Таблица резьб: трубная, метрическая, унифицир. резьба
СОДЕРЖАНИЕ
Резьбовые соединения не претерпели радикальных изменений со времен применения Архимедова винта. Несмотря на архаичность, их эффективность, прочность и надежность крепления, а также технологичность производства позволяют им оставаться актуальными, а, порой, безальтернативными по сей день. Продолжительный период развития спровоцировал появление массы стандартов нарезки резьбы.
Отсюда проистекает несовместимость сопрягаемых, на первый взгляд деталей, произведенных в различных регионах мира. Абстрагируясь от нюансов и учитывая распространенность, можно выделить три вида резьбы, требующие подробного рассмотрения.
Трубная (дюймовая)Первая мировая технологическая революция произошла в Англии. Поэтому ее плодами, включая дюймовый стандарт измерения расстояний, были все страны мира, осваивавшие промышленные технологии.
Шаг (расстояние между выступами или впадинами) трубной резьбы определяется количеством ее витков, умещающихся в дюйме.
Величина угла при вершине – второе значимое отличие дюймовой нарезки. Она составляет 55о, что вкупе с шагом делает невозможным сопряжение или бистандартное использование отечественных деталей с рядом импортных.
Несмотря на отличия, дюймовая резьба широко распространена и подверглась стандартизации, о чем свидетельствует ГОСТ 6357-81, например, регламентирующий именно вопросы совместимости резьбовых соединений. Чаще всего она применяется при создании соединений и фитингов для трубопроводов различного диаметра и назначения.
Технологи США и Канады решили совместить обе единицы измерений в едином стандарте. В результате такой гибридизации появилась унифицированная резьба, использующаяся исключительно в этих странах.
Угол при вершине, равный 60о, был выбран в соответствии с метрической системой, но параметрические характеристики, к примеру, шаг и рабочий диаметр нарезки, измеряются в дюймах.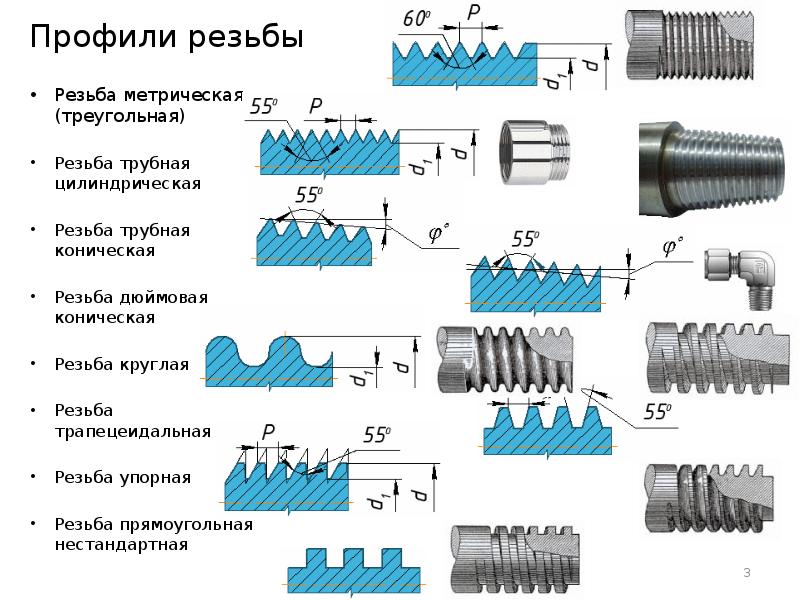 Несмотря на равенство угловых размеров сечений треугольников, совместимость унифицируемого и метрического варианта нарезки недостижима.
Несмотря на равенство угловых размеров сечений треугольников, совместимость унифицируемого и метрического варианта нарезки недостижима.
Соответствие единицам измерений международной системы СИ сделало метрическую резьбу самой распространенной в мире. Все ее параметры измеряются в стандартных метрах (для удобства практического использования применяется его тысячная доля – миллиметр). Угол при вершине составляет 60о, делая сечение резьбы, состоящим из равносторонних треугольников.
Этот способ нарезки вобрал все лучшее от своих предшественников. Метрическая резьба нарезается на прямые и конусные заготовки. Она выполняется трапециевидной, упорной и другими ее вариантами. Строгой стандартизацией, международной в том числе, продиктовано ее повсеместное распространение.
Исторически сложилось, что крупные экспортеры товаров и технологий имеют собственный взгляд на стандартизацию. США, например, до сих пор официально не признали международную систему измерений СИ. Англия и бывшие ее колонии продолжают продвигать свой дюйм в ущерб метру.
США, например, до сих пор официально не признали международную систему измерений СИ. Англия и бывшие ее колонии продолжают продвигать свой дюйм в ущерб метру.
Но на практике приходится работать с оборудованием и материалами, поставляемыми из этих стран. Поэтому промышленность выпускает изделия, совместимые с различными видами резьбовых соединений. Соответствующие отечественные стандарты регламентируют их характеристики.
К примеру, на обжимной гайке фитингов BSP для РВД нарезана трубная резьба. Эти изделия оснащены уплотнительным конусом ниппеля с углом 60о. Напротив, метрическая резьба применена на фитингах серии DK. Они выпускаются как прямыми, так и изогнутыми под прямым углом. Резьба может быть нарезана либо на самом ниппеле, либо на накидной гайке, в зависимости от модификации изделия.
Резьба 86, 88, 89: метрическая трапецеидальная
Распространяется на резьбовые и гладкие калибры для контроля цилиндрических резьб метрической, трапецеидальной, трубной и упорной 102]
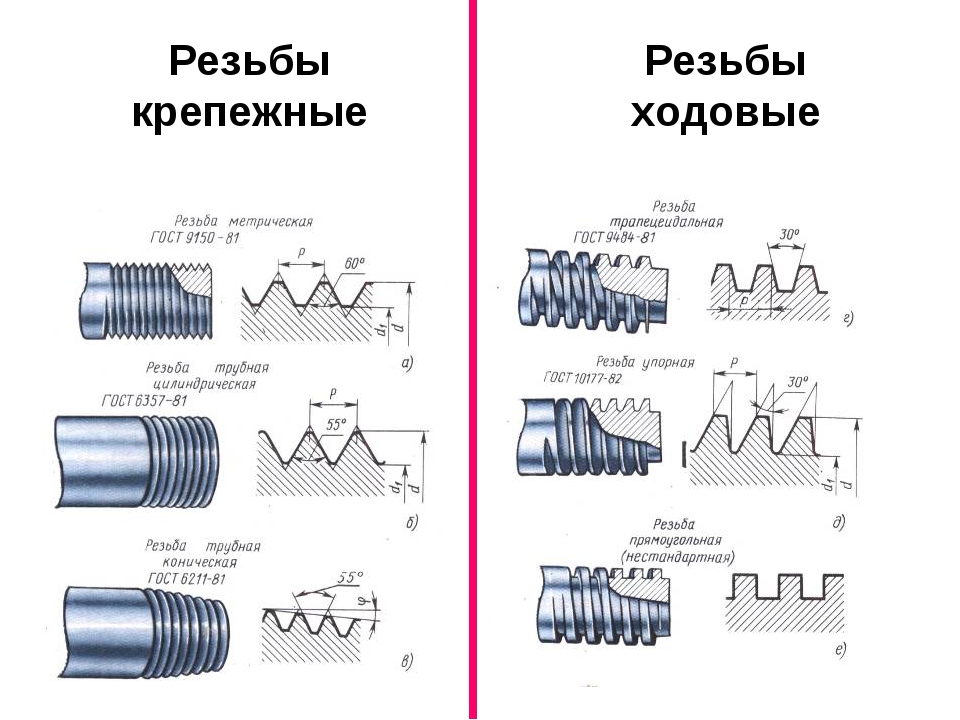
102]Применяются резьбы для крепления деталей (винтом, болтом, гайкой, шпилькой), для передачи движения (ходовым, грузовым, натяжным, подъемным винтом). К группе крепежных резьб относится метрическая, дюймовая, трубная, круглая. К группе ходовых резьб — прямоугольная, трапецеидальная, упорная. [c.75]
Особенности изображений соединений болтового, винтового, шпилечного. Особенности обозначения резьб основной метрической, мелкой метрической, трапецеидальной, трубной. [c.420]
Крепежные резьбы (метрическая, дюймовая) предназначены для скрепления деталей крепежно-уплотнительные (трубные, конические) применяют в соединениях, требующих не только прочности, но и герметичности ходовые резьбы (трапецеидальная, упорная, прямоугольная) служат для передачи движения и применяются в передачах винт — гайка, которые будут рассматриваться позже специальные резьбы (круглая, окулярная, часовая и др.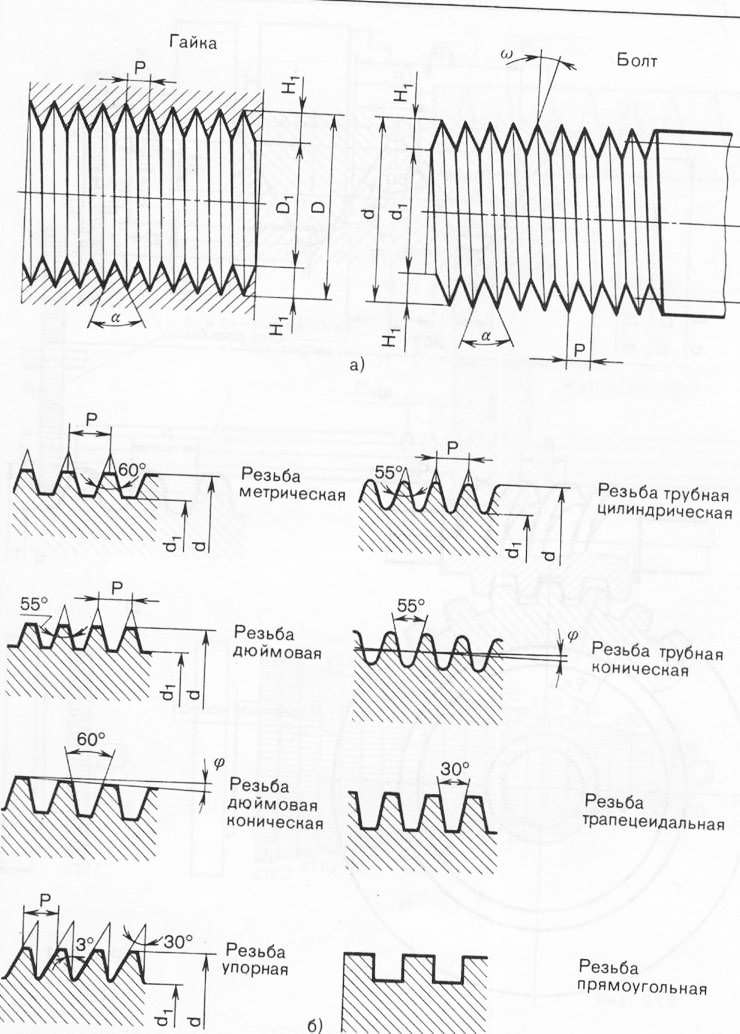 ) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
[c.33]
) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
[c.33]
Разработан модернизированный прибор типа МД-42К (рис. 19), предназначенный для обнаружения усталостных трещин не только в резьбах метрического, дюймового и трапецеидального профилей, в зубьях крупного модуля, но и в переходных поверхностях (галтелях) с радиусом кривизны 3— 20 мм.
Размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форма и размеры проточек для выхода резьбообразующего инструмента, размеры фасок для резьб метрической и трапецеидальной приведены в табл. 113—115. [c.328]
Обозначения метрических, трапецеидальных, упорных резьб относятся к наружному диаметру (черт. 283…288). Их наносят над размерной линией. Обозначения конических резьб и трубных цилиндрических наносятся над полкой линии-выноски (черт.
Припуск при нарезании резьбы резцом снимают за несколько проходов. Число черновых и чистовых проходов зависит от обрабатываемого материала, шага и типа резьбы. Метрическую наружную и внутреннюю резьбы нарезают по многопроходной профильной схеме с радиальной и радиально-осевой подачами (рис. 6.9, а, б) или по генераторной схеме (рис. 6.9, в). Трапецеидальные резьбы нарезают по профильной схеме резания (рис. 6.9, г, ). Рекомендуемое число проходов при нарезании наружной и внутренней резьб дано в табл. 6.22 и 6.23.
В машиностроении применяются резьбы метрическая, дюймовая, трубная, прямоугольная, трапецеидальная, упорная и круглая. [c.180]
Резьбы подразделяются на цилиндрические и конические (табл. 129). К цилиндрическим резьбам относятся метрическая, дюймовая и трубная, трапецеидальная, прямоугольная и круглая, к коническим — коническая трубная и коническая дюймовая. Резьбы метрическая, дюймовая и трубная предназначаются главным образом для соединения деталей и называются крепежными, все другие резьбы — специальные.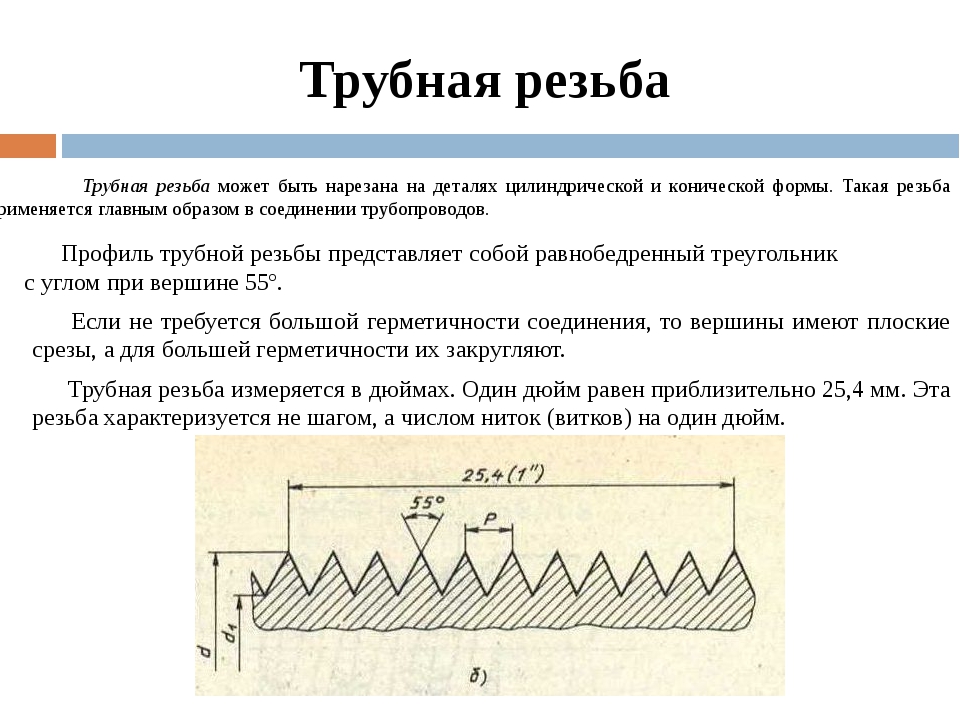
Метрические трапецеидальные резьбы ИСО. Основной профиль Метрические трапецеидальные резьбы ИСО. Диаметры и шаги Метрические трапецеидальные резьбы ИСО. Допуски Метрические трапецеидальные резьбы ИСО. Основные размеры [c.83]
На деталях можно получать наружную и внутреннюю резьбу различного профиля (треугольную, прямоугольную, трапецеидальную, упорную, круглую). Можно применять резьбу метрическую, дюймовую, трубную цилиндрическую, коническую дюймовую. Метрическая резьба на деталях диаметром 1—180 мм регламентирована ГОСТ 11700-80Е. Для реакто-пластов с дисперсным наполнителем наиболее прочной является резьба с шагом 1,5. мм. Резьбы с шагом менее 1,5 мм вследствие обогащения смолой имеют меньшую прочность на срез.
Для точных винтовых пар применяются два вида стандартных резьб метрическая остроугольная (угол профиля 60°) по ГОСТу 9150—59 и трапецеидальная (угол профиля 30°) по ГОСТу 9484—60. Выбор резьбы определяется требованиями точности, к. п. д. и технологическими соображениями.
[c.524]
Выбор резьбы определяется требованиями точности, к. п. д. и технологическими соображениями.
[c.524]
Микрометры с резьбовыми встав-ками применяют для измерений среднего диаметра наружных резьб (метрических, дюймовых, трапецеидальных). [c.655]
Микрометры с резьбовыми вставками применяют для измерений среднего диаметра наружных резьб (метрических, дюймовых, трапецеидальных) и отличаются от обычного микрометра тем, что в его шпинделе и пятке имеются гнезда, куда помещаются специальные вставки. [c.403]
К первой группе относятся основная и мелкие метрические резьбы по ОСТ 273 и дюймовая резьба по ОСТ 1260, к специальным резьбам — трубная, трапецеидальная, прямоугольная, упорная, круглая и некоторые другие резьбы. [c.754]
[c.754]
Каково основное различие между метрической и трубной резьбами, между трапецеидальной и упорной [c.200]
В обозначении мелкой метрической, трапецеидальной, упорной и специальных резьб число, стоящее за буквенным обозначением. [c.68]
В винтовых механизмах в большинстве случаев используют резьбу метрическую или трапецеидальную. Метрическую резьбу (см. гл. 13) применяют во всех случаях, когда шаг резьбы меньше 1 мм. По точностным возможностям эта резьба уступает трапецеидальной. Метрическую резьбу можно выполнять как с крупным, так и мелким шагом. Например, резьба с d = 10 мм может иметь шаг Р = 1,5 (крупный) 1,25 1,00 0,75 0,5 мм. При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом.
[c.101]
При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом.
[c.101]
Радиальный способ выборки зазора более эффективен для метрической резьбы. Для трапецеидальной резьбы чаще используют осевой способ. [c.107]
Для накатывания предусмотрены резьбонакатные плашки и головки (см. рис- 26 н 27, гл. V) с верхними пределами выполняемых резьб метрических — диаметром до 52 мм и шагом до 5 мм трапецеидальных— диаметром до 42. ii.ii и шагом до 6 мм. [c.255]
К кинематическим резьбам относятся трапецеидальная и прямоугольная резьбы, используемые в винтовых парах для передачи расчетных перемещений (для точных микрометрических пар часто применяют также метрическую резьбу повышенной точности), а также упорная (силовая) резьба, предназначенная для передачи больших сил в осевом направлении. Кинематические резьбы отличаются от крепежных тем, что имеют гарантированные зазоры по сопрягаемым поверхностям, необходимые для размещения смазки, компенсации температурных деформаций и создания однопрофильного контакта по боковым сторонам профиля резьбы. Кроме того, для кинематических резьб важно малое трение, в то время как для
[c.433]
Кроме того, для кинематических резьб важно малое трение, в то время как для
[c.433]
В машиностроении наиболее часто применяют следующие типы резьб метрические, имеющие треугольный профиль,— для соединения деталей между собой, трапецеидальные и прямоугольные — для передачи движения. [c.176]
Типы резьб и их назначение. В машиностроении наиболее широко применяются следующие типы резьб метрическая, дюймовая, трапецеидальная, упорная, трубная цилиндрическая и коническая, модульная, прямоугольная. [c.125]
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60 имеют технологические элементы, связанные с выходом резьбы, к которым относятся сбег, недорез, проточка и фаска. [c.197]
Особенности системы допусков и посадок для следующих резьбовых соединений а) метрические резьбы, посадки с зазором Smi > 0 б) метрические резьбы, посадки с зазором = 0 в) метрические резьбы, переходные посадки г) метрические резьбы, посадки с наляг ом д) трапецеидальные днозаходные резьбы е) трапецеидальные многозаходные резьбы ж) упорные резьбы. [c.134]
[c.134]
Наряду со специальными резьбами в машиностроении umpoKO применяются резьбы метрические, трубные и трапецеидальные, с помощью которых осуществляются неподвижные резьбовые соединения. Кроме неподвижных ])езьбовых соединений следует различать подвижные, осуществляемые с помощью ходовых резьб трапецеидальной, упорной и прямоугольной. Такие соединения называются винтовыми передачами и широко применяются в конструкциях домкратов, прессов, метал-лообраба гын 1ю(цих станков, прокатных станов и т. д. (рис. 182). [c.165]
Резьбы метрические с utaroM 2— 12 Трапецеидальные с шагом 3 5 8 12 Зубья с модулем 4,5 5,0 6,0 8,0 [c.184]
В СССР применяют следующие типы резьб. Метрическая резьба — угол ее треугольного профиля а = бО . Метрические резьбы бывают с крупным и мелким шагом. Tpi/бная цилиндрическая резьба — угол ее профиля 55°. Коническая резьба бывает двух типов с углом профиля 55° (трубная коническая) и 60° (дюймовая коническая). Трапецеидальная резьба имеет профиль равнобочной трапеции с углом а — = 30°. Упорная резьба имеет профиль неравнобочпой трапеции с углом рабочей сюроны 3° н нерабочей 30 . Прямоугольная и квадратная резьбы не стандартизованы. Кроме того, применяются резьбы специального назначения.
[c.186]
Трапецеидальная резьба имеет профиль равнобочной трапеции с углом а — = 30°. Упорная резьба имеет профиль неравнобочпой трапеции с углом рабочей сюроны 3° н нерабочей 30 . Прямоугольная и квадратная резьбы не стандартизованы. Кроме того, применяются резьбы специального назначения.
[c.186]
Размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форма и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной коннческой, конической дюймовой я трапецеидальной выполняют по ГОСТу 10549—63 . [c.253]
Примечание. Профиль определяет тип резьбы. В зависимости от профиля различают метрическую, трапецеидальную, упорную, трубную и угие резьбы [c.10]
Автоматы и полуавтоматы двухроликовые профиленакаФные. Двухроликовые автоматы и полуавтоматы предназначены для накатки в холодном состоянии различных профилей, точных метрических, трапецеидальных и других резьб, мелкомодульных червяков, обкатывания (калибровки) цилиндрических и сферических деталей с целью упрочнения с ручной и автоматизированной подачей заготовок.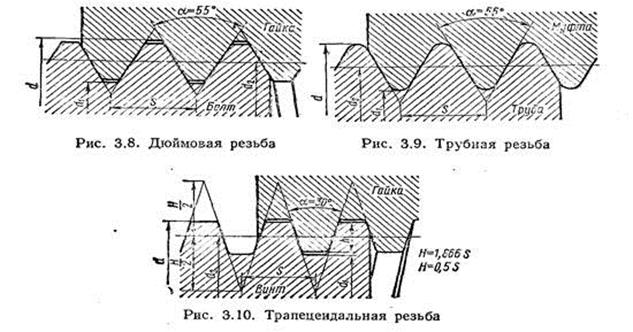 Применяются как самостоятельные, так и в составе автоматических линий и автоматизированных комплексов.
[c.64]
Применяются как самостоятельные, так и в составе автоматических линий и автоматизированных комплексов.
[c.64]
В станочных приспособпеииях наиболее часто применяют резьбы метрическую в диапазоне номинальных диаметров 2—100 мм (табл. 16) трапецеидальную однозаходную в диапазоне номинальных диаметров 8— 40 мм (табл. 17), трубную коническую в диапазоне номинальных размеров от Vi6 до 2 дюймов (таб.т1. 18) коническую дюймовую с углом профиля 60° в диапазоне размеров от Vi6 до 1 /г дюйма (табл. 19) упорную в диапазоне наружных диаметров 10—40 мм (табл. 20) трубную цилиндрическую в диапазоне номинальных размеров резьбы от Чц до [c.30]
Работоспособность резьбовых крепежных элементов из прессовочных реактоплас-тов типа волокнит, АГ-4В, наполненных древесной мукой фенопластов, ФКПМ-15-Т зависит от высоты и наружного диаметра гайки, формы профиля резьбы [101]. При нагружении гаек с метрической резьбой и длиной свинчивания от 3 до 5 витков происходит разрушение витков с одновременным появлением трещин вдоль образующей тела гайки или полным разрывом ее стенок.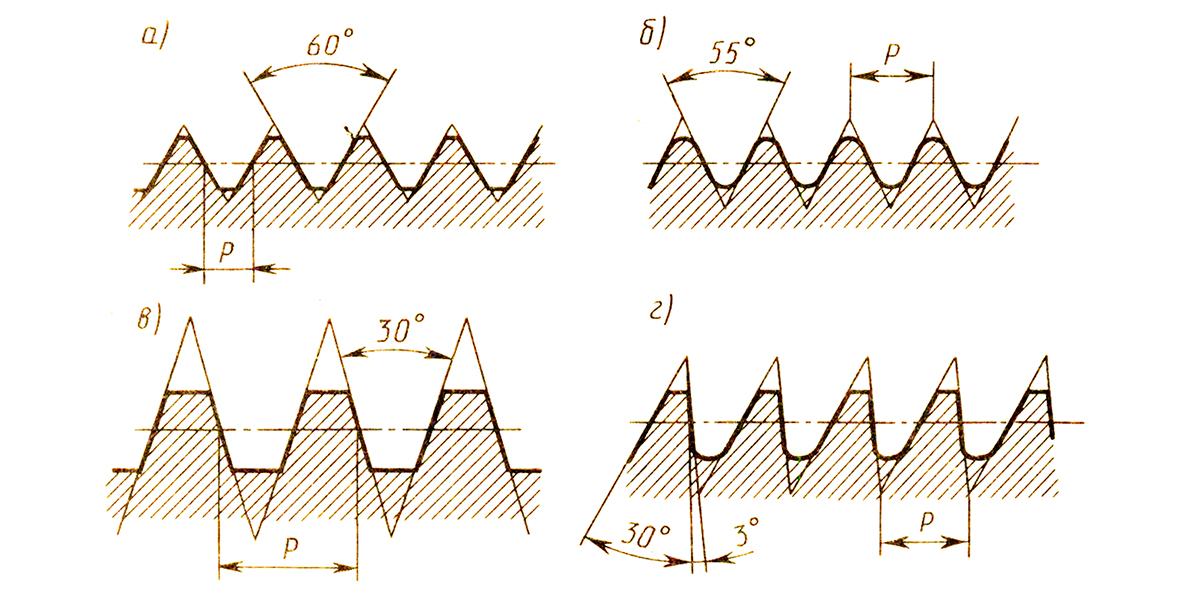 У толстостенной гайки с наружным диаметром (1,75-2,0) М наблюдались случаи среза витков при малой длине свинчивания (до 5 витков). При нагружении высоких тонкостенных гаек имело место также смятие опорной поверхности гайки. Характер разрушения гаек с другими профилями резьбы (полукруглый, трапецеидальный, прямоугольный) несколько меняется преобладает разрушение гаек в результате среза витков резьбы и в некоторых случаях с появлением трещин в стенке гайки. Разница в характере разрушения метрической резьбы по сравнению с остальными профилями резьбы объясняется большим углом профиля метрической резьбы, благодаря чему образуются распорные напряжения, действующие на гайку как внутреннее давление. Эти напряжения оказываются наиболее опасными с точки зрения работоспособности гайки. При равных условиях нагружения прочность метрической резьбы у резьбовых крепежных элементов из пресспорошков на 15-20 % выше прочности упорной, трапецеидальной и полукруглой резьбы и на 26-28 % выше прочности прямоугольной резьбы.
У толстостенной гайки с наружным диаметром (1,75-2,0) М наблюдались случаи среза витков при малой длине свинчивания (до 5 витков). При нагружении высоких тонкостенных гаек имело место также смятие опорной поверхности гайки. Характер разрушения гаек с другими профилями резьбы (полукруглый, трапецеидальный, прямоугольный) несколько меняется преобладает разрушение гаек в результате среза витков резьбы и в некоторых случаях с появлением трещин в стенке гайки. Разница в характере разрушения метрической резьбы по сравнению с остальными профилями резьбы объясняется большим углом профиля метрической резьбы, благодаря чему образуются распорные напряжения, действующие на гайку как внутреннее давление. Эти напряжения оказываются наиболее опасными с точки зрения работоспособности гайки. При равных условиях нагружения прочность метрической резьбы у резьбовых крепежных элементов из пресспорошков на 15-20 % выше прочности упорной, трапецеидальной и полукруглой резьбы и на 26-28 % выше прочности прямоугольной резьбы. [c.198]
[c.198]
Для точных винтовых пар при.меняются два вида стандартных резьб метрическая остроугольная (угол профиля 60 ) по СТ СЭВ 180—75 и 182—75, трапецеидальная (угол профиля 30 ) по ГОСТ 9484—73. Выбор резьбы определяется требованиями точности, к. п. д. и техно. ю-гическими соображениями. Для винтов, служащих для движения каких-либо частей со значительиы.ми нагрузка лн, реко.мендуется применять трапецеидальную резьбу, так как трение в резьбе уменьшается с уменьшеииел( угла профиля резьбы. Наименьшим трением обладает прямоугольная резьба, однако она трудна в изготовлении и осегой люфт в паре трудно устранить. [c.491]
Суммарный допуск среднего диаметра резьбы. Для резьб с прямолинейными боковыми сторонами профиля (метрической, трапецеидальной, упорной и др.) основными параметрами являются средний диаметр, шаг и угол профиля, так как действительное значение этих параметров определяет характер взаимного контакта боковых сторон профиля (посадку), прочность, герметичность, точность поступательного перемещения и другие эксплуатационные качества резьбовых соединений. Однако вследствие наличия взаимосвязи между погрешностями шага и угла профиля и собственно средним диаметром допустимые отклонения этих параметров раздельно не нормируются (за исключением тугих резьб). Устанавливается только суммарный допуск (в мкм) на средний диаметр, который включает допустимое отклонение собственно среднего диаметра AtI2 (в mkjm) и диаметральные компенсации погрешностей шага и угла профиля / 5 и, т. е.
[c.404]
Однако вследствие наличия взаимосвязи между погрешностями шага и угла профиля и собственно средним диаметром допустимые отклонения этих параметров раздельно не нормируются (за исключением тугих резьб). Устанавливается только суммарный допуск (в мкм) на средний диаметр, который включает допустимое отклонение собственно среднего диаметра AtI2 (в mkjm) и диаметральные компенсации погрешностей шага и угла профиля / 5 и, т. е.
[c.404]
Что такое дюймовый крепеж
Наименованием «дюймовый крепеж» обозначаются изделия (болты, гайки, шпильки, трубы и другие элементы, имеющие резьбу) с нанесенной на них дюймовой резьбой. Она относится к стандарту английской системы измерения и имеет свои особенности, которые отличают ее от метрической резьбы, применяющейся в России и многих других странах.
Резьба
Если посмотреть профиль дюймовой резьбы, то он будет представлен в виде треугольника с округлыми вершинами.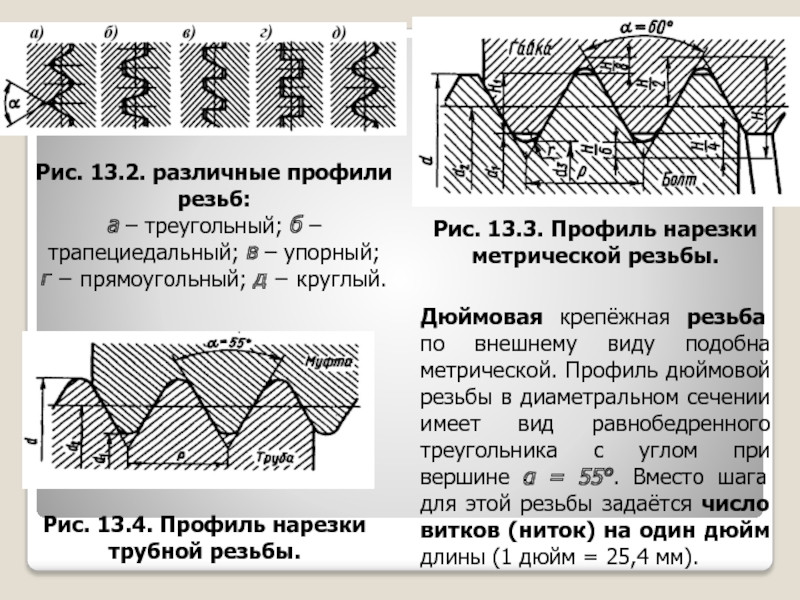 Диаметр таких изделий определяется в дюймах (в долях дюйма), а шагом резьбы является количество витков, которые размещаются на одном дюйме (2,54 см). В метрическом крепеже диаметр изделия определяется в миллиметрах, а шаг резьбы измеряется другим способом – это расстояние между соседними вершинами профиля.
Диаметр таких изделий определяется в дюймах (в долях дюйма), а шагом резьбы является количество витков, которые размещаются на одном дюйме (2,54 см). В метрическом крепеже диаметр изделия определяется в миллиметрах, а шаг резьбы измеряется другим способом – это расстояние между соседними вершинами профиля.
Как и метрическая, дюймовая резьба может иметь мелкий шаг (UNF), супермелкий (UNEF) и крупный шаг (UNC). Самый распространенный в настоящее время вариант – крупный шаг UNC. Этот вид крепежа можно встретить в различной технике производства США, Китая и некоторых других стран: триммеры, генераторы, автомобили, видеокамеры, персональные компьютеры и т.п.
Крепеж с дюймовой резьбой производится по нескольким стандартам:
- Дюймовая цилиндрическая резьба (стандарт UTS). Угол при вершине резьбы такого стандарта составляет 60 градусов.
-
Дюймовая резьба британского стандарта (стандарт BSW) с углом при вершине, составляющим 55 градусов (а не 60, как в других стандартах).

- Дюймовая коническая или цилиндрическая резьба (NPT), которая имеет угол при вершине, равный 60 градусов. Такая резьба применяется в основном для трубных соединений.
Отличия от метрической резьбы
В отличие от метрической системы, дюймовый крепеж характеризуется сложной системой маркировки. Поэтому для того, чтобы определить его механические и физические свойства потребуется воспользоваться специальной таблицей.
Таблица перевода дюймов в миллиметры
| дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы |
мм. |
|---|---|---|---|---|---|---|---|---|---|
| — | — | 1 | 25,4 | 2 | 50,8 | 3 | 76,2 | 4 | 101,6 |
| 1/8 | 3,2 | 1 1/8 | 28,6 | 2 1/8 | 54,0 | 3 1/8 | 79,4 | 4 1/8 | 104,8 |
| 1/4 | 6,4 | 1 1/4 | 31,8 | 2 1/4 | 57,2 | 3 1/4 | 82,6 | 4 1/4 | 108,8 |
| 3/8 | 9,5 | 1 3/8 | 34,9 | 2 3/8 | 60,3 | 3 3/8 | 85,7 | 4 3/8 | 111,1 |
| 1/2 | 12,7 | 1 1/2 | 38,1 | 2 1/2 | 63,5 | 3 1/2 | 88,9 | 4 1/2 | 114,3 |
| 5/8 | 15,9 | 1 5/8 | 41,3 | 2 5/8 | 66,7 | 3 5/8 | 92,1 | 4 5/8 | 117,5 |
| 3/4 | 19,0 | 1 3/4 | 44,4 | 2 3/4 | 69,8 | 3 3/4 | 95,2 | 4 3/4 | 120,6 |
| 7/8 | 22,2 | 1 7/8 | 47,6 | 2 7/8 | 73,0 | 3 7/8 | 98,4 | 4 7/8 | 123,8 |
Параметры дюймового крепежа и метрического очень сильно похожи, поэтому сложно визуально отличить одну резьбу от другой.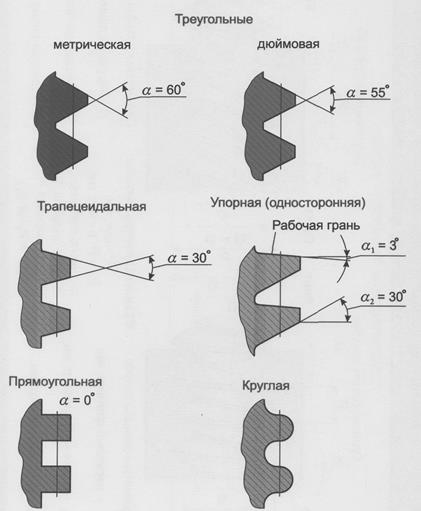 Например, болт с головкой ½ дюйма (12,7 мм.), с крупной резьбой с шагом 13 (1,95 мм.) и длиной 1 ¾ дюйма (44,45 мм.) очень близок по своим характеристикам болту М12, имеющему головку 12 мм., шаг крупной резьбы 1,75 мм. и общую длину 45 мм. Как видно на примере, отличия всего лишь в десятых долях миллиметра. Но этого достаточно для того, чтобы исключить взаимозаменяемость метрического и дюймового крепежа. Поэтому, выбирая крепеж, важно чтобы болты одного типа комплектовались гайками соответствующего им типа. Мы продаем дюймовый крепеж в Минске.
Например, болт с головкой ½ дюйма (12,7 мм.), с крупной резьбой с шагом 13 (1,95 мм.) и длиной 1 ¾ дюйма (44,45 мм.) очень близок по своим характеристикам болту М12, имеющему головку 12 мм., шаг крупной резьбы 1,75 мм. и общую длину 45 мм. Как видно на примере, отличия всего лишь в десятых долях миллиметра. Но этого достаточно для того, чтобы исключить взаимозаменяемость метрического и дюймового крепежа. Поэтому, выбирая крепеж, важно чтобы болты одного типа комплектовались гайками соответствующего им типа. Мы продаем дюймовый крепеж в Минске.
Кроме того, не только сам крепеж, но и ключи для дюймового и метрического крепежа отличаются друг от друга, поэтому необходимо подобрать и правильные инструменты для работы.
Метрические соединения и соединения NPT для манометров
Большинство манометров по всему миру имеют соединение NPT или G (метрическое) для вставки в процессы. Полезно знать их различия, а также узнать, какой тип используется, без необходимости удалять всю сборку.
Вы когда-нибудь смотрели на манометр в трубной сборке и задавались вопросом, какой тип соединения у него есть? Возможно, вам нужно заменить измерительный прибор или купить новый.Один из способов узнать это — удалить его из установки и посмотреть на его потоки, но это приведет к простою, если процесс активен. Есть более простой способ определить, есть ли у манометра соединение NPT или G.
Соединение 1/4 дюйма NPT
Соединение NPT в манометрах
В большинстве случаев ответ зависит от географического положения. В США или Канаде манометр, скорее всего, будет иметь соединение NPT (National Pipe Tapered). Этот тип резьбы, стандартизированный ANSI (Американский национальный институт стандартов) и ASME (Американское общество инженеров-механиков), является типичным для североамериканских измерительных приборов, используемых в трубопроводных системах, насосах, компрессорах, водопроводных системах, мобильных рабочих машинах и многих других. Приложения.
Наружные (внешние) соединения NPT имеют несколько коническую форму, при этом диаметр резьбы немного уменьшается от гнезда к наконечнику. Коническая резьба уплотняет боковые стороны резьбы. Однако из-за спирального пути утечки для создания хорошего уплотнения требуется лента Teflon® (PTFE) или герметик. Наиболее распространенными размерами соединений манометра в США являются ⅛ дюйма NPT, ¼ дюйма NPT и ½ дюйма NPT.
Коническая резьба уплотняет боковые стороны резьбы. Однако из-за спирального пути утечки для создания хорошего уплотнения требуется лента Teflon® (PTFE) или герметик. Наиболее распространенными размерами соединений манометра в США являются ⅛ дюйма NPT, ¼ дюйма NPT и ½ дюйма NPT.
В США и Канаде также используется параллельная резьба, такая как соединитель NPSM (National Pipe Straight Mechanical).Однако этот тип резьбы обычно используется в качестве внутреннего (внутреннего) компонента в устройствах без давления, таких как защитные гильзы.
Коническая форма резьбы NPT позволяет пользователям продолжать поворачивать соединение еще на несколько градусов после уплотнения — до тех пор, пока инструмент не достигнет желаемого положения. Однако затяжку следует выполнять осторожно: слишком сильное сжатие может привести к истиранию, а чрезмерное затягивание может повредить резьбу. Эти ситуации проблематичны в приложениях, требующих регулярной установки и снятия манометра.
G 1/4 B Соединение
G Соединения в манометрах
Если трубопровод в сборе находится в Европе, Азии или Латинской Америке — практически в любом другом месте мира, кроме США и Канады — манометр, скорее всего, будет иметь прямая резьба соединителя British Standard Pipe Parallel (BSPP), обозначаемая буквой G *. Конические варианты из системы классификации BSP обозначаются ISO7, например R1 / 4-ISO7.
Конические варианты из системы классификации BSP обозначаются ISO7, например R1 / 4-ISO7.
Их часто называют метрическими соединениями, потому что они используются в метрической системе, а размеры основаны на метрических измерениях.G-соединения имеют прямой корпус (постоянного диаметра) с параллельной (прямой) резьбой. Основное назначение параллельных нитей — сдерживание давления, что позволяет производить регулярную установку и снятие без повреждения резьбы. Для герметизации соединения требуется уплотнительная шайба. Поскольку уплотнение соединения происходит на шайбе, а не на самой резьбе, герметик или лента из ПТФЭ не требуются.
Уплотнительная шайба на манометре с соединением G
Поскольку резьба соединения G выходит на дно в плоскости гаечного ключа, резьба не остается открытой.После того, как соединитель выйдет из нижней части, чтобы обеспечить герметичность, положение инструмента изменить нельзя. Чтобы избежать проблем с неудобным позиционированием манометра, используйте «раздавливающую шайбу» и затяните соединение вручную.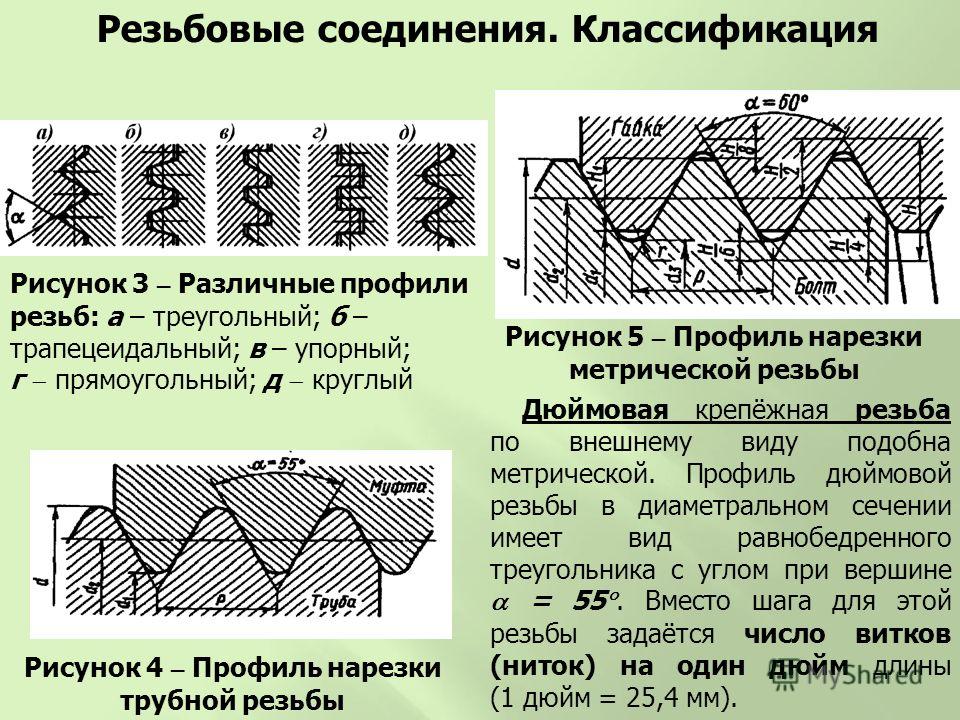 В точке сопротивления остается примерно 1½ оборота, прежде чем дробильная шайба расплющится. Эта свобода действий позволяет пользователю точно настроить конечное положение манометра с помощью гаечного ключа **. Если положение инструмента не критично, можно использовать плоскую шайбу.
В точке сопротивления остается примерно 1½ оборота, прежде чем дробильная шайба расплющится. Эта свобода действий позволяет пользователю точно настроить конечное положение манометра с помощью гаечного ключа **. Если положение инструмента не критично, можно использовать плоскую шайбу.
Разница между соединениями NPT и G
При размещении рядом друг с другом разница между двумя типами соединений очевидна.Резьба NPT слегка сужается, а соединение G прямое. Еще один очевидный визуальный элемент: соединитель G заканчивается небольшим выступом (ниппелем), который используется для центрирования прокладки. Если штангенциркуль под рукой, третий метод — измерение угла между резьбой: резьба NPT составляет 60 °, а резьба BSP — 55 °.
А как насчет того, когда манометр уже вставлен в процесс? Есть ли простой способ определить тип разъема инструмента, не снимая его? Да. Поскольку соединение G заканчивается снизу, резьбы не видно.В соединении NPT можно увидеть несколько ниток или оголенную ленту из ПТФЭ.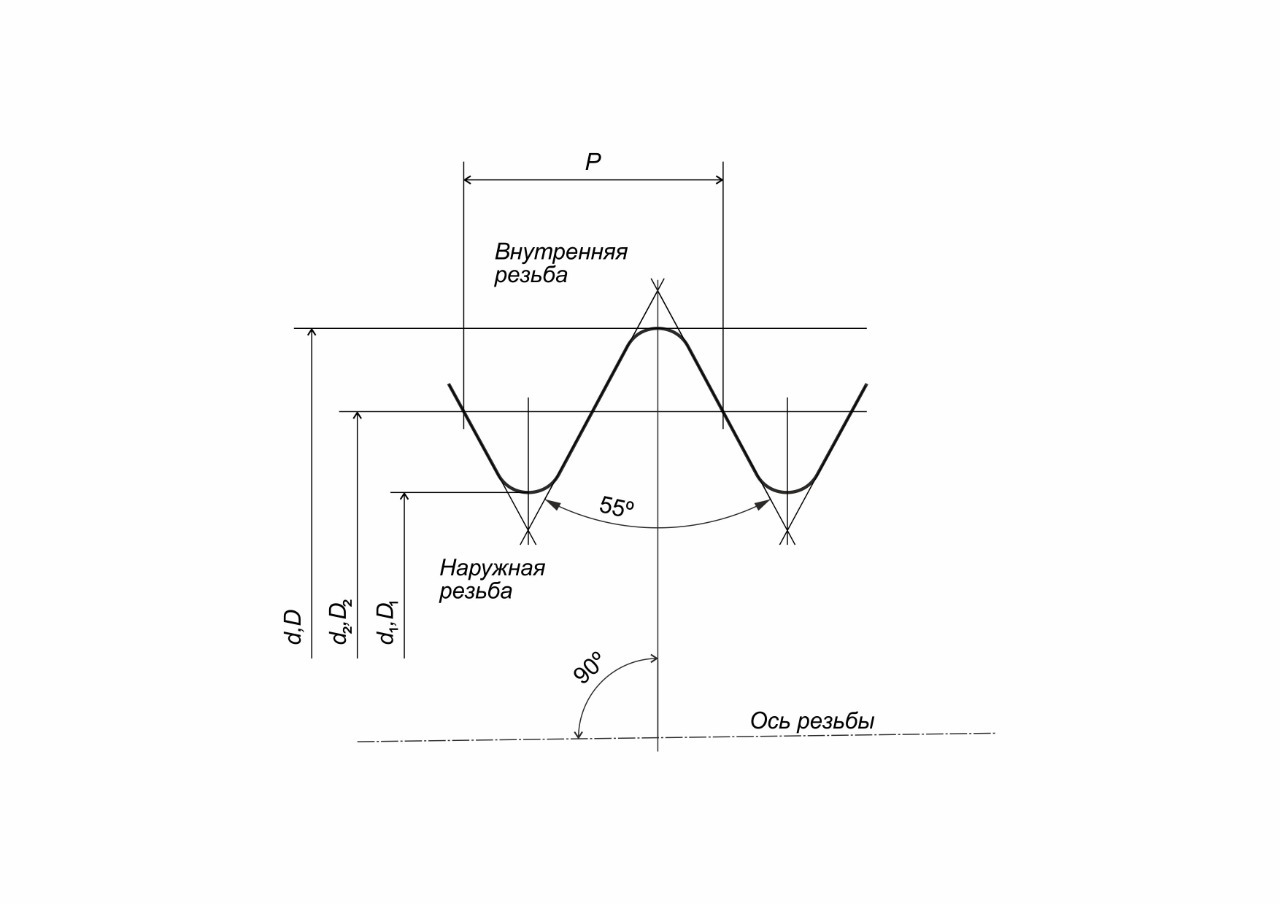
NPS по сравнению с G Соединения
| Соединение NPT | Соединение G | ||
0 Легкая форма резьбы0Прямой | ||||
Наконечник резьбы | Тупой | Маленький выступ (ниппель) | ||
Угол резьбы | 60 ° | 7 | 60 ° | 7 |
Видимая резьба или лента из ПТФЭ | Без открытой резьбы |
Эксперты по давлению в WIKA USA разбираются в национальных и международных стандартах измерения, манометрах и о том, какие из них лучше всего подходят для вашего производственные процессы.Свяжитесь с нами со своими вопросами.
* Несмотря на то, что BSP теперь основывается на метрических измерениях, названия этой системы по-прежнему отражают их имперское происхождение.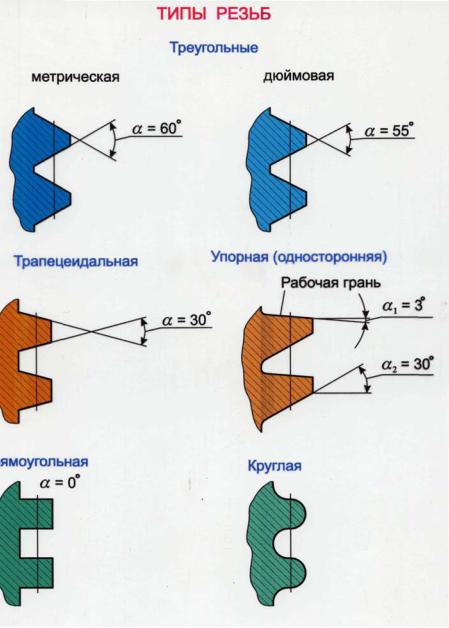 Вот почему названия соединений G и R варьируются от 1/8 до 6 (дюймов), а не от 6 до 150 (мм). Что касается букв «A» или «B» в некоторых названиях, таких как общий тип соединения G ¼ B, буква, обозначающая, позволяет пользователям узнать: 1) это наружная резьба, поскольку у внутренней резьбы BSP нет последней буквы, и 2) свой класс толерантности.
Вот почему названия соединений G и R варьируются от 1/8 до 6 (дюймов), а не от 6 до 150 (мм). Что касается букв «A» или «B» в некоторых названиях, таких как общий тип соединения G ¼ B, буква, обозначающая, позволяет пользователям узнать: 1) это наружная резьба, поскольку у внутренней резьбы BSP нет последней буквы, и 2) свой класс толерантности.
** Чтобы не повредить резьбу манометра, независимо от типа соединения, используйте правильный гаечный ключ и используйте его только на плоской поверхности гнезда.Кроме того, никогда не затягивайте инструмент вручную за корпус или корпус.
Разница | Имперские и метрические единицы ПВХ
Несмотря на то, что во всем мире существуют различные стандарты, регулирующие размер готовых изделий из ПВХ, размеры пластиковых труб в Великобритании измеряются двумя способами:
• Метрическая система , также называемая миллиметрами (мм) и
• Британские , также называемые дюймами (“).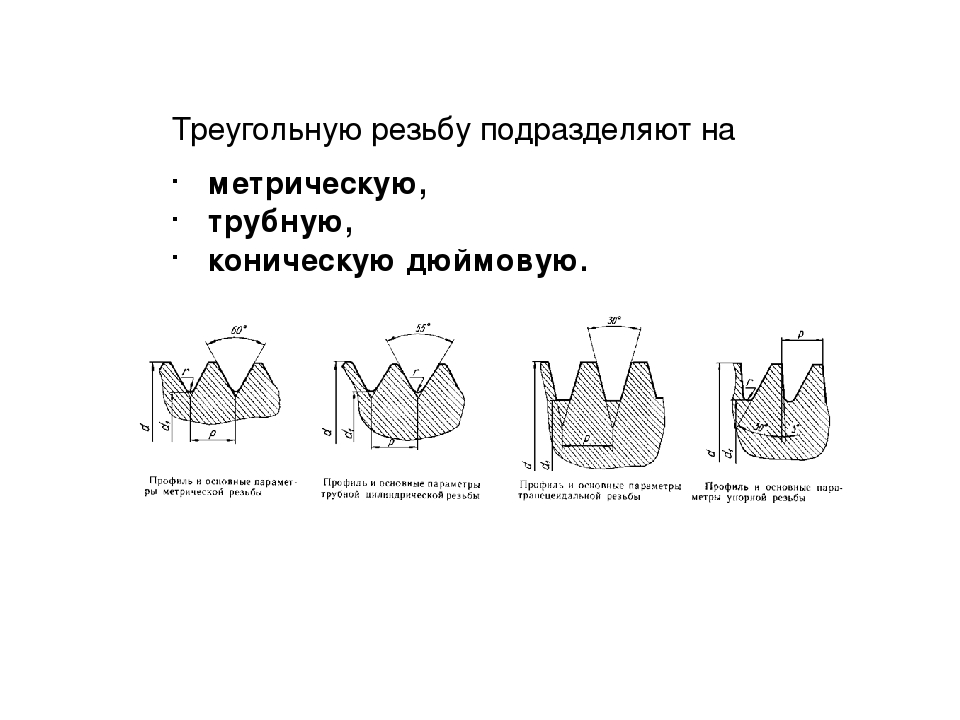
Внешний диаметр трубы всегда остается постоянным, независимо от системы измерения, это отверстие (центр трубы), которое изменяется в зависимости от толщины стенки, что напрямую зависит от номинального давления.
В чем разница между имперскими и метрическими системами в мире труб?
С точки зрения методов соединения, прочности и химической стойкости — и британские, и метрические системы напорных трубопроводов абсолютно одинаковы. . Нет никаких различий в функциональности и производительности, поскольку для обоих используется одно и то же ПВХ-сырье. Разница не в составе материала, а в обозначении размера и стандартах производства.
Метрическая система при производстве труб из ПВХ
Метрическая система является более современной из двух форм измерения, использующей такие измерения, как миллиметры, сантиметры, метры и т. Д.
Эта система обычно используется в Европе и становится все более популярной в Великобритании. В трубной промышленности размеры всегда указываются с использованием внешнего диаметра (O.D) трубы, например 20 мм OD PVC PN16 = 20 мм OD x 17 мм ID (1,5 мм вес).
В трубной промышленности размеры всегда указываются с использованием внешнего диаметра (O.D) трубы, например 20 мм OD PVC PN16 = 20 мм OD x 17 мм ID (1,5 мм вес).
Имперская система в производстве труб из ПВХ
Имперская система намного старше метрической системы и хорошо зарекомендовала себя в UK и USA .
В имперской системе используются такие измерения, как дюймы, футы и ярды. Размеры всегда указаны с использованием номинального диаметра (N.B) трубы. Имперская система привязки размеров использует неспецифические размеры для различения размеров. Это связано с историческими размерами стальных труб и не изменилось с ростом популярности ПВХ.
Нет корреляции между эталонным размером трубы и фактическим физическим размером трубы, e.грамм. 1/2 дюйма N.B * ПВХ класс E = 21,4 мм OD x ВД 18 мм * (1,7 мм вес) * 1/2 дюйма N.B * = 12,5 мм .
Как показано выше, нет корреляции между указанным размером в полдюйма (12,5 мм) и фактическим размером трубы (18 мм).
Хотя обе системы можно взаимозаменять, используя ряд переходных фитингов, таких как дюймовые / метрические переходные гнезда и дюймовые / метрические переходные соединения, это не обычная практика.
Фитинги с метрической и дюймовой резьбой подходят как для
Резьбовые фитинги из ПВХ подходят для напорных трубопроводных систем с метрической и британской системой мер, поскольку по сути они одинаковы.
Фитингивсегда поставляются с привязкой к дюймам / дюймам, то есть в трубопроводных системах нет такого понятия, как резьбовые фитинги с метрической / миллиметровой резьбой, что позволяет легко переходить от одной системы к другой.
Мы четко определили это, указав метрические и британские размеры в нашем каталоге пластиковых фитингов и на нашем веб-сайте.
Имперские и метрические размеры трубы
Взгляните на наши имперские в метрические прибл. Таблица сравнения размеров ниже.
Таблица сравнения размеров ниже.
Всегда обращайтесь за профессиональной консультацией
Если вы хотите узнать больше, почему бы не обратиться за профессиональной консультацией к нашей команде опытных экспертов? Когда дело касается трубопроводных систем, всегда лучше перестраховаться, чем сожалеть.
Если вы все еще не уверены, установлена ли у вас подходящая система, или вам нужен простой совет по поводу ваших требований к измерениям, позвоните нам сегодня.Кроме того, вы можете связаться с нами на нашей странице контактов или написать нам по электронной почте на Send Mail
.Какой ПВХ мы предлагаем?
Мы гордимся тем, что поставляем системы напорных труб из ПВХ высшего качества как в метрических, так и в английских единицах измерения. Наш обширный ассортимент продукции включает:
• Трубы
• Арматура
• Клапаны
• Фланцы
• Аксессуары
Наши продукты могут использоваться в широком спектре базовых приложений, от простых садовых водопроводов до крупных проектов в различных отраслях промышленности, включая:
• Промышленные предприятия
• Рыбные фермы
• Тематические парки
• Пищевые фабрики
• Аквариумы
• Очистка воды и сточных вод
• Бассейны
• Водные элементы
• Пивоварни
• Зоопарк
• Производители
Размеры труб из ПВХ в Великобритании измеряются в метрических или британских единицах, поэтому здесь, в epco, вы можете быть уверены, что мы сможем удовлетворить все ваши потребности в ПВХ.
Поделиться этим постом
Как вы определяете типы резьбы фитингов?
При выборе правильных фитингов для вашего пневматического оборудования доступно несколько типов резьбы.Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием и позволит избежать неисправностей. Вы обнаружите, что просматриваете бесконечное количество вариантов подгонки, так как же выбрать правильный?
Измерение шага и размера резьбы. Изображение предоставлено Swagelok Это руководство поможет вам определить правильный тип резьбы за четыре простых шага. Для завершения этого процесса вам потребуются штангенциркуль, измеритель шага и таблицы размеров.
Для завершения этого процесса вам потребуются штангенциркуль, измеритель шага и таблицы размеров.
Резьба подразделяется на четыре основных основных типа: NPT, G / BSP, PT, метрическая или UN / UNF.Большинство гидравлических и пневматических компонентов Северной Америки совместимы с резьбой National Pipe Thread (NPT) или Unified Threads (UN / UNF).
Определение типа резьбы
Шаг 1 — Наружная резьба и внутренняя резьба — Первый шаг — определить вашу резьбу как наружную или внутреннюю. У наружной резьбы есть резьба снаружи, а у внутренней резьбы — внутри. Пол не влияет на функциональность потока. Он просто служит классификацией между обоими соединениями.
Шаг 2 — Коническая и параллельная резьба — Коническую и параллельную резьбу легко отличить по профилю.Коническая резьба выглядит более узкой, поскольку выходит наружу, в то время как параллельная резьба остается того же диаметра прямо вниз. Если вы не можете определить различия на основе их профилей, здесь вам пригодится штангенциркуль.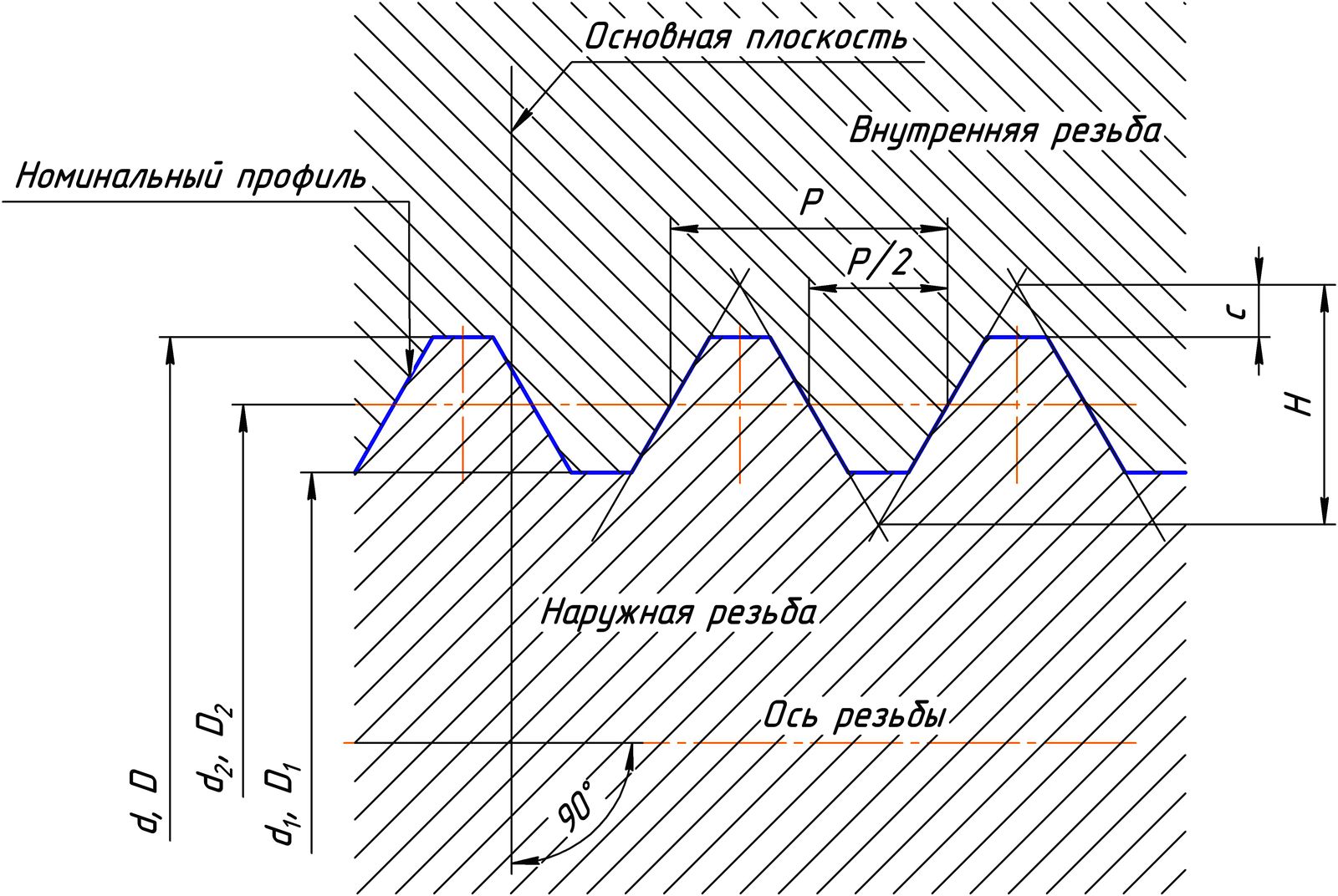
Шаг 3 — Измерьте размер шага — Используйте измеритель шага, чтобы измерить размер шага. Размер шага резьбы — это расстояние между резьбами. Они измеряются количеством витков резьбы на дюйм или расстоянием между резьбами на метрических типах резьбы.
Шаг 4 — Измерение диаметра резьбы — Используйте штангенциркуль для измерения внешнего диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Вы можете увидеть небольшие расхождения между вашими измерениями и таблицей размеров. Это связано с разными производителями ниток.
Шаг 5 — Определение стандарта типа резьбы — Последний шаг в определении вашего типа резьбы — это определение вашего стандарта типа резьбы. Сравните свои измерения с таблицами размеров ниже.
Альтернативное решение: герметизирующая лента
Если вы не можете определить тип резьбы, ниже приведены быстрые обходные пути, которые помогут вам сэкономить время.
- Если ваше оборудование было произведено в Китае, вам, скорее всего, понадобится резьба PT. Оборудование из Северной Америки обычно имеет резьбу NPT.
- Пневматические компоненты Airtac используют резьбу NPT, PT или G
- Лента для уплотнения резьбы PFTE может использоваться в качестве альтернативы
Клейкое соединение, такое как герметизирующая лента из PFTE, может использоваться в качестве последнего средства для соединения различных типов резьбы. Герметизирующую ленту лучше всего использовать на конической резьбе, ее следует наклеить на чистую резьбу и прикрутить как обычно.
Trimantec
www.trimantec.com
Типы резьбы (III) — метрическая резьба | Продукты | Блог
, 22 июня 2016 г. / Автор: rmmcia
После описания резьбы BSP и NPT, наиболее часто используемой резьбы для соединения труб, мы хотели бы представить метрическую резьбу с профилем ISO цилиндрического типа и наиболее распространенную среди гаек и болтов.
Также известные как «метрическая система резьбы» или «SI», они принадлежат к семейству стандартизированных в 1946 году шагов резьбы на основе Международной системы единиц (ISU), предварительно названной метрической системой, отсюда и «метрическое» обозначение.
Как и у резьбы NPT, угол резьбы составляет 60 °, однако ее края менее выражены, как у резьбы BSP: из резьбы высокой (H) извлекается 1/8 от максимального диаметра и ¼ от минимального диаметра, что обеспечивает более округлую форму. внешний вид.
Обозначение метрической резьбы состоит из буквы M и делительного диаметра в миллиметрах, разделенных знаком умножения (x).
o Пример: M 8×1 показывает метрическую резьбу диаметром 8 мм. и 1мм.шаг резьбы.
Спецификация метрической резьбы собрана в соответствии с положениями ISO 68-1 и ISO 965-1. При использовании метрической резьбы герметичные соединения на резьбе не выполняются; требуется средство герметика. Чаще всего используется соединение, реже — контакт металл-металл.
Чаще всего используется соединение, реже — контакт металл-металл.
Метрическая резьба ISO 68-1
Угол резьбы 60º
Есть две группы метрической резьбы
1- Тонкий .Резьба с меньшим шагом резьбы, поэтому больше резьбы на осевое расстояние и меньшая длина области резьбы. Под осевым расстоянием мы понимаем расстояние, которое проходит на полный оборот винта. Его можно обозначить как MB — наиболее распространенный и с большим шагом шага — и MC, MD или ME, хотя все эти старые обозначения были сгруппированы и во всем мире известны как Metric Thin Pitch Thread. Следуя предыдущему примеру, обозначение может быть: M 8×1.
2- Толстая или нормальная . Это тот, у которого больший шаг резьбы, следовательно, меньше резьбы на осевое расстояние и большая длина области резьбы.Он может быть разработан так же, как и MA (метрическая система типа A). Эквивалент примера с этим типом резьбы будет M 8×1,25.
Важно знать, что у этих групп потоков нет лучшего или худшего качества среди них; просто они различаются размером резьбы в зависимости от диаметра резьбы и имеют разные применения. Тонкий обычно используется, когда мало места для шурупов, например, на тонких стенах.
Этот тип резьбы используется в основном в Европе, в остальном с той же формой и той же дифференциацией, хотя с другими размерами и в дюймах мы находим стандарты UNC (Unified National Course) толстого сорта и UNF (Unified National Fine), оба изготовленные со стандартами ANSI и широко используется в США.Следуя предыдущему примеру M 8×1, эквивалентные обозначения будут следующими: 5/16 — 18 UNC и 5/16 — 24 UNF.
На заводе rmmcia мы производим резьбу BSP в соответствии с нормами ISO228, но по запросу мы можем изготовить метрическую резьбу.
Для получения дополнительной технической информации свяжитесь с нами или обратитесь непосредственно к правилам.
Вас также могут заинтересовать: ВИДЫ РЕЗЬБЫ: РЕЗЬБА BSP .
Вас также могут заинтересовать: ВИДЫ РЕЗЬБЫ (II): РЕЗЬБА NPT .
Характеристики дюймовой резьбы. Различия между метрической и дюймовой резьбой. Элементы резьбовые
В нашем метрическом мире иногда сложно ориентироваться в других системах измерения. Мы иногда задаемся вопросом, как американцы или британцы могут использовать устаревшие меры длины, массы, площади и т. Д. А они, в свою очередь, не понимают нас — живущих по законам единой системы измерений. Однако, как и в любом правиле, есть определенные исключения, понятные каждому — и жителям Америки, и Туманного Альбиона, и Европы, и России.Данная статья посвящена обзору трубных и метрических резьб, разнообразие которых часто встречается в повседневной жизни.
Метрическая резьба и ее применение
Резьбовые соединения широко используются в строительстве, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винтик и гайка даже детям в детском саду, ведь занятия с конструктором не обходятся без этих деталей.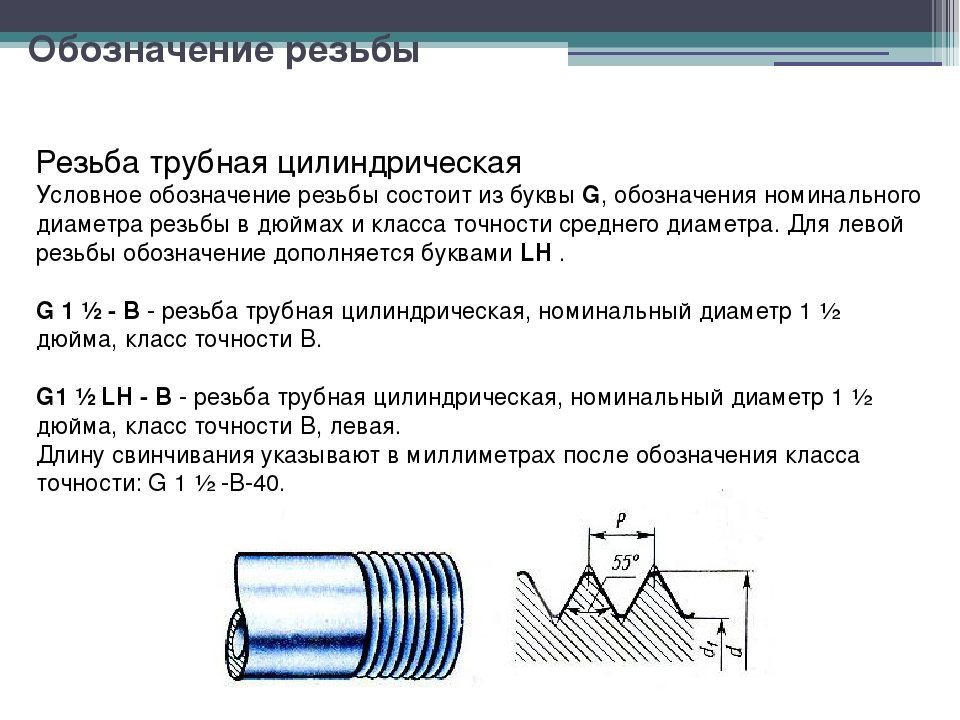 Несмотря на то, что первый шнек был изобретен Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из семян оливы и семян подсолнечника, а также для подъема воды для орошения полей, идея Настоящее резьбовое соединение удалось создать только в 15 веке, когда одному из швейцарских часовщиков впервые удалось заточить первый винт и гайку с помощью простых приспособлений.
Несмотря на то, что первый шнек был изобретен Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из семян оливы и семян подсолнечника, а также для подъема воды для орошения полей, идея Настоящее резьбовое соединение удалось создать только в 15 веке, когда одному из швейцарских часовщиков впервые удалось заточить первый винт и гайку с помощью простых приспособлений.
В то же время рациональная идея о том, что нить должна быть одинаковой во всех странах мира, пришла в человечество не скоро. Итак, широко распространенная и знакомая всем, кто хоть немного разбирается в технике, метрическая резьба появилась и была описана в стандартах только после введения единой Системы измерения, основанной на эталонах метр, килограмм и секунда. Таким образом, появление и широкое распространение метрической резьбы датируется концом 19 века.До этого времени в мире преобладала дюймовая резьба.
Основное отличие метрической резьбы от дюймовой в том, что все ее параметры привязаны к миллиметру, а за основу профиля самой резьбы берется равносторонний треугольник, так как все его угловые размеры одинаковы и равны до 60 градусов. При стандартизации метрических резьбовых соединений важно, чтобы гайка и болт соответствовали не только угловым размерам резьбы, но также ее диаметру и шагу.Многие, особенно те, у кого есть автомобили, столкнулись с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но невозможно вкрутить винт в гайку. Это говорит о том, что в этом месте используется резьба с меньшим шагом и для того, чтобы винт без проблем вкручивался, его шаг резьбы также следует уменьшить.
При стандартизации метрических резьбовых соединений важно, чтобы гайка и болт соответствовали не только угловым размерам резьбы, но также ее диаметру и шагу.Многие, особенно те, у кого есть автомобили, столкнулись с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но невозможно вкрутить винт в гайку. Это говорит о том, что в этом месте используется резьба с меньшим шагом и для того, чтобы винт без проблем вкручивался, его шаг резьбы также следует уменьшить.
Стандарты, описывающие метрическую резьбу, указывают, что они должны быть помечены буквой M, а затем указываются диаметр резьбы и ее шаг.Диапазон диаметров метрической резьбы составляет от одного до шестисот миллиметров. Разброс шага резьбы от 0,075 до 3,5 мм. Резьба малого шага применяется для измерительного инструмента, резьба среднего шага — для деталей и узлов, нагружаемых и работающих в условиях вибрации, а резьба большого шага — для крепления тяжелых несущих конструкций.
При создании стандартов для метрической резьбы учитывались различные допуски, в которых указывается степень округлости внешнего края резьбы и отклонения от профиля, чтобы винт и гайку можно было свободно затягивать вручную до упора.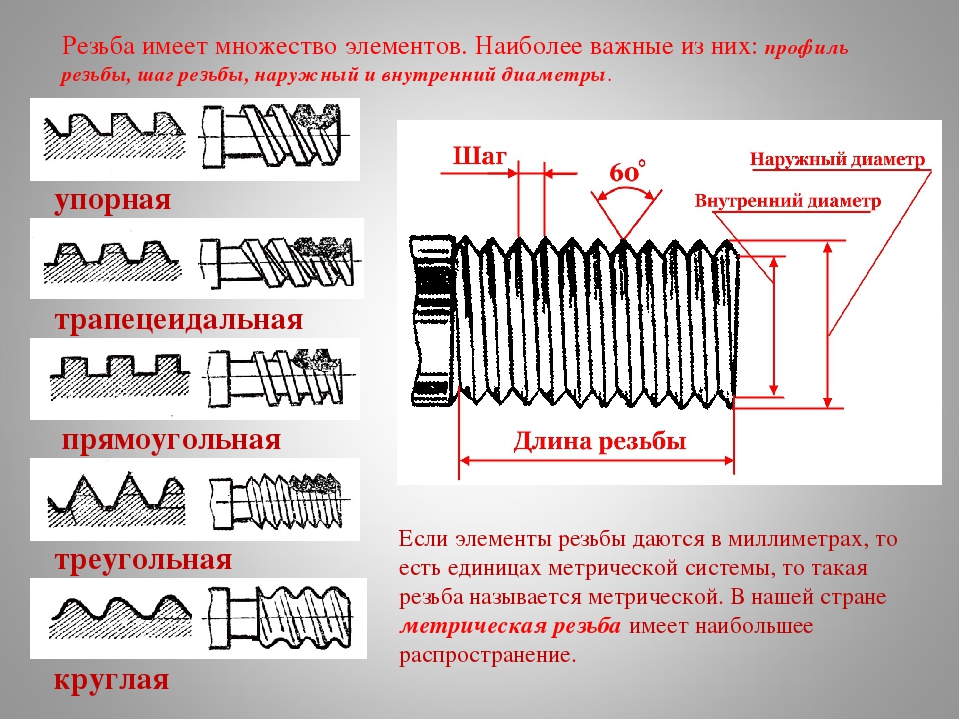 .
.
Хотя метрическая резьба не получила широкого распространения в герметичных соединениях, такая возможность заложена в стандартах. Так, резьба с обозначением МК применяется для самоуплотняющихся стыков за счет конусности внешней и внутренней резьбы. Причем для плотного соединения не обязательно, чтобы винт и гайка были с конической резьбой. Достаточно навинтить эту резьбу на винт.
Цилиндрическая метрическая резьба встречается довольно редко. Его обозначение — MJ. Основное отличие заключается в винте, который имеет увеличенный радиус полости на резьбе, что придает резьбовому соединению на основе метрической цилиндрической резьбы более высокие жаропрочные и усталостные качества.Эта нить используется в авиакосмической промышленности. Однако с такой резьбой в гайку можно вкрутить и обычный метрический винт.
Несмотря на преобладание правосторонних потоков во всех устройствах и механизмах, по-прежнему необходимо использовать левосторонние потоки для реализации определенных функций. Метрическая левая резьба ничем не отличается от правой, за исключением направления вращения, противоположного правым винтам. Если обычный винт закручивается по часовой стрелке, то левый откручивается в том же направлении.
Метрическая левая резьба ничем не отличается от правой, за исключением направления вращения, противоположного правым винтам. Если обычный винт закручивается по часовой стрелке, то левый откручивается в том же направлении.
Также иногда можно встретить несколько метрических резьб. Отличается тем, что на болте и гайке одновременно нарезается не одна спираль, а две, а то и три. Многопоточность часто используется в высокоточном оборудовании, например, в фотооборудовании, чтобы однозначно позиционировать положение деталей во время взаимного вращения. Такую нить можно отличить от обычной по два-три начала витков в конце.
Несмотря на очень широкое использование метрической резьбы, во многих развитых странах мира так называемая дюймовая резьба традиционно остается более распространенной.Трубная резьба обычно измеряется в дюймах. И, несмотря на сильные различия между этими типами резьбы, водопроводчики во всем мире должны объяснять разницу между полудюймовыми и трехчетвертными трубами.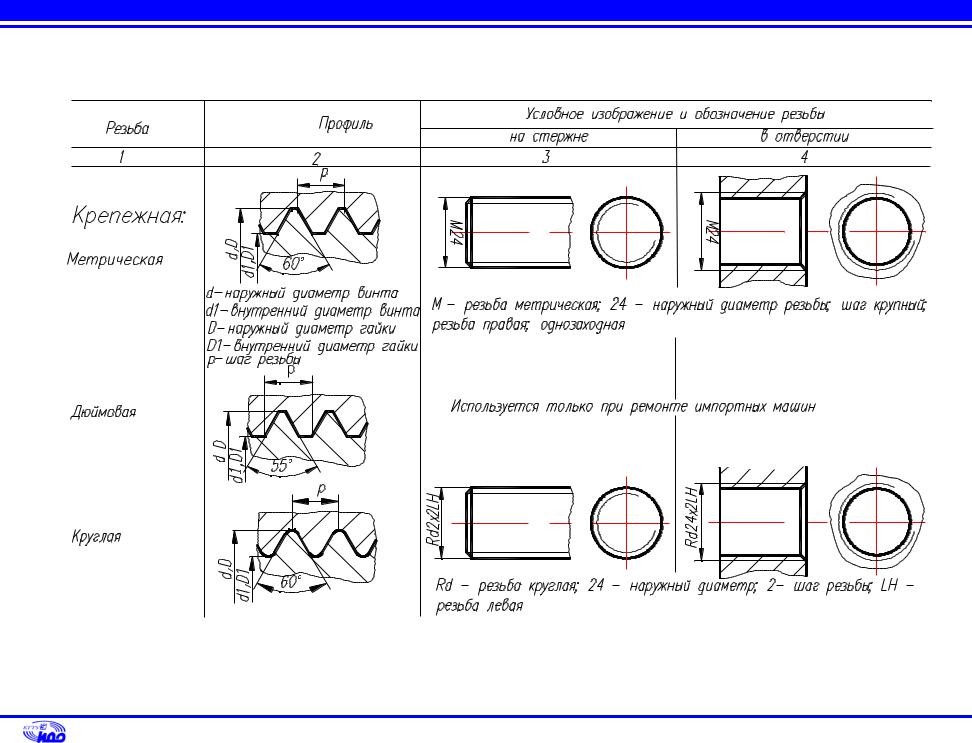
Дюймовая резьба и их применение
Разница между дюймовой и метрической резьбой заключается в том, что угол в верхней части резьбы составляет 55 градусов, шаг резьбы рассчитывается как отношение количества витков резьбы на дюйм длины резьбы. Под дюймом понимается расстояние, равное 2.54 см. Что изначально соответствовало длине первой фаланги большого пальца человека, которая одинакова почти у всех людей.
Поскольку угол на вершине отличается от угла в метрической резьбе, невозможно комбинировать метрическую и дюймовую резьбу. В странах с метрической системой используется только дюймовая резьба, которая обозначается буквой G. За буквой следует дробное или целое обозначение, которое указывает не размер резьбы, а условный зазор трубы в дюймах или доли дюйма.Особенностью трубной резьбы является то, что она учитывает толщину стенок трубы, которая может быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Таким образом, дюймовые стандарты трубной резьбы понятны и приняты во всем мире как исключение из метрических правил.
Помимо простой цилиндрической трубной резьбы существует трубная коническая резьба. Она имеет те же характеристики, что и обычная труба, за исключением конуса, который позволяет создавать более плотные стыки.Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба дополнительно обозначается буквами LH, за которыми следует числовое значение в целых и дробных долях дюйма.
Для применения в других соединениях, кроме водопровода, в США и Канаде используется дюймовая резьба с верхним углом 60 градусов. Существует довольно широкий ассортимент этих резьб, которые различаются диапазоном шага резьбы и другими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть под рукой.Например, в фотооборудовании диаметр соединительной резьбы, с помощью которой фотоаппарат крепится к штативу, одинаков во всем мире, независимо от страны-производителя, поскольку характеристики этой резьбы одинаковы как для метрической, так и для дюймовой. нить.
нить.
Однако не стоит путать английскую дюймовую промышленную резьбу, которая была утверждена еще в 1841 году и была разработана самим Джозефом Уитвортом. Эта резьба практически повторяет трубу, так как имеет угол при вершине 55 градусов.Винты и гайки с этой резьбой не стыкуются с дюймовыми креплениями из Америки и Канады.
В технике приняты три системы резьбы: метрическая , дюймовая и трубная.
Резьба метрическая (рис. 145, а) имеет треугольный профиль при вершине 60 °.
Рис. 145. Системы резьбы : a — метрическая, b — дюймовая, c — трубная
Метрическая резьба бывает шести типов: основная и малая -1; 2; 3; 4-й и 5-й.Мелкие резьбы различаются шагом при заданном диаметре, выраженном в миллиметрах. Метрическая резьба обозначается буквой М и цифрами, характеризующими размер наружного диаметра и шага. Например, M42X4,5 обозначает метрическую основу с внешним диаметром 42 мм и шагом 4,5 мм.
Мелкая резьба, кроме того, в обозначении имеет число, указывающее номер резьбы, например 2М20Х1,75 — вторая метрическая мелкая, наружный диаметр 20 мм, шаг 1,75 мм.
Дюймовая резьба (рис.145, б) имеет угол при вершине 55 °. Дюймовая резьба нарезается при производстве запасных частей для машин с дюймовой резьбой и не должна нарезаться на новых изделиях. Дюймовая резьба характеризуется количеством витков на дюйм (1 дюйм) длины. Наружный диаметр дюймовой резьбы измеряется в дюймах.
Трубная резьба (рис. 145, в) измеряется так же, как дюйм в дюймах и характеризуется количеством витков резьбы на 1 дюйм. Профиль резьбы имеет угол 55 °.Для трубной резьбы диаметр отверстия для трубы условно принимается за диаметр, на котором на ее внешней поверхности нарезана резьба.
Вершины выступов винта и гайки с трубной резьбой выполняются с плоским или закругленным сечением.
Плоский профиль проще в изготовлении и используется для резьбовых соединений обычных труб. Трубная резьба обозначается: ТРУБА 1/4 «; ТРУБА 1/2». др. (табл. 25).
Таблица 25 Обозначение резьбы на чертежах
 ру/библиот/»>
ру/библиот/»>Метрическая система
Метрическая малая
Трапециевидная
дюйм с углом профиля 55 °
Трубчатая цилиндрическая
 PR * ТРУБА. КР **
PR * ТРУБА. КР **Коническая труба
* Профиль с плоскими вершинами (прямая линия). ** Профиль закругленный.
Резьба правая и левая; по количеству посещений — одно-, двух-, трехстартовые и многозаходные.
Чтобы определить количество заходов резьбы, просто посмотрите на конец винта или гайки и посчитайте, сколько на нем концов витков.
Как правило, все крепежные детали (болты, шурупы, шурупы и т. Д.) Имеют одинарную резьбу.
, которые указаны в дюймах. Многие покупатели могут не обращать на это внимание, а потому есть вероятность приобретения трубы с размером, не соответствующим требуемому. Причина этого в том, что дюйм на поверхности трубы), как следует из названия, измеряется в дюймах. В этом случае один дюйм равен 25,4 миллиметра. Эта величина отличается от принятых норм миллиметра, что может сильно усложнить выбор необходимой детали.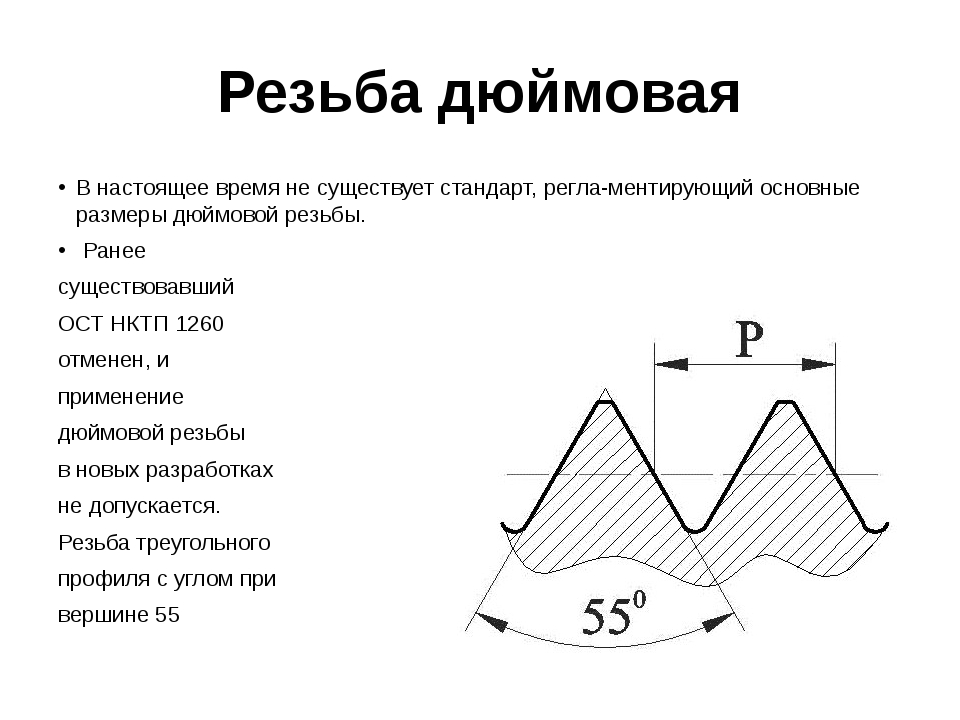
Дюймовая цилиндрическая резьба позволяет отображать размеры трубы в дюймах, при этом указывается в долях этой единицы измерения (из-за ее небольшого размера).
Из-за несоответствия миллиметра и дюйма на практике появляется значительная разница между размерами резьбы на трубе. Это потому, что западные стандарты говорят: дюймовая резьба — это внутренняя резьба. Следует учитывать разницу между метрическим дюймом и так называемым трубным дюймом.
Например, труба указывает, что дюймовая резьба имеет размер ½. Таким образом, вы получаете трубу с внешним диаметром 20,95 мм вместо ожидаемых 12,7 мм. Следовательно, дюйм трубы составляет 33,249 мм и состоит из размера самого прохода и толщины двойной стенки.
Этот пример показывает, что использование этого индикатора более приемлемо, поскольку такая система лучше всего описывает размер, который имеет дюймовая резьба.
Теперь, когда обозначения стали понятны, можно перейти к классификации и назначению этого параметра.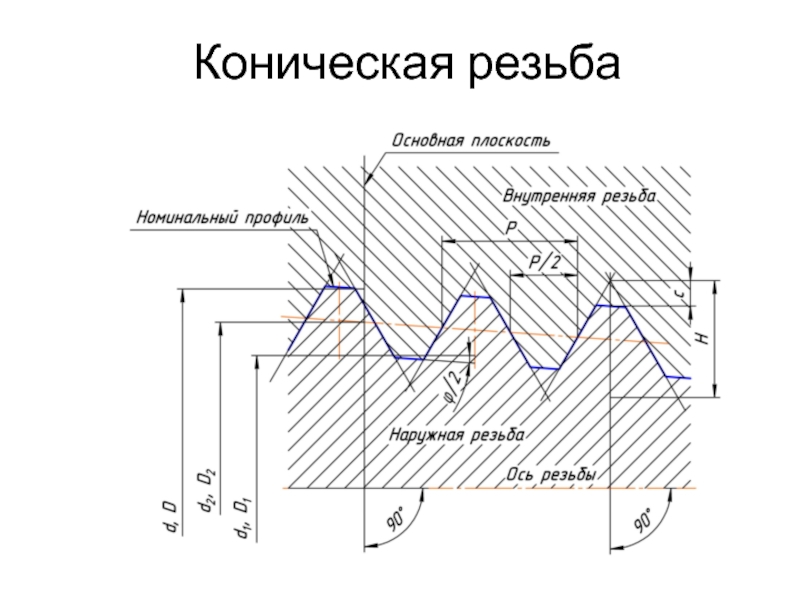
Цилиндрическая дюймовая резьба по назначению и характеру выполняемой работы делится на:
- Крепежная резьба. Этот тип традиционно относят к метрической резьбе и дюймовой, имеющей треугольный профиль. Метрика используется при проектировании новых машин и агрегатов, а вторая необходима для производства различных запчастей.
- Специальные резьбы бывают разных размеров, не соответствующих стандартам.
Часто бывает с профилем под углом 60 °.Все значения, будь то шаг резьбы или внешний диаметр, указаны в миллиметрах.
По величине шага различают одну основную и 5 типов вспомогательной резьбы (ее еще называют мелкой). Следует отметить, что такая резьба считается более прочной, чем грубая (при абсолютно равных наружных диаметрах). Несомненным достоинством мелких ниток также можно назвать небольшой угол подъема спирали и, как следствие, повышенное сопротивление скручиванию.
Нитки этого типа используются в наиболее нагруженных полых деталях, а также в элементах, подверженных сильным ударам и ударам.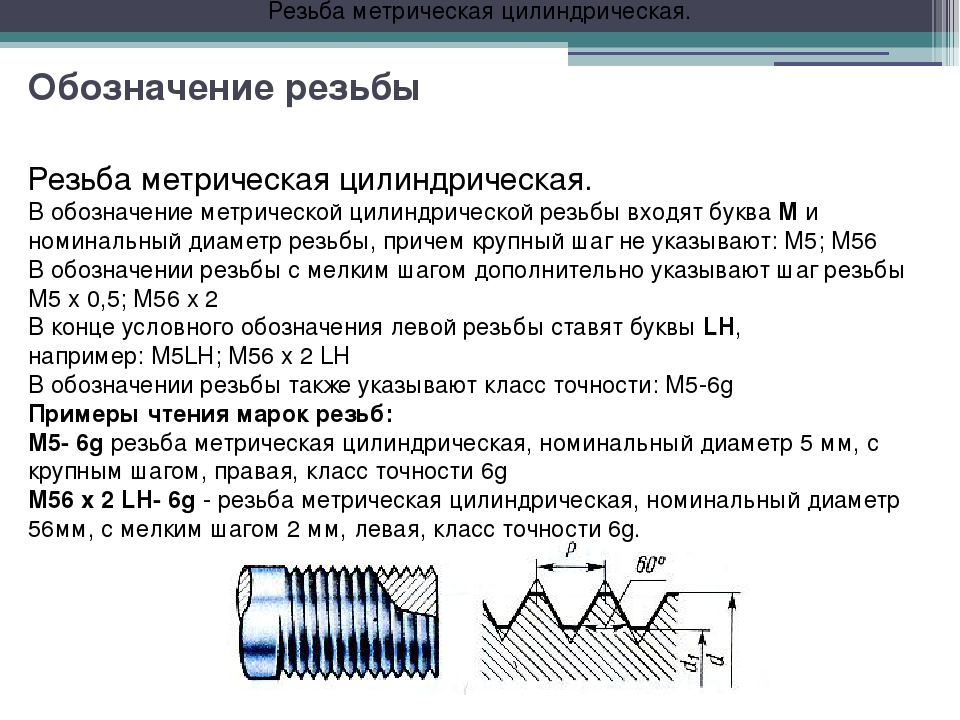 Регулировочные гайки также имеют аналогичную резьбу, поскольку она позволяет более точно регулировать.
Регулировочные гайки также имеют аналогичную резьбу, поскольку она позволяет более точно регулировать.
Кроме того, дюймовая резьба может выполняться при угле поворота 55 °. В этом случае диаметр по-прежнему устанавливается в дюймах, но шаг резьбы определяется количеством витков резьбы на дюйм. Подобный тип используется в различных деталях для механической фиксации друг друга.
В западной технической литературе вы найдете все размеры в дюймах. Такое положение вещей имеет исторические корни.Великобритания всегда была впереди в техническом развитии, поэтому во всех принадлежавших ей тогда колониях (а их было много) применялась именно эта система измерения. В принципе, техники переводят дюймы в сантименты и наоборот. Поэтому и по сей день в этих странах, как правило, все измерения производятся в дюймах. Далее мы поговорим об основных особенностях и характеристиках дюймовой резьбы и чем она отличается от метрической.
дюймовая резьба.Параметры
Если говорить об обычном измерении, то даже в уме перевести одну величину в другую и наоборот не составит труда.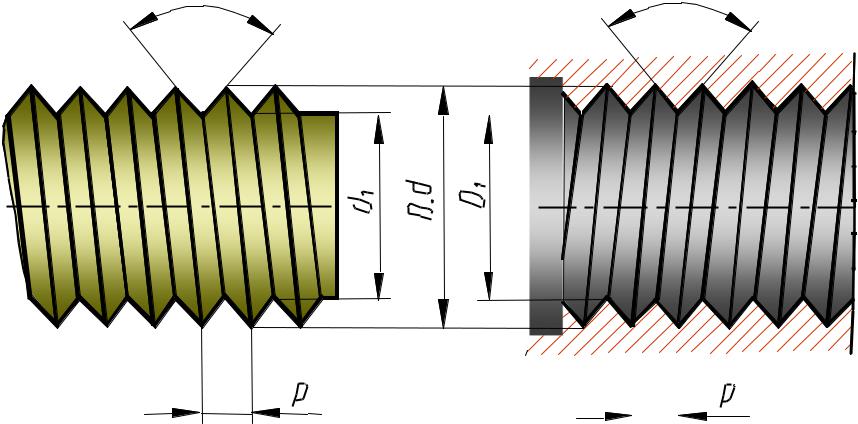 А вот что касается резьбы, нужно знать простые, но важные нюансы. Дело в том, что метрическая и дюймовая метрики для измерения длины — большое совпадение. Разница в количестве витков на резьбовой ступеньке. Кроме того, у этой резьбы другой угол наклона на вершине, который составляет 55 °, если вы относитесь к стилю Уитворта.Это считается нормой в Англии или, как говорят, «британским уголком». Если взять за основу стандарт UNC и UNF, который в Америке считается стандартом, то угол здесь составляет 60 °.
А вот что касается резьбы, нужно знать простые, но важные нюансы. Дело в том, что метрическая и дюймовая метрики для измерения длины — большое совпадение. Разница в количестве витков на резьбовой ступеньке. Кроме того, у этой резьбы другой угол наклона на вершине, который составляет 55 °, если вы относитесь к стилю Уитворта.Это считается нормой в Англии или, как говорят, «британским уголком». Если взять за основу стандарт UNC и UNF, который в Америке считается стандартом, то угол здесь составляет 60 °.
Метрическая стандартная и дюймовая резьба. Самые принципиальные отличия
Типы дюймовой резьбы:
- Наружный;
- конический;
- цилиндрический;
- Внутренний.
1 дюйм = 25,4 мм. В этом главное отличие. В документах он имеет специальное обозначение — 1´ (со штрихом).
Если говорить об американских стандартах, то у них есть разделение на потоки с большими шагами, которые они обозначают как UNC и с маленькими шагами — UNF. Также каноническая дюймовая резьба обозначается NPT, а трубная — NPSM.
Также каноническая дюймовая резьба обозначается NPT, а трубная — NPSM.
Что такое резьба и где она применяется
Типы резьбы, применяемые при изготовлении, строительстве и проектировании, в зависимости от детали делятся на внутреннюю, внешнюю и коническую.
- Наружный используется для болтов, винтов, штифтов и шпилек.
- Internal используется при производстве пробок или орехов. Его прорезают в отверстиях, когда необходимо организовать соединение в определенном месте.
- Для создания плотного соединения, а также запирания без дополнительных деталей выполняется коническая дюймовая резьба.
Обозначение соответствует стандарту. d (D) — внешний диаметр болта или внутренний диаметр гайки (d-диаметр болта до нарезания резьбы). Внутренний диаметр резьбы обозначен d1 (D1).Также есть обозначение среднего диаметра d2 (D2). Этот размер зависит от номинального шага, обозначенного буквой R.
Буква α используется для обозначения угла профиля резьбы.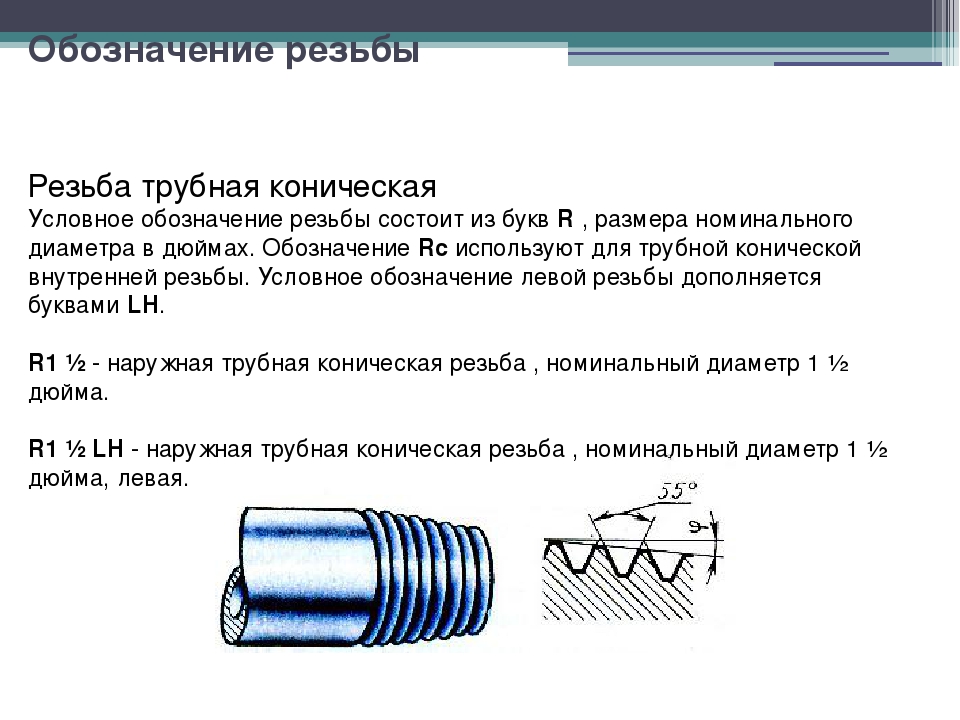 Значение α = 55 ° будет означать, что угол при вершине равностороннего треугольника зубной резьбы составляет 55 °, и соответствует дюймовой резьбе BSW по британскому стандарту. Дюймовая резьба UTS, широко применяемая в Канаде и США, имеет α = 60 °.
Значение α = 55 ° будет означать, что угол при вершине равностороннего треугольника зубной резьбы составляет 55 °, и соответствует дюймовой резьбе BSW по британскому стандарту. Дюймовая резьба UTS, широко применяемая в Канаде и США, имеет α = 60 °.
Где применяется дюймовая резьба?
α = 55 ° дюймовая резьба, применяемая в промышленности для фиксации механических узлов и деталей с помощью резьбовых соединений.Особенно часто это происходит при ремонте импортного оборудования и станков, а также бывших в употреблении автомобилей. Металлические изделия с дюймовой резьбой производятся в нашей стране. В процессе эксплуатации иногда возникает необходимость перевести метрическую резьбу в дюймовую и наоборот. Это можно легко, быстро и удобно сделать с помощью специального справочника.
Резьба по системе мер делится на метрическую и дюймовую. Метрическая и дюймовая резьба используется в резьбовых соединениях и косозубых передачах.Резьбовые соединения — это разъемные соединения, выполненные с помощью резьбовых крепежных элементов — болтов, винтов, гаек, шпилек или резьбы, которые непосредственно прикрепляются к соединяемым деталям.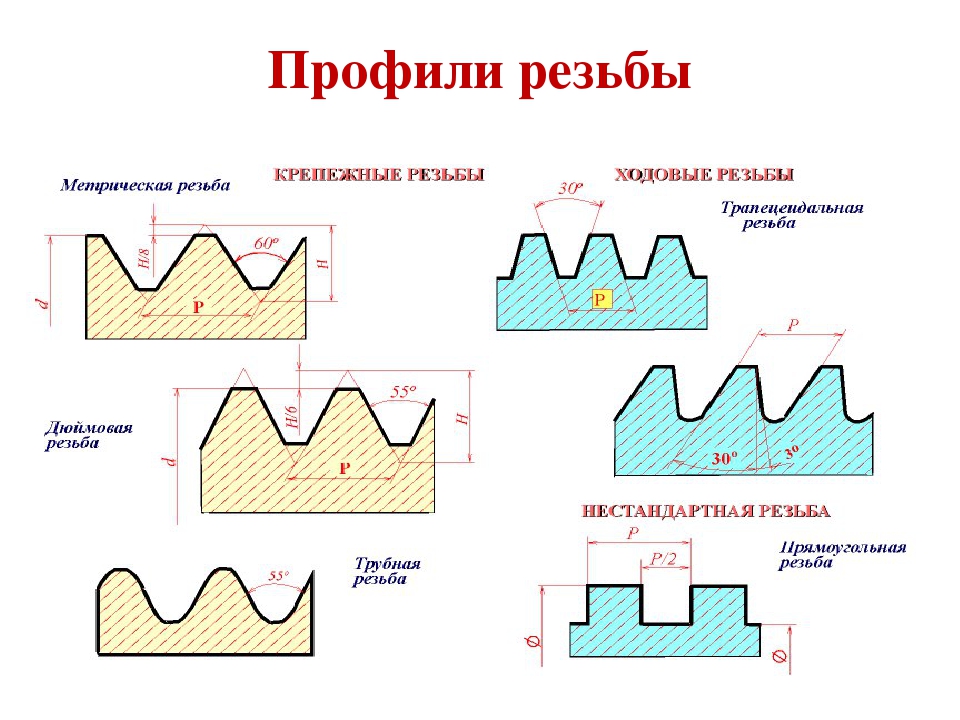
Метрическая резьба (рис.1)
Имеет форму равностороннего треугольника в профиле с углом при вершине 60 °. Срезаны вершины выступов ответного винта и гайки. Характеризуется метрической резьбой с диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическая резьба выполняется с большим и малым шагом.Для основной резьбы с большим шагом. Мелкая резьба используется для регулировки, для завинчивания тонкостенных, а также динамически нагружаемых деталей. Метрическая резьба с большим шагом обозначается буквой M и числом, выражающим номинальный диаметр в миллиметрах, например M20. Для мелкой метрической резьбы указывается дополнительный шаг, например M20x1,5.
Рис.1 Метрическая резьба
Дюймовая резьба (Рис.2)
Дюймовая резьба (рис. 2) имеет тот же вид в профиле, что и метрическая резьба, но имеет угол при вершине 55 ° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине вершина — 60 ° (американский стандарт UNC и UNF).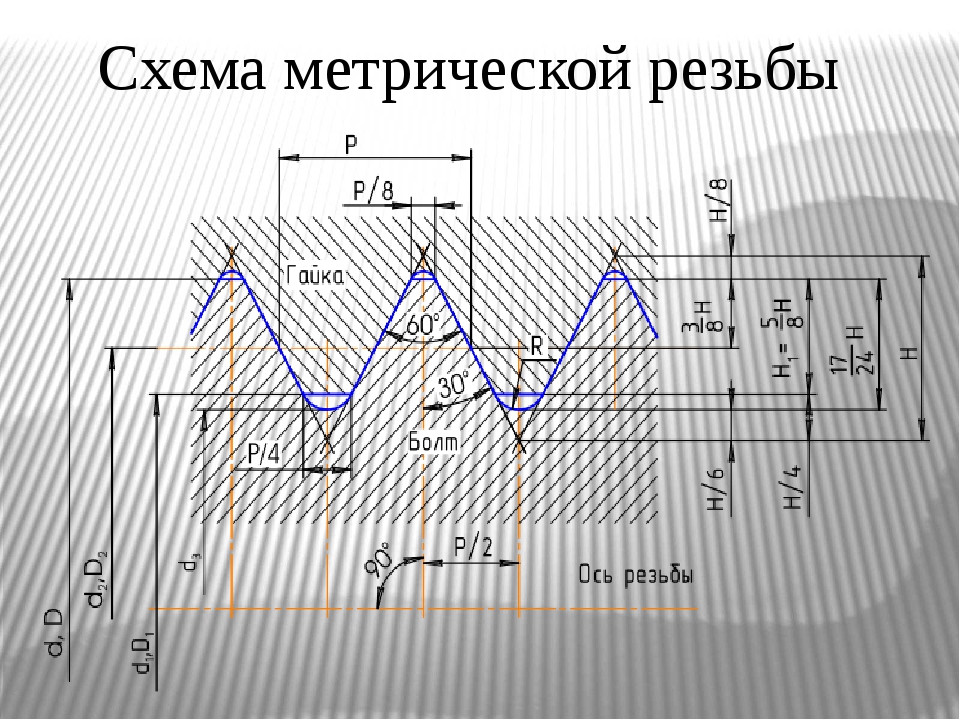 Наружный диаметр резьбы измеряется в дюймах (1 «= 25,4 мм) — тире («) обозначают дюйм. Эта резьба характеризуется количеством витков на дюйм. Дюймовая американская резьба бывает с большим (UNC) и малым (UNF) шагом.
Наружный диаметр резьбы измеряется в дюймах (1 «= 25,4 мм) — тире («) обозначают дюйм. Эта резьба характеризуется количеством витков на дюйм. Дюймовая американская резьба бывает с большим (UNC) и малым (UNF) шагом.
Рис. Резьба 2 дюйма
Таблица размеров крепежа для американской дюймовой резьбы UNC с большим шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг резьбы |
| UNC No.1 | 1,854 | 64 |
| UNC № 2 | 2,184 | 56 |
| UNC № 3 | 2,515 | 48 |
| № UNC 4 | 2,845 | 40 |
| № UNC 5 | 3,175 | 40 |
| № UNC 6 | 3,505 | 32 |
UNC No. 8 8 | 4,166 | 32 |
| № UNC 10 | 4,826 | 24 |
| № UNC 12 | 5,486 | 24 |
| UNC 1/4 | 6,35 | 20 |
| UNC 5/16 | 7,938 | 18 |
| UNC 3/8 | 9,525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12,7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15,88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22,23 | 9 |
| UNC 1 « | 25.4 | 8 |
| UNC 1 1/8 | 28,58 | 7 |
| UNC 1 1/4 | 31,75 | 7 |
| UNC 1 1/2 | 34,93 | 6 |
| UNC 1 3/8 | 38,1 | 6 |
| UNC 1 3/4 | 44,45 | 5 |
| UNC 2 « | 50.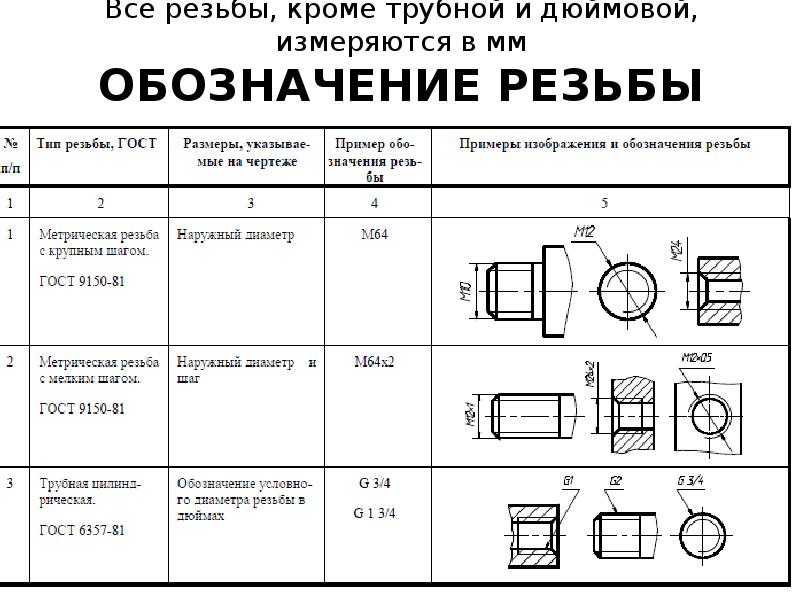 8 8 | 4 1/2 |
Резьба
Резьба может быть внутренней и внешней.
- На болтах, шпильках, винтах, шпильках и на различных других цилиндрических деталях нарезана наружная резьба;
- В фасонных деталях, гайках, во фланцах, в пробках, деталях машин и металлоконструкциях нарезана внутренняя резьба.
Рис. 3 Элементы резьбы
Основные элементы резьбы показаны на Рис. 3 К ним относятся следующие элементы:
Руководство по идентификации и типам резьбы Руководство по идентификации и типам резьбы Знание правильной резьбы имеет решающее значение для выбора правильной детали.Выбор неправильной детали может привести к повреждению резьбы во время установки, что снижает способность выдерживать давление и надежность уплотнения фитинга или переходника. Быстрая и правильная идентификация потоков может помочь поддерживать безопасную, продуктивную и прибыльную работу.
Сокращения для общей идентификации резьбы
BSPP — Параллельная труба британского стандарта BSPT — Коническая труба британского стандарта DIN — Deutsche Industrial NormeISO — Международная организация по стандартизации JIC — Объединенный промышленный совет JIS — Японский промышленный стандарт NPTF — Топливо с конической конической трубкой для национальной трубы NPTM — Национальная прямая трубная конструкция ORB — Уплотнительное кольцоТипы резьбы
Шаги к идентификации резьбы
Шаг 1 — Определите, является ли резьба конической или параллельной
В некоторых случаях шаг 1 можно выполнить только визуальным осмотром.Коническая резьба уменьшается в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно, глядя на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно свидетельствует о том, что наружная резьба параллельна.
Шаг 2 — Определение шага
Это можно расшифровать с помощью измерителя шага для сравнения или путем точного измерения и расчета количества витков резьбы на заданном расстоянии.Намного проще сравнивать резьбу на светлом фоне с шагомером. Поскольку некоторые шаги резьбы относительно схожи, рекомендуется попробовать несколько калибров, прежде чем решить, какой из них подходит лучше всего. Результат шага 2 еще больше сузит возможные формы резьбы, потому что большинство из них имеют четкий шаг.
Шаг 3 — Определите размер
Объединение результатов шагов 1 и 2 определит — или в некоторых случаях поможет предсказать — правильную процедуру для шага 3.Существует два метода определения размера резьбы — выбор зависит от того, является ли резьба трубной резьбой или нет. Имейте в виду, что коническая резьба (как определено на шаге 1) не обязательно означает, что это трубная резьба (например, метрическая коническая). Точно так же трубная резьба может быть параллельной (например, BSPP). Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник — размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания дюйма и затем округления — выключенный).Для нетрубной резьбы фактический размер может быть определен путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник — размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания дюйма и затем округления — выключенный).Для нетрубной резьбы фактический размер может быть определен путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
Шаг 4 — Обозначьте thread
Технически этот последний шаг не относится к идентификации резьбы. Скорее, это метод обозначения типа резьбы в формате отраслевого стандарта для понимания другими. Обычно на них указывается размер резьбы (номинальный или фактический), тип и — в некоторых случаях — шаг.
Приведенные ниже таблицы и изображения помогут вам выбрать правильный тип резьбы, соответствующий вашим потребностям.
Тип резьбы Деталь
Американские соединения
Фланец с четырьмя болтами (SAE J518 и ISO 6162)
Фланец с четырьмя болтами подходит для соединения шлангов и трубок от 1/2 до 3 дюймов и широко используется в жидкостях энергосистемы.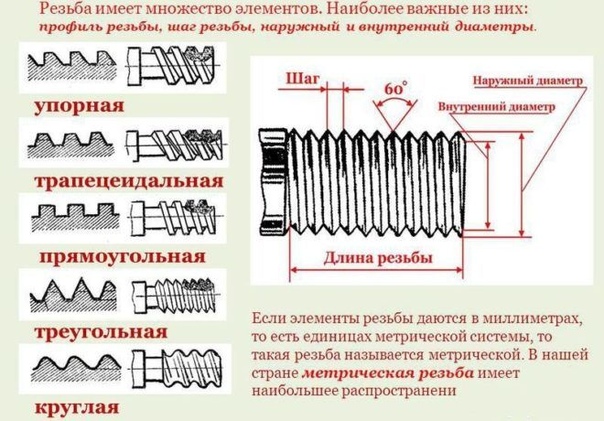 Уплотнительное кольцо устанавливается на кольцевую канавку охватываемой детали. Уплотнение происходит между уплотнительным кольцом на охватываемой части и гладкой поверхностью охватывающего порта.Четыре болта и две половинки зажима удерживают соединение на месте.
Уплотнительное кольцо устанавливается на кольцевую канавку охватываемой детали. Уплотнение происходит между уплотнительным кольцом на охватываемой части и гладкой поверхностью охватывающего порта.Четыре болта и две половинки зажима удерживают соединение на месте.
Фланцы SAE J518 доступны в двух категориях давления: стандартное (код 61) и высокое давление (код 62).
Компрессия без раструба (SAE J514)
Наружная часть трубы без раструба имеет седло 240 и прямую резьбу. Внутренняя половина имеет компрессионную втулку и прямую резьбу. Помимо втулки, охватывающая гайка и трубка образуют часть охватывающего соединения. На охватываемой части уплотнение происходит между седлом 240 и компрессионной втулкой.На внутренней стороне уплотнение происходит между трубкой и компрессионной втулкой. Резьба сцепляется, образуя механически прочное соединение.
JIC с отбортовкой под углом 37 ° (SAE J514)
Это соединение находит множество применений в гидравлических системах. И JIC, и внутренняя резьба JIC имеют конусное гнездо 37 ° и прямую резьбу. Расширяющиеся седла с наружной и внутренней резьбой уплотняют, когда прямая резьба входит в зацепление. Соединение осуществляется механически за счет прямой резьбы охватываемой и охватывающей половин.Важно отметить, что большинство резьб SAE J514 идентичны резьбам с развальцовкой SAE 45º, но их углы посадки различны.
И JIC, и внутренняя резьба JIC имеют конусное гнездо 37 ° и прямую резьбу. Расширяющиеся седла с наружной и внутренней резьбой уплотняют, когда прямая резьба входит в зацепление. Соединение осуществляется механически за счет прямой резьбы охватываемой и охватывающей половин.Важно отметить, что большинство резьб SAE J514 идентичны резьбам с развальцовкой SAE 45º, но их углы посадки различны.
NPSM
Наружная и внутренняя резьбы соединения NSPM прямые. Кроме того, у охватываемого элемента есть внутренняя фаска 300, а у охватывающего элемента — перевернутое седло 300. Механическое соединение образуется, когда две половины соединяются резьбой. Коническое седло образует герметичное соединение. Соединения NSPM находят множество применений в гидравлических системах.
NPTF
NPTF — это резьба с сухим уплотнением. Наружная резьба совпадает с внутренней резьбой, и при их сдавливании образуется уплотнение, т. Е. Деформация резьбы. Когда требуется дополнительное уплотнение, обычно используются тефлон и смазка для труб. Хотя это соединение широко используется в системах трубопроводов для жидкости, Национальная ассоциация гидроэнергетики (NFPA) не рекомендует его для гидравлических применений.
Хотя это соединение широко используется в системах трубопроводов для жидкости, Национальная ассоциация гидроэнергетики (NFPA) не рекомендует его для гидравлических применений.
Торцевое уплотнение с уплотнительным кольцом (SAE J1453)
Это соединение с торцевым уплотнением с уплотнительным кольцом обеспечивает впечатляющую стойкость к утечкам и подходит для применений с давлением до 6000 фунтов на квадратный дюйм.Наружный контакт имеет уплотнительное кольцо и прямую резьбу. Гнездовой контакт имеет плоскую поверхность и прямую резьбу. Уплотнение образуется, когда уплотнительное кольцо на лицевой стороне охватываемого конца прижимается к обработанному плоской поверхности охватывающего седла. Поворотная гайка с внутренней резьбой механически удерживает соединение.
Резьба контрольного кольца круглого сечения
Соединение контрольной резьбы уплотнительного кольца обычно используется в автомобильных и коммерческих системах кондиционирования воздуха. На охватываемом и охватывающем концах есть направляющая, и при сжатии уплотнительного кольца образуется уплотнение. Пилот может быть длинным или коротким. Нити сцепляются, образуя механически прочное соединение.
Пилот может быть длинным или коротким. Нити сцепляются, образуя механически прочное соединение.
Соединение с отбортовкой под углом 45 ° SAE (SAE J512)
Соединение с отбортовкой под углом 45 ° по SAE обычно используется в системах низкого давления, таких как трубопроводы хладагента, топливопроводы и автомобильные трубопроводные системы. Как охватываемая, так и охватывающая части SAE имеют конус под углом 45 °. Резьба двух половинок сцепляется, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы с отбортовкой под углом 45 ° по SAE идентичны коннекторам под отбортовку под углом 37 ° JIC.
Перевернутая раструб по SAE (SAE J512)
Перевернутая раструб находит множество применений в автомобильных системах. Механически обработанный охватываемый соединитель имеет гнездо 420, а расширяющаяся охватываемая трубка — гнездо 450. На охватывающем конце перевернутого раструба имеется седло 420, которое обеспечивает уплотняющую поверхность.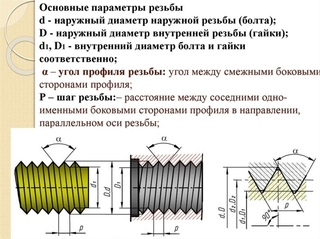 Нити сцепляются, образуя механически прочное соединение.
Нити сцепляются, образуя механически прочное соединение.
SAE Уплотнительное кольцо с прямой резьбой (бобышка уплотнительного кольца)
SAE J1926-1 и ISO 11296-1
Наружный соединитель бобышки уплотнительного кольца имеет уплотнительное кольцо и прямую резьбу.Порт с внутренней резьбой имеет уплотнительную поверхность, фаску и прямую резьбу. Уплотнительное кольцо вдавливается в фаску, образуя уплотнение. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах высокого давления.
International
BSPP
Наружный конец BSPP рассчитан на 300 посадочных мест. Конический носок охватывающего шарнирного соединения уплотняет седло 300 мужчины. Хотя охватываемая часть похожа на наружную резьбу Американской национальной трубы с прямой механикой (NPSM), они не являются взаимозаменяемыми, поскольку их шаг резьбы различается.
BSPT
Коническая охватываемая часть BSPT сопрягается с конической внутренней резьбой.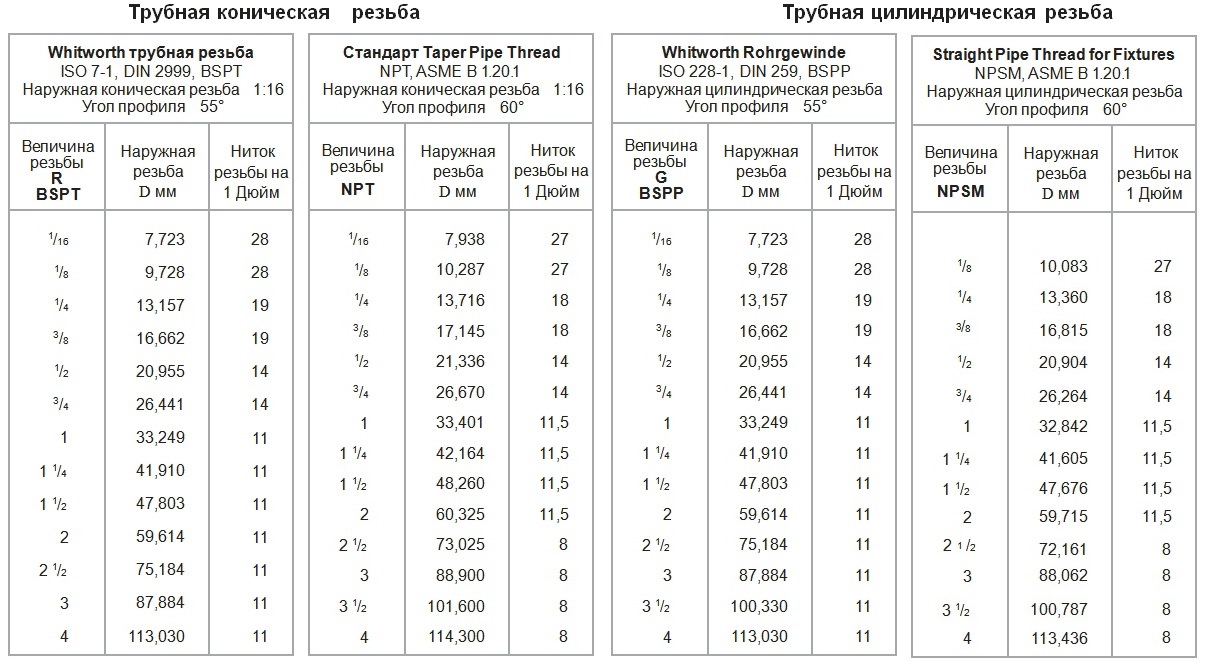 Уплотнение происходит на резьбе. Хотя охватываемый конец BSPT аналогичен коническому топливу National Pipe Tapered Fuel (NPTF), они не являются взаимозаменяемыми, поскольку их форма резьбы и размеры отличаются.
Уплотнение происходит на резьбе. Хотя охватываемый конец BSPT аналогичен коническому топливу National Pipe Tapered Fuel (NPTF), они не являются взаимозаменяемыми, поскольку их форма резьбы и размеры отличаются.
Порт с плоским торцом и резьбой BSPP (ISO 1179-1)
DIN 3852
Параллельная резьба образует уплотнение с использованием различных уплотнительных колец или шайб. Уплотнение происходит между охватываемым концом и обработанной плоской поверхностью охватывающего элемента.
Метрическая резьба ISO 261
Метрическая резьба ISO 6149
Резьба ISO 261 и уплотнительное кольцо
Штыревой соединитель соединения ISO 6149 имеет уплотнительное кольцо и прямую резьбу. Внутренняя половина имеет обработанную поверхность, фаску и прямую резьбу. Уплотнительное кольцо на охватывающей части находится на фаске охватывающего порта. Соединение ISO 6149 аналогично бобышке с уплотнительным кольцом SAE J1926-1, за исключением того, что первая имеет метрическую резьбу.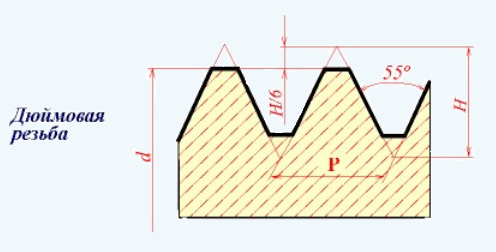 Уплотнительное кольцо на вилке соединителя вдавливается в фаску для создания уплотнения.Прямая резьба входит в зацепление, образуя механически прочное соединение.
Уплотнительное кольцо на вилке соединителя вдавливается в фаску для создания уплотнения.Прямая резьба входит в зацепление, образуя механически прочное соединение.
Раструб JIS 300
Наружная резьба имеет посадочное место 30 ° и прямую резьбу. Внутренняя половина имеет посадочное место 300 и прямую резьбу. Это соединение похоже на отбортовку 37 °. Его посадочное место 30 ° и размеры резьбы, подобные BSPP, отличают его от американского патрубка 37 ° Flare.
Komatsu 30 ° Flare (JIS Metric)
Komatsu 30 ° Flare имеет параллельную метрическую резьбу и посадочное место 30 °. Это соединение широко используется на оборудовании Komatsu.Метрическое соединение JIS похоже на раструб JIS 300, за исключением того, что последний имеет размеры резьбы, подобные BSPP.
Метрический конус 60 °
DIN 7631
Наружная резьба метрического конусного соединения 60 ° имеет конус с углублением 60 ° и прямую резьбу. Внутренняя половина имеет седло и прямую резьбу.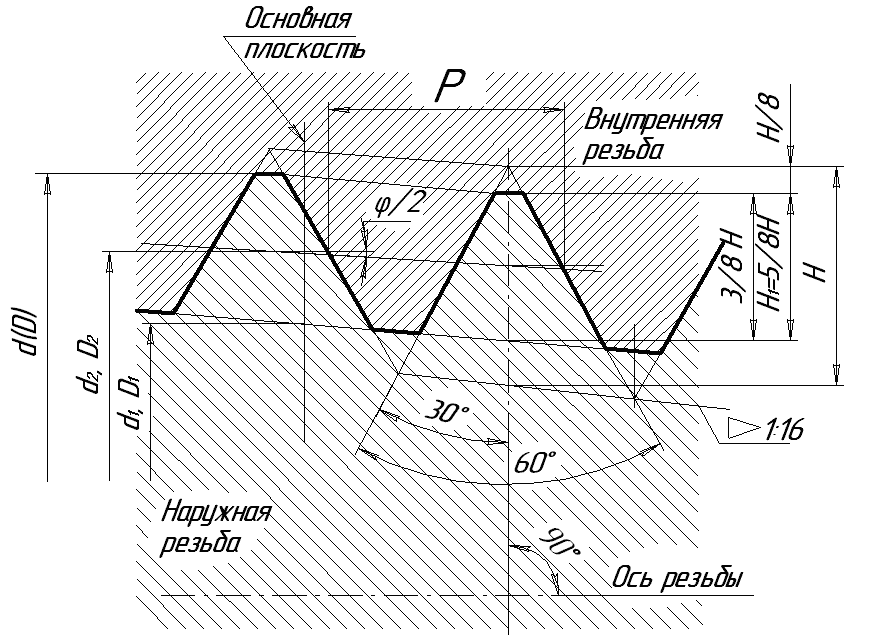 Уплотнение происходит между конусом с углублением под 60 ° и коническим концом охватывающей. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах.
Уплотнение происходит между конусом с углублением под 60 ° и коническим концом охватывающей. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах.
Метрическая обжимная трубка (DIN 2353, конус 24 °)
Наружная резьба имеет конус 240 и прямую резьбу. Три разъема-розетки имеют прямую резьбу и уплотнительную поверхность. Уплотнение происходит между конусом 240 на вилке и участками уплотнения на внутренней стороне.
Фитинги доступны в двух сериях: DIN 2353 L (легкая) и DIN 2353 S (тяжелая). Каждая серия имеет собственные размеры труб и размеры резьбы, как показано в таблице ниже:
Фитинги 101: Введение — Brennan Industries
Резьба Общества автомобильных инженеров (SAE)
Уплотнительное кольцо с прямой резьбой SAE J1926 (ORB) рекомендовано Национальной ассоциацией противопожарной защиты (N.F.P.A.) для предотвращения утечек в гидравлических системах среднего и высокого давления. Наружное соединение представляет собой прямую резьбу с уплотнительным кольцом. Внутренний порт имеет прямую резьбу и обработанную поверхность, чтобы обеспечить гладкую плоскую поверхность (минимальная поверхность пятна), а также фаска, на которой устанавливается уплотнительное кольцо. Он уплотняется, когда уплотнительное кольцо вдавливается в фаску при стыковке с охватываемым соединением. Это также считается механическим соединением.
Наружное соединение представляет собой прямую резьбу с уплотнительным кольцом. Внутренний порт имеет прямую резьбу и обработанную поверхность, чтобы обеспечить гладкую плоскую поверхность (минимальная поверхность пятна), а также фаска, на которой устанавливается уплотнительное кольцо. Он уплотняется, когда уплотнительное кольцо вдавливается в фаску при стыковке с охватываемым соединением. Это также считается механическим соединением.
SAE J514 JIC / 37 ° Гидравлические соединения распространены в большинстве гидравлических систем.Оба компонента — папа и мама — имеют посадочные места 37 °. Уплотнение создается путем установления контакта между коническим седлом с охватываемой резьбой и коническим гнездом. Это также считается механическим соединением.
Соединения SAE J512 45 ° используются в автомобильных, холодильных и грузовых системах трубопроводов. Эти соединители обычно изготавливаются из латуни. Соединения с наружной и внутренней резьбой имеют гнезда под углом 45 °, где уплотнение находится там, где встречаются охватываемый конус и охватывающий конус.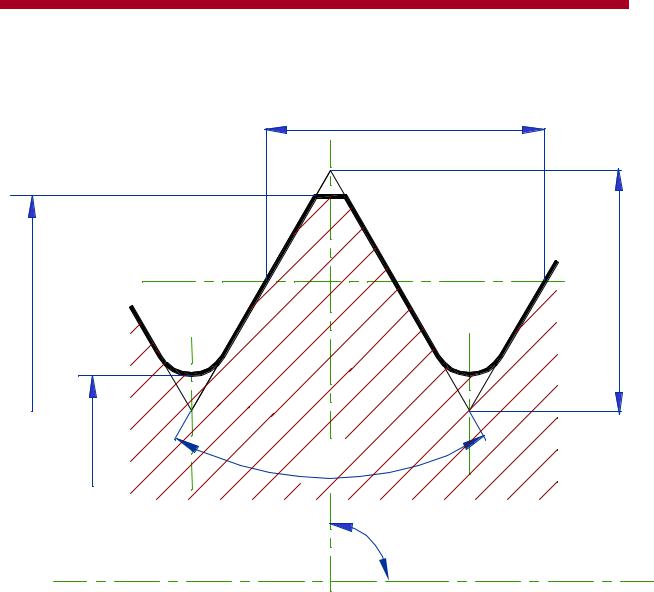 Это тоже механическое соединение.
Это тоже механическое соединение.
ПРИМЕЧАНИЕ: размеры тире: -02, -03, -04, -05, -08 и -10 для SAE 37 ° и SAE 45 ° имеют одинаковую резьбу, но НЕ одинаковые углы седла. Смешивание двух разных типов фитингов приведет к утечке, поэтому будьте осторожны при измерении углов седла.
SAE J1453 (ORFS) Соединения с торцевым уплотнением с уплотнительным кольцом считаются лучшими для контроля утечек. Штекерный соединитель имеет прямую резьбу и уплотнительное кольцо на лицевой стороне. Внутренняя часть имеет прямую резьбу и обработанную плоскую поверхность. Уплотнение осуществляется путем прижатия уплотнительного кольца к плоской поверхности охватывающего элемента, аналогично фитингу с разъемным фланцем.Резьба поддерживает соединение механически.
SAE J512 Перевернутые соединения обычно используются в автомобильных системах. Штекерный соединитель представляет собой раструб под 45 ° внутри трубного фитинга или гнездо под 42 ° в обработанном адаптере. Внутренняя часть имеет прямую резьбу с перевернутым конусом 42 °. На развальцованных поверхностях фитинги герметичны. Эти резьбы также поддерживают механическое соединение.
На развальцованных поверхностях фитинги герметичны. Эти резьбы также поддерживают механическое соединение.
Фланец с 4 болтами SAE J518 * Эти соединения имеют два номинальных значения давления: код 61, который считается стандартной серией, и код 62, который является серией 6000 фунтов на квадратный дюйм.Конструкция одинакова для каждой серии, но диаметр головки фланца и расстояние между отверстиями под болты больше для соединения Code 62 высокого давления 6000 фунтов на квадратный дюйм. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями под болты, расположенными в прямоугольном порядке вокруг порта. Наружная часть представляет собой фланцевую головку с канавкой для уплотнительного кольца, а также разделенными или невыпадающими половинками фланца и отверстиями для болтов, соответствующими отверстию. Уплотнение выполнено там, где уплотнительное кольцо сжато между фланцевой головкой и плоской поверхностью порта.Соединение удерживается болтами с резьбой.