Метрическая резьба. Шаг резьбы. Как измерить шаг резьбы
Метрическая резьба
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
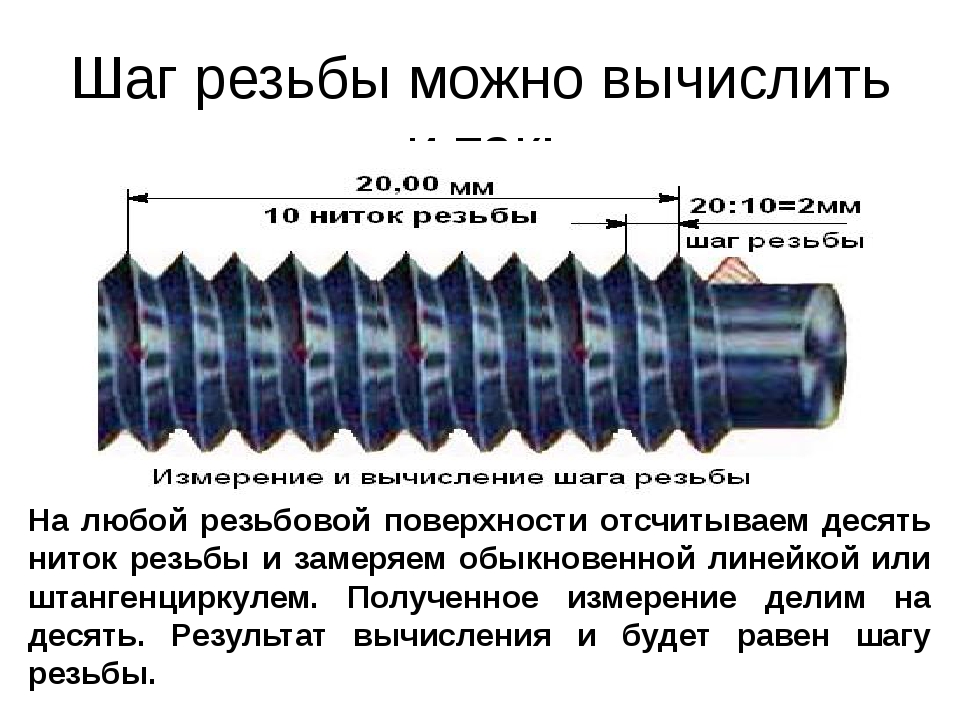
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.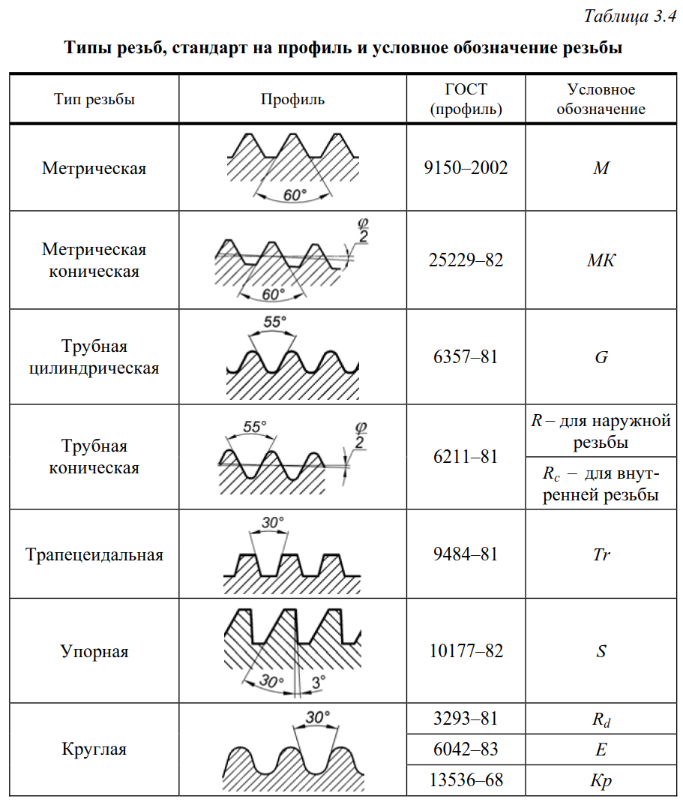
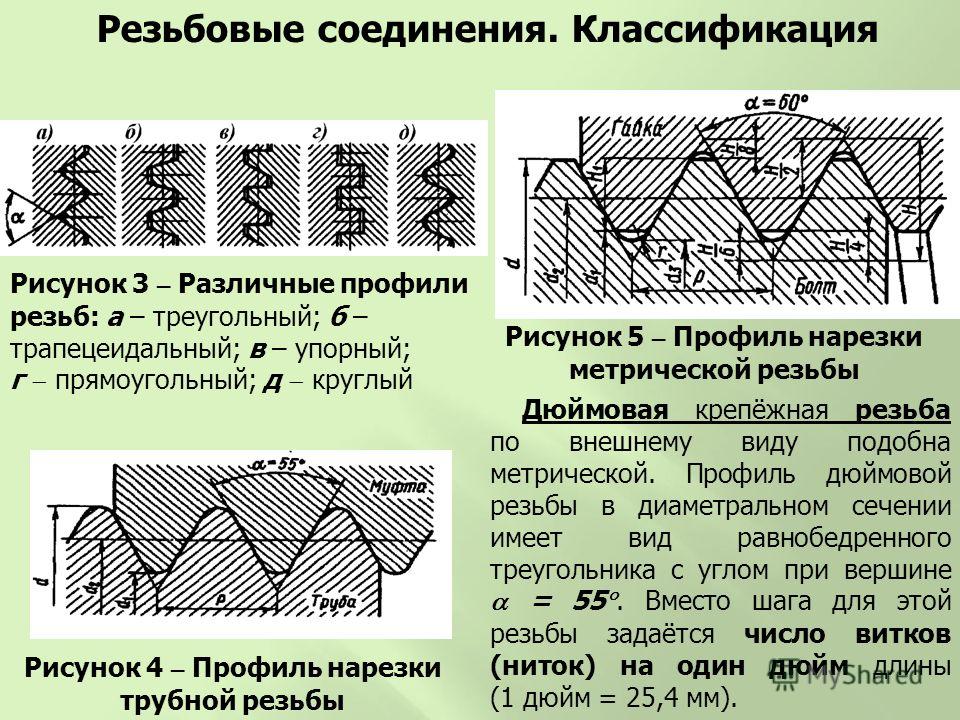
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «×«, обозначение шага резьбы (например, М12×1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12×1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0. | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0. | (0.35) | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1. |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3. | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2. | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
 25
25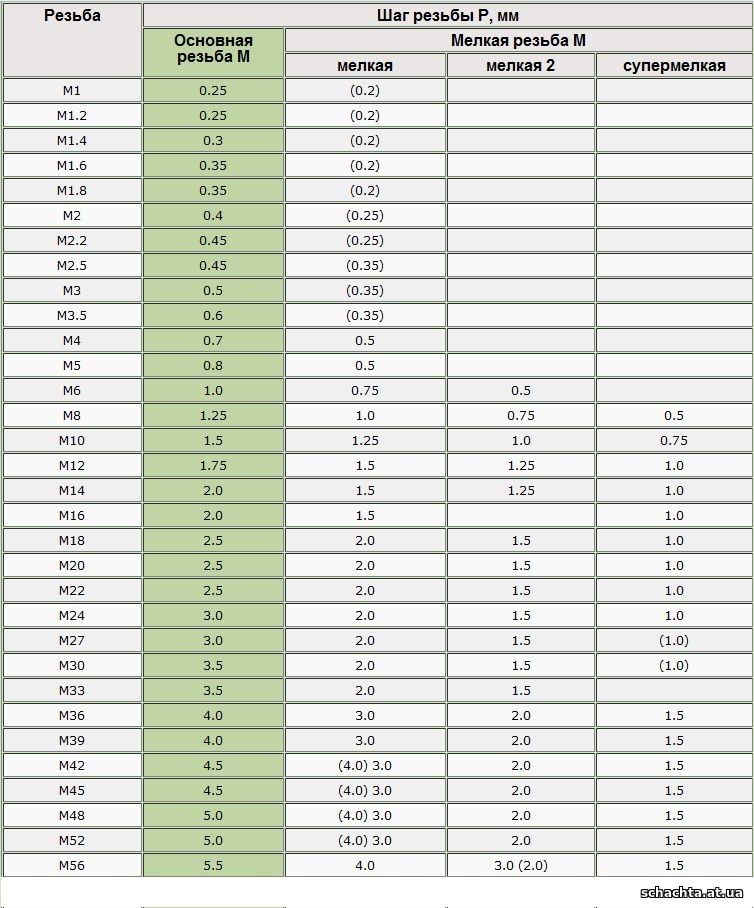 5
5 0
0 5
5 0
0
Резьба метрическая: применение, параметры, таблицы, ГОСТ
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах.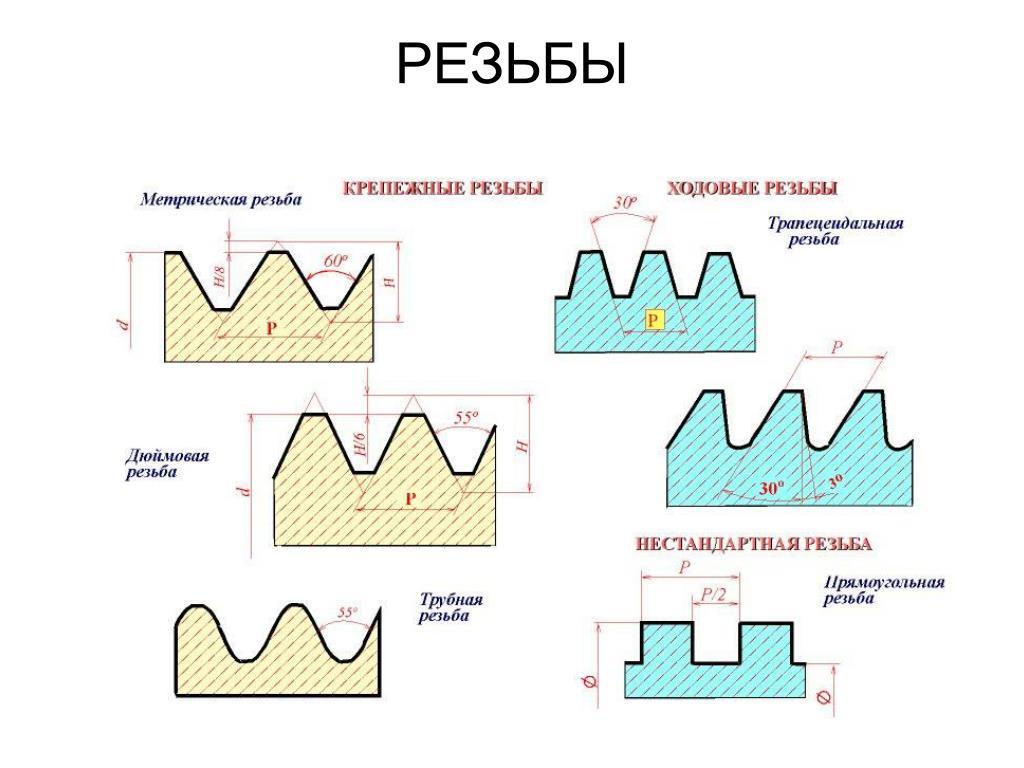 Создается как на цилиндрических, так и конических деталях.
Создается как на цилиндрических, так и конических деталях.
Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.

При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
Существует еще ряд параметров, которые определяют разделение на типы.
Геометрия
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.
Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d. - Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
 Заглавная обозначает наружное значение, а прописная – внутреннее.
Заглавная обозначает наружное значение, а прописная – внутреннее.Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.

Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.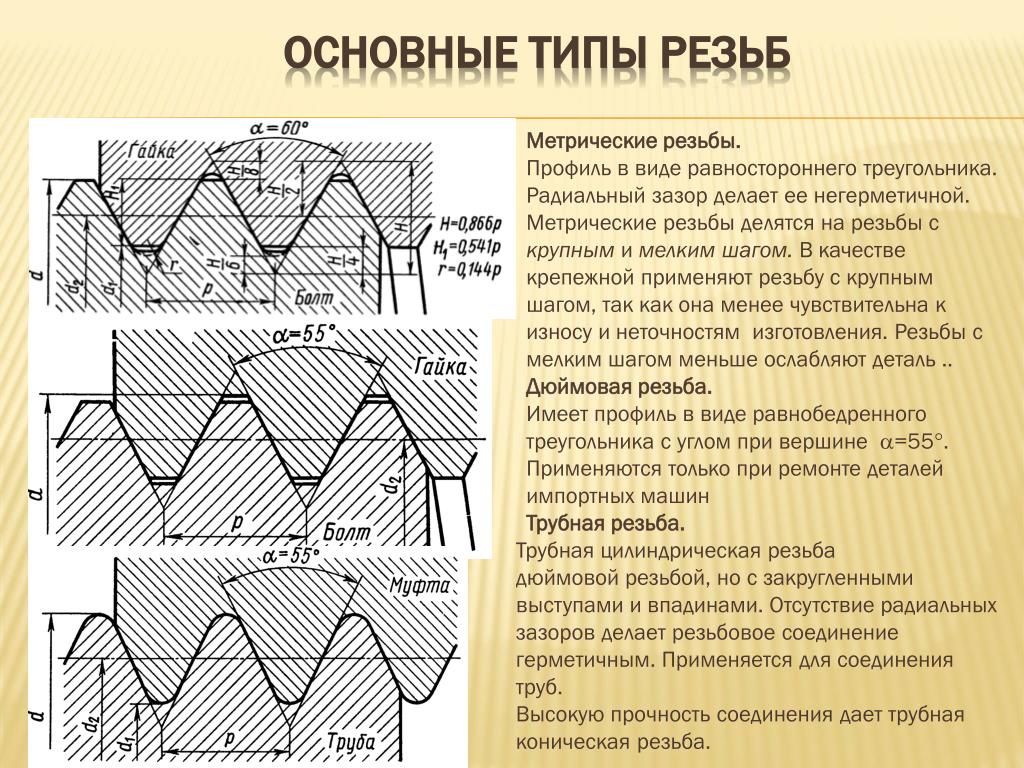
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
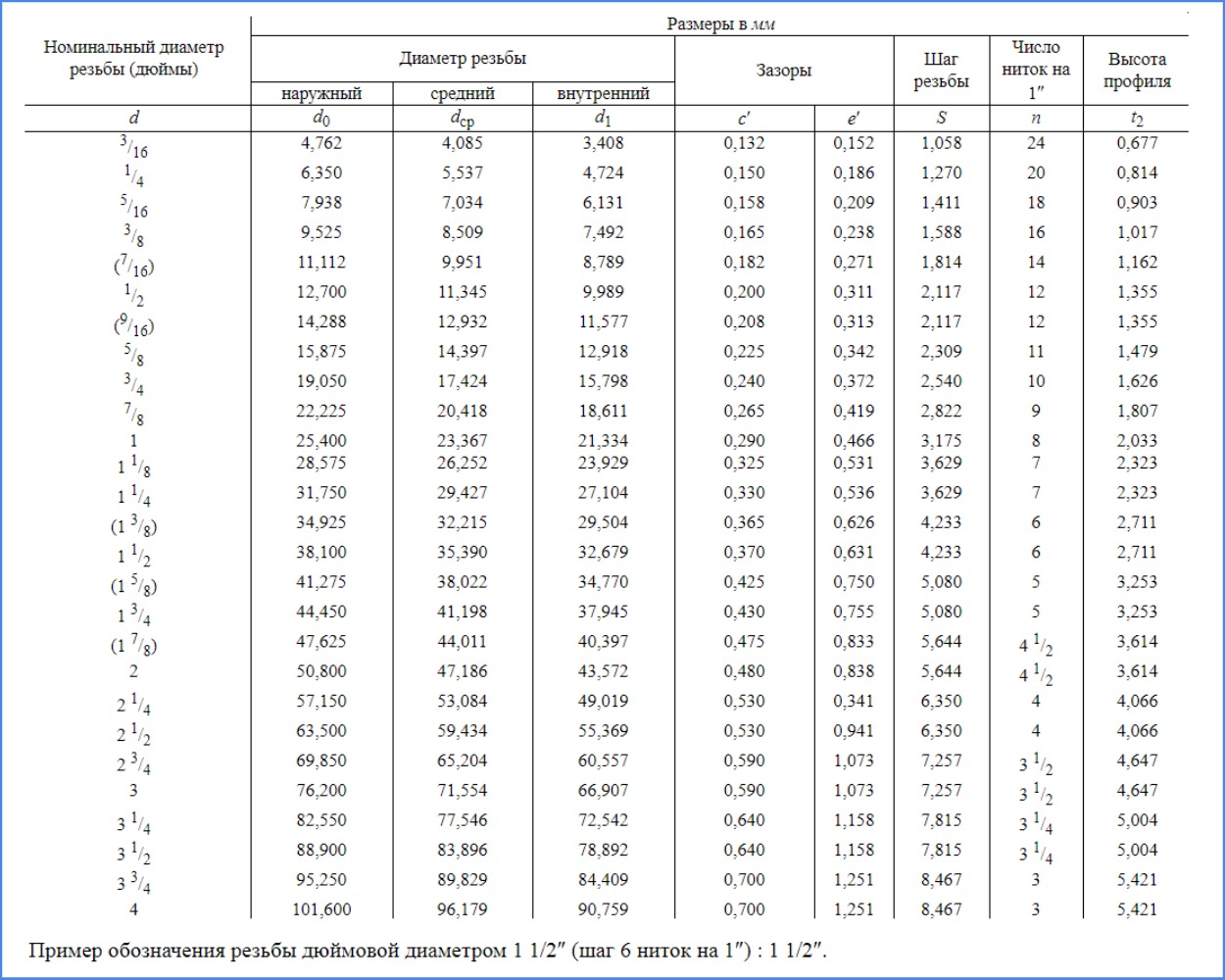
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.
Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.
Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
Плашки резьбонарезные
Плашка (лерка) — инструмент для формирования наружной резьбы различного вида, название лерка применяется все реже.
Плашки применяются как для ручных, так и для машинных работ. Резьба нарезается вручную на слесарной операции, с помощью ручных приспособлений: вороток или плашкодержатель, в которые устанавливается плашка. Также нарезка резьбы может осуществляться на металлорежущих станках (при поворачивающейся плашке). Машинные плашки используют на специальных станках.
Купить плашки, метчики и вообще резьбонарезной инструмент в условиях современного рынка не составляет труда, но вот очень уж большой выбор и не всегда удается сделать правильный выбор. При покупке режущего инструмента обратите внимание на компанию, которая хорошо разбирается в металлообработке и имеет достаточно опыта для правильного подбора инструмента.
В первую очередь правильный выбор зависит от условий обработки, обрабатываемого материала и его свойств, от заготовки, от партии заготовок, от технических требований к детали и её конструктивных особенностей, от вспомогательных зажимных инструментов и оснастки и т. д.
д.
Материалы, из которых изготавливаются плашки:
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950
Быстрорежущая сталь марок Р6М5 (HSS), Р18 (все реже изготавливают инструменты из этой стали, по причине дороговизны вольфрама), Р6М5К5 (HSSE), Р6М5Ф3 по ГОСТ 19265.
Плашки подразделяются по форме наружной поверхности:
1) Шестигранные плашки (лерки)
Шестигранные плашки предназначены для нарезания резьбы при слесарных работах (вручную). Наружная поверхность шестигранной формы позволяет поворачивать плашку с помощью гаечных ключей.
2) Круглые плашки (лерки)
Круглые плашки получили наибольшее распространение. Их можно использовать, как при работе на металлорежущих станках, так и при нарезке резьбы вручную, используя плашкодержатель. Круглые плашки дешевле в изготовлении.
Плашки круглые бывают:
а) Нерегулируемые (цельные)
Вид В
Круглые цельные плашки являются более жесткими и не требуют никаких регулировок, по сравнению с разрезными. Эти плашки получили наибольшее распространение, как при машинной, так и при ручной нарезке резьбы.
Эти плашки получили наибольшее распространение, как при машинной, так и при ручной нарезке резьбы.
2) Регулируемые. Бывают нескольких видов:
Вид А
Круглые разрезные плашки позволяют по мере износа изменять диаметр нарезаемой резьбы на 0,1-0,3 мм, тем самым продляя срок службы. Недостатком является небольшая жесткость плашки, из-за чего их можно применять при небольших скоростях резания (вручную), иначе уходит точность и чистота резьбы. Разрезные плашки регулируются винтами в плашкодержателе. Они дешевле плашек регулируемых радиальным винтом. Применяются для нарезания цилиндрических резьб.
Вид Д
Плашки регулируемые тангенциальным винтом применяются только для нарезания конических резьб.
Вид С
Плашки регулируемые радиальным винтом значительно проще настраивать на размер, чем разрезные. Так же у них немного больше жесткость. Применяются для нарезания цилиндрических резьб.
Плашки подразделяются по виду обрабатываемой резьбы:
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.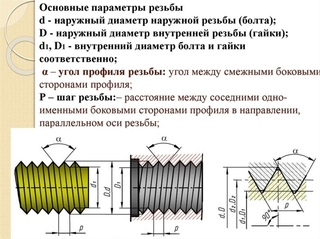 1
1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Rg Резьба для обсадных труб
Плашки для специальной резьбы
Основные характеристики плашек.
Шаг резьбы (P) — линейный размер между соседними точками резьбы, точки образуются в результате пересечения мнимой линии среднего диаметра резьбы и профилем резьбы, измеряется в миллиметрах, в дюймах, в числе ниток на дюйм, также в питчах или модулях. Плашки бывают с крупными шагами и мелкими.
Плашки бывают с крупными шагами и мелкими.
Передний угол. Передний угол выбирается исходя из требований к обрабатываемому материалу. Хорошие условия резания достигаются за счет правильного подбора угла, для материалов, дающих сливную стружку выбирается угол больше, чем для материалов дающих сыпучую стружку.
Заборный конус. Для конструкционных сталей используют плашки со средним заборным конусом 1,75 от шага резьбы. Для цветных материалов заборный конус может быть 1,25 от шага резьбы, или 2,25 от шага резьбы для труднообрабатываемых материалов.
Подточка. Подточка обеспечивает улучшенный отвод стружки из зоны резания, предотвращает пакетирование стружки стружкоотводящих канавках и обеспечивает уменьшение сил резания.
Применение СОЖ в процессе обработки плашками.
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин.
Мировые стандарты на плашки:
Плашки круглые по ГОСТ 9740-71 используются для обработки метрических резьб (плашки метрические) и трубных цилиндрической резьбы (плашки трубные).
Плашки круглые по ГОСТ 6228-80 для обработки конической резьбы. Используются для изготовления дюймовой конической резьбы (плашки конические) по ГОСТ 6111-52 и трубной конической резьбы (плашки конические трубные) по ГОСТ 6211-81, с использованием воротка или плашкодержателя при неподвижной плашке.
Плашки по ГОСТ 8860-74 предназначены для метрической резьбы.
Плашки шестигранные по ГОСТ Р 50561-93 применяются для нарезания метрической резьбы по ГОСТ 24705, трубной цилиндрической резьбы по ГОСТ 6357, трубной конической резьбы по ГОСТ 6211.
Плашки круглые по DIN EN 22 568 (DIN 223) используются для метрической резьбы и для резьбы Витворта BSW (BSF с мелким шагом), для универсальной американской резьбы UNC (UNF с мелким шагом), для трубной конической резьбы NPT c конусностью 1:16.
Плашки круглые по DIN EN 24 231 (DIN 5158) используются для нарезания трубной цилиндрической резьбы G.
Плашки круглые по DIN 40 434 для обработки обсадных труб PG.
Плашки круглые по BS 1127 используются для метрической резьбы и для резьбы Витворта BSW (BSF с мелким шагом), для универсальной американской резьбы UNC (UNF с мелким шагом), для трубной конической резьбы NPT c конусностью 1:16, для трубной конической резьбы BSPT, для резьбы Британской ассоциации BA по BS93.
Плашки шестигранные по DIN 382 для метрической резьбы с крупным (М) и мелким шагом (Mf), для резьбы Витворта BSW (крупный шаг) и BSF (мелкий шаг), для унифицированной резьбы ANSI UNC (UNF с мелким шагом), для трубной цилиндрической резьбы G по DIN ISO228, для резьбы Британской ассоциации BA по BS93.
Плашки разрезные радиальным винтом по NF E74-001 для метрической резьбы.
Плашки разрезные с тангенциальным винтом по JIS B 4451 для метрической резьбы, для резьбы Витворта, для цилиндрической трубной резьбы G (PF), для трубной конической резьбы NPT.
Внутренняя метрическая резьба. Расшифровка и способы нарезание резьбы.
На сегодняшний день в машиностроении часто применяется внутренняя метрическая резьба. Резьба служит для свинчивания изделий. Внутренние резьбы нарезаются на станках токарной и сверлильной группы резцами, метчиками, раскатниками (пластичным деформированием). При нарезании внутренней метрической резьбы метчиками необходимо помнить, что диаметр нарезаемой резьбы от 1 до 52мм. Метрическая резьба имеет профиль резьбы 60°, а так же внутренняя резьба делится на резьбу с мелким и крупным шагом, глухая и сквозная. Более подробно поговорим ниже.
Расшифровка внутренней резьбы
М10х1,5-7Н
- Профиль метрической резьбы равен 60°.
- М10 – означает что резьба метрическая диаметром 10мм
- 1,5 – это шаг резьбы
- 7Н – поле допуска резьбы (большая буква говорит о внутренней резьбе)
Если в обозначении имеется буква L, то резьба левая.
Нарезание внутренней метрической резьбы метчиками
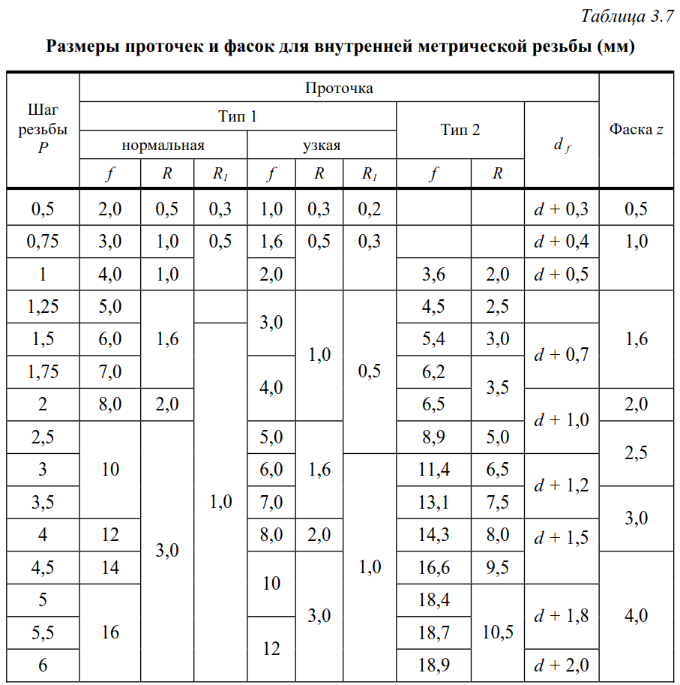
Метчики бывают нескольких типов: для сквозной резьбы, резьба в упор (специальные метчики), машинные метчики и другие. Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Нарезание внутренней метрической резьбы резцом
При нарезании внутренней резьбы резцом потребуется определенный навык и знание. Как и для метчика сверлим отверстие под резьбу, выполняем фаску на шаг резьбы. Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Непроходная сторона резьбового калибра допускается завинчивания максимум до 1,5 оборота. При нарезании резьбы скрытый брак не допускается. Требования к резьбе по обработке или точности могут изменяться в зависимости от предприятия, тогда основной ГОСТ будет изменен на ОСТ или ТУ данного предприятия.
Дополнительный материал
- Метрическая резьба
- Инструментальные материалы для изготовления режущей части резьбонарезного инструмента
- Таблица диаметров сверл под нарезание внутренней резьбы с допусками стандартизированные ГОСТ 16093-81
- Виды брака и способы его устранения при нарезании резьбы
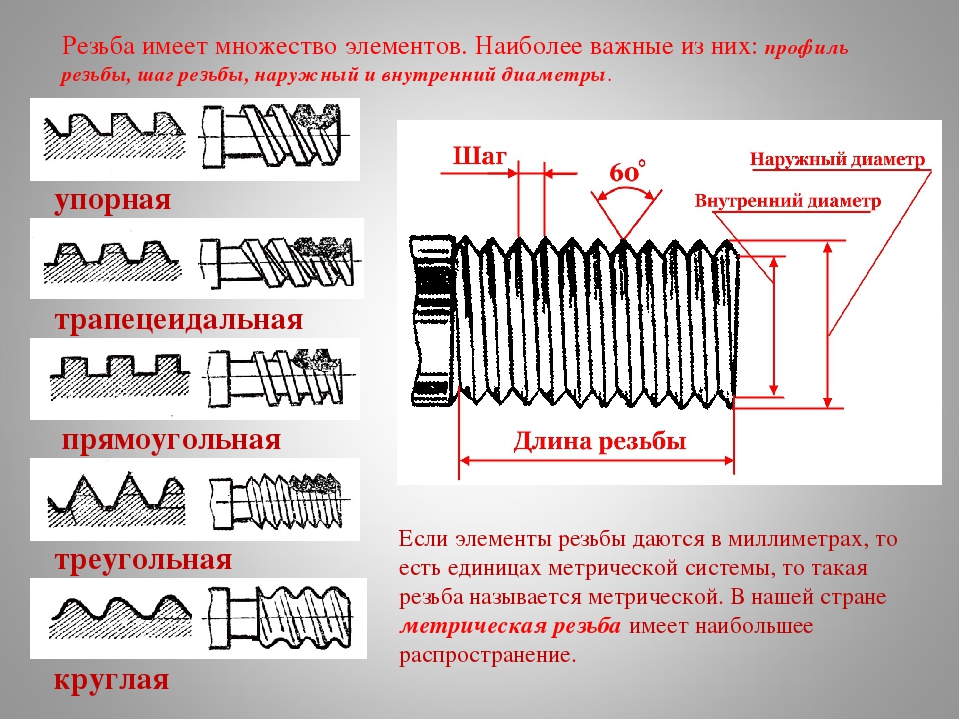
Основные параметры резьбы.
1. Профиль
резьбы — это
контур сечения резьбы плоскостью,
проходящей через ось детали.
Профиль
резьбы — это
контур сечения резьбы плоскостью,
проходящей через ось детали.
2. Шаг резьбы — расстояние между двумя смежными витками, измеренные вдоль оси резьбы (Р).
3. Ход резьбы — относительное осевое перемещение винта (гайки) за один оборот:
,
где n — число заходов резьбы.
4. Диаметр резьбы:
– наружный диаметр (обозначение: для стержня – d, для отверстия – D),
– внутренний диаметр (для стержня – , для отверстия – ),
– средний диаметр (для стержня – , для отверстия – ).
Основные параметры резьб.
5. Угол профиля резьбы – угол между боковыми сторонами профиля.
6. Угол подъема
резьбы .
Для однозаходной резьбы.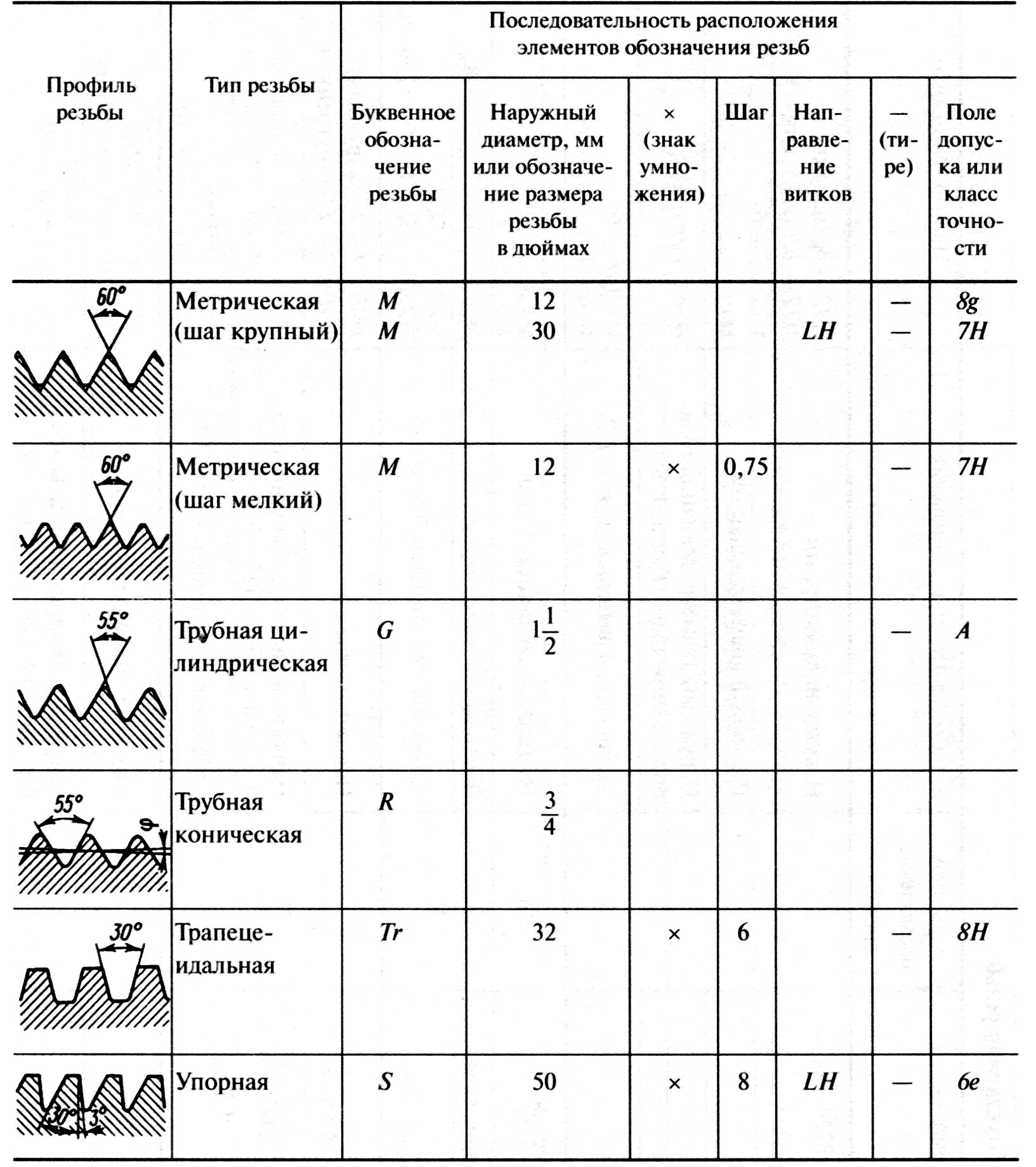
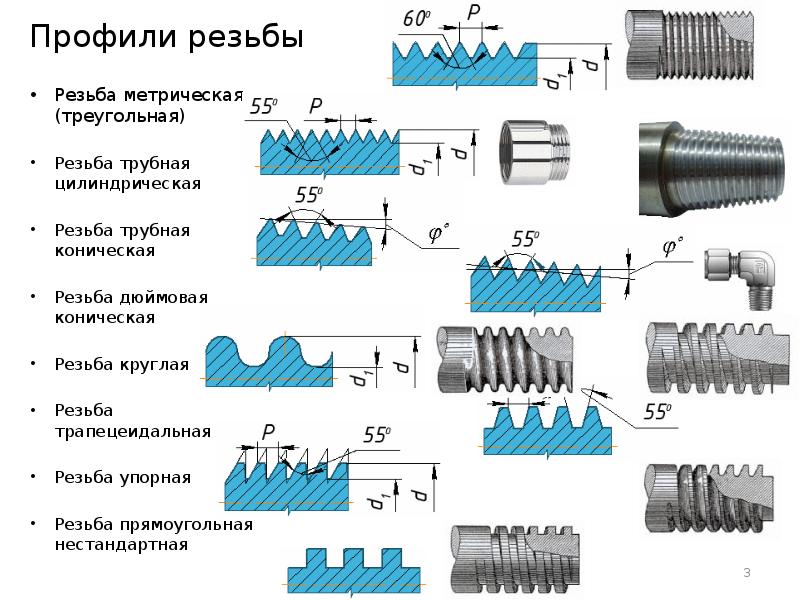
Классификация резьб
1. В зависимости от расположения поверхности резьба может быть наружной (нарезание на стержне) или внутренней (нарезание в отверстии). Согласно ГОСТа на чертежах резьба изображается условными линиями.
2. По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки). Левую резьбу обозначают буквами LH.
3. По форме поверхности, на которую наносится резьба, может быть цилиндрическая или коническая резьба.
4. В зависимости от формы профиля различают резьбу треугольную, трапецеидальную и прямоугольную.
5. По числу заходов резьбы делятся на однозаходные и многозаходные резьбы.
6. В зависимости
от единицы измерения параметров резьбы могут быть метрические
резьбы, когда
параметры резьбы измеряются в мм и дюймовые
резьбы, когда
параметры резьбы измеряются в дюймах (1” = 25,4 мм).
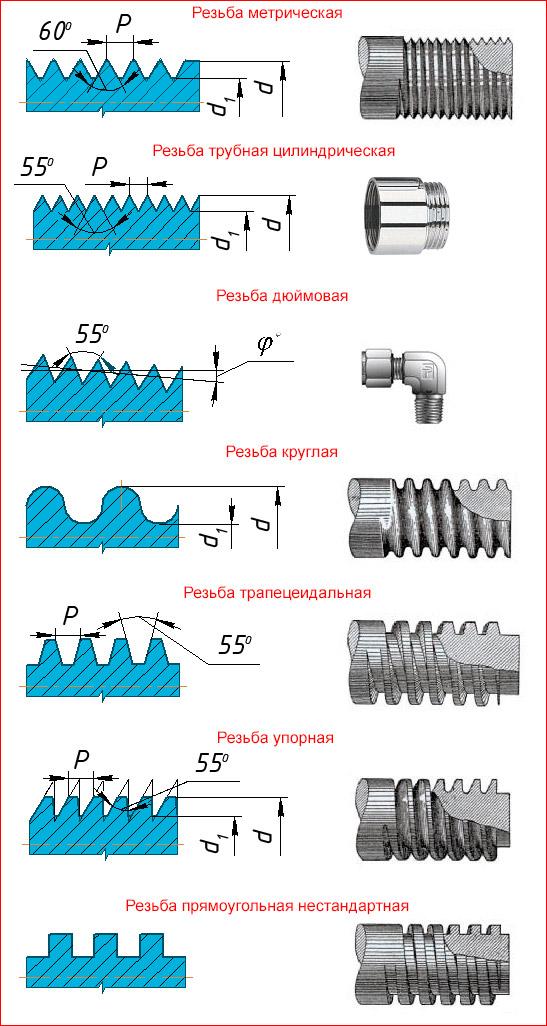
7. По назначению резьбы подразделяют на крепёжные, крепёжно-уплотнительные и ходовые.
Крепежные резьбы – предназначены для скрепления деталей. Основное их достоинство – самоторможение, не позволяющее ослаблять соединение под нагрузкой.
Крепежные резьбы бывают:
метрическая цилиндрическая резьба, угол профиля 60;
дюймовая цилиндрическая резьба, угол профиля 55.
Крепежно-уплотнительные резьбы служат как для скрепления деталей, так и для герметизации соединения (предохранения от вытекания жидкости или газа – трубопроводы и арматура).
К ним относятся:
трубная цилиндрическая резьба, угол профиля 55;
коническая метрическая резьба, угол профиля 60;
коническая
дюймовая резьба, угол
профиля 55.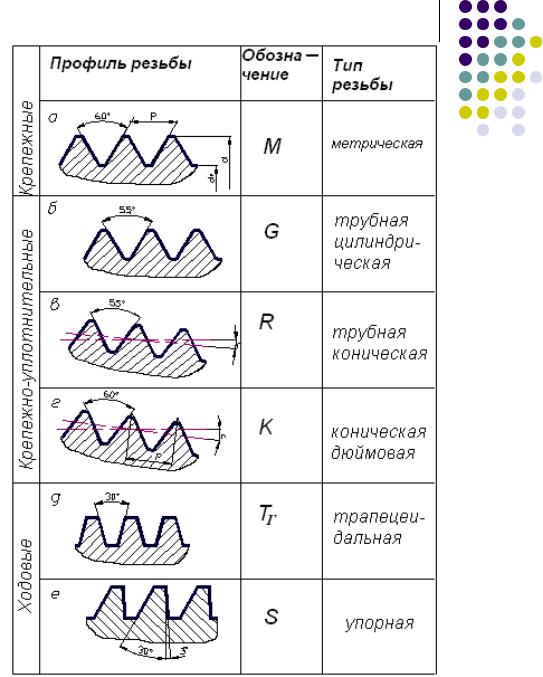
Ходовые резьбы предназначены для передачи движения. Для передачи реверсивного движения применяются трапецеидальная или прямоугольная резьба, для нереверсивного движения – упорная резьба (разновидность трапецеидальной).
Метрические резьбы являются основным типом крепежной резьбы. Основные размеры метрической резьбы назначают по ГОСТ 24705-81, профиль – по ГОСТ 9.150-81, диаметры и шаги – по ГОСТ 8724-81. Угол профиля резьбы принят 60°. Может наноситься как на цилиндрическую, так и на коническую поверхность. Форма впадин и выступов треугольной метрической резьбы может выполняться как закругленной, так и плоскорезной. Номинальным диаметром резьбы является наружный диаметр d. По шагу различаются резьбы с крупным шагом и с мелким шагом.
Метрическая резьба — Большая Энциклопедия Нефти и Газа, статья, страница 2
Метрическая резьба
Cтраница 2
Метрическая резьба имеет треугольный профиль с углом а60; может быть с крупным и с мелкими шагами. В табл. 3.2 приведены диаметры и шаги метрической резьбы.
[17]
В табл. 3.2 приведены диаметры и шаги метрической резьбы.
[17]
Метрические резьбы с мелким шагом имеют по сравнению с резьбой с крупным шагом уменьшенный шаг и глубину резьбы при одном и том же наружном диаметре. [18]
Метрическая резьба выполняется по стандартам СЭВ. [19]
Метрические резьбы бывают с крупным и мелким шагом, ГОСТ 8724 — 81 ( СТ СЭВ 181 — 75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй — третьему. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. [21]
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами ( рис. 260, э) и характеризуется следующими основными элементами: угол профиля 60, диаметры и шаг выражаются в метрической системе мер — в миллиметрах.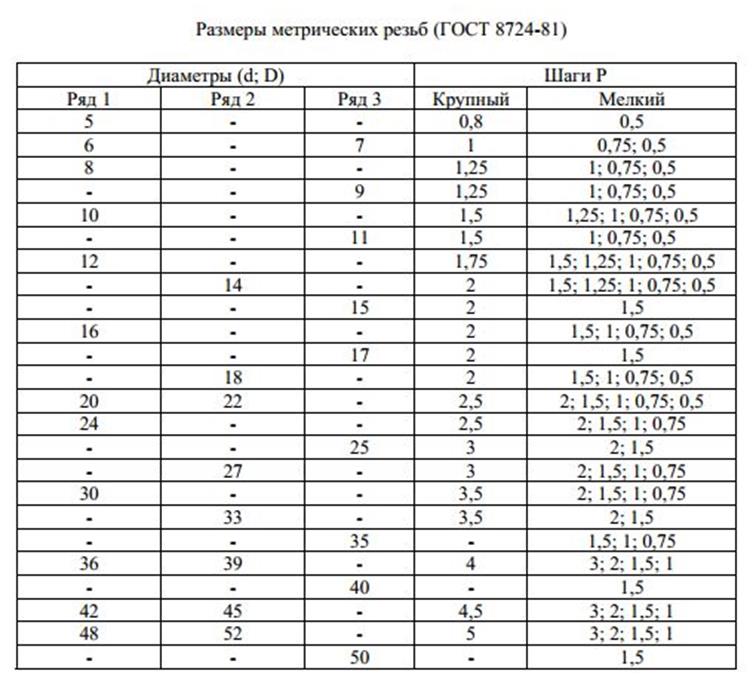 [22]
[22]
Метрическая резьба может быть нарезана с шагами: 1; 1 5; 2; 3 и 4 мм при наружном диаметре до 200 мм и внутреннем — от 20 до 200 мм. [23]
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы. [24]
Метрические резьбы по характеру сопряжения болта с гайкой подразделяются на скользящие, тугие и с зазором. [25]
Метрические резьбы делятся на резьбу с крупным шагом и мелким. У крупных резьб с увеличением диаметра резьбы увеличивается шаг резьбы, наибольший шаг этой резьбы 6 мм. Мелкие резьбы имеют шаг независимо от диаметра. На деталях большого диаметра может быть нарезана резьба с мелким шагом. Шаг резьбы в обозначении не указывается и определяется по справочнику. Рядом с диаметром указывается класс точности резьбы ( например: кл.
[26]
На деталях большого диаметра может быть нарезана резьба с мелким шагом. Шаг резьбы в обозначении не указывается и определяется по справочнику. Рядом с диаметром указывается класс точности резьбы ( например: кл.
[26]
Метрические резьбы с крупным шагом обозначаются буквой М, наружным диаметром и классом точности, например М64 кл. В обозначении резьбы с мелким шагом принято дополнительно указывать и шаг, например М64 X 2 — кл. В сборочных чертежах, если свинчиваемые болт и гайка имеют допуски разных классов точности, они обозначаются в виде дроби: в числителе указан класс точности гайки, а в знаменателе — болта. [27]
Метрическая резьба с крупным шагом обозначается М, а рядом номинальный диаметр Резьба с мелким шагом — дополнительно к номинальному диаметру добавляется шаг резьбы. Для левой резьбы после обозначения ставят буквы LH, например, 2М10 х X 0.75 Н обозначает: резьба метрическая диаметром 10мм, вторая мелкая резьба с шагом 0 75 мм, левая.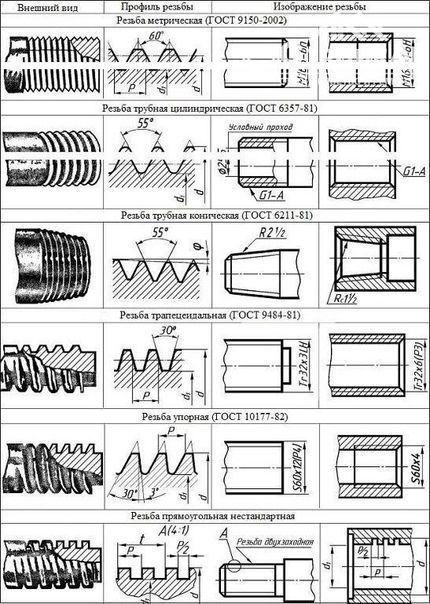 [28]
[28]
Метрическая резьба имеет форму треугольника с углом а 60 и со срезанной по прямой вершиной и закруглением по дну впадины. Рабочими поверхностями резьбового соединения являются только соприкасающиеся боковые стороны профиля резьбы. Метрические резьбы разделяют на резьбы с крупным шагом и резьбы с мелким шагом, которые отличаются между собой при одном и том же диаметре размерами шага. Для метрических резьб установлено три класса точности: точный, средний и груэый. [29]
Метрические резьбы с крупным шагом используют преимущественно для крепежных соединений, а метрические резьбы с мелким тагом — в качестве элемента юстировки или регулируемого натяга сопрягаемых деталей. [30]
Страницы: 1 2 3 4
Резьбовое соединение полотенцесушителя – диаметр резьбы
Резьба, наравне с типом подключения и расстоянием между центрами подключения, является одним из наиболее важных параметров при выборе сушителя для белья.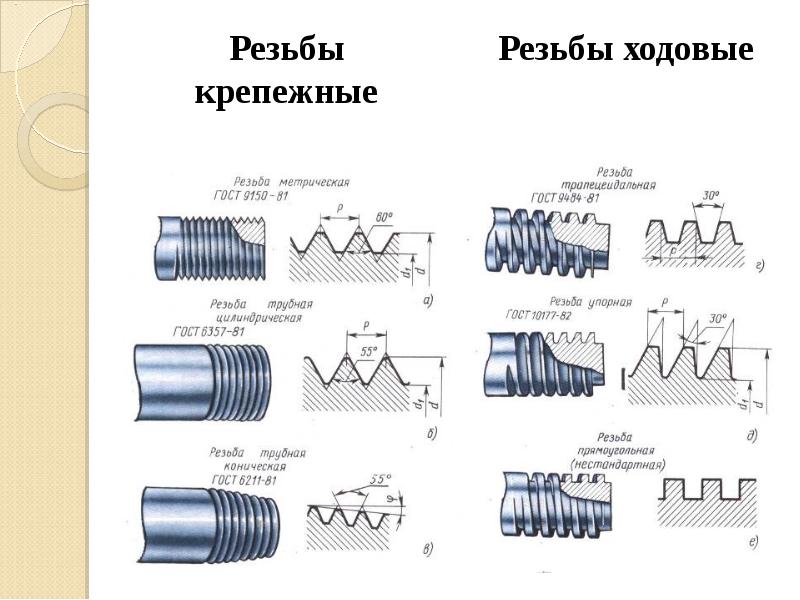 Нанесение на металлические детали резьбовых канавок и выступов с равным шагом позволяет добиться высокой прочности сцепления без дополнительных затрат. Сложно найти технологическую сферу, где б применение болтов, гаек и фитингов являлось бы излишним.
Нанесение на металлические детали резьбовых канавок и выступов с равным шагом позволяет добиться высокой прочности сцепления без дополнительных затрат. Сложно найти технологическую сферу, где б применение болтов, гаек и фитингов являлось бы излишним.
В данной статье мы расскажем какая бывает резьба на полотенцесушителях и как определить ее размер.
Виды винтовой спирали
Водяные полотенцесушители Ларис выпускаются в трех размерах трубной резьбы — 1 дюйм внешняя, ¾ дюйма внешняя и ½ дюйма внутренняя. Для лесенок характерно внутреннее резьбовое соединение ½ дюйма, змеевики выпускаются со всеми вышеперечисленными резьбовыми размерами. В зависимости от диаметра трубы змейки бывают: Ø25 мм / 1/2″ внутренняя, Ø25 мм / 3/4″ внешняя, Ø30 мм / 1/2″ внутренняя и Ø32 мм / 1″ внешняя. К примеру, полотенцесушитель водяной 1 дюйм обозначает змеевик диаметром трубы 32 мм с внешней дюймовой резьбой.
Классификация резьбы производится по следующим параметрам:
1. Образующей поверхности (цилиндрическая, коническая).
Образующей поверхности (цилиндрическая, коническая).
2. Единицам диаметрального измерения (метрическая, дюймовая и т.д.).
3. Расположению образующей поверхности (наружная, внутренняя).
4. Профилю (треугольная, круглая, прямоугольная и т.д.).
5. Предназначению (крепежная, крепежно-уплотнительная, ходовая и т.д.).
6. Направлению винтовой передачи (правая, левая).
7. Числу заходов (однозаходная, многозаходная).
Cистемы измерения шага резьбы определяет тип соединение: метрическим (мм), дюймовым (дм/”), модульным (м) и питчевым (п). Наиболее распространены системы метрического и дюймового измерения (для нашей продукции мы используем дюймовую градацию).
Типы резьбового соединения:
- болтовое – применение болта и гайки;
- винтовое – применение винта, вкручиваемого в одно из звеньев соединения;
- шпилечное – применение шпильки, которая вворачивается в одно из звеньев, на «свободный» конец шпильки надевается соединяемое звено, шайба, затем затягивается гайка.
Несмотря на схожесть болт сильно отличается от винта, в частности, по размеру образующей поверхности, монтажу и типу распределения нагрузки. Болт представляет собой стержень, одна часть которого имеет четырех- или шестигранную головку, а вторая – резьбовую поверхность. При болтовом соединении крепежный стержень проходит через соединяемые детали насквозь. Затягивание болта осуществляется с помощью гаечного ключа или гайки. Резьбовая поверхность в виде винтовых лопастей расположена по всему винту, на конце которого расположена головка «под отвертку». Винтовое соединение производится при помощи отвертки или шестигранника – крепежный стержень вкручивается в деталь с резьбовой нарезкой.
Резьбовые соединения могут проводиться с применением дополнительных деталей (винты, гайки, стяжные муфты) или без них. Размеры подключения полотенцесушителя и выбор резьбовых фитингов напрямую зависят от типа и диаметра подводящей трубы. При выборе резьбы сушки стоит ориентироваться на подводку – выбирать подходящую резьбу для каждого конкретного случая.
Как определить резьбу полотенцесушителя
Шаг для дюймовой резьбы определяется с помощью измерительных инструментов: резьбомера, штангенциркуля, микрометра или линейки. Измерения нужно проводить максимально точно (до 0,1-0,01 долей мм). Столь высокую точность может обеспечить резьбовой микрометр, который имеет специальный конусный наконечник. Измерять нужно два параметра – количество резьбовых нитей и резьбовой шаг.
Резьбомер представляют собой набор разных резьбовых калибров, которые вставляются в резьбовую поверхность (подбирается вариант, максимально совпадающий с шагом конкретной резьбы). Определение резьбы с натуры может быть осложнено изношенностью детали и наличием на ней загрязнений.
Когда под рукой нет выше представленных инструментов, проводится оттиск ниток резьбы на бумагу. Для этого образующую поверхность покрывают краской или чернилами, плотно прижимают к бумаге. Измерив количество резьбовых ниток и расстояние между ними подбирается максимально близкое к полученному числу значение из вычислительной таблицы.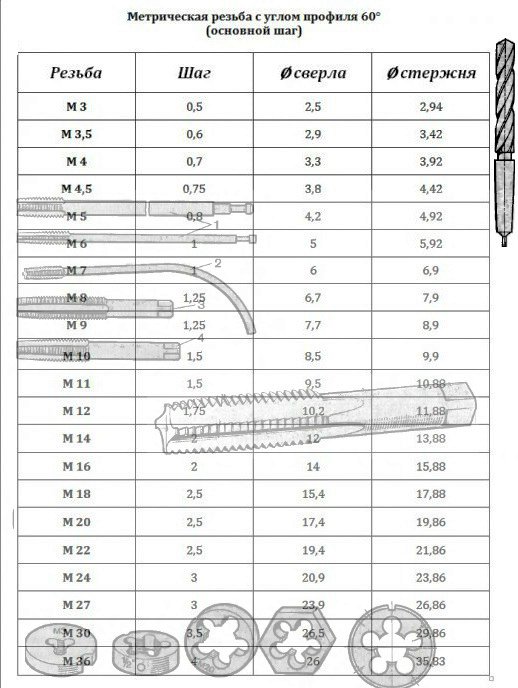
Проводить все эти действия нужно только подбирая фитинги, гайки или стяжные муфты к сушителю. Резьба полотенцесушителей определяется намного проще – этот параметр указан в паспорте изделия и карточке товара.
Какие типы ниток используются в застежках?
В Fastenright Ltd. мы можем иметь в наличии или предоставить различные типы резьбы для всех видов крепежа, некоторые из которых более популярны в определенных частях мира, чем другие.
Хорошо понимать, какой тип цепочки вы ищете, поскольку каждая из них может использоваться по-своему.
Метрическая, UNC, UNF и другие типы резьбы для крепежных деталей
Метрическая резьба
Метрическая резьба является наиболее широко используемой в настоящее время, и в противном случае она может называться «ISO Metric» или «M».Доступны крепежные детали как с крупной, так и с мелкой резьбой, и они могут поставляться в широком диапазоне материалов и размеров — в соответствии с рядом популярных стандартов DIN.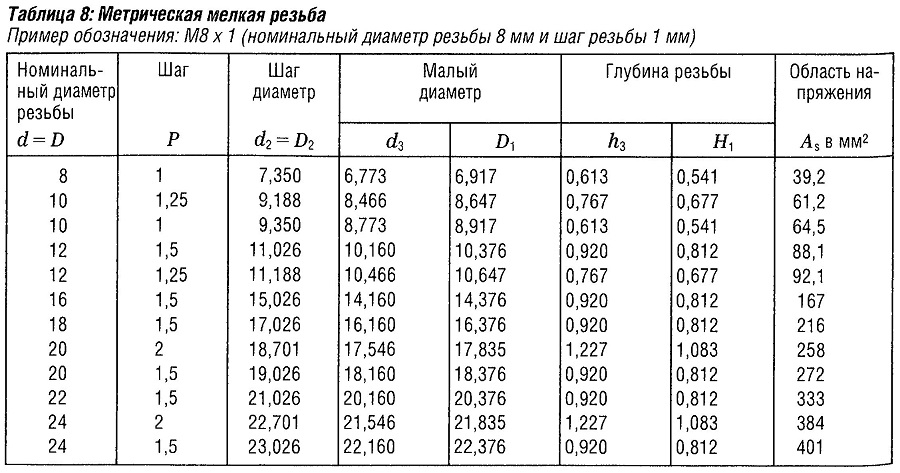
Нужна мелкая или крупная метрическая резьба? Мелкая метрическая резьба более подвержена истиранию, требует более длинного резьбового зацепления и менее подходит для высокоскоростной сборки. Однако они легче врезаются в твердые материалы и требуют меньшего крутящего момента. Они также имеют меньшую тенденцию к расшатыванию, более прочные, размер к размеру, чем грубая резьба, и позволяют более тонкую регулировку из-за их меньшего шага.
Крупная резьба имеет больший шаг, и ее легче получить, чем крепежные детали с мелкой резьбой, и они предназначены для большинства применений.
Метрическая резьба бывает разной прочности, в «классах» от 4,8 до 8,8, 10,9 и 12,9.
UNC
UNC означает «Unified Coarse» и является наиболее часто используемым типом резьбы в Соединенных Штатах Америки. Крепления UNC часто используются в сельскохозяйственной промышленности из-за их прочной крупной резьбы.
Резьба более глубокая и универсальная, чем у тонкой резьбы, и позволяет легко снимать, в то же время они имеют более высокий допуск при изготовлении и покрытии.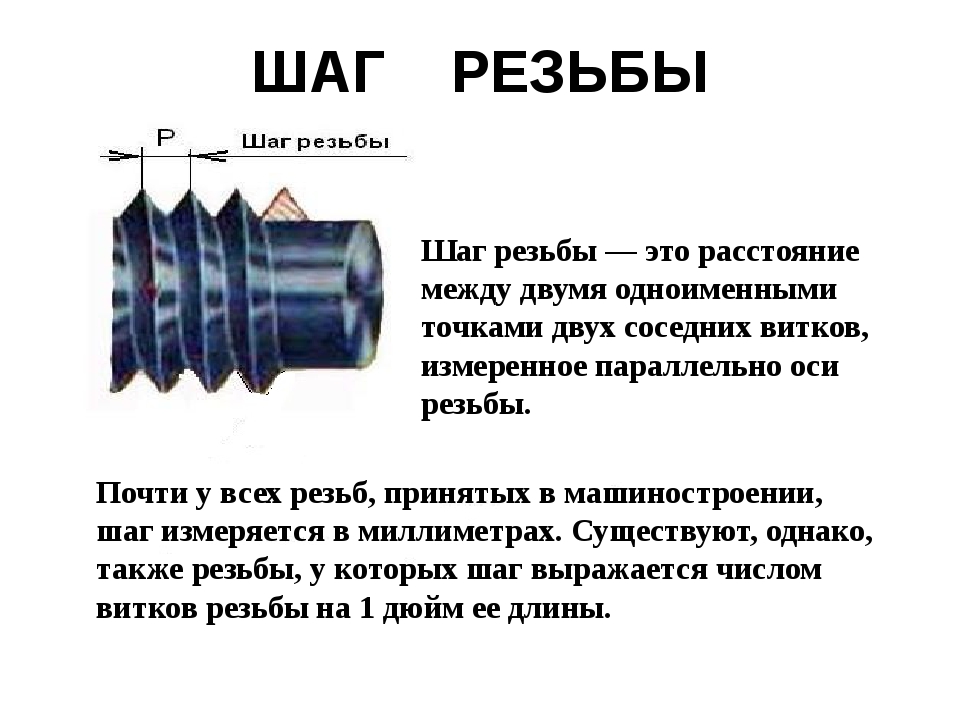
UNF
UNF означает «Unified Fine», который также является популярным в США. Крепежные элементы UNF часто используются в автомобильной и авиакосмической промышленности из-за необходимости иметь плотную тонкую резьбу. Крепежные элементы UNF обычно изготавливаются из стали или нержавеющей стали. Характеристики включают лучшую блокировку крутящего момента и способность выдерживать нагрузку, чем UNC, с более точной посадкой и более жесткими допусками.
BA
BA также называют «Британской ассоциацией» и представляют собой британскую резьбу старого образца с пронумерованными диаметрами.Когда мы говорим, что это старый стиль, то эта резьба существует с 1884 года и была стандартизирована в 1903 году !. Хотя он все еще встречается, в основном, в электрической арматуре и небольших винтах, он постепенно сокращается в пользу метрической резьбы.
BSF
BSF, или «British Standard Fine» — еще одна британская нить в старинном стиле, которую можно использовать на старинных автомобилях и механизмах.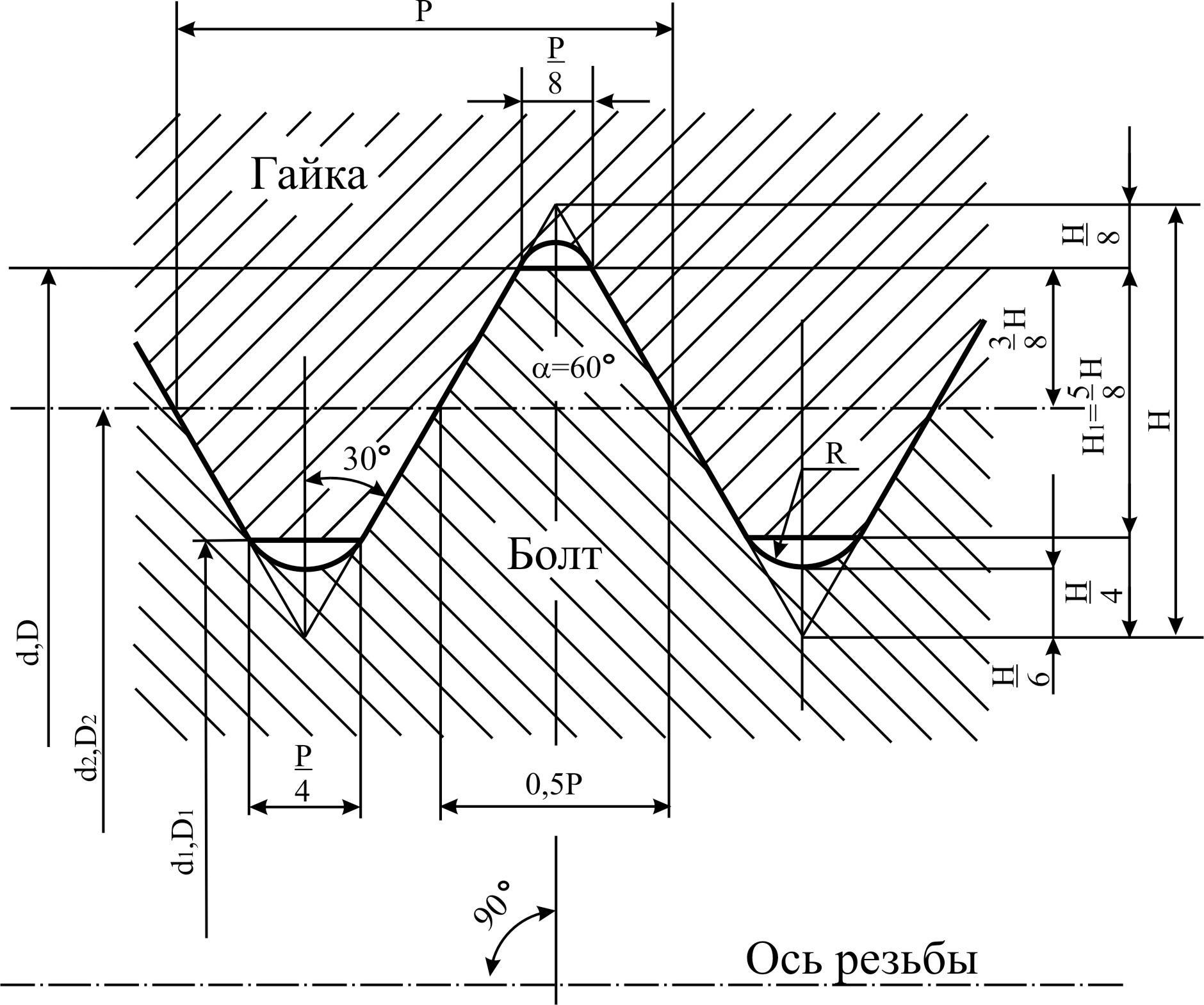 Он доступен из стали и нержавеющей стали.
Он доступен из стали и нержавеющей стали.
Болты, гайки, винты и другие крепежные детали можно увидеть с BSF, и это альтернатива с мелким шагом другим резьбам.
Вам нужны крепежные детали с конкретным типом резьбы?
Мы можем поставить крепежные детали с любым из вышеуказанных типов резьбы в соответствии с вашими требованиями.
Запросить конкретный тип резьбы
Шаг резьбы против. Число ниток на дюйм (TPI)
Резьба на дюйм (TPI)
Резьба на дюйм, обычно сокращенно TPI, — это термин, часто используемый при разговоре о крепежных изделиях.
TPI — это термин, используемый для определения количества резьбы в дюйме.Для определения ступеней на дюйм измеряется дюйм болта, а затем подсчитываются выступы на крепежном элементе. На картинке вы можете видеть 5 пиков в дюймах. Это означает, что TPI этого крепежа будет 5. Если посмотреть на пример размера болта:
1/4 ″ -20 x 2 ″
1/4 ″ относится к диаметру болта (в дюймах), -20 относится к резьбе на дюйм, что означает, что у этого болта 20 витков на дюйм, а 2 ″ относится к длине (также в дюймах). .
.
Шаг резьбы
Шаг резьбы — это термин, используемый для расчета разницы между двумя резьбами. Для метрических крепежных деталей шаг резьбы используется вместо TPI. Расстояние также измеряется в миллиметрах.
Для измерения шага резьбы используйте штангенциркуль и измерьте расстояние от вершины одной резьбы до следующей.
M2 x 0,4 x 5M
M2 относится к диаметру болта (в миллиметрах), 0,4 — к шагу резьбы в миллиметрах, что означает, что они есть.4 миллиметра между каждым выступом резьбы и 5M относятся к длине болта в миллиметрах.
Почему это важно
Шаг резьбы и Резьба на дюйм используются для измерения резьбы болта или гайки, чтобы убедиться, что они будут правильно соединяться. Если резьба болта и гайки отличается, они либо заедают, либо сорвут резьбу, что приведет к непригодному для использования соединению.
Несколько слов о тонкой и крупной резьбе
Крепежные детали с мелкой резьбой имеют более плотную спиральную структуру и обычно менее выражены. Крепежная деталь с крупной резьбой имеет более крупную, более глубокую и более щадящую резьбу (это означает, что если резьба будет слегка повреждена, они все равно могут работать). Большинство стандартных и метрических крепежей имеют вариант с мелкой и крупной резьбой. Вы можете идентифицировать каждый из них, используя TPI или Thread Pitch.
Крепежная деталь с крупной резьбой имеет более крупную, более глубокую и более щадящую резьбу (это означает, что если резьба будет слегка повреждена, они все равно могут работать). Большинство стандартных и метрических крепежей имеют вариант с мелкой и крупной резьбой. Вы можете идентифицировать каждый из них, используя TPI или Thread Pitch.
Для крепежа США вы можете увидеть 1/4 ″ -20 и 1/4 ″ -28. Чтобы определить, какая из них грубая, а какая тонкая, просто возьмите номер TPI (20 и 28) и сравните. Помните, что грубая резьба означает, что резьба больше, поэтому меньшее может уместиться в пределах дюйма, поэтому 20 означает, что застежка является крупной резьбой, а 28 означает, что застежка является тонкой резьбой.
* TPI и шаг резьбы будут меняться в зависимости от диаметра крепежа, поэтому вы не всегда увидите 20 и 28.
Для метрических крепежей вы увидите M8 x 1,25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше резьбы.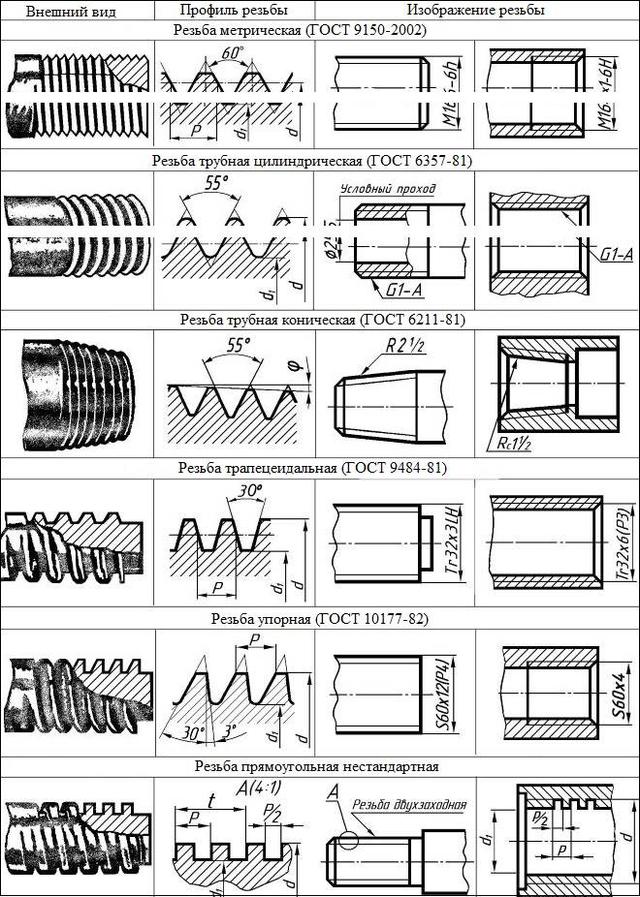 Это означает, что M8 x 1,25 — это грубая резьба, а M8 x 1 — тонкая резьба.
Это означает, что M8 x 1,25 — это грубая резьба, а M8 x 1 — тонкая резьба.
Для получения дополнительной информации о крепежных изделиях см. Крепежные детали 101.
Для получения информации о шаге резьбы и количестве резьбы на дюйм посмотрите наше видео по указанной ниже теме.
Измерение шага резьбы и резьбы на дюйм |
Измерение шага резьбы и расшифровка TPIПрокрутите вниз, чтобы продолжить чтение Боб: С возвращением в отдел крепежных изделий округа Олбани — крепежные детали 101. Я Боб, и сегодня мы поговорим о шаге резьбы и резьбе на дюйм. Я расскажу вам о различных терминологиях. Итак, приступим. Хорошо, у нас есть небольшой рисунок от одного из моих сотрудников, который нарисовал эти болты, они были немного изогнутыми, но вы получите картину.В любом случае, это объяснит вам количество резьбы на дюйм США и метрический шаг резьбы. Это разные вещи. В основном то, что у вас есть с американскими нитками на дюйм, хорошо, — это сколько ниток на самом деле находится в одном дюйме области резьбы. Поэтому, когда вы измеряете один дюйм, как в этом случае, вы увидите: 1-2-3-4-5 в этом одном дюйме. Итак, когда вы читаете болт с надписью 1/4 ″ -20 x 2 ″, это означает, что диаметр 1/4 дюйма, 20 нитей на дюйм, то есть резьбы на дюйм, которые будут здесь, а затем 2 дюйма в длину.Длина 2 дюйма будет от-под головки до конца болта. Всякий раз, когда у вас такая полная голова, всегда измеряется расстояние от под головки до конца болта. Итак, это количество вашей резьбы на дюйм. В метрике другое. В метриках это шаг резьбы, а не количество ниток на дюйм. Шаг резьбы — это расстояние между выступами в миллиметрах. Итак, вот вершина, а вот еще одна вершина, хорошо? Итак, когда вы читаете это, там написано M2 — это диаметр. 0,4 — шаг резьбы, а 5 (5M) миллиметров — длина. Другими словами, это означает, что это шаг резьбы, который представляет собой две высокие точки — расстояние между ними — а затем длина снова от головки до конца болта. Это объясняет вам разницу между американской резьбой на дюйм и метрическим шагом резьбы. |

Ознакомьтесь с метрическими размерами болтов
Другие записи блога
Гайки и болты являются необходимыми крепежными элементами, важными для безопасной сборки машин, оборудования, мебели и многого другого.В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
BS3643 Части 1 и 2
BS3643 определяет пределы и допуски для калибра резьбы ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, в которой представлены принципы и основные данные для спецификации метрической резьбы ISO.
и BS3643, часть 2, содержат табулированные диаметры и допуски для крупной и мелкой резьбы на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размером «M», например: M3, M8, M12.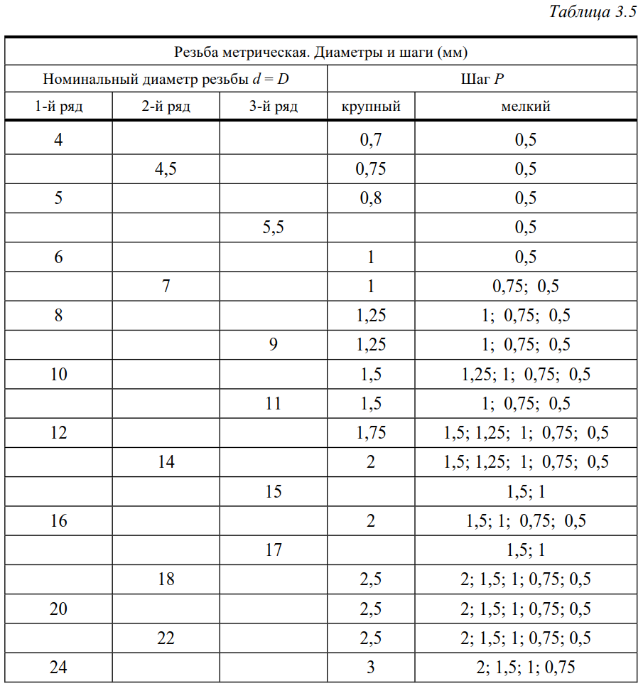 Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Вот пример спецификации метрического болта: M8-1.0 х 20
Эти характеристики болта разбиваются следующим образом:
- Буква «M» указывает на то, что этот болт имеет метрическую резьбу.
- Число «8» обозначает номинальный диаметр стержня болта в миллиметрах.
- Число 1,0 — это шаг резьбы болта, то есть расстояние между резьбами в миллиметрах.
- И последняя цифра, 20, — длина в миллиметрах.
Но очень часто можно встретить метрические болты, указанные так: M12-50 .
В этом сокращенном формате опускается определение шага, что означает, что болт имеет крупную резьбу. Если размер шага не указан в метрических характеристиках болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация метрических болтов включает определение шага резьбы, но если это опущено, то предполагается крупный шаг. Метрические крепежные детали доступны либо с крупным, либо с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают варианты с очень мелким шагом резьбы.Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые болты в британской системе мер.
| Метрическая грубая | Метрическая мелкая | Метрическая сверхтонкая |
|---|---|---|
| M1.4-0.3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| М3-0.5 | ||
| M3,5-0,6 | ||
| M4-0,7 | ||
| M5-0,8 | ||
M6-1.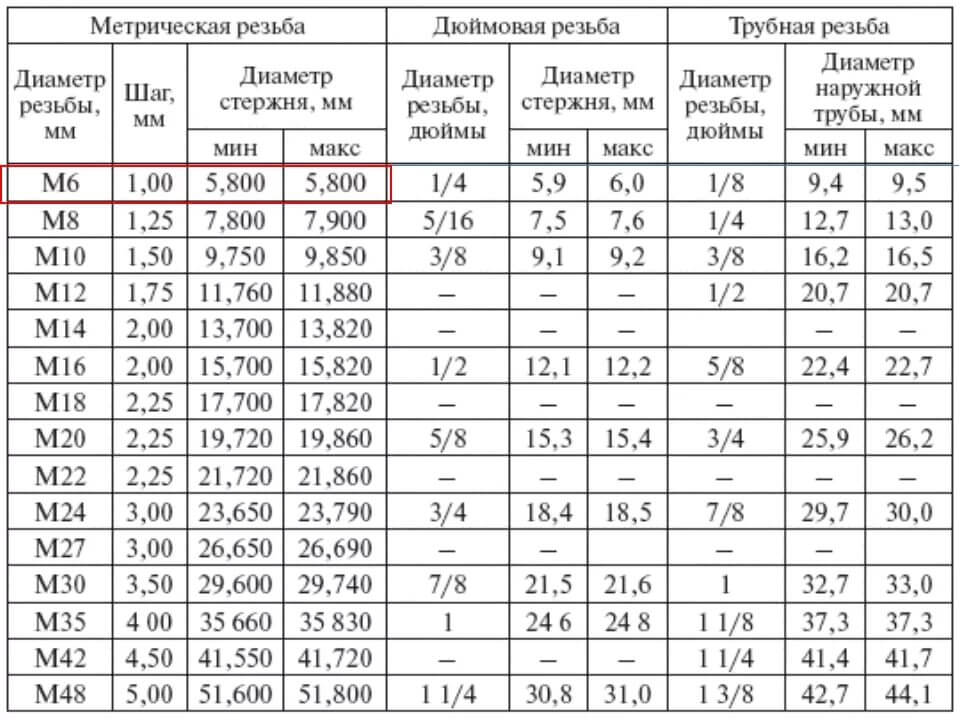 0 0 | ||
| M7-1.0 | ||
| M8-1,25 | М8-1.0 | |
| M10-1,5 | М10-1,25 | M10-1.0 |
| M12-1.75 | М12-1,5 | М12-1.25 |
| M14-2.0 | М14-1,5 | |
| M16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| M20-2,5 | М20-1,5 | |
| M22-2,5 | ||
| M24-3.0 | М24-2.0 | |
| M30-3,5 | ||
| M36-4.0 |
Метрическая длина болтов
Длина метрического болта измеряется и определяется точно так же, как дюймовые болты и крепежные детали в дюймовой системе. Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
| Стандарт № | Описание |
|---|---|
| DIN 84 | Машинный винт со шлицевой головкой |
| DIN 85 | Винт с цилиндрической головкой и шлицем |
| DIN 94 | Пружинный шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разъемная стопорная шайба |
| DIN 137B | Шайба с пружинной волной |
| DIN 315 | Гайка барашковая |
| DIN 439B | Шестигранная гайка крепежного винта, готовая шестигранная стопорная гайка |
| DIN 911 | Шестигранный ключ с длинным плечом |
| DIN 912 | Винт с головкой под торцевой ключ |
| DIN 916 | Установочный винт с внутренним шестигранником |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Шпилька с двойным концом |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Винт с плоской головкой и шлицем |
| DIN 964 | Винт с овальной головкой и шлицем |
| DIN 965 | Крепежный винт с плоской головкой Phillips |
| DIN 966 | Винт с овальной головкой Phillips |
| DIN 975 | Стержень с резьбой |
| DIN 980V | Стальная шестигранная стопорная гайка |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка муфты штока |
| DIN 6797A | Внешняя стопорная шайба |
| DIN 6797J | Внутренняя стопорная шайба |
| DIN 6912 | Винт с шестигранной головкой и низким внутренним шестигранником |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Гайка шестигранная с фланцем |
| ISO 7379 | Винт с буртиком под торцевой ключ |
| ISO 7380 | Винт с цилиндрической головкой и полукруглой головкой |
| DIN 7985 | Винт с цилиндрической головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой и плоской головкой |
Размеры отверстий для метрических болтов
Определенный диаметр метрических болтов на самом деле немного больше фактического диаметра стержня болта.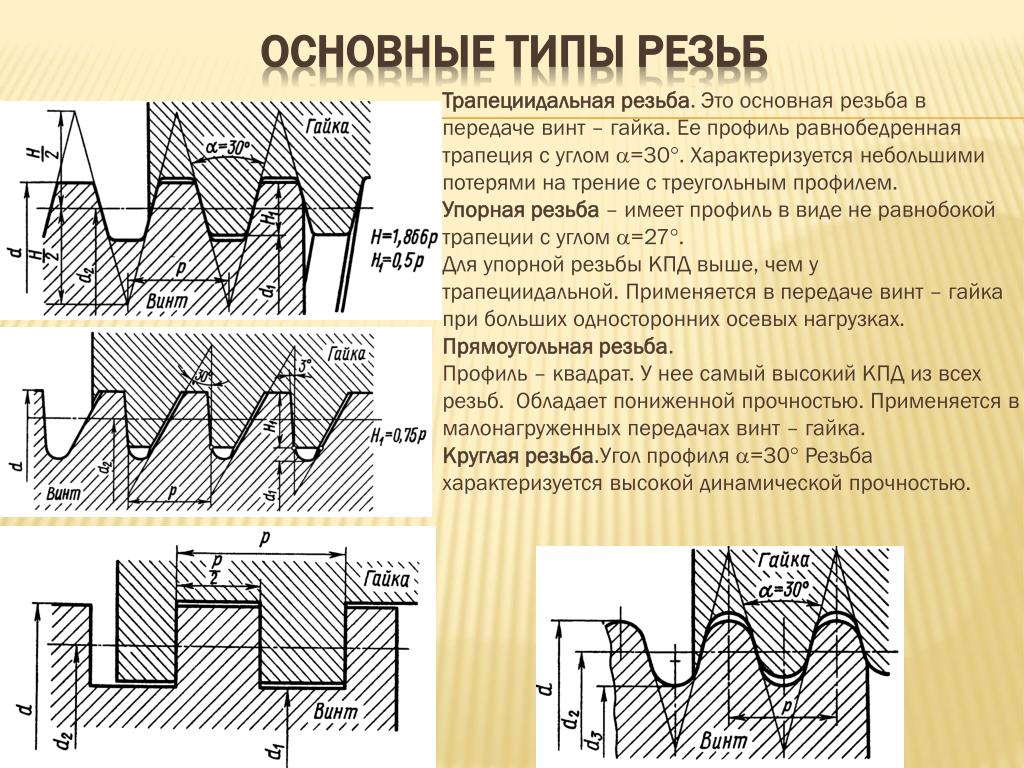 Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычтя шаг резьбы из метрического диаметра болта. Например, болт M8 со стандартным шагом крупной резьбы 1.Для нарезания резьбы 25 мм потребуется отверстие диаметром 6,75 мм. Но если бы у болта M8 была резьба с мелким шагом 1 мм, то диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также малых шагов резьбы и соответствующих им размеров резьбовых отверстий.
| Размер | Зазор мм | Шаг резьбы (стандартный) | Сверло для нарезания резьбы (стандартное расстояние) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| M5 | 5.5 | 0,8 | 4,2 мм | ||
| M6 | 6,5 | 1.0 | 5,0 мм | 0,75 | 5,25 мм |
| M8 | 9 | 1,25 | 6,75 мм | 1.0 | 7 мм |
| M10 | 11 | 1,5 | 8,5 мм | 1.0 или 1.25 | 9,0 или 8,75 мм |
| M12 | 14 | 1.75 | 10,25 мм | 1,5 | 10,5 мм |
| M16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| M20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| M30 | 32 | 3. 5 5 | 26,5 мм | 2,0 | 28 мм |
Стандартный гаечный ключ и шестигранный ключ, размеры
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный или шестигранный ключ правильного размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных ключей и шестигранных ключей, которые подходят для наиболее часто используемых метрических гаек и болтов.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| M5 | 8 мм | 4 мм |
| M6 | 10 мм | 5 мм |
| M8 | 13 мм | 6 мм |
| M10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| M16 | 24 мм | 14 мм |
| M20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| M30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно необходимых вам крепежных изделий, помните, что мы здесь, чтобы помочь.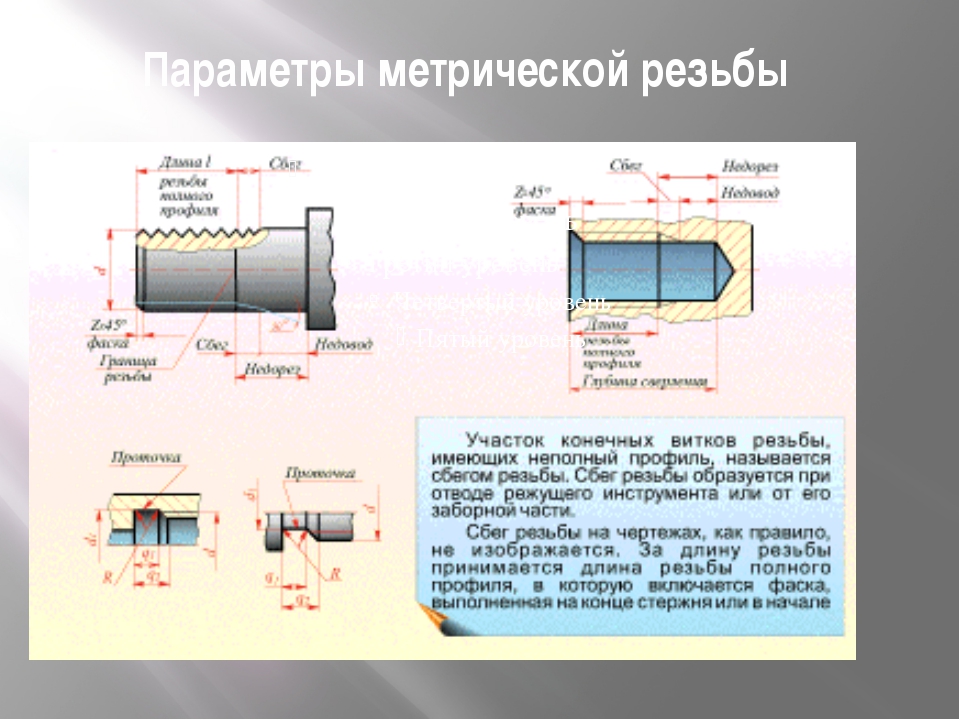 Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Это сообщение было добавлено 19 Июнь 2020 Пятница
Как измерить нити — фотограф-машинист
Резьба указана по внешнему диаметру наружной резьбы («Большой диаметр»). Таким образом, если вы измеряете наружную (наружную) резьбу штангенциркулем и получаете «57,85 мм», то это резьба 58 мм и, если это фильтр, это почти наверняка M.75. Это указано: «М-58 Х 0,75». В случае резьбы фильтра часть «0,75» часто опускается и называется «резьбой пятьдесят восемь миллиметров».
Чтобы определить внутреннюю резьбу (например, кольцо фильтра на линзе), сначала сделайте наилучшее предположение по возрасту и происхождению, чтобы определить, метрическая ли это резьба, а затем измерьте диаметр внутренней (внутренней) резьбы. Возьмите («Малый диаметр»), затем добавьте число шага к измерению. Например, если внутренний размер 57,2 мм, добавьте M. 75, чтобы получить 57,95, что означает «58 мм».
75, чтобы получить 57,95, что означает «58 мм».
В английской системе используются тысячные доли дюйма: например, монтажная резьба заслонки Ilex №4: «2.495-30» — это способ, которым это указано (и, вероятно, предполагается, что «два с половиной на тридцать») ) Внутренний диаметр считывается путем измерения внутреннего диаметра, в данном случае 2,465 ″, и добавления соответствующего метрического числа шага _ В данном случае 0,9 мм или 0,035 ″ Таким образом, внутренняя часть фланца составляет 2,465 ″, прибавьте 0,035 (для приближения на английском языке. шага резьбы), чтобы получить 2.5-30 для спецификации.
Шаг резьбы можно определить с помощью калибра или с помощью известных винтов в качестве калибра (даже если они имеют разные диаметры). Прижмите известный винт к измеряемому, чтобы проверить, подходит ли он. Очень небольшое несоответствие означает, что вы, вероятно, используете неправильную систему измерения. Метрическая вместо английского или наоборот. Обычным сюрпризом является обнаружение более старых изделий европейского производства, изготовленных по английским спецификациям для американского рынка .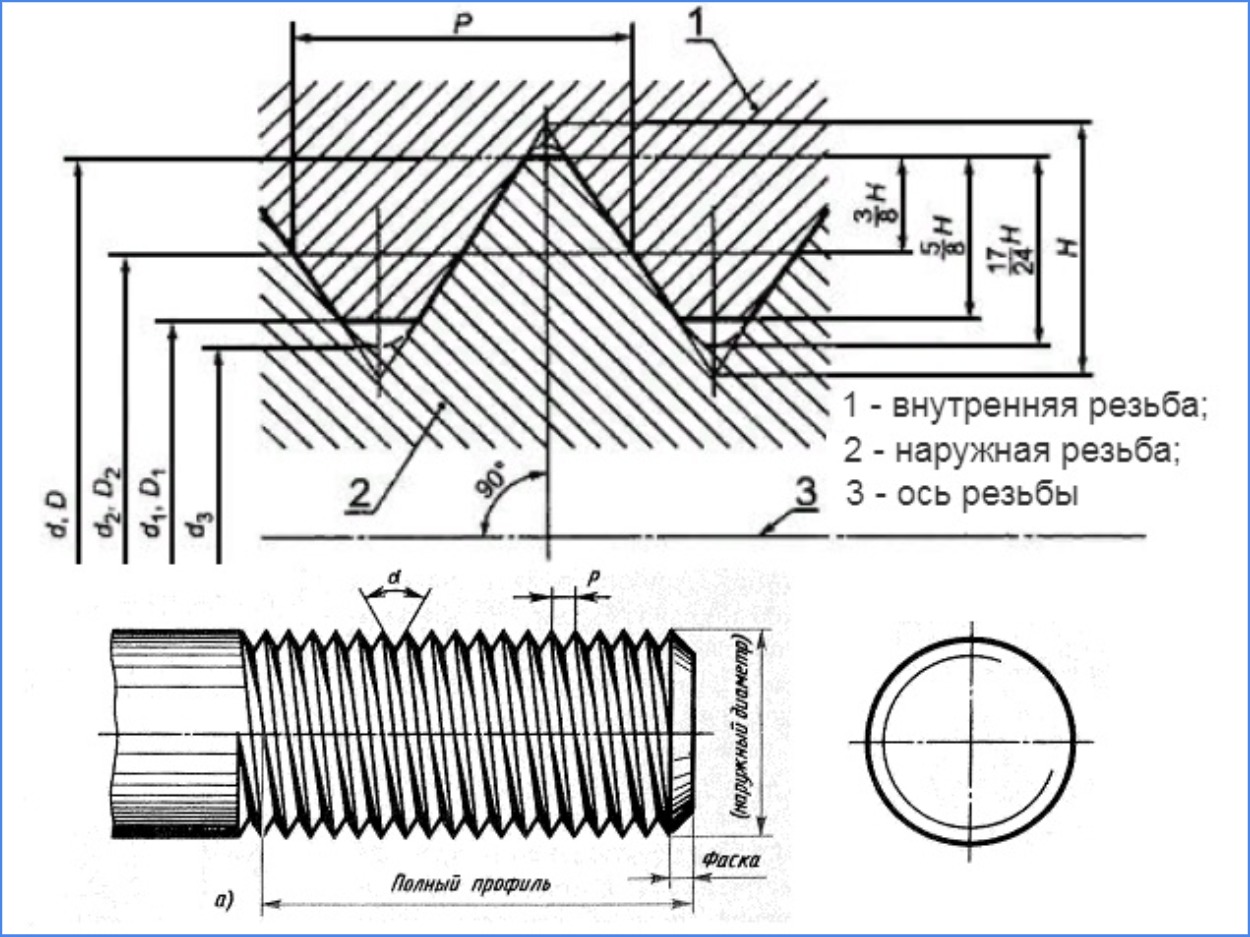
Хотя английская и метрическая резьбы не являются взаимозаменяемыми, для целей идентификации они соответствуют M-.5: 50tpi, M-.75: 32tpi, M-.9: 30tpi, M-1.0: 25tpi. Это не обязательно самые близкие английские эквиваленты, но самые близкие обычно используемые английские темы.
В случае Photo, equipment маловероятно, что вы не найдете ни одной темы, кроме одиннадцати, упомянутых здесь. Итак, цель измерения вашей резьбы — выяснить, какая из них есть у вас под рукой.
| Диаметр болта | Стандартный шаг резьбы (мм) | Шаг мелкой резьбы (мм) | Очень мелкий шаг резьбы (мм) |
| 4 мм | 0,70 | – | – |
| 5 мм | 0. 80 80 | – | – |
| 6 мм | 1,00 | – | – |
| 7 мм | 1,00 | – | – |
| 8 мм | 1,25 | 1.00 | – |
| 10 мм | 1,50 | 1,25 | 1,00 |
| 12 мм | 1,75 | 1,50 | 1,25 |
| 14 мм | 2,00 | 1. 50 50 | – |
| 16 мм | 2,00 | – | – |
| 18 мм | 2,50 | – | – |
| 20 мм | 2,50 | – | – |
| 24 мм | 3.00 | – | – |
Обозначение размера: Метрические болты обозначаются буквой «M», за которой следует 3
числа. Например, M10x1.25×35 Первое число — это
диаметр, второй — шаг резьбы, а третий —
длина всего в миллиметрах. Таким образом, примером является 10-миллиметровый
диаметр болта с мелкой резьбой длиной 35мм. Например, M10x1.25×35 Первое число — это
диаметр, второй — шаг резьбы, а третий —
длина всего в миллиметрах. Таким образом, примером является 10-миллиметровый
диаметр болта с мелкой резьбой длиной 35мм. | |||
| Шаг резьбы: расстояние от одной нити до другой, измеренное по длина застежки. | |||
Проверка резьбы 101 Часть IV — Обозначение резьбы (метрическая)
Это часть IV нашей серии 101 проверки резьбы.
В части I мы обсудили основы измерения резьбы и подробно остановились на том, что такое калибры резьбы. В части II мы обсудили основы формы резьбы. В Части III мы обсудили тонкости системы обозначения резьбы Imperial.
Если вы следовали нашим инструкциям по осмотру резьбы 101 серий , , то теперь у вас есть твердое представление о системе обозначения резьбы, которая в основном используется здесь, в США.![]() Однако полное понимание нитей не будет полным без глубокого погружения в систему обозначений метрик.
Однако полное понимание нитей не будет полным без глубокого погружения в систему обозначений метрик.
Это то, что мы рассмотрим сегодня.
Обозначение метрической резьбы
Что касается наших друзей через пруд (ну, действительно везде, кроме США), мы переходим на метрическую систему для обозначений наших нитей.
Ниже приводится разбивка этой системы обозначений и ее компонентов:
Серия резьбы
Это обозначение, указывающее, что он является частью метрической серии, как и «UN» в дюймовой системе. Это всегда будет начинаться с буквы «М».
Как и в случае с унифицированной системой резьбы, здесь могут быть добавлены дополнительные модификаторы для настройки способа обработки резьбы. Вот некоторые общие примеры:
- M — Основной профиль резьбы согласно ISO 68
- MJ — Профиль MJ с круглым корнем на наружной резьбе и резьбовым кольцом
- MJS — Специальная серия профилей MJ с наружной резьбой и резьбовым кольцом
Номинальный диаметр
Как и в дюймовой системе, номинальный диаметр — это теоретический диаметр, на основании которого определяются пределы проектного размера путем применения допусков и припусков. Основное различие здесь в том, что диаметр указывается в миллиметрах, а не в дюймах.
Основное различие здесь в том, что диаметр указывается в миллиметрах, а не в дюймах.
Шаг резьбы
Первое существенное различие в системе обозначений связано с обозначением шага резьбы. Хотя это все еще вызывает интервал резьбы, это происходит в противоположном порядке в имперской системе.
В метрической системе обозначений мы определяем это шагом, т.е. величиной, обратной величине резьбы на дюйм, как указано в британской системе обозначений. Этот шаг также указывается в мм.
Класс соответствия
Подобно числовым классам посадки, используемым в дюймовой системе, это число обозначает допустимый класс точности спецификации метрической резьбы. Существует 5 общих классов, от наиболее точного до наиболее свободного, при этом класс 6 является общим обозначением:
- 4 — Очень точные приложения. Доступны как для внутренней, так и для внешней резьбы.
- 5 — В основном точные приложения. Доступно только для внешней резьбы.
- 6 — Самый распространенный класс посадки. Используется для общего пользования. Доступны как для внутренней, так и для внешней резьбы.
- 7 — В основном сыпучие приложения. Доступно только для внешней резьбы.
- 8 — Очень рыхлые аппликации. Доступны как для внутренней, так и для внешней резьбы.
 Доступно только для внешней резьбы.
Доступно только для внешней резьбы.Визуальное представление этой концепции показано здесь:
Корректировка резерва
Возможно, самое большое отклонение от обозначения в британской системе связано с дополнительным идентификатором для корректировки припуска в спецификации метрической резьбы.Эти обозначения дополнительно изменяют «соответствие» резьбовой системы.
Есть четыре основных надбавки:
- E — Очень неплотное применение для наружной резьбы.
- F — Свободные аппликации для наружной резьбы.
- G — Для обычной внутренней резьбы и наружной резьбы для свободного применения.
- H — Для обычной внешней резьбы и точной внутренней резьбы.

Думайте о каждой из этих категорий надбавок как о «ведрах». В каждом из этих сегментов есть несколько допустимых классов, указанных выше (4-8). Таким образом, в сочетании эти два обозначения позволяют получить очень детальную спецификацию.
Внутренний и внешний
Однако это обозначение не используется для определения резьбы. Последнее, что он делает, — это внутренняя или внешняя резьба. Это просто делается с помощью заглавных букв.
- Верхний регистр — внутренняя резьба
- Строчные буквы — внешняя резьба
Если сложить все вместе, таблица допусков для метрических размеров будет выглядеть примерно так:
Модификация
Подобно обозначению UTS, система обозначений метрической резьбы допускает дополнительную модификацию стандартной спецификации.
Чаще всего это происходит путем добавления второго класса к обозначению класса соответствия.Когда это сделано, первый класс посадки используется для описания допуска, применяемого к делительному диаметру резьбы, а второй — для описания допуска либо для большого (внешняя резьба), либо для вспомогательного (внутренняя резьба) диаметра. нити.
Используя наш пример выше, другой возможный пример будет выглядеть примерно так:
M8 X 1,25 — 6х5H
В данном случае используются следующие обозначения:
- 6H — Допуск 6H для диаметра шага
- 4H — Допуск 4H для малого диаметра
Как видите, это добавляет огромный уровень настройки к любому обозначению резьбы.
В части V нашей серии статей «Проверка резьбы 101» мы исследуем сложный мир теории, лежащей в основе проверки резьбы.
Заинтересованы в покупке измерителя резьбы? Пожалуйста, отправьте запрос сегодня.
Об авторе
 org/Person» itemscope=»itemscope» itemprop=»author»>
Стив Толл
org/Person» itemscope=»itemscope» itemprop=»author»>
Стив ТоллСтив всю свою жизнь занимается калибровкой.Его отец, Марк Толл, основал Fox Valley Metrology в 1996 году, когда Стиву было всего 6 лет. Стивен окончил инженерную школу Милуоки, один из самых сложных и престижных технических университетов страны. Погружение в отрасль на всю жизнь привело его к тому, что с 2014 года он стал вице-президентом по продажам Fox Valley Metrology.
Определить метрическую резьбу | Гидравлика Прямая
Параллельный или конический?
Первое, что вы всегда должны делать при попытке идентифицировать внешнюю резьбу, — это определять, параллельна она или коническая.Затем вы можете измерить шаг резьбы в миллиметрах, используя калибры над вершинами резьбы. Например, это может быть 1,5 миллиметра. После этого вы можете переходить к следующему шагу.
Система обозначения метрической резьбы
Для параллельной резьбы следующее, что нужно сделать, это определить наружный диаметр резьбы (внешний диаметр) с помощью штангенциркуля (для конической резьбы см. Следующий раздел). Как только вы определите наружный диаметр метрической резьбы, вы можете комбинировать его с шагом резьбы, чтобы определить «выноску» метрической резьбы.Например, если вы определили внешний диаметр резьбы как 22 миллиметра, а шаг резьбы как 1,5 миллиметра (из последнего примера), вы получите метрическую выноску резьбы M22 X 1,5 или 22 мм X 1,5. В следующей таблице приведены «условные обозначения» для метрической резьбы и соответствующие им наружные диаметры труб, номера деталей трубных гаек, номера деталей врезных колец и номера деталей заглушки / крышки трубки.
| СЕРИИ | ТРУБКА О.Д. | МЕТРИЧЕСКИЙ РЕЗЬБА | ТРУБНАЯ ГАЙКА ЧАСТЬ № | РЕЗНОЕ КОЛЬЦО ЧАСТЬ № | ЗАГЛУШКА ЧАСТЬ № | КРЫШКА НА ТРУБКУ ЧАСТЬ № |
|---|---|---|---|---|---|---|
| LL | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1. 0 0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 32 мм | 12 мм x 1.5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2,0 | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 5202-35 5202-42 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1.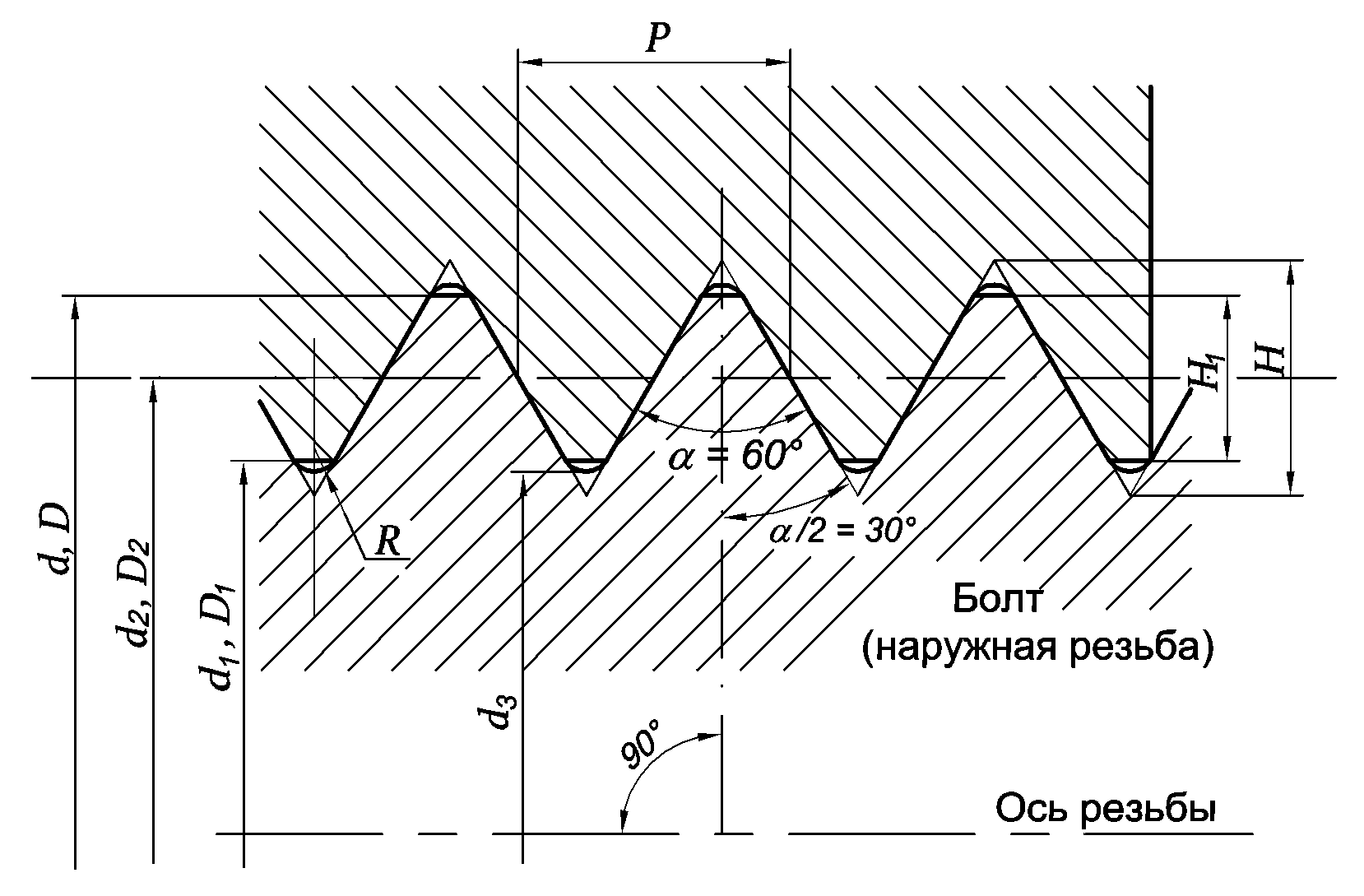 5 5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2,0 | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-38 | 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 5202-30 5202-38 | 5203С-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S-20 5203S-25 5203S-30 5203S-38 | 5204С-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30 5204S-38 |
Метрическая коническая резьба
Если у вас метрическая коническая резьба, нужно будет пройти те же начальные шаги для определения шага резьбы; однако нить O.D можно правильно определить, только поместив штангенциркуль на третий ряд резьбы от конца фитинга. Поскольку резьба сужается, внешний диаметр будет отличаться в зависимости от того, где вы разместите штангенциркуль; поэтому 3-й ряд ниток используется в качестве стандарта.
Поскольку резьба сужается, внешний диаметр будет отличаться в зависимости от того, где вы разместите штангенциркуль; поэтому 3-й ряд ниток используется в качестве стандарта.
Идентификационный диаметр трубки
Если вы используете метрическую резьбу для трубок, очень важно указать внешний диаметр трубы, так как это может повлиять на то, какой фитинг в сборе используется.Просто используйте набор штангенциркулей, чтобы измерить трубу, убедившись, что результаты отображаются в миллиметрах. Затем обратитесь к предыдущей таблице, чтобы правильно определить обозначение резьбы и соответствующие аксессуары, которые идут в комплекте с вашей трубкой.
Обозначение трубных обжимных фитингов 24 ° DIN / врезного типа
Выбор аксессуаров для компрессионного фитинга 24 ° может вызвать затруднения. Некоторые аксессуары для фитингов с метрической резьбой 24 ° имеют размеры, указанные на самой детали, например, трубная гайка.Еще раз, вы можете обратиться к таблице с примерами размеров и их соответствующих сборок.