Развальцовка трубок: Развальцовщики трубок — купить инструменты и приспособления для развальцовки труб по низкой цене – интернет-магазин ВсеИнструменты.ру
Развальцовка трубок: Развальцовщики трубок — купить инструменты и приспособления для развальцовки труб по низкой цене – интернет-магазин ВсеИнструменты.ру
В тормозной и топливной системах автомобиля применяются трубки из стали и цветных металлов. Такие же трубки входят в состав систем кондиционирования и других технических устройств. Для получения герметичных и надежных соединений трубки подвергаются особой обработке — развальцовке. Эта непростая операция проводится с помощью специального инструмента, о котором Вы узнаете из этой статьи.
Данная публикация продолжает серию статей о специальном инструменте.
Надежный монтаж тонких металлических трубок — серьезная проблема, которая, однако, давно имеет решение. Это — развальцовка трубок и их монтаж с помощью специальных гаек. Однако развальцовка только теоретически очень проста, на практике же выполнить ее иногда бывает очень сложно, а без специального инструмента — и вовсе невозможно.
Что такое развальцовка трубок
Развальцовка — особое расширение на конце металлической трубки, благодаря которому обеспечивается надежный контакт трубки с гайкой (или штуцером) и, соответственно, полная герметичность соединения.
Герметичность достигается за счет плотного прилегания развальцованной части трубки к внутренней поверхности гайки и штуцера и ее частичного расплющивания при закручивании.
Выделяют три типа развальцовки:
Односторонняя воронкообразная;
Двухсторонняя воронкообразная;
Бочкообразная (в форме шара на конце трубки).
Обычная односторонняя развальцовка — это конусообразное (или воронкообразное) расширение конца трубки на длине 2-5 мм. Угол раструба обычно составляет 90 градусов. Этот тип развальцовки применяется преимущественно в кондиционерах.
Двухсторонняя развальцовка — это конусообразное расширение конца трубки, при этом край конуса завернут внутрь, поэтому в конусе получается два слоя металла. Этот тип развальцовки более надежен, а поэтому применяется для трубок в тормозных магистралях автомобилей и других ответственных системах.
Бочкообразная развальцовка — это расширение конца трубки особой формы, похожей на шарик. Такой тип развальцовки можно представить как два конуса, соединенных своими широкими основаниями. Угол внутреннего конуса обычно составляет 80 градусов, внешнего — около 115 градусов. Развальцовка этого типа применяется в тормозных магистралях автомобилей.
Как выполнить развальцовку
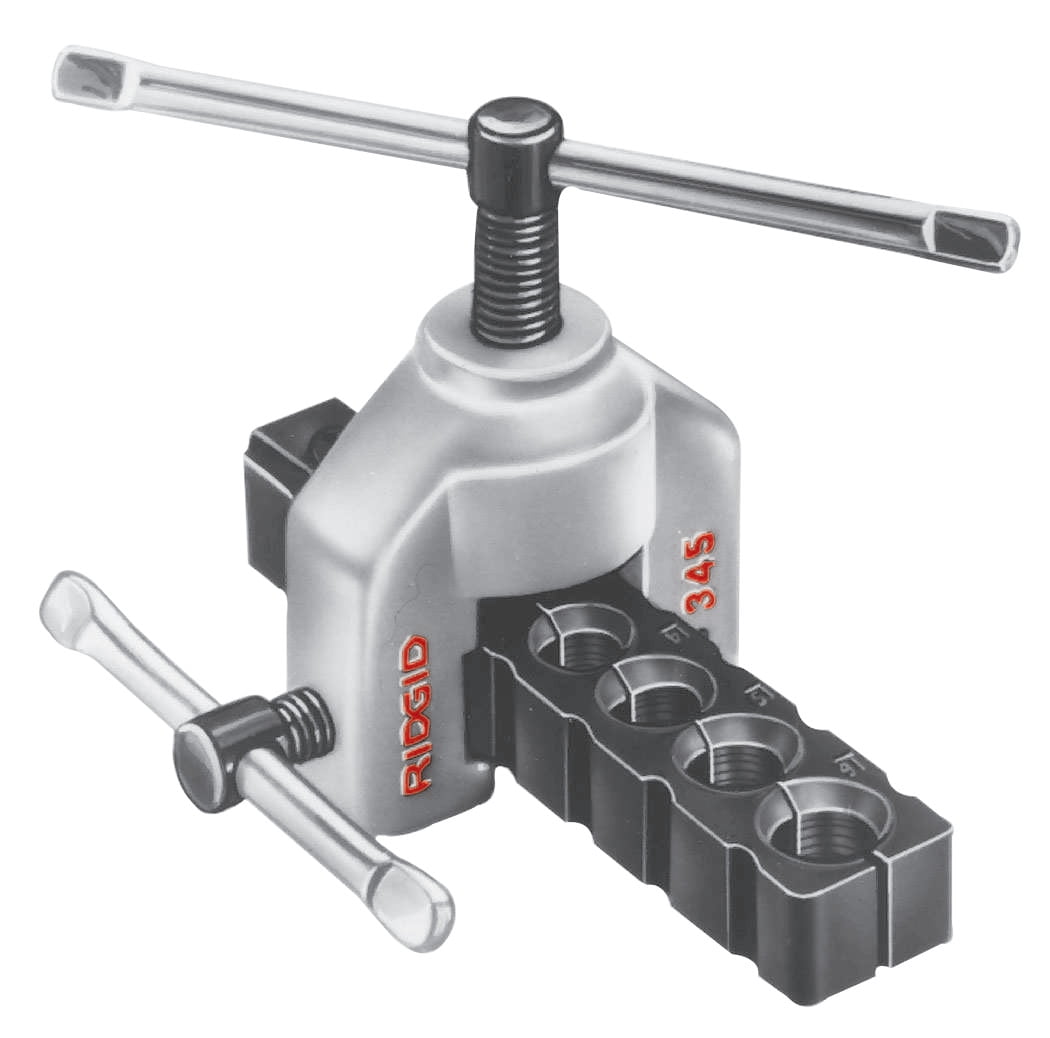
Для развальцовки трубок используются специальные приспособления, которые, обычно, поставляются наборами. В самом простом случае в набор входит непосредственно приспособление для развальцовки и устройство для фиксации трубки (планка или отдельные зажимы). Многие наборы также комплектуются штампами для выполнения двухсторонней и бочкообразной развальцовки, а также специальным инструментом для резки трубок.
Яркий пример такого комплекта — набор для резки и развальцовки трубок JTC. С его помощью можно выполнять одностороннюю и двухстороннюю развальцовку трубок различного диаметра и назначения (для автомобилей, кондиционеров и т.д.) из стали, меди, латуни и алюминия, а также выполнять обрезку трубок необходимой длины.
Как выполняется развальцовка? Воронкообразное расширение создается простым вкручиванием стального конуса в торец зажатой трубки. Постепенно края трубки будут расходиться, образуя конус с углом 90 градусов. При этом трубка надежно фиксируется в планке или особом зажиме, а вкручивание конуса осуществляется посредством специального винтового приспособления.
Для двухсторонней развальцовки используется этот же инструмент, однако сначала край трубки сплющивается специальным штампом, а затем развальцовывается конусом. Так при выполнении двух операций получается конусообразное расширение с двойными стенками.
Бочкообразная развальцовка более сложна и производится с применением особых штампов, но лучший результат достигается с помощью специально предназначенного для этого инструмента.
Выполнение развальцовки
На рынке можно найти множество разных инструментов и наборов для развальцовки трубок, однако в общем случае порядок работы с ними схож. Для односторонней развальцовки нужно выполнить следующее:
Зажать трубку подходящего диаметра в фиксирующем устройстве, при этом край трубки должен выступать на 2-5 мм;
Вкручиванием конуса развальцевать трубку;
Вынуть трубку и провести обработку (очистить от заусенцев, отшлифовать и т. д.).
При выполнении двухсторонней развальцовки необходимо провести больше операций:
Зажать трубку подходящего диаметра в фиксирующем устройстве, при этом край трубки должен выступать на 2-5 мм;
Установить вместо конуса штамп необходимого диаметра;
При развальцовке важно не допустить образования трещин и скосов — это достигается оптимальной скоростью вкручивания конуса и правильной центровкой трубки и конуса (или штампа). При некотором навыке на развальцовку трубок тратится всего несколько минут, а результат получается качественным.
Наборы для резки и развальцовки трубок — незаменимый инструмент, который всегда должен быть в гараже, особенно у фанатов тюнинга и приверженцев отечественного автопрома.
Подключение присоединительных трубок REHAU к радиаторам при монтаже отопления
Компания ИСАН выполняет профессиональный монтаж систем отопления и водоснабжения REHAU «под ключ»
Сертифицированные REHAU монтажники
Работа по договору
Гарантия на материалы и монтаж
Только оригинальная арматура REHAU
Трубы REHAU RAUTITAN Pink — идеальное решение для отопления Схемы подключения радиаторов отопления Способы подключения радиаторов трубами REHAU Указания по монтажу узлов подключения радиаторов Подключение радиаторов отопления трубами REHAU
Общие положения
Постоянные колебания температуры приводят к возникновению механических нагрузок на присоединительных элементах отопительных приборов и их резьбовых соединениях. Если данные переменные нагрузки беспрепятственно воздействуют на элементы соединения отопительного прибора, то это может привести к нарушению герметичности резьбовых соединений или повреждению запорно-регулировочной арматуры отопительного прибора.
Присоединительные трубки для подключения к отопительным приборам RAUTITAN и резьбовые соединения с мягким уплотнением рассчитаны на длительную эксплуатацию и прошли надлежащую проверку
Важные указания по монтажу
Для обеспечения герметичности соединений отопительного прибора в течении длительного срока необходимо соблюдать следующие указания по монтажу:
— развальцовку конечных участков присоединительных трубок производить с помощью расширительной насадки 15 x 1,0 QC, это позволит избежать механических воздействий на резьбозажимные соединения и предотвратит нарушение герметичности;
— зафиксировать на перекрытии присоединительные трубки с фиксирующим уголком, чтобы избежать переменных нагрузок на Г-образные присоединительные трубки вследствие изменения длины подводок к отопительным приборам, вызванных перепадами температуры;
— обязательно использование фиксирующего уголка для всех медных присоединительных трубок;
— рекомендуется использовать фиксирующий уголок для присоединительных трубок из нержавеющей стали;
— резьбовые соединения разрешается ослаблять или подтягивать только на холодном отопительном приборе.
Развальцовка присоединительных трубок RAUTITAN
При использовании резьбозажимных соединений с мягким уплотнением (комплект резьбовых соединений G 3/4” -15) под евроконус G 3/4” следует развальцовывать конечные участки 15 x 1,0 мм всех присоединительных трубок RAUTITAN.
ВНИМАНИЕ
Возможно повреждение!
Развальцовка с неправильной расширительной насадкой, или отсутствие развальцовки может привести к нарушению герметичности соединения!
При монтаже присоединительных трубок RAUTITAN развальцовку всегда производить с помощью расширительной насадки 15 x 1,0 QC.
Инструкция
1. Ровно и под прямым углом обрезать присоединительную трубку и удалить заусенцы.
2. Надвинуть резьбозажимные соединение на присоединительную трубку.
3. Вставить расширительную насадку с полностью сжатыми цангами внутрь присоединительной трубки и произвести развальцовку.
4. Вставить присоединительную трубку до упора в евроконус и затянуть накидную гайку в соответствии с инструкцией изготовителя.
— за счет образовавшегося развальцовочного конуса обеспечивается надежное сопряжение присоединительной трубки с евроконусом;
— исключаются ошибки при монтаже, как например, слишком малая глубина посадки присоединительной трубки или выскальзывание присоединительной трубки из евроконуса;
— технически проверенные резьбовые соединения под евроконус G 3/4” и арматуру.
Фиксация Г-образных присоединительных трубок осуществляется на перекрытии с помощью фиксирующего уголка.
— предотвращает отклонение или сдвиг присоединительных трубок RAUTITAN, а также недопустимые напряжения при изгибе, например вследствие температурных удлинений труб;
— обеспечивает безопасную и быструю фиксацию.
— использование изолирующей шайбы для повышения уровня звукопоглощения;
— крепление только одним саморезом;
— крепежный набор входит в комплект
Использование фиксирующего уголка рекомендуется также для Г-образных присоединительных трубок RAUTITAN из нержавеющей стали, что исключает влияние различных факторов (например, напряжений при укладке бесшовного пола или движения трубы).
Процесс монтажа – пример
Монтаж присоединительных трубок RAUTITAN для отопительных приборов показан на примере установки комплекта Г-образных присоединительных трубок из нержавеющей стали:
1. Отмерить длину присоединительной трубки, учитывая при этом то, что трубка должна быть вставлена в евроконус до упора.
2. Обрезать под прямым углом Г-образные присоединительные трубки на необходимую длину с помощью трубореза и удалить заусенцы.
3. Закрепить тепло- и звукоизоляцию на Г-образных присоединительных трубках RAUTITAN (не показано на рисунках).
4. Надвинуть резьбозажимные соединения на Г-образные присоединительные трубки RAUTITAN.
5. Произвести развальцовку присоединительных трубок с помощью расширительной насадки 15 x 1,0 QC.
6. Вставить обе Г-образные присоединительные трубки RAUTITAN в фиксирующий уголок.
7. Вставить Г-образные присоединительные трубки RAUTITAN в блок шаровых кранов до упора в евроконус.
8. Наживить накидные гайки.
9. Установить Г-образные присоединительные трубки RAUTITAN параллельно друг другу.
10. Отметить место крепления фиксирующего уголка.
11. Отвернуть и удалить Г-образные присоединительные трубки RAUTITAN с блока шаровых кранов.
12. Просверлить отверстие под дюбель.
13. Снова вставить Г-образные присоединительные трубки RAUTITAN в блок шаровых кранов.
14. Наживить накидные гайки.
15. Прочно закрепить на полу фиксирующий уголок с помощью прилагаемого комплекта крепежа.
16. Установить резьбовые соединения с мягким уплотнением в соответствии с прилагаемой инструкцией изготовителя. Затянуть до упора резьбозажимное соединение G 3/4” — 15.
17. Присоединить подводки с помощью надвижной гильзы.
18. Проверить соединения на герметичность.
19. Произвести шумо- и теплоизоляцию всех труб и соединительных элементов.
При использовании комплекта резьбозажимного соединения G 3/4” -15 не требуется выдерживать усилия затяжки, так как резьбозажимные соединения затягиваются до упора.
Различные варианты подключения радиаторов отопления трубами REHAU
Компания ИСАН является официальным партнером Рехау по внутренним инженерным системам и обладает необходимыми компетенциями по монтажу трубопроводных систем Рехау, разводки радиаторного отопления, теплым водяным полам.
У нас Вы можете не только купить отдельные фитинги и трубы системы Рехау, но и получить профессиональные консультации любого уровня по комплектации систем Рехау для отопления и водоснабжения, мы выполняем тепловые и гидравлические расчеты систем радиаторного отопления и теплых полов, профессиональный монтаж систем Рехау, услуги шеф-монтажа и поддержку наших покупателей при монтаже систем Рехау своими руками.
Остерегайтесь подделок и подмены арматуры REHAU на дешевые аналоги!!!
AN040043A Набор для развальцовки трубок
СПЕЦИФИКАЦИЯ
Код товара
48573
Количество в упаковке
1/12
Артикул
AN040043A
Страна производитель
Тайвань
ОПИСАНИЕ
Набор включает в себя перечень инструментов, применяющихся для изготовления элементов гидравлических магистралей автомобиля: систем питания, смазки, кондиционирования, тормозной системы и гидропривода сцепления. Инструменты позволяют обрезать и развальцовывать трубки, изготовленные из меди, алюминия или мягких сортов стали, для соединений со стандартной и усиленной, двойной развальцовкой. Для удобства, детали, входящие в состав набора, хранятся в оригинальном пластиковом кейсе.
Подходит для трубок с внешним диаметром 4, 6, 8, 10, 12, 15, 16 мм.
СОДЕРЖАНИЕ
—
Содержание:
—
Труборез роликовый, усиленный с резаком для удаления заусенцев и запасным роликом;
Инструменты и приспособления специального назначения производства компании JONNESWAY® ENTERPRISE CO., LTD., по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяется для производства работ по сборке, ремонту и обслуживания продукции машиностроения, строго персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы со специальным инструментом и приспособлениями.
На инструменты и приспособления специального назначения торговой марки JONNESWAY® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).
Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем JONNESWAY® ENTERPRISE CO., LTD., в соответствии с Законом «О Защите прав потребителя».
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
2) Не наносить удары по телу инструмента или элементам изделия другими предметами, если подобное не предусмотрено конструкцией.
3) Не допускать падения инструмента с большой высоты на твердую поверхность.
4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока.
6) Правильно и своевременно производить работы по техническому обслуживанию инструмента.
7) При использовании специальных приспособлений и средств диагностики, руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники.
8) Правильно и своевременно производить очистку инструмента от загрязнений.
.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
Набор для развальцовки тормозных трубок Ф 4,8 -12,7 мм ,7пр., Б86007
Набор для развальцовки тормозных трубок Ф 4,8 -12,7 мм ,7пр., Б86007
Цена указана с НДС 20 %
Доставка по России
Набор предназначен для односторонней и двусторонней (двойным конусом) развальцовки медных, алюминиевых и мягких стальных трубок тормозной системы под углом 45°.
В состав набора входит зажимная планка, винтовая скоба с конусной насадкой и пять сменных пуансонов для трубок диаметром от 4.8 до 12.7 мм.
Конусный наконечник изготовлен из легированной стали для снижения трения.
Винтовая скоба изготовлена методом горячей штамповки (ковки на молотах) из хром-ванадиевой стали.
Возможна развальцовка типов D, E (SAE) и F (ISO).
Набор поставляется на пластиковом ложементе в индивидуальной блистерной упаковке.
инструмент развальцовщик, чем и как развальцевать
Содержание:
Довольно часто требуется проводить развальцовку медных трубок, например, при монтаже кондиционера или системы водопровода. Этот процесс подразумевает осуществление направленной деформации трубок в нужном направлении. Об инструменте для развальцовки труб из меди и поговорим ниже.
Развальцовку труб можно провести как на производстве при помощи вальцов, так и в домашних условиях. В любом случае, осуществляя данную операцию, для правильного изгибания трубки без нарушения ее целостности и прочности, следует быть максимально осторожным.
В каких случаях нужна развальцовка
В продаже можно встретить множество разных медных труб и соединительных деталей, так что вам не составит труда подобрать нужный профиль или фитинг. Однако бывают случаи, когда без развальцовки на дому не обойтись.
Она потребуется в таких случаях:
изделие с нужными размерами не производится;
подходящие фитинги в настоящий момент не продаются;
возникла необходимость в точной подгонке изделия.
Существующие инструменты для вальцовки
Чтобы развальцовка трубок своими руками прошла правильно, нужно обзавестись подходящим инструментом. Стоит отметить, что такое приспособление не составит труда смастерить из подручных материалов. Потребуется конический шаблон, который нужно вводить в трубку и проворачивать, пока не будет достигнут требуемый результат.
Тем не менее, у такого инструмента будет ряд недостатков:
нельзя проконтролировать точность вальцовки;
присутствует шанс повреждения стенок трубы.
Самодельный вальцовщик нельзя назвать надежным способом для подгонки трубок, поэтому прибегать к его использованию стоит лишь в особых единичных случаях, но при укладке целой системы водоснабжения, кондиционирования или холодоснабжения, такой инструмент не подойдет.
Чтобы произвести качественную укладку, понадобится инструмент надежнее. Для дома некритичным будет и использование конусообразного развальцовщика трубок со струбцинами под разные сечения трубок. Хотя, нужно быть готовым, что результат не будет идеальным.
У профессионального же инструмента присутствует предохраняющая трещотка. Главным инструментом в профессиональном наборе мастера является развальцовщик. Читайте также: «Как выполнить вальцовку для медных труб – теория и практика от опытного мастера».
Разнообразие инструмента для развальцовки медной трубки довольно велико, можно встретить такие модели:
механического типа;
электрический;
набор, в котором присутствует развальцовщик, труборасширители, труборез и набор ключей.
Целым набором обзаводиться целесообразно лишь в случае использования его на постоянной основе, например для заработка. В качестве единичного использования вполне будет достаточно приобрести обычный универсальный набор, в который входит простой развальцовщик.
Последовательность развальцовки трубок
Качественного соединения между медными трубками можно добиться только в случае следования всем правилам развальцовки.
Для правильной развальцовки трубы своими силами понадобится осуществить ряд действий:
вставить трубу в развальцовщик и прокручивать, пока не получится кромка в 45 градусов;
изъять трубу из приспособления;
подвести муфту, чтобы соединить две части трубы.
Только что мы описали, чем развальцевать медную трубку. Стоит отметить и то, что не только фитинги можно использовать в качестве основы для соединения. Развальцовщик может быть применен и для подготовки труб под пайку. Такая технология несколько схожа, и обуславливается она специальной деформацией трубы до нужного размера для возможности соединения.
Оценка расширения трубки и измерение обработки для расширительного инструмента «Expander»
Процесс расширения трубки с помощью «расширителя трубки»
Вставка трубки Приклеивание к отверстию трубки и пластины Завершение фитинга расширения трубки
Оценка и измерение расширения трубки
Соответствующее количество трубки расширение для расширителя трубок различается в зависимости от размеров диаметра отверстия трубной решетки, внешнего диаметра трубки и толщины трубки, а также материала трубки. «Скорость уменьшения толщины трубы» и «Скорость увеличения внутреннего диаметра трубы» — это два основных метода измерения степени расширения трубы.
До расширения трубы После расширения трубы
1. Расчет степени уменьшения толщины трубы
Wt = (Dd 0 ) — (H — d 1 ) / (D — d 0 ) × 100 d 1 = (Dd 0 ) × (1-Wt / 100)
Wt: степень уменьшения толщины трубы (%) H: диаметр отверстия в листе до расширения трубы (мм ) D: внешний диаметр трубы до расширения трубы (мм) d 0: внутренний диаметр трубы до расширения (мм) d 1 : внутренний диаметр трубы после расширения трубы (мм)
2.Расчет скорости роста внутреннего диаметра трубы
Wd = d 1 — (d 0 + C) / (d 0 + C) × 100 d 1 = (d 0 + C) × (1 + Wd / 100)
В целом, по оценкам, Wd составляет от 1 до 1,2%.
Wd: скорость роста внутреннего диаметра трубы (%) d 0 : внутренний диаметр трубы до расширения трубы (мм) d 1 : внутренний диаметр трубы после расширения трубы (мм) C: расстояние между диаметр отверстия в листе и внешний диаметр трубы (мм) (C = H — D)
Степень уменьшения толщины трубы и остаточное контактное давление
Материал трубы
Материал трубы
Толщина трубы степень обжатия (%)
Сталь
Сталь
7
Сталь
Медь
5
Медь
Медь
10
Материал трубки STB340
Материал трубки C6871
Какой тип обработки выполняет «Expander» «инструмент расширения трубы выполнить?»
Какую обработку выполняет расширительный инструмент «Expander»? Щелкните здесь, чтобы перейти на страницу.
Основные рекомендации по расширению трубки
Герметичное уплотнение труб является важной функцией при производстве теплообменников для парогенераторов высокого давления, водотрубных котлов, жаротрубных котлов, технологических систем и конденсаторов. При рассмотрении лучших методов и инструментов для расширения трубы производителям необходимо изучить критические факторы, такие как безопасность, скорость, стоимость, требования к квалификации оператора, повторяемость и общее качество.
Учитывая большое количество трубок, которые могут содержаться в данном листе — и возможность того, что процесс расширения может потребоваться выполнять вручную одну за другой — очень важно поддерживать передовые методы и инструменты высшего качества, связанные с расширением труб в чтобы избежать затрат на постоянный ремонт.
Расширение трубы требует уменьшения стенки трубы за счет сжатия трубы относительно неподвижного контейнера, такого как сворачивание трубы в трубные решетки, барабаны, манжеты или фланцы. Хотя важно понимать процесс уменьшения стенок, не менее важно знать материалы, часто связанные с расширением трубы. Это поможет вам определить необходимое уменьшение толщины стены при работе с различными металлами.
В основном, чем тверже материал, тем меньшее уменьшение стенки требуется для получения трубного соединения.Чтобы убедиться, что вы можете создать надлежащее соединение трубы, стенка трубы должна быть уменьшена на заранее определенный процент. Например, вы можете указать это как приблизительные проценты уменьшения стенки при прокатке сосудов под давлением:
Приложение
Уменьшение стенки трубки *
Трубы из цветных металлов в поверхностных конденсаторах
от 3% до 4%
Трубы стальные в теплообменниках
от 5% до 10%
Мягкие медные и алюминиевые трубки в теплообменниках
от 8% до 12%
Трубы котельные
от 12% до 14%
* После контакта металла с металлом наружного диаметра трубки с отверстием в трубной решетке.
Типы расширения трубки
Расширение трубы можно условно разделить на две категории: расширение трубы параллельно и расширение трубы развальцовки.
Параллельное расширение труб в основном используется для расширения труб теплообменников, паровых конденсаторов, котлов и т. Д.
Расширительная труба расширяет трубы, придавая концам расширяющуюся форму, одновременно действуя как усиление растягивающего напряжения; в основном используется для котельных труб.
Что вызывает утечки в трубках?
В некоторой степени будут протекать все соединения трубной решетки с трубной решеткой. Хотя сварные расширенные соединения являются наиболее герметичными, газы, такие как водород, могут проходить даже через сварные соединения. Ненадлежащим образом прокатанные соединения — будь то недостаточно прокатанные соединения, которые необходимо перекатать, или трубы с чрезмерной прокаткой, которые необходимо заменить, — могут вызвать утечки, которые могут привести к серьезным повреждениям и расходам на ремонт.
Например, чрезмерное перекатывание может вызвать изгиб или деформацию трубной решетки настолько, что труба стандартной длины не будет работать должным образом, пока изгиб или перекос не будет устранен.Что-то подобное можно исправить, поместив стержни в емкость и оттянув трубные решетки в исходное положение.
Неправильная подготовка отверстий для трубок также может привести к утечке труб. Если трубная решетка или барабан зазубрены, может быть довольно сложно правильно расширить трубку, чтобы заполнить эти канавки без перекатывания. Другими словами, чем ровнее седло трубы или отверстие трубы, тем легче свернуть трубку оптимальным образом.
Правильная подготовка отверстий для трубок
Имея это в виду, легко понять, почему надлежащая подготовка отверстий для трубок в теплообменниках и конденсаторах чрезвычайно важна для предотвращения утечек.Выполнение следующих действий может помочь правильно подготовить отверстия для труб:
Просверлить и развернуть отверстия в трубной решетке по внешнему диаметру трубы, которая будет использоваться
Связок должно быть достаточно, чтобы гарантировать надежное и прочное соединение трубок
При необходимости используйте калибровочный или полировальный инструмент для достижения наилучшего качества обработки отверстия для трубки
Зубцы или канавки определяют удерживающую способность трубки
Канавки должны быть очищены от всех металлов и посторонних материалов
После подготовки отверстий для труб они обычно покрываются составом для предотвращения ржавчины. Перед тем, как вставить какую-либо трубку, важно удалить все следы этого покрытия. Также чрезвычайно важно убедиться, что на концах трубок нет посторонних предметов, и что на трубках нет сколов, которые могут выдолбить трубную решетку или седло трубки, когда трубка помещается в сосуд.
В некоторых случаях, если когда-либо возникнет необходимость протолкнуть трубку в отверстие трубки, будет лучше подпружинить трубку, чем пытаться продавить ее молотком. Если конец трубы перегибается или повреждается перед прокаткой, расширенный конец будет поврежден, что приведет к негерметичному стыку валков.Уделяя особое внимание концам трубок и их выравниванию, вы предотвратите проблемы в будущем.
Определение правильной величины расширения трубки
Соответствующая величина расширения трубки для расширителя трубки различается в зависимости от размеров диаметра отверстия трубной решетки, внешнего диаметра трубки и толщины трубки, а также материала трубки. Используйте наш рабочий лист в качестве руководства:
[вставьте следующий текст из Руководства TCW по расширению трубок]
Лист прокатки труб
1.
Отверстие в трубном листе
Внешний диаметр трубки (OD)
=
–
Клиренс
2.
Внутренний диаметр трубки (ID)
Клиренс
=
+
Внутренний диаметр металла по металлу
3.
___% от ___ (стена) x 2
Внутренний диаметр трубы при переходе металл-к-металлу
=
+
Внутренний диаметр расширенной трубки
Birmingham Калибры проводов:
Номер
28
27
26
25
24
23
22
21
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
дюймов
. 014
.016
.018
0,020
0,022
0,025
0,028
0,032
0,035
.042
.049
.058
.065
.072
.083
.095
.109
.120
.134
. 148
,165
.180
. 203
мм
,4
,4
,5
,5
.6
,6
,7
,8
,9
1,1
1,2
1,5
1,7
1,8
2,1
2,4
2,8
3,0
3,4
3. 8
4,2
4,6
5,2
Вот пример применения этого метода для 2-дюймовой трубы диаметром 10 мм в бойлере:
Отверстие в трубном листе:
2,010
Внешний диаметр трубки (OD):
-2.000
Зазор:
0,010
Внутренний диаметр трубки (ID):
1,732
Зазор:
+0,010
Внутренний диаметр металла по металлу:
1. 742
13% от 0,134 x 2:
0,035
Внутренний диаметр трубки металл-металл:
+1,742
Внутренний диаметр расширенной трубки:
1.777
Расширители трубок Wilson предназначены для работы с трубками самых разных размеров. Наши расширители оправки помогут вам катать трубы в труднодоступных местах, а наши расширители льняной ткани с механическим приводом хорошо работают на коротких изгибах, U-образных поворотах, медных, латунных, алюминиевых или тонких стальных трубах. Гидравлические расширители перегородки с цанговым зажимом Wilson снижают износ труб, вызванный вибрацией перегородок и опорных пластин. И у нас есть широкий спектр универсальных и эффективных инструментов, включая запчасти и аксессуары, которые помогут облегчить вашу работу.
Свяжитесь с нами сегодня или воспользуйтесь онлайн-чатом, чтобы получить совет от наших экспертов, чтобы ответить на ваши конкретные вопросы о правильных методах и инструментах для расширения трубы.
Информация о расширении трубки
| Инструменты для труб и труб
ELLIOTT SCOTT LTD. ИНСТРУМЕНТ ДЛЯ ТРУБ И ТРУБ
Основные принципы расширения труб
Расширение трубы — это искусство уменьшения стенки трубы за счет сжатия снаружи
диаметр трубки на неподвижной поверхности….. такие как расширяющиеся трубы в
трубных решеток, барабанов или фланцев. Чтобы обеспечить правильное расширение трубы, ее стенка должна быть уменьшена на заранее определенный процент, и такая работа должна быть точно повторена для всех труб, подлежащих расширению.
Чтобы начать этот процесс, важно, во-первых, получить точные размерные данные о расширении трубы и, во-вторых, предоставить информацию об используемых материалах. Самый простой способ сделать это — загрузить нашу форму запроса на расширитель трубок, заполнить данные и вернуть ее нам.
Чтобы понять величину уменьшения стенки трубы, которая потребуется для достижения 100% -ного соединения трубы и трубной решетки, нам необходимо определить, какой будет процент уменьшения стенки и каковы характеристики материалов трубок. использовал. Простое практическое правило: чем тверже материал, тем меньше требуется уменьшение стенок для соединения труб. Поэтому мы должны знать, какое уменьшение стенки трубы мы можем применить к каждому металлу.Ниже приведены некоторые рекомендации, которые можно использовать при расширении трубок из тех же материалов.
Материалы труб
Медь и медно-никель 8-10%
Углеродистая сталь и адмиралтейская латунь 7-8%
Нержавеющая сталь и титан 4-5%
Углеродистая сталь
сегодня широко используется в строительстве сосудов высокого давления. Уменьшение стенок трубы должно составлять примерно 7-8%, а при расширении необходима смазка. Если конец трубы трескается или трескается, а инструмент демонстрирует чрезмерный износ, необходимо учитывать два фактора.Первый — это степень уменьшения толщины стенки, а второй — твердость материала трубки.
Латунные трубки широко используются в конденсаторах. При расширении используйте много смазки. Для достижения оптимальных результатов требуется уменьшение стенки трубы примерно на 7-8%, но при расширении в зубчатое отверстие оно может варьироваться от 4 до 10% для плотного соединения. Дальнейшее уменьшение толщины стенки более 10% может вызвать трещины, утечки или отслоение концов труб.
Нержавеющая сталь, титан и другие более твердые сплавы требуют уменьшения стенки трубы на 4–5% для обеспечения хорошего качества соединения трубы.Поскольку эти материалы имеют тенденцию к деформационному упрочнению, все уменьшение стенок необходимо проводить быстро, с минимальной повторной прокаткой или без нее. Скорость прокатки очень важна, и при прокатке титановых труб рекомендуется использовать многорядные расширители (4 ролика и более).
Основные причины утечек в трубках
Утечка при прокатке труб обычно вызывается одним из следующих факторов: недостаточная прокатка, чрезмерная прокатка, неправильная подготовка трубных решеток или дифференциальное тепловое расширение.Такие условия могут иметь серьезные последствия как для производителя, так и для обслуживающих компаний.
Под прокаткой
Как следует из названия, это происходит, когда труба не расширяется, чтобы заполнить отверстие в трубной решетке, и не достигается правильное уменьшение стенки. Однако лучше перевернуться, чем перевернуться.
Перекат
Перекат происходит, когда расширение внутреннего диаметра трубы превышает расширение, необходимое для правильного уменьшения стенки для достижения оптимального соединения трубы.Перегрузка может нанести значительный ущерб судну. Перекатывание уменьшит размеры связок между трубками и ослабит этот мост. Как только это произойдет, это вызовет реакцию во всех связках, окружающих эту слабую связку. Если мы уменьшим прочность связки, трубка рядом с расширяемой трубкой будет протекать.
Перекат также вызывает деформацию трубных решеток или барабанов, например, отверстия в форме яйца. Это также вызовет диаметральное расширение, которое является общим увеличением трубной решетки или барабана.Известно, что чрезмерное перекатывание приводит к изгибу или деформации трубной решетки до такой степени, что стандартная длина трубы не может использоваться в судне до тех пор, пока изгиб или коробление не вернутся в нормальное состояние. Таким же образом можно повредить пучки трубок.
Неправильная подготовка отверстий для трубок
Неправильная подготовка отверстий для трубок — еще одна основная причина утечек в трубках. Если трубная решетка или барабан зазубрены, чрезвычайно трудно расширить трубку, чтобы заполнить эти выбоины или разрывы без чрезмерного расширения. Чем ровнее седло трубы или отверстие трубы, тем легче свернуть оптимальное соединение. Связки и стенки световой трубки обуславливают важность того, чтобы отделка поверхности отверстия для трубки находилась в низком микродиапазоне. Хотя сверлильное оборудование с ЧПУ улучшило качество отверстий, мы по-прежнему придерживаемся мнения, что инструменты для калибровки или полировки еще больше улучшат чистоту поверхности отверстий для труб.
Дифференциальное тепловое расширение
Дифференциальное тепловое расширение может привести к более толстым трубным решеткам.Когда расширение из-за накопления тепла заметно меняется между более тонкой трубкой и трубной решеткой, происходит смещение трубки. Одним из наиболее важных шагов для обеспечения надежного и прочного соединения труб является тщательная очистка поверхностей конца трубки и стенки отверстия для трубки. Эти две поверхности должны быть чистыми и свободными от пыли, грязи, прокатной окалины, ямок и царапин. Чрезвычайно важно устранить продольные трещины в стенке отверстия для трубки. Эти продольные линии вызовут утечку через трубку.
Bathe K-J (2002) Метод конечных элементов, 2. Auflage. Springer, Heidelberg
3.
Czubayko M (1998) Korngrenzenbewegung из алюминия и цинка. RWTH, Diss., Shaker Verlag, Aachen
4.
El-Magd E (1991) Fließkurvenermittlung im Hochgeschwindigkeitsbereich durch Versuch und numerische Simulation.Tagungsband zur Tagung «Werkstoffprüfung 1991», 5–6 декабря 1991, Бад Наухайм, стр. 305
5.
Esser B (1991) Die Zustandsgrößen im Stoßwellenkanal als Ergebnisse eines exakten Riemannlösers. Диссертация, RWTH Aachen, Germany
6.
Gottstein G (2001) Physik. Grundlagen der Materialkunde. Springer, Berlin, p. 472
7.
Gottstein G, Shvindlerman LS (1999) Миграция границ зерен в металлах: термодинамика, кинетика, приложения. CRC, Бока-Ратон, стр. 385
8.
Johnston WG, Gilman JJ (1959) Скорости дислокаций, плотности дислокаций и пластическое течение в кристаллах фторида лития. J Appl Phys 30 (2): 129
Mattissen D (2004) In-situ Untersuchung des Einflusses der Tripelpunkte auf die Korngrenbew Алюминий. РУТН, дисс., Shaker Verlag, Aachen
11.
Psyk V, Beerwald C, Homberg W., Kleiner M (2004) Электромагнитное сжатие как операция предварительного формования трубчатых деталей гидроформовки. Труды первой международной конференции по высокоскоростной формовке (ICHSF) 2004, стр 171–180
12.
Роос А. (1999) Быстро движущиеся дислокации при деформации с высокой скоростью деформации. Groningen University Press, Groningen, pp. 29–58
13.
Thomas W (1972) Maschinenphysikalische Grundlagen patronenbetriebener trägheitsverriegelter Pressen zur Hochgeschwindigkeitsumformung. VDI-Verlag GmbH, Дюссельдорф, стр. 12–13
14.
Vohnout VJ (1998) Гибридный квазистатический / динамический процесс формования больших деталей из листового металла из алюминиевых сплавов. Кандидат наук. Диссертация Винсента Дж., Государственный университет Огайо, Колумбус, Огайо, США
15.
Вовк В.Т. (1999) Взрыв газа как «Werkzeug» in der Fertigungstechnik. Habilitation, Магдебургский университет, Магдебург
16.
Вебер М., Гермес М., Брозиус А., Бервальд С., Герсттейн Г., Оливье Х., Кляйнер М., Бах Ф. В. (2006) Исследование процесса расширения трубы за счет газовой детонации.Труды международной конференции по высокоскоростной формовке (ICHSF) 2006, стр. 161–174, ISBN 3-00-018432-5
Расширение трубы — основные принципы, о которых следует помнить
Расширение трубы основано на инженерных принципах, включающих пластичность и эластичность. Вам нужно хорошо знать и то, и другое, чтобы добиться нужной отделки. Также важно уменьшить стенку трубы на точный процент, чтобы получить надлежащее соединение трубы. В Multiform Tubes у нас есть для этого знания, навыки и опыт.В результате мы можем удовлетворить широкий спектр потребностей.
Определение уменьшения стены
Прежде чем приступить к проекту, вам нужно будет найти правильные размеры. Вы можете начать с определения размера отверстия для трубки и внешнего диаметра. Затем вычтите этот внешний диаметр из размера отверстия. Теперь определите внутренний диаметр трубы, прежде чем начинать прокатку, с помощью калибра для отверстий в трубе. Затем вы должны добавить внутренний диаметр трубы к зазору между отверстием для трубы и внешним диаметром, так как это даст вам внутренний диаметр трубы при контакте металла с металлом.
Теперь пришло время свернуть трубу до того, что, по вашему мнению, является хорошим соединением трубы. Затем, используя трубчатый калибр, вы должны проверить внутренний диаметр. Затем измерьте внутренний диаметр трубы, когда контакт металла с металлом достигается от диаметра проката. Это позволит вам определить уменьшение и расширение стенки трубы внутри трубы. Теперь вы можете превратить это в процент уменьшения стены, разделив толщину стенки на количество рулона.
Сделав правильные расчеты, вы можете заранее определить необходимое расширение трубы, а также внутренний диаметр продукта, который необходимо прокатить.Степень уменьшения стенки будет играть огромную роль в качестве стыка трубы. В связи с этим важно установить требуемый процент для работы до начала прокатки труб.
Прокат и материалы
Когда у вас будет размер проката для 4-5 труб, вы сможете свернуть их и с легкостью определить, нужно ли вам большее или меньшее уменьшение стенки. Важно понимать, как с этим справиться.
Однако не менее важным является понимание различных характеристик материала труб и того, как это связано с уменьшением толщины стенок.Как правило, чем тверже материал, тем меньше можно уменьшить стену.
Вы не можете игнорировать смазку, если хотите, чтобы трубное соединение было постоянно плотным; это ключевой шаг. Расширение трубы приведет к сильному трению и нагреву. Следовательно, вам необходим правильный уровень смазки, чтобы продлить срок службы инструментов и обеспечить постоянное расширение.
Расширение трубки от известного поставщика
Если вам нужна лучшая помощь с расширяющимися трубками, не ищите ничего, кроме Multiform Tubes.Благодаря нашему обширному отраслевому опыту, знанию материалов труб и теплообмена, вы можете рассчитывать на нас, чтобы помочь вам добиться отличных результатов и получить в свои руки лучшие трубы.
Свяжитесь с нами сегодня, и член нашей команды будет более чем счастлив поговорить с вами о наших услугах по расширению трубы. Мы также можем обсудить все, что мы можем для вас сделать.
Как это:
Нравится Загрузка …
Hydrualic Tube Expansion VS Machanical Rolling
ИНТЕНСИФИКАТОР В системах HydroSwage® используется усилитель для достижения давления обжима.Этот метод имеет сильные преимущества по сравнению с системами, которые зависят от одного насоса для создания высокого давления, необходимого для расширения трубы. • Демпфирующий эффект усилителя обеспечивает плавные, однородные кривые давления для каждого
цикл расширения. • Наш усилитель содержит клапан, который определяет, когда повышенное давление достигает
приблизительно 95% от заданного давления обжима, в этот момент таймер обжима составляет
срабатывает, гарантируя, что предварительно установленное давление расширения поддерживается на протяжении каждых
синхронизированный цикл обжимки. • Усилитель действует как клапан для удержания и сброса давления расширения, создавая высокое
циклическое изменение давления более надежно. • Системный насос не требуется для подачи давления расширения, что продлевает срок службы до
манжетные уплотнения. • Портативность усилителя вместе с 20-футовым шлангокабелем способствует расширению в
условия ограниченного доступа, такие как котлы или грязевые бочки.
ТОЧНОСТЬ Степень расширения прямо пропорциональна предварительно установленному гидравлическому давлению.
ПОВТОРЯЕМОСТЬ Каждая трубка расширяется за счет одного и того же давления, которое поддерживается с допуском примерно 2% ± 1000 фунтов на квадратный дюйм {69 бар}.
КОНТРОЛЬ КАЧЕСТВА Историю расширения можно сохранить для загрузки в электронную таблицу Excel. Аналоговые соединения также доступны для ленточных самописцев.
БЕЗОПАСНОСТЬ Отсутствие отрицательной реакции крутящего момента на оператора. Давление обжима ограничено трубкой и трубной решеткой. Автоматическое отключение при потере уплотнения патрубка
ПРОСТОТА ЭКСПЛУАТАЦИИ Индикаторы типа «годен / не годен» предупреждают оператора о состоянии обжатия каждой трубки.Поскольку успех определяется давлением, а не ощущениями, время тренировки в значительной степени сокращается по сравнению с механическими методами.
FAST Даже самые толстые трубные решетки обжимаются за одну операцию за секунды. Поскольку всю работу выполняет инструмент, дополнительный оператор не требуется для закрепления трубок, чтобы предотвратить их перемещение.
VERSATILE Одна базовая система подходит для всех размеров. Сменные держатели подходят для труб любого диаметра (от 1/4 «до 2») и калибра, а также любой толщины трубной решетки.
КОНЦЫ УТЕЧКИ ПРИ ЗАДВИЖЕНИИ Даже при частичном перенаправление НКТ. точность процесса HydroSwage® сводит к минимуму нарушение уплотнения соседних труб.
БЕЗ УМЕНЬШЕНИЯ СТЕНЫ Толщина стенки или длина трубы не изменяется после контакта с трубной решеткой. Таким образом, посадка трубы не нарушается при увеличении давления обжима и не происходит никаких металлургических изменений.
КОРРОЗИЯ НАПРЯЖЕНИЕ Коррозия под напряжением, наклеп и другие металлургические изменения сведены к минимуму, что продлевает срок службы трубы.
УМЕНЬШЕНИЕ РЕЗЬБЫ Снижает щелевую коррозию за счет точного контроля прохождения трубы до щели трубной решетки.
РАЗМЕЩАЕТ ИСКАЖЕННЫЕ ОТВЕРСТИЯ Это не проблема для процесса HydroSwage (в пределах допустимых допусков). Равномерное гидравлическое давление прижимает трубу к конфигурации каждого отверстия.
ПОЛНАЯ ЛИНИЯ ПРОДУКЦИИ В магазине, в полевых условиях, на борту корабля, полная или частичная замена трубок, изготовление новых труб, установка труб перед сваркой или наложением рукавов, есть система HydroSwage для каждого применения.
(PDF) Исследование требований к расширению прокатного фитинга трубка к трубной решетке
Исследование требований к расширению прокатного фитинга трубка к трубной решетке 8
5. ЗАКЛЮЧЕНИЕ
Для обеспечения достаточного расширения и прочности используются два общих метода. соединение трубы
с раскатанным расширением трубной доски. Один из них зависит от крутящего момента и усилия отрыва
собранных данных. Этот метод страдает своей рентабельностью, поскольку данные, необходимые
, собираются с использованием экспериментальной практики.Второй метод зависит от фиксированного смещения внутреннего радиуса
и рассчитывается теоретически. Этот метод подходит для более низких зазоров
, но не подходит для больших зазоров. Предлагаемый метод зависит от фиксированного смещения внешней поверхности трубы
, которое также теоретически рассчитано на достаточное расширение
. Этот метод дает хорошие результаты для малых и больших зазоров, в дополнение к
, его тенденция аналогична экспериментальным данным, используемым в критериях крутящего момента.
6. СПИСОК ЛИТЕРАТУРЫ
[1] Гудье, Дж. Н. Шёссоу, Г. Дж., «Удерживающая сила и гидравлическая герметичность
соединений расширенных труб: анализ напряжения и деформации», Trans. ASME, июль
(1943).
[2] Гримисон, Э. Д. Ли, Г. Х., «Экспериментальное исследование расширения трубки»,
Transaction of the ASME, July (1943), pp. 497-505.
[3] Солер, И. Хонг, X., «Анализ совместной нагрузки трубка-трубная плита, включая тепловую
», Журнал технологии сосудов под давлением, Vol.51, июнь 1984. С. 339-344.
[4] Ван, Ю., Солер, А. И., «Влияние граничных условий на соединение трубка-трубная плита
Модель кольцевого пространства — анализ методом конечных элементов», ASME PVP Conference Vol. 139, 1988.
[5] Калнинс, Д. Апдайк, С. Колдуэлл, «Контактное давление в соединениях катаных трубных листов»,
Протокол 10-й Международной конференции по механике конструкций в реакторе
Technology, 1989, стр. 195- 200.
[6] млн лет назад, H., Chaaban, A., Bazergui, A., «Анализ соединений трубы с трубной решеткой: предлагаемый метод
», Конференция ASME PVP, 1990, Vol. 194.
[7] Чаабан, Х. Ма, А. Базергуи, «Соединение трубка-лист: предлагаемое уравнение для
эквивалентного диаметра рукава
, используемого в однотрубной модели» ASME Journal of Pressure
Vessel Technology, Vol. 114, февраль 1992 г., стр. 19–22.
[8] Апдайк Д. П., Калнинс А., Колдуэлл С. М., «Остаточные напряжения в переходной зоне
труб теплообменников
» Журнал технологии сосудов под давлением, Vol. 114, май 1992 г.,
С. 149–156.
[9] Андрие, С., Волдуар, Ф., «Определение напряжений в трубках парогенераторов на основе измерений профиля
«, Ядерная инженерия и проектирование 158 (1995) Стр. 417-427.
[10] Кольпайнтнер, В. Р., «Расчет гидравлически расширенных соединений трубка-лист
» Журнал технологии сосудов под давлением, том 117, февраль 1995 г., стр. 24-30.
[11] Цизель Л., Мавко Б. «Распространение коррозионных трещин под напряжением в трубках парогенератора
«, Международный журнал сосудов под давлением и трубопроводов 63 (1995), стр.35-43.
[12] Уильямс, Д. К., «Прогнозирование остаточных напряжений в механически расширенных заглушках для труб парогенератора диаметром 0,750’ ’
диаметром
— Часть 2: трехмерное решение», PVP-Vol. 354, Current
«Темы проектирования и анализа сосудов под давлением и трубопроводов», ASME (1997).
[13] Аллам, М., Анализ гидравлически расширенных соединений труба-пластина, доктор философии.

 Такой тип развальцовки можно представить как два конуса, соединенных своими широкими основаниями. Угол внутреннего конуса обычно составляет 80 градусов, внешнего — около 115 градусов. Развальцовка этого типа применяется в тормозных магистралях автомобилей.
Такой тип развальцовки можно представить как два конуса, соединенных своими широкими основаниями. Угол внутреннего конуса обычно составляет 80 градусов, внешнего — около 115 градусов. Развальцовка этого типа применяется в тормозных магистралях автомобилей.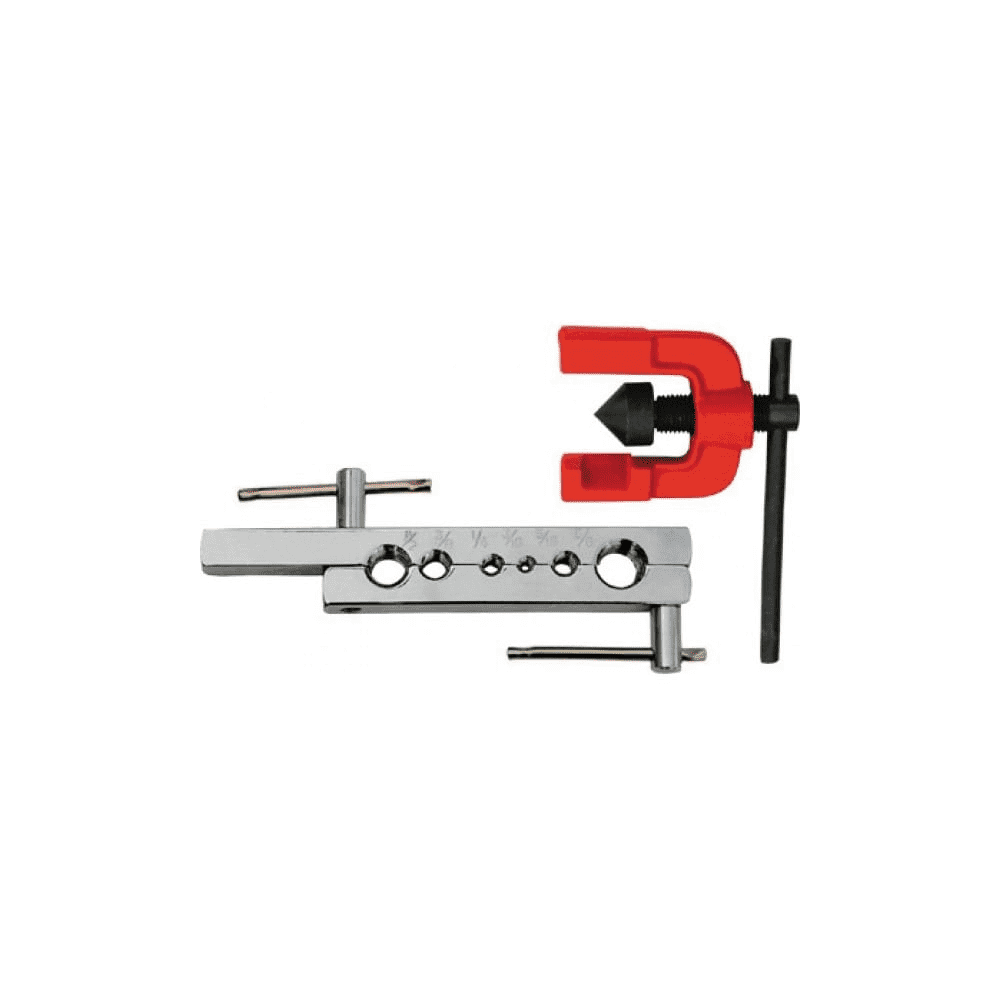
 д.).
д.). д.).
д.).
 Если данные переменные нагрузки беспрепятственно воздействуют на элементы соединения отопительного прибора, то это может привести к нарушению герметичности резьбовых соединений или повреждению запорно-регулировочной арматуры отопительного прибора.
Если данные переменные нагрузки беспрепятственно воздействуют на элементы соединения отопительного прибора, то это может привести к нарушению герметичности резьбовых соединений или повреждению запорно-регулировочной арматуры отопительного прибора.





 Для удобства, детали, входящие в состав набора, хранятся в оригинальном пластиковом кейсе.
Для удобства, детали, входящие в состав набора, хранятся в оригинальном пластиковом кейсе.





 Стоит отметить, что такое приспособление не составит труда смастерить из подручных материалов. Потребуется конический шаблон, который нужно вводить в трубку и проворачивать, пока не будет достигнут требуемый результат.
Стоит отметить, что такое приспособление не составит труда смастерить из подручных материалов. Потребуется конический шаблон, который нужно вводить в трубку и проворачивать, пока не будет достигнут требуемый результат.
 Хотя, нужно быть готовым, что результат не будет идеальным.
Хотя, нужно быть готовым, что результат не будет идеальным.

 Стоит отметить и то, что не только фитинги можно использовать в качестве основы для соединения. Развальцовщик может быть применен и для подготовки труб под пайку. Такая технология несколько схожа, и обуславливается она специальной деформацией трубы до нужного размера для возможности соединения.
Стоит отметить и то, что не только фитинги можно использовать в качестве основы для соединения. Развальцовщик может быть применен и для подготовки труб под пайку. Такая технология несколько схожа, и обуславливается она специальной деформацией трубы до нужного размера для возможности соединения.


 Хотя важно понимать процесс уменьшения стенок, не менее важно знать материалы, часто связанные с расширением трубы. Это поможет вам определить необходимое уменьшение толщины стены при работе с различными металлами.
Хотя важно понимать процесс уменьшения стенок, не менее важно знать материалы, часто связанные с расширением трубы. Это поможет вам определить необходимое уменьшение толщины стены при работе с различными металлами.

 Перед тем, как вставить какую-либо трубку, важно удалить все следы этого покрытия. Также чрезвычайно важно убедиться, что на концах трубок нет посторонних предметов, и что на трубках нет сколов, которые могут выдолбить трубную решетку или седло трубки, когда трубка помещается в сосуд.
Перед тем, как вставить какую-либо трубку, важно удалить все следы этого покрытия. Также чрезвычайно важно убедиться, что на концах трубок нет посторонних предметов, и что на трубках нет сколов, которые могут выдолбить трубную решетку или седло трубки, когда трубка помещается в сосуд.

 014
014 8
8 742
742 Гидравлические расширители перегородки с цанговым зажимом Wilson снижают износ труб, вызванный вибрацией перегородок и опорных пластин. И у нас есть широкий спектр универсальных и эффективных инструментов, включая запчасти и аксессуары, которые помогут облегчить вашу работу.
Гидравлические расширители перегородки с цанговым зажимом Wilson снижают износ труб, вызванный вибрацией перегородок и опорных пластин. И у нас есть широкий спектр универсальных и эффективных инструментов, включая запчасти и аксессуары, которые помогут облегчить вашу работу.
 Уменьшение стенок трубы должно составлять примерно 7-8%, а при расширении необходима смазка. Если конец трубы трескается или трескается, а инструмент демонстрирует чрезмерный износ, необходимо учитывать два фактора.Первый — это степень уменьшения толщины стенки, а второй — твердость материала трубки.
Уменьшение стенок трубы должно составлять примерно 7-8%, а при расширении необходима смазка. Если конец трубы трескается или трескается, а инструмент демонстрирует чрезмерный износ, необходимо учитывать два фактора.Первый — это степень уменьшения толщины стенки, а второй — твердость материала трубки. Скорость прокатки очень важна, и при прокатке титановых труб рекомендуется использовать многорядные расширители (4 ролика и более).
Скорость прокатки очень важна, и при прокатке титановых труб рекомендуется использовать многорядные расширители (4 ролика и более). Перекатывание уменьшит размеры связок между трубками и ослабит этот мост. Как только это произойдет, это вызовет реакцию во всех связках, окружающих эту слабую связку. Если мы уменьшим прочность связки, трубка рядом с расширяемой трубкой будет протекать.
Перекатывание уменьшит размеры связок между трубками и ослабит этот мост. Как только это произойдет, это вызовет реакцию во всех связках, окружающих эту слабую связку. Если мы уменьшим прочность связки, трубка рядом с расширяемой трубкой будет протекать. Чем ровнее седло трубы или отверстие трубы, тем легче свернуть оптимальное соединение. Связки и стенки световой трубки обуславливают важность того, чтобы отделка поверхности отверстия для трубки находилась в низком микродиапазоне. Хотя сверлильное оборудование с ЧПУ улучшило качество отверстий, мы по-прежнему придерживаемся мнения, что инструменты для калибровки или полировки еще больше улучшат чистоту поверхности отверстий для труб.
Чем ровнее седло трубы или отверстие трубы, тем легче свернуть оптимальное соединение. Связки и стенки световой трубки обуславливают важность того, чтобы отделка поверхности отверстия для трубки находилась в низком микродиапазоне. Хотя сверлильное оборудование с ЧПУ улучшило качество отверстий, мы по-прежнему придерживаемся мнения, что инструменты для калибровки или полировки еще больше улучшат чистоту поверхности отверстий для труб. Эти продольные линии вызовут утечку через трубку.
Эти продольные линии вызовут утечку через трубку. CRC, Бока-Ратон, стр. 385
CRC, Бока-Ратон, стр. 385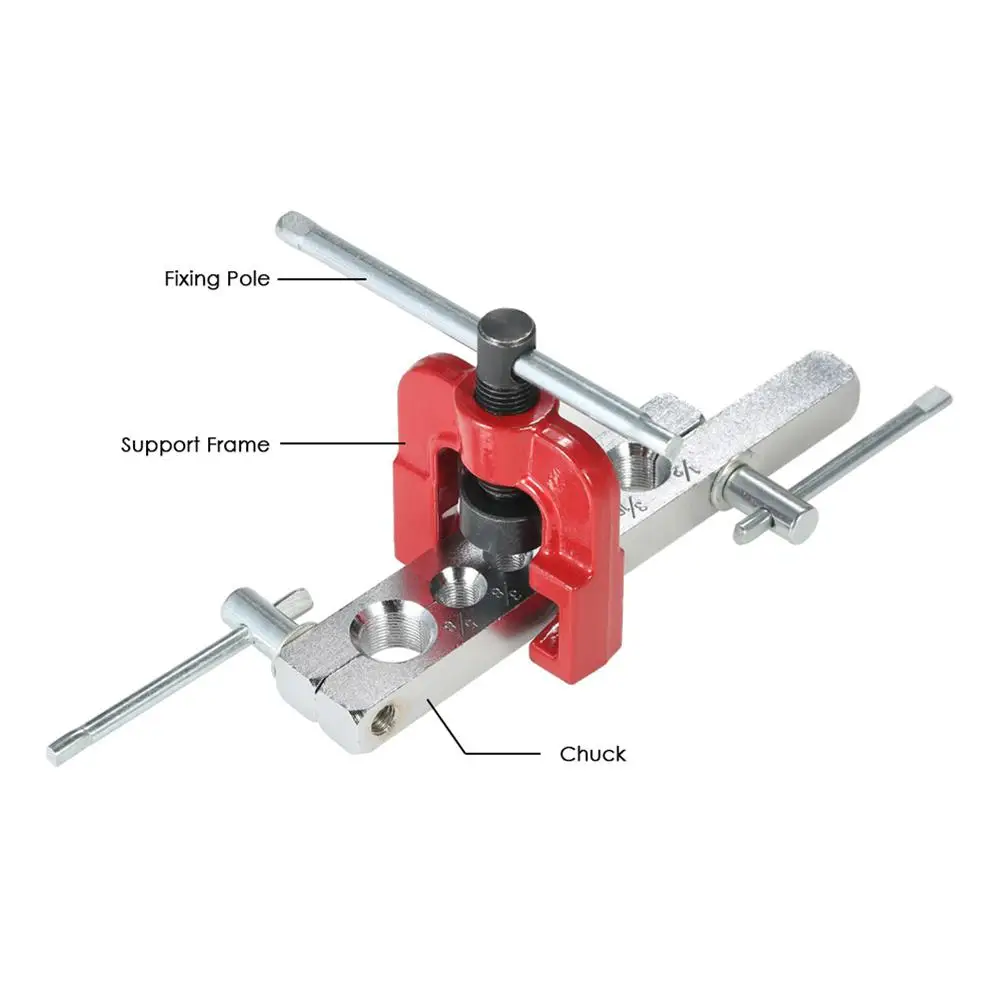 VDI-Verlag GmbH, Дюссельдорф, стр. 12–13
VDI-Verlag GmbH, Дюссельдорф, стр. 12–13 В Multiform Tubes у нас есть для этого знания, навыки и опыт.В результате мы можем удовлетворить широкий спектр потребностей.
В Multiform Tubes у нас есть для этого знания, навыки и опыт.В результате мы можем удовлетворить широкий спектр потребностей. Теперь вы можете превратить это в процент уменьшения стены, разделив толщину стенки на количество рулона.
Теперь вы можете превратить это в процент уменьшения стены, разделив толщину стенки на количество рулона. Следовательно, вам необходим правильный уровень смазки, чтобы продлить срок службы инструментов и обеспечить постоянное расширение.
Следовательно, вам необходим правильный уровень смазки, чтобы продлить срок службы инструментов и обеспечить постоянное расширение.


 Равномерное гидравлическое давление прижимает трубу к конфигурации каждого отверстия.
Равномерное гидравлическое давление прижимает трубу к конфигурации каждого отверстия.  Этот метод подходит для более низких зазоров
Этот метод подходит для более низких зазоров
 114, май 1992 г.,
114, май 1992 г.,