Режимы сварки в защитных газах
Темы: Режимы сварки, Сварка стали, Сварка MIG / MAG, Сварка в защитных газах, Сварка в углекислом газе, Проволока сварочная, Сварные соединения.
Режимы сварки в защитных газах имеют такие основные параметры :
- род, сила и полярность тока;
- напряжение сварки,
- диаметр проволоки;
- скорость подачи электродной проволоки;
- вылет, наклон и колебания электрода;
- скорость сварки;
- расход газа;
- состав газа.
Таблица 1. Режимы сварки в в защитных газах (СO2,СO2+O2 и Ar+25%СO2 ) стыковых соединений низкоуглеродистых и низколегированных сталей в нижнем положении проволокой Св-08Г2СА (ток обратной полярности)
| Толщина металла, мм | Зазор, мм | Число проходов | Диаметр проволоки, мм | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин | |
| 0,5-1 | 0-1 | 1 | 0,5-0,9 | 30-80 | 16-18 | 25-50 | 8-10 | 6-7 |
| 1,5-2 | 0-1 | 1 | 1,0-1,2 | 80-150 | 18-23 | 25-45 | 10-13 | 7-9 |
| 3 | 0-1,5 | 1 | 1,2-1,4 | 150-200 | 23-25 | 25-40 | 12-15 | 8-11 |
| 3-4 | 0-1,5 | 2 | 1,2-1,6 | 180-250 | 25-32 | 25-75 | 12-30 | 8-15 |
| 6 | 0,5-2 | 2 | 1,2-2,0 | 200-420 | 25-36 | 25-60 | 12-30 | 10-16 |
| 9-10 | 0,5-2 | 2 | 1,2-2,5 | 300-450 | 28-38 | 20-50 | 12-35 | 12-16 |
| 12-20 | 1-3 | 2 | 1,2-2,5 | 380-550 | 33-42 | 15-30 | 12-25 |
Таблица 2.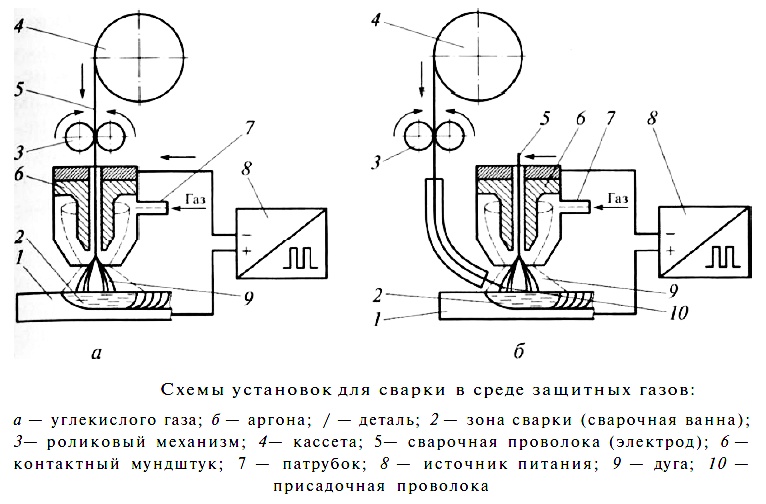 Режимы сварки в в защитных газах ( СO2,смеси Ar+25%СO2 и Ar+O2+25%СO2) поворотрых кольцевых стыковых швов проволокой Св-08Г2СА (ток обратной полярности)
Режимы сварки в в защитных газах ( СO2,смеси Ar+25%СO2 и Ar+O2+25%СO2) поворотрых кольцевых стыковых швов проволокой Св-08Г2СА (ток обратной полярности)
| Диаметр детали, мм | Толщина стенки, мм | Зазор, мм | Смещение кромок, мм |
Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Расход газа, л/мин | |
| 50* | 1-1,5 | 0-1 | 0-1 | 0,8-1,2 | 100-150 | 18-19 | 80-90 | 10-12 | 7-8 |
| 100-150** | 2-2,5 | 0-1.5 | 0-1 | 0,8-1,2 | 130-180 | 18-19 | 70-80 | 10-13 | 7-8 |
| 200-500** | 8-15 | 0-1 | 0-1 | 1-1,2 | 150-190 | 19-21 | 20-30 | 10-15 | 7-8 |
| 200-400** | 30-60 | 0-1 | 0-1 | 2-3 | 350-450 | 32-36 | 25-35 | 25-60 | 15-18 |
* Смещение электрода согласно Рис . 1.
1.
** Сварка корневого шва при V- или U-образной разделке
Рис. 1. Схемы расположения электрода при сварке в СO2 поворотных кольцевых швов тонкой стали 1 на весу.
Таблица 3. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) нахлесточных соединений проволокой Св-08Г2С (ток обратной полярности)
| Толщина металла, мм | Положение сварки | Защитный газ | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напряжение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин | Примечание |
| 0,8+0,8 | В | СO2 | 0-0,5 | 0,8-1 | 100-120 | 17,5-19 | 40-80 | 8 | 6-7 | На медной прокладке |
| 1+1 | Н | 110-135 | 18-20 | 30-50 | 8-12 | 7-8 | ||||
| 1+1 | В | 0,8-1,2 | 120-150 | 18-20 | 40-80 | 8-12 | 7-8 | На весу или на медной прокладке | ||
| 1,2+1,2 | Н | СO2 ,Ar+ 25%СO2 | 0-0,5 | 0,8-1,2 | 120-145 | 18-20 | 30-50 | 8-12 | 6-8 | На медной прокладке |
| В | 130-160 | 40-80 | 7-8 | На весу или на медной прокладке | ||||||
| 2+2 | Н и В | 0-0,5 | 1-1,4 | 160-220 | 19-22 | 30-70 | 10-14 | 8-9 | На весу | |
| 5+5 | Н | 0-1 | 1,2-2 | 200-500 | 21-35 | 30-45 | 10-20 | 9-15 | ||
| 1,5+5 | Н и В | 0-1 | 1-1,4 | 130-180 | 19-22 | 30-65 | 8-14 | 7-9 |
* Н — нижнее, В — вертикальное положение сварки.
Таблица 4. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) углеродистых сталей в вертикальном положении проволокой Св-08Г2С (сварка сверху вниз, обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Номер прохода | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-1 | 1 | 0,8-1,2 | 90-130 | 17-18 | 40-60 | 8-11 | 6-7 | |
| 1,2-2 | 0-1 | 0,8-1,2 | 140-200 | 18-22 | 40-55 | 8-12 | 6-7 | ||
| 2,2-4 | 0-1,5 | 1,2-1,5 | 180-260 | 21-24 | 35-55 | 9-12 | 7-8 | ||
| 3-6 | 1±1 | 1 | 1,2-1,4 | 20-23 | 25-45 | 9-12 | 8-9 | ||
| 2 | 1,2-1,4 | 200-260 | 23-25 | 20-40 | 9-12 | 8-9 | |||
| 8-10 | 2±1/2 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 9-10 | |
| 2-3 | 1,2-1,4 | 200-260 | 23-35 | 20-35 | 9-12 | 9-10 | |||
| 0,8-1 | 0-0,05 | 1 | 0,8-1 | 90-130 | 17-18 | 40-55 | 8-11 | 5-7 | |
| 1,5-3 | 1 | 0,8-1,2 | 140-200 | 18-22 | 40-50 | 8-12 | 6-7 | ||
| 3,2-5,5 | 0-1 | 1-2 | 1,2-1,4 | 160-240 | 20-23 | 35-55 | 9-12 | 7-8 | |
| 6-12 | 0-1,5 | 1-2 | 1,2-1,4 | 200-260 | 22-26 | 25-35 | 10-12 | 8-10 |
Таблица 5.
Режимы сварки в защитных газах ( СO
2)горизонтальных швов проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-0,5 | 0,8-1 | 70-130 | 17-18,5 | 25-30 | 8-10 | 6-7 | |
| 1,5 | 1-1,5 | 0,8-1,2 | 100-150 | 17,5-19,5 | 19-24 | 8-12 | 6-8 | |
| 3 | 1,5-2 | 1-1,4 | 140-190 | 20-23 | 16-18 | 10-12 | 7-9 | |
| 5-6 | 0-1 | 1-1,4 | 150-250 | 20-23 | 10-14 | 12-14 | 8-10 |
Таблица 6.
Режимы сварки в защитных газах ( СO
2)швов в потолочном положении проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Катет шва | Соединение | Зазор, мм | Диаметр проволоки, мм | Число проходов | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Расход газа, л/мин |
| 1,5-2 | 1,5-2 | 0-1 | 0,8-1,2 | 1 | 150-190 | 18,5-20 | 23-35 | 7 | |
| 3-5 | 3-5 | 0-1,5 | 1-1,2 | 1 | 160-260 | 18-22,5 | 20-30 | 8 | |
| 7-8 | 6-8 | 2 | 160-270 | 19,5-22,5 | 17-25 | 8-9 |
Таблица 7.
Режимы сварки (ориентировочные) углеродистых сталей в углекислом газе
электрозаклепками и точками.
| Толщина листов, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Длительность сварки, с |
Вылет электрода, мм |
Расход газа, л/мин | Наличие отверстия в верхнем листе | |
| верхнего |
нижнего |
|||||||
| 0,5 | 0,5-2,0 | 0,8 | 100-140 | 18-21 | 0,6-1,1 | 6-10 | 5-6 | нет |
| 0,8 | 0,8-3,0 | 0,8 | 120-160 | 19-22 | 0,5-1,2 | 8-10 | 5-6 | нет |
| 1,0 | 1,0-4,0 | 0,8-1,0 | 150-190 | 20-23 | 1,0-1,8 | 8-12 | 5-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 200-210 | 21-24 | 1,4-1,8 | 10-12 | 6-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 190-210 | 21-23 | 1,3-1,6 | 10-12 | 6-7 | есть |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 220-300 | 22-27 | 2,0-3,0 | 10-14 | 6-8 | нет |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 210-250 | 22-25 | 1,6-2,0 | 10-14 | 6-7 | есть |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 320-380 | 30-35 | 2,0-3,0 | 12-14 | 7-8 | нет |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 300-350 | 28-32 | 1,9-2,5 | 12-14 | 7-8 | есть |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 380-420 | 33-37 | 3,0-3,5 | 13-15 | 8-9 | нет |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 350-380 | 32-35 | 2,2-3,0 | 13-15 | 8-9 | есть |
| 5,0 | 5,0-7,0 | 1,4-2,0 | 400-450 | 34-40 | 3,5-4,0 | 14-16 | 9-10 | нет |
| 6,0 | 6,0-8,0 | 1,6-2,4 | 420-550 | 38-44 | 3,0-4,0 | 14-18 | 9-10 | нет |
| 8,0 | 8,0-10,0 | 2,0-2,4 | 550-600 | 43-48 | 3,0-4,0 | 16-18 | 11-12 | нет |
Примечание к Табл. 7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
Другие материалы относящиеся к темам »
Режимы сварки в защитных газах
:
- < Сварка MIG / MAG
- Сварка в среде углекислого газа >
Режимы в защитных газах — Энциклопедия по машиностроению XXL
| Таблица 10в. Режимы сварки титана и его сплавов плавящимся электродом в защитных газах |
Проведение этих мероприятий во многом зависит от габаритных размеров и конструктивного оформления сварных заготовок. Для сложных заготовок с элементами больших толщин и размеров при наличии криволинейных швов в различных пространственных положе-йиях можно применять только хорошо свариваемые металлы. Последние сваривают универсальными видами сварки, например ручной дуговой покрытыми электродами или полуавтоматической в защитных газах в широком диапазоне режимов.
 При сварке не нужны, например, подогрев, затрудненный вследствие больших толщин и размеров элементов, а также высокотемпературная термическая обработка, часто невозможная ввиду отсутствия печей и закалочных ванн соответствующего размера. Для простых малогабаритных узлов возможно применение металлов с пониженной свариваемостью, поскольку при их изготовлении используют самые оптимальные с точки зрения свариваемости виды сварки, например электронно-лучевую или диффузионную в вакууме. При этом легко осуществить все необходимые технологические мероприятия и требуемую термическую или механическую обработку после сварки.
[c.246]
При сварке не нужны, например, подогрев, затрудненный вследствие больших толщин и размеров элементов, а также высокотемпературная термическая обработка, часто невозможная ввиду отсутствия печей и закалочных ванн соответствующего размера. Для простых малогабаритных узлов возможно применение металлов с пониженной свариваемостью, поскольку при их изготовлении используют самые оптимальные с точки зрения свариваемости виды сварки, например электронно-лучевую или диффузионную в вакууме. При этом легко осуществить все необходимые технологические мероприятия и требуемую термическую или механическую обработку после сварки.
[c.246]Участки I и II ВАХ соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ.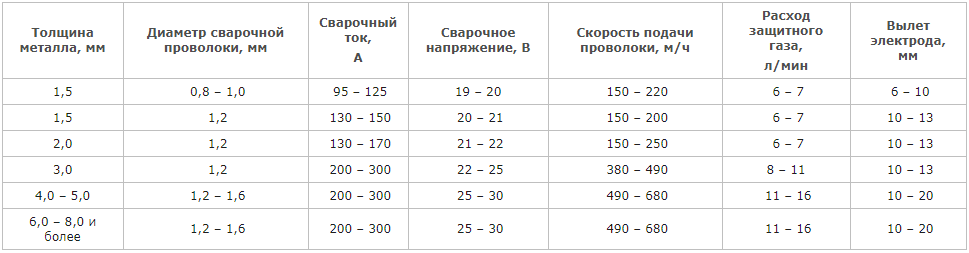 Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
[c.57]
Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
[c.57]
Для питания дуги на участке II с жесткой характеристикой применяют источники с падающей или пологопадающей характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом). Режим горения дуги определяется точкой пересечения характеристик дуги б и источника тока I (рис. 5.4, б). Точка В соответствует режиму неустойчивого горения дуги, точка С — режиму устойчивого горения дуги (/св и f/д), точка А — режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60. .. 80 В). Точка D соответствует режиму короткого замыкания при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.225]
Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.225]
Сварку осуществляют на режимах, ориентируясь на справочную литературу, производственные инструкции, операционные технологические карты и личный производственный опыт. К основным параметрам режима дуговой сварки в защитных газах относят диаметр электродной проволоки и ее марку, силу сварочного тока, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, состав защитного газа и его расход, наклон электрода вдоль оси шва, род тока, а для постоянного тока — и его полярность. В справочной литературе ориентировочные режимы приводятся в виде таблиц, в которые включают лишь основные параметры режима (см. табл. 12). Таблицы сопровождают примечаниями, касающимися параметров, не вошедших в таблицу. Так, табл. 18 составлена для ориентировочных режимов, рекомендуемых для сварки углеродистых и низколегированных сталей в углекислом газе постоянным током обратной полярности для проволок типа Св 08 Г2С-При сварке в углекислом газе обратная полярность тока позволяет получать более высокое качество шва, чем сварка на прямой полярности.
 [c.171]
[c.171]Каковы основные параметры режима сварки в защитных газах [c.179]
Цилиндрический корпус изделия собирают из обечаек путем последовательной стыковки на роликовых стендах или на механизированном рабочем месте, оснащенном сборочным устройством с гидравлическими прижимами. До начала сборки измеряют рулеткой периметры смежных торцов обечаек, определяют разность диаметров с целью равномерного расположения смещения кромок по всему контуру кольцевого стыка. При большой толщине кромок кольцевые стыки скрепляют прихватками, которые выполняют ручной дуговой сваркой, и затем сваривают их автоматической дуговой сваркой под флюсом на установках, оснащенных роликовыми вращателями с обрези-ненными роликами. При толщине кромок менее 3 мм стыки обечаек собирают на разжимных кольцах с подкладками для формирования проплава. В этом случае автоматическую сварку кольцевого стыка под флюсом или в защитном газе ведут без прихваток. Иногда, для предотвращения местных деформаций кромок в процессе сварки, применяют сплощную скоростную прихватку по всему периметру кольцевого стыка обечаек.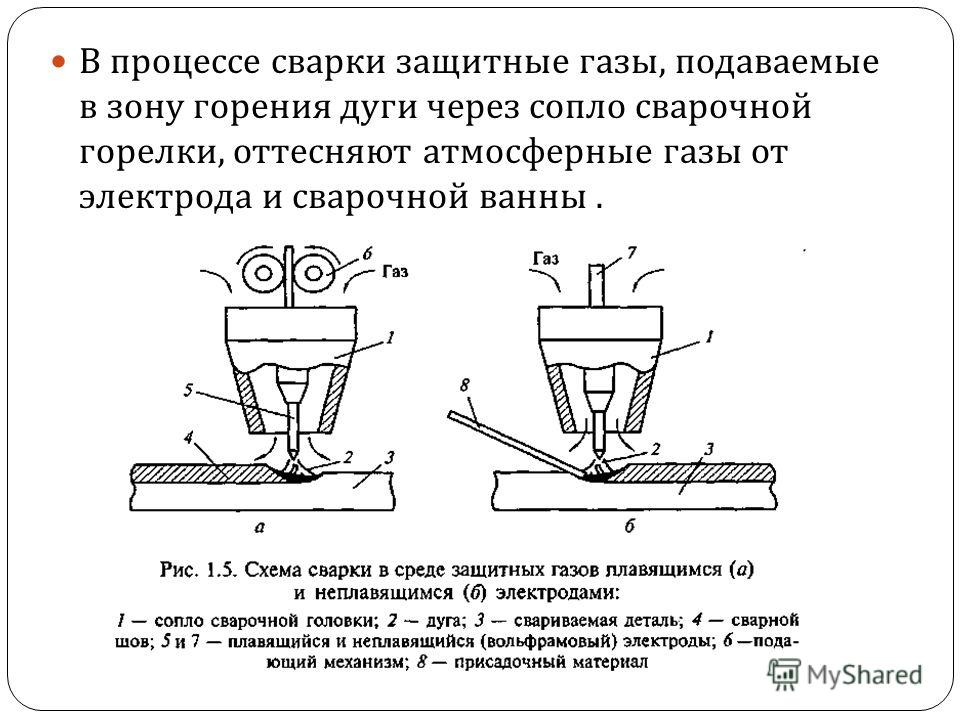 Эта прихватка представляет собой кольцевой шов, выполненный со скоростью, в 2…5 раз превышающей скорость сварки основного шва при тех же остальных параметрах режима, что обеспечивает глубину проплава около 10…20 % толщины состыкованных кромок. Сварку стыков таких обечаек, как со сплошной прихваткой, так и без нее, ведут на вращателе с горизонтальной осью и с планшайбами для закрепления и центровки стыкуемых обечаек.
[c.385]
Эта прихватка представляет собой кольцевой шов, выполненный со скоростью, в 2…5 раз превышающей скорость сварки основного шва при тех же остальных параметрах режима, что обеспечивает глубину проплава около 10…20 % толщины состыкованных кромок. Сварку стыков таких обечаек, как со сплошной прихваткой, так и без нее, ведут на вращателе с горизонтальной осью и с планшайбами для закрепления и центровки стыкуемых обечаек.
[c.385]
Коэффициент потерь зависит от способа сварки, типа электрода и параметров режима. На потери значительное влияние оказывает характер переноса электродного металла в сварочной дуге. Так, при сварке покрытыми электродами коэффициент потерь, %, составляет 5… 20, под флюсом — 1… 5, а в защитных газах — 1… 10. В тех случаях, когда в составе электродных покрытий или наполнителей порошковой проволоки содержится значительное количество металлических составляющих, коэффициент Ч отрицателен, поскольку Дн больше Др. [c.21]
При сварке плавящимся электродом в защитных газах зависимости формы и размеров шва от основных параметров режима такие же, как и при сварке под флюсом (см. рис. 3.29). Для сварки используют электродные проволоки малого диаметра (до 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация. Применяя поперечные колебания электрода, изменяют форму шва и условия кристаллизации металла сварочной ванны и уменьшают вероятность зональной ликвации. Имеется опыт применения для сварки в углекислом газе электродных проволок диаметром 3. .. 5 мм. Сварочный ток в этом случае достигает 2000 А, что значительно повышает производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в них подрезов. Формирование и качество угловых швов вполне удовлетворительны.
[c.138]
рис. 3.29). Для сварки используют электродные проволоки малого диаметра (до 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация. Применяя поперечные колебания электрода, изменяют форму шва и условия кристаллизации металла сварочной ванны и уменьшают вероятность зональной ликвации. Имеется опыт применения для сварки в углекислом газе электродных проволок диаметром 3. .. 5 мм. Сварочный ток в этом случае достигает 2000 А, что значительно повышает производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в них подрезов. Формирование и качество угловых швов вполне удовлетворительны.
[c.138]
Дуговая сварка в защитных газах. Состав защитного газа, марка и диаметр сварочной проволоки, основные параметры режима полуавтоматической и автоматической сварки выбираются по справочным данным, с [c.242]
Автоматическая сварка под слоем флюса. Выбор параметров режима сварки производится так же, как при сварке в защитных газах. Однако, учитывая, что при сварке под флюсом потери электродного металла на угар и разбрызгивание не превышают 5 %, должно выполняться соотношение >F v .
[c.243]
Выбор параметров режима сварки производится так же, как при сварке в защитных газах. Однако, учитывая, что при сварке под флюсом потери электродного металла на угар и разбрызгивание не превышают 5 %, должно выполняться соотношение >F v .
[c.243]
Приемы выбора параметров режима сварки покрытыми электродами, в защитных газах, под флюсом. [c.249]
S. Рекомендуемые режимы сварки плавящимся электродом в защитных газах алюминиевых сплавов типа АМг [c.446]
Аналогично может влиять и применение при наплавке, выполняемой под флюсом или в защитных газах, электродной ленты, спрессованной из порошков, по сравнению с прокатной. Большее электрическое сопротивление спрессованной ленты и ее меньшая теплопроводность приводят к более быстрому ее расплавлению (большему а при том же, как при прокатанной ленте, режиме наплавки) и возможному уменьшению доли основного металла в наплавленном слое. [c.522]
Основным оборудованием для дуговой сварки и наплавки являются источники сварочного тока для ручной сварки штучными электродами, полуавтоматы, автоматы, станки и установки для сварки плавящимся электродом без внешней защиты дуги, под флюсом и в защитных газах, оборудование для импульсно-дуговой сварки плавящимся электродом в инертных газах, установки для ру шой и автоматической сварки вольфрамовым электродом, специальное оборудование для сварки конкретных изделий. Универсальное оборудование имеет различные степень сложности и эксплуатационные возможности от простых полуавтоматов и источников со ступенчатым регулированием режимов до сложных с микропроцессорным управлением. [c.53]
Универсальные тиристорные сварочные выпрямители выполнены с тиристорным регулированием и имеют универсальные жесткие и падающие внешние характеристики, предназначены для механизированной сварки в среде углекислого газа, под флюсом, резки металлов. Выпрямители на силу тока до 630 А могут быть использованы для ручной дуговой сварки штучными электродами. Выпрямители типов ВДУ-505 и 506 обеспечивают сварку в углекислом газе на силе тока 60 А сварочной проволокой диаметром 1,2 мм, имеют бесступенчатое автоматическое изменение индуктивности в сварочной цепи в зависимости от режима сварки. В схему управления выпрямителей на силу тока 500 и 630 А введено устройство, обеспечивающее форсирование зажигания дуги при сварке в защитных газах, а на силу тока 1250 А — в защитных газах и под флюсом. [c.58]
Газовые поры образуются в случае применения отсыревших электродов, большой скорости сварки и длинной дуги, загрязненных кромок разделки, недостаточной зашиты шва при сварке в защитных газах. Равномерная пористость обычно возникает при постоянно действующих факторах — загрязненность свариваемых кромок (ржавчина, масло, влага), непостоянная толщина покрытия электродов, влажные электроды. Поры могут быть одиночными, в виде цепочки по продольной оси шва или отдельных групп, равномерно распределенных по шву. Одиночные поры образуются за счет действия случайных факторов — колебания напряжения в сети, местного дефекта в покрытии электрода, случайном удлинении дуги. Цепочки пор образуются, когда газообразные продукты проникают в металл по оси шва на всем его протяжении — подварка корня шва произведена некачественными электродами, подсос воздуха через зазор между кромками, сварка ржавого металла. Скопления пор возникают при местных загрязнениях илп при отклонениях от установленного режима сварки при сварке в начале шва, случайных изменениях длины дуги или ее обрыва, при сварке электродами с нарушенным покрытием. Равномерная пористость обычно появляется при постоянно действующих факторах — ржавчина, масло, краска на свариваемых кромках, непостоянная толщина покрытия электродов. [c.234]
Технологические режимы дуговой сварки в защитных газах. Для сварки углеродистых и низколегированных сталей широко применяют углекислый газ. Предупреждение появления пор в сварных швах и высокие механические свойства сварных соединений достигаются за счет применения сварочных проволок, содержащих повышенное количество кремния и марганца (табл. 10). [c.328]
Технология и режимы сварки в защитных газах алюминия и различных алюминиевых сплавов, в том числе и литейных, примерно одинаковы. Отсутствие флюса снимает ограничение в выборе типов соединений. Сварка в защитных газах — высокопроизводительный процесс, обеспечивающий получение наиболее качественных сварных соединений в любом пространственном положении материалов различной толщины, начиная от 0,5 мм. [c.438]
Приведены сведения о химическом составе, структуре и механических свойствах низколегированных сталей с пределом текучести свыше 586 МПа. Рассмотрены вопросы свариваемости этих сталей и рекомендованы меры борьбы с холодными трещинами. Описаны особенности подготовки деталей под сварку, технология ручной и механизированной сварки под флюсом и в защитных газах, сварочное оборудование. Даны рекомендации по режимам сварки в зависимости от толщины и конструкции соединений. Приведен опыт изготовления и эксплуатации сварных конструкций из высокопрочных низколегированных сталей. [c.2]
Сварка в защитных газах имеет ряд преимуществ по сравнению с другими способами, из которых главные наличие благоприятных условий для визуального, в том числе и дистанционного, наблюдения за процессом сварки широкий диапазон рабочих параметров режима сварки [c.6]
ТЕХНИКА И РЕЖИМЫ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ [c.150]
При сварке в вертикальном положении кромки соединяемых элементов располагают вертикально на вертикальной плоскости. Перенос дополнительного металла в сварочную ванну обычно осуществляется в направлении, перпендикулярном к силе тяжести (рис. 5-13, а). В связи с указанными особенностями удовлетворительное формирование шва достигается только при небольшом объеме сварочной ванны. В этих условиях силы поверхностного натяжения удерживают жидкий металл от стекания. Сварку в вертикальном положении можно вьшолнять покрытыми электродами вручную или механизированным способом в защитном газе на режимах, обеспечивающих малый объем сварочной ванны. Сварку ведут, как правило, снизу вверх. Применяется также сварка сверху вниз. [c.177]
Изменение величины сварочного тока оказывает влияние на эффективность использования тепла дуги, разбрызгивание расплавленного металла, устойчивость горения дуги, производительность процесса сварки, площадь иоперечного сгчения наплавки и проплавления, химический состав металла шва. При сварке а одинаковых режимах в защитных газах и под флюсом количество тепла, затрачиваемого на расплавление основного и электродного металла, т. е. эффективность использования тепла дуги, выше при сварке в защитных газах. С увгли-чением тока при сварке в защитных газах уменьшается размер капель и при некотором критическом тока капельный перенос металла переходит в струйный. Изменение характера переноса капель металла в дуге оказывает влияние на величину разбрызгивания металла. С увеличением тока при сварке в защитных газах потгри металла на разбрызгивание снижаются, повышается устойчивость горения дуги, а производительность процесса наплавки возрастает. С дальнейшим увеличением тока выше определенных пределов разбрызгивание снова увеличивается, что определяет верхний предел тока. Нижний предел тока определяет устойчивость горения дуги. [c.16]
Основные параметры режима механизированной сварки (автоматической и полуавтоматической) под флюсом и в защитных газах, оказывающие существенное влияние на размеры и форму швов, — сила сварочного тока, плотность тока в электроде, напряжение дуги, скорость сварки, химический состав (марка) и граггуляция флюса, род тока и ого полярность. [c.185]
Аналогично может влиять и примепепие при поплавке, выполняемой под флюсом НЛП в защитных газах, электродной лепты, спрессованной из порошков, но сравнению с прокатной. ]Зольшее электрическое сопротивление спрессованной ленты и се меньшая теплопрозо/нюсть приводят к более быстрому ее расплавлению (большему а,1 при том же, как при прокатанной ленте, режиме [c.397]
Наиболее часто встречаются дефекты типа пор и непро-плавления. При сварке на мягких режимах (малых токах сварки и напряжениях дуги) возникают непроплавления между слоями, либо между первым слоем и основным металлом (рис. 5.7, а). Причиной появления непроплавлений и пор является недостаточно качественная зачистка поверхности каверны от ржавчины (рис. 5.7, б-г). Поры, как правило, возникают из-за содержащейся в защитном газе влаги. Наличие пор не привело к существенному снижению пластичности. При мягких режимах сварки и повышенной влажности защитного газа наличие одновременно общирного непроплавления и пор (рис. 5.7, а) привело к снижению пластичности до пяти раз. При таких условиях угол загиба образцов не превышал 24 градусов. [c.306]
Для сварки ряда сталей созданы также композиции чисто аустенитного металла шва типа Х15Н25М6 (электроды ЦТ-10, НИАТ-5) [35], типа Х25Н15Г7ВЗ (сварочные проволоки для автоматической сварки стали Х23Н18 [36]. Имеются данные о заметном повышении технологической прочности однофазного аустенитного металла шва в случае перехода к сварке в защитных газах (аргоне или углекислом газе). Необходимо, однако, подчеркнуть, что во всех случаях сварка сталей второй группы представляет заметно более сложную задачу и требует ведения ряда технологических ограничений, связанных прежде всего с введением процесса на пониженных режимах тока, применением электродов малого диаметра, недопущением разогрева детали при сварке и т. п. Длительная прочность сварных соединений сталей этого типа может уступать соответствующим показателям для основного металла. [c.39]
Техника и технология механизированной сварки плавящимся электродом имеет много общего при использовании обычной стальной, имеющей сплошное сечение, порошковой газозащитной и порошковой са-мозащитной электродной проволоки. Различия в основном касаются значений параметров режима, рекомендуемых для сварки различных классов сталей той или иной толщины, величины вылета электродной проволоки, длины дугового промежутка. Основные типы и конструктивные элементы выполняемых дуговой сваркой в защитном газе швов сварных соединений регламентированы ГОСТ 14771-76, которым предусмотрены четыре типа соединений стыковые, угловые, тавровые и нахлесточные. [c.169]
Пример оформления технологического процесса сборки и сварки на операционных картах согласно ЕСТД показан на рис. 185. В операционных картах применены следующие условные обозначения ОК -операционная карта О — переход операции К/М — комплектующие детали и материалы Р — режимы МИ — масса изделия Т — инструмент То — основное время на переход Тв — вспомогательное время на переход ОПП — обозначение подразделения (кладовой, склада), откуда поступают детали, сборочные единицы, материалы или куда поступают обработанные детали, узлы ЕВ — единицы измерения величины (массы, длины и т.п.) ЕН — единица нормирования, на которую устанавливается норма расхода материала (например, 1,10,100) КИ — количество деталей, сборочных единиц, применяемых при сборке изделия Н. расх. — норма расхода материала P — режим сварки ПС -обозначение положения сварки по ГОСТ 11969-79 ДС — диаметр сопла для сварки в защитных газах со струйной защитой, мм 4 — расстояние от торца сопла до поверхности свариваемых деталей /э — вылет электрода, мм U — напряжение дуги I — сила сварочного тока Ус -скорость сварки V — скорость подачи присадочного материала доз -расход защитного газа. [c.369]
Сварка в защитных газах. Высокое качество сварных соединений толщиной 3. .. 5 мм достигается при аргонодуговой сварке неплавящим-ся электродом. При выборе присадочного материала (электродной проволоки) для дуговой сварки в среде защитных газов следует руководствоваться табл. 7.6. Первый слой выполняют без присадки с полным проваром кромок стыка и обратным валиком, второй — с поперечными низкочастотными колебаниями электрода и механической подачей присадочной проволоки. Возможен и третий слой с поперечными колебаниями электрода без присадочной проволоки со стороны обратного формирования на небольшом режиме для обеспечения плавного перехода от шва к основному металлу. [c.310]
АРНД). Аналогично для устранения отклонений силы тока и напряжения дуги для большинства применяемых режимов сварки свободно расширяющейся дугой — (область II) эффективным является использование явления саморегулирования дуги (системы АРДС), регуляторов типа АРНД с воздействием на скорость подачи электродной проволоки, либо систем совместного регулирования силы тока и напряжения дуги с воздействием на подачу электродной проволоки и на источник сварочного тока. Возрастающая статическая характеристика сжатой дуги, например, при сварке тонкой электродной проволокой в защитном газе в сочетании с жесткой внешней характеристикой источника сварочного тока (область III) требует применения автоматических регуляторов силы тока дуги типа АРТД. [c.101]
Применение основного металла переменного состава. В ряде случаев требуется исследовать влияние содержания в металле одного или нескольких легирующих элементов или примесей на структуру и свойства (твердость, прочность, пластичность, ударную вязкость, коррозионную стойкость и др.) стали. С эой целью одним из способов, указанных в п. 1, изготовляют слиток из этой стали ПС с содержанием исследуемого элемента в требуемых пределах. Из слитка отковывается пластина, которую используют в качестве основного металла. Технология ковки должна обеспечивать- непрерывное изменение — содержания- — исследуемого- здемента. по длине пластины и постоянное содержание этого элемента по ее ширине. В пластине выстрагиваются продольные и поперечные канавки, имитирующие разделку кромок. Эти канавки завариваются однослойными швами выбранным способом сварки (под флюсом, в защитных газах) с применением обычных присадочных Материалов и режимов сварки (рис. 8, а). Изменение содержания исследуемого элемента в металле швов будет достигаться путем его перехода из основного металла. При этом продольные швы (1) будут иметь металл переменного состава, а поперечные швы 12) — металл постоянного состава, но с различным содержанием [c.12]
Реализация приведенных мероприятий во многом зависит от габаритных размеров и конструктивного оформления сварных заготовок и узлов. Для сложных узлов с элементами больших толщин и размеров при наличии криволинейных швов в различных пространственных положениях можно применять только хорошо свариваемые материалы. Последние сваривают самыми универсальными способами, например ручной дуговой сваркой покрытыми электродами или полуавтоматической в защитных газах в широком диапазоне режимов. При их сварке не нужны, например, подогрев, затрудненный вследствие больших толщин и размеров элементов, а также высокотемпературная термическая обработка, часто невозможная из-за отсутствия печей и закалочных ванн соответствующего размера. Для простых малогаба-372 [c.372]
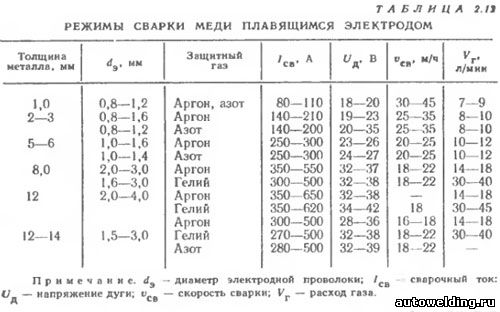
Механизированную сварку медных заготовок в защитных газах (аргоне и азоте) выполняют неплавящимся вольфрамовым или плавящимся электродом. В качестве материала для присадочного прутка или плавящегося электрода применяют проволоку из бронзы марок БрЦ0,8 БрКМцЗ-1 БрОЦ4-3, а также из меди М1 и М2. Ориентировочные режимы аргонодуговой сварки приведены в табл. 17.3. [c.273]
Сварка вольфрамовым электродом осуществляется преимущественно в инертных газах или их смесях, она целесообразна для материала толщиной до 5—7 мм. Хорошее формирование обратного валика позволяет рекомендовать вольфрамовый электрод для сварки корневых швов на сталях повышенных толщин (остальные валики могут выполняться под флюсом, покрытыми электродами или в защитных газах). Сварка может вестись непрерывно горящей или импульсной дугой, вручную, полуавтоматически или автоматически, иа режимах, приведенных в табл. XVI. 16. [c.396]
Режимы сварки полуавтоматом в среде защитных газов: подбор, расчет, таблицы
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
Содержание статьиПоказать
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Сила, полярность и род сварочного тока
После правильно подобранных материалов, следующим шагом будет настройка режима полуавтомата для работы в среде защитных газов. Эти три параметра – сила, род и полярность сварочного тока являются основными, и непременно присутствуют даже в дешевых образцах.
Давайте рассмотрим подробнее каждый из них. Силу напряжения настраивают, исходя их особенностей материала, с которым вы будете работать, и, конечно, диаметр электрода. В зависимости от силы тока меняется, например, глубина провара.
Поговорим про остальные два параметра. Самый распространенный среди мастеров высокого класса метод сваривания в среде защитного газа – задать такие параметры: постоянный ток и обратная полярность.
Сделайте вы наоборот – и получите весьма нежелательный результат в виде неустойчивого горения дуги и, как следствие, значительно ухудшите результат своей работы.
Следуя правилам, не забывайте и про исключения: если работаете с алюминием, ток необходим именно переменный.
Чтобы не попасться на удочку, как и все новички, обязательно обратите внимание на напряжение сварочной дуги. А ведь именно этот важный параметр обеспечивает нужную глубину провара металла и само сварочное соединение.
Для настройки ориентируйтесь на силу сварочного тока. Если металл разбрызгивается, а в материале появляются нежелательный поры, значит напряжение слишком большое, и защитный газ не сможет проникнуть в нужную зону.
Скорость подачи проволоки
На качество вышей работы влияет механизм. Который обеспечивает подачу проволоки. При полуавтоматический сварке это залог точной и слаженной работы.
Как только вы приступаете к свариванию, сразу же настройте этот параметр сварки полуавтоматом в среде защитных газов – не слишком быстро и не слишком медленно. Только это может гарантировать вам ровный и прочный шов.
Опять же, следует руководствоваться силой тока при настройке данного параметра. Нужно стремиться к тому, чтобы скорость подачи обеспечивала стойкость дуги и равномерное формирование тока.
Скорость сварки
Следующее – это скорость сварки. Она влияет в основном на физические характеристики вашего шва. Для этого существуют стандарты расчета режима сварки полуавтоматом в среде защитных газов, однако с опытом вы сможете регулировать ее самостоятельно, в зависимости от специфики металла и его размеры.
Так, чем толще ваш материал, тем выше должна быть скорость и уже шов. Но и чрезмерная спешка недопустима, и приведет только к тому, что электрод перестанет находиться в зоне защитного газа и просто окислится под влиянием кислорода.
Ну а медлительность – залог рыхлого и пористого шва.
Наклон электрода
Наконец, угол преткновения всех начинающих мастеров во время сварки – это угол наклона электрода. В основном все стараются держать электрод наиболее удобным методом, но это значительный промах, который непременно даст о себе знать.
Ведь это главным образом влияет на итоговый результат.
Какие есть варианты сваривания? В основном их два, рассмотрим каждый из них. Сварка углом вперед – так вы лучше видите края, но при этом хуже область свари. При этом глубина получается меньше.
Сварка углом назад же все наоборот – здесь необходимо руководствоваться спецификой процесса. Первый тип отлично подойдет для тонкого материала, а вот второй можно применять с материалом любой другой толщины.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Заключение
Хоть эта статья и не раскрывает всех тонкостей расчета режима сварки полуавтоматом в среде защитных газов, таких как необходимое для работы давление углекислого газа, как рассчитать настройки в углекислом или других защитных газов.
Это всего лишь начало на пути от новичка к опытному мастеру. И этот сайт создан, чтобы облегчить ваш путь рекомендациями и советами, которые выведут вас на новый уровень гораздо быстрее.
Не бойтесь пробовать и ошибаться, ведь только так опыт приобретает свою цену. Успехов вам!
Режимы полуавтоматической сварки среде защитных газов
Использование сварочного полуавтомата в сочетании с защитным газом — почти всегда выигрышный вариант. Благодаря такому комплекту оборудования вам становится доступна качественная и быстрая сварка сталей, алюминия, меди и прочих металлов. Но есть и особенности, которые сварщик должен учитывать перед тем, как выберет данный метод сварки.
Прежде всего, полный новичок вряд ли сможет выполнить работу качественно. Это связано не только с отсутствием опыта, но и с тем фактом, что полуавтомат нужно правильно настроить и выбрать необходимые расходники. Опытные мастера говорят: «Чтобы настроить режимы сварки полуавтоматом в среде защитных газов нужно потратить несколько лет на изучение литературы, ГОСТов и кропотливую работу. Без практики ничего не получится».
Мы полностью согласны с этим утверждением. Но не спешим сбрасывать со счетов начинающих сварщиков. Специально для них мы подготовили краткую статью, которая поможет разобрать с режимами сварки и начать применять полученную информацию на практике. При составлении этой статьи мы руководствовались не только собственным опытом, но и справочной литературой.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Таблица №3. Рекомендуемые настройки для формирования нахлесточного шва с током обратной полярности, с применением углекислого газа или смеси углекислоты с аргоном.
Таблица №4. Рекомендуемые настройки для сварки углеродистой стали, пространственное положение вертикальное, применяется обратная полярность, а также углекислый газ или смесь углекислоты с аргоном.
Таблица №5. Рекомендуемые настройки для формирования горизонтального соединения на обратной полярности, с использованием углекислого защитного газа.
Таблица №6. Рекомендуемые настройки для формирования потолочных швов на обратной полярности с применением углекислого газа.
Таблица №7. Рекомендуемые режимы сварки в углекислом газе методом «точка», работа с углеродистой сталью.
Вместо заключения
Конечно, мы многие темы не затронули. Например, мы не рассказали, каково оптимальное рабочее давление углекислоты при сварке полуавтоматом, как производить расчет режима сварки в углекислом газе (или любом другом защитном газе). Это лишь краткий экскурс в тему выбора режима сварки. На нашем сайте вы найдете много полезного материала о полуавтоматической сварке и не только, обязательно прочтите, чтобы лучше разбираться в теме. И не забывайте практиковаться, ведь без практики теория теряют свою силу. Желаем удачи в работе!
Режимы сварки в защитных газах имеют такие основные параметры :
- род, сила и полярность тока;
- напряжение сварки,
- диаметр проволоки;
- скорость подачи электродной проволоки;
- вылет, наклон и колебания электрода;
- скорость сварки;
- расход газа;
- состав газа.
Таблица 1. Режимы сварки в в защитных газах (СO2,СO2+O2 и Ar+25%СO2 ) стыковых соединений низкоуглеродистых и низколегированных сталей в нижнем положении проволокой Св-08Г2СА (ток обратной полярности)
| Диаметр детали, мм | Толщина стенки, мм | Зазор, мм | Смещение кромок, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 50* | 1-1,5 | 0-1 | 0-1 | 0,8-1,2 | 100-150 | 18-19 | 80-90 | 10-12 | 7-8 |
| 100-150** | 2-2,5 | 0-1.5 | 0-1 | 0,8-1,2 | 130-180 | 18-19 | 70-80 | 10-13 | 7-8 |
| 200-500** | 8-15 | 0-1 | 0-1 | 1-1,2 | 150-190 | 19-21 | 20-30 | 10-15 | 7-8 |
| 200-400** | 30-60 | 0-1 | 0-1 | 2-3 | 350-450 | 32-36 | 25-35 | 25-60 | 15-18 |
* Смещение электрода согласно Рис .1.
** Сварка корневого шва при V- или U-образной разделке
Рис. 1. Схемы расположения электрода при сварке в СO2 поворотных кольцевых швов тонкой стали 1 на весу.
| Толщина металла, мм | Положение сварки | Защитный газ | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напряжение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин | Примечание |
| 0,8+0,8 | В | СO2 | 0-0,5 | 0,8-1 | 100-120 | 17,5-19 | 40-80 | 8 | 6-7 | На медной прокладке |
| 1+1 | Н | 0,8-1,2 | 110-135 | 18-20 | 30-50 | 8-12 | 7-8 | |||
| 1+1 | В | 0,8-1,2 | 120-150 | 18-20 | 40-80 | 8-12 | 7-8 | На весу или на медной прокладке | ||
| 1,2+1,2 | Н | СO2 ,Ar+ 25%СO2 | 0-0,5 | 0,8-1,2 | 120-145 | 18-20 | 30-50 | 8-12 | 6-8 | На медной прокладке |
| В | 130-160 | 40-80 | 7-8 | На весу или на медной прокладке | ||||||
| 2+2 | Н и В | 0-0,5 | 1-1,4 | 160-220 | 19-22 | 30-70 | 10-14 | 8-9 | На весу | |
| 5+5 | Н | 0-1 | 1,2-2 | 200-500 | 21-35 | 30-45 | 10-20 | 9-15 | ||
| 1,5+5 | Н и В | 0-1 | 1-1,4 | 130-180 | 19-22 | 30-65 | 8-14 | 7-9 |
* Н – нижнее, В – вертикальное положение сварки.
Таблица 4. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) углеродистых сталей в вертикальном положении проволокой Св-08Г2С (сварка сверху вниз, обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Номер прохода | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-1 | 1 | 0,8-1,2 | 90-130 | 17-18 | 40-60 | 8-11 | 6-7 | |
| 1,2-2 | 0-1 | 0,8-1,2 | 140-200 | 18-22 | 40-55 | 8-12 | 6-7 | ||
| 2,2-4 | 0-1,5 | 1,2-1,5 | 180-260 | 21-24 | 35-55 | 9-12 | 7-8 | ||
| 3-6 | 1±1 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 8-9 | |
| 2 | 1,2-1,4 | 200-260 | 23-25 | 20-40 | 9-12 | 8-9 | |||
| 8-10 | 2±1/2 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 9-10 | |
| 2-3 | 1,2-1,4 | 200-260 | 23-35 | 20-35 | 9-12 | 9-10 | |||
| 0,8-1 | 0-0,05 | 1 | 0,8-1 | 90-130 | 17-18 | 40-55 | 8-11 | 5-7 | |
| 1,5-3 | 1 | 0,8-1,2 | 140-200 | 18-22 | 40-50 | 8-12 | 6-7 | ||
| 3,2-5,5 | 0-1 | 1-2 | 1,2-1,4 | 160-240 | 20-23 | 35-55 | 9-12 | 7-8 | |
| 6-12 | 0-1,5 | 1-2 | 1,2-1,4 | 200-260 | 22-26 | 25-35 | 10-12 | 8-10 |
Режимы сварки в защитных газах ( СO
2)горизонтальных швов проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-0,5 | 0,8-1 | 70-130 | 17-18,5 | 25-30 | 8-10 | 6-7 | |
| 1,5 | 1-1,5 | 0,8-1,2 | 100-150 | 17,5-19,5 | 19-24 | 8-12 | 6-8 | |
| 3 | 1,5-2 | 1-1,4 | 140-190 | 20-23 | 16-18 | 10-12 | 7-9 | |
| 5-6 | 0-1 | 1-1,4 | 150-250 | 20-23 | 10-14 | 12-14 | 8-10 |
Режимы сварки в защитных газах ( СO
2)швов в потолочном положении проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Катет шва | Соединение | Зазор, мм | Диаметр проволоки, мм | Число проходов | Сила сварочного тока, А | Напря- жение сварки, В | Скорость сварки, м/ч | Расход газа, л/мин |
| 1,5-2 | 1,5-2 | 0-1 | 0,8-1,2 | 1 | 150-190 | 18,5-20 | 23-35 | 7 | |
| 3-5 | 3-5 | 0-1,5 | 1-1,2 | 1 | 160-260 | 18-22,5 | 20-30 | 8 | |
| 7-8 | 6-8 | 2 | 160-270 | 19,5-22,5 | 17-25 | 8-9 |
Режимы сварки (ориентировочные) углеродистых сталей в углекислом газе
электрозаклепками и точками.
| Толщина листов, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В | Длительность сварки, с | Вылет электрода, мм | Расход газа, л/мин | Наличие отверстия в верхнем листе | |
| верхнего | нижнего | |||||||
| 0,5 | 0,5-2,0 | 0,8 | 100-140 | 18-21 | 0,6-1,1 | 6-10 | 5-6 | нет |
| 0,8 | 0,8-3,0 | 0,8 | 120-160 | 19-22 | 0,5-1,2 | 8-10 | 5-6 | нет |
| 1,0 | 1,0-4,0 | 0,8-1,0 | 150-190 | 20-23 | 1,0-1,8 | 8-12 | 5-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 200-210 | 21-24 | 1,4-1,8 | 10-12 | 6-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 190-210 | 21-23 | 1,3-1,6 | 10-12 | 6-7 | есть |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 220-300 | 22-27 | 2,0-3,0 | 10-14 | 6-8 | нет |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 210-250 | 22-25 | 1,6-2,0 | 10-14 | 6-7 | есть |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 320-380 | 30-35 | 2,0-3,0 | 12-14 | 7-8 | нет |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 300-350 | 28-32 | 1,9-2,5 | 12-14 | 7-8 | есть |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 380-420 | 33-37 | 3,0-3,5 | 13-15 | 8-9 | нет |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 350-380 | 32-35 | 2,2-3,0 | 13-15 | 8-9 | есть |
| 5,0 | 5,0-7,0 | 1,4-2,0 | 400-450 | 34-40 | 3,5-4,0 | 14-16 | 9-10 | нет |
| 6,0 | 6,0-8,0 | 1,6-2,4 | 420-550 | 38-44 | 3,0-4,0 | 14-18 | 9-10 | нет |
| 8,0 | 8,0-10,0 | 2,0-2,4 | 550-600 | 43-48 | 3,0-4,0 | 16-18 | 11-12 | нет |
Примечание к Табл.7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
“>
ПОДГОТОВКА ДЕТАЛЕЙ И РЕЖИМЫ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
Требования на подготовку деталей под сварку в защитных газах в основном аналогичны, как и для сварки под флюсом.
Основные типы и конструктивные элементы выполняемых дуговой сваркой в защитных газах швов сварных соединений из сталей, а также сплавов на никелевой и железоникелевой основах регламентированы ГОСТ 14771-76, которым предусмотрено четыре типа соединений при сварке металла толщиной от 0,5 до 100 мм и более. В зависимости от формы подготовки кромок и толщины свариваемых деталей швы выполняются в соединениях: с отбортовкой кромок, без скоса кромок, со скосом кромок одной или двух кромок как с одной, так и с двух сторон. По характеру выполнения швов они могут быть одно — и двусторонними. Односторонние швы могут выполняться как на весу, так и на различного рода съемных и остающихся подкладках.
Стандартом установлены следующие обозначения способов сварки в защитных газах: ИН — в инертных газах неплавящимся электродом без присадочного материала, ИНП — в инертных газах неплавящимся электродом с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом, УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
К основным параметрам сварочных режимов сварки в защитных газах относятся диаметр электрода или электродной проволоки, сварочный ток, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, расход защитного газа, наклон электрода вдоль оси шва, род тока и полярность.
Диаметр электродной проволоки. Выбирается в пределах 0,5-3 мм в зависимости от толщины свариваемого металла и положения шва в пространстве. С уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горения дуги, увеличиваются глубина проплавления и коэффициент наплавки, уменьшается разбрызгивание жидкого металла.
С увеличением диаметра проволоки должна быть увеличена сила
тока.
Сварочный ток. С увеличением сварочного тока повышается глубина проплавления. Это приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Сварочный ток устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
Напряжение дуги. С увеличением напряжения дуги глубина проплавления уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранного сварочного тока.
Скорость подачи электродной проволоки. Скорость подачи связана со сварочным током. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивый процесс плавления электрода.
Скорость сварки. С увеличением скорости сварки уменьшаются все геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода. С увеличением вылета электрода ухудшаются устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла и токоподводящего контактного наконечника. Кроме вылета электрода, необходимо выдерживать определенное расстояние от сопла горелки до поверхности свариваемого металла, так как с увеличением этого расстояния ухудшается газовая защита зоны сварки и возможно попадание кислорода и азота воздуха в расплавленном металле. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки. Некоторые значения параметров при сварке в углекислом газе приведены в таблице 14.1.
Таблица 14.1 Параметры сварки в углекислом газе
|
Расход защитного газа определяют в основном в зависимости от выбранного диаметра электродной проволоки и тепловой мощности дуги, зависящей от силы тока. Но на него оказывают также влияние скорость сварки, конфигурация изделия и наличие движения воздуха в цехе, ветра и т. п. Для улучшения газовой защиты в этих случаях приходится увеличивать расход защитного газа, уменьшать скорость сварки, приближать сопло к поверхности металла или пользоваться защитными щитами и другими устройствами.
Наклон электрода вдоль оси шва оказывает влияние на глубину проплавления и качество шва. При сварке углом вперед труднее вести наблюдение за формированием шва, но лучше видны свариваемые кромки и легче управлять электродом. Ширина шва при этом возрастает, а глубина проплавления уменьшается. Сварку углом вперед рекомендуется применять при небольших толщинах металла, когда существует опасность появления сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина проплавления и наплавленный металл получается более плотным.
Cварка в среде защитных газов: технология, режимы, виды
Защитные газы являются одним из лучших средств, которые могут уберечь сварочную ванну от влияния внешних факторов. Чтобы условия сварки были максимально приемлемыми, на расплавленный металл не должно ни что воздействовать, кроме электрической дуги и ничего не должно попадать в нее, кроме расплавленного присадочного материала. Сварка в среде защитных газов соответствует заявленным условиям и поэтому активно применяется в промышленности, строительстве, ремонтных цехах и прочих областях.
Процесс сварки в среде защитных газов
Здесь удачно объединяется технология использования газа и электрической дуги. Это позволяет объединить преимущества обоих вариантов и получить такое средство соединения металла, которое бы могло гарантировать надежность эксплуатации. Универсальность применения обусловлена большим количеством газов, используемых здесь. Для каждого типа металла можно подобрать свою разновидность, особенности которой будут соответствовать заданным условиям. Механизированная сварка в среде защитных газов позволяет соединять все типы металлов, которые применяются в производстве. Это касается их сплавов и даже разнородных деталей.
Преимущества
Свою популярность сварка в среде защитных газов получила благодаря своим положительным качествам, среди которых стоит отметить следующие:
- Качество соединения существенно превосходит многие другие способы сварки;
- Некоторые виды защитных газов имеют относительно невысокую стоимость;
- Освоение данной методики для сварщиков, которые уже обладают опытом работы, не составляет большого труда;
- Соединение может происходить как на малых толщинах, так и для более толстых деталей;
- Сварка получает высокий уровень производительности;
- Работа с нержавейкой, алюминием, медью и прочими цветными металлами и их сплавами уже не вызывает большого труда, так как благодаря газовой защите, многие проблемы с ними решились.
Недостатки
Недостатки сварки в защитных газах оказываются не столь существенными, как преимущества, но все же имеются:
- Ветер может сдувать защитный газ, который выходит с горелки, что в итоге лишает сварку основного преимущества;
- Применение в закрытых помещениях, где нет проветривания, также не рекомендуется, так как это связано с риском взрыва и загазованности помещения;
- Подготовка полуавтомата занимает много времени, так что его применяют только для серьезных работ;
- Такие газы как аргон обладают высокой стоимостью и некоторые швы оказывается делать не выгодно с экономической точки зрения.
Режимы
Для сварки в защитном газе применяют чаще всего инверторные полуавтоматы. Они выступают в качестве основного источника питания и регулируют параметры выходного тока и напряжения. Диапазон регулировки зависит от конкретной модели. Но если брать стандартные параметры соединения, когда не нужно работать со сверхвысокой толщиной, то с ней может справиться практически любой аппарат. Помимо этого к основным параметрам, влияющим на режим, входит расход газа и скорость подачи проволоки. Здесь приведены стандартные данные для полуавтоматов:
Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
| 1,5 | 0,8 | 120 | 19 | 150 | 6 |
1,7 | 1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 | 10 |
3 | 1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 | 14 |
6 и более | 1,6 | 300 | 30 | 700 | 16 |
Технология сварки
Сварка в защитных газах оказывается весьма эффективной, но для достижения высокопоставленных результатов нужно точно придерживаться технологии. Технология сварки в защитных газах имеет ряд отличий от других способов, что сказывается на технологии ее проведения.
В самом начале идет подготовка металла под сварку. Хоть здесь она оказывает на столь большое влияние, но ее стоит привести. После этого идет подключение и настройка оборудования, чтобы оно соответствовало требуемым режимам сваривания. Дальнейшим этапом будет розжиг дуги, который производится одновременно с подпаливанием пламени горелки.
«Важно!
Если процедура сваривания требует предварительного подогрева, то стоит включить горелку заранее и прогреть ею заготовку.»
После того, как сварочная ванна начала образовываться вокруг электрической дуги, можно подавать проволоку. Для этого используется специальное механизированное устройство, которое позволяет обеспечить подачу с постоянной скоростью. Это удобно, когда нужно сделать длинный шов, не разрывая дуги. Неплавкий электрод позволяет поддерживать дугу максимально длительный период времени.
При использовании постоянного тока, сварка производится на обратной полярности. В данном случае сокращается вероятность разбрызгивания, но увеличивается расход металла. Дело в том, что коэффициент наплавления в данном случае будет значительно снижен. При прямой полярности он оказывается в 1,5 раза выше. Ведение ванны желательно осуществлять слева направо, чтобы специалист мог видеть, как формируется шов, а не действовать вслепую. Все манипуляции осуществляются по направлению к себе.
Схема подачи газа при наплавлении
Формирование шва происходит просто, так что мастеру нужно только ровно вести аппарат на одинаковой скорости. При хорошо настроенном механизме подачи так можно провести до самого конца шва. После отрыва дуги, который должен совершаться по направлению обратному, куда шел шов, может потребоваться дополнительное прогревание.
Схема сварки в среде защитных газов
Используемые защитные газы
Защитный газ для сварки полуавтоматом подбирается для каждого случая в отдельности, так как у всех них свои свойства. Есть, конечно же, и универсальные газы, но везде есть особенности применения.
Аргон является как раз тем самым универсальным вариантом. Он отличается более высокой стоимостью и высоким уровнем защиты, которые существенно превосходит остальных. Это инертный газ, создающий непроницаемую оболочку. Он оказывается вреден для здоровья при использовании, так что здесь обязательно нужно использовать средства индивидуальной защиты.
Водород относится к редко используемым газам. Он поставляется в баллонах в сжиженном состоянии под большим давлением. Особенности сварки в защитных газах с водородом выводят его в особую категорию. Лучше всего он подходит для сварки меди.
Азот также дает защитную среду во время сварки. Механизированное соединение металлических изделий в среде азота обходится относительно недорого и при этом обладает высокими прочностными характеристиками. Газ без запаха и цвета, а также не взрывоопасен.
Углекислота очень часто используется в качестве защитного газа. Она обладает невысокой стоимостью и хорошо подходит для сварки сталей со средним и низким содержанием углерода. Ею можно выполнять основную массу производственных операций.
Стандарты
Данный процесс производится согласно ГОСТ 14771-76. Этот стандарт включает в себя положения о сварных швах, создаваемых электродуговой сваркой проводимой во всех видах защитных газов.
Заключение
Среди современного разнообразия методик, данный тип сварки занимает уверенное место. Соотношение стоимости получения шва, его качества и простоты применения является одними из лучших на сегодняшний день.
Обзор современного методического обеспечения расчета размеров шва при механизированной сварке в смеси газов
АННОТАЦИЯ
Современное крупное машиностроение трудно представить без повсеместного применения сварки в защитных газах. Отечественный и зарубежный опыт иллюстрирует, что одним из эффективных путей совершенствования сварки сталей плавящимся электродом в окислительных защитных газах является использование смесей газов. Однако обзор существующих методик по расчету геометрических размеров шва при механизированной сварке в защитных газовых смесях показал их полное отсутствие. Необходимы дальнейшие исследования и экспериментальные данные для создания качественных методик по расчету размеров шва при сварке в смесях.
ABSTRACT
Modern large-scale engineering is difficult to imagine without the widespread use of welding in protective gases. Domestic and foreign experience illustrates that one of the most effective ways to improve steels welding with a melting electrode in oxidizing protective gases is the use of gas mixtures. However, a survey of existing methods for calculating the geometric dimensions of the seam during mechanized welding in protective gas mixtures has showed their complete absence. Further research and experimental data are necessary to create high-quality methods for calculating the seam size during welding in mixtures.
Ключевые слова: дуговая сварка, механизированная сварка, смесь газов, защита шва, форма шва, расчет размеров шва.
Keywords: spark welding; mechanized welding; gas mixtures; seam protection; seam form; size calculation of a seam.
Дуговая сварка плавящимся электродом в среде защитных газов благодаря своей универсальности, возможности механизации и автоматизации процесса является одним из самых распространенных способов сварки в машиностроительном производстве.
Несмотря на широкую распространенность способа, при реализации технологии механизированной сварки зачастую сталкиваются с проблемой обеспечения требуемого качества сварных соединений.
Равнопрочность сварного шва основному металлу – одно из главных требований, предъявляемых к сварному соединению. Прочность, отсутствие дефектов, и требуемая работоспособность сварного соединения в значительной мере определяется правильно рассчитанными размерами и формой шва [3, 11], что, в свою очередь, ведет к существенному снижению расхода сварочных материалов и электроэнергии при производстве сварных конструкций.
Форму шва характеризуют основными параметрами – ширина, высота усиления и глубина проплавления основного металла.
Изменяя химический состава защитной среды, можно эффективно влиять на параметры дуги и глубину проплавления металла. К примеру, добавление к аргону газов с высоким потенциалом ионизации или газов с большой энергией диссоциации молекул ведет к увеличению напряжения дуги, плотности тока и глубины проплавления металла [12].
При сварке углеродистых и низколегированных сталей в качестве защитного газа чаще всего применяется углекислый газ. Однако процесс сварки в этом газе наряду с неоспоримыми достоинствами имеет существенные недостатки, которые ограничивают его использование при изготовлении металлоконструкции ответственного назначения.
Знание свойств компонентов защитных газов и их влияние на сварочный процесс позволяет создать оптимальную защитную среду с точки зрения оптимизации процесса сварки — повышение показателей качества и служебных характеристик сварных изделий, улучшения условий труда и повышения его производительности, а также соблюдения экологических норм при работе. При использовании смесей наблюдается существенная экономия за счет снижения расхода сварочной проволоки, вследствие уменьшения потерь на разбрызгивание, снижение трудозатрат на зачистку сварных соединений от брызг, повышение производительности труда сварщиков на 10 — 20 процентов. [9, 15].
В ближайшем и более отдаленном будущем использование газовых смесей станет одним из ведущих способов защиты сварного шва при соединении материалов [13].
Вопрос о влиянии отдельных параметров режима сварки в СО2 на размеры шва подробно рассматривался в 60-70х годах во многих работах [1, 6, 14], однако обобщенных зависимостей для расчета предложено не было, что сильно затрудняло применение данных исследований в производстве.
Данную проблему в 1973 году решил ассистент на кафедре конструкции судов ДВГТУ Луценко В.Т. За основу в своей работе [10] он использовал методы, применяемые для расчета размеров шва при сварке под флюсом [7]. Однако, данные методики сравнительно сложны и могли быть использованы только после установления многих эмпирических коэффициентов.
В работе [10] предложен метод расчета ширины шва при сварке под флюсом с использованием комплексного параметра, характеризующего давление дуги и удельную ширину шва.
Данный метод, позволяющий при минимальном количестве экспериментов получить зависимость для расчета ширины шва, был принят за основу при расчете ширины и усиления шва, а также глубины проплавления основного металла при механизированной и автоматической сварке в СО2. Это позволило одновременно учесть тепловое и механическое воздействие сварочной дуги, которые и определяют размеры шва [4].
Интерес представляет известная, вообще говоря, общепринятая методика расчета режимов при двусторонней сварке и геометрических размеров шва при автоматической и механизированной сварке под флюсом [2]. В расчетной методике рассматривается только проблема расчета высоты углового шва в зависимости от режима сварки, однако вопрос определения размеров минимального сечения и глубины проплавления остался открытым.
В работе [8] Н.Л. Зайцев усовершенствовал эту методику, основываясь на подтвержденных экспериментами допущениях: зона проплавления при сварке углового шва описывается с помощью уравнения эллипса, а площадь поперечного сечения шва остается постоянной при заданных параметрах режима сварки независимо от его положения. Предлагаемая методика позволила оптимизировать расчет геометрических размеров угловых швов.
В 2014 году Д.С. Бузорина [5] успешно исследовала влияние положение электрода в разделке, угла разделки, скорости сварки, состава защитной среды и вылета электрода на площадь сечения шва и полный тепловой КПД процесса сварки в зависимости от состава защитного газа. Полученные экспериментальные данные Д.С. Бузориной могут быть дополнены и использованы при оптимизации существующих методик для расчета размеров шва.
Данные методики чаще других используются в литературе и приняты за основу при преподавании основ сварки плавлением во всех университетах РФ. Наблюдается потребность в качественных методиках по расчету параметров режима и геометрических размеров шва при механизированной сварке, учитывающих современные тенденции по внедрению защитных смесей. Необходимо экспериментально, на большом количестве образцов при сварке в смеси газов, проследить за изменением конфигурации швов в зависимости от химического состава защитной среды, сопоставить результаты эксперимента с результатами расчёта по методикам [2, 10] и попытаться развить и усовершенствовать эти методики.
Список литературы:
1. Акулов, А. И. Влияние режима и пространственного положения на размеры шва при сварке в СО2 / А. И. Акулов, В. В. Спицын // Сварочное производство. – 1971. – №2. – С. 27-39.
2. Акулов, А. И. Технология и оборудование сварки плавлением : учебник для студентов вузов / А. И. Акулов, Г. А. Бельчук, В. П. Демянцевич. – М.: Машиностроение, 1977. – 432 с
3. Бельчук, Г. А. Сварные соединения в корпусных конструкциях / Г. А. Бельчук. – Л. : Судостроение, 1969. – 279 с.
4. Бродский, А. Я. Давление дуги при сварке электрозаклепками с глубоким проплавлением / А. Я. Бродский, Л. Н. Скороходов // Сварочное производство. – 1966. – №6.
5. Бузорина, Д. С. Исследование условий формирования шва и разработка методики расчета режимов дуговой сварки в защитных газах: автореф. дис. … канд. техн. наук: 05.02.10 / Д. С. Бузорина. — Екатеринбург, 2014. — 22 с.
6. Влияние режима сварки и положения шва в пространстве на их размеры при полуавтоматической сварке в СО2 / В. С. Головченко [и др.]. – Технология судостроения. – 1967. – №2.
7. Дятлов, В. И. Методика расчета автоматической сварки / В. И. Дятлов. – Киев: Облиздат, 1959. – 73 с.
8. Зайцев, Н. Л. Совершенствование методики расчета размеров угловых швов // Вестник ЮУрГУ. Серия Металлургия. – 2015. – №1. – С. 48-50.
9. Кайдалов, А. А. Эффективность применения защитных газовых смесей при дуговой сварке сталей / А. А. Кайдалов, А. Н. Гаврик // Сварщик. – 2011. – № 4. – С. 28–31.
10. Луценко, В. Т. Методика приближенного расчета параметров шва при сварке (наплавке) в СО2 // Сварочное производство. – 1973. – № 1. – С. 20-22.
11. Навроцкий, Д. И. Прочность сварных соединений / Д. И. Навроцкий. – М.: Машгиз, 1961. – 178 с.
12. Паршин, С. Г. Электродуговая сварка сталей и сплавов с применением активирующих материалов: дис. … д-ра техн. наук: 05.03.06 / С. Г Паршин. – Тольятти, 2006. – 404 с.
13. Патон Б. Е. Применение защитных газов в сварочном производстве : обзор / Б. Е Патон, С. Т. Римский, В. И. Галинич // Автоматическая сварка. – 2014. – №6-7. – С. 17-25.
14. Повышение производительности сварки в СО2 / В. Т. Золотых [и др.] // Сварочное производство. – 1966. – №8. – С. 16-19.
15. Синица, А. Н. Сравнение экономической эффективности применения углекислого газа и смеси Ar + СО2 в качестве защитных сред при сварке / А. Н. Синица, М. А. Синица, М. Ж. Солодков // Материалы, оборудование и ресурсосберегающие технологии: материалы междунар. научно-техн. конф. – Могилев: Изд – во Белорусско-Российского университета, 2017 – Ст. 153.
Защита сварного шва
Защита сварного шва
Защита сварного шва
Основными задачами защитного газа являются защита сварочной ванны от воздействия атмосферы, то есть от окисления и поглощения азота, а также стабилизация электрической дуги. Выбор защитного газа также может влиять на характеристики профиля проплавления шва.
Защита от защитного газа
Защитный газ для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако небольшие добавки кислорода (O 2 ) или диоксида углерода (CO 2 ) обычно необходимы для стабилизации дуги, улучшения текучести, а также улучшения качества наплавленного металла. Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (H 2 ).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
Основной металл (вид материала) | ||||||
Аустенитная | Дуплекс | Супер-дуплекс | Ферритный | Высоколегированная | Никелевые сплавы | |
Ар | – | – | ● a | – | ● a | ● a |
Ar + He | – | – | ● a | – | ● a | ● a |
Ar + (1-2)% O 2 | ● b | ● b | (●) | ● b | ● c | – |
Ar + (1-2)% CO 2 d | ● e | ● e | (●) | ● e | ● c | – |
Ar + 30% He + (1-2)% O 2 | ● f | ● f | ● f | ● f | ● c | – |
Ar + 30% He + (1-2)% CO 2 d | ● f | ● f | ● f | ● f | ● c | – |
Ar + 30% He + (1-2)% N 2 | – | – | ● | – | ● г | – |
a) Предпочтительно при импульсной сварке MIG.
b) Более высокая текучесть ванны расплава, чем при добавлении CO2.
c) За исключением 22.12.HT и 27.31.4.LCu, где предпочтительным является Ar.
d) Не использовать при дуговой сварке с распылением, где требуется очень низкое содержание углерода.
e) Лучшие характеристики сварки короткой дугой и позиционной сварки по сравнению с Ar + (1-2)% O2.
f) Более высокая текучесть ванны расплава по сравнению с Ar. Лучшие сварочные свойства с короткой дугой, чем с Ar + (1-2)% CO2.
г) Для марок, легированных азотом.
Защитный газ для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. В некоторых случаях могут быть добавлены азот (N 2 ) и / или водород (H 2 ) для достижения особых свойств. Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок.
В качестве альтернативы, если добавлен азот, свойства наплавленного металла сплавов, легированных азотом, могут быть улучшены.Окисляющие добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по использованию защитных газов при сварке TIG различных нержавеющих сталей приведены в таблице. Для плазменно-дуговой сварки типы газов с добавками водорода, указанные в таблице, в основном используются в качестве плазменного газа, а чистый аргон — в качестве защитного газа.
Основной металл (вид материала) | ||||||
Аустенитная | Дуплекс | Супер-дуплекс | Ферритный | Высоколегированная | Никелевые сплавы | |
Ар | ● | ● | ● | ● | ● | |
Ar + He а | ● | ● | ● | ● | ● | ● a |
Ar + (2-5)% H 2 а, б | ● b | – | – | – | ● b | ● b |
Ar + (1-2)% N 2 | – | ● | ● | – | – | – |
Ar + 30% He + (1-2)% N 2 | – | ● | ● | – | – | – |
a) Улучшает текучесть по сравнению с чистым аргоном.
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корня
Безупречный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов можно допустить максимум 20 ppm O 2 на корневой стороне.
Это может быть достигнуто с помощью продувочной установки и может контролироваться с помощью современного измерителя кислорода.Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Formiergas (N 2 + 5 — 12% H 2 ) является отличной альтернативой обычным аустенитным сталям. Газ содержит активный компонент H 2 , который снижает уровень кислорода в области сварного шва.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле шва. Чистота газа, используемого для защиты корней, должна быть не менее 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита достигается за счет сварочного флюса, полностью покрывающего расходные материалы, дугу и ванну расплава. Флюс также стабилизирует электрическую дугу. Флюс плавится за счет тепла процесса, создавая покрытие из расплавленного шлака, которое эффективно защищает сварочную ванну от окружающей атмосферы.
Действие защитных газов в GMAW
Использование подходящего защитного газа важно не только для предотвращения пористости, но и для обеспечения надлежащего проплавления, желаемых механических свойств, включая прочность сварного шва, и общего качества сварки.Чтобы правильно выбрать защитный газ, необходимо учитывать следующее:
— Сплав присадочный
— Толщина материала
— Режим GMAW (спрей, короткая дуга и т. Д.)
— Сварочная позиция
— Желаемый профиль проникновения
— Стоимость
Типичные сварочные газы: : диоксид углерода, аргон и смеси аргона (с диоксидом углерода, гелием, азотом, водородом и кислородом).
Газы можно разделить на две категории: инертные и реактивные.
Инертные газы
Аргон и гелий — инертные газы. Это означает, что ни один из газов не вступит в химическую реакцию с расплавленной сварочной ванной. Аргон является наиболее широко используемым инертным газом, поскольку он легко доступен и недорого по сравнению с гелием. Он создает профиль проникновения, похожий на палец (см. Изображения ниже). Гелий имеет очень высокую теплопроводность по сравнению с аргоном и используется для получения более горячей дуги.Он также используется для газовой смеси из нержавеющей стали. Гелий обеспечивает широкое, но неглубокое проникновение. Гелий и аргон обычно смешивают при сварке алюминия толщиной 1 дюйм или более или в более тонких секциях, чтобы компенсировать недостаточный размер источника питания.
Реактивные газы
Двуокись углерода, кислород, азот и водород являются реактивными защитными газами. Эти газы химически соединяются со сварочной ванной, влияя на механические и химические свойства металла шва. Двуокись углерода — единственное, что можно использовать отдельно.Все это можно комбинировать с аргоном для получения бинарных смесей защитных газов. За исключением трехкомпонентных смесей из нержавеющей стали, большинство из них представляют собой только комбинацию аргона и одного из реактивных газов.
На изображении 1 ниже показано влияние на контур валика и проникновение различных газов. На рис. 2 показано влияние кислорода на двуокись углерода при использовании в смесях аргона и 100% двуокиси углерода.
В таблице ниже приведены наиболее распространенные сварочные газы, используемые при дуговой сварке, в зависимости от типа материала.Он также показывает, какой газ использовать в соответствии с желаемым режимом переноса металла (например, короткое замыкание или распыление). Могут использоваться и другие газы, особенно в смесях аргона, но они наиболее распространены.
Существуют буквально сотни смесей защитных газов. Небольшое изменение процентного содержания каждого компонента в некоторых случаях может дать очень желаемый эффект. Некоторые смеси будут содержать такие компоненты, как азот, в диапазоне миллионных долей, но это будет иметь значительный эффект.Какой защитный газ вы используете? Вы думали об использовании другого защитного газа? Если да, то может быть полезно прочитать, следует ли вам рассматривать другой защитный газ. Также может быть интересен вопрос, влияет ли смесь защитного газа на прочность сварного шва.
Ссылка: Руководство Lincoln Electric по сварке GMAW — Джефф Надзам
Как выбрать типы защитного газа для GMAW
- Гелий имеет более низкую плотность, чем аргон, что требует более высоких скоростей потока.Гелий также представляет собой одноатомный газ, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на ограниченную высокую цену, гелий уже редко встречается в отрасли.
- Двуокись углерода (CO 2 ) редко используется сама по себе, потому что она дает широкий сварной шов и часто приводит к образованию большого количества брызг. CO 2 чаще всего сочетается с аргоном для получения наилучшего конечного результата. CO 2 также является химически активным газом, что означает, что он имеет высокий потенциал ионизации.
Газы, используемые в смесях
- Кислород представляет собой двухатомную молекулу, обычно добавляемую в газовые смеси GTAW в количестве 10% или меньше. Его можно рассматривать как дополнение к аргону для GMAW, поскольку он может помочь создать глубокий и узкий проплавленный сварной шов в специализированных приложениях.
- Водород — это активный защитный газ, который также обычно используется в смесях GMAW в количестве 10% или меньше.Эта двухатомная молекула имеет тенденцию давать горячие бусинки с широкой поверхностью. Водород в основном используется в материалах из нержавеющей стали для улучшения текучести и увеличения скорости движения.
При выборе защитного газа для GMAW необходимо учитывать три основных компонента: тип материала, тип наполнителя и режим переноса.
- Тип материала : Наиболее важным фактором является соответствие вашего газа типу материала.Например, сталь намного плотнее алюминия, поэтому для достижения желаемого результата сварки требуется другой защитный газ. Также важно учитывать толщину материалов, поскольку более толстые материалы потребуют более высоких тепловложений.
- Присадочный металл Тип : дважды проверьте, соответствует ли присадочный металл основному материалу. Это даст вам уверенность, когда дело доходит до выбора наилучшего защитного газа.
- Режим переноса сварки : определите, используете ли вы короткое замыкание, дугу со струйным переносом, импульсную дугу или глобальный перенос.Каждый режим передачи будет лучше работать с определенными защитными газами, чем с другими.
Когда дело доходит до защитного газа для GMAW, нужно учесть гораздо больше. Следите за новостями в следующих статьях, в которых мы рассмотрим правильный поток защитного газа и подробно расскажем о процессе GMAW с каждым типом материала!
GMAW Welding Equipment BuildersВыбор подходящего защитного газа — важный шаг на пути к успеху сварки.При правильной оптимизации это не только улучшит качество сварных швов, но и сэкономит деньги и время. Команда Bancroft Engineering может помочь вам выбрать подходящий защитный газ и убедиться, что ваша автоматизированная или полуавтоматическая сварочная система дает наилучшие результаты. Свяжитесь с нашими инженерами-сварщиками сегодня!
(PDF) Исследование экранированных газов для MIG-сварки
Защитные газы для MIG-сварки Kikani Pratik
JoMME (2016) 6-10 © STM Journals 2016.Все права защищены. Страница 9
5. Свариваемость вне положения.
6. Скорость образования сварочного дыма.
7. Механические свойства наплавленного металла.
Скорость и эффективность осаждения присадочного металла
Смеси защитных газов с высоким содержанием аргона
обычно обеспечивают высокую производительность. Размещение
заготовки в положении плоской или горизонтальной сварки
позволяет использовать перенос распылением с
этими смесями.
Однопроволочная GMAW может превышать скорость осаждения
на 6–7 кг в час при 100% рабочем цикле.
Содержание аргона должно составлять 85% или более, чтобы
обеспечивал перенос распылением. В некоторых случаях
вместо использования обычного диоксида
аргона / углерода или смеси аргона / кислорода
усиленного гелием аргона может увеличить скорость осаждения металла сварного шва
до 15%.
Производительность катодной проверки
связана именно с уровнем сварочного разброса.Смеси аргона с высоким содержанием
обычно обеспечивают наилучшие результаты при переносе распылением. Расширенный отчет
Эффективностьтакже может быть компонентом
при выборе правильных параметров сварки.
Контроль разбрызгивания и очистка после сварки
Использование аргона позволяет уменьшить разбрызгивание при сварке
в случае использования обычных источников питания. Стабильность Arc
может быть улучшена с помощью аргона, так как он имеет низкую ионизацию
.Используя защитные газы
на основе аргона, разбрызгивание можно уменьшить еще на
. Вы можете увеличить рабочий ток и напряжение
на 10% или больше, при этом
сохранит контроль над разбрызгиванием.
В случае использования распылительной дуги
exchange, по большей части уровень аргона
должен составлять 85% или более. Импульсный распылитель
с 95% -ной смесью аргона обычно дает
с минимальным разбрызгиванием при сварке простой углеродистой стали
.Брызги сварочного шва могут уменьшить
за счет трехкомпонентной смеси аргона, гелия и
диоксида углерода.
Как правило, GMAW является бесшлаковым процессом,
, но островки шлака все еще остаются основными на поверхности валика
. Порошок и краска не выдержат
этих кремниевых складов. Низкая реактивность защитного газа
может уменьшить эти поверхностные остатки.
Если вас беспокоит образование островков шлака
по краю сварной точки, работайте
только с соответствующим образом очищенным основным материалом
и используйте смесь, содержащую не менее 90% аргона
без кислорода.Точно так же подбор присадочного металла
ограничит образование островка
.
Очистка после сварки может привести к увеличению затрат,
уменьшению времени зажигания дуги и уменьшению рабочего цикла сварки
. Так как это уменьшает разбрызгивание на
, идеальная смесь аргона может уменьшить шлифование после сварки на
.
Профиль валика и сварка поверх
Сварочный шов, экранированный CO2, имеет тенденцию к
иметь выпуклую форму, что в сумме дает более
сварных швов; это увеличивает стоимость сварки.Смеси на основе аргона
обеспечивают отличный контроль в форме шариков
, который может уменьшаться при сварке. В представлении
физических характеристик экранированной дуги CO2
и полученной сварочной ванны
CO2 может создавать выпуклую форму валика. Смеси аргона
имеют тенденцию создавать ровную поверхность валика, которая
обеспечивает адекватную поддержку, однако
уменьшается при сварке.
Оптимальная форма валика зависит от диаметра металла наполнителя
.Контроль размера сварного шва
становится затруднительным при использовании проволоки большего диаметра. Удивительно большой сварной шов
может увеличить затраты на сварку
не менее чем на 50%. Тип и размер металла наполнителя
основаны на потребностях
приложения.
Проникновение валика, возможность ожога —
–
Характеристики сварки играют важную роль
при сварке тонких материалов. Нормальным для чистого CO2
является то, что он приводит к расширенной жизнеспособности сварного шва
по сравнению со смесью аргона /
CO2.Контролируя содержание CO2
в смеси, вы можете контролировать протекание пламени и повышать эффективность сварки
. Смеси аргона / CO2
могут использоваться в диапазоне от 85 до 95% до
, чтобы свести к минимуму просвечивание. Для достижения хорошего проплавления при сварке
можно использовать чистый CO2.
На профиль проникновения могут влиять рабочий ток
, присадочный металл и состав газа
. Высокий процент CO2 может быть использован для глубокого проникновения
.
Свариваемость вне положения
Защитные газы с большей реакционной способностью, которые
используют больше CO2 или O2, увеличивают текучесть сварочной ванны
. Для работы вне положения это может привести к
принудительному использованию более медленных скоростей подачи проволоки, что даст
защитных газов для сварки Mig
.Основной функцией защитного газа при сварке GMAW является защита расплавленной сварочной ванны от атмосферного загрязнения. Эти загрязнения находятся в форме кислорода, азота и водорода, которые содержатся в атмосфере.Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание. Различные защитные газы также влияют на следующее:
- Характеристики дуги
- Режим переноса металла
- Профиль проплавления и сварного шва
- Скорость сварки
- Тенденция к подрезанию
- Действие очистки
- Механические свойства наплавленного металла
Аргон, гелий, CO2 и кислород являются наиболее распространенными защитными газами, используемыми в процессе сварки MIG.Некоторые газы лучше других подходят для наиболее часто используемых основных материалов, будь то алюминий, углеродистая сталь или нержавеющая сталь.
CO2 и кислород являются химически активными газами, то есть они влияют на то, что происходит в сварочной ванне. Электроны этих газов вступают в реакцию со сварочной ванной, приобретая различные характеристики. Аргон и гелий — инертные газы, поэтому они не вступают в реакцию с основным материалом или сварочной ванной. Например, чистый CO2 обеспечивает очень глубокое проплавление сварного шва, что полезно для сварки толстых материалов, однако 100% CO2 дает менее стабильную дугу и большее количество брызг и может использоваться только в режиме переноса металла с короткой дугой.Если качество и внешний вид шва важны, смесь аргона и CO2 может обеспечить стабильность дуги, контроль сварочной ванны и уменьшение разбрызгивания. В зависимости от свариваемого основного материала могут использоваться следующие газы и газовые смеси.
АлюминийДля алюминия следует использовать 100% аргон. Смесь аргона и гелия хорошо работает, если вам требуется более глубокое проникновение или более высокая скорость движения.
Низкоуглеродистая стальСуществует множество вариантов защитного газа, включая 100% CO2 или смесь CO2 / аргона.По мере того, как материал становится толще, добавление кислорода в газообразный аргон может помочь в проникновении.
Углеродистая стальЗащитные газы, используемые для этой стали с более высоким содержанием углерода, хорошо работают со 100-процентным CO2 или смесью CO2 / аргона. Низколегированная сталь. Для этого материала хорошо подходит смесь 98% аргона и 2% кислорода.
Нержавеющая стальАргон, смешанный с 2–5% CO2, является нормой. Если вам требуется очень низкое содержание углерода в сварном шве, используйте аргон с 1-2% кислорода.Для наилучшего соответствия цвета материала серии 300 также можно использовать смесь гелия / аргона / СО2.
Выбранный вами защитный газ может влиять на многие сварочные характеристики. Как только вы поймете, какие свойства наиболее важны для вашего приложения, вы сможете выбрать лучшую смесь для работы. Для выбора наилучшего варианта рекомендуется проконсультироваться с поставщиком газа или другими специалистами в области сварки.
Различные типы сварочных процессов
Сегодня многие виды сварочных услуг используются как любителями, так и профессионалами.Учитывая универсальность и квалификацию, необходимые для сварочных работ, неудивительно, что сварщики должны проходить серьезную подготовку, чтобы стать квалифицированными в своем деле. Поскольку сварка относится к соединению металлических сплавов, важно увидеть, как сварщики используют для этой цели различные методы. Вот некоторые из различных типов сварочных процессов, используемых сегодня для нержавеющей стали и других металлических сплавов.
Газовая дуговая сварка вольфрамом (GTAW)
Газовая вольфрамовая дуговая сварка — это разновидность дуговой сварки с использованием неплавящегося вольфрамового электрода.Окисление не влияет на электрод или зону сварного шва через инертный защитный газ, в частности аргон или гелий, и присадочный металл. Когда используется гелий, это называется гелиарной сваркой, но процесс такой же. Сварочный источник постоянного тока обеспечивает электрическую энергию, которая проходит через дугу через ионизированный газ и пары металлов. GTAW обычно используется для нержавеющей стали, алюминия, магния и меди, поскольку сварщик может выполнять более прочные и качественные сварные швы.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой — это еще один тип дуговой сварки, при котором плавящийся трубчатый электрод, содержащий флюс, непрерывно подается через источник сварочного тока постоянного тока.Иногда используется внешний защитный газ, но не обязательно для завершения сварки. Сам флюс обеспечивает защиту, так как образует газообразный и жидкий шлак, который защищает его. Благодаря естественным защитным барьерам, высокой скорости сварки и портативности FCAW часто используется в строительных проектах. Первоначально разработанный как альтернатива дуговой сварке защищенным металлом, FCAW использует стержневые электроды, которые снижают многие ограничения, характерные для SMAW.
Дуговая сварка экранированных металлов (SMAW)
SMAW эффективен для процесса ручной дуговой сварки, в которой используются плавящиеся электроды, покрытые флюсом.Переменный или постоянный электрический ток от источника сварочного тока образует электрическую дугу между электродом и соединяемыми металлами. Это плавит электрод и заготовку, образуя расплавленный металл, который затем охлаждается и образует соединение. Затем флюсовое покрытие распадается, оставляя пары, которые действуют как защитный газ и образуют слой жидкого шлака, используемый для защиты от атмосферного загрязнения. Поскольку операции SMAW просты, но требуют относительно небольшого количества оборудования, они являются сегодня одним из самых популярных видов сварки, особенно в отраслях технического обслуживания и ремонта.С помощью этого метода можно использовать железо, нержавеющую сталь, алюминий, никель и медь.
Газовая дуговая сварка металлов (GMAW)
Дуговая сварка металлическим электродом в газовой среде — это процесс сварки, при котором возникает электрическая дуга между плавящимися электродами из проволоки MIG и металлами заготовки. Этот тип сварки нагревает металлы, заставляя их плавиться и соединяться. Защитный газ проходит через сварочную горелку и защищает от атмосферного загрязнения. Независимо от того, автоматический или полуавтоматический, система постоянного тока использует четыре основных метода переноса для переноса металла: шаровидный, короткозамкнутый, распылительный и импульсный.Метод GMAW первоначально использовался для алюминия и цветных металлов, но в настоящее время он используется для сталей из-за короткого времени сварки и большей универсальности. Это наиболее распространенная форма промышленного процесса сварки, учитывая эти преимущества и возможность адаптации к роботизированной автоматизации. Тем не менее, отсутствие защитного экрана делает его непригодным для использования на открытом воздухе.
Лазерная сварка
Лазерная сварка — это новая технология, при которой лазеры соединяют детали из металла или термопласта.Луч действует как концентрированный источник тепла, что позволяет выполнять узкие и глубокие сварные швы с высокой скоростью сварки. Процессы лазерной сварки часто используются в больших объемах, особенно в автомобильной промышленности, где часто используется сварка с отверстием или проплавлением. Высокая удельная мощность приводит к уменьшению зон термического влияния и более высокой скорости нагрева и охлаждения. Размер пятна может варьироваться, а глубина проникновения пропорциональна количеству подаваемой мощности и зависит от местоположения точки фокусировки.Сварка лазерным лучом обычно используется для углеродистой стали, нержавеющей стали, алюминия и титана, но высокая скорость охлаждения может привести к растрескиванию.
Электронно-лучевая сварка (EBM)
Электронно-лучевая сварка является одним из видов сварки плавлением, отличным от других видов сварки. В этом процессе используется пучок высокоскоростных электронов, применяемый для соединения двух материалов. Когда заготовки плавятся, кинетическая энергия при ударе преобразуется в тепло и соединяет материалы. Процессы обычно проходят в условиях вакуума, чтобы предотвратить рассеяние электронного луча.EBM обычно представляют собой тонкостенные компоненты, чтобы обеспечить идеальную точку контакта и предотвратить смещение во время сварки. Определенные материалы, такие как цинк, кадмий, магний и любые неметаллы, не могут подвергаться процессам EBM с учетом их температур плавления. Кроме того, процесс EBM не может соединить два разнородных материала с разными составами сплава. Электронные лучи могут создать атмосферу с высоким вакуумом и локализовать нагрев в точной точке, если более низкая точка плавления доступна для луча напрямую.
Дуговая сварка под флюсом (SAW)
Сварка под флюсом — это обычный процесс, используемый при непрерывной подаче плавящегося твердого или трубчатого электрода и погружении расплавленного сварного шва и зоны дуги в плавкий флюс. Затем поток становится проводящим и обеспечивает пути прохождения тока между электродом и заготовкой. Поскольку толстый слой флюса покрывает расплавленный металл, он предотвращает брызги и искры. Он также подавляет интенсивное ультрафиолетовое излучение и пары. Процессы SAW обычно автоматические и механизированные, но существуют способы подачи флюса под давлением или самотеком, ограниченные положениями плоской или горизонтальной угловой сварки.Токи варьируются от 300 до 5000 А при использовании одного или нескольких электродов. Комбинации постоянного и переменного тока обычно используются для процессов SAW и других многоэлектродных систем.
В CMPI мы понимаем важность сварочных услуг ASME. для любой производственной системы. Независимо от причины, мы вам поможем. Мы обеспечиваем надежность наших продуктов и услуг для любой отрасли, от продуктов питания и напитков до фармацевтики и производства резервуаров и емкостей.Вместо того, чтобы создавать продукт для продажи, мы хотим действовать как расширение вашего магазина. Поэтому, когда в дело вступают ваши сварочные конструкции, мы учитываем передовой опыт и соображения, которые соответствуют вашим конкретным потребностям. Если у вас остались вопросы или проблемы, позвоните нам сегодня, и мы будем рады ответить вам. В противном случае ознакомьтесь с нашими различными продуктами и услугами на нашем веб-сайте, чтобы узнать, какие из них подходят вам.
ВЫБОР ЗАЩИТНОГО ГАЗА ДЛЯ ГАЗОВОЙ ДУГОВОЙ СВАРКИ
ВЫБОР ЗАЩИТНОГО ГАЗА ДЛЯ ГАЗОВОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛА
с.К.Гупта. БЫТЬ. C.E., FIIW, FIE, MSNT, MAE, MITD
Процесс GMAW широко используется, поскольку он удобен для оператора и позволяет получать высококачественные сварные швы для широкого диапазона черных и цветных сплавов по низкой цене. В производстве, где широко используется сварка, особенно газовая дуговая сварка металла, расхождения во взглядах из всех возможных источников сбивают с толку инженеров и операторов по сварке на стадии планирования и в цехе.
В данной статье представлен аналитический подход к использованию различных защитных газов, используемых при газовой дуговой сварке металла, для эффективной и действенной сварки различных металлов и сплавов. Защитные газы необходимы для газовой дуговой сварки металлическим электродом для защиты зоны сварки от атмосферных газов, таких как азот и кислород, которые могут вызвать дефекты плавления, пористость и охрупчивание металла шва, если они соприкасаются с электродом, дугой или сварочный металл.В GMAW защитные газы используются для защиты сварного шва от атмосферного загрязнения. Это устраняет шлак, твердый остаток флюса, который накапливается после сварки и должен быть удален, чтобы обнажить законченный шов, как в процессе SMAW.
Выбор защитного газа для GMAW
В GMAW выбор правильного защитного газа для конкретного применения имеет решающее значение для качества и производительности готового сварного шва. Основными критериями выбора являются:
- Желаемые механические свойства наплавленного металла шва.
- Толщина материала и конструкция соединения.
- Режим переноса металла GMAW.
- Электродный состав — легирующие элементы.
- Состояние материала — наличие прокатной окалины, коррозии, стойких покрытий или масла.
- Сварочное положение.
- Условия подгонки.
- Желаемый профиль проникновения.
- Желаемый внешний вид окончательного сварного шва.
Защитные газы по-разному реагируют на нагрев дуги.Течение тока в дуге и его величина сильно влияют на поведение перенесенной капли расплава. В некоторых случаях сварки лучше всего использовать определенный защитный газ в одном режиме передачи, но он не сможет удовлетворить потребности другого. Для понимания поведения и свойств защитного газа полезны три основных критерия:
- Химическая активность защитного газа в сварочной ванне
- Потенциал ионизации используемых газов.
- Теплопроводность используемых защитных газов.
Подробная информация о физике дуги, связанной с конкретными защитными газами, поможет выбрать лучший защитный газ для конкретного применения и представлена ниже:
Инертные защитные газы
Аргон и гелий — два инертных защитных газа, используемых для защиты расплавленной сварочной ванны, из которых аргон является наиболее часто используемым инертным газом.По сравнению с гелием его теплопроводность низкая. Его энергия, необходимая для отдачи электрона, энергия ионизации, мала, и это приводит к профилю проникновения, напоминающему палец, связанному с его использованием.
СВОЙСТВА ИНЕРТНЫХ ЗАЩИТНЫХ ГАЗОВ
| НАЗНАЧЕНИЕ | АРГОН | ГЕЛИЙ |
| ПОТЕНЦИАЛ ИОНИЗАЦИИ а. ИНИЦИАЦИЯ ДУГИ г.СТАБИЛЬНОСТЬ ДУГИ | 15,8 эВ ХОРОШО ХОРОШО | 24,6 эВ ПЛОХО ПЛОХО |
| ТЕПЛОПРОВОДНОСТЬ (кал / кв.см / см | -4 0,406 х 10 | -4 3,32 х 10 |
| ПЛОТНОСТЬ (ОТНОСИТЕЛЬНО ВОЗДУХА) | 1,38 | 0,137 |
| ОЧИСТКА | ХОРОШО | ПЛОХО |
Однако, чтобы стать проводящим газом, то есть плазмой, газ должен быть ионизирован.Разным газам для ионизации требуется разное количество энергии, которое измеряется в единицах энергии ионизации — эВ.
- Для аргона энергия ионизации составляет 15,8 эВ.
- Гелий, с другой стороны, имеет энергию ионизации 24,6 эВ. Таким образом, ионизировать аргон легче, чем гелий. По этой причине аргон способствует лучшему зажиганию дуги, чем гелий.
Опять же, теплопроводность или способность газа передавать тепловую энергию является наиболее важным фактором при выборе защитного газа.Высокие уровни теплопроводности приводят к большему отведению тепловой энергии к заготовке. Теплопроводность также влияет на форму дуги и распределение температуры внутри области, что приводит к различной картине проникновения. Аргон имеет более низкий коэффициент теплопроводности — около 10% от уровня как для гелия, так и для водорода. Высокая теплопроводность гелия обеспечит более широкую картину проникновения и уменьшит глубину проникновения. Газовые смеси с высоким содержанием аргона будут иметь профиль проникновения с выступом в виде пальца в основной материал, и это связано с более низкой теплопроводностью аргона.
Аргон поддерживает осевой перенос распыла. В основных материалах, легированных никелем, медью, алюминием, титаном и магнием, используется 100% защита аргоном. Аргон из-за его более низкой энергии ионизации также способствует зажиганию дуги. Это основной компонентный газ, используемый в бинарных двухкомпонентных или трехкомпонентных смесях для сварки GMAW. Это также увеличивает скорость переноса расплавленных капель.
Гелий обычно добавляют в газовую смесь для нержавеющей стали и алюминия. Его теплопроводность очень высока, что приводит к широкому, но менее глубокому профилю проникновения.
При использовании для стабилизации дуги потребуется дополнительное дуговое напряжение. Добавки гелия к аргону эффективны для уменьшения разбавления основного материала в коррозионно-стойких областях применения. Смеси гелия и аргона обычно используются для сварки алюминия толщиной более 1 дюйма (25 мм).
Реактивные защитные газы
Кислород, водород, азот и углекислый газ (CO2) являются химически активными газами. Реактивные газы химически соединяются со сварочной ванной для получения желаемого эффекта.
Двуокись углерода (CO2) инертна при комнатной температуре. В присутствии дуговой плазмы и расплавленной сварочной ванны он становится реактивным. В плазме дуги с высокой энергией молекула CO2 распадается в результате процесса, известного как диссоциация. В этом процессе из молекулы CO2 выделяются свободный углерод, окись углерода и кислород. Это происходит в области анода DC + дуги. В области катода постоянного тока, которая неизменно является рабочей деталью для GMAW, высвободившиеся элементы молекулы CO2 подвергаются процессу рекомбинации.Во время процесса рекомбинации преобладают более высокие уровни энергии, что приводит к глубокому и широкому профилю проникновения, который характеризует использование диоксида углерода.
Диссоциация и рекомбинация
В процессе диссоциации свободные элементы молекулы CO2 (углерод, оксид углерода и кислород) смешиваются с расплавленной сварочной ванной и рекомбинируют в более холодной катодной области дуги, снова образуя диоксид углерода. Освободившийся таким образом свободный кислород химически соединяется с кремнием, марганцем и железом с образованием оксидов кремния, марганца и железа.Такие образовавшиеся оксиды, обычно называемые островками кремнезема, всплывают на поверхность сварочной ванны, а затем затвердевают в островки на поверхности готового сварного шва или собираются на концах сварного шва. Более высокий уровень углекислого газа (более высокий окислительный потенциал) увеличивает количество шлака, образующегося на поверхности сварного шва. Более низкие уровни углекислого газа (более низкий потенциал окисления) увеличивают количество сплава, кремния и марганца, остающегося в сварном шве. В результате более низкие уровни углекислого газа в бинарной или тройной смеси защитного газа увеличивают текучесть и предел прочности готового сварного шва.
Кислород (O2) — это окислитель, который реагирует с компонентами расплавленной лужи с образованием оксидов. При небольших добавках (1-5%) с балансом аргона он обеспечивает хорошую стабильность дуги и превосходный внешний вид сварного шва. Использование раскислителей в составе присадочных сплавов компенсирует окислительный эффект кислорода. Кремний и марганец соединяются с кислородом с образованием оксидов. Водород (h3) в небольших количествах (1-5%) добавляется к аргону для защиты нержавеющей стали и никелевых сплавов.Его более высокая теплопроводность образует лужу с жидкостью, которая способствует улучшенному смачиванию носка и позволяет использовать более высокие скорости движения.
| РУКОВОДСТВО ПО ВЫБОРУ ЗАЩИТНОГО ГАЗА | ||
| CO2 | АРГОН + СО2 | АРГОН + O2 |
| Повышенный уровень дыма | Нижний уровень дыма | Самый низкий уровень дыма |
| Более глубокое проникновение | Меньшее проникновение | Более округлое проникновение |
| Более сильный или непостоянный перенос дуги | Более плавный перенос дуги | Более плавная передача Atc |
| Меньшая стоимость | Более высокая стоимость | Самая высокая стоимость |
| Более высокие брызги | Нижнее разбрызгивание | Минимальное разбрызгивание |
| Меньше излучаемого тепла | Больше излучаемого тепла | Максимально излучаемое тепло |
| Менее привлекательные бусины | Более привлекательные бусины | Более привлекательные бусины |
| Импульсная сварка НЕ ВОЗМОЖНА | Возможна импульсная сварка | Импульсная сварка Возможна |
| Распылительный перенос невозможен | Возможен перенос распылением | Возможен перенос распылением |
ГАЗ | ДЕЙСТВИЕ | ПОВЕДЕНИЕ ДУГИ | СТОИМОСТЬ |
| Водород (h3) | Лучшая поверхность валика, более высокая температура дуги, хорошее зажигание, более высокая скорость сварки | Стабильная, концентрированная дуга | Дешевая |
| Аргон (Ar) | Инертный инертный газ, улучшает разрушение оксидов, улучшает контроль сварочной ванны, ограниченное проплавление | Стабильная дуга | Умеренная |
| Гелий (He) | Инертный благородный газ, обеспечивает больший подвод тепла, улучшает проплавление и текучесть сварочной ванны | Нестабильная, блуждающая дуга | Дорого |
| Азот (N2) | Может образовывать нитриды при высоких температурах | Блуждающая дуга | Дешевая |
| Двуокись углерода (CO2) | Используется в небольшом соотношении для окисления и стабилизации дуги, улучшает смачиваемость сварного шва, глубокое проплавление шва | Нестабильная дуга | Дешевая |
| Кислород (O2) | Используется в небольшом соотношении для окисления и стабилизации дуги, улучшает текучесть сварочной ванны и проплавление шва | Никогда не использовался отдельно | Дешевая |
Двоичные смеси защитных газов
Двухкомпонентные смеси защитного газа являются наиболее распространенными и обычно состоят из аргона + гелия, аргона + CO2 или аргона + кислорода.
Аргон + гелий
Бинарные смеси аргона и гелия используются для сварки сплавов на основе никеля и алюминия. Используемый режим переноса металла — это либо осевой перенос распылением, либо импульсный перенос распылением. Добавление гелия обеспечивает большую текучесть лужи и более плоскую форму шарика. Гелий способствует более высокой скорости движения. В случае GMAW алюминия гелий уменьшает выступы, похожие на пальцы, характерные для чистого аргона. Гелий также способствует уменьшению появления водородных пор в сварных швах, которые выполняются с использованием алюминиево-магниевых наполнителей с базовыми сплавами серии 5XXX.Компонент аргона обеспечивает отличное зажигание дуги и способствует очистке алюминия.
Аргон + CO2
Наиболее часто встречающиеся смеси бинарных газов — это смеси, используемые для сварки углеродистой стали GMAW. Все четыре традиционных режима переноса металла GMAW используются с бинарными смесями аргон / CO2.
Они также добились успеха в импульсных приложениях GMAW для нержавеющей стали, где CO2 не превышает 4%. Осевой перенос распылением требует содержания CO2 менее 18%.
Аргон + кислород
Смеси аргон / кислород достигают аксиального распыления при меньших токах, чем смеси аргон / CO2. Размер капель меньше, а сварочная ванна более жидкая. Использование аргона + кислорода исторически ассоциировалось с высокоскоростной сваркой тонких материалов. И нержавеющая, и углеродистая сталь выигрывают от использования смесей аргона и кислорода.
Тройные газовые защитные смеси
Трехкомпонентные смеси защитного газа продолжают оставаться популярными для углеродистой стали, нержавеющей стали и, в некоторых случаях, никелевых сплавов.Для короткозамкнутого переноса углеродистой стали добавление 40% гелия к аргону и CO2 в качестве третьего компонента смеси защитного газа обеспечивает более широкий профиль проникновения. Гелий обеспечивает большую теплопроводность при коротком замыкании
для переноса материалов из углеродистой и нержавеющей стали. Более широкий профиль проплавления и повышенное проплавление боковых стенок снижает вероятность неполного проплавления.
Для нержавеющей стали довольно часто используются трехкомпонентные смеси.Добавки гелия от 55% до 90% добавляются к аргону и 2,5% CO2 для короткозамкнутого переноса. Их ставят на
уменьшает разбрызгивание, улучшает текучесть лужи и обеспечивает более плоскую форму сварного шва.
Общие тройные газовые защитные смеси.
| Процесс | Диаметр проволоки (мм) | Напряжение | Ампер | Защитный газ |
| Распылительный перенос GMAW | 0.9 | 28–32 | 165–200 | 98% аргона + 2% кислорода ИЛИ 75% аргона + 25% CO2 |
| 1,14 | 30–34 | 180–220 | ||
| 1,6 | 30–34 | 230–260 | ||
| GMAW Короткое замыкание переключения | 0,9 | 22–25 | 100–140 | 100% CO2 |
| 1,14 | 23–26 | 120–150 | 75% аргона + 25% CO2 |
| Таблица размеров и размеров баллонов для сварочного газа | |||
| Размеры баллона сжатого сварочного газа | Диаметр | Высота | Масса тары |
| Размер газового баллона G2 | 230 мм | 1460 мм | 54 кг |
| Размер газового баллона E2 | 204 мм | 780 мм | 24.5 кг |
| Размер газового баллона D2 | 176 мм | 550 мм | 13,7 кг |
| Размер газового баллона G | 310 мм | 795 мм | 55 кг |
| Размер газового баллона E | 210 мм | 770 мм | 22 кг |
| VT размер газового баллона | 215 мм | 625 мм | 13,5 кг |
| Размер баллона с фтор-газом | 215 мм | 1245 мм | 23.5 кг |
| Размер газового баллона 9 кг | 315 мм | 510 мм | 9 кг |
| Размер газового баллона 15 кг | 305 мм | 735 мм | 9,7 кг |
| Размер газового баллона 45 кг | 375 мм | 1250 мм | 33 кг |
ДЛЯ ЭФФЕКТИВНОГО И ЭФФЕКТИВНОГО ИСПОЛЬЗОВАНИЯ ХАРАКТЕРИСТИКИ ПРОДУКТА ДОЛЖНЫ БЫТЬ
- Круглая шкала давления с ручкой без проблем, позволяющая без проблем выполнять регулировку без использования инструментов.
- Двойные манометры для максимального контроля давления, поступающего в бочонок и из него.
- Интеллектуальный зазубренный выход для легкого подключения / переключения между бочками и баками.
- Запорный клапан со встроенным обратным клапаном для предотвращения образования запаса пива.
- Предохранение от давления и постоянное уплотнение на входном ниппеле. Усиленная защита от протечек.
- Конструкция для тяжелых условий эксплуатации.
- Двойные манометры для тяжелых условий эксплуатации.
- Большой корпус для меньшего колебания давления.
- Большая регулировочная ручка со стопорным кольцом, инструмент не требуется.
- Размер выходного патрубка для газового шланга с внутренним диаметром 5/16 дюйма. Регулятор
- имеет систему безопасности давления с продувкой от 55 до 60 фунтов на квадратный дюйм.
- устраняет необходимость в промывателях волокна при заправке.
ПОДАЧА И КОНТРОЛЬ ГАЗОВЫХ СМЕСЕЙ
Подача защитного газа с правильной смесью и правильным потоком имеет решающее значение для обеспечения качества и производительности при дуговой сварке металлическим газом.Любое изменение параметров газовой смеси или потока сильно влияет на характеристики переноса дуги и результирующее качество сварки. Таким образом, система подачи защитного газа сильно влияет на рентабельность и производительность GMAW.
Проблема на большом производственном предприятии с существующей системой подачи газа в баллоны со смешанными газами стоит дорого, а газовые смесители часто бывают неточными. Технология с правильным смешиванием газов из отдельных резервуаров в смесительной установке обойдется дешевле при массовом использовании.
Смеси газовыеБыло обнаружено, что различные смеси стандартных газов улучшают процесс GMAW. Аргон / Кислород. Добавление небольшого количества кислорода, обычно от 1 до 5 процентов, к аргону значительно стабилизирует сварочную дугу, увеличивает количество капель присадочного металла, снижает переходной ток распыления и влияет на форму валика. Сварочная ванна становится более текучей и дольше остается расплавленной, позволяя металлу вытекать к носкам сварного шва.
Затраты на поставку газаСтоимость производства является решающим фактором при выборе наиболее эффективного сварочного процесса.Также необходимо учитывать расходы, связанные со смесями защитных газов. Стоимость основных газов и газовых смесей для сварки может сильно различаться. CO2 — самый дешевый, а гелий — самый дорогой; аргон стоит между двумя.
Однако выбор защитного газа не должен основываться исключительно на стоимости кубического фута. Защитный газ — это не только одноцелевой продукт в уравнении сварки; это важнейший элемент в группе базовых технологий, составляющих сварочный процесс.
Защитный газ, как ни критично для процесса, обычно является одним из менее дорогих элементов. Например, снижение затрат на рабочую силу окажет гораздо большее влияние на общие расходы, чем выбор более дешевого газа или газовой смеси.
Интересно, что подход к газоснабжению позволяет снизить трудозатраты. Например, установка централизованной подачи газа вне рабочего места может снизить необходимость в ответственности оператора сварки за подачу газа, что повысит эффективность этого оператора в процессе сварки.
Еще один фактор, который следует учитывать, — это использование газосмесительных устройств для подачи газа по мере необходимости. Смешанные газы, поставляемые в отдельные баллоны, продаются по более высокой цене, что приводит к увеличению общих производственных затрат. Смесители газа могут быть установлены в точке подачи, что является хорошим выбором, когда многие операторы используют одну и ту же газовую смесь в течение длительного периода времени, или в точке использования, что лучше, если разные смеси будут использоваться различными операторы. Если объем газов велик, криогенные сосуды могут быть более рентабельными, чем баллоны со сжатым газом.В криогенные сосуды могут подаваться все газы, кроме гелия и водорода.
Использование газосмесительной системы в сочетании с центральным газоснабжением определяется объемом используемых газов. Режим поставки можно определить, учитывая:
- Как выбор защитного газа влияет на сварку?
- Какая смесь лучше всего подходит для применения?
- Какой способ подачи газа самый лучший?
- Насколько важна точность газовой смеси для этого применения?
При изменении каждого задания требования также могут меняться.Знание вариантов типов газа и методов подачи поможет выбрать наиболее эффективные и рентабельные продукты для процесса GMAW.
ЗАКЛЮЧЕНИЕ
Выбор и использование защитных газов в процессах газовой дуговой сварки металлов и сплавов для соединения различных металлов и сплавов требует глубоких знаний свойств и поведения газов в различных условиях для эффективного и действенного производства сварных швов. Это не только защита, но и улучшение переноса металла, совместимость с различными металлами и сплавами, смешение газов, скорость потока — все это зависит от защитных газов.
| АВТОР САМИР КУМАР ГУПТА. B.E. (мех), дипломированный инженер, FIIE, FIIW, MISNT, MAE, MITD, Технический директор, Jupiter Wagons Ltd, |