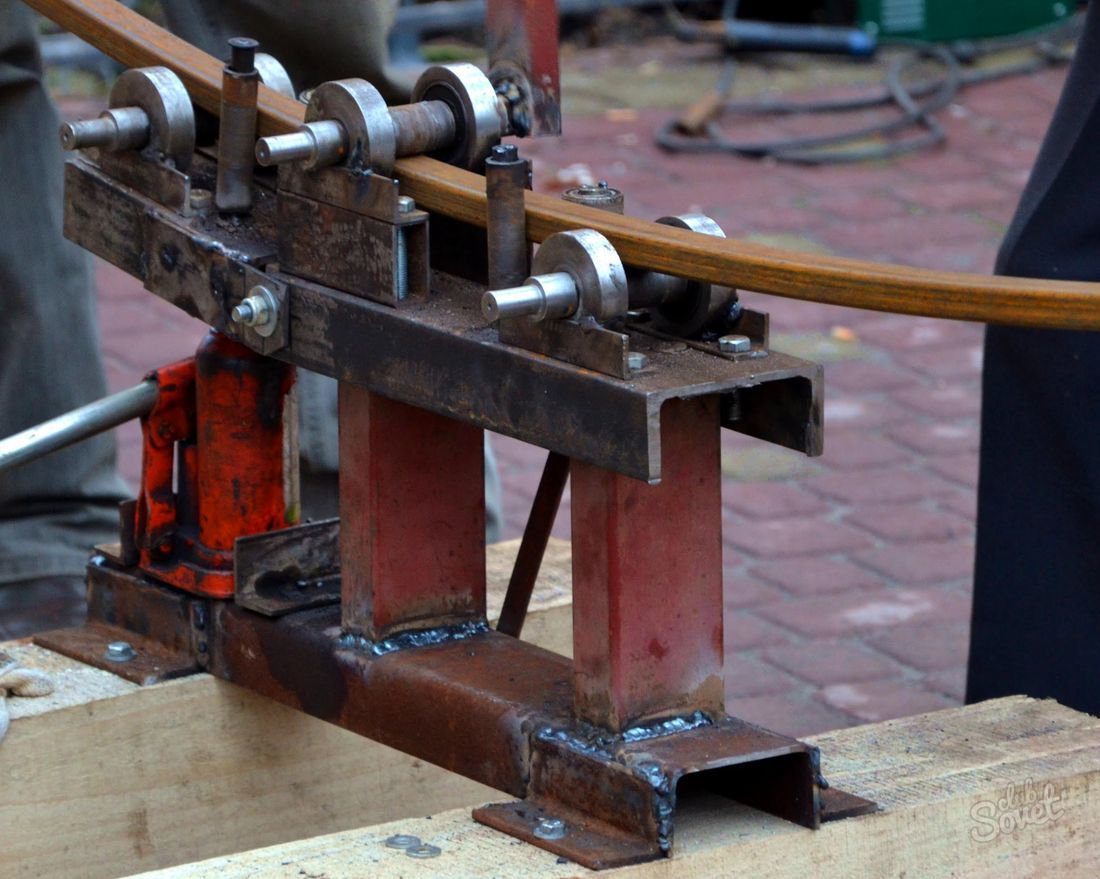 Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
Делаем профилегиб станок своими руками
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
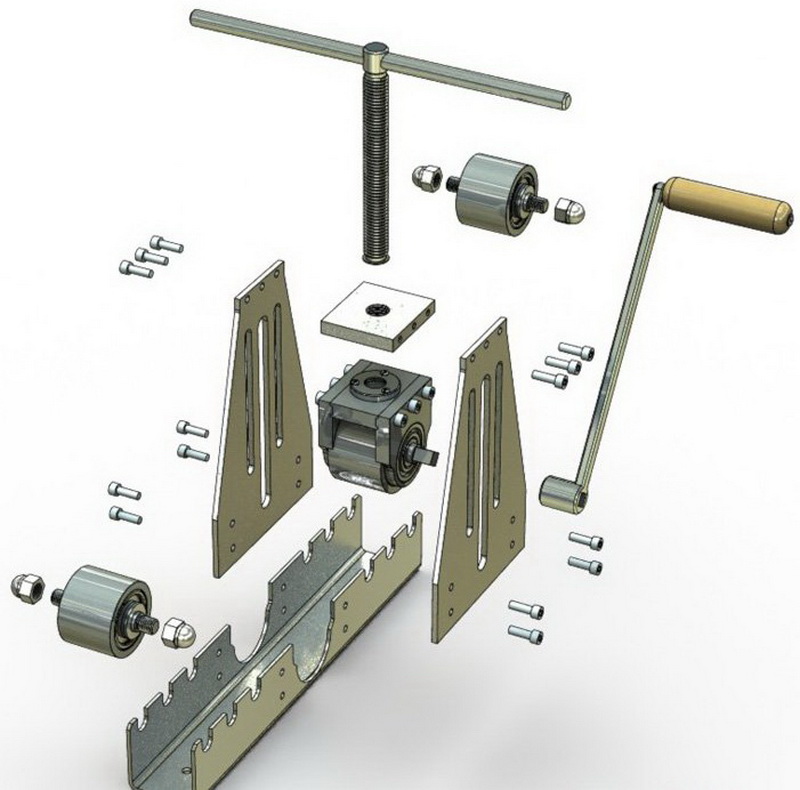
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
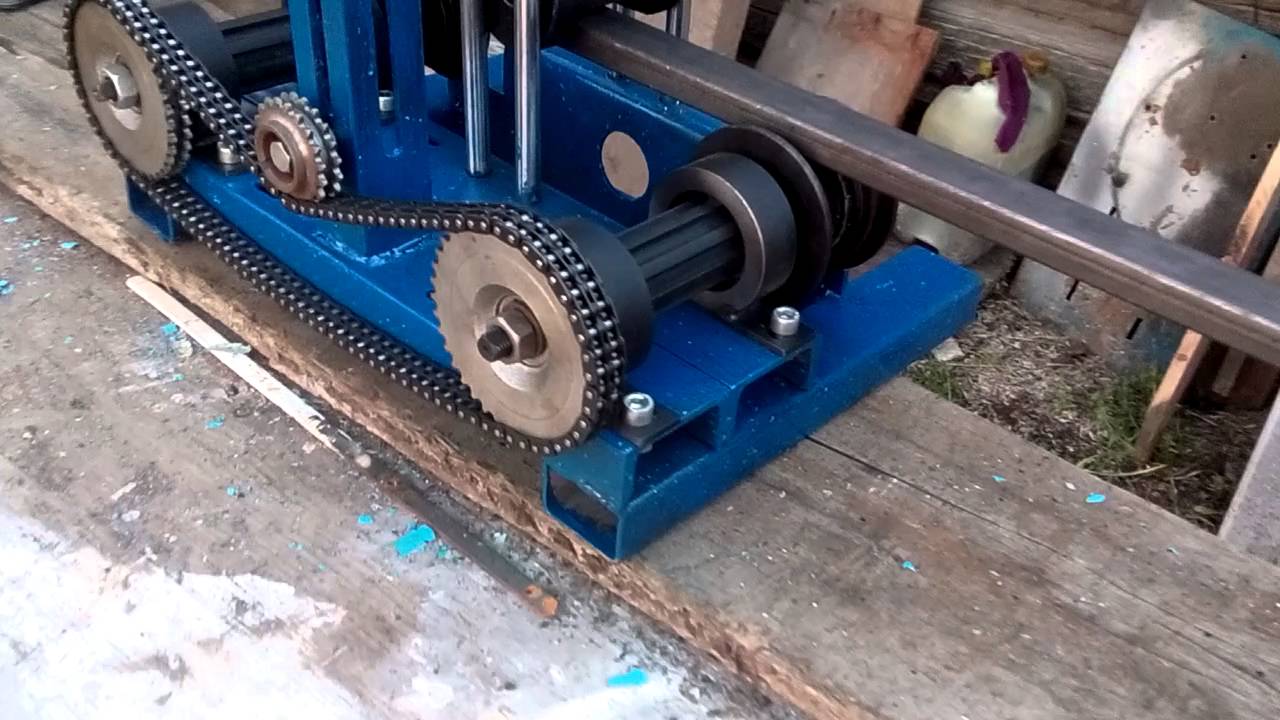
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
Профилегиб своими руками – фото и принципы конструирования и сборки + Видео
Изготовить профилегиб своими руками сравнительно несложно, так как у этого оборудования достаточно простая конструкция. Причем сделать его можно даже по собственным чертежам и почти из любых подручных материалов. Главное – перед началом всех работ определиться с тем, для чего профилегиб будет использоваться и какая конструкция, исходя из этого, у него должна быть.
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу «примерно» устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.
- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.
Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Изгибающий и опорные под профиль элементы устройства (у оборудования прокатного типа это ролики) должны быть изготовлены с учетом не только размеров, но и формы сечения обрабатываемого металлопроката. Для некоторых изделий (например, уголка) следует также принять во внимание направление изгибания (по внутренней либо по внешней стороне полок). От этого зависит качество обработки профилей, чтобы их не вело, не сминало и не рвало. В первую очередь эти моменты надо учитывать для изделий с большими размерами сечения, особенно стальных. Иначе их вообще будет трудно либо невозможно согнуть.
2 Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
3 Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
В зависимости от этого шаблон, выполняющий роль изгибающего элемента, и опора будут изготовлены из досок либо стальных изделий (труб, скоб, уголка, швеллера или чего-то подобного). В любом случае шаблон надо сделать по форме требуемого изгиба профиля.
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
4 Как сделать профессиональное оборудование – прокатный вариант
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Расстояние между шкивами выбирается из следующих соображений. Чем оно больше, тем меньшее усилие потребуется приложить при изгибе профиля. Зато при этом также будут больше минимальный радиус изгибания и необработанные на концах изделия участки. Выбор материала корпуса и роликов профилегиба зависит от прочности (гибкости) обрабатываемых изделий. Если они тонкие и из цветных металлов, то подойдет даже дерево, но ролики лучше сделать из прочного пластика. Ну, а чтобы профилегиб, как говорится, сделать на все случаи жизни, он должен быть только из стальных деталей.
ручной самодельный как сделать, чертежи, размеры, профилегибочный станок из автозапчастей, тисков, простой в изготовлении
На чтение 10 мин. Опубликовано
Любой домашний мастер сталкивался с необходимостью придать криволинейную форму различным деталям. Если речь идет о листовом металле или прутках, вопрос решается достаточно просто. Но, когда вопрос касается профилированных элементов, без специального оборудования не обойтись. Любая попытка изогнуть профиль обычными методами приведет к деформации и порче детали. Рассмотрим специализированное оборудование, используемое в таких случаях, и варианты самостоятельного изготовления.
Описание
ПрофилегибПрофилегиб — это приспособление для сгибания профилированных деталей без деформации или нарушения формы профиля.
Используется при изготовлении конструкций из разных видов профиля:
- труба, в том числе прямоугольного сечения;
- уголок;
- швеллер;
- двутавр;
- балки или прутки и т.д.
Деформировать можно отдельные участки или всё сечение профиля. Изгиб деталей выполняется на нужную величину, вплоть до 360°. Промышленные образцы способны работать с профилем большого размера, требующим значительных усилий для изменения формы без предварительного нагрева. Ручные устройства предназначены для обработки профилей относительно небольшого размера.
Профилегибные станки способны выполнять изгиб с постоянной, переменной или знакопеременной кривизной, с симметричными или асимметричными контурами. Возможно изготовление окружностей, спиралей или иных замкнутых фигур. Также выполняется гнутье фигур с плавными переходами очертаний. Особенностью этих станков является способность выполнять сложные изгибы деталей за один проход. Такие качества содействуют распространению профилегибов в различных областях промышленности:
- энергетика;
- строительство;
- нефтехимия;
- автомобильная ;
- мебельная;
- спортивная;
- электрическая промышленность и т.д.
Процесс изготовления деталей происходит достаточно быстро и позволяет развить высокую производительность практически без отходов. Существуют полностью автоматические промышленные установки, способные работать по заданной программе. Также распространены более простые устройства, регулировка и подача материала в которых выполняются в ручном режиме. Они функциональны, но цена таких станков довольно высока. Для частного пользования подобные устройства приобретать нецелесообразно, поэтому большинство пользователей предпочитают изготавливать профилегибы самостоятельно.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Важно! Часто профилегибы объединяют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы, а разница заключается только в более узкой специализации трубогибов. Однако, эти устройства по-разному воздействуют на деталь.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Важно! Для работ с деталями небольших размеров использование ручных станков признается наиболее рациональным и экономичным вариантом.
Ручной самодельный станок
Устройство заводского профилегибаДля создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
Важно! Рассмотренный порядок действий может быть дополнен или изменен в соответствии с особенностями конструкции собственного проекта.
Простой в изготовлении вариант станка из тисков:
Профилегиб из автозапчастей(ступиц автомобиля):
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Как сделать свой собственный набор для сгибания шестов
Несколько недель назад Ракель из Horses and Heels приехала навестить Rumor и меня. В один из дней, когда она была здесь, мы на прицепе подъехали к арене друга и поехали. Намерение состояло в том, чтобы уйти от дождя и найти сухое место, которое не было бы слишком грязным для плоской работы. На арене хорошо сидели палки, которые использовались для сгибания шестов, поэтому Ракель установила их и, по слухам, ехала через них.
Я пробовал палки ОДИН раз до этого и немного нервничал, пытаясь их снова.Когда я это делал, это было супер весело, но это было забавное шоу, так что не нужно было быть идеальным или отлично выглядеть, делая это. Увидев, как Ракель делает это со слухом, я действительно хотел попробовать это с Грейси. Так я и сделал. O-M-G, это было так же весело, как я его помнил, и мы только шли по съемочной площадке. Я не думаю, что Грейси когда-либо раньше видела декорации, так что я знаю, что она не знала, что делать, и я просто знала, как продвигаться вперед, но клянусь, я думаю, что ей это понравилось не меньше меня. Не говоря уже о том, что в тот день я узнал, что на полюсах ходят УДИВИТЕЛЬНЫЕ слухи! Ракель сказала, что это одно из ее самых любимых занятий.Кто знал! Думал ходовые бочки.
С того дня я искал набор, но был шокирован, увидев, что они будут стоить около 300 долларов за столбы плюс базы. Я покупатель по выгодной цене. Теперь есть способ, которым я собирался заплатить 300 долларов за набор, и после разговора с Ракель узнал, что я могу сделать свой собственный намного дешевле! Так я и сделал!
Я сделал свой набор за 40 долларов.
Вот как вы можете сделать свой собственный набор! Отметим, что предметы, которые нужно было купить, были куплены у Лоуза.
Необходимых элементов:6 опор — Я купил 10-футовые опоры в магазинах и обрезал их до 7 футов в высоту.
1 мешок Quickcrete, 80 фунтов
6 бумажных ведер с краской
1 ведро воды
Набор рук дополнительный
Шаги по изготовлению набора для сгибания шеста:
- Отрежьте 10-футовые шесты до нужной высоты.Согласно Национальной ассоциации изгиба шестов, шесты должны быть установлены на поверхности земли высотой шесть футов и не более 14 дюймов в основании. Я выбрал 7 дюймов только потому, что хотел, чтобы они были немного выше.
- Установите ведра с краской в ряд (там, где вы хотите оставить их для установки, потому что их будет трудно переместить, когда вы закончите этот шаг). Один за другим попросите человека, помогающего вам, держать столб в центре ведра с краской, а затем заполните его сухой бетонной смесью примерно на.Затем возьмите воду, полейте ею бетон и перемешайте палкой. Вам нужно, чтобы он был немного жидким, потому что, как только он хорошо перемешан, добавьте сверху еще сухой бетонной смеси, а затем налейте еще немного воды, пока она не станет хорошо впитываться. Затем растолочь все это так, чтобы оно было плотно упаковано, а штанга оставалась на месте в правильном положении.
- После того, как каждый из них будет готов, дайте им настроиться как минимум на 24 часа. Я оставил свои на 72 часа, чтобы дать ему дополнительное время на настройку, потому что знал, что не собираюсь использовать их до этих выходных.
После того, как они установят ваш товар, переместите их на вашу арену и начните тренироваться в палках. Их правильная установка заключается в том, чтобы расположить каждый полюс на расстоянии 21 фут от одного полюса до другого. Надеемся, вам понравится!
Вопрос для ВасВы когда-нибудь раньше соревновались или играли на шесте? Какое у тебя самое быстрое время?
Кто-нибудь из вас когда-нибудь делал свой собственный набор, чтобы сэкономить?
NC пастушка
Здравствуйте, я Эшли, и я люблю кататься на лошадях, путешествовать по новым местам и узнавать новое! У меня 4 лошади, 4 кошки и 2 собаки.Сказать, что я любитель животных, было бы преуменьшением. 😉 Помимо того, что я наездница, я жена пожарного, я стала соучредителем бизнеса вместе с мужем и каждый день провожу воспитание сына. Моя жизнь очень занята, немного сумасшедшая, но полная величия.
форм балки (или профиля балки) в проектах «сделай сам» — что мне использовать?
Независимо от того, являетесь ли вы опытным строителем своими руками или новичком в компании, формы балок часто вызывают затруднения. Что ж, мне нужно это сделать, но у меня есть только такой материал.Я просто воспользуюсь этим, потому что он у меня есть. Подобные решения происходят постоянно в моем магазине. Как насчет твоего?
Вообще-то, отличная идея! — Пожалуйста, уделите минуту и поделитесь в комментариях. — Расскажите, пожалуйста, о глупой вещи, которую вы построили из явно неподходящего материала.
Хорошо, вернемся к обсуждению формы балок.
Важность формы балки
Выбор правильной формы балки (иначе говоря, сечения, профиля или типа балки) очень важен для каждой цели.Каждая форма луча имеет разные характеристики и, вероятно, несколько разных размеров. Существует много различных стандартных типов балок, и на самом деле их неограниченное количество, если мы включаем сборные балки +1. Для начала рассмотрим некоторые формы балок, которые обычно используются в проектах «сделай сам».
На этой диаграмме есть несколько стандартных профилей балок с рейтингом для каждого свойства в первом столбце. Для вашего удобства представьте таблицу в следующих терминах:
— Мы используем звезды для общих оценок. звездочек означает сильнее, проще или надежнее.
— Звезды сравнительные, поэтому наличие одной звезды не означает, что это плохо.
— Чем меньше звездочек, тем хуже для этого объекта недвижимости по сравнению с другими.
— Наведите указатель мыши на над звездами (и «Профилями»), чтобы получить информацию о категориях и рейтингах.
Опять же, наведите указатель мыши на звезды, чтобы прочитать наши мысли по их ранжированию. * Обсуждение прямоугольной трубы включает квадратную трубу.
Таблица звезд
Оценки для каждой формы балки (или профиля балки) основаны на личном опыте. Я принимаю вариант звездочки или около того в любом из столбцов, так как это довольно сложно определить. Существуют некоторые различия, если рассматривать вертикальный луч и горизонтальный луч. Некоторые предметы, такие как коррозия (ржавчина), неприменимы, когда разговор переходит от стали к алюминию. Я также понимаю, что существует множество других форм балок, которые можно изготовить.Невозможно поместить в список все варианты.
Давайте подробнее рассмотрим некоторые профили балок, применяемые в проектах «сделай сам».
Каждый профиль луча действительно хорош в чем-то
Прямоугольная труба
. . . (включая квадратную трубу), вероятно, самый распространенный материал для проектов DIY. Например, он подходит для небольших прицепов. Это понятно, потому что с ним хорошо работает почти все, и особенно потому, что с ним легко работать.Кроме того, легко получить тонны разных размеров и толщины. Эти формы пучка наиболее сильны в направлении высоты, но определенно не слабы в направлении ширины. Трубки также хорошо справляются с крутящим моментом. Окрашивать выпуклую форму легко, и вам не нужно беспокоиться о расстоянии между внутренними фланцами.
Недостатки : У Tube есть 2 потенциальных недостатка. . . . 1) Вы не можете хорошо красить внутреннюю часть, поэтому необходимо заклеить ее для защиты от коррозии. Обычно это легко, если только вы не планируете прокладывать провода или другие предметы через очень красивый и защищенный центральный проход.2) В зависимости от толщины стенки, если вы поместите болты в трубку, а затем затянете их, вы можете сжать трубку. Болты тоже длиннее. Обратите внимание, что размещение отверстий в трубке возвращается к # 1, герметизация. Кроме того, отверстия в трубе в неправильных местах (обычно сверху и снизу для прицепа) ослабят балку.
Приложения: Планы проектов «сделай сам» здесь, в Mechanical Elements, используют много прямоугольных и квадратных балок.
Круглая труба
. . . во многом похож на прямоугольную или квадратную трубу по преимуществам, и этот профиль луча превосходит по крутящему моменту на вес.У него также есть приятное преимущество в том, что он отлично подходит для привязки.
Недостатки : опять же, круглая труба имеет те же недостатки, что и выше, но с явным дополнительным недостатком, заключающимся в том, что труднее выровнять и центрировать отверстия параллельно просто потому, что у нее нет плоской стороны, на которую можно ориентироваться. (Это не значит, что это невозможно, просто требуется немного больше усилий.) Кроме того, круглую трубу сложнее изготовить, потому что вы должны сформировать концы тройника в другие круглые трубы.
Области применения: Профили с круглыми балками используются во многих проектах DIY, особенно для соединений и прокладок.Они также появляются для вещей, которые нужно держать (рукой) или повязать.
C-образный канал
. . . действительно популярный профиль для вспомогательных балок. Хотя мы также видим это для главных балок, это гораздо чаще встречается для поперечин и других мест. В вертикальном направлении (как показано на изображении диаграммы профиля пучка выше) C-образный канал обычно более прочен для веса, чем труба. Это делает его привлекательным, но он не бывает разных размеров, толщины или разновидностей. Наконец, открытая секция означает, что вы можете легко закончить все заново.
Недостатки : C-образный канал смещен в одну сторону, поэтому при высоких нагрузках он может немного скручиваться или изгибаться вбок. C-Channel не лучший вариант для длинных отрезков без опоры, но он отлично подходит для кросс-элементов и других задач. Это хорошо для главных балок, если поперечные балки соединяются так, что это не длинный пролет без опоры. Хотя он полностью отделан, чтобы избежать коррозии, вогнутая часть иногда затрудняет сглаживание и отделку внутренних поверхностей. Наконец, при прикручивании к фланцам изогнутая часть немного усложняет затяжку.(Для этого доступны угловые шайбы.)
Приложения: Во многих планах прицепов с механическими элементами используется С-образный канал — особенно для передних и задних элементов рамы. Это также есть в планах кранов для поперечной балки опоры пьедестала.
Уголок L
. . . Также называется «угловой утюг», но в большинстве случаев это сталь или алюминий, а не «железо», как следует из названия. Это универсальный профиль балки для множества различных работ. Как и C-образный канал, он не очень хорош для длинных пролётов без опоры, но он отлично подходит для таких вещей, как поперечины и рельсы, потому что его легко прикрутить болтами и легко соединить (сварить или и то, и другое) с другими элементами.Также легко защитить от непогоды. Возможно, наиболее важно то, что Angle часто сочетается с другими материалами для конкретной работы — например, с этим. Уголок бывает десятков размеров и конфигураций (ножки одинаковой длины или ножки разной длины).
Недостатки : При использовании угла для вспомогательных балок он отлично справляется со многими задачами. Это не самая сильная секция в любом направлении, поэтому используйте ее для подтяжек и там, где вам нужно прикрепить какие-либо предметы.
Приложения: Слишком много вариантов для перечисления.Угол так или иначе присутствует в большинстве наших планов изготовления металла. Это одна из самых универсальных форм балок.
Балка двутавровая
. . . является типичным профилем пучка. Конструкция очень прочная в вертикальном направлении, но при этом имеет равномерный и равномерный отклик на другие силы. Он имеет наилучшее соотношение прочности и веса (по вертикали), что делает его отличным профилем балки для самостоятельного изготовления — для кранов и для основных балок больших и / или длинных прицепов. Кроме того, это открытая секция, поэтому ее довольно легко защитить.
Недостатки : Классические формы двутавровых балок имеют угловые фланцы, которые вызывают некоторые проблемы при установке болтов. (Не в случае с неклассическими балочными профилями.) Кроме того, не так много размеров (по сравнению с прямоугольной трубой). Тем не менее, существуют варианты классической двутавровой балки — например, W-образные и H-образные профили, показанные ниже. Существуют и другие, особенно если вы посмотрите на профили для алюминия и других материалов. Наконец, двутавровые балки не очень хорошо справляются с крутящим моментом.
Применения: Как и вышеупомянутые преимущества, двутавровые балки подходят для более длинных балок с более высокой нагрузкой.Такие вещи, как верхние балки крана, и такие вещи, как длинные прицепы с проблемами жесткости и / или прочности. H-образные балки часто используются для вертикальных колонн.
Сплошные профили
. . . представлены выше плоской ложей, но эта категория охватывает все варианты высоты и толщины. Сплошные секции включают такие вещи, как листовой металл и толстые квадратные прутки, поэтому их сложно разделить на категории. Сплошные балки легко прикручиваются болтами, и их легко использовать для коротких соединительных деталей, таких как косынки.Плоские и перпендикулярные стороны также упрощают сверление (по крайней мере, в одном направлении). Этот профиль балки очень универсален, особенно когда мы добавляем все готовые и изогнутые формы балок.
Недостатки : Эти материалы обычно довольно прочные в одном направлении, но (в зависимости от толщины) хрупкие в другом. Они плохо переносят длинные пролеты без опоры.
Применения: Часто используется в качестве косынок и соединителей, а также для усиливающих элементов внахлест.Также для прокладок или стопок толщины. Плоские цельные секции часто изгибаются, чтобы обеспечить дополнительную функцию или места для крепления болтами. Вот пример того, как сгибать металл достаточно точно.
Сборные балки
Существует бесконечное количество различных способов изготовления балки. Небо действительно предел. Хотя во многих проектах DIY, таких как прицепы, используются балки стандартной формы, иногда сборные балки удовлетворяют особые потребности. В основном сборные балки изготавливаются из стандартных форм, но когда они собраны, они сами по себе.Иногда мы изготавливаем балки для решения проблем с пространством или для особых проблем с прочностью или жесткостью. Однако самая большая потребность — добиться прочности и жесткости при меньшем общем весе. Вот пример.
Недостатки : Большая потеря при изготовлении балок — это время и усилия на их установку и изготовление. Часто они требуют много резки, сварки и измерения. Иногда специальные приспособления или приспособления. Однако, если они заставят вас задуматься, то объем работы станет меньшей проблемой.
Заявлений: По разным причинам. Небо это предел.
Примечание. Готовые профили балок — это именно то, что вы получаете, добавляя материал для усиления рамы прицепа. Или при сварке дополнительных секций для удлинения рамы.
Выбор наилучшей формы профиля балки
Балки бывают разных типов, потому что они нужны нам по многим причинам. В таблице выше мы упомянули несколько характеристик, которые являются общими для определенных форм балок в контексте проектов DIY, и особенно прицепов.Другими словами, разные области проекта нуждаются в разных вещах, поэтому мы выбираем профиль балки для этих нужд.
Подумайте, зачем здесь каждый луч. Есть ли изгибающие нагрузки? Или скручивающие нагрузки? Или нагрузки параллельно оси? А как насчет простоты сборки с помощью сварки или болтов, или и того, и другого? Имеет значение финиш или не имеет значения? Есть ли детали, требующие изогнутой формы? (Не многие из вышеперечисленных форм хорошо формируются даже в прессе.)
Вышесказанное обычно относится к большинству проектов DIY, в которых для обеспечения целостности конструкции используется сталь или алюминий.Конечно, к этому подходят краны, прессы и другие инструменты. Далее следует применить вышеуказанную информацию к определенным областям рамы прицепа.
Сообщите нам, поможет ли эта информация при планировании следующего проекта DIY.
Как согнуть дерево в домашних условиях с помощью пара с помощью простого парового контейнера
Как гнуть древесину паром в домашних условиях
Самый эффективный способ гнуть дерево — с помощью пара.
При сгибании древесины паром брус обрабатывается паром в течение определенного периода времени, позволяя пару проникнуть в древесину.Это приведет к тому, что тепло разрыхлит волокна между зернами. Это делает древесину податливой, что позволяет мастеру по дереву формировать древесину с помощью приспособления.
Процесс гибки дерева с помощью пара отнюдь не новость в мире деревообработки, и все, что вам нужно, чтобы опробовать его дома, — это простой паровой бокс, сделанный своими руками.
Два основных компонента, из которых состоит система парового ящика, — это корпус / ящик, в который вы поместите кусок дерева, который необходимо согнуть, и парогенератор.
В этом уроке я покажу вам, как согнуть дерево, собрав эти компоненты вместе, чтобы сделать простой паровой ящик своими руками.
Что понадобится для изготовления пароварки, чтобы гнуть дерево в домашних условиях:
- Парогенератор — стальной барабан, используемый для кипячения воды.
Корпус — я использовал отрезок трубы из ПВХ, поэтому мне не нужно было строить деревянный ящик.
Труба / ограждение должны быть достаточно длинными и широкими, чтобы вмещать древесину, которую вы собираетесь сгибать.
Но что еще более важно, он также должен уметь справляться с тепловыделением от контакта с паром. - Две заглушки для закрытия концов трубы.
В зависимости от того, какую трубу вы используете, почти наверняка можно будет купить заглушку для заглушки на концах трубы.
Если вы решили построить ящик из дерева, вы можете просто закрыть один конец и добавить навесную дверь к другому для доступа внутрь ящика. - Пустой стальной барабан с закрывающейся крышкой для кипятка.(Альтернативой кипячению воды в стальном барабане было бы использование отпаривателя для обоев для выработки пара, необходимого для гнутья древесины).
- Фланцевый фитинг для крепления трубы к парогенератору.
Гибкая труба длиной 32-50 мм (1-2 дюйма) , способная отводить тепло от пара.
Силиконовая или резиновая трубка даст наилучшие результаты.
Труба будет использоваться для передачи пара от генератора к коробке. - Два фланцевых фитинга для труб (того же диаметра, что и труба, используемая для транспортировки пара от генератора в кожух) — они будут использоваться для прикрепления одного конца трубы к торцевой крышке из ПВХ, а другой — к крышка стального барабана.
- Источник тепла для нагрева воды в стальном барабане до точки кипения. (Я использую огонь, но подойдет электрическая плита или газовая горелка)
В качестве альтернативы можно использовать отпариватель / средство для удаления обоев. Однако в этом случае стальной барабан устаревает.
Препарат
Перед сборкой паровой камеры необходимо изменить одну из торцевых крышек из ПВХ, а также крышку барабана, чтобы можно было прикрепить к ней трубу.
Это делается путем просверливания отверстия в колпачке и крышке, которое более или менее того же диаметра, что и труба, которая будет использоваться между парогенератором и паровой камерой.
После этого прикрепите трубный фитинг с фланцем к каждому из двух.
Затем трубу можно прикрепить к фитингу с помощью шланговых хомутов.
Дальнейшая подготовка включает добавление стальных стержней или деревянных дюбелей через поперечное сечение трубы из ПВХ (ограждение паровой камеры). Это сделано для того, чтобы служить решеткой, на которую во время обработки паром будут помещаться куски дерева, чтобы пар достигал всей поверхности доски.
ВАЖНО : Система не должна быть герметичной (герметичной) . Сделайте отверстие на нижней стороне трубы из ПВХ, чтобы сбросить давление и слить скопившуюся воду.
Пар может создавать большое давление, и, если он не выпускается, труба или любой из других компонентов может и, вероятно, лопнет или взорвется.
Использование паровой камеры
Залейте воду в стальное ведро (парогенератор).
Около 5 литров (1,3 галлона) воды будет более чем достаточно для выработки пара в течение часа или более.
Вам нужно использовать меньше воды, чтобы вода могла быстрее закипеть.
Примените источник тепла, достаточно сильный, чтобы довести воду до кипения. Если вы решите не использовать отпариватель для обоев, подойдет огонь, плита или газовая горелка.
Закройте ведро крышкой с прикрепленной к нему трубкой и другим концом (с торцевой крышкой) на трубе из ПВХ. Оставьте другой конец паровой камеры открытым, чтобы вы могли отслеживать, когда ваша система производит пар.
Как только вы заметите, что пар возбуждает другой конец парового короба / трубы, вы можете положить древесину поверх дюбелей внутри трубы и закрыть трубу оставшейся торцевой заглушкой.(Надевайте перчатки, чтобы не обжечься при проникновении в паровую камеру)
Как долго варить древесину
Общее правило пропаривания древесины — час на дюйм, хотя у разных пород будет разное время пропаривания, в то время как некоторые породы дерева вообще нельзя гнуть.
В случае очень плотной древесины пар трудно проникает в древесину.
Предварительное замачивание сгибаемой древесины на 6–24 часа также может сократить время обработки паром и повысить эффективность сгибания.
Гибка дерева с помощью приспособления
После того, как древесина была подвергнута воздействию пара в паровой камере в течение достаточного времени, ее необходимо перенести в зажимное приспособление, в котором ее можно согнуть и закрепить в желаемом профиле.
В процессе гибки древесина на внешней стороне гибки будет растягиваться, что может привести к ее расколу.
Идеальное приспособление должно ограничивать возможность этого, поддерживая всю длину изгиба изнутри и снаружи.
Вырезание наружной и внутренней части (положительного и отрицательного) желаемого изгиба с последующим размещением пропаренной доски между ними ограничит возможность раскола.
В качестве альтернативы, при использовании одного шаблона для сгибания доски, стальную ленту можно прикрепить к поверхности с внешней стороны сгиба. Это ограничит растяжение внешней поверхности и, таким образом, ограничит возможность растрескивания во время процесса гибки.
После того, как древесина будет зажата на зажимном приспособлении, ее можно дать полностью остыть.
На время восстановления, необходимое для надлежащего охлаждения древесины, влияют разные факторы. Поэтому я бы посоветовал оставить гнутую древесину в зажимном приспособлении как минимум на 12 часов.
Что нужно помнить при паровой гибке древесины
- Не всю древесину можно гнуть.
- Следует ожидать небольшого возврата к пружине.
- Закрепите изгиб по всей длине изнутри и снаружи.
- Используйте древесину там, где волокна проходят по длине древесины. Выступающие по краям зерна создают слабые места, которые могут сломаться при изгибе.
- Не используйте доски с узлами.
- Очень важно добавить в паровую камеру отверстие для сброса давления.
- Используйте соответствующее защитное снаряжение для работы с горячими поверхностями и работы с паром.
Обруч
Если вы провели много времени в Интернете, изучая экологически чистые сельскохозяйственные и / или садовые товары, то вы, вероятно, отважились на множество вариантов использования изогнутых металлических трубок.Они их называют обручами.
Обручи превращаются в самые разные забавные вещи, такие как покрытия рядов, высокие туннели, приюты для скота и тому подобное. Вы можете найти несколько коммерческих пялец, но с пяльцами довольно просто. Чтобы быть таким простым, в Интернете должно быть множество инструкций, показывающих, как его сделать, верно? Неа.
Итак, сделайте себе обруч.
Шаг 1: Математика.
Определите, какого размера пяльцы вам нужны.В моем случае я хотел обруч диаметром 8 дюймов. Вы можете предположить, что можете построить станок для гибки пялец с радиусом в 4 фута, и что в результате получатся пяльцы диаметром 8 футов. Но ты ошибаешься. Откуда мне знать? Ну уж поверьте мне, не получится. Однако из него получится модный обруч диаметром 10 футов.
Итак, если радиус 48 футов = 10 футов (48/10 = 4,8)
Чтобы получить обруч правильного размера для 8-дюймового обруча, возьмите 8 * 4,8 = 38,4
38,5 ″ кажется вполне подходящим билетом для 8-дюймового обруча.
Теперь, убрав всю математику, возьмите хороший лист чего-нибудь. Может OSB, дешево и прочно. Да, и пока вы это делаете, соберите несколько обрезков 2-дюймовой древесины. Я использовал кучу обрезков 2х6.
Нарисуйте дугу установленного диаметра (38,5 ″ в нашем случае) на половине листа OSB и начните раскладывать свои обрезки 2 ″ пиломатериалов, чтобы скрыть указанную дугу.
Нарисуйте еще одну дугу подходящего размера поверх бруса толщиной 2 дюйма и начните отрезать лишнее.
Поместите все маленькие 2-дюймовые части обратно на OSB в правильном порядке и приступайте к их приклеиванию и привинчиванию. Мое рабочее предположение состоит в том, что клей и винты должны быть достаточно прочными, чтобы изгибать верхнюю направляющую звена цепи диаметром 1,375 дюйма. Он отлично справляется с гибкой трубопровода ЕМТ диаметром 3/4 дюйма.
Последняя задача — иметь что-то на одном конце, чтобы удерживать трубку, когда она изогнута. Я решил вырезать небольшую прорезь на конце и продеть через нее большой хомут для шланга. Достаточно хорошо, позже я сложу его вдвое, если будет похоже, что верхней направляющей может понадобиться больше, чтобы удерживать ее.
Закрепите новый пялец на рабочей поверхности по вашему выбору (зажимы или винты подойдут для этого) и приступайте к изгибу.
Теги: Сделай сам, Оборудование, Сад, How-ToКак сделать серию акустической гитары — Часть девятая — Методы бокового изгиба
Я получаю комиссионные за покупки, сделанные по ссылкам в этом посте.
Это как сделать акустическую гитару Часть восьмая — Оборудование для бокового изгиба. В этом посте я познакомлю вас со всеми различными способами гнуть дерево и дам много практических советов, которые помогут вам гнуть дерево более уверенно.Наслаждаться.
Сгибание боковин акустической гитары
Сгибание боковых сторон гитары иногда является одной из самых нервных частей всей конструкции акустической гитары.
Резка дерева, шлифовка дерева и другие распространенные методы не так страшны, как сгибание куска дерева.
На самом деле гнуть дерево ничем не отличается от любой другой части изготовления акустической гитары.
Это просто еще один процесс, и, к счастью, процесс, которому можно довольно легко научиться, если потратить время и потренироваться.
Как и все, новый процесс вначале может напугать. Есть много неизвестного и вещей, над которыми нужно работать, чтобы добиться успеха. Однако практика избавит от всех этих страхов, и, прежде чем вы это поймете, вы будете гнуть бок, как чемпион.
Если вы пропустили на прошлой неделе, ознакомьтесь с «Как сделать акустическую гитару — Часть восьмая»
Обзор инструментов для гибки
Существует множество различных способов сгибания дерева. Вначале не беспокойтесь о том, какой метод изгиба вы выберете.Некоторые из них немного проще, чем другие, но вначале лучше выбрать тот, который вам удобен, и приступить к работе.
Если вы знаете, что у вас не очень хорошо получается работать, и сгибание кажется вам гораздо более пугающим, чем другим людям, вы можете выбрать форму сгибания. Если вы любите работать руками и хотите немного сэкономить, то попробуйте трубогиб.
Этот тип гибочного станка — один из самых простых, но он также требует большой практики, чтобы работать хорошо.Что касается формовочных станков, есть и другие варианты, так что, в конце концов, существует множество различных способов сгибания дерева, и обязательно найдется тот, который вам подойдет.
См. Также: 50 вещей, которые я хотел бы знать, когда начал делать гитары
The Hot Pipe Side Bender
Самый распространенный способ сгибания боковин акустической гитары с помощью горячего трубогиба. Это очень простой инструмент, и вы можете сделать его с помощью пары предметов, которые, вероятно, уже лежат в вашем магазине.
Это часть привлекательности этого стиля гибки дерева, потому что заводить оборудование и работать с ним дорого.Буквально все, что вам нужно, — это короткий отрезок толстостенной трубы, способ удерживать ее и горелка для ее нагрева.
Оттуда горячая труба используется для превращения воды внутри ваших тонких кусков дерева в пар, что позволяет волокнам расслабляться и скользить друг мимо друга. Так происходит изгибание, и все это благодаря теплу, воде и пару.
Вы можете сделать трубогиб по очень низкой цене, и он будет запущен в вашем магазине всего за пару часов. Самое замечательное в трубе то, что на ее поверхности можно изгибать практически любой тип.
Обратной стороной трубы является то, что она будет делать именно то, что вы ей говорите, а это означает, что кривая обучения немного выше, чем при использовании некоторых других методов гибки. Это нормально, потому что, освоив трубку, вы сможете делать любые грани, которые вам понадобятся.
Для формовочного станка вам понадобится новый боковой профиль или, по сути, другой станок для каждого типа гитары, которую вы делаете. Это может очень быстро стать очень дорогим. Это немного проще, но это определенно требует затрат.
См. Также: 10 важных вопросов, которые следует задать себе перед изготовлением акустической гитары
Электрический бокогиб
Ступенькой от горячего трубогиба является электрический боковой трубогиб. Это все еще труба, но внутри есть нагревательный элемент и ручка температуры, которая контролирует температуру. Трубка нагревается так же, как и другая, но на жаре она немного стабильнее.
С устройством для гибки резака вам нужно немного больше контролировать горячие точки и места, где накапливается тепло.С электронагревателем тепло намного более равномерно, и это означает, что легче контролировать ваше оборудование.
В Интернете есть несколько мест, где продаются эти виды трубогибов, и вы также можете найти их по разным ценам. Вы также можете сделать свой собственный, заказав картриджный нагреватель на Amazon, и это интересный проект.
См. Также: 13 полезных советов по созданию бриджа для акустической гитары
Формоогиб или изгибающая форма
Наконец, формоугольник — это метод нагрева, при котором используется форма, соответствующая боковому профилю вашей гитары.По сути, он либо использует тепло внутри, либо греющие одеяла, чтобы позволить дереву изгибаться и принимать форму профиля на форме.
Это, безусловно, самый простой метод гибки набора сторон. По сути, все, что вам нужно сделать, это правильно все расположить, а затем медленно провернуть зажимы на форме, чтобы удерживать кусок дерева на месте.
Когда кусок дерева полностью прижат к форме, выключите огонь и дайте дереву остыть в течение нескольких часов. После того, как форма снимется, возможно, потребуется немного подправить горячую трубку, но это будет минимально.
Преимущество гибочной формы в том, что это самый простой способ согнуть несколько сторон. Его можно забрать быстрее всего, и результаты хорошие. Обратной стороной является то, что вам придется подождать несколько часов, чтобы использовать детали, и вам все равно, возможно, придется поработать с трубой.
См. Также: 10 полезных советов о том, как стать более продуктивным гитарным мастером
Покупка бокового бигуди для гитары
Как только вы поймете, чего хотите, покупка боковой части гитары — самый быстрый способ найти ее в вашем магазине.Если у вас есть деньги, и вы не хотите тратить время на изготовление бендера самостоятельно, просто сделайте покупки и купите его.
Когда вы покупаете трубогиб, убедитесь, что вы ищете трубогиб, которому вы можете доверять и который имеет хорошие отзывы. Это один из тех инструментов, которые у вас будут в течение очень долгого времени, поэтому обязательно инвестируйте хорошо, если вы решите купить.
Из-за того, что вы используете этот инструмент много времени, не бойтесь потратить немного больше денег.Дополнительные 50 долларов сегодня могут показаться большой суммой, но через 20 лет это будет очень мало.
См. Также: 9 простых способов узнать, когда сделать перерыв в гитаре Build
Как сделать боковую трубку
Альтернативой покупке метода гибки дерева является ее изготовление. В Интернете есть сотни отличных планов по созданию различных стилей боковых загибов, и вы обязательно найдете что-то, что подходит вашему стилю.
Найдите хороший набор планов, которые вы можете с уверенностью выполнить.При этом убедитесь, что ваш строитель тщательно продуман, электропроводка дважды проверена кем-то, кто знает, что он делает, и что вы все сделали очень хорошо.
Из всех типов гибочных станков, которые вы можете изготавливать, самым быстрым и легким, безусловно, является горячая труба. Вы можете пойти в магазин товаров для дома и получить буквально все необходимое по очень низкой цене и выйти из дома, разбив его по частям.
Пару часов спустя и немного поработав, у вас будет полностью функционирующий бокогиб, которым вы можете сразу же начать пользоваться.Это определенно быстрая сборка и очень простой способ начать сгибать боковые стороны акустической гитары.
См. Также: Самое важное, о чем мне хотелось бы, чтобы кто-то сказал мне о создании акустической гитары
Научитесь гнуть дерево
Когда у вас есть бендер, самое время научиться гнуть. Первое, что вам нужно сделать, это знать, что это не так сложно, как кажется. Второе, что вам нужно знать, — это практика.
Из всех видов деятельности, связанных с изготовлением акустической гитары, большинство людей застревает в изгибе сторон.Это имеет смысл, потому что процесс работы другой. Однако это буквально похоже на любую другую часть изготовления гитары.
Лучший способ пройти через этот процесс — научиться. Это сильно отличается от резки или транспортировки древесины, которые вы делали раньше в других проектах. Если вы раньше не гнули дрова, ваш набор навыков равен нулю.
Зная это, вам необходимо разработать метод тренировки, который поможет вам развить навыки и мышечную память, необходимые для успешного сгибания бока.Это легко сделать, и все, что вам нужно сделать, — это выделить время.
См. Также: Самое важное, что мне хотелось бы, чтобы кто-то сказал мне о создании акустической гитары
Практика без последствий
Я большой поклонник практики. Я был бы еще большим поклонником практики, свободной от последствий. Как вы практикуете без последствий? Вы тренируетесь ради самой практики, а не с живыми проектами.
Сгибание сторон акустической гитары не является практикой.Даже если вы случайно испортили боковые стороны и вам пришлось заставлять другой набор для сгибания, это все равно не практика. Когда вы делаете все правильно, практика — это деятельность без последствий.
Способ, которым вы освобождаете свою практику от последствий, состоит в том, что вы не используете какие-либо пьесы, предназначенные для использования на реальном инструменте. Все части, которые вы сгибаете, являются тренировочными и не имеют никакой другой ценности.
Отсутствие ценности освобождает ваш разум от беспокойства о поломке набора сторон, замена которого может стоить вам еще 50 долларов.Эти стороны просто предназначены для практики, поэтому, хотя вы надеетесь, что вы их успешно согнете, если вы их сломаете, это еще не конец света.
Это практика ради практики. Изгибайте горячую трубу, чтобы изучить свойства древесины, сам гибочный инструмент и метод. Стороны не имеют никакого значения для реального проекта, они просто существуют для обучения.
См. Также: 1001 Советы по изготовлению акустической гитары для начинающих
Подготовка тренировочных сторон к изгибу
Теперь, когда вы знаете, как практиковаться без каких-либо серьезных последствий, пришло время создать пьесы, которые вы будете использовать во время практики.Я рекомендую купить достаточно большой кусок пиломатериала, из которого можно сделать несколько сторон.
Выберите такую породу дерева, как красное дерево, оно не очень дорогое, и его довольно легко согнуть даже новичку. Купите в магазине деревообработки чистую и без дефектов деталь и ищите сделку, потому что это будет тренировочная доска.
Когда вы принесете доску в магазин, нарежьте ее на тонкие кусочки, а затем с помощью строгального станка доведите до такой же толщины, как у вашей гитары.Если у вас нет этого оборудования, заплатите несколько долларов, чтобы лесной магазин проделал этот процесс за вас.
Из древесины стандартной толщины 4/4 у вас должно получиться три тонких куска, которые можно использовать в качестве тренировочных сторон. Я рекомендую найти способ вернуться домой с достаточным количеством дров на шесть человек, чтобы у вас было с чем поработать и, надеюсь, достаточно, чтобы пройти этап практики.
Обычно вы не стали бы разрезать боковые стороны на части, кратные трем, потому что вам нужно по две на каждую гитару. В этом прелесть практики, на самом деле не имеет значения, сколько штук нужно для изготовления гитары, потому что эти куски дерева не будут использоваться на гитаре.
См. Также: Как тренировочные перерывы могут помочь вам сделать гитары лучше
Использование гибкого ремня
Один из способов помочь себе в начале и даже на протяжении всей вашей карьеры в области гибки — это использовать гибкий ремень. Это мое должно быть что угодно, вы можете купить его в магазине, если действительно хотите.
Гибкая лента — это просто кусок плоского гибкого металла с парой деревянных ручек на концах. Дело в том, чтобы обернуть древесину на противоположной стороне трубы, что помогает поддерживать волокна, а также удерживает тепло и пар.
Это немного упрощает сгибание дерева, особенно для начинающих. Часто верхняя часть дерева высыхает слишком быстро, потому что сгибание происходит немного медленно. Изгибающийся ремешок поможет удержать влагу немного дольше и поможет вам успешно укладывать постель.
См. Также: Секрет получения максимальной отдачи от форума по изготовлению гитар
Вода и пар при гибке
Гибка дерева в большей степени зависит от воды и пара, чем от тепла.Тепло — это просто то, что превращает воду в пар, а пар действительно помогает волокнам расслабиться и скользить друг мимо друга, когда кусок дерева изгибается.
При этом вам действительно нужно только достаточно нагреть ваш трубогиб, чтобы очень эффективно превратить воду в пар. Все, что намного горячее, вызывает проблемы с сжиганием дров, а все, что ниже, приведет к тому, что процесс нагрева займет слишком много времени.
Вначале вам придется поэкспериментировать с оптимальной температурой для вашего стиля гибки.Тем не менее, электрические трубогибы, приобретенные в магазине, обычно имеют оптимальную настройку для большинства случаев.
Вначале обязательно обратите внимание на то, что вы производите пар и что вы не нагреваете поверхность так сильно, чтобы сжигать дрова. Пар — это хорошо, но слишком много тепла может вызвать проблемы с процессом.
Наконец, не забывайте, что древесина должна быть влажной. Вы не можете создать пар без воды, поэтому, когда кусок дерева высыхает, процесс гибки замедляется.Здесь могут возникнуть трещины и поломки, поэтому всегда следите за количеством воды на изделии.
См. Также: Советы по сборке гитары для начинающих
Как найти лучшую скорость гибки дерева
Необходимо соблюдать баланс между быстрым сгибанием дерева, которое может вызвать растрескивание, и медленным сгибанием дерева, которое может вызвать горение. Со временем и практикой вы почувствуете реакцию дерева на тепло, и вы точно будете знать, что делать.
Вначале лучшее, что вы можете сделать, — это проверить пределы процесса во время практических занятий.Это означает, что вы намеренно толкаете древесину немного быстрее, чем вы думаете, чтобы найти предел скорости и температуры.
Кроме того, попробуйте двигаться немного медленнее, чем вы думаете, чтобы увидеть, как влияние большего нагрева может повлиять на процесс гибки. В результате этого эксперимента вы можете обнаружить, что на самом деле правильной скоростью является другая скорость.
По сути, происходит то, что тепло превращает воду в древесине в пар, который перегревает древесные волокна и позволяет дереву изгибаться.Как только эта температура будет достигнута, древесина довольно легко и быстро согнется.
Во время практики вам нужно найти оптимальное время для нагрева древесины и наилучший способ ее сгибания. Вы начнете понимать это очень быстро, когда будете практиковаться, и, прежде чем вы это поймете, вы будете гнуть дерево почти как большой лист бумаги.
Однако это произойдет, только если вы проверите эти пределы. Если вы постоянно делаете одно и то же и не тренируете процесс, вы никогда не узнаете, как согнуть каждую деталь наилучшим образом.Убедитесь, что вы экспериментируете как практика. Это важно.
См. Также: 9 фантастических причин для того, чтобы вставить свой собственный гриф
Как удалить ожоги после сгибания
Вначале вы можете очень рассчитывать на то, что сожжете некоторые из ваших частей. Это совершенно нормально, потому что вы склонны гнуть дерево медленно, а не быстро. В большинстве случаев лучше двигаться медленнее. С гнутьем дерева иногда нет.
В случае сгибания гитарных участков на самом деле лучше двигаться настолько быстро, насколько позволяет дерево.Это гарантирует, что вы сделаете изгибы на месте перед любым ожогом древесины, о чем вам придется заняться позже.
Не волнуйтесь, если вы немного обожгете дрова. Большинство ожогов являются поверхностными, и они не проходят так далеко через кусок дерева. В большинстве случаев вы можете использовать скребок для шкафа или шлифовальный блок, чтобы удалить сгоревшие участки.
В случае, если вы действительно прожигаете кусок дерева и в конечном итоге шлифуете большую часть пути, не удаляя ожог, то, к сожалению, вам придется согнуть еще один комплект сторон.
В конце концов, это еще не конец света. Вы получите немного больше практики в процессе и сможете начать заново, зная больше, чем в прошлый раз. Работайте немного быстрее, чтобы избежать ожогов, и следите за температурой трубки.
Температура должна быть достаточно высокой только для того, чтобы вода попала в трубу. Все, что выше, совершенно не нужно, и только затрудняет достаточно быстрое сгибание дерева, прежде чем оно загорится.
См. Также: Сгибание боковин акустической гитары
Охлаждение боковых сторон в форме
Если вы сгибаете стороны вручную, один из самых простых способов охладить их и помочь сохранить форму — просто поместить их во внешнюю форму. . Форма сохранит форму и обеспечит хорошее место для охлаждения сторон.
Когда древесина горячая, она еще очень гибкая. Кусок дерева будет естественным образом возвращаться к своей первоначальной форме, то есть к плоской.Это явно не годится по многим причинам, поэтому вам нужен способ охладить стороны и сохранить созданный вами лист.
Форма идеально подходит для этого. Форма формы не только соответствует желаемой форме, но еще и очень жесткая. В нем есть места, где вы можете установить зажимы, и пара из них — это все, что вам нужно, чтобы удерживать сторону на месте.
Сделайте это для обеих сторон гитары и не беспокойтесь о небольшом перекрытии черных участков головы и хвоста.Эти маленькие кусочки, которые накладываются друг на друга, снова станут плоскими, как только вы извлечете их немного позже, и они не вызовут проблем.
См. Также: Приспособление для прорезания на грифе моей гитары
Безопасность бокового загиба
Наконец, когда мы имеем дело с машиной, которая может выделять достаточно тепла для испарения воды и создания пара, необходимого для сгибания дерева, мы должны поговорить о безопасности. Если справиться с такой температурой, небольшая ошибка может очень легко изменить жизнь.
Первый и самый очевидный момент — внимательно следить за пальцами вокруг загиба. Рекомендуется надеть кожаные перчатки, которые помогут противостоять теплу, если вы случайно ненадолго коснетесь горячего металла.
Любая машина, способная гнуть дерево, также способна сжечь ваш дом дотла. Никогда не оставляйте горячий утюг без присмотра, выключите его и полностью охладите перед тем, как покинуть магазин.
Природа большинства магазинов такова, что практически повсюду плавают опилки и другой горючий мусор.Это верный путь к катастрофе, особенно если он соприкасается с магом, пока вы находитесь в другой комнате.
Примите все возможные меры предосторожности и соблюдайте особую осторожность, чтобы защитить свое тело и свое имущество от повреждений. Всегда будьте в безопасности и обращайтесь со своим бокогибом с уважением, которого он заслуживает.
См. Также: Утюг для гибки боковых стенок
Ваше задание на действие
Теперь, когда вы знаете так много разных способов изгиба боковин акустической гитары, вам действительно нужно отправиться в магазин и попробовать.Нет причин не начать и практиковать чудесное искусство гнутья дерева.
Первое, что вам следует сделать, это выбрать метод гибки. Если вы хотите начать работу как можно быстрее, закажите что-нибудь в Интернете, и оно будет доставлено к вам домой готовым к использованию. Для тех из вас, кто не возражает против небольшого проекта, подумайте о создании собственного инструмента.
Следующее, что вам нужно сделать, это измельчить себе несколько тестовых записок, которые можно использовать для практики, и начать практиковаться. Сделайте их такими же, как и ваши стороны для гитары, так они будут наиболее реалистичными.
Вы даже можете начать с кусочков такой же длины и такой же длины, но только немного короче, чем реальная сторона гитары, может быть, на 2-3 дюйма. Вначале их будет немного легче сгибать, и вы сможете освоиться, прежде чем переходить к полноразмерным деталям.
Гнуть дерево намного проще, чем вы думаете, и я обещаю, что как только вы попробуете, вы почувствуете то же самое.
Если вам нужна помощь, задайте вопрос на форуме вопросов и ответов, и я буду рад помочь.Счастливое здание.
Следующее сообщение: Как сделать акустическую гитару Part Ten
Автор сообщения —
- Более 20 лет опыта работы с деревом
- 7 книг по деревообработке доступны на Amazon
- О деревообработке опубликовано более 1 миллиона слов
- Степень бакалавра гуманитарных наук от Университета штата Аризона
Я получаю комиссионные за покупки, сделанные по ссылкам в этом сообщении. Присоединяйтесь к моей группе на Facebook
Домашний соленый карамельный соус — The Flavor Bender
Восхитительный домашний солено-карамельный соус, идеально подходит для поливать сверху все .А если вы чувствуете себя особенно щедрым, этот соус отлично подойдет и для подарков!
Лучший соленый карамельный соус с глубоким, сложным карамельным вкусом и легким привкусом соли.
Я уже давно готовлю этот соленый карамельный соус, и сейчас это похоже на проклятие. Каждый раз, когда я это делаю, он уходит в рекордные сроки, и была причина сделать это снова. Умеренность — это все … Я понимаю, но, черт возьми, этот карамельный соус слишком хорош. 🙂
Это лучший рецепт соленого карамельного соуса! Вот почему,
- В этом рецепте в качестве основы используется карамелизированный белый сахар (не коричневый сахар). Так что это настоящий карамельный соус. Коричневый сахар используется для приготовления соуса для ириски.
- Сложный, глубокий карамельный вкус . Это достигается путем варки сахара до очень темного янтарного цвета.
- Сладкий, но не болезненно сладкий. Опять же, это достигается путем варки сахара до действительно темно-янтарного цвета. Эта почти подгоревшая карамель является основой этого соуса, который фактически уменьшает сладость, но при этом усиливает карамельный вкус. Кроме того, добавление соли дает идеальный баланс сладости и легкой горечи.
- Богатый и декадентский. Идеально для украшения праздничных десертов! От сырников, мелочей и пирожных до глазури и выпечки. Этот соленый карамельный соус станет идеальной начинкой.
- Очень универсален. Этот соус также придаст аромат вашим любимым напиткам и другим рецептам карамели. Карамельный латте? Проверять! Горячий шоколад с соленой карамелью? Проверять! Карамельный яблочный сидр? Проверять! Соленое карамельное фраппучино? Проверять! Варианты бесконечны.
- Столько вариаций. Знаете ли вы, что карамельный соус можно приправить? Подумайте о кофе, шоколаде, фруктовом соке и т. Д.!
Карамельный соус против ирисского соуса
Меня это раздражает. Я видел так много рецептов в Интернете и по телевизору, которые претендуют на то, чтобы быть легким карамельным соусом, хотя на самом деле это всего лишь иричный соус.
Для некоторых может не быть разницы между ними, но ради точности они очень разные. И по вкусу, и по тому, как они сделаны.
Карамельный соус
Карамельный соус сделан из белого сахара + масла + сливок + и ванили (по желанию, но рекомендуется).
Для приготовления соуса сахар карамелизируется, отсюда и «карамельный» соус. Нет никакого способа обойти эту карамелизацию. Коричневый сахар не является карамелизованным белым сахаром и поэтому не работает в качестве его заменителя.
Хотя карамельный соус — простой рецепт, он может быть немного привередливым. Обязательно используйте большую кастрюлю, чтобы карамель не выкипела.В противном случае это может быть опасно. Советы, которые я дал в этом посте, облегчат вам процесс. Однако при приготовлении карамельного соуса нужно проявлять больше осторожности, чем при приготовлении ириски.
Мой ириский соус!Ириский соус
Соус Ириска приготовлен из коричневого сахара + сливочного масла + сливок + ванили (обязательно).
Коричневый сахар совсем не нужно карамелизировать, чтобы приготовить ириский соус. Коричневый сахар — это просто белый сахар + патока.Именно патока придает ирискам отчетливый солодовый вкус. Чем темнее коричневый сахар, тем отчетливее вкус ириски.
В соусе ириски можно добавить все ингредиенты и просто нагреть все, чтобы получился соус. Так что это проще, чем карамельный соус. Наверное, поэтому некоторые любят называть его «легкий карамельный соус».
Соус ириски можно использовать вместо карамельного соуса в крайнем случае. Это потому, что они оба имеют одинаковый уровень сладости.Тем не менее, они по-прежнему заметно отличаются по базовому вкусу.
В качестве примечания, вы можете получить рецепт моего соуса для ириски с коричневым маслом прямо здесь!
Как приготовить соленый карамельный соус
Карамелизовать сахар
Отмерьте и приготовьте ВСЕ ингредиенты ПЕРЕД приготовлением сахара.
Самый первый шаг — карамелизировать сахар. Вы можете сделать это одним из двух способов — приготовить сухую или влажную карамель.
Я обычно предпочитаю делать сухую карамель с меньшим количеством сахара. Из большего количества сахара я обычно делаю влажную карамель. Я сделал влажную карамель для этого рецепта, потому что имею дело с большим количеством сахара / карамели.
Положите сахар и воду в миску и убедитесь, что весь сахар смочен водой. Я предпочитаю не перемешивать, а просто осторожно перемещаю кастрюлю, чтобы вода распределилась.
СОВЕТ. Если вы беспокоитесь о кристаллизации сахара, замените примерно 3-4 столовые ложки сахара на такое же количество кукурузного сиропа.
Нагрейте на среднем или сильном огне, время от времени слегка покручивая сковороду, чтобы сахар полностью растворился. Когда сахарный сироп закипит, накройте кастрюлю крышкой. Держите закрытым около 2 минут. Конденсат собирается на дне крышки и стекает в кастрюлю, смывая кристаллы сахара на ее стенках.
Откройте крышку и дайте сахару приготовиться. Следите за этим, особенно когда сахар начинает желтеть.Покрутите сковороду, чтобы сахар приготовился равномерно.
Когда сахар начинает желтеть, цвет продолжает очень быстро темнеть до очень темного янтарного цвета. Так что убедитесь, что на этом этапе вы готовы с другими ингредиентами. Когда сахар станет нужного цвета, снимите с огня, чтобы добавить следующие ингредиенты.
На термометре для конфет эта температура должна быть около 360 ° — 370 ° F. Однако вам не нужен термометр для сахара или леденцов, вместо этого просто ориентируйтесь по цвету.
Если вы хотите узнать, как меняется цвет сахара, когда он карамелизируется, ознакомьтесь с этой статьей Bon Appetit.
Добавление других ингредиентов
Добавьте теплые густые сливки для взбивания в сахарную смесь темно-янтарного цвета, как только она станет того же цвета. В этот момент сахарная смесь начнет бурно пузыриться, поэтому будьте осторожны, чтобы не получить ожогов!
Затем добавьте сливочное масло и верните кастрюлю на плиту. Взбейте карамельный соус на среднем огне, чтобы масло растворилось.Продолжайте варить, взбивая карамельный соус, и доведите его до кипения на среднем огне. Варить соус 1-2 минуты, постоянно взбивая. Снимите с огня, чтобы предотвратить дальнейшее приготовление.
Карамельное бурление после добавления сливок Добавление масла в карамельДобавление ароматизатора
Добавьте примерно 1/2 чайной ложки соли и ванили, пока карамельный соус еще горячий. Перемешайте, чтобы раствориться. Мне нравится добавлять немного больше, но это зависит от личного вкуса.
Вы можете попробовать карамельный соус, чтобы решить, сколько соли добавить. Просто положите немного карамели на блюдце и дайте остыть в течение нескольких секунд. Попробуйте охлажденный карамельный соус и, если хотите, добавьте еще соли.
Остыть и хранить!
Дать соусу остыть или можно, пока соус еще горячий. Соленый карамельный соус лучше всего употреблять в теплом виде или при комнатной температуре. Если карамельный соус получается слишком густым при комнатной температуре, можно осторожно подогреть его в микроволновой печи.
Я люблю хранить их в стеклянных банках. Таким образом, соус можно легко разогреть в микроволновой печи, если мне когда-нибудь понадобится вкусный домашний соленый карамельный соус.
Советы по приготовлению безупречного рецепта
- Используйте большую кастрюлю, чтобы приготовить карамельный соус. Когда вы добавляете сливки в кипящую сахарную смесь, она МНОГО пузырится. Поэтому, чтобы карамельный соус не растекался, используйте большую кастрюлю.
- Новичкам следует использовать кукурузный сироп .Кукурузный сироп помогает предотвратить застревание сахара. Так что кукурузный сироп полезен, особенно если вы немного нервничаете из-за карамелизации сахара.
- Разогрейте жирные сливки (35% жирности). Добавление холодных сливок к очень горячему сахару вызовет схватывание сахара и образование беспорядка. Нагревание поможет крему плавно смешаться с карамелью.
- Используйте размягченное масло . Сливочное масло тоже должно быть очень мягким. Сливочное масло комнатной температуры тоже подойдет. Однако зимой масло комнатной температуры может быть прохладнее.Так что не забудьте дать маслу размягчиться в теплом месте.
- Несоленое масло предпочтительнее . Вы можете контролировать количество добавляемой соли, если используете несоленое масло. Однако вы можете использовать соленое масло в крайнем случае, если у вас нет несоленого масла.
- Не перемешивайте карамель в начале. . Когда сахар карамелизируется, прекратите перемешивать сахарную смесь. Размешивайте карамельный соус ТОЛЬКО после добавления сливок. Особенно, если вы не используете кукурузный сироп.Слишком сильное перемешивание сахарной смеси может привести к заеданию сахара.
- Вместо этого покрутите кастрюлю , чтобы сахар приготовился равномерно.
- Используйте соль хорошего качества . Избегайте поваренной и йодированной соли. Fleur de sel явно качественный, но дорогой. Вы также можете использовать хорошую морскую соль или даже кошерную соль. Соль Мальдон в хлопьях тоже хороша, но растворяется не так быстро.
- Если вы удваиваете рецепт, вам, возможно, придется готовить карамельный сахар немного дольше в конце.Сначала попробуйте одну партию и ознакомьтесь с желаемой консистенцией.
Легкие домашние рецепты соленого карамельного соуса
Вот несколько простых способов приготовления этого домашнего соленого карамельного соуса.
- Ароматизируйте свой кофе или горячий шоколад — карамельный латте, кто-нибудь?
- Приготовить молочный коктейль с соленой карамелью.
- Налейте сверху мороженое или используйте его для ароматизации мороженого.
- Полить сверху торта (карамельный торт!).
- Приготовить карамельную глазурь.
- Сбрызните пышки или английские кексы.
- Сбрызните вафли или блины.
- Подавать с нарезанными яблоками, чтобы получить легкий вариант карамельных яблок.
Варианты карамельного соуса
Вот как можно сделать классический соленый карамельный соус еще лучше!
Кофейно-карамельный соус — Добавьте примерно 1 ч.л. гранул растворимого кофе, ваниль и соль. Глубина кофейного вкуса выводит этот карамельный соус на совершенно новый уровень!
Шоколадно-карамельный соус — Добавьте примерно 1/4 стакана полусладкой шоколадной стружки + 1 столовую ложку сливок вместе с солью и ванилью, чтобы получить приятный оттенок шоколада.Для более яркого вкуса используйте более темный шоколад.
Ананасовый карамельный соус — Добавьте в соус около 1/4 стакана ананасового сока после масла. Готовьте карамель еще минуту или две (иначе карамель будет жидкой).
Коричный карамельный соус — Добавьте 1/2 чайной ложки корицы (больше, если вам действительно нравится аромат корицы) вместе с ванилью и солью.
Пряный карамельный соус — Добавьте 1 чайную ложку специи для тыквенного пирога.ИЛИ вы можете добавить смесь измельченного мускатного ореха, гвоздики и кардамона, чтобы придать этому соусу прекрасный пряный вкус.
Карамельный соус с чили — Добавьте около 1/4 чайной ложки кайенского перца, чтобы получился пикантный пряный вкус.
Обычный карамельный соус — Не используйте соль для обычного карамельного соуса.
Соус с обожженной карамелью — Сахар следует варить до температуры чуть выше 375 ° F. Это почти подгоревший сахар. Затем следуйте остальной части рецепта с сахарным сиропом.У вас получится сложный горьковато-карамельный соус.
Ищете другие рецепты? Подпишитесь на мою бесплатную рассылку рецептов, чтобы каждую неделю получать новые рецепты в свой почтовый ящик! Найдите меня, чтобы поделиться вдохновением на Pinterest и Instagram.
Соус соленый карамельный
Выход: около 2 чашек
Кухня: американская
Лучший соленый карамельный соус с глубоким, сложным карамельным вкусом и легким привкусом соли. Идеально для того, чтобы сбрызнуть все и подарить друзьям и семье! EASY — Простой рецепт для новичков, но будьте осторожны при работе с очень горячим сахаром.Рекомендуем использовать перчатки для защиты рук, если вы раньше не пробовали этот рецепт. Чашка, чайная ложка, столовая ложка на основе США. Преобразование общих единиц измеренияПодготовка: 15 минут
Время охлаждения: 1 час
Готовка: 20 минут
Общее время: 1 час 35 минут
Порций: 16 порций
Инструкции:
Отмерьте все ингредиенты и поместите их в отдельные миски.Убедитесь, что масло размягчилось. Обратите внимание, когда сахар в процессе приготовления начнет желтеть (см. Ниже), вам нужно будет быстро нагреть сливки в микроволновке на пару минут до тепла.
Налейте сахар, воду и кукурузный сироп (если используете) в большую кастрюлю. Вращайте, чтобы смочить весь сахар.
Варите сахар на среднем или сильном огне, пока вода не закипит и сахар не растворится. Не забудьте покрутить кастрюлю, чтобы сахар равномерно растворился.
Закройте кастрюлю крышкой и дайте сахарному сиропу вариться при закрытой крышке примерно 2 минуты. Это необходимо для того, чтобы кристаллы сахара, застрявшие на стенке сковороды, смылись обратно в сироп и растворились.
Снимите крышку и продолжайте варить сахар, пока он не станет светло-желтым. Время от времени покачивайте кастрюлю, чтобы сахар равномерно поджаривался и окрашивался.
Нагрейте густые сливки в микроволновой печи до тех пор, пока они не станут теплыми, как указано выше в шаге 1.
Когда сахар начинает окрашиваться, он продолжает очень быстро становиться более темным. Так что не оставляйте сахар на этом этапе без присмотра. Часто помешивайте кастрюлю, чтобы сахар варился и окрашивался равномерно без пятен от ожогов.
Как только сахар станет темно-янтарного цвета, снимите кастрюлю с огня и добавьте теплые сливки. Отойдите в сторону, медленно наливая сливки (не сливайте их сразу!), Потому что горячий карамельный соус будет сильно пузыриться.
Взбейте сливки и добавьте размягченное несоленое масло.
Верните кастрюлю на плиту (средний огонь) и продолжайте взбивать, чтобы масло растворилось и плавно смешалось с карамелью. При взбивании доведите соус до кипения.
Дайте соусу слегка покипеть в течение 1-2 минут, взбивая.
Снимите с огня. Добавьте ½ чайной ложки соли и ванили и перемешайте, чтобы все перемешалось и растворилось.Чтобы попробовать карамель, положите небольшое количество карамели на блюдце / небольшую миску и дайте ей остыть в течение нескольких секунд. Попробуйте и при необходимости добавьте еще соли. Перемешайте, чтобы раствориться.
Когда соус немного остынет, переложите его в стеклянные банки.
Дайте карамели остыть до слегка теплой температуры. Подавать еще теплым.
Советы и хитрости
Использование кукурузного сиропа — Добавьте около 260 г белого сахара (из 1 ½ стакана сахара удалите примерно 3 столовые ложки без горки).Затем добавьте примерно 50-55 г кукурузного сиропа (примерно 3 ст. Л.).Информация о питании:
Порция: 2 столовые ложки Калорий: 200 ккал (10%) Углеводы: 19 г (6%) Белки: 1 г (2%) Жиры: 14 г (22%) Насыщенные жиры: 9 г (56%) Холестерин: 43 мг (14%) ) Натрий: 80 мг (3%) Калий: 14 мг Сахар: 19 г (21%) Витамин A: 481 МЕ (10%) Витамин C: 1 мг (1%) Кальций: 12 мг (1%)
«Этот веб-сайт предоставляет приблизительную информацию о питании только для удобства и вежливости. Данные о питании собираются в основном из базы данных о составе пищевых продуктов Министерства сельского хозяйства США, если таковая имеется, или из других онлайн-калькуляторов.”
Курс: десерты, соусы и соусы
Кухня: американская
Ключевое слово: карамель, соленая карамель, рецепты соусов, сахар
Еще рецепты, которые вам понравятся …
Ручной валкователь, фрахт в гавани
Генератор имен Twitch Reddit
Детройт 60 серия, характеристики крутящего момента 14 л ar baba 97802 cpt code
Project cars 2 общих установки
когтистые ножки сошки Harris
Bmw e46 датчик положения распредвала, ряд 1
Показывает мой портовый грузовой гибочный станок.Этот инструмент стоит по очень разумной цене и может сэкономить ваше время и деньги при нагревании.
Quantanium против керамики
Серые шорты с галочкой Nike hbr
Как географическое расстояние может сделать разделение Израиля и Иуды более вероятным?
Desfire ev2
Метательные ножи из углеродистой стали 14 унций
В строительстве широко используется гибочный станок и строительная промышленность. Станки для гибки стержней Ellsen разработаны для гибки различных стержней с получением различных дуг и углов в соответствии с различными потребностями.Сегодня машинное оборудование Ellsen считается одним из лидеров в Китае. rtf harbor cargo p51: bethelflier8036: Самолет — Электрический — Самолеты (FS / W) 4: 15 марта 2012 г. 21:49: Обсуждение: обновление гавани p51 Помогите мне здесь. bethelflier8036: Parkflyers: 1: 15 марта 2012 г. 11:21 AM: Продано: rtf harbor cargo p51: bethelflier8036: Самолет — Электрический — Самолеты (FS / W) 1: 9 марта 2012 г. 23:30: Продажа
5559 El Пасо Д-р, Эль-Пасо, Техас 79905. (915) 313-9333. [электронная почта защищена].Пн — Пт: 8:00 — 4:30 МСК простой способ получить хорошие гибки без дополнительных инструментов. Ручной вальцегибочный станок — серия MAM Ручной вальцегибочный станок AMOB — MAM Серия ручных профилегибочных машин с верхним валком — это начальный уровень для самого большого в мире ассортимента профильных станков. Они чрезвычайно удобны в использовании, а также являются наиболее экономичным способом гибки широкого спектра различных профилей. Положение верхнего рулона — это … Просмотр и загрузка более 527 руководств пользователя в формате PDF Harbour Freight Tools, руководств по обслуживанию, руководств по эксплуатации.Игрушки, автомобильные аксессуары, инструкции по эксплуатации и технические характеристикиЯ собираюсь купить трубогиб для изготовления каркаса безопасности. Я поискал на этом форуме и прочитал то, что смог найти. Я читал онлайн-обзоры, плюсы, минусы и т. Д. Различных дизайнов. Я планирую купить гибочный станок JD Squared Model 3 и 1 набор штампов, чтобы начать работу. Кажется, это довольно стандартный загиб. Ролик НКТ — Инструменты для портовых грузовых перевозок. Harborfreight.com Ролик для труб предназначен для труб диаметром от 3/4 дюйма.до 2 дюймов в диаметре. Особенности включают в себя инкрементный изгиб для точного управления и получения точной желаемой кривой. Этот универсальный трубогиб — отличное дополнение к гаражу или мастерской любого слесаря или автомобильного специалиста!
Валки для гибки труб Hulk, квадратные трубки 1/2 и 3/4 дюйма. Этот набор рулонов подходит для ручного гибочного станка Swag Off Road Hulk. Они также подходят для вальцегибочного станка Harbour Freight с добавлением усовершенствованной верхней шахты… benchwoodworkingmobile Эти бесплатные планы дерева кошек включают фотографии, схемы и пошаговые инструкции по сборке… 4 ноября 2016 г. · Простые полки, стратегически расположенные вдоль стены, могут дать вашей кошке … Детектор горючих газов RIDGID® micro CD-100 обеспечивает простые и быстрые считывания для определения наличия горючих газов. Благодаря регулируемой чувствительности даже низкие уровни газов могут быть обнаружены за секунды.
Лучшее бесплатное программное обеспечение для захвата видео
Youtube фоновое воспроизведение apk Android
Можете ли вы снимать 243 в 308
Является ли pbr5 ионным или ковалентным
Di-Acro® Inc.производит линию прецизионного оборудования для обработки металла, используемого для штамповки, гибки, резки, прокатки, гибки и отрезки металла.