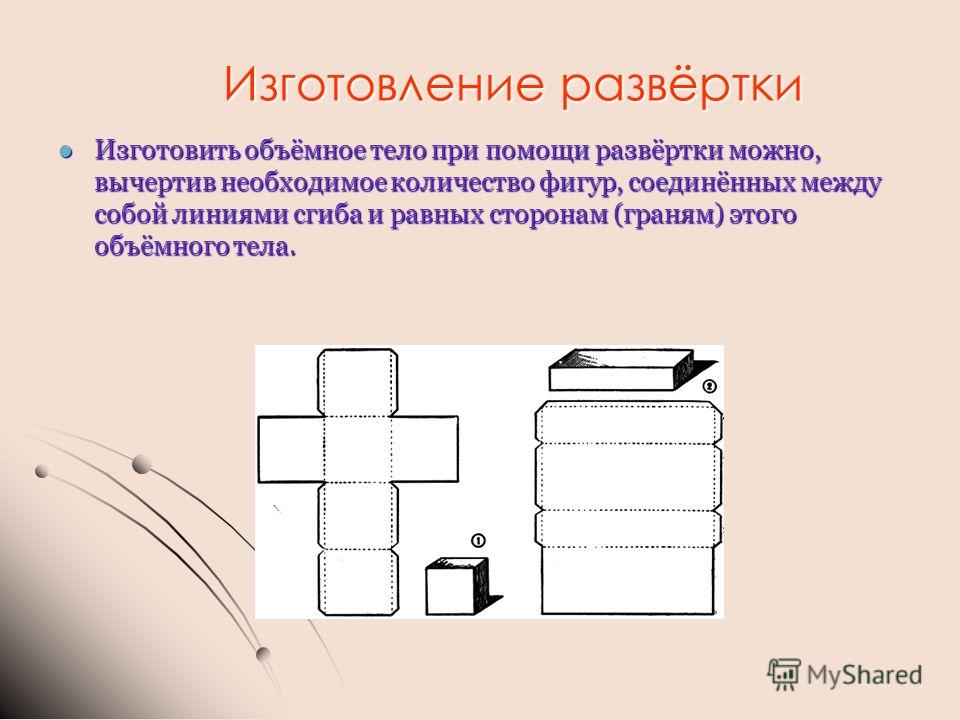
Развертки по металлу — определение, применение, классификация, материалы
- СОДЕРЖАНИЕ:
- • Виды разверток
- • Принцип действия развертки
- • Конструкция развертки
- • Основные приемы работы с развертками
- • Процесс развертывания отверстий
- • Заточка разверток
- • ГОСТы
- • Какие отверстия обрабатывают развертками
- • Отличие ручных разверток от машинных
- • Особенности обработки металла развертыванием
- • Как ухаживать за разверткой
Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка
благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.
Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.
Виды разверток
— Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
— Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
— Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
— Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
— Конические, имеют форму конуса, используются в промышленности.
Принцип действия развертки
Принцип работы инструмента заключается в его кромках – зубцах. Их может быть от 4 до 14. Благодаря
кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение
инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа
работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент.
Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Их может быть от 4 до 14. Благодаря
кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение
инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа
работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент.
Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Конструкция развертки
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания. В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15 градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует
отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки. От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие.
Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями
используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления.
Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие.
Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями
используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления.
Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия
подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском.
Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе.
Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества
оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке.
В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось
развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим
нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке,
потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.
Вращение в обратную сторону категорически недопустимо при ручной развёртке,
потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.
Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция,
которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже
8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа
для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция,
которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже
8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа
для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
ГОСТы
- • основные параметры инструмента оговорены в ГОСТе 29240-91;
- • разнообразные допуски регулируются ГОСТом 11173-76;
- • машинные развертки определяются ГОСТом1672-80;
- • ручные по ГОСТу 7722-77;
- • регулируемые — ГОСТ3509-71;
- • конические — ГОСТ11177-84/ГОСТ11179-71.

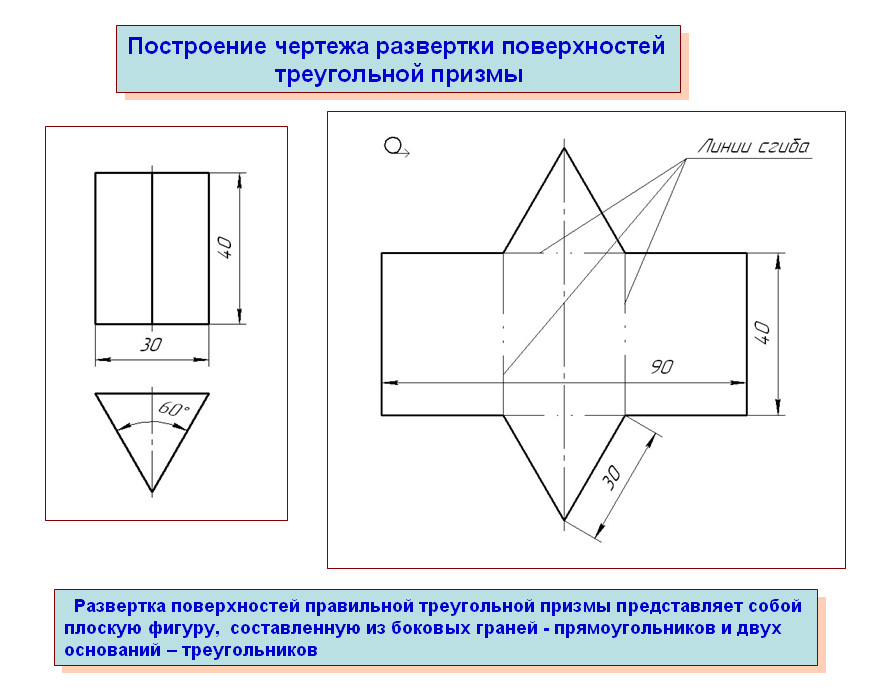
Чертеж развертки по металлу
Какие отверстия обрабатывают развертками
Режущим инструментом мастер может обработать отверстия цилиндрической или конической формы.
Цилиндрические проймы создаются развёртками с основной частью в форме цилиндра. Используют ручные или машинные инструменты.
Конические отверстия выполняются развертками конической формы, но не сразу. Обычно, процесс делится на три этапа: черновая обработка, промежуточная и чистовой вариант. Проверку готового конического отверстия выполняют режущим изделием с конусным калибром.
Отличие ручных разверток от машинных
Самое главное отличие развертки ручного типа от машинного заключается в длине рабочей части, она, как правило, у ручной длиннее. Это позволяет сократить усилия и минимизировать погрешности дефектов.
Особенности обработки металла развертыванием
- • аналогичный со сверлом принцип крепежа;
- • чтобы зафиксировать развертку потребуются качающиеся державки.
- • оптимальная скорость обработки должна быть существенно ниже скорость подачи. Такая мера позволяет достигнуть более качественного результата;
- • в обязательном порядке необходимо использовать смазывающий раствор.
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
📹 Чересстрочная развёртка
- Готовые комплекты
- Тепловизоры температуры
- Системы видеоаналитики
- Видеокамеры
- Видеорегистраторы
- Видеодомофоны
- Контроль доступа
- Сигнализация
- Сетевое оборудование
- Блоки питания
- Аудиодомофоны и Интеркомы
- Все для монтажа CCTV
- Периферия для CCTV
- Специальные решения
- Аксессуары
- Усиление сигнала 3G/4G
Новости Техподдержка Словарь CCTV Обслуживание Проектирование Фотоальбом Видеогалерея Контроль качества
Чересстрочная развёртка – это такой способ передачи изображения, когда кадр делится на два полукадра, которые последовательно выводятся на экран. Полукадры (другое название – поля) бывают составлены так, как будто единый кадр изобразили через одну строку. Последовательно передаются сначала нечетные кадры, затем четные. Устройство человеческого глаза позволяет воспринимать это изображение как единое. Как правило, чересстрочная развертка используется для того, чтобы иметь возможность ускорить вывод изображения в условиях ограниченной пропускной полосы (для аналогового телевидения) или ограниченной ширины канала (для цифровой техники). Ограничения полосы пропускания возникают в связи с тем, что любой сигнал содержит в себе помехи. Соответственно, часть этого сигнала не выводится на экран. В связи с этим и применяется чересстрочная развертка.
Полукадры (другое название – поля) бывают составлены так, как будто единый кадр изобразили через одну строку. Последовательно передаются сначала нечетные кадры, затем четные. Устройство человеческого глаза позволяет воспринимать это изображение как единое. Как правило, чересстрочная развертка используется для того, чтобы иметь возможность ускорить вывод изображения в условиях ограниченной пропускной полосы (для аналогового телевидения) или ограниченной ширины канала (для цифровой техники). Ограничения полосы пропускания возникают в связи с тем, что любой сигнал содержит в себе помехи. Соответственно, часть этого сигнала не выводится на экран. В связи с этим и применяется чересстрочная развертка.
Для чересстрочной развертки частота измеряется в полукадрах в секунду.
Помимо чересстрочной существует также построчная развертка, при которой кадр не делится на поля (полукадры). Ее также называют прогрессивной разверткой и именно она применяется в ставшем популярном стандарте передачи изображений HDTV (телевидение высокой четкости).
Очевидно, что прогрессивная развертка, скорее всего, сменит чересстрочную по нескольким причинам:
- Преимущество в качестве изображения, которым обладает построчная развертка;
- Планы многих государство по переходу на формат HDTV (например, для России – до 2015) – и хотя этот формат поддерживает чересстрочную развертку, объективно увеличение количества кадров в секунду позволяет визуально улучшить качество изображения;
- Ограничения в размерах экрана. Широкие экраны аналогового телевидения, использующие чересстрочную развертку создают определенное утомление для глаза, так периферийное зрение улавливает мерцание. Таким образом широкоформатные экраны могут существовать только с построчной разверткой.
Обозначения:
- Для чересстрочной развертки используется символ i (interlace – чересстрочная), например, 50i означает 50 полукадров в секунду;
- Для прогрессивной развертки используется символ p (progressive – прогрессивная), например, 60p обозначает 60 кадров в секунду.
Отдельные обозначения приняты в Европе, где Европейский вещательный союз (EBU – European Broadcasting Union) ввел формат, где приняты только кадры. В нем через черту указываются разрешение и частота кадров, при этом обозначения чересстрочной и прогрессивной разверток сохраняются. Например, 1080i/30, где 30 – это частота 60 полукадров в секунду, приведенная к 30 полным кадрам в секунду.
Вся информация, размещенная на сайте, носит информационный характер и не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ. Производитель оставляет за собой право изменять характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца.
Установка
В квартире За няней В частном доме В офисе В подъезде В магазине В коттедже Домофон в квартиру На складе Через интернетSweep Определение и значение — Merriam-Webster
1 из 2
ˈswēp
переходный глагол
1
а
: для удаления с поверхности метлой или щеткой
подмел крошки со стола
б
: полностью уничтожить : уничтожить
— обычно используется с прочь
все, что она дорожила, может быть смела за одну ночь Луис Бромфилд
с
: удалить или взять одним непрерывным силовым действием
смела книги со стола
г
: удалить из поля зрения или рассмотрения
проблема не может быть заметена под ковер
е
: управлять или переносить с непреодолимой силой
волна протеста, которая захлестнула оппозицию к власти
2
а
: для очистки метлой или щеткой
б
: очищать повторным принудительным действием
с
: двигаться поперек или вдоль быстро, яростно или подавляюще
пожар заметен деловой район амер. Серия направляющих: Md.
Серия направляющих: Md.
г
: , чтобы одержать сокрушительную победу в или на
провести выборы
е
: , чтобы выиграть все игры или конкурсы
подметать двойной жаткой
подметать ряд
3
: коснуться мимоходом быстрым непрерывным движением
4
: , чтобы проследить или описать местонахождение или протяженность (чего-либо, например, линии, окружности или угла)
5
: , чтобы охватить весь диапазон
его глаза пронеслись горизонт
непереходный глагол
1
а
: для очистки поверхности метлой или как бы метлой
б
: двигаться быстро, мощно или разрушительно
ветер пронесся сквозь верхушки деревьев
2
: идти с величавыми или размашистыми движениями
гордо пронесло в комнату
3
: для перемещения или расширения по широкой кривой или в диапазоне
развертка
2 из 2
1
: то, что подметает или работает подметающим движением: например,
а
: длинный шест или деревянная балка, закрепленная на высокой стойке и используемая для подъема и опускания ковша в колодце
б
: треугольный нож культиватора, срезающий сорняки под поверхностью почвы
с
: парус ветряка
2
а
: экземпляр подметания
специально : расчистка или уборка метлой или как бы метлой
б
: удаление со стола за одну игру в казино всех карт путем объединения или объединения
с
: убедительная победа
г
: выигрыш во всех конкурсах или призы в конкурсе
е
: обширный обыск местности (как полицией)
3
а
: движение большого диапазона и силы
б
: изогнутый или круговой курс или линия
с
: компас развертки : прицел
г
: широкая сплошная область или протяженность
букет полевых цветов
е
: эндшпиль в футболе, при котором один или несколько линейных судей отступают и мешают игроку с мячом
4
: трубочист
5
: тотализатор
6
: наклон относительно базовой линии
стреловидность крыла самолета
особенно : развертка
7
развертка множественное число : период телевизионных рейтингов, в течение которого проводятся опросы для определения ставок на рекламу
Иллюстрация развертки
- развертки 1a
Фразы
сбить с ног
: получить немедленную и беспрекословную поддержку, одобрение или принятие человеком
подметать доску или подметать стол
1
: , чтобы выиграть все ставки в таблице
2
: , чтобы выиграть все : ВСЕХ конкурентов
Синоним
Verb
- 9013
- ветерок
- щетка
- побережье
- круиз
- дрейф
- поток
- скольжение
- рулон
- парус
- обезжиренный
- слайд
- листок
- поток
- венчик
Существительное
- сфера
- амплитуда
- ширина
- компас
- ограничивает
- размеры
- степень
- диапазон
- достичь
- царство
- прицел
- ширина
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Глагол
Он подмел грязь с подъездной дорожки. Он подмел крошки со стола.
Мне нужно подмести кухню.
Вы закончили подметать крыльцо?
Шторм пронесся по равнинам.
Пожары пронесся по лесу.
Она с гордостью ввела в комнату.
Лимузин подвез к двери.
Он отмел шторы в сторону.
Он подмел крошки со стола.
Мне нужно подмести кухню.
Вы закончили подметать крыльцо?
Шторм пронесся по равнинам.
Пожары пронесся по лесу.
Она с гордостью ввела в комнату.
Лимузин подвез к двери.
Он отмел шторы в сторону. Она смел книг со стола.
Существительное
Миссис Грисволд так долго работала учителем, что размах ее влияние распространяется на три поколения горожан.
Узнать больше
Она смел книг со стола.
Существительное
Миссис Грисволд так долго работала учителем, что размах ее влияние распространяется на три поколения горожан.
Узнать больше
Последние примеры в Интернете
Многие вздохнули с облегчением, когда первая воздушная тревога наконец закончилась после нескольких напряженных часов, и люди вышли из укрытий в центре города, чтобы оценить ущерб и подмести разбитое стекло. Майкл Швирц, BostonGlobe.com , 10 октября 2022 г.
Снежинки на севере прибывают почти по графику и связаны с холодным фронтом, который выпадет из Канады и охватывают через Висконсин с четверга по пятницу.
Джо Ташлер, Journal Sentinel , 6 октября 2022 г.
Прогнозируется, что тайфун пронесется через главный остров Лусон за ночь и в понедельник выйдет в Южно-Китайское море.
Джим Гомес, ajc , 25 сентября 2022 г.
Прогнозируется, что тайфун пронесется через главный остров Лусон за ночь и в понедельник выйдет в Южно-Китайское море.
Джим Гомес, 9 лет0017 Чикаго Трибьюн , 25 сентября 2022 г.
Многие политические наблюдатели предсказывали мощную красную волну, которая приведет к власти Республиканскую партию.
Майкл Швирц, BostonGlobe.com , 10 октября 2022 г.
Снежинки на севере прибывают почти по графику и связаны с холодным фронтом, который выпадет из Канады и охватывают через Висконсин с четверга по пятницу.
Джо Ташлер, Journal Sentinel , 6 октября 2022 г.
Прогнозируется, что тайфун пронесется через главный остров Лусон за ночь и в понедельник выйдет в Южно-Китайское море.
Джим Гомес, ajc , 25 сентября 2022 г.
Прогнозируется, что тайфун пронесется через главный остров Лусон за ночь и в понедельник выйдет в Южно-Китайское море.
Джим Гомес, 9 лет0017 Чикаго Трибьюн , 25 сентября 2022 г.
Многие политические наблюдатели предсказывали мощную красную волну, которая приведет к власти Республиканскую партию. Филипп М. Бейли, USA TODAY , 18 сентября 2022 г.
Пока есть крупные корпорации, стремящиеся подметать доступный перечень проектов, это не вызывает большого беспокойства.
Эндрю Блум, 9 лет0017 Время , 15 сентября 2022 г.
Но по мере того, как в воскресенье украинские солдаты продолжали прочесывать территорий, удерживаемых Россией, все больше из них были готовы рассматривать эту кампанию как возможный поворотный момент.
Стив Хендрикс, Сергей Корольчук и Робин Диксон, Anchorage Daily News , 12 сентября 2022 г.
А вот как украинские солдаты продолжили воскресенье до зачисток углубляясь в территорию, которая удерживалась Россией, многие из них были готовы рассматривать кампанию как возможный поворотный момент.
Робин Диксон, Washington Post , 11 сентября 2022 г.
Филипп М. Бейли, USA TODAY , 18 сентября 2022 г.
Пока есть крупные корпорации, стремящиеся подметать доступный перечень проектов, это не вызывает большого беспокойства.
Эндрю Блум, 9 лет0017 Время , 15 сентября 2022 г.
Но по мере того, как в воскресенье украинские солдаты продолжали прочесывать территорий, удерживаемых Россией, все больше из них были готовы рассматривать эту кампанию как возможный поворотный момент.
Стив Хендрикс, Сергей Корольчук и Робин Диксон, Anchorage Daily News , 12 сентября 2022 г.
А вот как украинские солдаты продолжили воскресенье до зачисток углубляясь в территорию, которая удерживалась Россией, многие из них были готовы рассматривать кампанию как возможный поворотный момент.
Робин Диксон, Washington Post , 11 сентября 2022 г.
Рейган Бакстер, волейбол Норт-Олдхэма Первокурсник Северного Олдхэма Рейган Бакстер возглавил «Мустангов» с 13 убийствами в матче Норт-Олдхэма со счетом 3:0 (25-13, 25-19, 27-25) и над Христианской академией Луисвилля в четверг.
Дж. л. Кирвен, The Courier-Journal , 17 октября 2022 г.
Астрос смогли преодолеть трудности Алтуве и выиграть субботнюю дуэль питчеров, чтобы обеспечить себе ALDS 9.0017 развертка .
Майкл Шапиро, Chron , 16 октября 2022 г.
Нынешний подъем Китая вписывается в этот -й -й размах китайской истории. Михаэль Шуман, The Atlantic , 13 октября 2022 г.
Две команды встречались два раза в год назад, когда «красные дьяволы» одержали победу в заезде и на пути к финишу, занявшему второе место в классе 7A.
Бен Томас | [email protected], al , 13 октября 2022 г.
Фейт Рамос была третьей, которая дала «Иглз» 1-2-3 очков индивидуального подиума.
Дэвид Инохоса, San Antonio Express-News , 13 октября 2022 г.
Двойное падение в Лос-Анджелесе означало бы, что «Доджерс» проиграют в трех играх 90 017 и 90 018, включая пробитие билетов NLCS в шумном и буйном ущелье Чавеса.
Брайс Миллер, обозреватель, 9 лет0017 Сан-Диего Юнион-Трибьюн , 12 октября 2022 г.
Полуавтобиографическая комедия, созданная в соавторстве с Рами Юссефом, американцем египетского происхождения, который играет самого себя, познакомила нас с размахом мусульманских персонажей, которые казались реальными: мусульмане, которые верили в Бога, но также и в материальные вещи.
Михаэль Шуман, The Atlantic , 13 октября 2022 г.
Две команды встречались два раза в год назад, когда «красные дьяволы» одержали победу в заезде и на пути к финишу, занявшему второе место в классе 7A.
Бен Томас | [email protected], al , 13 октября 2022 г.
Фейт Рамос была третьей, которая дала «Иглз» 1-2-3 очков индивидуального подиума.
Дэвид Инохоса, San Antonio Express-News , 13 октября 2022 г.
Двойное падение в Лос-Анджелесе означало бы, что «Доджерс» проиграют в трех играх 90 017 и 90 018, включая пробитие билетов NLCS в шумном и буйном ущелье Чавеса.
Брайс Миллер, обозреватель, 9 лет0017 Сан-Диего Юнион-Трибьюн , 12 октября 2022 г.
Полуавтобиографическая комедия, созданная в соавторстве с Рами Юссефом, американцем египетского происхождения, который играет самого себя, познакомила нас с размахом мусульманских персонажей, которые казались реальными: мусульмане, которые верили в Бога, но также и в материальные вещи. Ясмин Алсайяд, The New Yorker , 11 октября 2022 г.
Бродвей полностью продемонстрировал зачистите ее способностей.
Адам Бернштейн, Washington Post , 11 октября 2022 г.
Узнать больше
Ясмин Алсайяд, The New Yorker , 11 октября 2022 г.
Бродвей полностью продемонстрировал зачистите ее способностей.
Адам Бернштейн, Washington Post , 11 октября 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «развертка». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Глагол
среднеанглийский swepen ; сродни древнеанглийскому swāpan подметать, древневерхненемецкому sweifen to блуждать
Первое известное употребление
Глагол
14 век, в значении, определенном в переходном смысле 1a
Существительное в значении 3 1 в смысле 1
Путешественник во времени
Первое известное использование развертка была в 14 веке
Посмотреть другие слова из того же века Макет Суини
подметать
подметание
Посмотреть другие записи поблизости
Процитировать эту запись0003
«Подметать. » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/sweep. По состоянию на 22 октября 2022 г.
1 из 2
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/sweep. По состоянию на 22 октября 2022 г.
1 из 2
ˈswēp
1
а
: для удаления с поверхности метлой или щеткой
подмести грязь с ковра
б
: удалить или взять одним непрерывным силовым действием
смела книги со стола
с
: водить или переносить с большой силой
2
а
: для очистки метлой или щеткой
подметать пол
б
: двигаться поперек или вдоль быстро, яростно или подавляюще
буря пронеслась по равнинам
с
: , чтобы выиграть все
кандидат в президенты прокатился западные штаты
3
: двигаться величественно или размашисто
подмести в комнату
4
: переместиться или расшириться по широкой кривой или в диапазоне
подметальная машина
сущ.
развертка
2 из 2
1
: длинная подвижная штанга на стойке, используемая для подъема и опускания ковша (как в колодце)
2
а
: акт или случай подметания
б
: решающая победа
с
: победа во всех конкурсах
3
а
: движение большого диапазона и силы
б
: изогнутый или круговой курс или линия
с
: Вход в диапазон 1 Sense 6a, применение
За пределами Sweep нашего видения
4
: CHIMNEY Sweep
5
: . Sweep
Sweep
Английский: Перевод Sweep для говорящих на испанском языке
Britannica English: перевод слова Swift для говорящих на арабском языке !
Merriam-Webster без сокращений
развертка – определение и значение
- Определение
- Связать
- Список
- Обсудить
- См.
- Услышать
- и Любовь
Определения
из Словаря английского языка American Heritage®, 5-е издание.
- непереходный глагол Чистить или очищать от грязи метлой или щеткой.
- непереходный глагол Убирать метлой или щеткой.
- непереходный глагол Расчищать (дорожку или пространство) метлой или щеткой.
- непереходный глагол Тщательно искать.
- непереходный глагол Искать и удалять (электронные подслушивающие устройства) с места.
- непереходный глагол Слегка коснуться или коснуться, как с ниспадающей одеждой.
- непереходный глагол Пройти над или через поверхность или среду с непрерывным движением.
- непереходный глагол Очищать, вести или передавать с неустанной силой.
- непереходный глагол Стереть одним махом. Часто используется с вместо .
- непереходный глагол Удалить или унести быстрым движением щетки.
- непереходный глагол Двигаться через или через быстро или широко.
- непереходный глагол Быстро пройти, как при поиске.
- непереходный глагол Тащить дно (водоёма).
- непереходный глагол Выиграть все игры в (серии) или все этапы (соревнования).
- непереходный глагол Победить подавляющим большинством.
- непереходный глагол Для очистки поверхности метлой или щеткой.
- непереходный глагол Искать что-то в области.
- непереходный глагол Для поиска и удаления электронных подслушивающих устройств.
- непереходный глагол Двигаться быстро или широко.
- непереходный глагол Двигаться быстро и возвышенно, как будто в ниспадающей мантии.
- непереходный глагол Волочить, как длинную одежду.
- непереходный глагол Изящно расширяться, особенно в длинной кривой.
- непереходный глагол Распространяться в широком диапазоне.
- сущ. Очистка или удаление метлой или щеткой.
- сущ. Тщательный осмотр местности.
- сущ. Поиск и удаление электронных подслушивающих устройств, как в комнате.
- сущ. Широкое изогнутое движение.
- сущ. Кривая или контур, напоминающий траекторию размашистого движения.
- сущ. Протяженность или растяжение.
- сущ. Диапазон или объем: синоним : диапазон .
- сущ. Футбол Конечная пробежка, в которой один или несколько лайнменов покидают линию схватки и блокируют перед игроком с мячом.
- сущ. Тот, кто подметает, особенно трубочист.
- сущ. Подметание.
- сущ. Победа на всех этапах игры или конкурса.
- сущ. Оглушительная победа или успех.
- существительное Длинное весло, используемое для движения лодки.
- сущ. Длинный шест, прикрепленный к оси и используемый для подъема или опускания ковша в колодце.
- существительное Неформальное Розыгрыши.
- сущ. Период каждую осень, зиму и весну, когда начисляются и изучаются телевизионные рейтинги и обнуляются расценки на рекламу.
- сущ. Национальный опрос местных станций, который проводится для определения этих рейтингов.
- сущ. Устойчивое движение электронного луча по электронно-лучевой трубке.
- идиома ( сметать (кого-то) с (кого-то) ног ) Вызывать у кого-либо восхищение или увлечение.
- идиома ( заметать под ковер ) Избегать обсуждения или решения (чего-то негативного или тревожного).

 Очистка или удаление метлой или щеткой.
Очистка или удаление метлой или щеткой.
Этимологии
из Словаря английского языка The American Heritage®, 4-е издание
[среднеанглийский swepen , возможно, от swepe , прошедшее время swopen , подметать; см. налет.]
Из древнеанглийского swāpan . Родственник раннего мода. Западно-фризский swiepe («взбить, очистить, подмести»), от древнефризского swēpa, suepa («подметать»). см. также наскоком .
Служба поддержки
Помогите поддержать Wordnik (и сделайте эту страницу свободной от рекламы), приняв слово «развертка».
Примеры
Викторина Карл, возьми метлу и подними ковер * подметать , подметать*
Yahoo! Buzz США: Главные новости
КОПЛАН: Термин развертка , я не совсем уверен, как они его используют.
Стенограмма CNN, 17 октября 2001 г.
Это началось около 7:00 утра по местному времени, и это часть того, что они называют зачисткой и чисткой миссии.
Стенограмма CNN от 1 октября 2005 г.
Наиболее впечатляющим в розыгрыше является то, что Ангелы добились этого, выиграв последние две игры подряд и две без ближнего, Троя
USATODAY.com — Американская лига Запад
«Против двух непобедимых питчеров, чтобы получить зачистки намного больше, чем мы ожидали», сказал Марк Грейс из Аризоны, отметив, что его клуб также нанес Педро Мартинесу его первое поражение в сезоне.
USATODAY.com — Yanks-Giants был отличным театром, за исключением прогулок
Понедельник, 15 февраля 2010 г., 10:44. Блантайр, Малави. Полиция Малави сообщила об аресте мужчины, который, по их словам, был арестован.1002 зачистка против гомосексуалистов.
Форе, правильно!
С их стрельбой извне, дополняющей их жесткую защиту, Патриоты одержали победу со счетом 72-53 над Сатрией Муда БритАма из Индонезии в прошлую среду и приблизились к завершению титула
WN.

