Рейсмусовый станок в домашних условиях: особенности сборки своими руками
Очень часто при изготовлении деревянных деталей мастера должны обработать большое количество различных заготовок. Чтобы придать привлекательный внешний вид изделию, необходимо строгать доски, выровнять их толщину и сделать поверхность максимально гладкой. Затем эти детали можно использовать для конструирования мебели или отделки помещений. При выполнении подобных работ используют рейсмусовый станок. Если объем работ небольшой, то можно собрать рейсмус своими руками.
- Предназначение рейсмуса
- Классификация и возможности
- Устройство и принцип действия
- Сборка из электрорубанка
- Наладка оборудования
- Изготовление шлифовально-рейсмусового станка
- Техника безопасности при работе
Предназначение рейсмуса
Самодельные рейсмусы могут быть разными по конструкции, но все они созданы для получения ровных по толщине деревянных деталей. Если набор досок имеет разную толщину, то с помощью этого станка можно привести заготовки к нужной. А также можно исправить всевозможные дефекты поверхности древесины.
Если набор досок имеет разную толщину, то с помощью этого станка можно привести заготовки к нужной. А также можно исправить всевозможные дефекты поверхности древесины.
Рейсмусовые станки разделяются на два основных типа:
- Шлифовальные.
- Режущие.
Основа станка — это П-образная станина. Обязательным элементом является вал, который крепится к чаше и фиксируется на специальной балке. Если станок режущий, то на валу закрепляется несколько ножей для срезания слоев древесины при вращении вала. В шлифовальных агрегатах используют абразивные валы, которые шлифуют деталь до нужного размера.
Классификация и возможности
Рейсмусовые аппараты разделяются по разным
Станки отличаются по следующим критериям:
- По приводу.
 Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт.
Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт. - По типу подающих роликов. В станке может устанавливаться одна или две пары приводных роликов. Если установлена одна пара, то требуется очень сильный прижим заготовки к валу. Недостатком этой схемы является возможность вибрации при обработке. Более практичны и удобны системы с двумя парами подающих роликов. Их применяют в случаях, когда требуется обработать большой объем заготовок.
- По числу валов с ножами. Их количество влияет на разнообразие профилей, которые могут быть одновременно обработаны.
- По функционалу. Некоторые станки могут сделать не только черновую обработку изделия, но и последующую тонкую шлифовку. Таким образом, убираются различные сколы, вмятины и другие дефекты, которые неизбежно получаются при нарушении технологий фугования или ошибках мастера.
- По техническим характеристикам.
 Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт.
Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт.
А также рейсмусы могут отличаться способами регулирования зазоров и устройством подшипникового узла на главном приводе.
Устройство и принцип действия
Стандартный станок может выполнять задачи приводного фуганка и строгального станка. Поперечный станок может применяться для коротких заготовок, а продольный подходит для длинных.
Самый простой станок имеет обязательный минимальный набор узлов:
- Электродвигатель, который обеспечивает вращение валов.
- Приводную передачу, которая может быть ременной, зубчатой или, если оборудование маломощное, со сменными шкивами.
- Вал с ножами. Ножи могут быть различной формы. На сегодняшний день лучшими считаются ножи спиральной формы. При работе они создают минимальный шум.
- Верхний узел, состоящий из переднего и заднего вальцов. Первый валец, который встречает заготовку, обладает рифленой поверхностью. Таким образом, он улучшает сцепление с доской и поддерживает правильное направление движения заготовки. Второй валец имеет гладкую поверхность, чтобы не испортить обработанную деталь.
- Прижимной узел. Он убирает стружку и предотвращает раскалывание детали. Изготавливается в виде массивного элемента из металла с подпружиненными зубьями или когтевых захватов.
- Нижний узел. Он отвечает за подачу бруска в рабочую область.
- Стол с узлом регулировки зазоров между вальцами верхнего и нижнего уровня.
- Станина. На ней размещаются все оставшиеся элементы рейсмуса.
 На сегодняшний день лучшими считаются ножи спиральной формы. При работе они создают минимальный шум.
На сегодняшний день лучшими считаются ножи спиральной формы. При работе они создают минимальный шум.Вращение от электродвигателя станка передается рабочему валу при помощи приводной передачи.
Заготовочная доска помещается в рабочий зазор и плотно прижимается к нижнему узлу.
Когда деталь выходит с заднего гладкого вальца, в передний подается следующая деталь и таким образом, обеспечивается непрерывный рабочий процесс.
Сборка из электрорубанка
Ручным прибором тяжело долго и продуктивно работать, поэтому многие умельцы собирают рейсмус из электрорубанка своими руками. Конструкция несложная, много материалов
Для изготовления самодельного рейсмуса нужны следующие инструменты:
- Токарный станок для вытачивания валиков.
- Сверлильный станок для сверления отверстий под различные крепёжные элементы.
- Сварочный аппарат, чтобы собрать тяжелую станину и подающий стол.
- Дрель. С её помощью можно быстро просверливать мелкие отверстия и закручивать болты.
- Болгарка потребуется для вырезания деталей будущего станка по чертежам. При работе надо не забывать делать припуски на толщину режущего полотна болгарки, чтобы конструкция получилась правильной и ровной.

Обычно общие размеры самодельных станков не превышают 1х1 метра. Поэтому рейсмусы легко переносить и размещать в любых удобных и доступных местах. Главное, чтобы подход к ним был всегда свободным.
Схема расположения основных элементов, следующая:
- Стол основной для подачи и выдачи изделия (1)
- Собственно, само деревянное изделие (2)
- Предохранитель (3)
- Верхний рифлёный валик, который подает заготовку (4)
- Прижимная колодка, следящая, чтобы стружка не забивалась (5)
- Главный ножевой вал (6)
- Вторая прижимная колодка (7)
- Верхний гладкий валик (8)
- Нижний валик с гладкой поверхностью (9).

Сначала надо собрать станину. Отлично подойдет железный угол или профильная квадратная труба с размерами пятьдесят на пятьдесят миллиметров. Чем больше размер этих элементов, тем больше возможна вибрация запущенного станка.
После подготовки деталей для станины при помощи сварочного аппарата собирается каркас. Перед этим надо просверлить сверлильным станком отверстия. Для погашения вибрации каркас лучше всего забетонировать.
На токарном станке изготавливаются валы: ножевой и вспомогательный. Если есть возможность, то лучше приобрести готовые. От качества этих элементов больше всего зависит внешний вид будущих изделий.
Электромотор может иметь мощность четыре — пять киловатт. Для шкивов мотора и валов подойдут шестерёнчатые варианты. В этом случае можно использовать в качестве передачи вращения цепи.
Прижимные валы лучше всего получаются из выжимающего узла от старых стиральных машин.
С помощью сварочного аппарата создается обрамление для валиков. Сами валики крепятся на болты. Если с одной стороны вала использовать пружины, то появится возможность перемещать валы по вертикали.
Сварочный аппарат поможет сделать часть рулевой тяги — это будет ограничителем. На регулировочные крепления крепится столешница. Она состоит из передней и задней части.
Перед началом пусковых работ проверяют правильность расположения и заточки ножей.
После окончания сборки станка можно приступать к наладке и проверке его работоспособности.
Наладка оборудования
Перед началом работ необходимо убедиться в надежности всех креплений и достаточной затянутости болтов.
Регулируют станок, проверяя степень натяжения подающих валов. В случае полного заполнения рабочего стола увеличивают давление передних валиков.
При обработке небольших элементов давление уменьшают, чтобы не повредить деревянную поверхность.
При правильном понимании принципов работы рейсмуса его настройка проходит быстро и результативно.
Необходимо помнить, что для качественной работы не надо устанавливать максимальную глубину строгания. Лучше произвести несколько операций подряд и тогда хороший результат не заставит себя ждать.
Изготовление шлифовально-рейсмусового станка
Несложный шлифовальный рейсмус можно самостоятельно изготовить из обычной электродрели.
Требуется лишь немного терпения и времени.
Понадобятся следующие детали:
- Дрель электрическая или шуруповерт.
- Лист фанеры толщиной около пятнадцати миллиметров.
- Гайка с «ушками».
- Болт М16 и несколько саморезов.
Из фанеры собирается небольшая станина удлиненной формы, на которую с одного края устанавливают изготовленную угловую конструкцию с отверстием. Собранный узел представляет собой раму, к которой прикрепляется электродрель, а её патрон вставляется в подготовленное отверстие.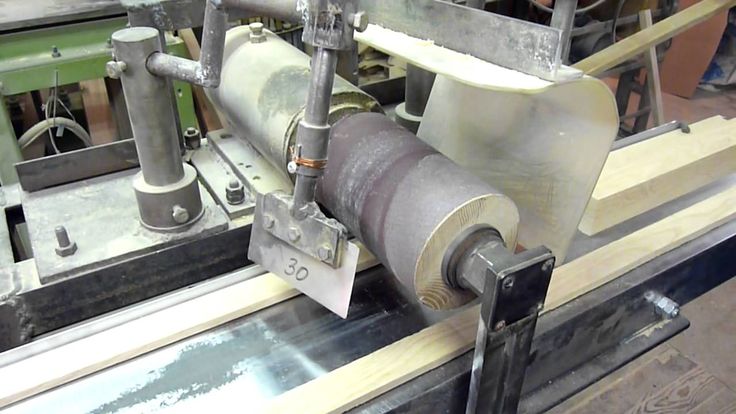
После чего вырезаются две боковые в форме равносторонней трапеции, в которых просверливают сквозные отверстия под ось будущего вала. В эти отверстия вставляются посадочные подшипники. Боковые станины закрепляются на фанерном основании на противоположных сторонах. Крепление элементов происходит за счет столярного клея и саморезов.
Затем собирается подъемный стол, по которому будет скользить обрабатываемая деталь. Регулируемый подъем нужен для того, чтобы менять расстояние между столом и валом. Это расстояние и определяет толщину детали, которая обрабатывается.
Подвижная станина крепится к основной раме специальной направляющей.
Основной вал собирается из нескольких кусков фанеры круглой формы. Заготовки склеиваются между собой и в результате получается шлифовальный барабан. Полученный вал аккуратно протачивается насквозь дрелью. Потом с помощью циркулярной пилы делается продольный паз для закрепления наждачной бумаги.
Из листа наждачной бумаги вырезается полотно нужного размера и наматывается на вал.
 Края полотна заправляются в паз вала и закрепляется на нём шурупами или саморезами.
Края полотна заправляются в паз вала и закрепляется на нём шурупами или саморезами.Готовый наждачный вал насаживается в опорные подшипники и рейсмусовый станок своими руками готов.
Техника безопасности при работе
Перед включением станка необходимо проверить состояние заточки ножей и правильность их положения. Надо убедиться, что ножевой вал надежно огражден. Запрещается обрабатывать заготовки если они короче, чем расстояние между валами.
Основные требования техники безопасности очень требовательны и включают в себя:
- Обязательное заземление, для предотвращения ударов тока или пожара.
- Ни в коем случае нельзя приближать руки к крутящимся валам.
- Длинные волосы должны быть убраны под головной убор.
- Рукава одежды должны быть или закатаны, или плотно застегнуты на запястьях.
- Под рабочим столом должен находиться резиновый коврик.
- При включенном станке запрещено проводить любые ремонтные работы.
- Перед включением устройства проверяют исправность всех узлов и электрического провода.

Деревянные бруски подаются на рабочую поверхность и в станок торцом к торцу. При этом должна использоваться вся доступная ширина рабочего стола.
Соблюдение несложных правил предотвращает травмы и порезы.
по дереву, многофункциональный, своими руками, чертежи
Содержание
- Рейсмусовый станок по дереву
- Суть станка рейсмусового типа
- Типовое устройство рейсмусового станка
- Конструкция специализированного станка-рейсмуса по дереву
- Специфика фуговально-рейсмусовых моделей станков
- Универсальные конструкции рейсмусов
- Рейсмусовый станок своими руками
- Рейсмус из электрического рубанка
- Самодельный деревообрабатывающий рейсмусовый станок
- Заключение
Все чаще в домашнем арсенале столяров – любителей, не говоря уже о профессионалах, можно встретить рейсмусовый станок, используемый для деревянных заготовок хорошего качества. Электрические столярные инструменты ручного и переносного типа постепенно вытесняются станковыми моделями, и рейсмусовый станок можно считать наглядным тому подтверждением. Сегодня уже мало иметь возможность быстро и без особых усилий резать деревянную заготовку, даже в любительском изготовлении мебели и домашних приспособлений, когда требуется высокое качество станковой обработки.
Электрические столярные инструменты ручного и переносного типа постепенно вытесняются станковыми моделями, и рейсмусовый станок можно считать наглядным тому подтверждением. Сегодня уже мало иметь возможность быстро и без особых усилий резать деревянную заготовку, даже в любительском изготовлении мебели и домашних приспособлений, когда требуется высокое качество станковой обработки.
Рейсмусовый станок по дереву
Среди ближайших родственников рейсмусового станка можно назвать наиболее известные и популярные системы:
- Строгальный станок по дереву, снимает верхнюю, наиболее грубую часть заготовки после распила бревна и бруса на мощных циркулярных пилах;
- Фуговальный станок используется для предварительной получистовой обработки поверхности доски или плиты из дерева;
- Шлифовальный станок применяется для чистового выведения под полировку дерева или обработку лаковыми политурами, восковыми мастиками.
Первые два типа станков отличаются лишь размерами рабочего стола, количеством режущих кромок, скоростью резания. Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
К сведению! Между операциями шлифования и фугования дерева предполагается обработка заготовки рейсмусовым типом барабанного ножа.
При правильном подборе режимов качество обработки дерева на рейсмусовом станке получается достаточно высоким, что зачастую дает возможность отказаться от шлифования деревянной поверхности.
Во многих случаях, при работе с легкими и средними по плотности заготовками, операции фугования и чистовой резки выполняют на одном фуговально – рейсмусовом станке. Достаточно лишь последовательно перенастроить режим резанья и обороты вращения ножевого блока. Один станок фактически заменяет два.
Суть станка рейсмусового типа
Считается, что свое название рейсмусовый станок получил от известного столярного инструмента рейсмуса, используемого для нанесения разметки параллельных линий на заготовках и щитах из цельного и клееного дерева. В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
- Чистовое строгание, обеспечивающее гладкую поверхность дерева;
- Калибровка параллельности плоскостей щита, резанной деревянной рейки, доски.
В прежние времена параллельность плоскостей после строгания проверялась рейсмусом, после того как стало возможным изготовление станков с высокооборотными цилиндрическими ножами, название рейсмусовый так и осталось за надежными и очень удобными в работе устройствами.
Типовое устройство рейсмусового станка
В современной столярной мастерской практически невозможно обойтись без инструментов для чистовой обработки, в том числе шлифовального и рейсмусового станков. В зависимости от объема выполняемых столярных работ, нагрузки и номенклатуры изделий из дерева рейсмусовый станочный парк делится на две группы:
- Специализированные станки и приспособления, рассчитанные на одну-две операции. Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;
- Универсальные деревообрабатывающие станки с рейсмусом. Такой агрегат может обеспечить выполнение от 4 до 12 наиболее важных и востребованных типов обработки дерева.
 Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;
Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;В условиях выполнения больших объемов обработки дерева более выгодными оказываются специализированные станки по дереву. Во-первых, нет необходимости выполнять регулярную перенастройку и наладку режущих инструментов, выше точность и качество обработки, а во–вторых, работа на специализированном рейсмусовом агрегате не требует высокой квалификации.
Универсальный вариант более гибкий в работе, но для использования многофункционального станка по дереву потребуется серьезный опыт настройки и обслуживания устройства. В условиях мелкосерийного или штучного изготовления деталей из дерева нормально работают только МФУ станки с рейсмусовыми приставками известных брендов.
Китайский ширпотреб очень быстро теряет точность обработки заготовок из дерева, и зачастую, после нескольких лет эксплуатации универсальный деревообрабатывающий станок с рейсмусом — приставкой переделывается владельцами в специализированные устройства, например, циркулярку или электрофуганок.
Конструкция специализированного станка-рейсмуса по дереву
Устройство и кинематическая схема рейсмусового станка для обработки дерева мало чем отличается от фуговального агрегата. Основу конструкции составляет стальная или алюминиевая станина, на которой закреплен двигатель с зубчатой или цепной передачей. В верхней или средней части станка расположен рабочий стол и цилиндр с установленными «накосую» режущими ножами.
Важно! Главное отличие рейсмусового агрегата от фуговального и тем более строгального станка заключается в использовании специальных подшипниковых опор, обеспечивающих низкий уровень вибраций.
Кроме того, в рейсмусе значительно меньше скорость подачи дерева и в разы выше скорость вращения режущего барабана. В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
Рейсмусовые аппараты выпускаются в двух вариантах:
- Двухсторонние станки с одновременной обработкой противоположных поверхностей. Размеры обрабатываемой поверхности редко превышают 30х50 см для любительских моделей и 50х50 см для изделий профессионального уровня;
- Односторонние агрегаты с увеличенной длиной рабочего стола. В первую очередь такие станки ориентированы на обработку заготовок из дерева большой длины.
В качестве примера наиболее удачных версий рейсмусовых станков двухсторонней обработки можно привести модели рейсмус Макита 2012NB или JET-JWP12.
Последний вариант выпускается швейцарской компанией JET, хорошо известной качественными и точными станками по дереву.
Модель JWP12 рассчитана на небольшую нагрузку, из-за использования мощного коллекторного двигателя в 1,8 кВт производитель рекомендует кратковременно-повторный режим обработки дерева.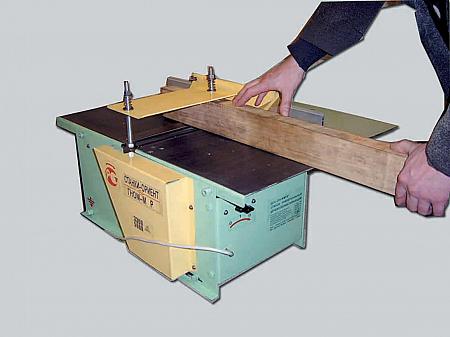 Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ. На режущем цилиндре диаметром 48 мм установлены два ножа из кованой легированной стали. При вращении вала на скорости в 9000 об/мин можно обрабатывать заготовки шириной 300х500 мм с подачей почти 12 см/с.
Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ. На режущем цилиндре диаметром 48 мм установлены два ножа из кованой легированной стали. При вращении вала на скорости в 9000 об/мин можно обрабатывать заготовки шириной 300х500 мм с подачей почти 12 см/с.
Более изящный рейсмус Макита 2012 NB оснащен двигателем в 1,65кВт и специальной системой подачи материала. Станок режет дерево толщиной от 3 до 100 мм. Аппарат получился достаточно шумный, в работе выдает звук до 80 дБ, но зато, в отличие от JWP12, выдерживает в несколько раз большую нагрузку и не требует столь частых перерывов в работе.
В среде любителей известной популярностью пользуется американский рейсмус Метабо Dh430.
Специфика фуговально-рейсмусовых моделей станков
Можно сказать, что данный тип рейсмуса является переходной моделью от специализированой техники к многофункциональным устройствам. Например, модель Holzstar-ADh300 конструктивно является обычным односторонним рейсмусом, но благодаря мощной алюминиевой раме, полноразмерному рабочему столу и специальной системе подачи заготовки станок может с одинаковым успехом выполнять и фугование, и финишную обработку.
Единственным недостатком является высокая стоимость изделия, на сегодня самые дешевые экземпляры стоят от 550 Евро.
Универсальные конструкции рейсмусов
Схема компоновки МФУ станка со встроенным рейсмусом кардинально отличается от специализированного рейсмусового аппарата. Обычно деревообрабатывающий многофункциональный бытовой станок с рейсмусом изготавливается в виде стальной массивной коробки, внутри которой расположен электрический двигатель и система передачи вращающего момента от мотора к режущим приспособлениям.
В самых мощных используются тяжелые асинхронные двигатели от 1,5 до 3 кВт. Из-за того, что двигатель выдает одну частоту вращения вала, приходится использовать систему регулирования оборотов и вращающего момента. Поэтому многофункциональное устройство всегда получается более шумным и менее надежным в работе.
В комплект режущих приспособлений, помимо рейсмусового ножа, входит:
- Циркулярная пила;
- Фрезерная головка;
- Устройство для сверления отверстий под любым углом;
- Строгальный вал с ножами.

Кроме режущих устройств, в конструкции МФУ используется несколько типов направляющих и позиционирующих приспособлений. Например, вращением приводных валов можно выставить угол подрезки кромки или фрезерования паза в диапазоне 0-90о.
Типичным представителем класса универсалов является станок швейцарской компании Holzstar модели UMK6. Его основные параметры приведены в таблице.
В конструкции предусмотрено выполнение шести операций – сверление, распиловка циркулярной пилой, фрезерование, обработка рейсмусом, фугование.
Габариты 880х 835 см, вес 52 кг. Мощность асинхронного двигателя – 1 кВт. Разумеется, точность и качество обработки универсального UMK6 не может сравняться со специализированными моделями, но того, что может выдать станок, вполне хватает для любых домашних работ или даже для производства несложной мебели, тары, ремонта крыши, установки забора.
Для сравнения, при несколько меньшей ширине рабочей зоны рейсмусового приспособления, чем у JWP12, 154 мм против 300 мм, все остальные параметры — скорость резания 12 см/с, габариты заготовки из дерева 1-92 мм, лишь немногим уступают швейцарскому станку.
По сути, МФУ с рейсмусовой приставкой заменяет целых пять станков по дереву.
Рейсмусовый станок своими руками
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
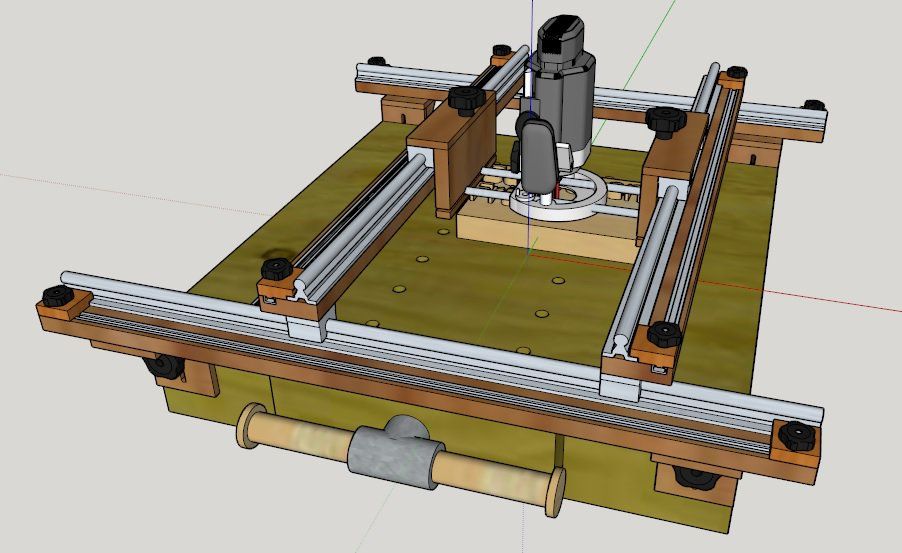
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
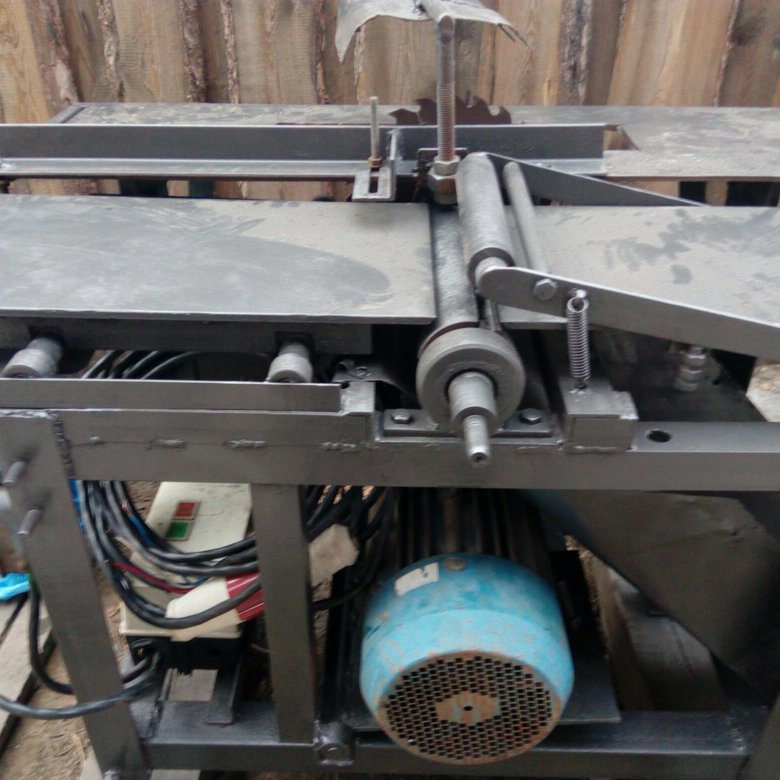
Простейший вариант рейсмус-фуговального станка приведен на схеме.
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Заключение
Рейсмусовый станок в процессе строгания заготовок из дерева производит огромное количество опилок и мельчайшей древесной пыли. Избавиться от нее невозможно, даже если конструкция оборудована воздухозаборником для подключения промышленного пылесоса. Поэтому даже при выполнении простейших работ на рейсмусовом станке приходится пользоваться респиратором и защитными очками.
Поэтому даже при выполнении простейших работ на рейсмусовом станке приходится пользоваться респиратором и защитными очками.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
Самодельный фуганок/строгальный станок Люциана
Самодельный фуганок/строгальный станок Люциана Когда Люциан прислал мне свои фотографии шпиндельный шлифовальный станок, я заметил, что это на чем-то похожем на самодельный фуганок. Я спросил об этом.Люциан ответил:
Что вы заметили на этих фотографиях Spindle Sander было то, что он стоял на Машина 2-в-1 с большой производительностью:
Фуганок над столом, рабочая ширина до 500мм
Станок толщины, рабочая ширина до 400 мм, что ниже
фуганочный стол и которые работают в обратном направлении движения вперед
материал.
Это машина, которую я разработал более 10 лет назад (вероятно, в
2002). Некоторые компоненты были сделаны друзьями, и все
прочие операции (сварка, сверление, изготовление различных металлоконструкций и т.д.)
и вся сборка была сделана мной.
Некоторые технические данные:
1. Двигатель фуганка: 230 В, 2,2 кВт, 3000 об/мин.
2. Двигатель подачи для толщины: 230 В, 1,5 кВт, 1500 об/мин.
3. Регулировка толщины рубанка (под столом) осуществляется регулировка высоты стола. Есть 4 винта с квадратной резьбой закреплена под рельсами машины, оснащена 4 гайками звездочки цепи. регулировочная таблица основана на этих гайках, на которых крепится цепь Галла. перешел. Поворачивая только одну гайку, цепь определяет вращение остальные 3, поэтому все 4 гайки вращаются одновременно, вызывая подъем или опуская стол, приближая или удаляя его от вала с помощью 3 ножа, в зависимости от толщины строгаемого материала.
4. Механизм подачи зубчатый ролик на входе и
гладкий валок на выходе (после режущей головки). Синхронный
вращение этих двух валков также осуществляется цепью, приводимой в движение
мотор 1,5кВт через червячную передачу (точно не помню какое у него передаточное число,
столько лет прошло с тех пор, как я его разработал, но я думаю, что это 1:40).
двигатель и червячный редуктор имеют двухканавочный
Шкивы клинового ремня разного диаметра, поэтому я могу получить четыре разных
скорости подачи для оптимальной адаптации к различным
твердость древесины, подлежащей строганию.
Механизм подачи зубчатый ролик на входе и
гладкий валок на выходе (после режущей головки). Синхронный
вращение этих двух валков также осуществляется цепью, приводимой в движение
мотор 1,5кВт через червячную передачу (точно не помню какое у него передаточное число,
столько лет прошло с тех пор, как я его разработал, но я думаю, что это 1:40).
двигатель и червячный редуктор имеют двухканавочный
Шкивы клинового ремня разного диаметра, поэтому я могу получить четыре разных
скорости подачи для оптимальной адаптации к различным
твердость древесины, подлежащей строганию.
Машина работает очень хорошо. Она завершена примерно на 95%. Единственный
нужна система всасывания стружки и пыли, которая,
к сожалению, он распространяется по всей моей мастерской.
Люциан
Шесть месяцев спустя Люциан прислал мне Когда Люциан прислал мне фотографии своих его система сбора пыли для фуганка/строгального станка:
Хочу поделиться с вами тем, как я решил проблему с пылью
созданный моим самодельным фуганком и рубанком — пыль, которая распространялась
всей моей мастерской и что представляло серьезную угрозу здоровью
мои легкие.
Мои самодельные конструкции фуганка и рубанка определили изготовление двух совершенно разных пылесборников, один для фуганка и еще один для рубанка.
Сделать коллектор для режима работы рубанка было просто, в основном поверхность, которая делает переход от прямоугольника к кругу с смещение и угол (используемый материал — оцинкованный лист толщиной 0,3 мм) и цилиндрический соединитель (оцинкованный лист 0,7 мм) для соединения отсасывающий шланг. Сборка производилась электропайкой мощностью 500 Вт. утюг припоем Sn-Pb.
Сложнее в изготовлении оказался коллектор для фуганка. Потому что
небольшой высоты (максимальная доступная толщина 130 мм), у меня
сделать этот коллектор из двух частей, иначе монтаж
между двумя подающими роликами было бы невозможно.
В основном, после введения меньшего куска между роликами и
поднимая его, большая часть (которая сделана из
три части: прямоугольный воздуховод, переход прямоугольника в круг и
цилиндр) расположен чуть ниже меньшей детали и поднимает
стол ламинированный, верхняя часть заходит внутрь нижней на 20 мм,
становится единым целым. Используемые материалы одинаковые, 0,7 мм и 0,3 мм.
оцинкованный лист и припой Sn-Pb.
Используемые материалы одинаковые, 0,7 мм и 0,3 мм.
оцинкованный лист и припой Sn-Pb.
После его тестирования небольшое количество пыли и стружки попадает в меламиновый стол, когда машина работает как строгальный станок, но в режиме фуганка пылеудаление полное!
Привет из Румынии!
Вернуться на мой сайт по деревообработке.
Комбинированный строгально-рейсмусовый станок по дереву — Группа SCM
Столярные станки SCM являются продуктом постоянной внутренней разработки, дополняющей сумму лучших навыков и ноу-хау.
Минимакс Формула
Рейсмусовый станок представляет собой комбинированный деревообрабатывающий станок, объединяющий операции рейсмусового и рейсмусового станков.
Комбинированные строгально-рейсмусовые станки Scm позволяют быстро переключаться с одного процесса на другой.
Быстрое переключение с рейсмусового станка на рейсмусовый станок имеет важное значение для работы столяров или энтузиастов-любителей, которым приходится работать с одной деталью; Таким образом, в отличие от массового производства, когда вы пропускаете несколько деталей на одном из станков, прежде чем переходить на другой, в этом случае одна деталь обрабатывается на обоих станках, а скорость переключения с одного станка на другой облегчает их работу и Быстрее.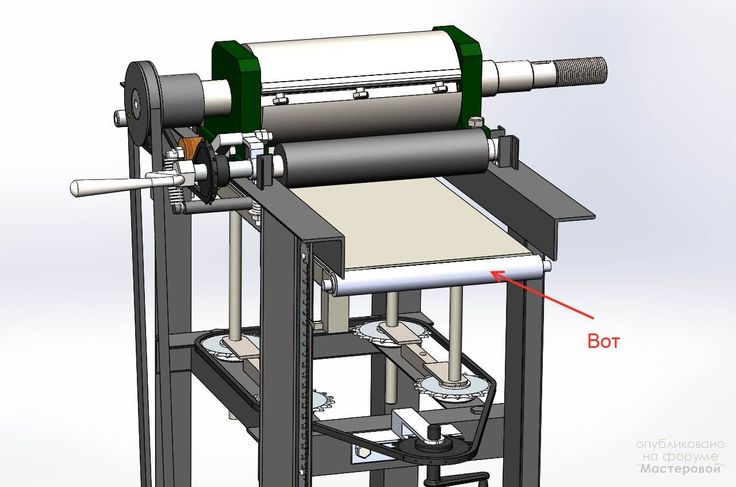 9№ 0008
9№ 0008
Комбинированные строгально-рейсмусовые станки Scm компактны и прочны и подходят для очень гибкого производства. Идеально подходит для требовательных мастеров и столяров.
ПодробнееЗакрыть
Непобедимый фс 7
нова фс 520
нова фс 410
минимакс фс 52es
минимакс фс 41es
минимакс FS 41e
минимакс FS 41c
минимакс FS 30c
минимакс фс 30 г
Часто задаваемые вопросы
Не лишаюсь ли я некоторых преимуществ, переходя на комбинированный фуганок/строгальный станок по сравнению с отдельными машинами?
Это зависит от вашей ситуации и места.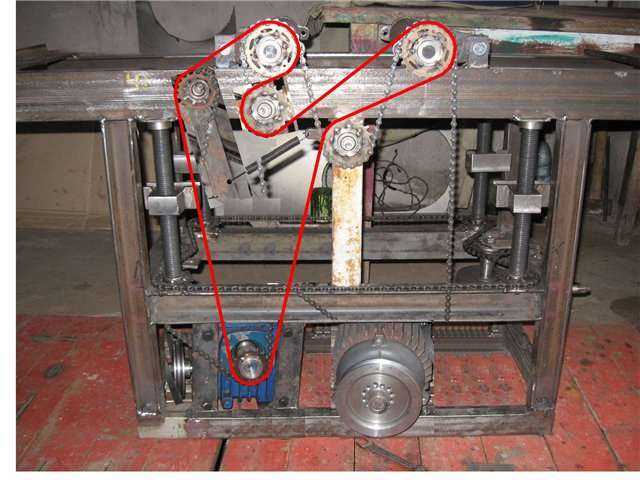 На мой взгляд, для магазина на одного или двух человек в небольшом помещении комбо — единственный выход, и я бы сказал, что это не очень близкое или справедливое сравнение. Стандарт для большинства небольших магазинов, в которых я был за последние 40 с лишним лет, — это 6-дюймовый фуганок (может быть, 8-дюймовый, если они могут его поместить) и 12-дюймовый рубанок для ланч-боксов (или, может быть, 15-дюймовый отдельно стоящий). И они должны быть на колесах и / или храниться, когда они не используются. Сколько раз вы получали доски шире 6-8”? Довольно часто. Шире 12 дюймов? Не так много, по крайней мере, не с обыкновенными акциями. При использовании 12-дюймового или 16-дюймового фуговально-фуговального станка потребуется гораздо меньше обходных путей, в большинстве случаев большая производительность, большая мощность, лучшее качество — и он займет вдвое меньше места. Все за меньшие деньги (если сравнивать одинаковые размеры) или чуть больше денег, если сравнивать со «Стандартом», о котором мы говорили выше.
На мой взгляд, для магазина на одного или двух человек в небольшом помещении комбо — единственный выход, и я бы сказал, что это не очень близкое или справедливое сравнение. Стандарт для большинства небольших магазинов, в которых я был за последние 40 с лишним лет, — это 6-дюймовый фуганок (может быть, 8-дюймовый, если они могут его поместить) и 12-дюймовый рубанок для ланч-боксов (или, может быть, 15-дюймовый отдельно стоящий). И они должны быть на колесах и / или храниться, когда они не используются. Сколько раз вы получали доски шире 6-8”? Довольно часто. Шире 12 дюймов? Не так много, по крайней мере, не с обыкновенными акциями. При использовании 12-дюймового или 16-дюймового фуговально-фуговального станка потребуется гораздо меньше обходных путей, в большинстве случаев большая производительность, большая мощность, лучшее качество — и он займет вдвое меньше места. Все за меньшие деньги (если сравнивать одинаковые размеры) или чуть больше денег, если сравнивать со «Стандартом», о котором мы говорили выше.
Читать далее Закрывать
Почему европейские фуговально-фуговальные станки обычно имеют более короткие станины, чем отдельные фуганки той же ширины?
В первую очередь они предназначены для экономии места, поэтому более длинная кровать не имеет смысла. Если учесть, что большинство небольших магазинов сосредоточено на деталях мебели, то на самом деле не так уж много требуется для выпрямления, окантовки или выравнивания лица размером более 72 дюймов или меньше. Если вы не делаете молдинг, вам не нужны более длинные доски, и нет смысла соединять кромку или поверхность с молдингом. Просто утолщите его и придайте форму профилю. Ему просто не нужна такая точность, и это невероятно расточительно, часто приводя к 3-4 футам непригодного материала от 10-футовой доски. В тех случаях, когда вам нужно работать с 8-футовой или более длиной, например, для столешницы обеденного стола, вы можете приобрести системы расширения у нескольких поставщиков послепродажного обслуживания или сделать свои собственные.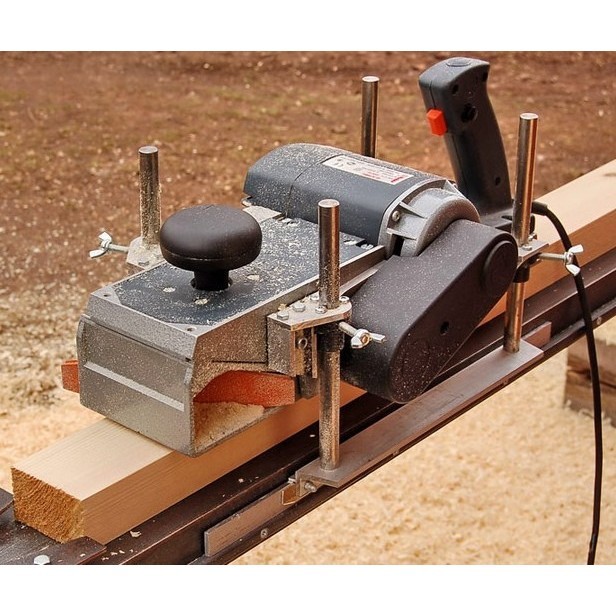 Эти комбинированные машины, как правило, ориентированы на ширину больше, чем на длину, и вы обнаружите, что они гораздо более практичны, полезны и красивы благодаря большим возможностям дизайна, которые предлагает более широкий ассортимент.
Эти комбинированные машины, как правило, ориентированы на ширину больше, чем на длину, и вы обнаружите, что они гораздо более практичны, полезны и красивы благодаря большим возможностям дизайна, которые предлагает более широкий ассортимент.
Читать далее Закрывать
Переключение не представляет большой сложности?
Одна минута на изменение. Средний мебельный проект требует, может быть, 1 час общего времени фрезерования между функциями фуганка и строгального станка и максимум 1-3 переналадки в течение этого часа. Теперь сравните это с отдельными машинами меньшей мощности, а также с обеими машинами на колесах и/или хранящимися отдельно. Чтобы перейти от фуганка к строгальному станку, вам нужно убрать одну машину с дороги и придвинуть другую. Переключите шланг для сбора пыли, электрическое соединение. Вот вы говорите 3-5 минут на переналадку, а хлопот больше. Я испытал оба мира, и это даже не близко — комбинированная машина намного быстрее.
Я испытал оба мира, и это даже не близко — комбинированная машина намного быстрее.
Читать далее Закрывать
Вам приходится настраивать фуганок каждый раз, когда вы переходите от строгального станка к фуганку?
Не для Minimax. Все регистрируется и обрабатывается с точностью. После установки вы можете надежно возвращаться к одной и той же точной настройке снова и снова, без необходимости что-либо перенастраивать.
Читать далее Закрывать
Какая режущая головка мне подойдет: винтовая головка Xylent или прямой нож Tersa System?
Это своего рода «Отличный вкус!… Меньше начинки!» дебаты. И Tersa, и Xylent — отличные системы. Если вы больше относитесь к ремесленному цеху, у Tersa, вероятно, есть преимущество, а если вы больше относитесь к производственному цеху, то преимущество, вероятно, достается Xylent.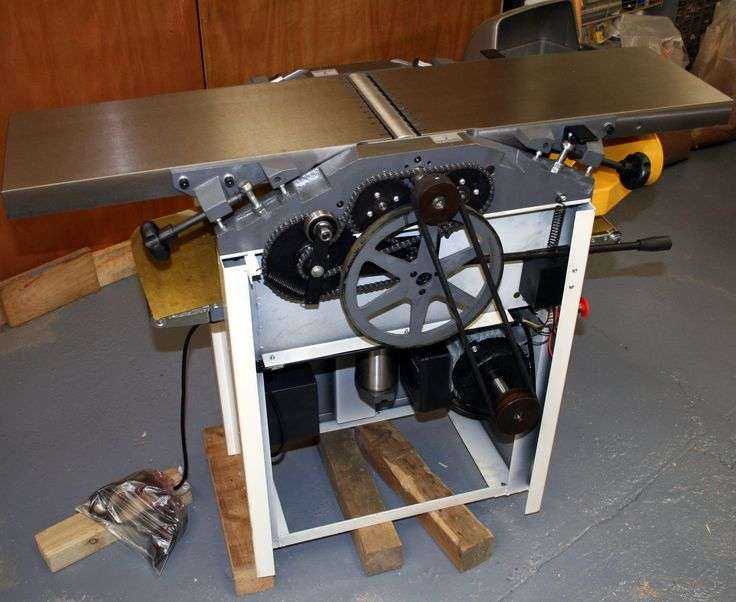 Вопреки распространенному мнению, шуму и болтовне в Интернете, тесты снова и снова показывают, что наилучшая отделка по-прежнему достигается с помощью свежезаточенного прямого ножа, такого как Tersa. Тем не менее, вы можете увеличить время между заменами ножей с помощью твердосплавных ножей, установленных на сегментированных спиральных головках. Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. С помощью Tersa вы можете заменить ножи менее чем за 2 минуты, а в зависимости от размера рубанка и диаметра вашей головки на поворот всех ножей на головке Xylent может уйти 7–10 минут. Обе системы тише, чем стандартная головка Tersa, потому что ее ножи всего на 2 мм выступают над корпусом режущей головки, однако, если для вас очень важна тихая система, то головка Xylent издает меньше шума.
Вопреки распространенному мнению, шуму и болтовне в Интернете, тесты снова и снова показывают, что наилучшая отделка по-прежнему достигается с помощью свежезаточенного прямого ножа, такого как Tersa. Тем не менее, вы можете увеличить время между заменами ножей с помощью твердосплавных ножей, установленных на сегментированных спиральных головках. Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. С помощью Tersa вы можете заменить ножи менее чем за 2 минуты, а в зависимости от размера рубанка и диаметра вашей головки на поворот всех ножей на головке Xylent может уйти 7–10 минут. Обе системы тише, чем стандартная головка Tersa, потому что ее ножи всего на 2 мм выступают над корпусом режущей головки, однако, если для вас очень важна тихая система, то головка Xylent издает меньше шума.
Читать далее Закрывать
Почему на чугунных рабочих столах есть канавки, а не шлифованные?
Процесс фрезерования на столе имеет преимущество перед гладкими поверхностями и обходится дороже. Это также более эффективно. Это может быть чрезвычайно выгодно на фуганке или строгальном столе. По мере того, как поверхность доски становится более плоской, она приобретает большее сопротивление площади поверхности и создает больше вакуума между поверхностью и столом. Таким образом, становится труднее нажимать. Канавки затрудняют создание вакуумного эффекта. Это тонко, но вы заметите разницу.
Это также более эффективно. Это может быть чрезвычайно выгодно на фуганке или строгальном столе. По мере того, как поверхность доски становится более плоской, она приобретает большее сопротивление площади поверхности и создает больше вакуума между поверхностью и столом. Таким образом, становится труднее нажимать. Канавки затрудняют создание вакуумного эффекта. Это тонко, но вы заметите разницу.
Читать далее Закрывать
Какие преимущества у фуговально-фуговальных станков Minimax перед конкурентами?
Есть несколько. С точки зрения использования фуганки/фуговальные станки Minimax имеют наилучшее и самое быстрое время переналадки, главным образом благодаря тому факту, что с Minimax стол строгального станка не должен быть полностью опущен при использовании фуганка. Это может добавить до 25 оборотов позиционного колеса в каждую сторону каждый раз, когда вы переключаетесь между фуганком и рубанком.