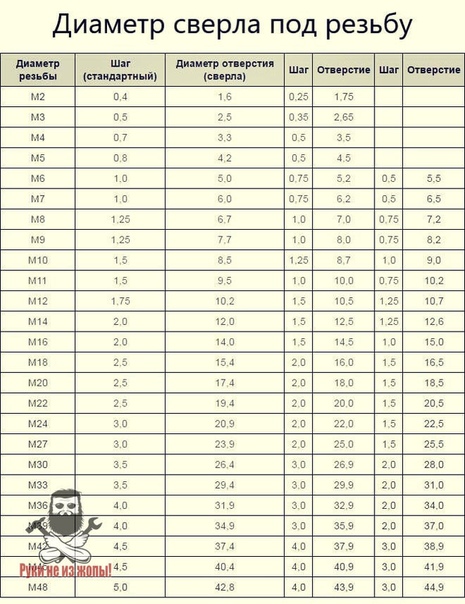
Оптимальный диаметр сверла под резьбу
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Классификация резьб.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом.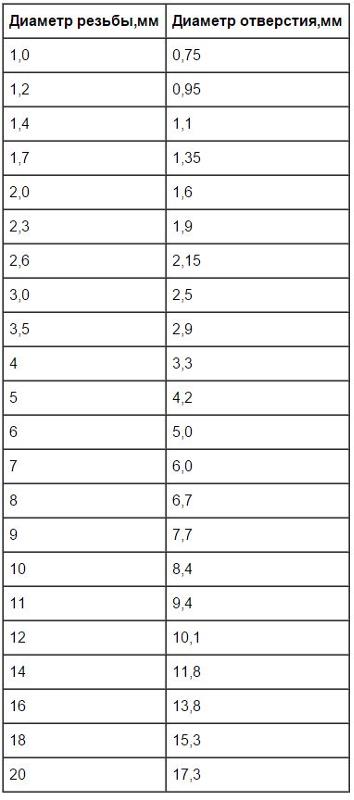
Диаметр: 6-10 мм, конус: 11-22 2 мм.
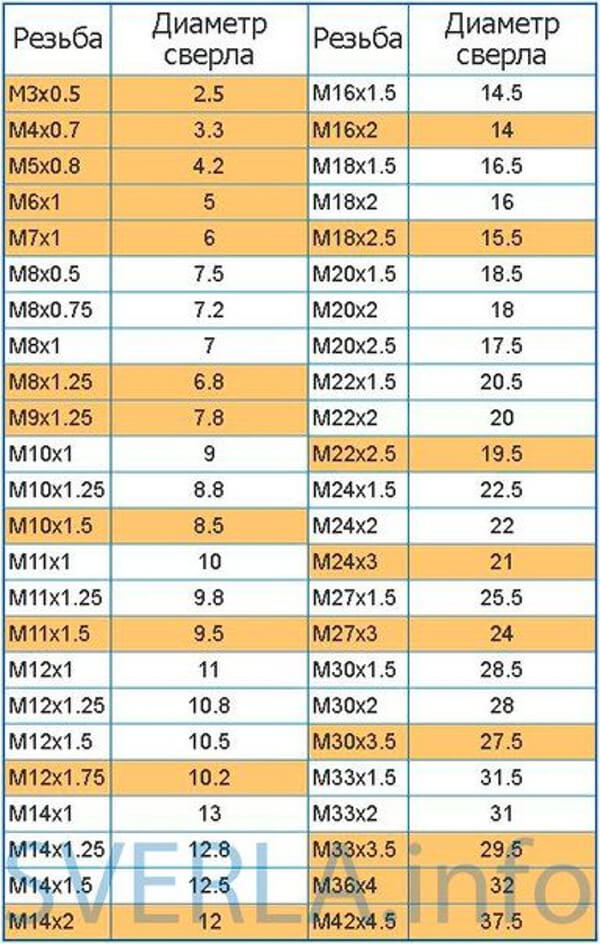
Таблица подбора диаметра сверла под рузьбу.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры.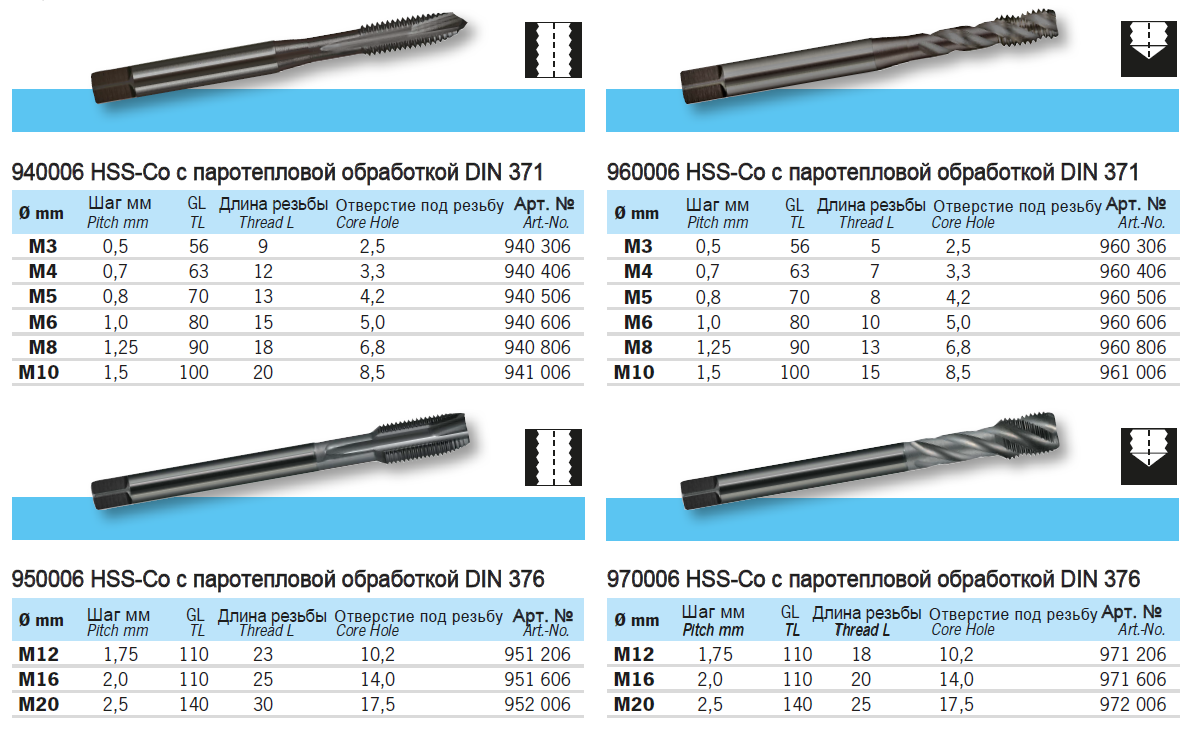 С ними сталкивается любой слесарь или домашний умелец.
С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Нарезание резьбы: рекомендации
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
- левая;
- правая.
Нарезание резьбы метчиком.
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.


Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Таблица выбора метчиков для нарезания резьбы.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
Вернуться к оглавлению
Как можно получить внутреннюю резьбу?
Необходимо сначала подобрать нужный размер сверла, чтобы проделать отверстие в том месте, где требуется нарезка.
Чтобы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. Когда выполняется нарезка, происходит небольшое выдавливание материала.
Поэтому размер сверла нужно подбирать немного больше, чем его внутренний резьбовой диаметр.
Очень твердый металл не позволяет сильно изменяться величине отверстия, когда нарезается резьба.
Однако, когда материал имеет невысокую твердость, размер отверстия сильно меняется. Если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала во время нарезки.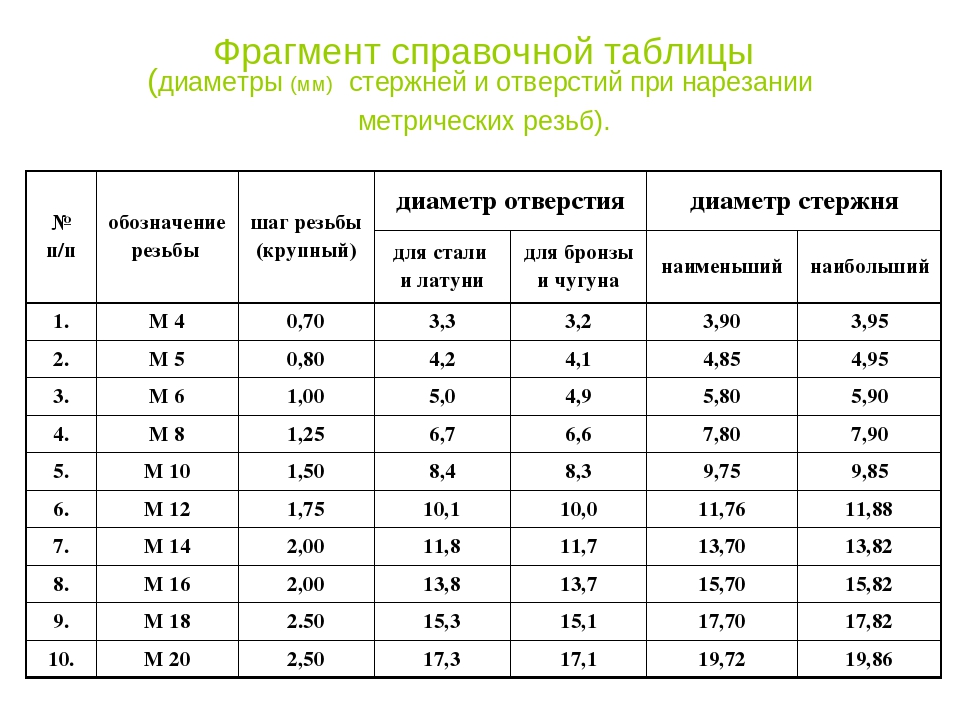 Его излишки начнут воздействовать на зубья метчика. Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика.
Его излишки начнут воздействовать на зубья метчика. Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика.
Чтобы определить диаметр сверла, необходимо обратиться к помощи специальных таблиц, в которых указаны все необходимые параметры. Удачи!
Подборка диаметра сверла под резьбу: таблицы и особенности
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений.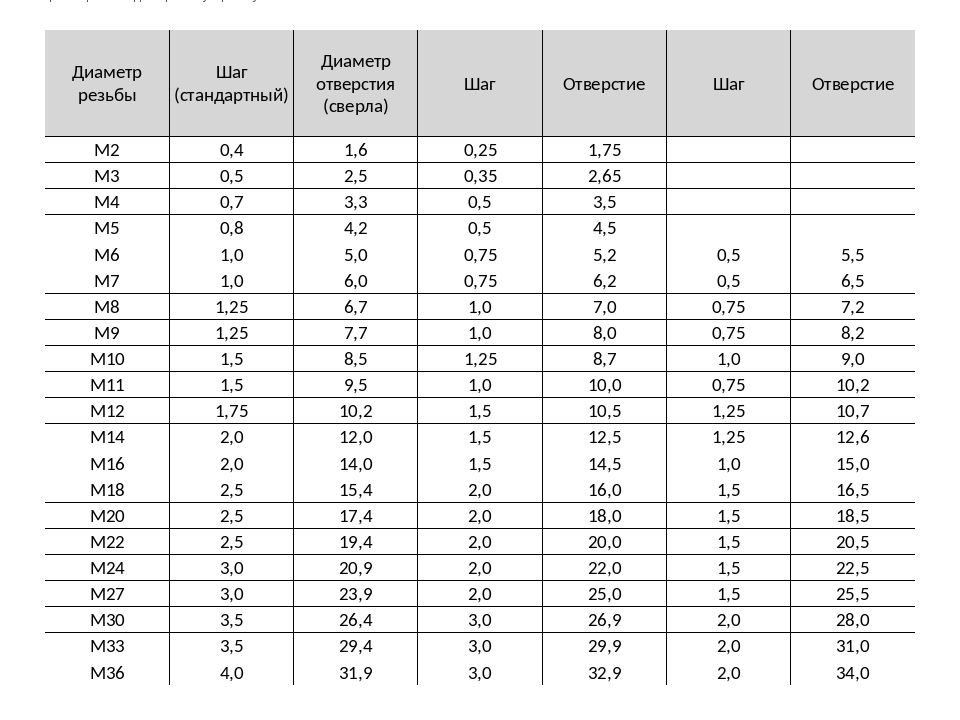 Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа.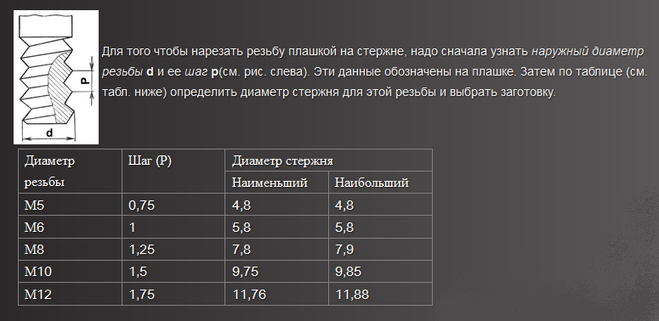 Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры.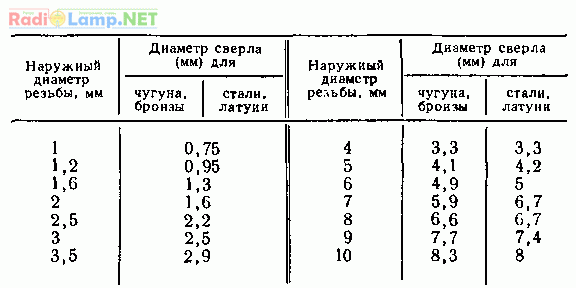 Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Источник
Диаметры свёрл для отверстий под нарезание метрической резьбы
ГОСТ 19257-73 устанавливает стандарт на отверстия под нарезание метрической резьбы. В таблице 1 приводятся диаметры свёрл для отверстий под нарезание метрической резьбы. Жирным шрифтом выделены диаметры свёрл для отверстий под резьбу с крупным шагом.
|
Номинальный диаметр резьбы d |
Шаг резьбы Р | Диаметр сверла |
| 1 | 0,2 | 0,80 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,90 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1,00 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,20 |
| 1,4 | 0,3 | 1,10 |
| 1,6 | 0,2 | 1,40 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,60 |
| 1,8 | 0,35 | 1,45 |
| 2 | 0,25 | 1,75 |
| 2 | 0,4 | 1,60 |
| 2,2 | 0,25 | 1,95 |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 2,5 | 0,45 | 2,05 |
| 3 | 0,35 | 2,65 |
| 3 | 0,5 | 2,50 |
| 3,5 | 0,35 | 3,15 |
| 3,5 | 0,6 | 2,90 |
| 4 | 0,5 | 3,50 |
| 4 | 0,7 | 3,30 |
| 4,5 | 0,5 | 4,00 |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,50 |
| 5 | 0,8 | 4,20 |
| 5,5 | 0,5 | 5,00 |
| 6 | 0,5 | 5,50 |
| 6 | 0,75 | 5,25 |
| 6 | 1 | 5,00 |
| 7 | 0,5 | 6,50 |
| 7 | 0,75 | 6,25 |
| 7 | 1 | 6,00 |
| 8 | 0,5 | 7,50 |
| 8 | 0,75 | 7,25 |
| 8 | 1 | 7,00 |
| 8 | 1,25 | 6,80 |
| 9 | 0,5 | 8,50 |
| 9 | 0,75 | 8,25 |
| 9 | 1 | 8,00 |
| 9 | 1,25 | 7,80 |
| 10 | 0,5 | 9,50 |
| 10 | 0,75 | 9,25 |
| 10 | 1 | 9,00 |
| 10 | 1,25 | 8,80 |
| 10 | 1,5 | 8,50 |
| 11 | 0,5 | 10,50 |
| 11 | 0,75 | 10,25 |
| 11 | 1 | 10,00 |
| 11 | 1,5 | 9,50 |
| 12 | 0,5 | 11,50 |
| 12 | 0,75 | 11,25 |
| 12 | 1 | 11,00 |
| 12 | 1,25 | 10,80 |
| 12 | 1,5 | 10,50 |
| 12 | 1,75 | 10,20 |
| 14 | 0,5 | 13,50 |
| 14 | 0,75 | 13,25 |
| 14 | 1 | 13,00 |
| 14 | 1,25 | 12,80 |
| 14 | 1,5 | 12,50 |
| 14 | 2 | 12,00 |
| 15 | 1 | 14,00 |
| 15 | 1,5 | 13,50 |
| 16 | 0,5 | 15,50 |
| 16 | 0,75 | 15,25 |
| 16 | 1 | 15,00 |
| 16 | 1,5 | 14,50 |
| 16 | 2 | 14,00 |
| 17 | 1 | 16,00 |
| 17 | 1,5 | 15,50 |
| 18 | 0,5 | 17,50 |
| 18 | 0,75 | 17,25 |
| 18 | 1 | 17,00 |
| 18 | 1,5 | 16,50 |
| 18 | 2 | 16,00 |
| 18 | 2,5 | 15,50 |
| 20 | 0,5 | 19,50 |
| 20 | 0,75 | 19,25 |
| 20 | 1 | 19,00 |
| 20 | 1,5 | 18,50 |
| 20 | 2 | 18,00 |
| 20 | 2,5 | 17,50 |
| 22 | 0,5 | 21,50 |
| 22 | 0,75 | 21,25 |
| 22 | 1 | 21,00 |
| 22 | 1,5 | 20,50 |
| 22 | 2 | 20,00 |
| 22 | 2,5 | 19,50 |
| 24 | 0,75 | 23,25 |
| 24 | 1 | 23,00 |
| 24 | 1,5 | 22,50 |
| 24 | 2 | 22,00 |
| 24 | 3 | 21,00 |
| 25 | 1 | 24,00 |
| 25 | 1,5 | 23,50 |
| 25 | 2 | 23,00 |
| 26 | 1,5 | 24,50 |
| 27 | 0,75 | 26,25 |
| 27 | 1 | 26,00 |
| 27 | 1,5 | 25,50 |
| 27 | 2 | 25,00 |
| 27 | 3 | 24,00 |
| 28 | 1 | 27,00 |
| 28 | 1,5 | 26,50 |
| 28 | 2 | 26,00 |
| 30 | 0,75 | 29,25 |
| 30 | 1 | 29,00 |
| 30 | 1,5 | 28,50 |
| 30 | 2 | 28,00 |
| 30 | 3 | 27,00 |
| 30 | 3,5 | 26,50 |
| 32 | 1,5 | 30,50 |
| 32 | 2 | 30,00 |
| 33 | 0,75 | 32,25 |
| 33 | 1 | 32,00 |
| 33 | 1,5 | 31,50 |
| 33 | 2 | 31,00 |
| 33 | 3 | 30,00 |
| 33 | 3,5 | 29,50 |
| 35 | 1,5 | 33,50 |
| 36 | 1 | 35,00 |
| 36 | 1,5 | 34,50 |
| 36 | 2 | 34,00 |
| 36 | 3 | 33,00 |
| 36 | 4 | 32,00 |
| 38 | 1,5 | 36,50 |
| 39 | 1 | 38,00 |
| 39 | 1,5 | 37,50 |
| 39 | 2 | 37,00 |
| 39 | 3 | 36,00 |
| 39 | 4 | 35,00 |
| 40 | 1,5 | 38,50 |
| 40 | 2 | 38,00 |
| 40 | 3 | 37,00 |
| 42 | 1 | 41,00 |
| 42 | 1,5 | 40,50 |
| 42 | 2 | 40,00 |
| 42 | 3 | 39,00 |
| 42 | 4 | 38,00 |
| 42 | 4,5 | 37,50 |
| 45 | 1 | 44,00 |
| 45 | 1,5 | 43,50 |
| 45 | 2 | 43,00 |
| 45 | 3 | 42,00 |
| 45 | 4 | 41,00 |
| 45 | 4,5 | 40,50 |
| 48 | 1 | 47,00 |
| 48 | 1,5 | 46,50 |
| 48 | 2 | 46,00 |
| 48 | 3 | 45,00 |
| 48 | 4 | 44,00 |
| 48 | 5 | 43,00 |
| 50 | 1,5 | 48,50 |
| 50 | 2 | 48,00 |
| 50 | 3 | 47,00 |
| 52 | 1 | 51,00 |
| 52 | 1,5 | 50,50 |
| 52 | 2 | 50,00 |
| 52 | 3 | 49,00 |
| 52 | 4 | 48,00 |
| 52 | 5 | 47,00 |
Диаметры свёрл для нарезания метрической резьбы в материалах повышенной вязкости, к которым относят сплавы магния по ГОСТ 804-93, сплавы алюминиевые по ГОСТ 4784-97, латуни по ГОСТ 15527-70 титановые сплавы, стали и сплавы высоколегированные, коррозионностойкие, жаростойкие, жаропрочные (на никелевой основе) по ГОСТ 5632-72, ГОСТ 20072-74 приведены в таблице 2.
|
Номинальный диаметр резьбы d |
Шаг резьбы Р | Диаметр сверла |
| 1 | 0,2 | 0,82 |
| 1 | 0,25 | 0,80 |
| 1,1 | 0,2 | 0,92 |
| 1,1 | 0,25 | 0,90 |
| 1,2 | 0,2 | 1,05 |
| 1,2 | 0,25 | 1,00 |
| 1,4 | 0,2 | 1,25 |
| 1,4 | 0,3 | 1,15 |
| 1,6 | 0,2 | 1,45 |
| 1,6 | 0,35 | 1,30 |
| 1,8 | 0,2 | 1,65 |
| 1,8 | 0,35 | 1,50 |
| 2 | 0,25 | 1,80 |
| 2 | 0,4 | 1,65 |
| 2,2 | 0,25 | 2,00 |
| 2,2 | 0,45 | 1,80 |
| 2,5 | 0,35 | 2,20 |
| 2,5 | 0,45 | 2,10 |
| 3 | 0,35 | 2,70 |
| 3 | 0,5 | 2,60 |
| 3,5 | 0,35 | 3,20 |
| 3,5 | 0,6 | 2,95 |
| 4 | 0,5 | 3,60 |
| 4 | 0,7 | 3,40 |
| 4,5 | 0,75 | 3,90 |
| 5 | 0,5 | 4,60 |
| 5 | 0,8 | 4,30 |
| 5,5 | 0,5 | 5,10 |
| 6 | 0,5 | 5,60 |
| 6 | 0,75 | 5,30 |
| 6 | 1 | 5,10 |
| 7 | 0,5 | 6,60 |
| 7 | 0,75 | 6,30 |
| 7 | 1 | 6,10 |
| 8 | 0,5 | 7,60 |
| 8 | 0,75 | 7,30 |
| 8 | 1 | 7,10 |
| 8 | 1,25 | 6,90 |
| 9 | 0,5 | 8,60 |
| 9 | 0,75 | 8,30 |
| 9 | 1 | 8,10 |
| 9 | 1,25 | 7,90 |
| 10 | 0,5 | 9,60 |
| 10 | 0,75 | 9,30 |
| 10 | 1 | 9,10 |
| 10 | 1,25 | 8,90 |
| 10 | 1,5 | 8,70 |
| 11 | 0,5 | 10,60 |
| 11 | 0,75 | 10,30 |
| 11 | 1 | 10,10 |
| 11 | 1,5 | 9,70 |
| 12 | 0,75 | 11,30 |
| 12 | 1 | 11,10 |
| 12 | 1,25 | 10,90 |
| 12 | 1,5 | 10,70 |
| 12 | 1,75 | 10,40 |
| 14 | 0,75 | 13,30 |
| 14 | 1 | 13,10 |
| 14 | 1,5 | 12,70 |
| 14 | 2 | 12,20 |
| 15 | 1,5 | 13,70 |
| 16 | 2 | 14,20 |
Диаметр отверстия под резьбу ГОСТ (Таблица)
Справочные таблицы содержат размеры диаметров отверстий под нарезания резьбы по ГОСТ 9150—59, ГОСТ 6357-52, ГОСТ 6111-52 и ГОСТ 6211-52
1. Таблицы являются справочными, выпущены на основании руководящего материала завода 01.2РМ31—65 и нормалей МН5384—5389-64 и предназначаются для мастеров, технологов и рабочих основного и вспомогательного производств.
Таблицы являются справочными, выпущены на основании руководящего материала завода 01.2РМ31—65 и нормалей МН5384—5389-64 и предназначаются для мастеров, технологов и рабочих основного и вспомогательного производств.
2. Величины отверстий под резьбу с крупными шагами выделены жирным текстом.
3. Диаметр отверстий, указанных без допусков, выполняется по 4 классу точности.
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59
|
Номинальный диаметр резьбы |
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||||||
|
Шаги резьбы S |
||||||||||||||
|
0,2 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1 |
1,25 |
1,5 |
|
|
1 |
0,8 |
0,75 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
|
1,1 |
|
|
|
|
|
|
|
|
|
|
|
|
1,6 |
|
|
|
1,25 |
|
|
|
|
|
|
|
|
|
|
|
2,0 |
|
1,75 |
|
|
1,6 |
|
|
|
|
|
|
|
|
|
|
2,5 |
|
|
|
2,15 |
|
2,05 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
2,65 |
|
|
2,5 |
|
|
|
|
|
|
|
|
3,5 |
|
|
|
3,15 |
|
|
|
2,9 |
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
3,5 |
|
3,3 |
|
|
|
|
|
|
4,5 |
|
|
|
|
|
|
4 |
|
|
3,8 |
|
|
|
|
|
5 |
|
|
|
|
|
|
4,5 |
|
|
|
4,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
5,5 |
|
|
5,2 |
|
5 |
|
|
|
8 |
|
|
|
|
|
|
7,5 |
|
|
7,2 |
|
7 |
6,7 |
|
|
10 |
|
|
|
|
|
|
9,5 |
|
|
9,2 |
|
9 |
8,7 |
8,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальный диаметр резьбы |
Диаметр отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||
|
Шаги резьбы S |
||||||||||
|
0,75 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
|
|
12 |
11,2 |
11 |
10,7 |
10,5 |
10,2 |
|
|
|
|
|
|
14 |
13,2 |
13 |
12,7 |
12,5 |
|
11,9А5 |
|
|
|
|
|
16 |
15,25 |
15 |
|
14,5 |
|
14 |
|
|
|
|
|
18 |
|
17 |
|
16,5 |
|
16 |
15,35А5 |
|
|
|
|
20 |
|
18,95 |
|
18,45 |
|
18 |
17,35А5 |
|
|
|
|
22 |
|
20,95 |
|
20,45 |
|
20 |
19,35А5 |
|
|
|
|
24 |
|
|
|
22,45 |
|
21,85А5 |
|
20,85А5 |
|
|
|
27 |
|
|
25,45 |
|
25 |
|
23,85А5 |
|
|
|
|
30 |
|
|
|
28,45 |
|
28 |
|
26,85А5 |
|
|
|
33 |
|
|
|
|
|
|
|
29,85А5 |
29,35А5 |
|
|
36 |
|
|
|
|
|
|
|
32,8А5 |
|
31,8А5 |
|
39 |
|
|
|
|
|
|
|
|
|
34,8A5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальный диаметр резьбы |
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||
|
Шаги резьбы S |
||||||||||
|
1 |
1,5 |
2 |
3 |
4 |
4,5 |
5 |
5,5 |
6 |
|
|
|
42 |
40,95 |
40,45 |
— |
38,9 |
37,8A5 |
37,ЗA5 |
— |
— |
— |
|
|
45 |
43,95 |
43,45 |
42,95 |
41,9 |
40,8A5 |
40,ЗA5 |
— |
— |
— |
|
|
48 |
46,95 |
46,45 |
45,95 |
44,9 |
43,8A5 |
|
42,8A5 |
— |
— |
|
|
52 |
|
50,43 |
45,95 |
48,9 |
47,8A5 |
— |
46,8A5 |
— |
— |
|
|
56 |
|
54,43 |
53,9 |
52,9 |
51,9 |
— |
— |
50,ЗA5 |
— |
|
|
60 |
|
58,4 |
57,9 |
56,9 |
55,9 |
— |
— |
54,ЗA5 |
— |
|
|
64 |
|
62,4 |
61,9 |
60,9 |
59,9 |
— |
— |
— |
57,8A5 |
|
|
68 |
|
66,4 |
65,9 |
64,9 |
63,9 |
— |
— |
— |
61,8A5 |
|
|
72 |
|
70,4 |
69,9 |
68,9 |
67,9 |
— |
— |
— |
65,8A5 |
‘ |
|
76 |
|
74,4 |
73,9 |
72,9 |
71,9 |
— |
— |
— |
69,8A5 |
|
|
80 |
|
78,4 |
77,9 |
76,9 |
75,9 |
— |
— |
— |
73,8A5 |
|
|
85 |
|
83,4 |
82,9 |
81,9 |
80,9 |
— |
— |
— |
78,8A5 |
|
|
90 |
|
88,4 |
87,9 |
86,9 |
85,9 |
— |
— |
— |
83,75A5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для металлов повышенной вязкости /(алюминие-магниевые сплавы) |
||||||||||||||
|
Номинальный диаметр резьбы |
Диаметр для отверстий под нарезание резьбы по ГОСТ 9150-59 |
|||||||||||||
|
Шаги резьбы S |
||||||||||||||
|
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
|
|
1 |
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
1. |
|
|
|
|
|
|
|
|
|
|
|
|
|
1,6 |
|
|
1,3 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
1,65 |
|
|
|
|
|
|
|
|
|
|
|
2,5 |
|
|
|
|
2,15 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
2,6 |
|
|
|
|
|
|
|
|
|
3,5 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
3,35 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
4,25 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
5,1 |
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
6,8 |
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
8,6 |
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
10,8 |
10,6 |
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
12,6 |
|
12,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 15
15Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52
|
Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52 |
||
|
Обозначение резьбы, дюймы |
диаметр сверл, мм |
|
|
класс точности резьбы |
||
|
2 |
3 |
|
|
1/8 |
8,65А4 |
8,7А5 |
|
1/4 |
11,5А4 |
11,5А5 |
|
3/8 |
15А4 |
15А5 |
|
1/2 |
18,7А, |
18,7А5 |
|
5/8 |
20,7+0,12 |
20,7А5 |
|
3/4 |
24,2+0,15 |
24,2А5 |
|
7/8 |
28+0,12 |
28А5 |
|
1 |
30,43+0,16 |
30,43+0,29 |
|
1·1/8 |
35А4 |
35А5 |
|
1·1/4 |
39А4 |
39А5 |
|
1·3/8 |
— |
41,5А5 |
|
1·1/2 |
— |
45А5 |
|
|
|
|
Диаметры отверстий под нарезание резьбы по ОСТ НКТП 1260
|
Диаметры отверстий под нарезание дюймовой резьбы по ОСТ НКТП 1260 |
|||
|
Обозначение резьбы, дюймы |
Диаметр сверла, мм |
Обозначение резьбы, дюймы |
Диаметр сверла, мм |
|
3/16 |
3,6 |
1 |
22 |
|
1/4 |
5 |
1·1/8 |
24,75 |
|
5/16 |
6,4 |
1·1/4 |
27,75 |
| 3/8 |
7,8 |
1·3/8 |
30,25 |
|
7/16 |
9,1 |
1·1/2 |
33,5 |
|
1/2 |
10,4 |
1·5/8 |
35,75 |
|
9/16 |
12 |
1·3/8 |
39 |
|
5/8 |
13,3 |
1·7/8 |
41,5 |
|
3/4 |
16,25 |
2 |
44,5 |
|
7/8 |
19,25 |
|
|
|
|
|
|
|
Диаметр отверстий ГОСТ 6111-52
|
Диаметр отверстий под нарезание дюймовой конической резьбы с развертыванием на конус, ГОСТ 6111-52 |
||||
|
Диаметр резьбы |
Число ниток на 1« |
dc |
do |
Глубина сверлен. |
|
1/8 |
27 |
8,ЗА5 |
8,76А4 |
15 |
|
1/4 |
18 |
10,7А5 |
11,31А4 |
20 |
|
3/8 |
14,25А5 |
14,8А4 |
22 |
|
|
1/2 |
14 |
17,5А5 |
18,32А4 |
28 |
|
3/4 |
22,9А5 |
23,66А4 |
28 |
|
|
1 |
11·1/2 |
28,75А5 |
29,69А4 |
35 |
|
1·1/4 |
37,43А5 |
38,45А4 |
36 |
|
|
1·1/2 |
43,5А5 |
44,52А4 |
36 |
|
|
2 |
55,5А4 |
56,54А4 |
37 |
|
 е мм
е ммДиаметр отверстий ГОСТ 6211-52
|
Диаметр отверстий под нарезание трубной конической резьбы с развертыванием на конус, ГОСТ 6211-52 |
||||
|
Диаметр резьбы |
Число ниток на 1« |
dc |
d° |
Глубина сверленю. |
|
1/8 |
28 |
8,1А5 |
8,57А4 |
15 |
|
1/4 |
19 |
10,8А5 |
11,45А4 |
20 |
|
3/8 |
14,25А5 |
14,95+0,1 |
24 |
|
|
1/2 |
14 |
17,9А5 |
18,63+0,1 |
29 |
|
3/4 |
23,25А5 |
24,12+0,1 |
31 |
|
|
1 |
11 |
29,25А5 |
30,30А3а |
37 |
|
1·1/4 |
37,75А5 |
38,95А3а |
40 |
|
|
1·1/2 |
43,5А5 |
44,83А3а |
42 |
|
|
2 |
55А5 |
56,54А3а |
44 |
|
 е мм
е ммИсточник информации: ПО „Машзавод им. Октябрьской революции» 1986 год.
Стандарт резьбы UNC и UNF. Размеры резьбы и диаметр сверла
В авто и бытовой технике зарубежного производства, резьба UNC, UNF имеет широкое применение. Например, резьбу UNC 3/8 и 1/4 дюйма можно встретить в устройствах для фиксации видео-фотокамер (штативы, моноподы, кронштейны для вспышек). UNC, UNF это стандарт США, резьбы которых применяются в странах Европы, и в частности США. В России резьбу UNC и UNF называют дюймовая резьба.
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC — крупная резьба;
UNF — мелкая резьба.
Ниже в таблице приведены подробные размеры резьбы и необходимым диаметром сверла под нарезаемую резьбу.
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Таблица размеров сверл — дюймовых и метрических | Загружаемый PDF
Загрузите PDF-файл с каждой таблицей размеров сверл в этой статье.В этой статье есть все таблицы размеров сверл, которые вам когда-либо понадобятся! Больше не нужно ломать голову над вопросом, какой калибр относится к какому размеру, и как преобразовать дюймы в миллиметры или наоборот. Это ваш универсальный магазин для всех преобразований размеров сверл и таблиц.
Но эта статья — это не только графики.
Вы также получите некоторую справочную информацию о том, как возникли различные размеры сверл, как они рассчитываются и о некоторых областях их применения.Если вы когда-нибудь задумывались, почему существует так много разных обозначений калибра и размеров сверл, то читайте дальше.
Как измерить сверла
Для измерения диаметра сверла лучше измерять режущую кромку, а не хвостовик (хвостовик — это часть, которая удерживается патроном сверла). Чтобы получить точное измерение, используйте штангенциркуль Vernier, но имейте в виду, что в зависимости от качества сверла может быть погрешность допуска от 5 до 15 тысячных единицы.
Размер метрического сверла
Метрические размеры сверл используются в основном в Европе и используют метрические единицы для измерения диаметра сверл. Существует множество стандартов, используемых для определения размеров сверл, наиболее распространенным в Великобритании является набор британских стандартов BS 328, который включает в себя сверла диаметром от 0,2 до 25 мм.
Размеры сверл BS 328 определены, как показано в таблице размеров сверл ниже:
| ø0,2 до 0,98 мм: | Н. 0.1 мм Н. 0,1 + 0,02 мм Н. 0,1 + 0,05 мм Н. 0,1 + 0,08 мм | N — целое число от 2 до 9 |
| ø1,0 до 2,95 мм: | Н. 0,1 мм Н. 0,1 + 0,05 мм | N — целое число от 10 до 29 |
| ø3,0 до 13,9 мм: | Н. 0,1 мм | N — целое число от 30 до 139 |
| ø14,0 до 25,0 мм: | M. 1 мм M. 1 + 0,25 мм M. 1 + 0,5 мм M. 1 + 0.75 мм | M — целое число от 14 до 25 |
Обратите внимание, что размер по BS 328 применим только к спиральным сверлам. Другие типы долот, такие как долота Форстнера, будут иметь режущие поверхности другого размера.
Другим примером метрического набора размеров сверл является серия Renard, в которой для определения диаметра используется простой коэффициент:
- Серия R5 использует коэффициент 1,58 и включает следующие размеры: M2,5, M4, M6, M10, M16 и M24
- В серии R10 используется коэффициент 1.26 и содержит следующие размеры: M3, M5, M8, M12, M20 и M30
Таблица размеров сверл для числовых и буквенных калибров
Числовые и буквенные размеры не соответствуют формуле или стандартному приращению. Они частично основаны на калибре для стальной проволоки Stubs Steel Wire Gauge, размеры которого аналогичны (но не полностью идентичны) этой системе.
Несмотря на то, что они возникли в 19-м веках, эти датчики до сих пор широко используются в США. Они также встречаются в Великобритании в меньшей степени, будучи в значительной степени заменены метрическими размерами.Большинство других стран, особенно в Европе, полностью отказались от них в пользу метрических систем.
Таблица размеров сверл ниже содержит измерения диаметров сверл в британской и метрической системе для всех числовых и буквенных размеров.
| Калибр | дюймов | мм | Калибр | дюймов | мм | Калибр | дюймов | мм | ||
| 104 | 0.0031 | 0,079 | 52 | 0,0635 | 1,613 | А | 0,234 | 5,944 | ||
| 103 | 0,0035 | 0,089 | 51 | 0,067 | 1.702 | B | 0,238 | 6.045 | ||
| 102 | 0,0039 | 0,099 | 50 | 0,07 | 1.778 | С | 0.242 | 6,147 | ||
| 101 | 0,0043 | 0,109 | 49 | 0,073 | 1.854 | D | 0,246 | 6,248 | ||
| 100 | 0,0047 | 0,119 | 48 | 0,076 | 1,93 | E | 0,25 | 6,35 | ||
| 99 | 0,0051 | 0,13 | 47 | 0.0785 | 1,994 | F | 0,257 | 6.528 | ||
| 98 | 0,0055 | 0,14 | 46 | 0,081 | 2,057 | G | 0,261 | 6,629 | ||
| 97 | 0,0059 | 0,15 | 45 | 0,082 | 2,083 | H | 0,266 | 6,756 | ||
| 96 | 0.0063 | 0,16 | 44 | 0,086 | 2,184 | I | 0,272 | 6,909 | ||
| 95 | 0,0067 | 0,17 | 43 | 0,089 | 2,261 | Дж | 0,277 | 7.036 | ||
| 94 | 0,0071 | 0,18 | 42 | 0,0935 | 2,375 | К | 0.281 | 7,137 | ||
| 93 | 0,0075 | 0,191 | 41 | 0,096 | 2,438 | L | 0,29 | 7,366 | ||
| 92 | 0,0079 | 0,201 | 40 | 0,098 | 2.489 | M | 0,295 | 7,493 | ||
| 91 | 0,0083 | 0,211 | 39 | 0.0995 | 2,527 | N | 0,302 | 7,671 | ||
| 90 | 0,0087 | 0,221 | 38 | 0,1015 | 2,578 | O | 0,316 | 8,026 | ||
| 89 | 0,0091 | 0,231 | 37 | 0,104 | 2,642 | -п. | 0,323 | 8,204 | ||
| 88 | 0.0095 | 0,241 | 36 | 0,1065 | 2,705 | Q | 0,332 | 8,433 | ||
| 87 | 0,01 | 0,254 | 35 | 0,11 | 2,794 | R | 0,339 | 8,611 | ||
| 86 | 0,0105 | 0,267 | 34 | 0,111 | 2,819 | S | 0.348 | 8,839 | ||
| 85 | 0,011 | 0,279 | 33 | 0,113 | 2,87 | т | 0,358 | 9.093 | ||
| 84 | 0,0115 | 0,292 | 32 | 0,116 | 2,946 | U | 0,368 | 9,347 | ||
| 83 | 0,012 | 0,305 | 31 | 0.12 | 3,048 | В | 0,377 | 9,576 | ||
| 82 | 0,0125 | 0,318 | 30 | 0,1285 | 3,264 | Вт | 0,386 | 9,804 | ||
| 81 | 0,013 | 0,33 | 29 | 0,136 | 3,454 | х | 0,397 | 10,08 | ||
| 80 | 0.0135 | 0,343 | 28 | 0,1405 | 3,569 | Я | 0,404 | 10,26 | ||
| 79 | 0,0145 | 0,368 | 27 | 0,144 | 3.658 | Z | 0,413 | 10,49 | ||
| 78 | 0,016 | 0,406 | 26 | 0,147 | 3,734 | R | 0.339 | 8,611 | ||
| 77 | 0,018 | 0,457 | 25 | 0,1495 | 3,797 | S | 0,348 | 8,839 | ||
| 76 | 0,02 | 0,508 | 24 | 0,152 | 3,861 | т | 0,358 | 9.093 | ||
| 75 | 0,021 | 0,533 | 23 | 0.154 | 3,912 | U | 0,368 | 9,347 | ||
| 74 | 0,0225 | 0,572 | 22 | 0,157 | 3,988 | В | 0,377 | 9,576 | ||
| 73 | 0,024 | 0,61 | 21 | 0,159 | 4,039 | |||||
| 72 | 0.025 | 0,635 | 20 | 0,161 | 4,089 | |||||
| 71 | 0,026 | 0,66 | 19 | 0,166 | 4,216 | |||||
| 70 | 0,028 | 0,711 | 18 | 0,1695 | 4.305 | |||||
| 69 | 0.0292 | 0,742 | 17 | 0,173 | 4,394 | |||||
| 68 | 0,031 | 0,787 | 16 | 0,177 | 4,496 | |||||
| 67 | 0,032 | 0,813 | 15 | 0,18 | 4.572 | |||||
| 66 | 0.033 | 0,838 | 14 | 0,182 | 4,623 | |||||
| 65 | 0,035 | 0,889 | 13 | 0,185 | 4,699 | |||||
| 64 | 0,036 | 0,914 | 12 | 0,189 | 4,801 | |||||
| 63 | 0.037 | 0,94 | 11 | 0,191 | 4,851 | |||||
| 62 | 0,038 | 0,965 | 10 | 0,1935 | 4,915 | |||||
| 61 | 0,039 | 0,991 | 9 | 0,196 | 4,978 | |||||
| 60 | 0.04 | 1.016 | 8 | 0,199 | 5,055 | |||||
| 59 | 0,041 | 1.041 | 7 | 0,201 | 5,105 | |||||
| 58 | 0,042 | 1.067 | 6 | 0,204 | 5,182 | |||||
| 57 | 0,043 | 1.092 | 5 | 0,2055 | 5,22 | |||||
| 56 | 0,0465 | 1,181 | 4 | 0,209 | 5,309 | |||||
| 55 | 0,052 | 1,321 | 3 | 0,213 | 5,41 | |||||
| 54 | 0,055 | 1.397 | 2 | 0,221 | 5,613 | |||||
| 53 | 0,0595 | 1,511 | 1 | 0,228 | 5,791 |
Таблица размеров фракционного сверла
Фракционные сверла определены стандартом ANSI B94.11M-1979.
Чаще всего используются в США, но иногда их можно встретить и в Великобритании. Эти измерительные сверла в британской системе измерений выпускаются с шагом 1/64 дюйма.Используемые дроби всегда имеют простейшую форму, то есть сокращены, насколько это возможно, например, 2/64 становится 1/32.
В таблице размеров сверла ниже указаны дробные размеры и их метрические преобразования с точностью до 1 дюйма.
| Доля дюйма | дюймов | мм | Доля дюйма | дюймов | мм | Доля дюйма | дюймов | мм | ||
| 1/64 | 0.0156 | 0,3969 | 23/64 | 0,3594 | 9.1281 | 45/64 | 0,7031 | 17,8594 | ||
| 1/32 | 0,0313 | 0,7938 | 3/8 | 0,3750 | 9,5250 | 23/32 | 0,7188 | 18,2563 | ||
| 3/64 | 0,0469 | 1,1906 | 25/64 | 0,3906 | 9.9219 | 47/64 | 0,7344 | 18,6531 | ||
| 1/16 | 0,0625 | 1,5875 | 13/32 | 0,4063 | 10,3188 | 3/4 | 0,7500 | 19.0500 | ||
| 5/64 | 0,0781 | 1,9844 | 27/64 | 0,4219 | 10,7156 | 49/64 | 0,7656 | 19.4469 | ||
| 3/32 | 0,0938 | 2,3813 | 7/16 | 0,4375 | 11.1125 | 25/32 | 0,7813 | 19,8438 | ||
| 7/64 | 0,1094 | 2,7781 | 29/64 | 0,4531 | 11,5094 | 51/64 | 0,7969 | 20,2406 | ||
| 1/8 | 0,1250 | 3.1750 | 15/32 | 0,4688 | 11,9063 | 13/16 | 0,8125 | 20,6375 | ||
| 9/64 | 0,1406 | 3,5719 | 31/64 | 0,4844 | 12.3031 | 53/64 | 0,8281 | 21.0344 | ||
| 5/32 | 0,1563 | 3,9688 | 1/2 | 0,5000 | 12.7000 | 27/32 | 0,8438 | 21,4313 | ||
| 11/64 | 0,1719 | 4.3656 | 33/64 | 0,5156 | 13,0969 | 55/64 | 0,8594 | 21,8281 | ||
| 3/16 | 0,1875 | 4,7625 | 17/32 | 0,5313 | 13,4938 | 7/8 | 0,8750 | 22.2250 | ||
| 13/64 | 0,2031 | 5,1594 | 35/64 | 0,5469 | 13,8906 | 57/64 | 0,8906 | 22,6219 | ||
| 7/32 | 0,2188 | 5,5563 | 9/16 | 0,5625 | 14,2875 | 29/32 | 0,9063 | 23.0188 | ||
| 15/64 | 0,2344 | 5.9531 | 37/64 | 0,5781 | 14,6844 | 59/64 | 0,9219 | 23,4156 | ||
| 1/4 | 0,2500 | 6.3500 | 19/32 | 0,5938 | 15.0813 | 15/16 | 0,9375 | 23,8125 | ||
| 17/64 | 0,2656 | 6,7469 | 39/64 | 0.6094 | 15.4781 | 61/64 | 0,9531 | 24.2094 | ||
| 9/32 | 0,2813 | 7,1438 | 5/8 | 0,6250 | 15.8750 | 31/32 | 0,9688 | 24.6063 | ||
| 19/64 | 0,2969 | 7,5406 | 41/64 | 0,6406 | 16,2719 | 63/64 | 0,9844 | 25.0031 | ||
| 5/16 | 0,3125 | 7,9375 | 21/32 | 0,6563 | 16,6688 | 1 | 1,0000 | 25,4000 | ||
| 21/64 | 0,3281 | 8,3344 | 43/64 | 0,6719 | 17.0656 | |||||
| 11/32 | 0,3438 | 8,7313 | 11/16 | 0.6875 | 17,4625 |
Размеры центровочного сверла
Эти специальные сверла используются для сверления центральных отверстий под двумя разными углами: 60 градусов и 90 градусов. Они обычно используются для сверления токарных центров и центровочных сверл, т. Е. Маркировки отверстий для направления спирального сверления.
В приведенной ниже таблице размеров сверл указаны все обычно используемые размеры центральных сверл.
| Размер обозначение | Диаметр сверла [дюймы (мм)] |
| 5/0 | 0.010 дюймов (0,254 мм) |
| 4/0 | 0,015 дюйма (0,381 мм) |
| 3/0 | 0,020 дюйма (0,508 мм) |
| 2/0 | 0,025 дюйма (0,635 мм) |
| 0 | 1/32 дюйма (0,794 мм) |
| 1 | 3/64 дюйма (1,191 мм) |
| 2 | 5/64 дюйма (1,984 мм) |
| 3 | 7/64 дюйма (2,778 мм) |
| 4 | 1/8 дюйма (3.175 мм) |
| 4½ | 9/64 дюйма (3,572 мм) |
| 5 | 3/16 дюйма (4,763 мм) |
| 6 | 7/32 дюйма (5,556 мм) |
| 7 | 1/4 дюйма (6,350 мм) |
| 8 | 5/16 дюйма (7,938 мм) |
| Калибр | Диаметр корпуса [дюймы (мм)] |
| BS1 | 1/8 дюйма (3.175 мм) |
| BS2 | 3/16 дюйма (4,763 мм) |
| BS3 | 1/4 дюйма (6,350 мм) |
| BS4 | 5/16 дюйма (7,938 мм) |
| BS5 | 7/16 дюйма (11,113 мм) |
| BS5A | 1/2 дюйма (12,700 мм) |
| BS6 | 5/8 дюйма (15,875 мм) |
| BS7 | 3/4 дюйма (19,050 мм) |
Длина сверла
Длина сверл зависит от их применения.
- Сверла Джоббера являются наиболее распространенными, их длина составляет от 9 до 14 диаметров.
- Сверла для винторезных станков — самые короткие из имеющихся сверл стандартного размера. Они используются в основном в мастерских для винтовых станков и обычно не доступны в строительных магазинах.
- Сверла для авиационной длины — это сверла увеличенной длины, которые изготавливаются с фиксированной длиной, такой как 4, 6, 8, 12, 18, 24 дюйма, а не с пропорциональными длинами.
Таблица размеров сверл
В этой таблице показаны десятичные эквиваленты в дюймах для дробных дюймов, размеров проволоки, буквенных размеров и метрических сверл диаметром до двух дюймов.
| Размер | Десятичный эквивалент | Размер | Десятичный эквивалент | Размер | Десятичный эквивалент | Размер | Десятичный эквивалент 9724 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| 900 Десятичный эквивалент | 0.0059 | 2,60 мм | 0,1024 | M | 0,295 | 63/64 « | 0,9844 | |||
| 96 | 0,0063 | 37 | 0,104 | 7,50 мм | 0,2953 | 1 « | 1 | |||
| 95 | 0.0067 | 2,70 мм | 0,1063 | 19/64 « | 0,2969 | 25,50 мм | 1,0039 | |||
| 94 | 0,0071 | 36 | 0,1065 | 7,60 мм | 0,2992 | 1-1 / 64 « | 1.0156 | |||
| 93 | 0,0075 | 2,75 мм | 0,1083 | N | 0,302 | 26,00 мм | 1.0236 | |||
| 92 | 0,0079 | 7/64 « | 0,1094 | 7,70 мм | 0,3031 | 1-1 / 32 « | 1.0312 | |||
| 91 | 0,0083 | 35 | 0,11 | 7,75 мм | 0,3051 | 26,50 мм | 1.0433 | |||
| 90 | 0,0087 | 2,80 мм | 0,1102 | 7,80 мм | 0,3071 | 1-3 / 64 « | 1.0469 | |||
| 89 | 0,0091 | 34 | 0,111 | 7,90 мм | 0,311 | 1-1 / 16 « | 1.0625 | |||
| 88 | 0,0095 | 33 | 0,113 | 5/16 « | 0,3125 | 27.00 мм | 1.063 | |||
| 0,25 мм | 0,0098 | 2,90 мм | 0,1142 | 8,00 мм | 0,315 | 1-5 / 64 « | 1.0781 | |||
| 87 | 0,01 | 32 | 0,116 | O | 0.316 | 27,50 мм | 1.0827 | |||
| 86 | 0,0105 | 3,00 мм | 0,1181 | 8,10 мм | 0,3189 | 1-3 / 32 « | 1.0938 | |||
| 85 | 0,011 | 31 | 0,12 | 8.20 мм | 0,3228 | 28,00 мм | 1,1024 | |||
| 84 | 0,0115 | 3,10 мм | 0,122 | -п. | 0,323 | 1-7 / 64 « | 1,1094 | |||
| ,30 мм | 0,0118 | 1/8 « | 0.125 | 8,25 мм | 0,3248 | 28,50 мм | 1,122 | |||
| 83 | 0,012 | 3,20 мм | 0,126 | 8,30 мм | 0,3268 | 1-1 / 8 « | 1,125 | |||
| 82 | 0,0125 | 3.25 мм | 0,128 | 21/64 « | 0,3281 | 1-9 / 64 « | 1,1406 | |||
| .32 мм | 0,0126 | 30 | 0,1285 | 8,40 мм | 0,3307 | 29.00 мм | 1,1417 | |||
| 81 | 0.013 | 3.30 мм | 0,1299 | Q | 0,332 | 1-5 / 32 « | 1,1562 | |||
| 80 | 0,0135 | 3,40 мм | 0,1339 | 8,50 мм | 0,3346 | 29,50 мм | 1,1614 | |||
| .35 мм | 0,0138 | 29 | 0,136 | 8,60 мм | 0,3386 | 1-11 / 64 « | 1,1719 | |||
| ,36 мм | 0,0142 | 3,50 мм | 0,1378 | R | 0,339 | 30,00 мм | 1.1811 | |||
| 79 | 0,0145 | 28 | 0,1405 | 8,70 мм | 0,3425 | 1-3 / 16 « | 1,1875 | |||
| 0,38 мм | 0,015 | 9/64 « | 0,1406 | 11/32 « | 0,3438 | 30.50 мм | 1.2008 | |||
| 1/64 « | 0,0156 | 3,60 мм | 0,1417 | 8,75 мм | 0,3445 | 1-13 / 64 « | 1,2031 | |||
| .40 мм | 0,0157 | 27 | 0,144 | 8,80 мм | 0.3465 | 1-7 / 32 « | 1,2188 | |||
| 78 | 0,016 | 3,70 мм | 0,1457 | S | 0,348 | 31.00 мм | 1,2205 | |||
| .42 мм | 0,0165 | 26 | 0,147 | 8.90 мм | 0,3504 | 1-15 / 64 « | 1,2344 | |||
| .44 мм | 0,0173 | 3,75 мм | 0,1476 | 9,00 мм | 0,3543 | 31,50 мм | 1,2402 | |||
| .45 мм | 0,0177 | 25 | 0.1495 | т | 0,358 | 1-1 / 4 « | 1,25 | |||
| 77 | 0,018 | 3,80 мм | 0,1496 | 9,10 мм | 0,3583 | 32.00 мм | 1,2598 | |||
| . 46 мм | 0,0181 | 24 | 0.152 | 23/64 « | 0,3594 | 1-17 / 64 « | 1,2656 | |||
| . 48 мм | 0,0189 | 3,90 мм | 0,1535 | 9,20 мм | 0,3622 | 32,50 мм | 1,2795 | |||
| .50 мм | 0.0197 | 23 | 0,154 | 9,25 мм | 0,3642 | 1-9 / 32 « | 1,2812 | |||
| 76 | 0,02 | 5/32 « | 0,1562 | 9,30 мм | 0,3661 | 1-19 / 64 « | 1,2969 | |||
| 75 | 0.021 | 22 | 0,157 | U | 0,368 | 33.00 мм | 1,2992 | |||
| .55 мм | 0,0217 | 4,00 мм | 0,1575 | 9,40 мм | 0,3701 | 1-5 / 16 « | 1,3125 | |||
| 74 | 0.0225 | 21 | 0,159 | 9,50 мм | 0,374 | 33,50 мм | 1,3189 | |||
| .60 мм | 0,0236 | 20 | 0,161 | 3/8 « | 0,375 | 1-21 / 64 « | 1,3281 | |||
| 73 | 0.024 | 4,10 мм | 0,1614 | В | 0,377 | 34,00 мм | 1,3386 | |||
| 72 | 0,025 | 4,20 мм | 0,1654 | 9,60 мм | 0,378 | 1-11 / 32 « | 1,3438 | |||
| .65 мм | 0,0256 | 19 | 0,166 | 9,70 мм | 0,3819 | 34,50 мм | 1,3583 | |||
| 71 | 0,026 | 4,25 мм | 0,1673 | 9,75 мм | 0,3839 | 1-23 / 64 « | 1.3594 | |||
| .70 мм | 0,0276 | 4,30 мм | 0,1693 | 9,80 мм | 0,3858 | 1-3 / 8 « | 1,375 | |||
| 70 | 0,028 | 18 | 0,1695 | Вт | 0,386 | 35.00 мм | 1,378 | |||
| 69 | 0,0292 | 11/64 « | 0,1719 | 9,90 мм | 0,3898 | 1-25 / 64 « | 1,3906 | |||
| 0,75 мм | 0,0295 | 17 | 0,173 | 25/64 « | 0.3906 | 35,50 мм | 1,3976 | |||
| 68 | 0,031 | 4,40 мм | 0,1732 | 10,00 мм | 0,3937 | 1-13 / 32 « | 1.4062 | |||
| 1/32 « | 0,0312 | 16 | 0,177 | х | 0.397 | 36.00 мм | 1,4173 | |||
| .80 мм | 0,0315 | 4,50 мм | 0,1772 | Я | 0,404 | 1-27 / 64 « | 1.4219 | |||
| 67 | 0,032 | 15 | 0,18 | 13/32 « | 0.4062 | 36,50 мм | 1,437 | |||
| 66 | 0,033 | 4,60 мм | 0,1811 | Z | 0,413 | 1-7 / 16 « | 1.4375 | |||
| ,85 мм | 0,0335 | 14 | 0,182 | 10.50 мм | 0,4134 | 1-29 / 64 « | 1.4531 | |||
| 65 | 0,035 | 13 | 0,185 | 27/64 « | 0,4219 | 37.00 мм | 1.4567 | |||
| 0,90 мм | 0,0354 | 4,70 мм | 0.185 | 11,00 мм | 0,4331 | 1-15 / 32 « | 1,4688 | |||
| 64 | 0,036 | 4,75 мм | 0,187 | 7/16 « | 0,4375 | 37,50 мм | 1.4764 | |||
| 63 | 0,037 | 3/16 « | 0.1875 | 11,50 мм | 0,4528 | 1-31 / 64 « | 1.4844 | |||
| 0,95 мм | 0,0374 | 4,80 мм | 0,189 | 29/64 « | 0,4531 | 38.00 мм | 1.4961 | |||
| 62 | 0,038 | 12 | 0.189 | 15/32 « | 0,4688 | 1-1 / 2 « | 1,5 | |||
| 61 | 0,039 | 11 | 0,191 | 12,00 мм | 0,4724 | 1-33 / 64 « | 1,5156 | |||
| 1,00 мм | 0,0394 | 4.90 мм | 0,1929 | 31/64 « | 0,4844 | 38,50 мм | 1,5157 | |||
| 60 | 0,04 | 10 | 0,1935 | 12,50 мм | 0,4921 | 1-17 / 32 « | 1,5312 | |||
| 59 | 0.041 | 9 | 0,196 | 1/2 « | 0,5 | 39.00 мм | 1,5354 | |||
| 1,05 мм | 0,0413 | 5,00 мм | 0,1969 | 13,00 мм | 0,5118 | 1-35 / 64 « | 1,5469 | |||
| 58 | 0.042 | 8 | 0,199 | 33/64 « | 0,5156 | 39,50 мм | 1,5551 | |||
| 57 | 0,043 | 5,10 мм | 0.2008 | 17/32 « | 0,5312 | 1-9 / 16 « | 1,5625 | |||
| 1.10 мм | 0,0433 | 7 | 0,201 | 13,50 мм | 0,5315 | 40.00 мм | 1,5748 | |||
| 1,15 мм | 0,0453 | 13/64 « | 0,2031 | 35/64 « | 0,5469 | 1-37 / 64 « | 1.5781 | |||
| 56 | 0,0465 | 6 | 0,204 | 14,00 мм | 0,5512 | 1-19 / 32 « | 1,5938 | |||
| 3/64 « | 0,0469 | 5,20 мм | 0,2047 | 9/16 « | 0,5625 | 40.50 мм | 1,5945 | |||
| 1,20 мм | 0,0472 | 5 | 0,2055 | 14,50 мм | 0,5709 | 1-39 / 64 « | 1,6094 | |||
| 1,25 мм | 0,0492 | 5,25 мм | 0,2067 | 37/64 « | 0.5781 | 41.00 мм | 1,6142 | |||
| 1,30 мм | 0,0512 | 5,30 мм | 0,2087 | 15.00 мм | 0,5906 | 1-5 / 8 « | 1,625 | |||
| 55 | 0,052 | 4 | 0,209 | 19/32 « | 0.5938 | 41,50 мм | 1,6339 | |||
| 1,35 мм | 0,0531 | 5,40 мм | 0,2126 | 39/64 « | 0.6094 | 1-41 / 64 « | 1,6406 | |||
| 54 | 0,055 | 3 | 0,213 | 15.50 мм | 0,6102 | 42.00 мм | 1.6535 | |||
| 1,40 мм | 0,0551 | 5,50 мм | 0,2165 | 5/8 « | 0,625 | 1-21 / 32 « | 1.6562 | |||
| 1,45 мм | 0,0571 | 7/32 « | 0.2188 | 16.00 мм | 0,6299 | 1-43 / 64 « | 1.6719 | |||
| 1,50 мм | 0,0591 | 5,60 мм | 0,2205 | 41/64 « | 0,6406 | 42,50 мм | 1.6732 | |||
| 53 | 0.0595 | 2 | 0,221 | 16,50 мм | 0,6496 | 1-11 / 16 « | 1,6875 | |||
| 1,55 мм | 0,061 | 5,70 мм | 0,2244 | 21/32 « | 0,6562 | 43.00 мм | 1.6929 | |||
| 1/16 « | 0,0625 | 5,75 мм | 0,2264 | 17.00 мм | 0,6693 | 1-45 / 64 « | 1.7031 | |||
| 1,60 мм | 0,063 | 1 | 0,228 | 43/64 « | 0,6719 | 43.50 мм | 1,7126 | |||
| 52 | 0,0635 | 5,80 мм | 0,2283 | 11/16 « | 0,6875 | 1-23 / 32 « | 1,7188 | |||
| 1,65 мм | 0,065 | 5,90 мм | 0,2323 | 17,50 мм | 0.689 | 44.00 мм | 1,7323 | |||
| 1,70 мм | 0,0669 | А | 0,234 | 45/64 « | 0,7031 | 1-47 / 64 « | 1,7344 | |||
| 51 | 0,067 | 15/64 « | 0,2344 | 18.00 мм | 0,7087 | 1-3 / 4 « | 1,75 | |||
| 1,75 мм | 0,0689 | 6,00 мм | 0,2362 | 23/32 « | 0,7188 | 44,50 мм | 1.752 | |||
| 50 | 0,07 | B | 0.238 | 18,50 мм | 0,7283 | 1-49 / 64 « | 1,7656 | |||
| 1,80 мм | 0,0709 | 6,10 мм | 0,2402 | 47/64 « | 0,7344 | 45.00 мм | 1.7717 | |||
| 1,85 мм | 0.0728 | С | 0,242 | 19.00 мм | 0,748 | 1-25 / 32 « | 1.7812 | |||
| 49 | 0,073 | 6,20 мм | 0,2441 | 3/4 « | 0,75 | 45,50 мм | 1.7913 | |||
| 1.90 мм | 0,0748 | D | 0,246 | 49/64 « | 0,7656 | 1-51 / 64 « | 1.7969 | |||
| 48 | 0,076 | 6,25 мм | 0,2461 | 19,50 мм | 0,7677 | 46.00 мм | 1.811 | |||
| 1,95 мм | 0,0768 | 6,30 мм | 0,248 | 25/32 « | 0,7812 | 1-13 / 16 « | 1,8125 | |||
| 5/64 « | 0,0781 | 1/4 «E | 0,25 | 20,00 мм | 0,7874 | 1-53 / 64 « | 1.8281 | |||
| 47 | 0,0785 | 6.40 мм | 0,252 | 51/64 « | 0,7969 | 46,50 мм | 1,8307 | |||
| 2,00 мм | 0,0787 | 6,50 мм | 0,2559 | 20,50 мм | 0.8071 | 1-27 / 32 « | 1.8438 | |||
| 2,05 мм | 0,0807 | F | 0,257 | 13/16 « | 0,8125 | 47.00 мм | 1,8504 | |||
| 46 | 0,081 | 6,60 мм | 0,2598 | 21.00 мм | 0,8268 | 1-55 / 64 « | 1.8594 | |||
| 45 | 0,082 | G | 0,261 | 53/64 « | 0,8281 | 47,50 мм | 1,8701 | |||
| 2,10 мм | 0,0827 | 6,70 мм | 0,2638 | 27/32 « | 0,8438 | 1-7 / 8 « | 1.875 | |||
| 2,15 мм | 0,0846 | 17/64 « | 0,2656 | 21,50 мм | 0,8465 | 48.00 мм | 1.8898 | |||
| 44 | 0,086 | 6,75 мм | 0,2657 | 55/64 « | 0,8594 | 1-57 / 64 « | 1.8906 | |||
| 2,20 мм | 0,0866 | H | 0,266 | 22,00 мм | 0,8661 | 1-29 / 32 « | 1,9062 | |||
| 2,25 мм | 0,0886 | 6,80 мм | 0,2677 | 7/8 « | 0,875 | 48.50 мм | 1,9094 | |||
| 43 | 0,089 | 6,90 мм | 0,2717 | 22,50 мм | 0,8858 | 1-59 / 64 « | 1,9219 | |||
| 2,30 мм | 0,0906 | I | 0,272 | 57/64 « | 0.8906 | 49.00 мм | 1,9291 | |||
| 2,35 мм | 0,0925 | 7,00 мм | 0,2756 | 23,00 мм | 0,9055 | 1-15 / 16 « | 1,9375 | |||
| 42 | 0,0935 | Дж | 0,277 | 29/32 « | 0.9062 | 49,50 мм | 1,9488 | |||
| 3/32 « | 0,0938 | 7,10 мм | 0,2795 | 59/64 « | 0,9219 | 1-61 / 64 « | 1,9531 | |||
| 2,40 мм | 0,0945 | К | 0,281 | 23.50 мм | 0,9252 | 50.00 мм | 1,9685 | |||
| 41 | 0,096 | 9/32 « | 0,2812 | 15/16 « | 0,9375 | 1-31 / 32 « | 1,9688 | |||
| 2,45 мм | 0,0965 | 7,20 мм | 0.2835 | 24,00 мм | 0,9449 | 1-63 / 64 « | 1,9844 | |||
| 40 | 0,098 | 7,25 мм | 0,2854 | 61/64 « | 0,9531 | 50,50 мм | 1,9882 | |||
| 2,50 мм | 0,0984 | 7.30 мм | 0,2874 | 24,50 мм | 0,9646 | 2 « | 2 | |||
| 39 | 0,0995 | L | 0,29 | 31/32 « | 0,9688 | |||||
| 38 | 0,1015 | 7.40 мм | 0,2913 | 25,00 мм | 0,9843 |
Размер битов [десятичный, числовой, буквенный, метрический]
Очень удобно иметь при себе таблицу сверления с размерами долот, поэтому мы решили поместить ее здесь для вас. Он охватывает десятичные дроби, дроби, пронумерованные сверла, размеры буквенных сверл, метрические сверла и, вероятно, еще несколько вещей, которые я забыл упомянуть.
Для получения более подробной информации о спиральных сверлах в целом см. Нашу статью о спиральных сверлах, где описаны все их типы и советы по сверлению с их помощью.
Метрические сверла размером
Стандартные метрические длины (из стандартов, таких как BS 32 *) определяют метрические размеры сверл с использованием этой системы:
Для размеров от 0,2 до 0,98 мм используйте N от 2 до 9:
- Н — 0,1 мм. Итак, для N = 2 это 2 — 0,1 и т. Д.
- Н — 0,1 + 0,02 мм
- Н — 0,1 + 0,05 мм
- Н — 0.1 + 0,08 мм
От 1 до 2,95 мм, используя N от 10 до 29, получаем:
- Н — 0,1 мм
- Н — 0,1 + 0,05 мм
Для диаметров от 3 до 13,9 мм, с N от 30 до 139:
Для 14–25 мм и N от 14 до 25:
- Н — 1 мм
- Н — 1 + 0,25 мм
- Н — 1 + 0,5 мм
- Н — 1 + 0,75 мм
Есть также серия Reynard с предпочтительными метрическими размерами сверл.
Фракционное сверло размером
Дробные размеры широко используются в США и обычно составляют от 1/64 дюйма до 1 3/4 дюйма с шагом 1/64 дюйма.После этого они работают с шагом 1/32 дюйма до 2 1/4 дюйма, затем с шагом 1/16 дюйма до 3 дюймов, с шагом 1/8 дюйма до 3 1/4 дюйма, затем есть размер 3 1/2 дюйма. .
Десятичная диаграмма эквивалентности
Хорошую диаграмму размеров сверла можно также использовать как удобную диаграмму десятичного эквивалента, а также для преобразования десятичных размеров в метрическую систему.
Числовые размеры сверл и буквенные размеры сверл
Стандарт спирального сверла ASME B94.11M устанавливает количество сверл размером от 1 до 97. На практике вы редко встретите количество сверл, превышающее # 80.
Пронумерованные размеры основаны, но, к сожалению, не идентичны калибру для стальной проволоки Stubs Steel Wire Gauge, появившемуся в 19 веке в Великобритании.
Буквенные размеры — это сверла в британской системе единиц, обозначенные от A (наименьшее) до Z (наибольшее).
Числовые и буквенные размеры широко используются в США и, в меньшей степени, в Великобритании (быстрый переход к метрической системе), но больше не используются для большей части остального мира, который перешел на полностью метрическую систему.
Почему так много размеров?
Хотя может показаться логичным, что большинство дыр имеют округлый размер, некоторые операции выигрывают от множества промежуточных размеров.В частности, расширение и нарезание резьбы. Не выбирайте только первый встретившийся размер сверла для метчика, даже тот, который указан в нашей таблице сверл ниже. Ознакомьтесь с нашей статьей о размерах сверл для метчиков, чтобы найти лучший способ.
Схема сверления
Схема сверленияСкачать PDF
Распродажа
Калькулятор машиниста | На этой диаграмме показаны диаметры сверл для буквенного калибра от размера A (наименьшего) до размера Z (наибольшего).
|
дюймовые и десятичные размеры сверл, таблица соответствия
Сверла могут быть любого размера, но стандарты определяют наборы размеров, которые широко производятся и хранятся на складе. В США широко используются долота с дробным диаметром и калибром.
(обзор высококачественных сверл, обзор недорогих сверл)
Почти во всех других странах наиболее распространены метрические буровые коронки (например, Bovidix 1
| Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный эквивалент | |||||||
| 80 | = | 0,0135 | 43 | = | 0.089 | 8 | = | 0,199 | 25/64 | = | 0,3906 | |||
| 79 | = | 0,0145 | 42 | = | 0,0935 | 7 | = | 0,201 | х | = | 0,397 | |||
| 1/64 | = | 0,0156 | 3/32 | = | 0.0938 | 13/64 | = | 0,2031 | Я | = | 0,404 | |||
| 78 | = | 0,016 | 41 | = | 0,096 | 6 | = | 0,204 | 13/32 | = | 0,4063 | |||
| 77 | = | 0,018 | 40 | = | 0.098 | 5 | = | 0,2055 | Z | = | 0,413 | |||
| 76 | = | 0,020 | 39 | = | 0,0995 | 4 | = | 0,209 | 27/64 | = | 0,4219 | |||
| 75 | = | 0,021 | 38 | = | 0.1015 | 3 | = | 0,213 | 7/16 | = | 0,4375 | |||
| 74 | = | 0,0225 | 37 | = | 0,104 | 7/32 | = | 0,2188 | 29/64 | = | 0,4531 | |||
| 73 | = | 0,024 | 36 | = | 0.1065 | 2 | = | 0,221 | 15/32 | = | 0,4688 | |||
| 72 | = | 0,025 | 7/64 | = | 0,1094 | 1 | = | 0,228 | 31/64 | = | 0,4844 | |||
| 71 | = | 0,026 | 35 | = | 0.110 | А | = | 0,234 | 1/2 | = | 0,500 | |||
| 70 | = | 0,028 | 34 | = | 0,111 | 15/64 | = | 0,2344 | 33/64 | = | 0,5156 | |||
| 69 | = | 0,0292 | 33 | = | 0.113 | B | = | 0,238 | 17/32 | = | 0,5313 | |||
| 68 | = | 0,031 | 32 | = | 0,116 | С | = | 0,242 | 35/64 | = | 0,5469 | |||
| 1/32 | = | 0,0313 | 31 | = | 0.120 | D | = | 0,246 | 9/16 | = | 0,5625 | |||
| 67 | = | 0,032 | 1/8 | = | 0,1250 | 1/4 (R) | = | 0,250 | 37/64 | = | 0,5781 | |||
| 66 | = | 0,033 | 30 | = | 0.1285 | F | = | 0,257 | 19/32 | = | 0,5938 | |||
| 65 | = | 0,035 | 29 | = | 0,136 | G | = | 0,261 | 39/64 | = | 0.6094 | |||
| 64 | = | 0,036 | 28 | = | 0.1405 | 17/64 | = | 0,2656 | 5/8 | = | 0,625 | |||
| 63 | = | 0,037 | 9/64 | = | 0,1406 | H | = | 0,266 | 41/64 | = | 0,6406 | |||
| 62 | = | 0,038 | 27 | = | 0.144 | I | = | 0,272 | 21/32 | = | 0,6563 | |||
| 61 | = | 0,039 | 26 | = | 0,147 | Дж | = | 0,277 | 43/64 | = | 0,6719 | |||
| 60 | = | 0,040 | 25 | = | 0.1495 | К | = | 0,281 | 11/16 | = | 0,6875 | |||
| 59 | = | 0,041 | 24 | = | 0,152 | 9/32 | = | 0,2813 | 45/64 | = | 0,7031 | |||
| 58 | = | 0,042 | 23 | = | 0.154 | L | = | 0,290 | 23/32 | = | 0,7188 | |||
| 57 | = | 0,043 | 5/32 | = | 0,1563 | M | = | 0,295 | 47/64 | = | 0,7344 | |||
| 56 | = | 0,0465 | 22 | = | 0.157 | 19/64 | = | 0,2969 | 3/4 | = | 0,750 | |||
| 3/64 | = | 0,0469 | 21 | = | 0,159 | N | = | 0,302 | 49/64 | = | 0,7656 | |||
| 55 | = | 0,052 | 20 | = | 0.161 | 5/16 | = | 0,3125 | 25/32 | = | 0,7813 | |||
| 54 | = | 0,055 | 19 | = | 0,166 | O | = | 0,316 | 51/64 | = | 0,7969 | |||
| 53 | = | 0,0595 | 18 | = | 0.1695 | -п. | = | 0,323 | 13/16 | = | 0,8125 | |||
| 1/16 | = | 0,0625 | 11/64 | = | 0,1719 | 21/64 | = | 0,3281 | 53/64 | = | 0,8281 | |||
| 52 | = | 0,0635 | 17 | = | 0.173 | Q | = | 0,332 | 27/32 | = | 0,8438 | |||
| 51 | = | 0,067 | 16 | = | 0,177 | R | = | 0,339 | 55/64 | = | 0,8594 | |||
| 50 | = | 0,070 | 15 | = | 0.180 | 11/32 | = | 0,3438 | 7/8 | = | 0,875 | |||
| 49 | = | 0,073 | 14 | = | 0,182 | S | = | 0,348 | 57/64 | = | 0,8906 | |||
| 48 | = | 0,076 | 13 | = | 0.185 | т | = | 0,358 | 29/32 | = | 0,9063 | |||
| 5/64 | = | 0,0781 | 3/16 | = | 0,1875 | 23/64 | = | 0,3594 | 59/64 | = | 0,9219 | |||
| 47 | = | 0,0785 | 12 | = | 0.189 | U | = | 0,368 | 15/16 | = | 0,9375 | |||
| 46 | = | 0,081 | 11 | = | 0,191 | 3/8 | = | 0,375 | 61/64 | = | 0,9531 | |||
| 45 | = | 0,082 | 10 | = | 0.1935 | В | = | 0,377 | 31/32 | = | 0,9688 | |||
| 44 | = | 0,086 | 9 | = | 0,196 | Вт | = | 0,386 | 63/64 | = | 0,9844 |
Проверить цену — Калибр сверл
Сводка
Название изделия
Дюймовые и десятичные размеры сверл, таблица соответствия
Описание
Стандарты определяют наборы размеров, которые широко производятся и хранятся на складе.В США широко используются долота с дробным размером дюйма и калибром.
Автор
Филипп Сернозер
Имя издателя
BestDrillBit.com
Логотип издателя
Эта таблица представляет собой диаграмму для преобразования и определения различных размеров сверл. Из-за различий в системах нумерации некоторые преобразования являются приблизительными, но находятся в пределах.0001 дюйм. Если ничего не помогает, вы можете воспользоваться нашим калькулятором размера сверла . Информации, доступной из наших источников, обычно достаточно для удовлетворения всех требований к сверлам или винтам, связанным с компьютерами, во всем мире.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Таблица размеров сверла: Таблица размеров лучших сверл
Наличие под рукой подходящих сверл имеет решающее значение, независимо от того, являетесь ли вы воином на выходных, профессиональным плотником или подрядчиком.Учитывая огромное количество различных битов на рынке, это легче сказать, чем сделать, и это становится еще более сложным, когда вы понимаете, что не все измерения соответствуют стандартным размерам бит.
Сегодня мы рассмотрим таблицу размеров сверл, чтобы у вас всегда был подходящий инструмент для работы.
Сколько существует сверл?
Может, лучше спросить, сколько у вас времени!
Если не считать шуток, когда дело доходит до сверл, существует, казалось бы, бесконечное множество различных размеров.Конечно, некоторые части имеют специализированные приложения и не подходят для большинства основных работ по дому.
Типичный набор сверл включает от 12 до 30 долот. Как показывает опыт, любого набора, содержащего 20 или более битов, должно быть более чем достаточно для большинства мастеров.
Вот наиболее распространенные размеры для стандартного (дробного) набора бит:
| 1/16 | 5/32 | 1/4 | 11/32 | 7/16 |
| 5/64 | 11/64 | 17/64 | 23/64 | 29/64 |
| 3/32 | 3/16 | 9/32 | 3/8 | 15/32 |
| 7/64 | 13/64 | 19/64 | 25/64 | 31/64 |
| 1/8 | 7/32 | 5/16 | 13/32 | 1/2 |
| 9/64 | 15/64 | 21 / 64 | 27/64 |
Имейте в виду, что есть еще сотни битов, помимо тех, которые мы здесь рассмотрели.Однако, если у вас есть сверла таких размеров, вы на пути к тому, чтобы иметь все сверла, которые вам когда-либо понадобятся.
Подходящие биты к винтам
Для нового строительства важно знать, какое сверло соответствует какому размеру винта. Большинство стандартных винтов имеют размер от 1 до 12, и каждый из этих номеров соответствует разному размеру сверла.
| Размер винта | Размер бит |
| # 1 | 5/64 |
| # 2 | 3/32 |
| # 3 | 7/64 |
| # 4 | 1/8 |
| # 5 | 1/8 |
| # 6 | 9/64 |
| # 7 | 5/32 |
| # 8 | 11/64 |
| # 9 | 11/64 |
| # 10 | 3/16 |
| # 11 | 3/16 |
| # 12 | 7/32 |
Проблема с Стандартные сверла
Пока все было относительно просто и легко для понимания.Тем не менее, впереди идет крутой поворот. Тот факт, что ваши сверла имеют дробный размер, не означает, что остальной мир таков. Вы часто будете сталкиваться с метрическими размерами крепежей или отверстий, обычно в миллиметрах.
Итак, что вы делаете, когда вам нужно преобразовать стандартную систему в метрическую? Есть два разных способа решить эту проблему. Если вы обычный Эйнштейн, вы можете посчитать сами. Или, если вы предпочитаете вообще не заниматься математикой, карманный калибр на вес золота.
Самостоятельное преобразование
Если вы заинтересованы в самостоятельном преобразовании битов, все, что вам понадобится, это калькулятор и следующие формулы:
- Для преобразования из миллиметров в дюймы: умножьте число на 0,039
- Для преобразования из дюймов в миллиметры: умножьте число на 25,4
Использование битовой диаграммы
Конечно, вы могли бы сидеть и заниматься математикой в любое время, когда вам нужно выполнить преобразование. Или вы можете сэкономить время, обратившись к небольшому измерителю, когда пришло время конвертировать.Эти удобные датчики на вес золота, и большинство из них поместится в вашем кармане или кошельке.
Калибры долотизготавливаются либо из пластика, либо из металла и имеют ряд отверстий, соответствующих разным размерам долот, а также их стандартный размер и метрические преобразования.
Таблицы размеров лучших сверл
Последнее обновление 30.04.2021 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Вместо того, чтобы отправлять вас в магазин с одними только наличными деньгами в кармане, мы изучили множество различных таблиц размеров и долот, из которых вы можете выбрать.Каждый из этих датчиков предоставит вам все необходимое для преобразования на месте.
Пластиковая настенная диаграмма по Морзе
Последнее обновление от 29.04.2021 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Эта таблица является обязательной для любого магазина, поскольку в ней есть буквально все, что вам может понадобиться, в одном удобном месте. На этой диаграмме представлены преобразования стандартных битов в их десятичные преобразования, нумерованные биты в их десятичные преобразования и метрические биты в их десятичные преобразования.
Также есть рекомендуемые размеры метчиков для унифицированной и метрической резьбы, рекомендуемые диаметры для метчиков и удобный список формул для выполнения ваших собственных преобразований.
Плюсы
- Прочная конструкция
- Включает практически все необходимые модификации
- Идеально подходит для подвешивания на стене магазина
Минусы
- Не переносится
- Без калибра для долота
Irwin Steel Drill Gauge
Последнее обновление от 29.04.2021 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Irwin — один из самых авторитетных производителей режущего инструмента, и его калибр долот из прочной стали рассчитан на вечный срок службы.Этот компактный калибр идеально подходит для хранения в вашем кармане или в ящике для инструментов, и он включает в себя преобразователи для 29 бит стандартного размера от 1/16 до ½ ».
Датчик черного цвета, а все штампованные маркировки выгравированы белым, поэтому их легко увидеть даже при слабом освещении.
Плюсы
- Легко читается
- Будет служить вечно
- Включает в себя битовый калибр
Минусы
- Не включает преобразование нестандартных долот
Woodstock 3-компонентный калибр долот
Последнее обновление от 29.04.2021 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Этот калибр долот от Woodstock включает в себя три различных калибра, поэтому вы всегда в курсе, используете ли вы стандартные, нумерованные или буквенные биты.Этот комплексный набор идеально подходит для тех, кто регулярно работает с битами или отверстиями, выходящими за рамки стандартного набора.
Изготовленный из прочной стали, этот набор буровых долот выдержит испытание временем, и это должен быть последний набор, который вам когда-либо понадобится. Однако между самой сталью и штампованной маркировкой нет контраста, поэтому их трудно прочитать на расстоянии.
Плюсы
- Прочная стальная конструкция
- Набор из трех частей включает все необходимые преобразования
Минусы
- Трудно читать
- Не такой жесткий допуск, как другие наборы
Final Word
Иметь правильную коронку для работы крайне важно, и это один из факторов, который отделяет опытных профессионалов от болванов, которые просто стараются изо всех сил.Но с таким количеством битов и преобразований, которые нужно учитывать, обеспечение того, что у вас есть правильный бит для работы, может стать сложной задачей.
К счастью, таблицы размеров сверл и калибры могут избавить вас от лишних догадок, гарантируя, что вы всегда будете подбирать правильный инструмент для этой задачи.
.