ГОСТ 18879-73 Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
Текст ГОСТ 18879-73 Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
ГОСТ
18879-73
Конструкция и размеры
Carbide-tipped rest bull-nose turning tools. Design and dimensions
MKC 25.100.10
Взамен ГОСТ 6743—61 в части типов III и IV: МН 577-64;
МН 578-64;
МН 587-64;
МН 588-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные проходные упорные резцы общего назначения с напаянными пластинами из твердого сплава.
Стандарт полностью соответствует СТ СЭВ 195—75.
(Измененная редакция, Изм. № 1,2).
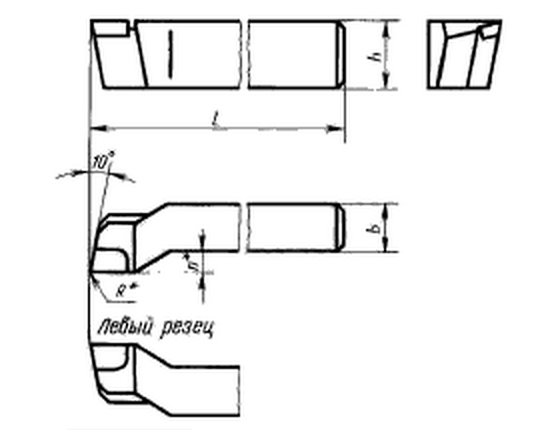
2. Резцы должны изготовляться двух типов:
1 — проходные упорные прямые с углом ср = 90°, правые и левые;
2 — проходные упорные изогнутые с углом ср = 90°, правые и левые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже 1, 2 и в табл. 1, 2.
Тип 2
Тип 1
* Размеры для справок.
Черт. 2
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., ноябре 1984 г. (ИУС 4—81, 2—85).
Резцы | Сечение резца h • b | L | Тип пластин по ГОСТ 25426-90 | ||||||||
с углом врезки пластины 10′ | с углом врезки пластины 0′ | ||||||||||
правые | левые | правые | левые | ||||||||
Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | ||||
2101-0001 | 2101-0002 | _ | _ | ОО ОО | 50 | 07 (угол врезки 10°) | — | ||||
2101-0003 | 2101-0004 | — | — | 1010 | 60 | ||||||
2101-0005 | 2101-0006 | — | — | 1212 | 70 | ||||||
2101-0007 | 2101-0008 | 2101-0051 | 2101-0052 | 1616 | 80 | 67; 07 (угол врезки 0°) | |||||
2101-0009 | 2101-0010 | 2101-0053 | 2101-0054 | 2012 | 100 | ||||||
2101-0011 | 2101-0012 | 2101-0055 | 2101-0056 | 20 20 | |||||||
2101-0013 | 2101-0014 | 2101-0057 | 2101-0058 | 2516 | 120 | ||||||
2101-0015 | 2101-0016 | 2101-0059 | 2101-0060 | 32-20 | 140 |
Пример условного обозначения правого резца типа 1, сечением hb = = 1212 мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2101-0005 ВК6 ГОСТ 18879- 73
Резцы | Сечение резца hb | L | п | R | Тип пластин по ГОСТ 25426-90 для угла врезки | |||||||||
с углом врезки пластины 10′ | с углом врезки пластины 0′ | Ряд 1 | Ряд 2 | |||||||||||
правые | левые | правые | левые | |||||||||||
Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | 10′ | 0′ | |||||
2103-1101 | 2103-1102 | 2103-1121 | 2103-1122 | 1010 | 90 | 4 | 0,4 | 07; 10 | 67; 07; 70 | |||||
2103-1103 | 2103-1104 | 2103-1123 | 2103-1124 | 1212 | 100 | 5 | ||||||||
2103-0017 | 2103-0018 | 2103-0067 | 2103-0068 | 1610 | 110 | 4 | ||||||||
2103-0019 | 2103-0020 | 2103-0069 | 2103-0070 | 16-12 | 100 | 5 | ||||||||
2103-1105 | 2103-1106 | 2103-1125 | 2103-1126 | 1616 | 110 | 6 | ||||||||
2103-0003 | 2103-0004 | 2103-0053 | 2103-0054 | 2012 | 125 | |||||||||
2103-0021 | 2103-0022 | 2103-0071 | 2103-0072 | 20-16 | 120 | |||||||||
2103-1107 | 2103-1108 | 2103-1127 | 2103-1128 | 20 20 | 125 | 8 | ||||||||
2103-0007 | 2103-0008 | 2103-0057 | 2103-0058 | 2516 | 140 | |||||||||
2103-0023 | 2103-0024 | 2103-0073 | 2103-0074 | 25-20 | ||||||||||
2103-1111 | 2103-1112 | 2103-1131 | 2103-1132 | 25-25 | 10 | 0,8 | ||||||||
2103-0009 | 2103-0010 | 2103-0059 | 2103-0060 | 32-20 | 170 | |||||||||
2103-0025 | 2103-0026 | 2103-0075 | 2103-0076 | 32-25 | ||||||||||
2103-1113 | 2103-1114 | 2103-1133 | 2103-1134 | 32-32 | 12 Ю | |||||||||
2103-0011 | 2103-0012 | 2103-0061 | 2103-0062 | 40-25 | 200 | |||||||||
2103-0027 | 2103-0028 | 2103-0077 | 2103-0078 | 40-32 | ||||||||||
2103-1115 | 2103-1116 | 2103-1135 | 2103-1136 | 40-40 | 14 | 1,2 | ||||||||
2103-0015 | 2103-0016 | 2103-0065 | 2103-0066 | 50-32 | 240 | |||||||||
2103-0029 | 2103-0030 | 2103-0079 | 2103-0080 | 50-40 | 12 | |||||||||
2103-1117 | 2103-1118 | 2103-1137 | 2103-1138 | 50-50 | 18 |
Примечание. Резцы по ряду 1 являются предпочтительными для применения.
Резцы по ряду 1 являются предпочтительными для применения.
Пример условного обозначения правого резца типа 2 сечением Н В = = 25-16 мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2103-0007 ВК6 ГОСТ 18879- 73 (Измененная редакция, Изм. № 1,2).
4. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
9. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкции и геометрические параметры резцов указаны на черт. 1—4 и в табл. 1—4.
Элементы конструкции и геометрические параметры резцов указаны на черт. 1—4 и в табл. 1—4.
Тип 1
Угол врезки пластины в стержень 10° При толщине пластины 4 мм и более
ю°
Черт. 1
При толщине пластины менее 4 мм
Н J
Гнездо под платину
6D EZ3
Сечение резца h ■ b | а | Г | т | К | К | К | Обозначение пластин по ГОСТ 25426-90 для резцов | |
правых | левых | |||||||
8-8 | 9,3 | л | 4,0 | 4,0 | 6,0 | 13 | 07050 | 07060 |
1010 | 6,0 | 8,0 | ||||||
1212 | 11,3 | 5 | 5,7 | 7,0 | 9,5 | 15 | 07070 | 07080 |
1616 | 15,3 | 6 | 8,0 | 12,0 | 14,0 | 19 | 07090 | 07100 |
2012 | 11,3 | 5 | 5,7 | 15,0 | 17,5 | 15 | 07070 | 07080 |
20 20 | 15,3 | 6 | 8,0 | 16,0 | 18,0 | 19 | 07090 | 07100 |
2516 | 21,0 | 23,0 | ||||||
32-20 | 19,3 | 7 | 9,0 | 27,0 | 29,5 | 23 | 07130 | 07140 |
При толщине пластины менее 4 мм
ш и
Гнездо под пластину
h\ J 511 EZB
Черт. 2
2
Сечение резца h ■ b | а | Г | т | К | h2 | К | Обозначение пластин по ГОСТ 25426-90 для резцов | |
правых | левых | |||||||
1616 | 15,3 | 6 | 8,6 | 11 | 13,5 | 19 | 67390 | 67400 |
2012 | 11,6 | 5 | 6,9 | 17 | — | — | 07370 | 07370 |
20 20 | 15,3 | 6 | 8,6 | 15 | 17,5 | 19 | 67390 | 67400 |
2516 | 8,2 | 20 | 22,5 | |||||
32-20 | 19,2 | 7 | 9,8 | 26 | 29,0 | 23 | 67410 | 67420 |
Тип 2
Черт. 3
3
При толщине пластины менее 4 мм
Гнездо под пластину
Сечение резца h ■ b | а | Г | т | К | К | К | Обозначение пластин по ГОСТ 25396-90, ГОСТ 25426—90, для резцов | |
правых | левых | |||||||
1010 | 9,3 | 4 | 4,0 | 6 | 8,0 | 13 | 07050 | 07060 |
1212 | 11,3 | 5 | 5,7 | 7 | 9,5 | 15 | 07070 | 07080 |
1610 | 9,3 | 4 | 4,0 | 12 | 14,0 | 13 | 07050 | 07060 |
1612 | 11,3 | 5 | 5,7 | 11 | 13,5 | 15 | 07070 | 07080 |
1616 | 15,3 | 6 | 8,0 | 12 | 14,0 | 19 | 07090 | 07100 |
2012 | 11,3 | 5 | 5,7 | 15 | 17,5 | 15 | 07070 | 07080 |
2016 | 15,0 | 6 | 7,0 | 14 | 17,0 | 19 | 07110 | 07120 |
20-20 | 19,3 | 7 | 9,7 | 15 | 17,5 | 23 | 07130 | 07140 |
25-16 | 15,3 | 6 | 8,0 | 21 | 23,0 | 19 | 07090 | 07100 |
25-20 | 19,0 | 7 | 8,7 | 18 | 21,5 | 23 | 07150 | 07160 |
25-25 | 24,0 | ИД | 19 | 22,0 | 28 | 07170 | 07180 | |
32-20 | 19,0 19,3 | 8,7 9,0 | 25 27 | 28. 29.5 | 23 | 07150 07130 | 07160 07140 | |
32-25 | 19,0 | 8,7 | 25 | 28,5 | 23 | 07150 | 07160 | |
32-32 | 24,0 | 8 | 10,4 | 24 | 28,0 | 28 | 07330 | 07340 |
40-25 | 32 | 36,0 | ||||||
40-32 | ||||||||
40-40 | 31,0 | 10 | 13,7 | 30 | 35,0 | 35 | 10571 | 10581 |
50-32 | 24,0 | 8 | 10,4 | 42 | 46,0 | 28 | 07330 | 07340 |
50-40 | ||||||||
50-50 | 39,0 | 12 | 17,1 | 38 | 44,0 | 43 | 10611 | 10621 |
 5
5по
При толщине пластины 4 мм
Гнездо под пластину
^ & т
Черт. 4
4
Сечение резца h ■ b | а | Г | т | К | К | К | Обозначение пластин по ГОСТ 25396-90, ГОСТ 25426—90 для резцов | |
правых | левых | |||||||
1010 | 9,3 | 4,0 | 5,0 | 7,5 | _ | 13 | ||
1212 | 9,5 | — | 07010 | 07010 | ||||
1610 | 9,6 | 4,0 | 5,1 | 13,5 | — | 12 | ||
1612 | 11,6 | 5,0 | 6,9 | 13,0 | — | 15 | 07370 | 07370 |
1616 | 15,3 | 6,0 | 8,6 | 11,0 | 13,5 | 19 | 67390 | 67400 |
2012 | 11,6 | 5,0 | 6,9 | 13,0 | — | 15 | 67370 | 07370 |
2016 | 8,2 | 15,0 | 17,5 | 18 | ||||
20 20 | 15,3 | 6,0 | 8,6 | 19 | 67390 | 67400 | ||
2516 | 8,2 | 20,0 | 22,5 | 18 | ||||
25-20 | 19,2 | 9,8 | 19,0 | 22,0 | ||||
25-25 | 19,0 | 7,0 | 10,2 | 23 | 67410 | 67420 | ||
32-20 | 19,2 | 9,8 | 26,0 | 29,0 | ||||
32-25 | ||||||||
32-32 | 24,0 | 11,9 | 24,0 | 28,0 | ||||
40-25 | 23,9 | 8,0 | ПД | 32,0 | 35,0 | 28 | 67330 | 67340 |
40-32 | ||||||||
40-40 | 31,0 | 10,0 | 15,6 | 30,0 | 35,0 | 35 | 70571 | 70581 |
50-32 | 23,9 | 8,0 | ПД | 42,0 | 45,0 | 32 | 67330 | 67340 |
50-40 | ||||||||
50-50 | 39,0 | 12,0 | 19,3 | 38,0 | 44,0 | 43 | 70611 | 70621 |
Примечание к табл. 1—4. Допускается изменение размеров а и т, если это необходимо для исключения утопания или провисания пластин более 0,8 мм.
1—4. Допускается изменение размеров а и т, если это необходимо для исключения утопания или провисания пластин более 0,8 мм.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 2).
ГОСТ 18870-73 Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
Текст ГОСТ 18870-73 Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
ГОСТ
18870-73
Конструкция и размеры
HSS side bullnose turning tools. Design and dimensions
MKC 25.100.10
Взамен ГОСТ 10043—62 в части типов III и IV; МН 644-64;
МН 645-64, МН 5220-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. № 1428 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 № 222
1. Настоящий стандарт распространяется на токарные проходные упорные резцы общего назначения из быстрорежущей стали.
2. Резцы должны изготовляться двух типов:
1 — проходные упорные прямые с углом ср = 90°, правые и левые;
2 — проходные упорные с углом ср = 90°, правые и левые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Исполнение 1 L
Ле&ый резец
U)
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменением № 1, утвержденным в январе 1981 г. (ИУС 4—81).
Таблица 1
Размеры,
Резцы | Ис- пол- нение | Сечение резца Н В | L | / | Форма пластин по ГОСТ 2379-77 | |||
правые | левые | |||||||
Обозначение | Применяе мость | Обозначение | Применяе мость | |||||
2101-0551 | 2101-0552 | 1 | 4-4 | 50 | — | — | ||
2101-0553 | 2101-0554 | 6-6 | ||||||
2101-0555 | 2101-0556 | ОО ОО | ||||||
2101-0557 | 2101-0558 | 10 10 | 60 | 30 | ||||
2101-0559 | 2101-0560 | 12 12 | 70 | |||||
2101-0561 | 2101-0562 | 16-16 | 80 | |||||
2101-0565 | 2101-0566 | 2 | 20-12 | 100 | 40 | 58 тип I | ||
2101-0563 | 2101-0564 | 20-20 | ||||||
2101-0567 | 2101-0568 | 25-16 | 120 | |||||
2101-0569 | 2101-0570 | 32-20 | 140 | 50 |
Пример 20-12 мм:
условного
обозначения правого резца типа 1 сечением НВ Резец 2101-0565 ГОСТ 18870- 73
Черт. 2
2
Размеры,™
Таблица 2
Резцы | Сечение резца н в | L | т | Форма пластин по ГОСТ 2379-77 | |||||||
Угол врезки пластины | 12′ | Угол врезки пластины 0′ | |||||||||
правые | левые | правые | левые | ||||||||
Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | ||||
2101-0509 | 2101-0510 | 2101-0021 | 2101-0022 | 1610 | 100 | 4 | |||||
2101-0501 | 2101-0502 | 2101-0023 | 2101-0024 | 2012 | 120 | 5 | |||||
2101-0503 | 2101-0504 | 2101-0025 | 2101-0026 | 2516 | 140 | 6 | 41 | ||||
2101-0505 | 2101-0506 | 2101-0027 | 2101-0028 | 32-20 | 170 | 7 | |||||
2101-0507 | 2101-0508 | 2101-0029 | 2101-0030 | 40-25 | 200 | 9 |
Пример условного обозначения правого резца типа 2 сечением Н В ■ = 20-12 мм, с углом врезки пластины в стержень 12°:
Резец 2101-0501 ГОСТ 18870- 73
4. Для резцов типа 2 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 12°, для обработки стали и других вязких материалов — 0°.
Для резцов типа 2 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 12°, для обработки стали и других вязких материалов — 0°.
3, 4. (Измененная редакция, Изм. № 1).
5. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
8. Технические требования — по ГОСТ 10047—62.
9. Маркировать — по ГОСТ 10047—62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
Элементы конструкций и геометрические параметры резцов указаны на черт. 1, 2 и в табл. 1, 2.
Тип 1
Черт. 1
Размеры, мм | ||
Сечение резца НВ | К | Номера пластин по ГОСТ 2379-77 |
4-4 | 4 | |
6-6 | 6 | |
ОО ОО | 8 | |
1010 | 10 |
Размеры, мм
Продолжение табл. 1
1
Сечение резца Н В | К | Номера пластин по ГОСТ 2379-77 |
1212 | 12 | |
1616 | 15 | |
2012 | 12 | 5801 |
20 20 | 5802 | |
2516 | 15 | 5803 |
32-20 | 5804 |
тип г
12°
Гнездо под пластину
Угол врезки пластины в стержень 0° Угол врезки пластины в стержень 12°
Черт. 2
Сечение Н В | тх | а | а, | п | h Угол врезки пластины | Номера пластин по ГОСТ 2379-77 | |
12° | 0° | ||||||
16-10 | 1 | 12 | ПД | 5 | 14,8 | — | 4102 |
20-12 | 16 | 14,9 | 6 | 18,8 | 4103 | ||
25-16 | 2 | 20 | 18,6 | 7 | 23,3 | 4104 | |
32-20 | 3 | 25 | 23,2 | 9 | 30,0 | 4105 | |
40-25 | 32 | 27,9 | 12 | 37,5 | 4106 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
Резец подрезной токарный: ГОСТ, геометрия, классификация, режимы
Для создания деталей исходные заготовки обрабатывают на токарных станках, удаляя определенное количество материала. Для данной цели применяют специализированный токарный инструмент – резец подрезной. Он рассчитан на точение, торцевание, нанесение фасок и т. д. и обычно применяется при черновой обработке.
Геометрия
Все подрезные резцы характеризуются одинаковой геометрией:
- Стержень применяется для фиксации в станке.
- Опорная поверхность имеет аналогичное назначение.
- Передняя поверхность откатывает стружку.
- Режущая кромка выполняет разрезание предметов.
- Вспомогательная кромка, пересекаясь с режущей, формирует вершину резца.
- Вершина лезвия представлена точкой взаимодействия инструмента и предмета.
- Задняя поверхность обеспечивает поддержания пластины.
- Вспомогательная задняя поверхность обеспечивает свободное перемещение резца по рабочей поверхности.

Следует отметить, что названные элементы подрезных резцов объединяют в два основных конструктивных узла. Так, стержень и опорная поверхность формируют державку, служащую для фиксации на станке. Она может быть выполнена в прямоугольном либо квадратном сечении. Переднюю и обе задние поверхности объединяют в рабочую поверхность, называемую головкой. На ней установлены режущие кромки. Таким образом, головка сформирована несколькими плоскостями и режущими кромками.
Угол заточки последних определяется материалами пластин и целевых заготовок, а также способом обработки.
Классификация
По конструкции и принципу функционирования данный инструмент дифференцируют на следующие варианты:
- Прямые модели с параллельными оси державки режущими кромками характеризуются отсутствием изгибов. Они рассчитаны на грубую обработку, предполагающую снятие значительного количества материала, нередко за несколько проходов, при обточке лишних фрагментов деталей.
- Отогнутые подрезные резцы имеют аналогичное назначение, но рассчитаны на обработку предметов более сложных форм: изгиб позволяет обтачивать труднодоступные места и т. д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
- Токарные упорные варианты рассчитаны на точение предметов малой жесткости. Они применяются для подрезки бортиков и обточки ступенчатых поверхностей. Это наиболее распространенный тип рассматриваемых инструментов. Их режущие кромки параллельны оси державки, однако, в сравнении с прямыми подрезными резцами, имеют меньший угол.
 д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.По направлению подачи данные инструменты классифицируют на левые и правые.
Наконец, подрезные резцы дифференцируют по технологии производства.
- Цельные варианты включают головку и державку из одного материала.
- Составные модели имеют элементы различного состава.
Параметры рассматриваемых инструментов регламентированы ГОСТами.
Так, отогнутые подрезные резцы с твердосплавными режущими пластинами описаны ГОСТ 18880-73. Для токарных проходных резцов, оснащенных сверх твердосплавными пластинами, и аналогичных подрезных моделей характеристики определены в ГОСТ 28990-91. ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
Скачать ГОСТ 18871-73
Скачать ГОСТ 18880-73
Скачать ГОСТ 29132-91
Принципы выбора
Существует несколько факторов, определяющих выбор подрезного резца.
- Во-первых, необходимо учитывать материалы целевых деталей. В данном случае используют принцип меньшей их жесткости относительно инструмента. Сопоставление по данному параметру осуществляют на основе марок стали.
- Во-вторых, следует определиться с требуемым соотношением точности геометрических размеров и качеством обработки поверхности.
- В-третьих, учитывают износостойкость инструмента, определяемую жесткостью исходного материала.

Следует отметить, что основные конструктивные элементы создают из различных материалов. Это обусловлено различным их назначением, обуславливающим требования к свойствам. Так, державка служит для фиксации в резцедержателе, следовательно, основными требованиями к ней являются твердость, ударо-, термо- и износостойкость.
Для создания режущих пластин применяют два типа материалов.
- Детали из быстрорежущей стали подходят для компактных заготовок. Удаление большого слоя материала следует осуществлять в несколько проходов. Не рекомендуется применять такие модели для обработки прочных материалов вроде бронзы, каленой стали и т. д. Это обусловлено относительно небольшой прочностью быстрорежущей стали, вследствие чего она быстро затупляется при обработке таких предметов.
- Твердосплавные режущие элементы с добавлением кобальта универсальны благодаря износо- и термостойкости. Ввиду этого они более дорогие. Для изготовления таких инструментов применяют комбинированный материал, включающий обычно быстрорежущую сталь и два сорта твердосплавной.

Для отражения параметров подрезных резцов используют маркировки, обычно обозначающие марку стали режущего элемента. К примеру, для модели Т15К6 титановольфрамовой группы цифры маркировки обозначают процентное содержание, буквы – карбид титана (Т) и кобальт (К).
Рабочие режимы
Работы с подрезными резцами осуществляются в различных режимах в зависимости от типа обработки поверхности. Далее рассмотрены особенности применения данных инструментов на примере модели ВК8. Для предметов цилиндрической конфигурации и подрезания торцов и уступов применяют как поперечную, так и продольную передачи.
Черновую обработку осуществляют на глубину 2-5 мм с применением поперечной подачи на 0,3-0,7 мм за оборот. Названные характеристики для чистовых работ равны 1 мм и 0,1-0,3 соответственно.
Названные характеристики для чистовых работ равны 1 мм и 0,1-0,3 соответственно.
ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18879-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ
С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped rest bull-nose turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 N 655
ВЗАМЕН ГОСТ 6743-61 в части типов III и IV: МН 577-64; МН 578-64; МН 587-64; МН 588-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., ноябре 1984 г. (ИУС 4-81, 2-85)
1. Настоящий стандарт распространяется на токарные проходные упорные резцы общего назначения с напаянными пластинами из твердого сплава.
Стандарт полностью соответствует СТ СЭВ 195-75.
(Измененная редакция, Изм. N 1, 2).
2. Резцы должны изготовляться двух типов:
1 — проходные упорные прямые с углом , правые и левые;
2 — проходные упорные изогнутые с углом , правые и левые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на чертежах 1, 2 и в табл.1, 2.
Тип 1 |
Черт.1 |
Тип 2 |
_______________ * Размеры для справок. |
Черт.2 |
Таблица 1
Размеры в мм
Резцы | |||||||||||
с углом врезки пластины 10° | с углом врезки пластины 0° | Сечение резца | Тип пластин по ГОСТ 25426-90 | ||||||||
правые | левые | правые | левые | ||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | ||||
2101-0001 | 2101-0002 | ||||||||||
2101-0003 | 2101-0004 | 10х10 | — | ||||||||
2101-0005 | 2101-0006 | 12х12 | |||||||||
2101-0007 | 2101-0008 | 2101-0051 | 2101-0052 | 16х16 | 07 (угол врезки 10°) | 67; 07 (угол врезки 0°) | |||||
2101-0009 | 2101-0010 | 2101-0053 | 2101-0054 | 20х12 | |||||||
2101-0011 | 2101-0012 | 2101-0055 | 2101-0056 | 20х20 | |||||||
2101-0013 | 2101-0014 | 2101-0057 | 2101-0058 | 25х16 | |||||||
2101-0015 | 2101-0016 | 2101-0059 | 2101-0060 | 32х20 | |||||||
Пример условного обозначения правого резца типа 1, сечением мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2101-0005 ВК6 ГОСТ 18879-73
Таблица 2
Размеры в мм
Резцы | Сечение резца | Тип пластин по ГОСТ 25426-90 для угла врезки | ||||||||||||
с углом врезки пластины 10° | с углом врезки пластины 0° | Ряд 1 | Ряд 2 | |||||||||||
правые | левые | правые | левые | |||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | |||||||
2103-1101 | 2103-1102 | 2103-1121 | 2103-1122 | 10х10 | ||||||||||
2103-1103 | 2103-1104 | 2103-1123 | 2103-1124 | 12х12 | ||||||||||
2103-0017 | 2103-0018 | 2103-0067 | 2103-0068 | 16х10 | ||||||||||
2103-0019 | 2103-0020 | 2103-0069 | 2103-0070 | 16х12 | ||||||||||
2103-1105 | 2103-1106 | 2103-1125 | 2103-1126 | 16х16 | ||||||||||
2103-0003 | 2103-0004 | 2103-0053 | 2103-0054 | 20х12 | ||||||||||
2103-0021 | 2103-0022 | 2103-0071 | 2103-0072 | 20х16 | ||||||||||
2103-1107 | 2103-1108 | 2103-1127 | 2103-1128 | 20х20 | ||||||||||
2103-0007 | 2103-0008 | 2103-0057 | 2103-0058 | 25х16 | ||||||||||
2103-0023 | 2103-0024 | 2103-0073 | 2103-0074 | 25х20 | 07; 10 | 67; 07; 70 | ||||||||
2103-1111 | 2103-1112 | 2103-1131 | 2103-1132 | 25х25 | ||||||||||
2103-0009 | 2103-0010 | 2103-0059 | 2103-0060 | 32х20 | ||||||||||
2103-0025 | 2103-0026 | 2103-0075 | 2103-0076 | 32х25 | ||||||||||
2103-1113 | 2103-1114 | 2103-1133 | 2103-1134 | 32х32 | ||||||||||
2103-0011 | 2103-0012 | 2103-0061 | 2103-0062 | 40х25 | ||||||||||
2103-0027 | 2103-0028 | 2103-0077 | 2103-0078 | 40х32 | ||||||||||
2103-1115 | 2103-1116 | 2103-1135 | 2103-1136 | 40х40 | ||||||||||
2103-0015 | 2103-0016 | 2103-0065 | 2103-0066 | 50х32 | ||||||||||
2103-0029 | 2103-0030 | 2103-0079 | 2103-0080 | 50х40 | ||||||||||
2103-1117 | 2103-1118 | 2103-1137 | 2103-1138 | 50х50 | ||||||||||
Примечание. Резцы по ряду 1 являются предпочтительными для применения.
Резцы по ряду 1 являются предпочтительными для применения.
Пример условного обозначения правого резца типа 2 сечением мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2103-0007 ВК6 ГОСТ 18879-73
(Измененная редакция, Изм. N 1, 2).
4. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. N 1).
5. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688-61.
9. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Элементы конструкции и геометрические параметры резцов указаны на черт.1-4 и в табл.1-4.
Элементы конструкции и геометрические параметры резцов указаны на черт.1-4 и в табл.1-4.
Черт.1
Тип 1
Черт.1
Таблица 1
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 25426-90 для резцов | |||||||
правых | левых | |||||||
07050 | 07060 | |||||||
10х10 | ||||||||
12х12 | 11,3 | 07070 | 07080 | |||||
16х16 | 15,3 | 12,0 | 14,0 | 07090 | 07100 | |||
20х12 | 11,3 | 15,0 | 17,5 | 07070 | 07080 | |||
20х20 | 15,3 | 16,0 | 18,0 | 07090 | 07100 | |||
25х16 | 21,0 | 23,0 | ||||||
32х20 | 19,3 | 27,0 | 29,5 | 07130 | 07140 | |||
Черт. 2
 2
2
Черт.2
Таблица 2
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 25426-90 для резцов | |||||||
правых | левых | |||||||
16х16 | 15,3 | 13,5 | 67390 | 67400 | ||||
20х12 | 11,6 | 07370 | 07370 | |||||
20х20 | 15,3 | 17,5 | 67390 | 67400 | ||||
25х16 | 22,5 | |||||||
32х20 | 19,2 | 29,0 | 67410 | 67420 | ||||
Черт. 3
 3
3Тип 2
Черт.3
Таблица 3
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 25396-90, ГОСТ 25426- 90, для резцов | |||||||
правых | левых | |||||||
10х10 | 07050 | 07060 | ||||||
12х12 | 11,3 | 07070 | 07080 | |||||
16х10 | 14,0 | 07050 | 07060 | |||||
16х12 | 11,3 | 13,5 | 07070 | 07080 | ||||
16х16 | 15,3 | 14,0 | 07090 | 07100 | ||||
20х12 | 11,3 | 17,5 | 07070 | 07080 | ||||
20х16 | 15,0 | 17,0 | 07110 | 07120 | ||||
20х20 | 19,3 | 17,5 | 07130 | 07140 | ||||
25х16 | 15,3 | 23,0 | 07090 | 07100 | ||||
25х20 | 19,0 | 21,5 | 07150 | 07160 | ||||
25х25 | 24,0 | 11,1 | 22,0 | 07170 | 07180 | |||
32х20 | 19,0 | 8,7 | 28,5 | 07150 | 07160 | |||
19,3 | 9,0 | 27 | 29,5 | 07130 | 07140 | |||
32х25 | 19,0 | 28,5 | 07150 | 07160 | ||||
32х32 | 28,0 | |||||||
40х25 | 24,0 | 10,4 | 36,0 | 07330 | 07340 | |||
40х32 | ||||||||
40х40 | 31,0 | 13,7 | 35,0 | 10571 | 10581 | |||
50х32 | 24,0 | 10,4 | 46,0 | 07330 | 07340 | |||
50х40 | ||||||||
50х50 | 39,0 | 17,1 | 44,0 | 10611 | 10621 | |||
Черт. 4
 4
4
Черт. 4
Таблица 4
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 25396-90, ГОСТ 25426-90 для резцов | |||||||
правых | левых | |||||||
10х10 | ||||||||
12х12 | 07010 | 07010 | ||||||
16х10 | 13,5 | |||||||
16х12 | 11,6 | 13,0 | 07370 | 07370 | ||||
16х16 | 15,3 | 11,0 | 13,5 | 67390 | 67400 | |||
20х12 | 11,6 | 13,0 | 67370 | 07370 | ||||
20х16 | 15,0 | 17,5 | ||||||
20х20 | 15,3 | 67390 | 67400 | |||||
25х16 | 20,0 | 22,5 | ||||||
25х20 | 19,2 | 19,0 | 22,0 | |||||
25х25 | 19,0 | 10,2 | 67410 | 67420 | ||||
32х20 | 19,2 | 26,0 | 29,0 | |||||
32х25 | ||||||||
32х32 | 24,0 | 11,9 | 24,0 | 28,0 | ||||
40х25 | 23,9 | 11,1 | 32,0 | 35,0 | 67330 | 67340 | ||
40х32 | ||||||||
40х40 | 31,0 | 10,0 | 15,6 | 30,0 | 35,0 | 70571 | 70581 | |
50х32 | 23,9 | 11,1 | 42,0 | 45,0 | 67330 | 67340 | ||
50х40 | ||||||||
50х50 | 39,0 | 12,0 | 19,3 | 38,0 | 44,0 | 70611 | 70621 | |
Примечание к табл. 1-4. Допускается изменение размеров и , если это необходимо для исключения утопания или провисания пластин более 0,8 мм.
1-4. Допускается изменение размеров и , если это необходимо для исключения утопания или провисания пластин более 0,8 мм.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 2).
Резец токарный проходной упорный прямой, 2101-0055 ГОСТ 18879-73, 20*20*100 (ВК8, Т5К10, Т5К10)
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Резец токарный проходной упорный прямой, 2101-0056 ГОСТ 18879-73, 20*20*100 (ВК8, Т5К10, Т5К10)
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Станки токарно-фрезерные
Станки токарно-фрезерные
Производство граммофонных пластинок начинается с процесса, известного как , нарезка мастер-диска . Технологически это прецизионный процесс обработки, в котором специальный токарный станок (слева) используется для прорезания канавки на алюминиевом диске, покрытом нитроцеллюлозным лаком, с помощью червячной фрезерной головки и модулированной фрезы-долота (щупа). с помощью подвижной катушки, аналогичной сборке обычного громкоговорителя.
 Технологически это прецизионный процесс обработки, в котором специальный токарный станок (слева) используется для прорезания канавки на алюминиевом диске, покрытом нитроцеллюлозным лаком, с помощью червячной фрезерной головки и модулированной фрезы-долота (щупа). с помощью подвижной катушки, аналогичной сборке обычного громкоговорителя.
Технологически это прецизионный процесс обработки, в котором специальный токарный станок (слева) используется для прорезания канавки на алюминиевом диске, покрытом нитроцеллюлозным лаком, с помощью червячной фрезерной головки и модулированной фрезы-долота (щупа). с помощью подвижной катушки, аналогичной сборке обычного громкоговорителя.В основном, единственные токарные станки, которые все еще работают сегодня, это те, которые были произведены: Neumann из Берлина; Скалли из Бриджпорта, Коннектикут; и Лирак Копенгагенский.
Интересно не только кое-что о токарно-фрезерных станках, это помогает лучше понять пределы производительности граммофонных (фонографических) пластинок, поскольку производительность токарного станка и производительность поворотного стола вместе определяют точность воспроизведения.С этой целью производительность токарного станка Neumann и фрезерной головки приведена в Приложении 1, а в заключительном разделе рассматривается сквозная производительность токарного станка → режущей головки → долота → иглы → поворотного стола → картриджа.
Нойман
Конструкция токарного станка Neumann была — более или менее — полностью сформирована к 1966 году с их токарным станком VMS 66. В 1970 году была выпущена модифицированная версия (VMS 70 — на фото выше), а в 1980 году были добавлены различные новшества с VMS 80, которая была последней.Neumann была единственной компанией, которая предлагала полную систему резки пластинок: токарный станок, фрезерную головку и электронику. Это представляло меньший риск для клиента, который тратил небольшое состояние (более 100 000 долларов в сегодняшних деньгах), и объясняет популярность оборудования Neumann.
Скалли
L. J. Scully производил токарные станки в основном для американского рынка, на котором они доминировали с 1930-х по 1960-е годы, пока токарные станки Neumann не начали импортироваться из Германии. Скалли попыталась ответить новым дизайном, но он был недоступен до середины 1970-х, когда на рынке доминировали Neumann VMS 66 и, в частности, VMS 70 70.

Токарные станки Scully часто оснащены фрезерной головкой Westrex и электроникой. История Westrex восходит к зарождению электрических записей.
Lyrec
Lyrec производила только механику токарного станка, а фрезерную головку и электронику производила дочерняя компания Ortofon в Дании. Компания Lyrec выпустила свой последний токарный станок примерно в 1978 году. Компания Lyrec была ответственна за дизайн непревзойденного синхронного двигателя SM8. Этот двигатель производился с 1955 по 1976 год и использовался на всех токарных станках Lyrec, а также компанией Neumann, которая производила запчасти для своих токарных станков.
Компания Ortofon, основанная в Копенгагене, изначально разработала систему синхронизированного звука для фильмов. В 1946 году компания Ortofon разработала свою первую режущую головку с подвижной катушкой.
Присмотритесь к токарному станку
Ниже приводится общий обзор всех записывающих станков. Это часто относится к Neumann VMS 70, потому что это был и остается самым популярным в мире записывающим токарным станком. Это подчеркнуто там, где другие конструкции сильно отличаются от философии Ноймана.
Это часто относится к Neumann VMS 70, потому что это был и остается самым популярным в мире записывающим токарным станком. Это подчеркнуто там, где другие конструкции сильно отличаются от философии Ноймана.
Станина токарного станка
Базовая станина токарного станка Neumann (слева) построена на тяжелой чугунной основе, которая оставалась практически неизменной с 1930-х годов до тех пор, пока Neumann не прекратил выпускать рекордные токарные станки пятьдесят лет спустя ». Подобно токарному станку слесаря, рекордер имеет токарный шпиндель с приводом от электродвигателя; хотя в случае токарного станка работа вращается горизонтально. Задняя бабка токарного станка представляет собой кронштейн, который движется по станине токарного станка на салазках.В случае с Neumann скоба довольно тонкая и иногда ее называют «лебединая шея». В токарном станке Scully кронштейн более массивный. Режущая головка установлена на кронштейне, который движется по суппорту, управляемому ходовым винтом.
Токарный станок Lyrec — более компактное устройство, чем Neumann или Scully, в котором режущая головка движется по рельсам позади работы. Как следствие, токарные станки Lyrec меньше похожи на приспособления из мастерской по металлу.
Поворотный стол и двигатель
В случае токарных станков Neumann поворотный стол сделан из тяжелого чугуна и весит 30 кг.Токарные станки Lyrec также использовали тяжелый латунный поворотный стол с механической обработкой. Поворотный стол токарного станка Scully менее массивен, вместо этого он соединен посредством упругой муфты с валом, на котором установлен тяжелый маховик, приводимый в движение ремнем от двигателя.
Одно- или трехфазный синхронный двигатель поворотной платформы, который приводит в действие токарные станки Lyrec и Neumann, был изготовлен Lyrec. Двигатель очень необычен тем, что частота вращения двигателя равна оборотам диска — это очень медленно вращающийся синхронный двигатель. Никакая зубчатая передача или ремень не используются для понижения меньшего, быстро вращающегося двигателя, как мы видим в домашних вертушках. Таким образом, эти токарные станки с прямым приводом .
Никакая зубчатая передача или ремень не используются для понижения меньшего, быстро вращающегося двигателя, как мы видим в домашних вертушках. Таким образом, эти токарные станки с прямым приводом .
Из уравнения, приведенного на этой странице, которое дает введение в электродвигатели, это означает, что двигатель должен иметь 90 пар полюсов, чтобы вращаться на 33 & frac13; Число оборотов при переменном токе 50 Гц (и 108 пар полюсов для работы от переменного тока 60 Гц), что демонстрирует, насколько необычным является этот двигатель Lyrec (см. Слева). Нойман принял на вооружение электродвигатели постоянного тока SP-02 с кварцевым замком, произведенные Technics после 1976 года.
И в токарных станках Lyrec, и в Neumann двигатель расположен под поворотным столом токарного станка в корпусе, который находится на полу (справа). Таким образом, вибрация корпуса двигателя изолирована от станины и станины токарного станка. В токарных станках Neumann моторный привод соединен с поворотным столом шатуном с двумя простыми резиновыми дисковыми муфтами. Эти муфты в некоторой степени снимают вибрацию двигателя с поворотной платформой, но их совершенно недостаточно для обеспечения высокого качества.
Эти муфты в некоторой степени снимают вибрацию двигателя с поворотной платформой, но их совершенно недостаточно для обеспечения высокого качества.
Для обеспечения необходимой степени изоляции поворотный стол приводится в движение гидрокинетической муфтой, которая работает как гидравлическая муфта.Двигатель приводит в движение внешний цилиндр муфты, который представляет собой чашу, наполненную поллитром масла. Это первичная турбина . Поворотный стол приводится в движение от второй перевернутой чашки (вторичная турбина ), которая погружена в масляную ванну для вращения. Когда поворотный стол набирает скорость и две части имеют одинаковые угловые скорости, чистая центростремительная сила отсутствует, и движение жидкости является круговым и соосным с осью вращения. Таким образом, поворотный стол связан с двигателем исключительно тонким слоем масла между стенками двух концентрических цилиндров.Такое расположение, вместе с массивным поворотным столом, почти полностью исключает передачу грохота и дрожания от двигателя на поворотный стол.
Вакуумный патрон
В машине Neumann вакуумный патрон расположен поверх основного чугунного поворотного стола и обеспечивает вакуумный прижим для всех размеров чистых лаков. Поверхность патрона представляет собой поворотный стол из перфорированного алюминия, который виден пользователю (см. Рисунок ниже). Вакуум, создаваемый небольшим двигателем, гарантирует, что лак остается ровным и не скользит по поворотному столу.Обычный метод создания вакуума — это небольшой насос с приводом от электродвигателя. В токарных станках Neumann труба от вакуумного насоса часто соединяется с полым центральным штифтом патрона поворотной платформы с помощью переходника с неплотной посадкой. Аналогичный вакуумный патрон используется в Lyrec — хотя труба от вакуумного насоса подключается под поворотным столом, как и на более поздних Neumanns. Токарные станки Скалли в течение многих лет просто полагались на пробковый коврик, чтобы остановить скольжение лака. Современные токарные станки Scully часто имеют специальный вакуумный патрон.
Подвеска фрезы
Станина токарного станка на токарных станках Neumann и Scully имеет суппорт (хорошо видна на рисунке Neumann VMS 80, слева). Салазки , которые движутся по салазкам и к которым прикреплен кронштейн, который несет вес режущей головки, движутся на шарикоподшипниках. Токарный станок Lyrec более компактен, поскольку режущая головка движется по рельсам позади токарного диска. (Это было особенностью других, более старых конструкций токарных станков таких производителей, как Presto из Paramus New Jersey).Таким образом, привод ходового винта находится намного ближе к оси вращения режущей головки, чем в случае с Neumann или Scully, где привод осуществляется на другом конце кронштейна, который может поворачиваться с минимальной скоростью. В этом преимущество токарного станка Lyrec.
Кронштейн подвешивает режущую головку над вращающимся лаковым диском, позволяя щупу протыкать диск. Проникновение иглы в лак необходимо очень точно контролировать, чтобы избежать дополнительной и нежелательной вертикальной модуляции сигнала. В случае Westrex (показано ниже) ² почти весь вес поворотного ножа уравновешивается амортизирующей пружиной. В модели Neumann режущая головка также установлена на пружинном противовесе, но ей помогает электродинамическая подвеска с подвижной спиралью, которая управляется с панели управления глубиной резания.
В случае Westrex (показано ниже) ² почти весь вес поворотного ножа уравновешивается амортизирующей пружиной. В модели Neumann режущая головка также установлена на пружинном противовесе, но ей помогает электродинамическая подвеска с подвижной спиралью, которая управляется с панели управления глубиной резания.
Эта панель управления находится в проеме в отливке станины токарного станка, прямо под суппортом. Это хорошо видно на изображении VMS 70 вверху этой страницы.Эта панель управления подает постоянный ток на подвеску системы с подвижной катушкой, который действует против веса режущей головки. Регулируя потенциометр для управления постоянным током в этой системе с подвижной катушкой, можно контролировать глубину резки — ток отображается на измерителе с подвижной катушкой. Установленный микроскоп используется для регулировки глубины реза. В более поздних токарных станках VMS 80 к микроскопу прикреплена телекамера, так что канавку можно будет наблюдать на телевизионном мониторе.
Глубина резания увеличивается при вводе, выводе и окончательной канавке.Это необходимо для того, чтобы игла для воспроизведения прочно вошла в эти канавки для установки и приема тонарна. (Помните, что канавка, сделанная с помощью V-образной фрезы, также становится на шире , а на глубже ). На панели управления глубиной есть дополнительный поворотный регулятор и измеритель с подвижной катушкой для выполнения этих настроек.
Если лаковый диск имеет неровности поверхности (коробление), на прессованной виниловой пластинке эти неровности будут видны как нежелательная модуляция. В резаке Westrex используется сапфировая полусфера, известная как продвинутый шар , который движется по лаковому диску и механически передает неровности поверхности на режущую головку.Это уменьшает нежелательную модуляцию канавки, потому что резак следует по основе. В результате тихие канавки можно прорезать почти с постоянной глубиной, даже если поверхность лака неровная. Шарик расположен точно перед иглой, так что любая маркировка лака удаляется, когда игла прорезает канавку.
Шарик расположен точно перед иглой, так что любая маркировка лака удаляется, когда игла прорезает канавку.
Режущая головка
Режущая головка приводит в действие режущий стержень, который гравирует канавку пластинки в лаке. Стерео режущая головка очень похожа на миниатюрную пару динамиков.Стилус механически соединен с парой движущихся катушек, через которые протекают сигнальные токи левого и правого каналов, когда он находится в поле мощного магнита.
Способ, которым две катушки управляют стилусом, отличается в зависимости от марки режущих головок. В случае фрезерных головок Westrex и Neumann принцип, показанный на рисунке (слева) ³. Два ортогональных соленоида, каждый из которых установлен под углом 45 ° к горизонтали, соединены с трубкой, на конце которой закреплен стилус (об этом подробнее позже).Эта трубка скручивается и известна как торсионная трубка . Таким образом, полностью линейное, раздельное движение двух соленоидов преобразуется в составное движение для гравировки обеих стенок диска. Механизм хорошо виден на фрезерной головке Neumann (внизу справа).
Механизм хорошо виден на фрезерной головке Neumann (внизу справа).
Стереорезательная головка Ortofon расположена так, что две вертикальные катушки приводят в действие качающийся мост . Способ, которым левый и правый сигналы разделяются на два движения под 45 °, труднее предусмотреть при таком расположении.Но результат тот же. Невероятно, но оба метода были предвосхищены Блюмлейном в его стереофоническом патенте 1932 года, написанном за 30 лет до того, как была выпущена первая стереозапись.
Маленькие катушки в режущей головке управляются большими усилителями (см. Ниже). Из-за этого возможен сильный нагрев этих катушек даже до степени оплавления тонкого обмоточного провода. Чтобы расширить рабочую зону режущих головок, некоторые режущие головки герметизированы производителем, что позволяет впрыскивать гелий в зазоры между полюсными наконечниками и катушками.Газы с низкой плотностью, такие как водород и гелий, имеют более высокую теплопроводность, чем нормальный воздух, и, таким образом, быстрее переносят нежелательное тепло от катушек к массе полюсных наконечников.
Постоянная скорость
Как мы видели, каждый канал режущей головки представляет собой устройство с подвижной катушкой, которое работает аналогично громкоговорителю. Как и в случае с громкоговорителем, именно низкие частоты заставляют резак двигаться больше всего: высокие частоты заставляют его двигаться очень незначительно.(Если вы когда-либо смотрели на диффузор громкоговорителя, воспроизводящий музыку, вы это узнаете.)
Таким образом, если на режущую головку записи подается сигнал, имеющий постоянную амплитуду по отношению к частоте (сигнал с плоской частотной характеристикой), резак будет реагировать на этот сигнал так, что по мере увеличения частоты и наклона При увеличении крутизны сигналов амплитуда канавки, нанесенной на диск, будет уменьшаться. Мы говорим, что режущая головка имеет характеристику постоянной скорости .
Проблема с постоянной скоростной характеристикой заключается в том, что модуляция низких частот, выгравированная на диске, будет огромной и приведет к разрушению стенки канавки, а высокие частоты настолько крошечными, что будут затоплены шумом из-за физической шероховатости. паза. Таким образом, на режущие головки не подается сигнал с плоской частотной характеристикой, как подробно описано на этой странице. Современные записи записываются с передаточной характеристикой, которая снижает низкие частоты, чтобы ограничить отклонение стилуса, и повышает высокие частоты, чтобы улучшить отношение сигнал / шум среды.
паза. Таким образом, на режущие головки не подается сигнал с плоской частотной характеристикой, как подробно описано на этой странице. Современные записи записываются с передаточной характеристикой, которая снижает низкие частоты, чтобы ограничить отклонение стилуса, и повышает высокие частоты, чтобы улучшить отношение сигнал / шум среды.
Сигнал, фактически выгравированный в канавке современной записи при записи в соответствии со стандартом RIAA, имеет частотную характеристику, которая имеет две широкие области с постоянной амплитудой (в отличие от постоянной скорости), разделенные шагом, как показано справа. . Первая область среза постоянной амплитуды связана с фильтром с оборотом в эквалайзере записи. Это срезает низкие частоты и, таким образом, вызывает усиление электрического отклика через низкие и средние частоты.Это дополняет отклик режущей головки при падении. Вторая область связана с предыскажением , где, опять же, возрастающий электрический отклик дополняет отклик фрезы на спад. Полка возникает из-за плоской части характеристики записи (в RIAA между 500 Гц и 2121 Гц), где нет компенсации падающего отклика режущей головки.
Полка возникает из-за плоской части характеристики записи (в RIAA между 500 Гц и 2121 Гц), где нет компенсации падающего отклика режущей головки.
Обратная связь
Утверждение, что последняя режущая головка имеет характеристику постоянной скорости , верно, но это реализуется только системой стабилизации передаточной функции преобразователя.
Если вы представите себе небольшой громкоговоритель и замену бумажного диффузора на маленькую алюминиевую трубку на кручении, вы интуитивно вообразите, что производимый звук будет очень резким и «металлическим» (и не очень громким!). Громкоговоритель с подвижной катушкой устроен так, что его основной резонанс ниже его самой низкой полезной частоты. Это возможно, потому что опорную крестовину можно сделать очень податливой. Иначе обстоит дело с режущей головкой с подвижной катушкой, где из-за жесткости крутящего момента основной резонанс находится прямо в середине звукового диапазона; примерно 1-2 кГц.Без исправления ошибок резцовая головка производила бы действительно ужасно звучащую запись. Некомпенсированная частотная характеристика режущих головок Westrex 3C и 3D представлена на рисунке (слева) ³.
Некомпенсированная частотная характеристика режущих головок Westrex 3C и 3D представлена на рисунке (слева) ³.
Решением является отрицательная обратная связь, которая возникает в результате движения исполнительных катушек двумя дополнительными обмотками обратной связи , показанными на иллюстрации принципа режущей головки выше. Эти катушки измеряют скорость отклонения соленоида и генерируют сигнал, который возвращается в режущий усилитель, где из входящего сигнала вычитается , из которого вычитается , чтобы компенсировать неравномерную частотную характеристику преобразователя.При тщательном механическом и электрическом проектировании применяется очень значительный коэффициент отрицательной обратной связи, что приводит к линеаризации отклика, за исключением плавного падения на низких частотах и некоторых высокочастотных неоднородностей. Они могут быть решены с помощью простых пассивных схем выравнивания и даже могут быть поглощены при помощи обратного выравнивания RIAA.
Сигналы обратной связи от нижних катушек играют еще одну роль в том, что они являются последней точкой в звуковой цепи, где может быть получен сигнал мониторинга.
Стилус
Минеральный корунд (Al 2 O 3 ) обычно используется для резки долота в виде синтетического рубина или сапфира. Синий сапфир обычно считается лучшим материалом для огранки рекордов, поскольку эти драгоценные камни могут быть изготовлены без зерен и примесей и могут быть очень точно сформированы; с чистыми острыми краями. Показаны размеры сапфирового наконечника токарного станка Ortofon.Обратите внимание на радиус кончика иглы (менее 4 мкм).
Щуп с подогревом
Преимущества записи с использованием горячего стилуса известны с 1890-х годов. Возможность вырезать чистые канавки с помощью щупов с острыми краями значительно облегчается, если игла горячая. Шум канавки LP уменьшается почти на порядок, когда подается тепло, и отмечается улучшение частотной характеристики.
Устройства для нагрева иглы состоят из двух небольших выводов на режущей головке, к которым может быть присоединена простая катушка нагревателя, питаемая от источника переменного тока.Катушки нагревателя изготовлены с использованием тонкого эмалированного провода сопротивления, так что около 7½ витков провода окружают сапфировый иглу.
Удаление стружки
По мере прорезания канавки удаленный лак, известный как стружка , необходимо постоянно очищать от иглы и поверхности диска. Для удаления стружки поместите всасывающую трубку рядом с кончиком иглы. Вакуум для всасывания обычно создается тем же насосом, который подает вакуум в патрон поворотной платформы.Металлическая стружка подается в емкость, которую необходимо периодически опорожнять.
На увеличенном изображении режущей головки Westrex хорошо видна труба для удаления стружки, нагретый игольчатый наконечник и его соединения, а также режущий наконечник и передаточный шарик.
Регулировка высоты звука
В токарных станках Neumann консоль управления шагом представляет собой отдельное оборудование, которое находится справа от станины токарного станка. (Обратите внимание, что шаг здесь означает количество канавок, нарезанных на дюйм, то есть как шаг резьбы, а не музыкальный шаг.) В отличие от токарного станка для слесаря, двигатель поворотной платформы не использует мощность или привод для вращения ходового винта; шаговый привод полностью автономен и имеет собственный электродвигатель. Блок управления шагом соединен с ходовым винтом упругой муфтой.
(Обратите внимание, что шаг здесь означает количество канавок, нарезанных на дюйм, то есть как шаг резьбы, а не музыкальный шаг.) В отличие от токарного станка для слесаря, двигатель поворотной платформы не использует мощность или привод для вращения ходового винта; шаговый привод полностью автономен и имеет собственный электродвигатель. Блок управления шагом соединен с ходовым винтом упругой муфтой.
Пульт управления шагом VMS 70 (справа) имеет несколько кнопок управления для остановки и запуска двигателя ходового винта, а также для управления его скоростью и, следовательно, шагом спирали, выгравированной на лаке. Предоставляется циферблат, откалиброванный по метру в линиях на дюйм (LPI), который позволяет установить основной шаг канавок.Предусмотрены кнопки для ускорения приводного двигателя для входа и выхода, а также для межколейных пространств. Кнопка, довольно сбивающая с толку «ECHO», позволяет расширить высоту тона, чтобы предотвратить сквозную печать пре-эха от громкой канавки к тихой.
Электроника
Усиление
Режущие предусилители
В VMS 66 и 70 предварительные усилители резака известны как эквалайзер записи SE66 и эквалайзер SAB-74B соответственно.Перейдите на страницу, на которой анализируются схемы этих эквалайзеров.
Усилители мощности с режущей головкой
Ускорения, необходимые для привода резца-долота, огромны, а усилители для нарезки пластинок были вершиной аудиотехники во время расцвета граммофонных пластинок. Усилитель Westrex RA-1574-B показан на рисунке³. В нем используются параллельные пары из 807 ламп лучевого тетрода с фиксированным смещением для генерации среднеквадратичной мощности 75 Вт. Обратите внимание, как сигнал и отрицательная обратная связь от режущей головки сочетаются в первом клапане (трубке).Это одна из областей, в которой ламповая технология продолжила свое развитие в потребительском оборудовании, несмотря на то, что к концу 1960-х большинство новых режущих усилителей были твердотельными.
Использование площадей
Термин эффективное использование пространства широко использовался в период расцвета рекордной резки. Это относится к эффективному использованию поверхности записи для максимального увеличения времени воспроизведения записи. Фонографическая пластинка — это полностью механическая форма памяти.Мягкие звуки требуют только небольших отклонений канавки, чтобы их уловить, и канавки могут быть плотно упакованы вместе. Это позволяет получить больше спиралей грува и запись с более длительным временем воспроизведения. С другой стороны, громкие звуки создают большую модуляцию грува и, следовательно, необходимую потребность в увеличении высоты звука между канавками и сокращении времени воспроизведения.
При умелом ручном управлении ходовым винтом можно было бы, делая аккуратные записи и используя секундомер, разумно адаптировать шаг канавки так, чтобы он был узким для тихих периодов музыки и широким для громких эпизодов.В случае ходового винта с постоянным числом оборотов, приводимого в действие двигателем, единственный вариант — установить шаг для наихудшего случая и смириться с плохим использованием пространства диска в тихих движениях; непопулярный компромисс. Что было необходимо, так это интеллектуальная система, которая могла бы предвидеть и адаптировать высоту грува в зависимости от музыкального содержания. Именно эти две особенности предвкушения и интеллекта оправдывают термин токарный станок с компьютерным управлением , который стал использоваться задолго до того, как цифровые компьютеры стали частью повседневной жизни.
Что было необходимо, так это интеллектуальная система, которая могла бы предвидеть и адаптировать высоту грува в зависимости от музыкального содержания. Именно эти две особенности предвкушения и интеллекта оправдывают термин токарный станок с компьютерным управлением , который стал использоваться задолго до того, как цифровые компьютеры стали частью повседневной жизни.
Компьютерное управление
Токарный станок Neumann VMS 66, выпущенный в 1966 году, описывался как с компьютерным управлением , хотя он не содержит ничего, что напоминало бы современный компьютер по своей электронике. В данном случае компьютер является аналоговым компьютером .
Регулировка высоты звука
Система управления высотой тона требует расширенной подачи звука. Когда приходит музыкальное крещендо, нет смысла пытаться расширить высоту звука канавок.К тому времени уже слишком поздно! Изменение высоты тона осуществляется путем управления двигателем ходового винта с помощью сигнала, полученного от добавленной магнитной ленточной головки, расположенной примерно на 38 см (& ap; 1 секунда) перед обычной воспроизводящей головкой в магнитофоне, подающей стереосигналы на записывающее устройство на диск.
После суммирования, выравнивания, усиления и выпрямления входящий сигнал от усовершенствованной головки воспроизведения является мерой пространства, необходимого для записи сигнала модуляции.Этот управляющий сигнал добавляется к установившемуся току, запрограммированному оператором токарного станка на пульте управления шагом. Управляющий сигнал для регулировки высоты тона показан как один канал звукового сигнала на снимке экрана из DAW (справа).
Контроль глубины
Нойман понял, что можно было бы добиться еще большего использования пространства, если бы глубину канавки (а также шаг) можно было контролировать динамически. Модуляция глубины канавки зависит от разности каналов, как показано на диаграмме (справа).
Они рассудили, что так же, как опережающий по времени сигнал left + right может быть обработан для предсказания требуемого шага канавки , опережающий по времени сигнал left-right может использоваться для предсказания требуемой глубины .
Помните две вещи:
- Канавка, выполненная с помощью V-образной фрезы, сужается по мере уменьшения глубины. Таким образом, если требуется только глубокая канавка, когда этого требует модуляция, можно использовать более тонкий шаг канавки.Это большое преимущество контроля глубины.
- Neumann были «в хорошем месте», чтобы воспользоваться этим, потому что их глубина резания уже контролировалась током через соленоид. Чтобы реализовать эту схему, достаточно было добавить динамический элемент к запрограммированному току контроля глубины.
Мы видели, как глубина на самом деле влияет на высоту звука , и это является усилением контроля глубины. Есть и обратная сторона: когда требуется большая глубина, шаг нужно делать грубее.С этой целью контроллер управления глубиной выдает выходной сигнал, который действует как другой вход для контроллера шага.
При такой степени сложности легко увидеть, что термин компьютер оправдан.
По мере того, как за последние пятнадцать лет эры LP был достигнут прогресс в крупномасштабной интеграции электроники и компьютерных технологий, компьютерное управление стало еще более интеллектуальным, так что было получено еще лучшее использование пространства.
Обработка сигналов
Задача специалиста по резке — максимизировать амплитуду «покачиваний», которые представляют собой данные в механической памяти носителя. Мы хотим, чтобы эти данные были как можно выше шума канавки, не повреждая ни носитель, ни режущую головку записи, ни пишущее перо. Это прогулка по канату, и эта работа значительно усложняется сигналами определенных характеристик. Среди них:
- Чрезмерные низкие частоты или грохот (например, шум кондиционера).Это может вызвать перерезание , где модуляция канавки становится настолько большой, что пробивается к канавке, вырезанной при предыдущем повороте.
- Чрезмерно высокие частоты. Ускорения, необходимые для обрезки высокочастотных сигналов на медленно вращающейся пластинке, могут составлять 1000G. Особенно хлопотны сибилянты. Они могут звучать нормально на магнитофоне, но это «шшш» превратится в «шшш» после записи на винил.
- Информация о несоответствии фазы или избыточная информация L-R .Это особенно проблематично, потому что информация, не совпадающая по фазе (или разность каналов), вызывает вертикальные перемещения резца. Если эти модуляции не ограничены должным образом, долото резца может копать настолько глубоко, что царапает основу лакового мастер-диска, или может сделать канавку настолько мелкой, что стилус выскользнет из нее при попытке воспроизвести запись назад.
 Особенно хлопотны сибилянты. Они могут звучать нормально на магнитофоне, но это «шшш» превратится в «шшш» после записи на винил.
Особенно хлопотны сибилянты. Они могут звучать нормально на магнитофоне, но это «шшш» превратится в «шшш» после записи на винил. Теперь монтажный инженер хорошо осведомлен об этих проблемах и имеет специальное оборудование для обработки этих сигналов, когда они присутствуют: например, фильтры с крутым срезом для экстремальных низких и высоких частот.Показаны кривые, иллюстрирующие фильтры высоких и низких частот в VMS 66/70. Фильтры нижних частот позволяют инженеру контролировать скорость режущего щупа в допустимых пределах. Стойка электроники токарного станка содержит пределы ускорения или деэссеров , которые накладывают ограничения на ускорение режущего щупа.
Стойка электроники токарного станка содержит пределы ускорения или деэссеров , которые накладывают ограничения на ускорение режущего щупа.
У инженера также есть эллиптический эквалайзер , часть оборудования, отчасти окутанная тайной.
Легендарный эллиптический эквалайзер Neumann .Всего три импеданса, но очень хитроумно!
Падение реактивного сопротивления катушки индуктивности вынуждает низкие частоты переходить в моно, так что низкие частоты записываются на пластинку только в виде боковой модуляции
Фактически, эллиптический эквалайзер (Neumann EE66 или EE70) — относительно простое устройство, в основе которого лежат всего три импеданса. Эти импедансы взаимодействуют таким образом, что эквалайзер вносит перекрестные помехи в низкие частоты, заставляя их быть моно. Это уменьшает не синфазную часть сигнала и ограничивает амплитуду модуляции вертикальной канавки.
Выводы
Итак, каковы «выводы» из нашего краткого обзора дисковых токарных станков? Ссылаясь на вышеизложенное и на рисунки в приложении, мы можем сказать:- Токарные станки обладают стабильностью скорости, которая на порядок превосходит большинство вертушек с ременным приводом: только вертушки с прямым приводом могут сравниться с ними. Тем не менее, подавляющее большинство дисков было (и все еще обрабатывается!) С приводом от синхронных двигателей переменного тока, поэтому преимущества двигателей с кварцевым замком для воспроизведения, вероятно, преувеличены: Бэтчелор отмечает, что все, что может сделать поворотный стол с кварцевым замком, — это Лучше воспроизвести изменения в сети, присутствующие при резке диска….! Тем не менее, мы можем сказать, что нижняя граница показателей стабильности скорости устанавливается воспроизводящим устройством во всех проигрывателях, кроме лучших; хотя производственные допуски могут существенно снизить стабильность скорости оригинальной лаковой записи; это связано с ручным этапом изготовления пластинки из оригинального лака.
- Стабильность скорости токарного станка достигается за счет массивных движущихся частей, которые предъявляют высокие требования к подшипникам, которые их поддерживают. В течение многих лет можно было изготавливать основной опорный подшипник в воспроизводимом поворотном столе с уровнем вибрации лучше, чем достижимый на токарном станке 4 . Таким образом, можно сказать, что нижняя граница вибрации устанавливается токарным станком и навсегда запечатлевается в самой среде. Это фокусирует внимание на фильтрации грохота, которая достижима только с цифровыми, беспричинными фильтрами, без введения слышимого фазового сдвига, НЕ присутствующего в записи.
- Частотная характеристика режущей головки (включая петлю обратной связи) превосходна и соответствует только лучшим картриджам с компенсацией. Большинство коммерческих картриджей и предусилителей не соответствуют характеристикам токарного станка для перекодирования и иногда даже «озвучены», чтобы предложить определенный тональный баланс.Низкочастотные характеристики не имеют себе равных у большинства предусилителей! Без особой осторожности нижняя граница частоты и фазовой характеристики устанавливается воспроизводящим устройством, а не средой.
- Показатели разделения каналов для последнего поколения стерео режущих головок (например, Neumann SAL 74, цитируемого в приложении) действительно превосходны и превосходят характеристики даже лучших фонокартриджей. Таким образом, существует необходимая потребность в обеспечении оптимального баланса и азимута картриджа.Обработка сигнала для компенсации перекрестных помех возможна даже тогда, когда требуется хорошее разделение на высоких частотах.
- Само собой разумеется, что нижняя граница динамического диапазона задается средой 5 . Тем не менее, шум, генерируемый картриджами с подвижным магнитом в сочетании с электроникой предусилителя (которая не всегда хорошо спроектирована), не может быть ниже минимального уровня шума среды. Картриджи с подвижной катушкой лучше, но часто не обеспечивают наилучшего отслеживания.Активный картридж предлагает лучшее из обоих миров.
- Наконец, не следует игнорировать неизбежные искажения при воспроизведении с пластинок из-за несоответствия формы режущего и воспроизводящего стилуса. Они всегда (до некоторой степени) присутствуют в воспроизводстве. К счастью, поскольку эти искажения поддаются математическому анализу, они могут быть исправлены с помощью цифровой обработки сигналов.
 Тем не менее, подавляющее большинство дисков было (и все еще обрабатывается!) С приводом от синхронных двигателей переменного тока, поэтому преимущества двигателей с кварцевым замком для воспроизведения, вероятно, преувеличены: Бэтчелор отмечает, что все, что может сделать поворотный стол с кварцевым замком, — это Лучше воспроизвести изменения в сети, присутствующие при резке диска….! Тем не менее, мы можем сказать, что нижняя граница показателей стабильности скорости устанавливается воспроизводящим устройством во всех проигрывателях, кроме лучших; хотя производственные допуски могут существенно снизить стабильность скорости оригинальной лаковой записи; это связано с ручным этапом изготовления пластинки из оригинального лака.
Тем не менее, подавляющее большинство дисков было (и все еще обрабатывается!) С приводом от синхронных двигателей переменного тока, поэтому преимущества двигателей с кварцевым замком для воспроизведения, вероятно, преувеличены: Бэтчелор отмечает, что все, что может сделать поворотный стол с кварцевым замком, — это Лучше воспроизвести изменения в сети, присутствующие при резке диска….! Тем не менее, мы можем сказать, что нижняя граница показателей стабильности скорости устанавливается воспроизводящим устройством во всех проигрывателях, кроме лучших; хотя производственные допуски могут существенно снизить стабильность скорости оригинальной лаковой записи; это связано с ручным этапом изготовления пластинки из оригинального лака. Таким образом, можно сказать, что нижняя граница вибрации устанавливается токарным станком и навсегда запечатлевается в самой среде. Это фокусирует внимание на фильтрации грохота, которая достижима только с цифровыми, беспричинными фильтрами, без введения слышимого фазового сдвига, НЕ присутствующего в записи.
Таким образом, можно сказать, что нижняя граница вибрации устанавливается токарным станком и навсегда запечатлевается в самой среде. Это фокусирует внимание на фильтрации грохота, которая достижима только с цифровыми, беспричинными фильтрами, без введения слышимого фазового сдвига, НЕ присутствующего в записи. Таким образом, существует необходимая потребность в обеспечении оптимального баланса и азимута картриджа.Обработка сигнала для компенсации перекрестных помех возможна даже тогда, когда требуется хорошее разделение на высоких частотах.
Таким образом, существует необходимая потребность в обеспечении оптимального баланса и азимута картриджа.Обработка сигнала для компенсации перекрестных помех возможна даже тогда, когда требуется хорошее разделение на высоких частотах.Приложение — Спецификация токарного станка и фрезерной головки
Токарный станок
- Скорости: 16 & frac23 ;, 22½ † , 33 & frac13 ;, 45, 78 об / мин
- Диаметр поворотного стола: 16 дюймов (406 мм)
- Ничего себе и трепетание (невзвешенное): менее 0.05% от пика до пика
- Гул ниже 10 см / с 1000 Гц: более 70 дБ (DIN 45 539)
- Контроль высоты тона:
- 16 & frac23; и 33 & frac13; Обороты: от 114 до 510 LPI
- 45 и 22½ об / мин: от 76 до 382 LPI
- 78 об / мин: от 76 до 306 LPI
- Вес: 300 кг
- Потребляемая мощность: 500 Вт
† Используется для мастеринга половинной скорости 45 секунд.
Режущая головка (SAL 74)
- Диапазон частот: 7….. 25000 Гц
- Частотная характеристика (обратная связь прибл.9 дБ при 5 кГц):
- 15 …. 16000 Гц ± 0,5 дБ
- 10 …. 20000 Гц ± 1 дБ
- 7 …. 25000 Гц ± 3 дБ
- Разделение каналов (40 … 16000 Гц): лучше 35 дБ
- Максимальная скорость (боковой разрез) при непрерывной работе 10 кГц
- без охлаждения: 16см / с & ap; 1,3 А
- с охлаждением: 28,5 см / с и ap; 2.3A
- Тональные импульсы (10 кГц), импульс 10 мс: 105 см / с & ap; 8A
- Чувствительность при 10 кГц (один канал): 1 см / с на 106 мА
- Максимальный ход щупа: ± 150 мкм
- Сопротивление катушки привода постоянному току: & ap; 4.7 Ом
- Импеданс при 10 кГц: & ap; 7,5 Ом
- Выход катушки обратной связи: 3,5 мВ на см / с
- Вес: 500 г
Примечания и ссылки
1. Мастеринг для записей, методы и проблемы Batchelor, T. Snugglebugs Электронные книги Дания 2016
2. Лаковая основа, продвинутый шар и динамика дискового резака Gravereaux D.W., AND White, J. Представлено на 52-м съезде Общества звукорежиссеров в Нью-Йорке.Октябрь 1975 г.
3. Система 3D StereoDisk Westrex, Нельсон К.С. и Стаффорд Дж. У. Журнал Общества инженеров аудио, том 12, номер 3, июль 1964 г.
4. Электронный передний привод в вертушках транскрипции. Hirsch F.H. (Thorens-Franz AG Wettingen, Швейцария), представленная на 37-й конвенции JAES 13-16 октября 1969 г.
5. Записи представляют собой высокостандартизированный механический носитель, поэтому можно рассчитать динамический диапазон.
Стандартизированная геометрия канавок на пластинке LP — это 2 тыс. Канавок на расстоянии 5 тыс. (Последнее из расчета 200 канавок на дюйм). Как показано на диаграмме справа, абсолютный максимум модуляции канавки составляет 1,5 тыс., Что эквивалентно модуляции 76m pk-pk.
На другом конце шкалы шероховатость поверхности LP составляет около 25 нм, что составляет около 1 / 20 и длины волны света.Итак, вычисляя, мы можем сказать:
76 м / 25 нм = 3040 = 69 дБ
К счастью, это очень близко к цифре, полученной в результате измерения, последнее неизбежно немного выше из-за механического шума в регулируемых подшипниках и электрического шума в картридже и предусилителе. Так что мы можем быть очень уверены в этой цифре. Мы можем сказать, что LP-запись примерно эквивалентна правильно смещенному цифровому носителю с разрешением 13 бит .
* тысячных долей дюйма, что эквивалентно американскому термину «мил» и равно 25,4 м.
6. Внутреннее сопротивление типичного фонокорректора с подвижной катушкой составляет 10 Ом. Максимальное среднеквадратичное значение на выходе картриджа составляет около 5 мВ (что на 20 дБ выше номинального значения 0,5 мВ при 5 см / с).
Среднеквадратичный тепловой шум, создаваемый на сопротивлении 10 Ом в полосе пропускания 20 кГц, составляет 57 нВ. Таким образом, соотношение между максимальным сигналом и шумовым напряжением равно
5 мВ / 57 нВ = 87,720 = 99 дБ.
Это очень существенно (в 28 раз!) Лучше, чем теоретический максимум для виниловой среды. Предварительный усилитель, вероятно, уменьшит этот запас на 6 дБ, но очевидно, что электроника лучше, чем механические ограничения самой среды.
Аналогичный показатель для динамического диапазона возможен для типа подвижного магнита при условии, что индуктивный характер картриджа изолирован (как в картридже PHLUX). Здесь внутреннее сопротивление генератора в 100 раз выше, но из-за квадратный корень при расчете теплового шума, шум всего в 10 раз выше.Выходное напряжение также примерно в 10 раз выше, поэтому сохраняется соотношение максимального сигнала к шуму.
Ссылки
Домашняя страница Pspatial AudioПо всем вопросам поддержки обращайтесь сюда.
По вопросам продаж Pspatial Audio, электронная почта: [email protected]
© Pspatial Audio 2020. Все права защищены. Сертифицированный разработчик Apple.Stereo Lab, Aria 51, Aria 20, Head Space, Groove Sleuth, iLOOP и FRANCINSTIEN T-Sym являются товарными знаками Pspatial Audio. FRANCINSTIEN и Bride of FRANCINSTIEN (BoF) являются товарными знаками Phaedrus Audio. Macintosh и логотип Mac являются товарными знаками Apple Computer, Inc.
Режущая шестерня токарного станка
Шестерня зубофрезерный
Я составил фрезерный станок с параллельными передачами и опробовал его на латунной заготовке шестерни — просто чтобы увидеть, как он работает по сравнению с мухорезом.
Хобб был объявлен из некоторых лом инструментальной стали и закаленный для твердость.
Это на самом деле работает довольно хорошо. Он действительно создает довольно много вибрация по сравнению с мухорезом, так как он делает три разреза, несколько раз за оборот.
Я запустил это при 710 об / мин, так как это было только мягкое резание металл.
Если сделано правильно, хобб должен уметь производить высокие качественные шестерни. Однако сделать все правильно — вот хитрый бит.
Эта инструментальная сталь в порядке для латуни и алюминия, но я не уверен, как долго это будет противостоять использовать на чугуне до потери кромки. HSS — это конечно, более сложный материал для такого рода работы.
Конец результат — латунь шестерня видна ниже.
Профиль не совсем правильно, но для первой попытки неплохо и пригодно.А гораздо внимательнее.
Это все же лучше, чем плохо сделанный заводской предмет в комплекте новые переключатели для китайца токарный станок, как показано ниже.
специалист по контролю качества, должно быть, имел выходной, когда этот вошел в дверь.
маленькие азиатские токарные станки, похоже, используют универсальные переключать передачи на различных машинах.
Инволют зуборезЕсли вы хотите отрезать лучшее снаряжение и / или используйте чугун, тогда вам подойдет эвольвентный зуборез.
HSS эвольвентные зуборезы можно купить вполне недорого в интернет-магазинах — по отдельности или в комплекте.
Все вы нужно сделать — это сделать подходящую беседку для их крепления. Это намного проще, чем возиться, пытаясь создать точный хобб.
Просто подходит резак для количества зубы тебе требуется. Эти фрезы могут справиться с широкий диапазон твердости металла.
Бытие многозубый он также будет резать передача быстрее, на более медленной скорости шпинделя, с меньшей вибрацией и тише, чем у мухорезка.
я приобрел № 5 для перемачивания 40 зуб чугунная шестерня меньшего размера.
Я также хотел увидеть, как промышленный резак HSS выполнено по сравнению с моими самодельными.
Изготовить эвольвентную оправку для зубофрезерованияя сделал эта беседка из около 1045 углеродистая сталь.
Мой дизайн основан на нескольких функции, имеющиеся в коммерческих единицах.
Я добавил несколько фотографий, чтобы ты мог сделать твой собственный.
Еще один.
И последний.
Можно посмотреть, как это устроено. милая прост в изготовлении, за исключением шпоночного паза, который придется фрезеровать.
Это было все сделано на токарном станке.
Беседка имеет хвостовик 20 мм, шпоночную канавку 6 мм, торцевой болт с шестигранной головкой на 6 мм и дистанционное кольцо и заглушка имеют толщину 7,5 мм. Ключ входит в боковую опору.
Сторона опора на хвостовике толщиной 8 мм для учтите это.
я вырезать маленький закаленный ключ моим воздушная микрошлифовальная машина и небольшой отрезной диск — отличный маленький пневматический инструмент.
Есть минимальная боковая тяга и вся нагрузка взято за паз. Воротник фиксирует резак и позволяет использовать более длинный ключ. установлен.
Экстра длина ключа делает его очень сильный, и он может вместить более толстый резак, если требуется.
утопленная торцевая крышка оказывает давление на периметр воротника, гарантируя, что все подтягивается прямо.
поставленная эвольвентная фреза предположительно имела 22 центр мм, однако он составил 21.95 — 21,98.
Так позвольте для любой несоответствие производства при обработке бобышки оправки.
я обработал неразорвавшуюся шестерню до правильного размер пустой и приступил к перерезав его до 30 зуба.
См. Ниже сделать первый надрез после центрирования против отметки на тексте / маркере.
Беседка дизайн очень солидный и компактный — надежно удерживается в моей верной цанге ER32.
Конец результат.
Не слишком чертовски плохо — это приора для очистки проволочной полировки.Идеальные зубы и расстояние между ними.
Я сомневаюсь что вы могли бы сделать намного лучше. Это чугунная шестерня, которую можно увидеть на первой странице.
эвольвентная фреза прошла через чугун как масло. Лучше, чем любой из моих самодельных резаков, и с очень небольшая вибрация и сила на токарном станке.
Я крутил это при 200 об / мин и без охлаждающей жидкости — всегда режьте чугун медленно и сушите.
Беседка работала отлично, была безмерно жесткий, и нулевое биение по оси, что критично.
легкий радиальное биение из-за изменения фрезы диаметр центра не будет проблемой, так как профиль зуба не пострадает.
Итак, если вы хотите резать более твердые металлы, или идеальное снаряжение, и не против покупая резак, то это лучшее решение.
Fly у фрез еще много чего нужно, и вы можете профилировать фрезу любой формы, которая вам нужна — например. было бы легко резать зубчатый (Gilmer) пояс шкивы из алюминия для небольшого проекта.
Финал слово
Ну мы подошел к концу мой блог.
Как ты можешь Видите ли, нарезание шестерен — это не проблема.
Это однако это довольно кривая обучения, и, надеюсь, эта информация будет упростить жизнь тем, кто хочет пойти по этому пути.
Система
описывается
самый дешевый и самый простой
подход, который я мог бы придумать, чтобы вырезать некоторые основные механизмы, чтобы вывести меня из
исправить.
Есть другие способы сделать это, и я подозреваю, что даже если вы потратили большой баксов на модное оборудование, вы, наверное, закончите вверх с аналогичный результат.
Эти страницы предназначены для тех людей, которые не могут позволить себе роскошь дорогое оборудование или огромная мастерская, а кто ставил делать больше с наименьшими затратами.
Резка шестерни — это немного приключение, но хорошо в пределах размах каждого домашнего машиниста.
Лучшая цена на токарные фрезы и фрезы — Выгодные предложения на токарные фрезы фрезы от глобальных продавцов фрезерных станков
Отличные новости !!! Вы попали в нужное место для токарных фрез и фрез.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот высокопрочный токарный станок станет одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в токарных фрезах и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести токарные фрезы по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучший набор инструментов для токарных токарных станков — отличные предложения на набор инструментов для токарных станков от глобальных продавцов наборов инструментов для токарных станков
Отличные новости !!! Вы попали в нужное место для набора токарно-фрезерных станков.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот набор режущих инструментов для токарного станка с верхним расположением станков в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели набор токарно-фрезерных станков на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в наборе инструментов для токарных станков и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести набор инструментов для токарного станка по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Токарный станок с револьверной головкойили набор инструментов для ЧПУ? [+ Швейцарские токарные станки]
Это одна из многих тем, которые, кажется, вызывают религиозный пыл с одной стороны по сравнению с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок, которые я вел с нашими клиентами G-Wizard по поводу этого выбора.
Кстати, вот видео по теме, которая быстро освещает основные моменты:
Для более подробного обсуждения продолжайте читать.
Давайте начнем с некоторых определений и основного вывода, к которому я пришел после всех этих разговоров и исследований, а затем погрузимся в бесчисленное множество деталей.
Какие револьверные токарные станки и инструментальная группа?
На ручных токарных станках мы привыкли видеть один инструмент на стойке быстрой смены инструмента (QCTP).Это работает, но на ЧПУ нам нужна более высокая производительность. Хотя вы можете установить обычный ручной токарный станок Quick Change Toolpost (QCTP) на токарный станок с ЧПУ, это обычно делается только для токарных станков Toolroom.
Для производственных токарных станков инструменты обычно устанавливаются либо на плите, либо на револьверной головке. По иронии судьбы, на изображении выше показаны оба формата в использовании: на каждой инструментальной станции револьверной головки установлена пластина, которая увеличивает количество инструментов, доступных для каждой позиции револьверной головки.
ИнструментPure Gang — самый простой вариант.В этом режиме инструменты устанавливаются в ряд на поперечных суппортах токарного станка. Доступ к инструменту — это оттягивание от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещение по оси X до тех пор, пока нужный инструмент не окажется в нужном положении, а затем перемещение по оси Z назад, чтобы начать резку.
Обычно полозья с установленными инструментами выглядят следующим образом:
Видео фиксирует простое движение смены инструмента, а также скорость смены инструмента.Обратите внимание на два формата инструмента — инструмент для черновой токарной обработки делает большой глубокий рез и представляет собой типичный держатель инструмента для токарного станка с квадратным хвостовиком. В остальной части инструмента используется круглый хвостовик с плоским хвостовиком, который более типичен для групповых инструментов. Он более компактен, и иногда вы даже можете увидеть один держатель для двух вставок, которые будут использоваться для разных задач.
Вот и револьверно-токарный станок в действии:
Эта машина на видео на самом деле имеет две револьверные головки, и одна из них используется для удержания аккуратной «задней бабки» с живым центром для поворота этой длинной тонкой части.Тем не менее, вы получите представление о револьверном токарном станке. Токарно-револьверные станки очень похожи на поворотные устройства смены инструмента, знакомые пользователям станков с ЧПУ.
Какой лучше?
Для каждого из них есть длинный список плюсов и минусов, который мы скоро рассмотрим, но, как и было обещано, давайте начнем с вывода верхнего уровня:
Выбор инструментальной группы вместо револьверной головки на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще. Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка.Токарно-револьверные станки сложно превзойти по универсальности, и, конечно же, они необходимы, когда вам нужна задняя бабка для вашей части.
Просматривая множество статей, которые я исследовал по этой теме, я часто встречал механиков, которые хотели, чтобы они могли использовать свои токарные станки для всего, но у них были токарные револьверные головки для деталей, которые были слишком длинными и тонкими, чтобы их можно было изготовить на токарном станке.
Швейцарские токарные станки
В некотором смысле это означает, что «конкуренция» между станками Gang и Turret немного вводит в заблуждение.Возможно, лучшей «конкуренцией» стали бы токарные станки со швейцарскими станками. Швейцарские станки используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим вылетом для отклонения:
В обмен на более высокую стоимость, сложность и потребность в более дорогих прутковых стержнях, поскольку они должны быть совместимы со швейцарской установкой втулок, швейцарский станок может обрабатывать детали, которые были бы слишком длинными и веретенообразными для токарного станка Gang.
Преимущество инструментальной оснастки №1: скорость
Давайте начнем с мнения группы Gang Tool Gang о том, почему их машины лучше:
Если деталь может быть изготовлена на токарном станке, это можно сделать быстрее и дешевле, чем на токарном станке с револьверной головкой.
Помните, что некоторые детали просто невозможно изготовить на токарном станке, потому что нельзя использовать заднюю бабку — инструмент группы может наткнуться на заготовку, если он не может полностью отойти от заготовки, что невозможно, потому что задняя бабка мешает.Есть некоторые токарные станки с убирающимися задними бабками, но втягивание задней бабки каждый раз, когда требуется замена инструмента, лишает главного преимущества токарного станка группы — сверхбыстрой смены инструмента.
Смена инструмента в группе происходит очень быстро, потому что для смены инструмента используется движение скольжения и не требуется индексация револьверной головки. Если задуматься, то типичный токарно-револьверный станок должен переместиться в положение для смены инструмента, прежде чем он сможет начать вращать нужный инструмент на место. Как только инструмент окажется на месте, он может вернуться в положение для резки.Это почти точно такое же количество движений, которое требуется для смены инструмента в наихудшем случае, но инструмент не требует индексации. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре плиты группы, и они перемещаются только на небольшую часть расстояния до самой дальней позиции смены инструмента, необходимой токарно-револьверному станку.
Следовательно, инструмент банды почти всегда быстрее.Вы слышите цитаты от слесарных станков, например: «Инструментальный станок может закончить деталь, отрезать ее, устройство подачи прутка продвигает материал, и он попадает во вторую деталь, прежде чем токарно-револьверный станок сможет закончить вторую операцию».
Преимущество инструментальной оснастки № 2: простота и низкая стоимость
Турели — дорогие высокоточные устройства с большим количеством движущихся частей. Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Обычные сервоприводы оси и ходовые винты токарного станка выполняют всю работу по смене инструмента.Это означает, что многоцелевые токарные станки часто могут быть намного дешевле токарных станков с револьверной головкой. В некоторых случаях магазины покупают двухрядные токарные станки по цене одного модного двухшпиндельного токарного станка с револьверной головкой и считают, что они продвигаются далеко вперед.
Если для вашей детали требуется рабочий инструмент, например, для обработки поверхности под ключ на детали или для просверливания окружности под болт на фланце, гораздо дешевле использовать наборный инструмент. Пневматические шпиндели, шпиндели с тросовым приводом и электрические шпиндели меньшего размера могут быть введены в эксплуатацию, если токарный станок имеет индексируемый шпиндель оси C.Моторизация револьверной головки увеличивает стоимость во многих отношениях из-за трудностей с передачей крутящего момента на позиции инструментов на роторной револьверной головке. Это также увеличивает размер револьверного станка, что делает невозможным использование револьверной головки на небольших токарных станках.
ИнструментGang Tool, как правило, дешевле, в то время как инструмент для револьверной головки обычно дороже, но может быть более масштабным и надежным. Для некоторых стандартных инструментов револьверной головки требуются довольно дорогие державки для инструментов, в том числе для работы с живым инструментом.
Преимущество инструментальной оснастки № 3: быстрая установка
Это тот, который качается вперед и назад, но если вы посмотрите на возможность легко поменять весь блок инструментов с помощью набора инструментов, трудно понять, как настройку нельзя выполнить быстрее, поскольку это можно сделать в автономном или сохраняется как собранный блок инструментов для различных работ. Вот блок с установленными 7 инструментами:
Смена блока инструментов происходит быстро и позволяет установить все инструменты, необходимые для конкретной детали…
В качестве альтернативы, большая часть работы может быть выполнена с помощью базового набора инструментов и, например, простой замены одного блока, в котором находится спиральное сверло определенного размера.
Преимущество инструментальной оснастки № 4: точность
Простота и уменьшение количества движущихся частей исключает накопление допусков и различного рода перекосы (люфты) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладки на место или просверливания специальной втулки для спирального сверла трудно получить более точную точность, и большинство револьверных головок будут менее точными.
Еще одним фактором, который дает токарным станкам преимущество в точности, является то, что они привыкли перемещаться на меньшие расстояния при обработке детали.
Преимущество инструментальной оснастки № 5: надежность
Это тесно связано с простотой. На токарном станке нет ничего плохого. Конечно, у револьверной головки есть все точки износа и детали, которые могут сломаться, как у токарного станка, а также многое другое. Если вы сломаете турель, у вас может быть дорогостоящий счет за ремонт, или вам может просто потребоваться отрегулировать ее.
Токарно-револьверный станок Преимущество № 1: Гибкость
Давайте обратимся к револьверным головкам, прежде чем мы начнем думать, что токарные станки — единственный выход.Преимущество №1 турели — гибкость. Вы можете использовать заднюю бабку с одной, что позволяет получить гораздо более длинные и тонкие детали, чем можно было бы сделать на токарном станке, хотя есть некоторые уловки, такие как фрезы, которые могут помочь токарному станку сделать больше.
Помимо длины, револьверные головки позволяют использовать детали большего диаметра. Если вы думаете об этом, для набора инструментов требуется зазор, чтобы деталь могла поместиться между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые вы можете поставить на пластину для групповой сборки. Turret позволяет вам есть пирог и есть его, потому что он оставляет место для деталей гораздо большего диаметра.
Токарно-револьверный станок Преимущество № 2: более простое программирование
В то время как опытные пользователи токарных станков считают программирование простым, новички обычно сочтут программирование револьверной головки проще. С токарным станком вам нужно позаботиться об очистке детали для смены инструмента. Это может быть сложно с разными настройками и диаметрами деталей. Сделайте неверный ход, и инструмент врежется в деталь.
Кроме того, пользователи группы должны иметь дело как с положительными, так и с отрицательными моментами, поскольку инструменты находятся по обе стороны от заготовки.Пользователям турелей нужно иметь дело только с одним знаком и обычно выбирать положительный, поскольку это проще и интуитивно понятно. Конечно, более модные токарные станки будут устанавливать как переднюю, так и заднюю револьверную головку, и в этот момент они также имеют дело с положительными и отрицательными характеристиками.
Токарный станок с револьверной головкой Преимущество № 3: Больше инструментов
См. Верхний правый рисунок в статье, где на каждой станции револьверной головки установлено несколько инструментов. Эта ситуация доведена до крайности, и ее будет довольно сложно запрограммировать, но наличие двух револьверных головок или даже просто установка держателей групп в несколько револьверных станций по-прежнему означает больше инструментов для токарного станка.Вот пластина из 3 инструментальных групп, предназначенная для использования вместо державок с квадратным хвостовиком 3/4 ″ или 1 ″:
Foxwood Machine, компания, предлагающая этот продукт, говорит, что они создали его для машин, в которых не хватало инструментов или которые не могли менять инструменты достаточно быстро. Я вижу, где размещение инструментов, необходимых для сверления и нарезания определенного отверстия и размера резьбы на одном блоке, может упростить настройку.
Преимущество револьверного токарного станка № 4: больше операций, осей и сложности деталей
Это связано с преимуществом гибкости револьверных головок, но кажется, что они хорошо подходят для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких настроек.
Преимущество револьверного станка № 5: лучшая обработка?
Револьверымогут обеспечить лучшую обработку коромысла только благодаря тому, что они более распространены на более крупных токарных станках. Но станок с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент для резки на 1/8 дюйма. Поместите один по обе стороны от заготовки, используя две револьверные головки, и пусть одна слегка опережает другую. Теперь вы убираете 1/4 дюйма за каждый проход, и два инструмента уравновешивают тенденцию друг друга отклонять деталь.
Это довольно изящный трюк, который действительно может сократить время цикла.
Токарно-револьверные станки тоже могут взорваться!
Малогабаритная пластина в турельной станции…
Представьте, что каждая позиция в револьверной головке токарного станка представляет собой небольшую плиту с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: ручные револьверные станки старой школы
Вот какими были токарно-револьверные станки до ЧПУ:
Заключение: это лошади для курсов
Хотя существует естественная человеческая склонность организовывать соревнование, которое приводит к единственному победителю, в данном случае это «Лошади для курсов.«Выбор группового инструмента по сравнению с токарными станками с револьверной головкой лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какие преимущества получат эти конкретные детали.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не желаете принимать ограничения, накладываемые набором инструментов на более короткие детали меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вы хотите максимально простое программирование и меньшую кривую обучения, вам, вероятно, понадобится револьверный токарный станок.С другой стороны, если вы хотите как можно более короткое время цикла, чтобы можно было как можно дешевле вывернуть как можно больше деталей, изготовленных на токарных станках, обратите внимание на инструменты для групп.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
Cutting Tool ABCs> ENGINEERING.com
Ребенок любит программирование: потому что вы никогда не будете слишком молоды, чтобы начать свою карьеру в области компьютерных наук.Кажется, что в наши дни все пытаются как можно раньше привлечь детей к STEM; в каждом магазине игрушек до потолка стояли мои первые микроскопы и умные строительные блоки. Трудно жаловаться на тенденцию к поощрению образования, но это не остановит меня от попыток.Если вы посмотрите на то, что относится к STEM-образованию — наука, технология, инженерия и математика, — вы увидите совершенно понятную тенденцию сосредотачиваться на вещах, которые нравятся детям: ракетам, космосу, животным или роботам.Но это очевидные вещи, и есть огромная часть инженерной мысли, на которую часто не обращают внимания: производство.
А вы знаете, что еще нравится детям?
Острые предметы!
Далее следует способ познакомить молодые умы STEM с чудесным миром режущих инструментов без риска случайной порезы. Это также полезный ресурс для всех взрослых инженеров, которые могут захотеть освежить в памяти терминологию по режущему инструменту. Очевидно, что режущие инструменты — это гораздо больше, чем можно описать 26 буквами, но это всего лишь отправная точка.Следите за обновлениями, чтобы узнать больше.
A для угла въезда
Угол въезда для одноточечного инструмента на токарном станке.
Угол въезда — это угол между плоскостью, перпендикулярной оси резца, и плоскостью, касательной к поверхности вращения режущих кромок. Обычно это 90 ° для концевых фрез и фрез для уступов и 45 °, 60 ° или 70 ° для торцевого фрезерования. Также известен как «угол опережения» в соответствии со стандартом ANSI.
B для ножниц для пуговиц
Фрезы для пуговиц — это торцевые фрезы, в которых используются круглые вставки, напоминающие пуговицы — отсюда и название.Круглые пластины распределяют напряжения от сил резания на большую площадь, чем пластины других форм, но они также создают более высокие осевые силы, которые передаются на заготовку. Хотя пуговичные резаки стали реже использоваться с развитием высокоскоростной геометрии, они остаются полезными в определенных приложениях, таких как те, которые касаются деталей, которые недавно подвергались термообработке.C для смазочно-охлаждающей жидкости
Помимо охлаждения заготовки и инструмента во время операций резания, смазочно-охлаждающие жидкости улучшают обрабатываемость заготовки, продлевают срок службы инструмента и вымывают стружку и другой обрабатываемый мусор.Три основных типа смазочно-охлаждающих жидкостей — это простые масла (не содержащие воды), растворимые масла (суспензии масла в воде) и синтетические жидкости (не содержащие масла).
D для фрезы «ласточкин хвост»
Как следует из названия, фрезы «ласточкин хвост» имеют трапециевидную форму, напоминающую хвост голубя. Форма ласточкиного хвоста делает его подходящим для подрезки и снятия заусенцев. «Ласточкин хвост» обычно используются для прорезания канавок под уплотнительные кольца для устройств подачи жидкости или давления, а также промышленных направляющих.Те, которые предназначены для уплотнительных колец, предназначены для прорезания канавки, которая внизу шире, чем сверху, что помогает удерживать уплотнительное кольцо на месте.
E для концевой фрезы
В отличие от сверл, которые могут резать только в осевом направлении, концевые фрезы обычно могут резать во всех направлениях, хотя некоторые не могут резать в осевом направлении. Концевые фрезы бывают разных форм, например, односторонние или двусторонние, с Т-образным пазом и чашечным концом. Количество канавок (канавок, которые способствуют нанесению жидкости и удалению стружки) также варьируется.Концевые фрезы чаще всего используются при торцевых операциях, но их также можно использовать для врезания, профильного и индикаторного фрезерования.F для Fly Cutter
Разработанный для плоской обработки поверхности, фреза состоит из корпуса и одной или нескольких пластин, прикрепленных таким образом, что резец (-а) инструмента делает широкие неглубокие надрезы при вращении корпуса. Фрезы с двумя пластинами в просторечии известны как двойные фрезы или двойные концевые фрезы. Хотя торцевые фрезы обычно предпочтительны для большинства применений с точки зрения жесткости и глубины резания, фрезы намного дешевле и могут быть полезны при торцевании больших заготовок, таких как блоки штампов / форм.G для Gundrill
Gundrill — это самонаводящийся инструмент, используемый для создания глубоких отверстий (возможно соотношение глубины к диаметру> 300: 1) с хорошей точностью и чистотой поверхности. Gundrill имеют полые корпуса и используют расширенные каналы для охлаждающей жидкости для подачи охлаждающей жидкости к инструменту или заготовке под высоким давлением. Хотя стволы для ружей являются очевидным применением, ручные сверла также используются в производстве штампов и пресс-форм и для изготовления деталей двигателя, таких как картеры и головки цилиндров.H для твердого точения
Процесс твердого точения включает одноточечную резку заготовки с твердостью 45 HRC или выше.Исторически сложилось так, что такие детали требовали шлифовки для окончательной обработки, но появление новых инструментальных материалов и токарных центров с большей жесткостью и точностью сделало чистовое твердое точение жизнеспособной альтернативой шлифованию для чистовых операций. Однако размер детали остается ограничивающим фактором с отношением длины к диаметру (L / D) 4: 1 и 8: 1 в качестве верхнего предела для неподдерживаемых и опорных деталей соответственно.I для дюймов в минуту (IPM)
IPM — это единица измерения, выражающая скорость, с которой режущий инструмент продвигается к заготовке, т.е.е., скорость подачи. Он рассчитывается по приведенной выше формуле, где: FR = скорость подачи, об / мин, = расчетная скорость фрезы, T = количество зубьев фрезы; и CL = нагрузка стружки или подача на зуб. Эта формула не применяется к токарным операциям, где скорость подачи указывается как подача на оборот.J для джиг-приманки
Зажимное приспособление — это инструмент, используемый для закрепления заготовки и / или направления режущего инструмента через втулку. Приспособления также могут помочь в сборке, обеспечивая выравнивание и регулировку.До широкого распространения числового программного управления (ЧПУ) координатно-расточное растачивание было основным методом высокоточной обработки, включая такие процессы, как центрирование, сверление, растачивание, зенкование и развёртывание.K для пропила
(Изображение любезно предоставлено ESAB.)
Канал, оставшийся после прохода лезвия или инструмента, называется пропилом. Первоначально он описывал количество древесины, удаляемой пилой, которая шире самого полотна, потому что зубья расположены под углом.При обработке пропил зависит от нескольких факторов, включая ширину и угол наклона инструмента, а также от количества материала, снятого со сторон пропила. Большинство ЧПУ могут автоматически смещать траекторию инструмента для компенсации пропила, поэтому значение пропила часто называют смещением пропила.L для Look-Ahead
«Прогнозирование» относится к функции современных ЧПУ, в которых алгоритм оценивает блоки данных до местоположения режущего инструмента, чтобы предотвратить столкновения путем автоматической настройки параметров обработки.Идея состоит в том, чтобы уменьшить риск того, что инструмент выйдет за запланированный путь. Насколько далеко вперед должна заглянуть программа, зависит от профиля детали и скорости подачи.M для обрабатываемости
Вообще говоря, обрабатываемость металла или сплава означает легкость, с которой его можно резать. Существует множество факторов, влияющих на обрабатываемость, и множество способов ее количественной оценки, например, срок службы инструмента, потребляемая мощность или качество поверхности. Американский институт чугуна и стали (AISI) использует свободно обрабатываемую сталь AISI 1212 в качестве основы для процентной системы, при которой материалы более сложные, чем сталь AISI 1212, оцениваются ниже 100 процентов, а материалы, которые легче обрабатывать, оцениваются выше 100 процентов. .N соответствует радиусу носа
Радиус при вершине режущего инструмента определяет прочность острия инструмента и, наряду со скоростью подачи, влияет на чистоту обработки детали. Поскольку наконечник подвергается сильным режущим силам, разработчики режущего инструмента предусматривают небольшой скос, известный как радиус при вершине. Формально радиус вершины определяется как значение радиуса на вершине режущего инструмента, измеренное на базовой плоскости (π R ). Значение радиуса обычно составляет 0,6–1,5 мм для одноточечных токарных инструментов, но может быть значительно меньше для прецизионных инструментов.O для Overshoot
Перерегулирование происходит, когда режущий инструмент отклоняется от своей номинальной траектории в результате импульса, перенесенного с предыдущего шага, например, ускоренного перемещения на большое расстояние перед началом резки. Перевыпуск контрастирует с занижением, которое происходит, когда обрабатывающий центр скругляет углы своего номинального пути из-за запаздывания сервопривода или люфта. Обе проблемы можно избежать с помощью программного обеспечения с прогнозированием.P для физического осаждения из паровой фазы (PVD)
PVD — это метод нанесения покрытия на инструмент, используемый для повышения твердости и устойчивости к окислению и износу.В отличие от химического осаждения из паровой фазы (CVD), которое выполняется при температурах, превышающих 1000 C, процессы PVD работают при более низких температурах, обычно 500 C. Покрытия PVD более твердые и более устойчивые к коррозии, чем покрытия, нанесенные гальваническим способом, и процесс PVD. сама по себе очень гибкая, способна использовать практически любой материал покрытия на столь же разнообразном выборе подложек.Q предназначен для быстрой смены инструмента
Быстросменный инструмент, популярная функция на токарных станках и токарных центрах, может значительно сократить время простоя станка при смене инструмента.Обычно инструменты зажимаются в держателях и затягиваются, обеспечивая правильную посадку инструмента и смещение. Быстро заменяемые инструменты представляют собой сменные режущие блоки, которые вставляются в стандартные фиксаторы, которые могут оставаться на станке неограниченное время. Интерфейс между блоками таков, что режущий блок будет находиться только в одном положении в блокировочном блоке, обеспечивая неизменно точную резку.R для переднего угла
Схема, показывающая положительный (слева) и отрицательный (справа) передний углы.
Передний угол — это угол режущей поверхности по отношению к заготовке. Существует три типа переднего угла: положительный, отрицательный и нейтральный. Инструмент имеет нейтральную переднюю кромку, если его поверхность лежит в плоскости, проходящей через ось заготовки. Если угол режущей кромки более острый, чем при нейтральном переднем угле, то инструмент имеет положительный передний угол. Если угол режущей кромки меньше, чем при нейтральном переднем углу, то передний угол отрицательный. Наилучший передний угол варьируется в зависимости от материала инструмента и заготовки, глубины резания, скорости резания, станка и настройки.S для гребешков
При операциях с использованием концевых фрез между соседними разрезами могут возникать небольшие волны в материале, называемые гребешками. Это может быть вызвано отклонением, несбалансированным инструментом или незакрепленной заготовкой или износом станка. На горизонтальных поверхностях зубчатость обычно является результатом использования шаровой концевой фрезы и может быть сведена к минимуму за счет уменьшения расстояния перехода по отношению к диаметру инструмента. Гребешки на вертикальных поверхностях можно удалить профилированием.T для нарезания резьбы
Одна из не самых распространенных операций обработки, нарезание резьбы — это процесс создания внешней или внутренней резьбы.Методы нарезания резьбы включают нарезание одноточечной резьбы на токарных или токарных центрах и нарезание резьбы на станках с ЧПУ. Некоторые характеристики, такие как высота резьбы и материал, имеют решающее значение для определения общей прочности резьбы. Резьбы различаются по указанным допускам и / или припускам.U для выточки
Детали, изготовленные фрезерованием (вверху) и точением (внизу), с поднутрениями и без них.
В самых общих чертах под поднутрением понимается утопленная поверхность на заготовке, но ее референт зависит от производственного процесса.Выточки на точеных деталях также известны как «шейки» или «разгрузочные канавки» и часто используются на конце вала или винта для обеспечения зазора инструмента. При фрезеровании углы могут быть подрезаны, чтобы удалить радиус, оставленный фрезой.В для вибрации
Детали с дребезжанием (слева) и без (справа). (Изображение любезно предоставлено Heidenhain.) Более известная как «дребезжание», вибрация, возникающая в результате взаимодействия между станком, режущим инструментом и заготовкой, является проблематичной, поскольку она имеет тенденцию быть самоподдерживающейся.Пока основная проблема не будет устранена, эта вибрация может привести к образованию линий или канавок на заготовке в дополнение к сокращению срока службы инструмента. Основные методы минимизации вибрации станка включают повышение жесткости станка, инструмента и заготовки, регулировку углов резания, скорости шпинделя и количества зубьев, а также использование технологии гашения вибрации.Вт для упрочнения
Феноменологическая кривая одноосного деформирования, показывающая типичное деформационное упрочнение пластического поведения материалов при одноосном сжатии.Для материалов с наклепом предел текучести увеличивается с увеличением пластической деформации. Деформация может быть разложена на восстанавливаемую упругую деформацию (ε e ) и неупругую деформацию (ε p ). Напряжение при начальной текучести составляет σ 0 .
Накладное упрочнение, также известное как «деформационное упрочнение», представляет собой упрочнение металла в результате пластической деформации. Деформационное упрочнение — неизбежная часть механической обработки, возникающая из-за напряжений и деформаций, которым подвергается деталь.Это особенно заметно в мягких, низкоуглеродистых сталях и сплавах, содержащих никель и марганец, а также в немагнитной нержавеющей стали, инконеле и монеле.