Сталь 30ХГСА: свойства и характеристики.
Сталь марки 30ХГСА – это легированный конструкционный сплав. Изначальное применение было связано с авиационной промышленностью. Но благодаря отличным техническим характеристикам материал быстро стал востребованным в других сферах.
Сталь данной марки часто встречается под названием «ХроМанСиль». Аббревиатура походит их трех основных легирующих добавок – хром, марганец, силиций (кремний).
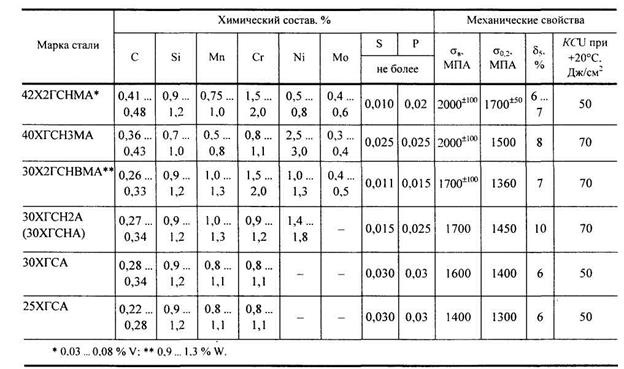
Схожими сплавами являются: 40ХФА, 35ХМ, 40ХН, стали 25ХГСА и 35ХГСА.
Характеристики марки:
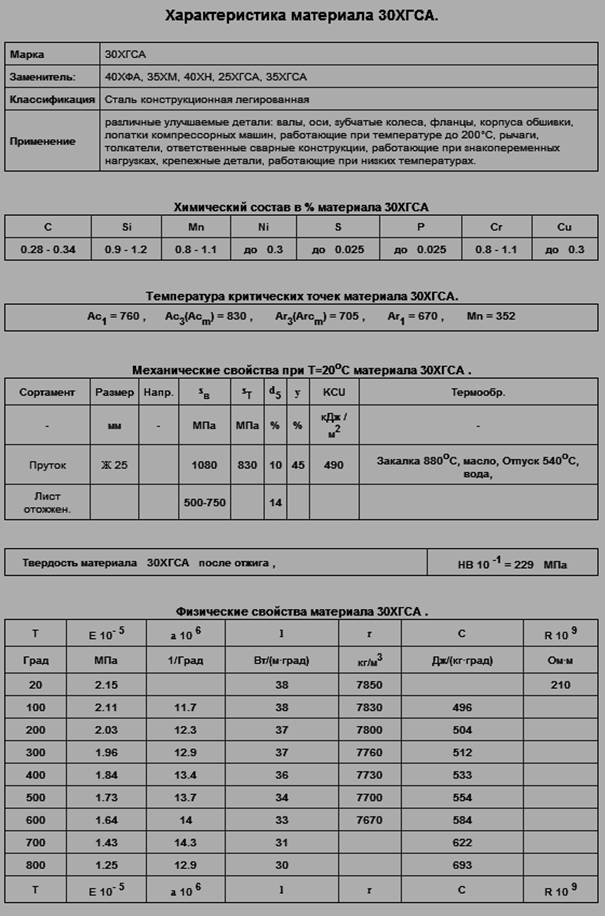
Химический состав стали:
- 0,28-0,34% – углерод;
- 0,9-1,2% – кремний;
- 0,8-1,1% – марганец;
- до 0,03% – никель;
- 0,8-1,1% – хром;
- до 0,025% – сера, фосфор;
- не больше 0,3% – медь.
Объемные части фосфора и серы строго контролируются. В готовом сплаве их не должно быть больше указанной нормы. В противном случае сталь 30ХГСА теряет основные характеристики, что недопустимо для некоторых областей применения.
Назначение основных легирующих добавок:
- Хром – придает стали стойкость к образованию коррозионного налета.
- Кремний – модифицирует кристаллическую структуру металла, повышая величину ударной вязкости.
- Марганец – увеличивает механическое сопротивление ударным, динамическим нагрузкам. Повышает общую прочность сплава. Благодаря марганцу 30ХГСА более износостойкая, чем аналоги.
Легированная сталь обладает высокой пластичностью. Устойчивая к воздействию переменных усилий. Механические характеристики сохраняются до отметки 400 градусов Цельсия.
Сферы применения:
Сталь марки 30ХГСА используется для:
- строительных деталей, элементов крепления, конструкций с переменной нагрузкой;
- авиационных запчастей, валов;
- деталей машиностроения, работающих под переменным усилием.
Легирующая сталь отличается хорошей податливостью к сварке. Но для прочного соединения, материал требует специальной подготовки. Заготовка разогревается до 300 градусов. После сварки деталь плавно охлаждается. Резкий перепад температуры способен вызвать трещины шва.
Заготовка разогревается до 300 градусов. После сварки деталь плавно охлаждается. Резкий перепад температуры способен вызвать трещины шва.
Отметим, что цена стали 30ХГСА выше стандартных углеродистых марок из-за наличия большого количества легирующих добавок.
Расшифровка марок стали
Расшифровка марок сталей не очень сложное дело, если знать какими буквами принято обозначать те или иные химические элементы, входящие в состав марки или сплава.
Например, буквой Х — обозначается хром, Н никель, К — кобальт, М — молибден, В — вольфрам, Т — титан, Д — медь, Г — марганец, С — кремний,
Ф — ванадий, Р — бор, А — азот, Б — ниобий, Е — селен, Ц — цирконий, Ю — алюминий, Ч — показывает о наличии редкоземельных металлов
Также существуют свои обозначения для разных типов сталей в зависимости от их состава и предназначения.
Буквенные обозначения применяются также для указания способа раскисления стали:
- КП — кипящая сталь
- ПС — полуспокойная сталь
- СП — спокойная сталь
Конструкционные стали обыкновенного качества нелегированные обозначают буквами Ст. (например, Ст.3; Ст.3кп)
(например, Ст.3; Ст.3кп)
Цифра, стоящая после букв, условно обозначает процентное содержание углерода в стали (в десятых долях), индекс кп указывает на то, что сталь относится к кипящей, т.е. неполностью раскисленная в печи и содержащая незначительное количество закиси железа, что обусловливает продолжение кипения стали в изложнице. Отсутствие индекса означает, что сталь спокойная.
Конструкционные нелегированные качественные стали (например, Ст.10; Сталь 20; Ст.35; Ст.45), обозначают двузначным числом, указывающим на среднее содержание углерода в стали 0,10%; 0,20%; и т.д.
Конструкционная низколегированная 09Г2С расшифровывается как сталь, углерода в которой около 0,09% и содержание легирующих компонентов марганца, кремния и других, составляет в сумме менее 2,5%.
Стали 10ХСНД и 15ХСНД отличаются разницей углерода, в таких сталях среднее содержание каждого элемента содержится менее 1% процента, поэтому цифры за буквой не ставятся.
Конструкционные легированные стали, такие как 20Х; 30Х; 40Х обозначают буквами и цифрами, в данном случае марка показывает содержание углерода и основного легирующего элемента хрома. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится.
30ХГСА хромокремнемарганцевая сталь, обладает большой прочностью и повышенным сопротивлением к ударным нагрузкам. В состав марки входит углерод 0,30%, кроме углерода содержит марганец, кремний и хром, примерно в равных долях по 0,8-1,1%
Содержание серы и фосфора не должно превышать 0,03% для каждого из этих элементов, поэтому в конце таких марок ставится буква А, что свидетельствует о дополнительных показателей качества марок, (например, 20ХН4ФА; 38ХН3МА). Также обозначаются и конструкционные рессорно-пружинные стали, такие как 60С2А, 65Г, где первые цифры показывают углерод в сотых долях процента.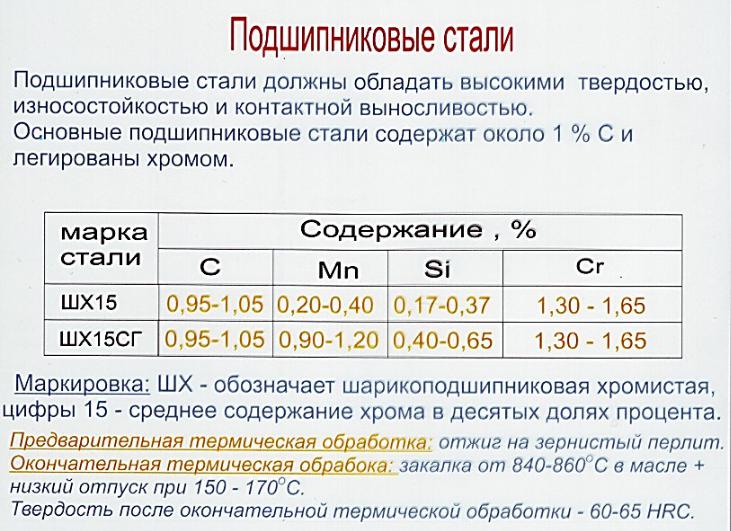 (0,60 и 0,65 соответственно).
(0,60 и 0,65 соответственно).
Расшифровка сталей конструкционных подшипниковых, производится так, они обозначаются также как и легированные, маркировка начинается с буквы Ш (например, ШХ4; ШХ15; ШХ15СГ). Цифра 15 говорит о содержании легирующего хрома, примерная доля которого равна 1,5%, в стали ШХ4 0,4% соответственно. Существует множество других марок, подробнее о наличии в них элементов и примесей можно узнать в нашем марочнике, для этого достаточно воспользоваться поиском.
Качественные стали — для производства паровых котлов и сосудов высокого давления, обозначают как конструкционные нелегированные стали, с добавлением буквы К (например, 20К; 22К).
Литейные конструкционные стали обозначаются как качественные и легированные, но в конце наименования ставят букву Л, (35ХМЛ; 40ХЛ и т.п.).
Стали строительные обозначают буквой С и цифрами, соответствующими минимальному пределу текучести стали. Дополнительно применяют обозначения: Т — термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С345Т; С390К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди, ( С345Д; С375Д ).
Дополнительно применяют обозначения: Т — термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С345Т; С390К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди, ( С345Д; С375Д ).
Стали инструментальные нелегированные, делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (например, У8; У10 ) и высококачественные, обозначаемые дополнительной буквой А в конце наименования (например, У8А; У10А ) или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (например, У8ГА).
Стали инструментальные легированные, обозначаются также как и конструкционные легированные. Возьмем такую марку как ХВГ, расшифровка этой марки показывает наличие в ней основных легирующих элементов: Хрома, Вольфрама, Марганца. Эта сталь отличается от 9ХВГ, повышенным содержанием в ней углерода, примерно 1%, поэтому цифра в начале марки не ставится.
Стали быстрорежущие расшифровываются следующим образом — такие марки имеют букву Р (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама (например, Р18; Р9), затем следуют буквы и цифры, определяющие массовое содержание элементов. (например, сталь Р6М5) цифра 5 показывает долю молибдена в этой марке. Содержание хрома не указывают, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указывается (например, стали Р6М5Ф3).
Сталь электротехническая нелегированная АРМКО, как ее еще называют: технически чистое железо (например, 10880; 20880 и т.д.) Такие марки содержат минимальное количество углерода, менее 0,04%, благодаря чему имеют очень малое удельное электрическое сопротивление. Первая цифра указывает на вид обработки (1- кованный или горячекатаный, 2- калиброванный).
Алюминиевые сплавы маркируются по следующему принципу: марки литейных сплавов имеют первую букву А, за ней Л. Сплавы для ковки и штамповки за буквой А имеют букву К. После этих двух букв ставится условный номер сплава.
Принятые обозначения деформированных сплавов такие: сплава авиаль — АВ, алюминиево-магниевого — АМг, алюминиево-марганцового — АМц. Дуралюмины обозначаются буквой Д с последующим условным номером.
Используя эти нехитрые правила довольно легко определить из чего состоит та или иная сталь. Поэтому для опытного специалиста по металлам расшифровка марок сталей представляет собой простое и понятное занятие.
В нашем марочнике Вы найдете самые ходовые и часто используемые в производстве марки и сплавы металлов, с подробными механическими свойствами, характеристиками и химическим составом.
Маркировка сталей была разработана в СССР и действуют по настоящее время на территории России и СНГ.
Сталь 30ХГСА-ВД — конструкционная легированная марочник сталей
Марка: 30ХГСА-ВД
Классификация: конструкционная легированная хромокремнемарганцовая
Вид поставки: круг, квадрат, поковка, лист, трубы, заготовка
Химический состав по ТУ, расшифровка
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 025
025Применяется при изготовлении осей, валов, ходовых винтов, толкателей, сварных конструкций, рычагов, лопаток компрессорных машин и других деталей, работающих при температуре до 200 градусов.
У промышленной группы «Лекс» Вы можете купить данный вид стали в виде следующих сечений и решений:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мы располагаем широким выбором размеров и диаметров данной марки стали, если данной продукции не будет в наличии, то готовы разместить заказ в производство по заводским ценам со сроками от 15 дней (при попутной плавке).
| P | Cr | Cu | ||||||
| 0.28 — 0.35 | 0.9 — 1.2 | 0.8 — 1.1 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | до 0.3 | |
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Лист отожжен. | 500-750 | 14 | ||||||
| Пруток, ГОСТ 4543-71 | Ø- 25 | 1080 | 835 | 10 | 45 | 440 | Закалка 880oC, масло, Отпуск 540oC, вода, | |
| Сталь | 40 | 930 | 820 | 12 | 51 | 690 | Закалка 880oC, масло, Отпуск 600oC, вода, | |
| Сталь | 80 | 860 | 730 | 14 | 50 | 780 | Закалка 880oC, масло, Отпуск 600oC, вода, |
Технологические свойства 30ХГС
| Свариваемость: | ограниченно свариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Расшифровка обозначений, сокращений, параметров
| Механические свойства : | |
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o— T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o— T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
Другие марки из этой категории:
Обращаем ваше внимание на то, что данная информация о марке 30ХГС, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки 30ХГС могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке 30ХГС можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
| Наименование | Сортамент | Размер | Остаток |
|---|---|---|---|
| ПОКОВКА | |||
| 45 | ПОКОВКА | 190Х330Х330ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 10880 | ПОКОВКА | 160Х250Х680ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 150Х550Х570 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 155Х540Х730 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСА | ПОКОВКА | 130Х130Х130 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 3Х3М3Ф | ПОКОВКА | 40Х200Х1540 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40Х2Н2МА | ПОКОВКА | 155Х210Х600-620 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40Х2Н2МА | ПОКОВКА | 150Х200Х520 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 50Х280Х290 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 90Х260Х300 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 120-160Х350-370Х550 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 120Х180Х190 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 180Х230Х370 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 90-11Х330-350Х550 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 30Х500Х630 (СФЕРА) | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 40Х630Х650 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 55Х160Х380 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 65Х670Х670 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 70Х420Х670 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 80Х180Х260 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 80Х370Х450 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 100Х690Х700 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 115Х510Х750 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 120Х170Х240 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 130Х290Х490 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 130Х340Х590 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 140Х280Х1380 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 150Х270Х560 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 170Х175Х435 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 250Х510Х760 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 370Х370Х750 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 50-80Х440Х580-715 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 80Х180Х620 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 85Х365Х645 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5В2ФС | ПОКОВКА | 30Х150Х1710 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5В2ФС | ПОКОВКА | 40Х200Х2020 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5В2ФС | ПОКОВКА | 40Х210Х1400 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФ1С | ПОКОВКА | 100Х165Х220 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФ1С | ПОКОВКА | 175Х225Х320 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФ1С | ПОКОВКА | 85Х140Х140 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 100Х160Х220 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 100Х400Х480 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 105Х130Х395 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 105Х355Х405 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 110Х220Х240 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 110Х310Х330 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 110Х440Х630 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 115Х160Х175 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 120Х180Х280 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 125Х420Х1335 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 130Х140Х260 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 130Х210Х440 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 130Х320Х330 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 130Х540Х555 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 135Х140Х180 2 ШТ. | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 140Х205Х390 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 140Х470Х615 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 145Х170Х300 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 150Х170Х280 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 150Х210Х525 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 150Х230Х280 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 150Х265Х330 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 150Х365Х920 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 15Х440Х620 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 160Х230Х260 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 190Х270Х285 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 205Х420Х475 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 320Х480Х930 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 150Х220Х2180 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНВ | ПОКОВКА | 210Х250Х315 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х320Х800 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х440Х750 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х130Х230 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х150Х170 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 115Х125Х265 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 115Х130Х320 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х130Х490 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х180Х390 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х240Х390 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х200Х620 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х350Х630 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 150-170Х420Х1200 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 150Х210Х265 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 150Х360Х1080 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 155Х215-230Х1160 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 155Х400Х525 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 165Х290Х430 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 170Х430Х530-590 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х290Х2080 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х290Х820 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х530Х570 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х290Х2100 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х290Х2100 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 210Х270Х1000 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 200Х530Х530 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 200Х530Х680 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 210Х270Х1210 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 210-220Х260-290Х390 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 215Х390Х410 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 220Х390Х570 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 240Х470Х570 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 265Х310Х315 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 280Х370Х430 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 310Х330Х350 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 315Х630Х640 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 320Х540Х700 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 325Х480Х632 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 345Х652Х760 ОБТОЧЕН | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 580Х1060Х1360 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНТ | ПОКОВКА | 170-230Х250Х310 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНТ | ПОКОВКА | 60Х120Х250 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 100Х150Х340ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 110Х130Х140ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 150Х320Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 150Х550Х570 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 12ХН3А | ПОКОВКА | 155540Х730 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 17ГС | ПОКОВКА | 170Х410Х710ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 20Х2Н4А | ПОКОВКА | 150Х200Х250ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 20ХН3А | ПОКОВКА | 125Х130Х175ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 20ХН3А | ПОКОВКА | 140Х170Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 20ХН3А | ПОКОВКА | 170Х190Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30Х2ГСН2ВМА | ПОКОВКА | 115Х160Х2550ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСА | ПОКОВКА | 130Х200Х250ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСА | ПОКОВКА | 160Х190Х220ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСА | ПОКОВКА | 200Х200Х1200ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 120Х290Х500ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 130Х130Х500ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 130Х160Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 130Х310Х440ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 150Х210Х950ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 150Х220Х510ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХГСН2МА | ПОКОВКА | 160Х200Х270ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХН2МА | ПОКОВКА | 185Х325Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХН2МА | ПОКОВКА | 290Х545Х585ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХН3А | ПОКОВКА | 110Х170Х230ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХН3А | ПОКОВКА | 150Х250Х410ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХН3А | ПОКОВКА | 240Х260Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 30ХС2Н2МА | ПОКОВКА | 140Х290Х1310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 34ХН1МА | ПОКОВКА | 110Х140Х700ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 34ХН1МА | ПОКОВКА | 140Х160Х990ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 34ХН3МА | ПОКОВКА | 150Х410Х790ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 35ХН | ПОКОВКА | 195Х280Х530ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 35ХН | ПОКОВКА | 200Х270Х1120ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38Х2МЮА | ПОКОВКА | 230Х400Х1670 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38Х2МЮА | ПОКОВКА | 230Х400Х2450 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38Х2Н2МА | ПОКОВКА | 130Х360Х540ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38Х2Н2МА | ПОКОВКА | 190Х320Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38Х2Н2МА | ПОКОВКА | 220Х330Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХГН | ПОКОВКА | 180Х240Х250ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МА | ПОКОВКА | 160Х260Х820ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МА | ПОКОВКА | 220Х260Х400ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МА | ПОКОВКА | 220Х270Х400ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МФА | ПОКОВКА | 130Х190Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МФА | ПОКОВКА | 150Х190Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МФА | ПОКОВКА | 200Х260Х280ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МФА | ПОКОВКА | 125Х370Х370 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 38ХН3МФАШ | ПОКОВКА | 110Х600Х820ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40Х2Н2МА | ПОКОВКА | 110Х360Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40Х2НВФА | ПОКОВКА | 160Х180Х620ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40Х2НМА | ПОКОВКА | 210Х220Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХМФС | ПОКОВКА | 190Х200Х460ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 100Х170Х300ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 100Х180Х1000ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 110Х250Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 120Х140Х590ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 120Х260Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 130Х200Х230ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 140Х140Х150ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 140Х180Х250ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 150Х260Х430ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 150Х280Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 150Х300Х300ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 150Х310Х680ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 160Х170Х200ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 160Х290Х690ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН | ПОКОВКА | 170Х370Х830ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 100Х130Х430ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 110Х170Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 110Х480Х540ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 120Х170Х260ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 220Х420Х530ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 240Х260Х280ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 270Х300Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2МА | ПОКОВКА | 270Х440Х630ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 40ХН2СМА | ПОКОВКА | 240Х240Х560ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 45ХН | ПОКОВКА | 100Х120Х390ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 45ХН | ПОКОВКА | 100Х170Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 45ХН | ПОКОВКА | 120Х180Х500ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 45ХН | ПОКОВКА | 140Х195Х270ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 45ХН | ПОКОВКА | 160Х270Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 140Х140Х200ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4Х5МФС | ПОКОВКА | 190Х210Х220ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМНФС | ПОКОВКА | 160Х210Х300ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 150Х160Х2400ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 160Х190Х590ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 170Х180Х600ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 170Х190Х600ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 4ХМФС | ПОКОВКА | 180Х190Х460ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХГСВФА | ПОКОВКА | 360Х370Х390ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХГСМФ | ПОКОВКА | 200Х800Х830ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНВ | ПОКОВКА | 120Х190Х330ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНВ | ПОКОВКА | 200Х240Х480ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х140Х180ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х140Х330ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х155Х215ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 100Х160Х170ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 105Х210Х300ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х150Х830ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х180Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х260Х400ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 110Х270Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 120Х240Х260ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 125Х190Х270ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 130Х260Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 140Х150Х710ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 155Х170Х180ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 170Х180Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 170Х210Х320ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х370Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х380Х390ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 180Х390Х390ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 185Х200Х210ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х200Х3620ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х220Х240ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х340Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х350Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 190Х380Х380ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 200Х400Х660ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 200Х420Х1000ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 210Х320Х690ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 220Х240Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 220Х240Х410ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 240Х250Х1410ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 240Х250Х2940ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 240Х250Х2960ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 250Х320Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 250Х410Х580ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 260Х330Х600ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 270Х320Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 270Х340Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 280Х300Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 290Х290Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 300Х300Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 300Х300Х620ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 320Х320Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 320Х350Х350ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 340Х370Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 350Х350Х360ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 350Х400Х540ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 360Х360Х370ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНМ | ПОКОВКА | 380Х410Х410ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 5ХНТ | ПОКОВКА | 400Х410Х420ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| 65Г | ПОКОВКА | 120Х140Х310ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ДИ-23 (5Х3В3МФС) | ПОКОВКА | 115Х120Х1150ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ДИ23 (5ХГСВМ) | ПОКОВКА | 110Х180Х1560 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ДИ80 (05Х12Н6Д2МФСГТ) | ПОКОВКА | 110Х130Х490ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЧУГУН | ПОКОВКА | 140Х140Х160ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЧУГУН | ПОКОВКА | 140Х140Х480ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЧУГУН | ПОКОВКА | 140Х150Х230ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЧУГУН | ПОКОВКА | 180Х570Х680ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЧУГУН | ПОКОВКА | 300Х600Х2000ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ШХ15 | ПОКОВКА | 100Х110Х230ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ШХ15 | ПОКОВКА | 110Х150Х250ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ШХ15 | ПОКОВКА | 120Х130Х390ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ШХ15 | ПОКОВКА | 130Х130Х730ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЭИ 575 (12Х1МФ ) | ПОКОВКА | 100Х200Х640 | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЭИ415 (20Х3МВФ) | ПОКОВКА | 100Х150Х200ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЭИ712 (12Х2НВФА) | ПОКОВКА | 135Х280Х660ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЭИ712 (12Х2НВФА) | ПОКОВКА | 160Х160Х200ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
| ЭИ712 (12Х2НВФА) | ПОКОВКА | 160Х200Х240ММ | УТОЧНЯЙТЕ У МЕНЕДЖЕРОВ |
ГОСТ | Марка стали | Заменитель | Свариваемость |
380-94 | Ст0 |
| Сваривается без ограничений. |
Ст2кп |
| Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. | |
Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. | |
Ст3пс | Ст3сп | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. | |
Ст3Гпс | Ст3пс, | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. | |
Ст4кп |
|
| |
Ст4пс | Ст4сп | Сваривается ограниченно. | |
Ст5пс |
| Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
Ст6пс |
| Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
801-78 | ШХ15 | Стали: ШХ9, | Способ сварки КТС |
ШХ15СГ | Стали: ХВГ, | Способ сварки КТС | |
ШХ4 |
| Способ сварки КТС | |
1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термич. |
08кп | Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
10 | Стали: 08, | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
10кп | Стали: 08кп, | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
15кп | Стали: 10кп, | Сваривается без ограничений. | |
18кп |
| Сваривается без ограничений. | |
20 | Стали: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
20кп | Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
25 | Стали: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
35 | Стали: 30, 40, | Сваривается ограниченно. | |
40 | Стали: 35, 45, | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
45 | Стали: 40Х, | Трудно свариваемая. Необходим подогрев и последующая термообработка. | |
50 | Стали: 45, | Трудно свариваемая. Необходим подогрев и последующая термообработка. | |
55 | Стали: 50, 60, | Не применяется для сварных конструкций. | |
58 (55пп) | Стали:30ХГТ, | Не применяется для сварных конструкций. | |
60 | Стали: 55, | Не применяется для сварных конструкций. | |
1414-75 | А20 | Сталь: А12 | Не применяется для сварных конструкций. |
А30 | Сталь: А40Г | Не применяется для сварных конструкций. | |
1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций. |
У8, У8А | Стали: У7, | Не применяется для сварных конструкций. | |
У9, У9А | Стали: У7, | Не применяется для сварных конструкций. | |
У10, У10А | Стали: У12, | Не применяется для сварных конструкций. | |
У12, У12А | Стали: У10, | Не применяется для сварных конструкций. | |
4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термич. обработки. |
20Х | Стали: 15Х, | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
30Х | Сталь: 35Х | Ограниченно свариваемая. | |
35Х | Сталь: 40Х | Ограниченно свариваемая. | |
38ХА | Стали: 40Х, | Трудно-свариваемая. | |
40Х | Стали: 45Х, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
45Х | Стали: 40Х, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
50Х | Стали: 40Х, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
15Г | Сталь: 20Г | Хорошо свариваемая. | |
30Г | Стали: 35, 40Г | Ограниченно свариваемая. | |
35Г |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
40Г | Стали: 45, | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
45Г | Стали: 40Г, | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
50Г | Стали: 40Г, | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
40Г2 | Стали: 45Г2, | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
50Г2 | Стали: 45Г2, | Не применяется для сварных конструкций. | |
47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций. | |
18ХГТ | Стали: 30ХГТ, | Сваривается без ограничений, кроме деталей после химико-термич. | |
20ХГР | Стали: | Сваривается без ограничений, кроме деталей после химико-термич. обработки. | |
25Х1Т | Стали: 18ХГТ, | Требуется последующая термообработка. | |
30ХГТ | Стали: 18ХГТ, | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
33ХС |
| Трудно-свариваемая. | |
38ХС | Сталь: 40ХС | Трудно-свариваемая. | |
15ХФ | Сталь: 20ХФ | Сваривается без ограничений. (способ КТС) | |
40ХФА | Стали: 40Х, | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
15ХМ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термообработка. | |
30ХМ, 30ХМА | Стали: 35ХМ, | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
35ХМ | Стали: 40Х, | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
38ХМ |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
20ХН | Стали: 15ХГ, | Ограниченно свариваемая. | |
40ХН | Стали: 45ХН, | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
45ХН | Сталь: 40ХН | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
50ХН | Стали: 40ХН, | Не применяется для сварных конструкций. | |
20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12ХН2 | Стали: 20ХНР, | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12ХН3А | Стали: 12ХН2, | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
20ХН3А | Стали: 20ХГНР, | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12Х2Н4А | Стали: 20ХГНР, | Ограниченно свариваемая. | |
20Х2Н4А | Стали: | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
30ХН3А | Стали: | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений. | |
25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений. | |
30ХГС | Стали: | Ограниченно свариваемая. | |
30ХН2МА | Стали: | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
38Х2Н2МА |
| Не применяется для сварных работ. | |
40ХН2МА | Стали: 40ХГТ, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций. | |
18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
30ХГСА | Стали: 40ХФА, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
35ХГСА | Стали: 30ХГС, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
30ХГСН2А |
| Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. | |
20ХГНР | Стали: 20ХН3А, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
20ХН2М | Стали: 20ХГР, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
36Х2Н2МФА |
| Трудно-свариваемая. | |
38ХН3МФА |
| Не применяется для сварных конструкций. | |
45ХН2МФА |
| Трудно-свариваемая. | |
20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций. | |
38Х2МЮА | Стали: 38Х2ЮА, | Не применяется для сварных конструкций. | |
5520-79 | 16К |
| Сваривается без ограничений. |
20К |
| Сваривается без ограничений. | |
22К |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
5632-72 | 40Х9С2 |
| Не применяется для сварных конструкций. |
40Х10С2М |
| Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
08Х13 12Х13 | Стали: 12Х13, | Ограниченно свариваемая. Подогрев и последующая термообработка применяются в зависимости от метода сварки, вида и назначения конструкций. | |
30Х13 | Сталь: 40Х13 | Не применяется для сварных конструкций. | |
10Х14АГ16 | Стали: | Сваривается без ограничений. | |
12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая. | |
08Х17Т 08Х18Т1 | Стали: 12Х17, | Ограниченно свариваемая. | |
95Х18 |
| Не применяется для сварных конструкций. | |
15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
15Х28 | Стали: 15Х25Т, | Трудно-свариваемая. Необходим подогрев и последующая термообработка. | |
20Х23Н13 |
| Ограниченно свариваемая. | |
20Х23Н13 | Стали: 10Х25Т, | Ограниченно свариваемая. | |
10Х23Н18 |
| Ограниченно свариваемая. | |
20Х25Н20С2 |
| Ограниченно свариваемая. | |
15Х12ВНМФ |
| Трудно-свариваемая. | |
20Х12ВНМФ | Стали: 15Х12ВНМФ, | Трудно-свариваемая. | |
37Х12Н8Г8МФБ |
| Ограниченно свариваемая. | |
13Х11Н2В2МФ |
| Ограниченно свариваемая. | |
45Х14Н14В2М |
| Трудно-свариваемая. | |
40Х15Н7Г7Ф2МС |
| Трудно-свариваемая. | |
08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая. | |
10Х17Н3М2Т |
| Хорошо свариваемая. | |
31Х19Н9МВБТ |
| Трудно-свариваемая. | |
10Х14Г14Н4Т | Стали: | Сваривается удовлетворительно. | |
14Х17Н2 | Сталь: 20Х17Н2 | Трудно-свариваемая. | |
12Х18Н9 17Х18Н9 | Стали: | Сваривается без ограничений. | |
08Х18Н10 12Х18Н10Т | Сталь: | Сваривается без ограничений. | |
12Х18Н12Т | Стали: | Ограниченно свариваемая. | |
08Х18Г8Н2Т | Сталь: 12Х18Н9Т | Сваривается без ограничений. | |
20Х20Н14С2 |
| Сваривается без ограничений. | |
12Х25Н16Г7АР |
| Сваривается без ограничений. | |
08Х22Н6Т | Стали: | Сваривается без ограничений. | |
06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений. | |
ХН35ВТ |
| Трудно-свариваемая. | |
ХН35ВТЮ |
| Трудно-свариваемая. | |
ХН70Ю |
| Ограниченно свариваемая. | |
ХН70ВМЮТ |
| Трудно-свариваемая. | |
ХН70ВМТЮФ |
| Трудно-свариваемая. | |
ХН77ТЮР |
| Трудно-свариваемая. | |
ХН78Т | Сплав: ХН38Т, | Трудно-свариваемая. | |
ХН80ТБЮ |
| Трудно-свариваемая. | |
5781-82 | 20ХГ2Ц |
| Сваривается без ограничений. |
35ГС 25Г2С | Стали: Ст5сп, | Сваривается без ограничений. | |
5950-73 | ХВ4Ф |
| Не применяется для сварных конструкций. |
9Х1 | Сталь: 9Х2 | Не применяется для сварных конструкций. | |
9ХС | Сталь: ХВГ | Не применяется для сварных конструкций. | |
ХВГ | Стали: 9ХС, | Не применяется для сварных конструкций. | |
9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций. | |
Х6ВФ | Стали: Х12Ф1, | Не применяется для сварных конструкций. | |
Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций. | |
Х12МФ Х12Ф1 | Стали: Х6ВФ, | Не применяется для сварных конструкций. | |
7ХГ2ВМФ |
| Не применяется для сварных конструкций. | |
7Х3 | Сталь: 8Х3 | Не применяется для сварных конструкций. | |
5ХНМ | Стали: 5ХНВ, | Не применяется для сварных конструкций. | |
5ХГМ | Стали: 5ХНМ, | Не применяется для сварных конструкций. | |
4ХМФС |
| Не применяется для сварных конструкций. | |
4Х5МФС |
| Не применяется для сварных конструкций. | |
4Х5МФ1С |
| Не применяется для сварных конструкций. | |
3Х3М3Ф |
| Не применяется для сварных конструкций. | |
6ХС |
| Не применяется для сварных конструкций. | |
4ХВ2С | Стали: | Не применяется для сварных конструкций. | |
5ХВ2СФ | Сталь: 6ХВ2С | Не применяется для сварных конструкций. | |
6ХВГ |
| Не применяется для сварных конструкций. | |
9045-80 | 08Ю |
| Сваривается без ограничений. |
14959-79 | 65 | Стали: 60, 70 | Не применяется для сварных конструкций. |
75 | Стали: 70, 80, 85 | Не применяется для сварных конструкций. | |
85 | Стали: 70, 75, 80 | Не применяется для сварных конструкций. | |
60Г | Сталь: 65Г | Не применяется для сварных конструкций. | |
65Г | Стали: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций. | |
55С2 | Стали: 50С2, | Не применяется для сварных конструкций. | |
60С2 60С2А | Стали: 55С2, | Не применяется для сварных конструкций. | |
70СЗА |
| Не применяется для сварных конструкций. | |
55ХГР |
| Не применяется для сварных конструкций. | |
50ХФА | Стали: 60С2А, | Не применяется для сварных конструкций. | |
60С2ХА | Стали: 60С2ХФА, | Не применяется для сварных конструкций. | |
60С2ХФА | Стали: 60С2А, | Не применяется для сварных конструкций. | |
65С2ВА | Стали: 60С2А, | Не применяется для сварных конструкций. | |
60С2Н2А | Стали: 60С2А, | Не применяется для сварных конструкций. | |
19265-73 | Р18 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая. |
Р6М5К5 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая. | |
Р9М4К8 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая. | |
19281-89 | 09Г2 | Стали: 09Г2С, | Сваривается без ограничений. |
14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая. | |
12ГС | Сталь: 15ГС | Сваривается без ограничений. | |
16ГС | Сталь: 17ГС | Сваривается без ограничений. | |
17ГС | Сталь: 16ГС | Сваривается без ограничений. | |
17Г1С | Сталь: 17ГС | Сваривается без ограничений. | |
0972С | Стали: 10Г2С, | Сваривается без ограничений. | |
10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений. | |
10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений. | |
15Г2СФД |
| Сваривается без ограничений. | |
14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений. | |
16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений. | |
18Г2АФ пс | Стали: | Сваривается без ограничений. | |
14ХГС | Стали: 15ХСНД, 16ГС | Сваривается без ограничений. | |
15Г2АФ Дпс | Стали: 16Г2АФ, | Сваривается без ограничений. | |
10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений. | |
10ХНДП |
| Сваривается без ограничений. | |
15ХСНД | Стали: 16Г2АФ, | Сваривается без ограничений. | |
20072-72 | 12МХ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термообработка. |
12Х1МФ |
| Ограниченно свариваемая. | |
25Х1МФ |
| Трудно-свариваемая. | |
20Х3МВФ |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. | |
15Х5М |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. |

 обработки.
обработки.
 Рекомендуется подогрев и последующая термообработка.
Рекомендуется подогрев и последующая термообработка.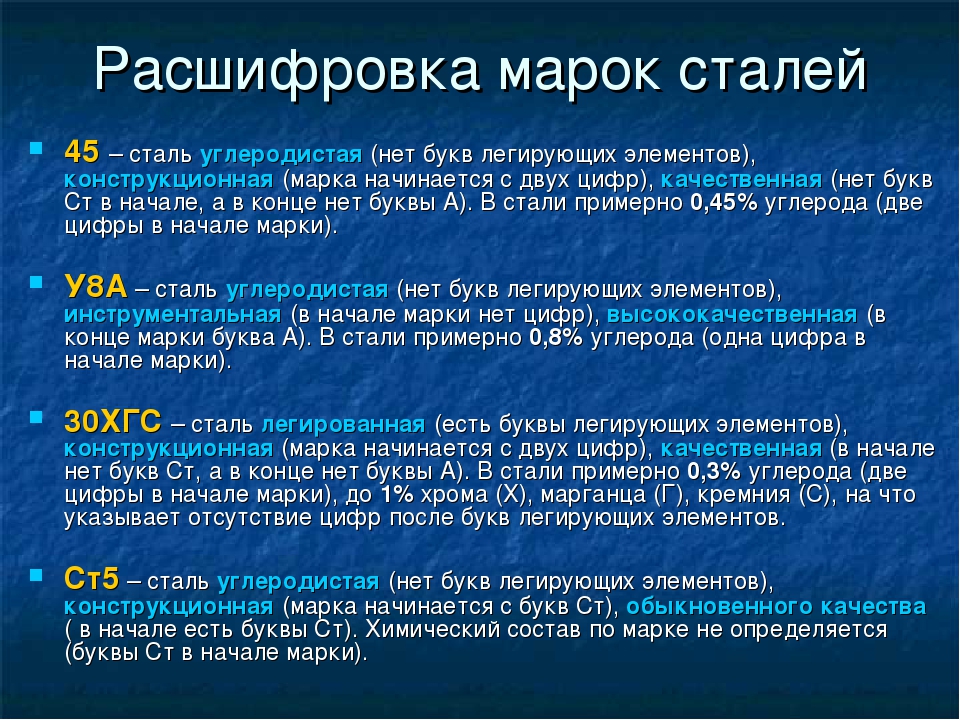


 Рекомендуется подогрев и последующая термообработка.
Рекомендуется подогрев и последующая термообработка.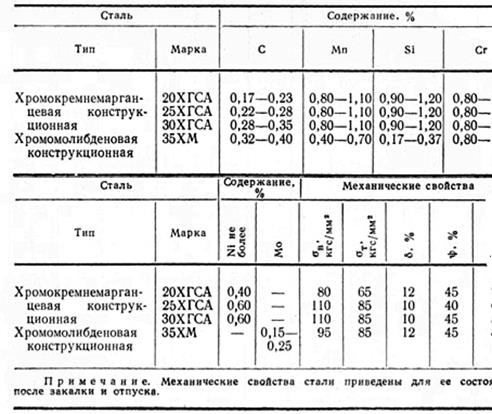
 обработки.
обработки.


 Требуется подогрев и последующая термообработка.
Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка.
Требуется подогрев и последующая термообработка.
 Необходим подогрев и последующая термообработка.
Необходим подогрев и последующая термообработка.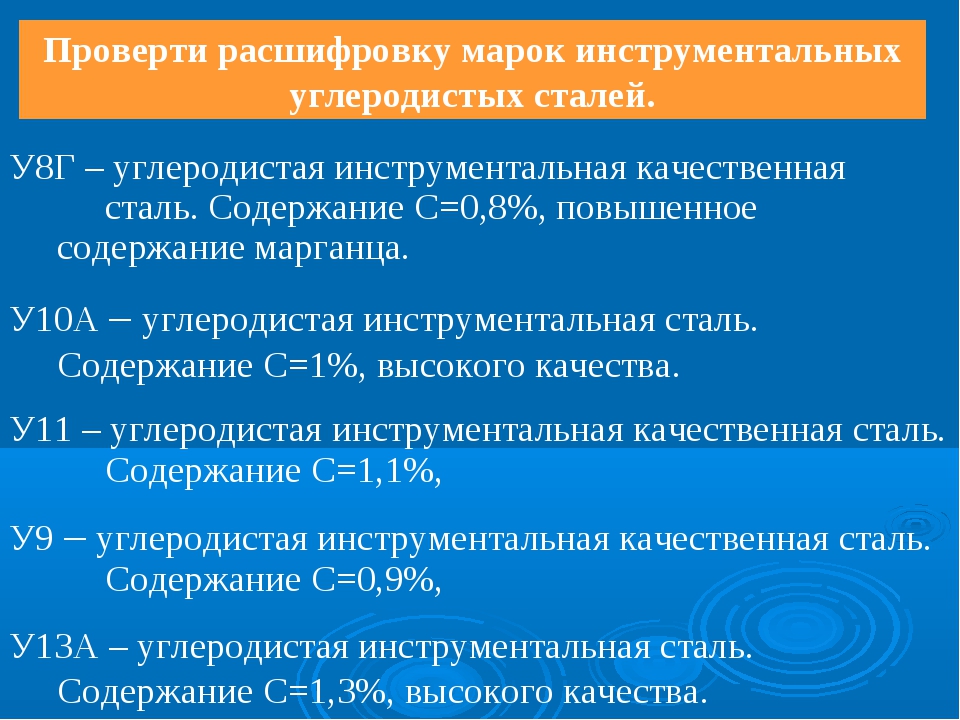 Необходим подогрев и последующая термообработка.
Необходим подогрев и последующая термообработка.
Расшифровка конструкционных сталей | TMK
Сталь конструкционная высокопрочная высоколегированная
Н12К12М10ТЮ Н12К12М7В7 Н12К15М10 Н12К16М12 Н12К8М3Г2 Н12К8М4Г2 Н13К15М10 Н13К16М10 Н15К9М5ТЮ Н16К11М3Т2 Н16К15В9М2 Н16К4М5Т2Ю Н17К10М2В10Т Н17К11М4Т2Ю Н17К12М5Т Н18К12М3Т2 Н18К12М4Т2 Н18К14М5Т Н18К3М4Т Н18К4М7ТС Н18К7М5Т Н18К8М3Т Н18К8М5Т Н18К9М5Т Н18Ф6М3 Н18Ф6М6 Н8К18М14
Сталь конструкционная криогенная
03Х13Н9Д2ТМ 03Х17Н14М3 03Х19Г10Н7М2 03Х20Н16АГ6 07Х21Г7АН5 0Н6 0Н6А 0Н9 0Н9А 10Х14Г14Н4Т 12Х18Н10Т
Сталь конструкционная легированная
10Г2 10Х2М 12Г2 12Х2Н4А 12ХН 12ХН2 12ХН2А 12ХН3А 14Х2ГМР 14Х2Н3МА 14ХГН 15Г 15Н2М 15Х 15ХА 15ХГН2ТА 15ХФ 16Г2 16ХСН 18Х2Н4ВА 18Х2Н4МА 18ХГ 18ХГТ 19ХГН 20Г 20Г2 20Н2М 20Х 20Х2Н4А 20ХГНМ 20ХГНР 20ХГНТР 20ХГР 20ХГСА 20ХМ 20ХН 20ХН2М 20ХН3А 20ХН4ФА 20ХНР 20ХФ 25Г 25Х2ГНТА 25Х2Н4МА 25ХГМ 25ХГНМТ 25ХГСА 25ХГТ 27ХГР 30Г 30Г2 30Х 30Х3МФ 30ХГС 30ХГСА 30ХГСН2А 30ХГТ 30ХН2МА 30ХН2МФА 30ХН3А 30ХН3М2ФА 30ХРА 33ХС 34ХН1М 34ХН1МА 34ХН3М 34ХН3МА 35Г 35Г2 35Х 35ХГ2 35ХГН2 35ХГСА 35ХГФ 35ХН1М2ФА 36Х2Н2МФА 38Х2Н2МА 38Х2Н3М 38Х2НМ 38Х2НМФ 38Х2Ю 38ХА 38ХГМ 38ХГН 38ХГНМ 38ХМ 38ХМА 38ХН3МА 38ХН3МФА 38ХС 40Г 40Г2 40ГР 40Х 40Х2Н2МА 40ХГНМ 40ХГТР 40ХМФА 40ХН 40ХН2МА 40ХС 40ХСН2МА 40ХФА 45Г 45Г2 45Х 45ХН 45ХН2МФА 47ГТ 50Г 50Г2 50Х 50ХН
Сталь конструкционная низколегированная для сварных конструкций
06Г2СЮ 06ХГСЮ 08Г2С 09Г2 09Г2Д 09Г2С 09Г2СД 10Г2Б 10Г2БД 10Г2С1 10Г2С1Д 10ГС2 10ГТ 10ХГСН1Д 10ХНДП 10ХСНД 12Г2Б 12Г2СМФ 12ГН2МФАЮ 12ГС 12ХГН2МФБАЮ 14Г2 14Г2АФ 14Г2АФД 14ХГС 15Г2АФД 15Г2АФДпс 15Г2СФ 15Г2СФД 15ГС 15ГФ 15ГФД 15ХСНД 16Г2АФ 16Г2АФД 16ГС 16Д 17Г1С 17ГС 18Г2АФ 18Г2АФД 18Г2АФДпс 18Г2АФпс 18Г2С 1х2м1 20ГС 20ГС2 20Х2Г2СР 20ХГ2Т 20ХГ2Ц 20ХГС2 22Х2Г2АЮ 22Х2Г2Р 23Х2Г2Т 23Х2Г2Ц 25Г2С 25ГС 25С2Р 28С 30ХС2 32Г2Рпс 35ГС 6Г2АФ 80С
Сталь конструкционная повышенной обрабатываемости
А11 А12 А20 А30 А35 А35Е А40Г А40ХЕ А45Е АС11 АС12ХН АС14 АС14ХГН АС19ХГН АС20ХГНМ АС30ХМ АС35Г2 АС38ХГМ АС40 АС40ХГНМ АС45Г2 АСЦ30ХМ АЦ20ХГНМ
Сталь конструкционная подшипниковая
11Х18М-ШД 8Х4В9Ф2-Ш ШХ15 ШХ15СГ ШХ20СГ ШХ4
Сталь конструкционная рессорно-пружинная
50ХГ 50ХГА 50ХГФА 50ХСА 50ХФА 51ХФА 55С2 55С2А 55С2ГФ 55ХГР 60Г 60С2 60С2А 60С2Г 60С2Н2А 60С2ХА 60С2ХФА 65 65Г 65ГА 65С2ВА 68А 68ГА 70 70Г 70С2ХА 70С3А 75 80 85
Сталь конструкционная углеродистая качественная
05кп 08 08Фкп 08Ю 08кп 08пс 10 10кп 10пс 11кп 12к 15 15К 15кп 15пс 16К 18К 18кп 20 20К 20кп 20пс 22К 25 30 35 40 45 50 55 58 60 ОсВ
Сталь конструкционная углеродистая обыкновенного качества
ВСт2кп ВСт2пс ВСт2сп ВСт3Гпс ВСт3кп ВСт3пс ВСт3сп ВСт4кп ВСт4пс ВСт5пс ВСт5сп ВСт6пс ВСт6сп Ст0 Ст1 Ст1кп Ст1пс Ст1сп Ст2кп Ст2пс Ст2сп Ст3Гпс Ст3Гсп Ст3кп Ст3пс Ст3сп Ст4кп Ст4пс Ст4сп Ст5Гпс Ст5пс Ст5сп Ст6пс Ст6сп
(PDF) Влияние технологических параметров на интенсивность процесса дробеструйной упрочнения стали 51CrV4
DOI 10.1515 / ama-2016-0032 acta Mechanica et automatica, том 10 № 3 (2016)
213
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ОБ ИНТЕНСИВНОСТИ ПРОЦЕССА ДРОБИЛЬНОЙ ОБРАБОТКИ СТАЛИ 51CrV4
Магдалена БУЦИОР *, Лидия ГАЗДА *, Феликс СТАХОВИЧ **, Владислав ЗИЛЕЦКИ *
* Факультет машиностроения и машиностроения*
Жешувский технологический университет, Powstańców Warszawy 8, 35-959 Rzeszów, Польша
** Факультет машиностроения и аэронавтики, Департамент формования и обработки материалов,
Rzeszow University of Technology, Powstańców Warszawy 8, 35-959 Rzeszów Польша
magdabucior @ prz.edu.pl, [email protected], [email protected], [email protected]
получено 12 мая 2015 г., исправлено 18 июля 2016 г., принято 20 июля 2016 г.
Аннотация: В статье показано влияние выбранных технологических параметров дробеструйной обработки на интенсивность процесса обработки стали 51ХВ4.
Опыты проводились по статистическому трехуровневому выполненному плану PS / DC 32. Изменялись технологические параметры
в диапазоне: время дробеструйной обработки t = 1-3 мин и давление p = 0.2-0,4 МПа. В статье проведен анализ воспроизводимости эксперимента, значимости
параметров и адекватности уравнения. В результате исследований получено адекватное уравнение, описывающее влияние технологических параметров. Существенное влияние на интенсивность процесса оказали давление и взаимодействие
анализируемых технологических параметров. Наибольшая энергия струйных выстрелов была получена при максимальном давлении 0.4 МПа и время упрочнения дроби
3 минуты. В результате анализа согласно плану эксперимента (DOE) было найдено адекватное уравнение, описывающее зависимости между технологическими параметрами и интенсивностью процесса.
Ключевые слова: интенсивность Almen, дробеструйная обработка, план PS / DC 32
1. ВВЕДЕНИЕ
Детали машин, работающих при циклической нагрузке,
особенно подвержены растрескиванию. Предотвращение этого вредного явления
может быть осуществлено соответствующими материалами и подходящей обработкой
.
Вибрационный грохот, используемый для разделения мелкозернистых
и влажных материалов, работал на основе параметрического резонанса
. Во время эксплуатации разделительного грохота
произошла большая деформация и возникли трещины по краям ситовой пластины
(ledź et al., 2014). В таких грохотах типа
обычно используется традиционная сталь. Сравнительные исследования (Śledź et al.,
2013; 2014; 2015) позволили выбрать наиболее подходящий материал —
риал для ситовой пластины.Была выбрана пружинная сталь 51CrV4 и предложена технология дробеструйного упрочнения
для повышения усталостной прочности
. Этот метод широко используется для повышения усталостной прочности материалов
за счет создания сжимающих остаточных напряжений
в их поверхностных слоях (Llaneza, Belzunce, 2015; Tekeli, 2002;
Torres, Voorwald, 2002; Zielecki, 1987). Причинами возникновения
остаточных напряжений сжатия при дробеструйной обработке являются
пластическая деформация, температурные и структурные превращения
(Nakonieczny, 2002).Поскольку пластические деформации после процесса упрочнения
образуют однородный слой с сжимающими напряжениями
на поверхности металла, происходит увеличение долговечности изготовленных деталей.
Также открыты новые методы упрочнения, которые могут быть на
более эффективными, чем классическая дробеструйная обработка. Сояма и Такео
(2016) обнаружили, что кавитационное упрочнение привело к износостойкости дюралюминиевой пластины с отверстием.Дробеструйная обработка
была успешно реализована при обработке хромированных элементов
для восстановления усталостной прочности, которая была нарушена гальваническим покрытием хромом
(Korzynski et al., 2009). Применение дробеструйного упрочнения
для обработки поверхности сплава AZ91 позволило повысить усталостную прочность на
до 87% по сравнению с точеной поверхностью
(Korzynski, 2011). Дробеструйная обработка была также объединена с другими процессами
для улучшения усталостных характеристик.Lv et al. (2016)
объединил дробеструйное упрочнение с обработкой лазерным плавлением поверхности
и обнаружил, что интенсивность дробеструйного упрочнения сильно влияет на микротвердость
, остаточные напряжения и усталостную долговечность обработанных зубчатых колес из стали
20CrMnTi. Дробеструйная обработка обычно используется для очистки поверхности
после предыдущей обработки с целью получения высшего качества
(Zyzak, 2010) или для обеспечения высокой адгезии покрытия.
Интенсивность дробеструйной обработки является мерой эн-
энергии дроби. Интенсивность процесса также является одним из основных показателей
, обеспечивающих повторяемость процесса. Энергия дробового потока
напрямую связана с сжимающими напряжениями, которые передаются
обрабатываемым деталям (http://www.metalimprovement.com).
Интенсивность может быть увеличена за счет применения больших кадров,
увеличения скорости потока дроби, изменения угла падения катиона
, а также за счет увеличения времени обработки.
Принимая во внимание высокую стоимость и продолжительность экспериментов
, подходящее планирование, реализация и анализ кажутся очень важной задачей
(Jebahi et al., 2016; Skowronek, 2007). Эксперимент
«Умственное проектирование и оптимизация» — это инструменты, часто используемые для изучения
различных типов проблем в исследованиях, разработках и производстве (
) (Lundstedt et al., 1988). Основная цель планирования экспериментов
— получить ответ на вопрос: как спланировать эксперимент
с учетом возможных низких затрат и большого количества полезной информации
одновременно (Pietraszek, 2004).
имеет ряд технических ограничений в технологии машин, поэтому
DOE позволяет проводить испытания и получать результаты, которые могут быть
— 10.1515 / ama-2016-0032
Загружено с PubFactory в 09/01/2016 04:16 : 04ПМ
в свободном доступе
Сталь 08 кп расшифровка. Маркировка стали по российской, европейской и американской системам. Применение углеродистой конструкционной стали
25.03.2020Сталь — основной металлический материал, используемый при производстве машин, инструментов и приспособлений.Его широкое использование объясняется наличием в этом материале целого комплекса ценных технологических, механических и физико-химических свойств. Кроме того, сталь имеет относительно низкую стоимость и может производиться большими партиями. Процесс производства этого материала постоянно совершенствуется, благодаря чему свойства и качество стали позволяют обеспечить безотказную работу современных машин и устройств при высоких рабочих параметрах.
Общие принципы классификации марок стали
Основные классификационные признаки сталей: химический состав, назначение, качество, степень раскисления, структура.
- По химическому составу подразделяется на углеродистые и легированные. По массовой доле углерода как первая, так и вторая группы сталей делятся на: низкоуглеродистые (менее 0,3% C), среднеуглеродистые (концентрация C находится в пределах 0,3-07%), высокоуглеродистые. -углерод — с концентрацией углерода более 0,7%.
Легированные стали — это стали, содержащие, помимо стойких примесей, добавки, введенные для улучшения механических свойств этого материала.
В качестве легирующих добавок используются хром, марганец, никель, кремний, молибден, вольфрам, титан, ванадий и многие другие, а также комбинация этих элементов в различных процентных соотношениях. По количеству добавок сталей делятся на низколегированные (легирующие элементы менее 5%), среднелегированные (5-10%), высоколегированные (содержат более 10% добавок).
- Стали по своему назначению относятся к конструкционным, инструментальным и специальным материалам с особыми свойствами.
Наиболее обширным классом являются конструкционные стали , которые предназначены для изготовления строительных конструкций, деталей устройств и машин. В свою очередь, конструкционные стали подразделяются на пружинно-пружинные, улучшенные, цементированные и высокопрочные.
Инструментальные стали различают в зависимости от назначения изготавливаемого из них инструмента: мерные, режущие, штампы горячей и холодной деформации.
Сталь специального назначения делится на несколько групп: коррозионно-стойкая (или нержавеющая), жаропрочная, жаропрочная, электротехническая.
- Стали по качеству бывают обыкновенного качества, высокого качества, высокого качества и особенно высокого качества.
Под качеством стали понимается совокупность свойств, обусловленных процессом ее изготовления. К таким характеристикам относятся: однородность структуры, химический состав, механические свойства, технологичность. Качество стали зависит от содержания в материале газов — кислорода, азота, водорода, а также вредных примесей — фосфора и серы.
- По степени раскисления и характеру процесса закалки стали бывают спокойные, полусухие, кипящие.
Раскисление — это операция по удалению кислорода из жидкой стали, вызывающая хрупкое разрушение материала при горячих деформациях. Спокойные стали раскисляются кремнием, марганцем и алюминием.
- По структуре разделяют стали в отожженном (равновесном) состоянии и нормализованные. Структурные формы сталей — феррит, перлит, цементит, аустенит, мартенсит, ледебурит и другие.
Влияние углерода и легирующих элементов на свойства стали
Промышленное производство получают химически сложные сплавы железа и углерода. Помимо этих основных элементов, а также легирующих компонентов в легированных сталях, материал содержит постоянные и случайные примеси. Основные характеристики стали зависят от процентного содержания этих компонентов.
Как защитить ваши здания от: профилактики, лечения, совета экспертов Машины для резки и гибки арматуры: вы узнаете, для чего они нужны, как их использовать и сколько они нужны на строительной площадке.
В нашем прайс-листе вы можете ознакомиться с действующими в Санкт-Петербурге и Ленинградской области.
Углерод оказывает решающее влияние на свойства стали. После отжига структура этого материала состоит из феррита и цементита, содержание которых увеличивается пропорционально увеличению концентрации углерода. Феррит — это низкопрочная и пластичная структура, а цементит — твердый и хрупкий. Следовательно, увеличение содержания углерода приводит к увеличению твердости и прочности и снижению пластичности и вязкости.Углерод изменяет технологические характеристики стали: обрабатываемость давлением и резкой, свариваемость. Увеличение концентрации углерода приводит к ухудшению обрабатываемости из-за закалки и снижению теплопроводности. Отделение стружки от высокопрочной стали увеличивает количество выделяемого тепла, что приводит к снижению стойкости инструмента. Но низкоуглеродистые стали с низкой вязкостью также плохо обрабатываются, так как стружку трудно удалить.
Стали с содержанием углерода 0.3-0,4% имеют лучшую обрабатываемость.
Увеличение концентрации углерода приводит к снижению способности стали деформироваться в горячем и холодном состояниях. Для стали, предназначенной для сложной холодной штамповки, количество углерода ограничено до 0,1%.
Низкоуглеродистые стали обладают хорошей свариваемостью. При сварке средне- и высокоуглеродистых сталей применяют нагрев, медленное охлаждение и другие технологические операции для предотвращения появления холодных и горячих трещин.
Для получения высоких прочностных свойств количество легирующих компонентов должно быть рациональным.Избыточное легирование, за исключением введения никеля, приводит к снижению запаса вязкости и провокации хрупкого разрушения.
- Хром — недефицитный легирующий компонент, положительно влияющий на механические свойства стали при его содержании до 2%.
- Никель — наиболее ценная и дефицитная легирующая добавка, вводимая в концентрации 1-5%. Он наиболее эффективно снижает порог хладноломкости и способствует увеличению запаса термической вязкости.
- Марганец, как более дешевый компонент, часто используется вместо никеля. Повышает предел текучести, но может сделать сталь восприимчивой к перегреву.
- Молибден и вольфрам — дорогие и дефицитные элементы, используемые для повышения жаропрочности быстрорежущих сталей.
Принципы маркировки стали по РСБУ
На современном рынке металлопродукции не существует единой системы маркировки сталей, что значительно усложняет торговые операции, приводя к частым ошибкам при заказе.
В России принята буквенно-цифровая система обозначений, при которой названия элементов, содержащихся в стали, обозначаются буквами, а их номера — цифрами. Буквы также указывают на метод раскисления. Маркировка «КП» обозначает кипящие стали, «ПС» — полуштильные, «СП» — спокойные стали.
- Стали обыкновенного качества имеют индекс Ст, после которого указывается условный номер марки от 0 до 6. Затем указывается степень раскисления.Впереди номер группы: A — сталь с гарантированными механическими характеристиками, B — химический состав, C — оба свойства. Как правило, индекс группы А не ставится. Пример обозначения — Б ст.2 КП.
- Для обозначения конструкционных качественных углеродистых сталей спереди указывается двузначное число, обозначающее содержание C сотых процента. В конце — степень раскисления. Например, сталь 08КП. У качественных инструментальных углеродистых сталей впереди стоит буква U, а затем — концентрация углерода в виде двузначного числа в десятых долях процента — например, сталь У8.Высококачественные стали имеют в конце класса A.
- В марках легированных сталей буквами обозначены легирующие элементы: «N» — никель, «X» — хром, «M» — молибден, «T» — титан, «B» — вольфрам, «U» — алюминий. В конструкционных легированных сталях содержание C указывается впереди в сотых долях процента. В инструментальных легированных сталях углерод маркируется с точностью до десятых долей процента, если содержание этого компонента превышает 1,5%, его концентрация не указывается.
- Быстрорежущие инструментальные стали маркируются индексом P и указанием содержания вольфрама в процентах, например, P18.
Маркировка стали по американской и европейской системам
Собираетесь покупать металлопрокат? У наших производителей приемлемые цены и качество.
В США существует несколько систем маркировки стали, разработанных различными организациями по стандартизации. Для нержавеющих сталей чаще всего используется система AISI, которая также действует в Европе. Согласно AISI, сталь обозначается тремя цифрами, в некоторых случаях за ними следуют одна или несколько букв.Первое число указывает на марку стали, если 2 или 3, то это аустенитная марка, если 4 — ферритная или мартенситная. Следующие две цифры указывают порядковый номер материала в группе. Буквы обозначают:
- L — низкая массовая доля углерода, менее 0,03%;
- S — нормальная концентрация C, менее 0,08%;
- N — азот добавлен;
- LN — низкое содержание углерода в сочетании с добавкой азота;
- F — повышенная концентрация фосфора и серы;
- Se — сталь содержит селен, B — кремний, Cu — медь.
В Европе используется система EN, которая отличается от русской тем, что сначала перечисляются все легирующие элементы, а затем в том же порядке числа указывают их массовую долю … Первое число — это концентрация углерода в сотых долях процентов.
Если легированные стали, конструкционные и инструментальные стали, кроме быстрорежущих, содержат более 5% хотя бы одной легирующей добавки, перед содержанием углерода ставится буква «Х».
Страны ЕС применяют маркировку EN, в некоторых случаях параллельно указывая национальный бренд, но помеченный как «устаревший».
Международные аналоги коррозионно-стойких и жаропрочных сталей
Коррозионно-стойкие стали
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (ГОСТ) |
| 1,4000 | X6Cr13 | 410S | SUS 410 S | 08X13 |
| 1.4006 | X12CrN13 | 410 | SUS 410 | 12X13 |
| 1.4021 | X20Cr13 | (420) | SUS 420 J1 | 20X13 |
| 1.4028 | X30Cr13 | (420) | SUS 420 J2 | 30X13 |
| 1.4031 | X39Cr13 | SUS 420 J2 | 40X13 | |
| 1.4034 | X46Cr13 | (420) | 40X13 | |
| 1.4016 | X6Cr17 | 430 | SUS 430 | 12X17 |
| 1.4510 | X3CrTi17 | 439 | СУС 430 LX | 08Х17Т |
| 1.4301 | X5CrNI18-10 | 304 | SUS 304 | 08Х18х20 |
| 1.4303 | X4CrNi18-12 | (305) | SUS 305 | 12X18h22 |
| 1.4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03X18h21 |
| 1.4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08Х18х20Т |
| 1.4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10Х17Н13М2Т |
Марки жаропрочной стали
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (ГОСТ) |
| 1.4878 | X12CrNiTi18-9 | 321 H | 12Х18х20Т | |
| 1.4845 | X12CrNi25-21 | 310 S | 20X23h28 |
Марка быстрорежущей стали
марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронорм | ||
P0 M2 SF10-MP | |||
P2 M10 K8-MP | |||
R6 M5 K5-MP | |||
R6 M5 F3-MP | |||
R6 M5 F4-MP | |||
R6 M5 F3 K8-MP | |||
R10 M4 F3 K10-MP | |||
R6 M5 F3 K9-MP | |||
R12 M6 F5-MP | |||
R12 F4 K5-MP | |||
R12 F5 K5-MP | |||
Конструкционная сталь
марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронорм | ||
Базовый ассортимент марок нержавеющей стали
СНГ (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) |
03 X17 h23 M2 | X2 CrNiMo 17-12-2 | ||
03 X17 N14 M3 | Х2 CrNiMo 18-4-3 | ||
03 X18 N10 Т-У | |||
06 ХН28 МДТ | X3 NiCrCuMoTi 27-23 | ||
08 X17 N13 M2 | X5CrNiMo 17-13-3 | ||
08 X17 N13 M2 T | X6 CrNiMoTi 17-12-2 | ||
Х6 CrNiTi 18-10 | |||
20 X25 h30 C2 | X56 CrNiSi 25-20 | ||
03 X19 h23 M3 | |||
02 X18 M2 BT | |||
02 X28 N30 MDB | X1 NiCrMoCu 31-27-4 | ||
03 X17 N13 AM3 | Х2 CrNiMoN 17-13-3 | ||
03 Х22 Н5 АМ2 | Х2 CrNiMoN 22-5-3 | ||
03 X24 N13 G2 S | |||
08 X16 N13 M2 B | X1 CrNiMoNb 17-12-2 | ||
08 X18 N14 M2 B | 1.4583 X10 CrNiMoNb | X10 CrNiMoNb 18-12 | |
X8 СrNiAlTi 20-20 | |||
X3 CrnImOn 27-5-2 | |||
X6 CrNiMoNb 17-12-2 | |||
Х12 CrMnNiN 18-9-5 | |||
Подшипниковая сталь
Сталь рессорная
марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронорм | ||
Жаропрочная сталь
марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронорм | ||
Звездный рейтинг GD
рейтинговая система WordPress
Марка стали 08пс (заменитель 08).
Класс: высококачественная конструкционная углеродистая сталь.
Промышленное использование:
для прокладок, шайб, вилок, труб, а также деталей, подвергнутых химико-термической обработке — втулок, проушин, стержней.Твердость: HB 10-1 = 131 МПа
Свариваемость материала: без ограничений, кроме химически — термически обработанных деталей; Методы сварки: РДС, АДС под флюсом в защитных газах, КТС.
Температура ковки, o С: начало 1250, конец 800.Заготовки сечением до 300 мм охлаждаются на воздухе.
Чувствительность стада: не чувствительна.
Склонность к отпускной хрупкости: не склонен.
Вид поставки:
- Профили, в том числе фасонные: ГОСТ 2590-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 10702-78.
- Пруток калиброванный ГОСТ 7417-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Пруток шлифованный и пруток серебряный ГОСТ 10702-78, ГОСТ 14955-77.
- Лист тонкий ГОСТ 16523-97, ГОСТ 19903-74, ГОСТ 19904-90, ГОСТ 9045-93.
- Лента ГОСТ 503-81, ГОСТ 10234-77.
- Лента ГОСТ 1577-93, ГОСТ 82-70.
- Трубы ГОСТ 10704-91, ГОСТ 10705-80.
- Лист толстый ГОСТ 4041-71, ГОСТ 19903-74, ГОСТ 1577-93.
Сталь 08ps
На нашем сайте представлены самые разные изделия из металла, которые можно приобрести под заказ в любом количестве. Также на портале Атлант Металл вы найдете много полезной информации о различных изделиях, составах и марках стали. Из этой статьи вы узнаете факты о стали марки 08пс, которая является конструкционной углеродистой сталью.На нашем сайте легко заказать изделия из этого материала, а также из сталей марок 08пс5 и 08пс6.
В наименовании Ст08пс «Ст» — сталь. Следующие далее числа условно указывают количество углерода в составе (в процентах, в десятых долях)
«ПС» в названии означает полуспокойную сталь, один из трех методов раскисления стали. Также есть пузыри и штиль.
Сталь 08пс и ее характеристики
Эту марку можно заменить на сталь 08.
Ст08пс широко применяется в промышленности. Из него делают различные элементы, которые впоследствии будут испытывать химическое и термическое воздействие, например, цилиндрические детали с осевым отверстием, детали с обычным отверстием, детали подвески. Также характеристики 08пс позволяют использовать эту сталь для создания прокладок, крепежа, вилок, труб.
Для сварки используются методы ручной дуговой сварки, дуговой сварки под флюсом (требуется газовая защита), контактно-точечной сварки. Нет ограничений по свариваемости.Единственное исключение — элементы, которые проходят химическую и термическую обработку.
Твердость стали Ст08пс: НВ 10 -1 = 131 МПа. Материал не чувствителен к хлопьям. Не склонен к закаляющей хрупкости.
Если вы собираетесь выковать изделие из этого материала, то сначала необходимо работать при температуре 1250 градусов Цельсия. В итоге оно должно упасть до 800. Предметы сечением до 300 миллиметров можно охлаждать на воздухе.
Изделия из стали марки 08пс
Предлагаем приобрести профили длинномерные и конструкционные, изготовленные из этого материала.Подробности узнавайте у наших менеджеров.
Из такой стали изготавливают стержни с различной обработкой поверхности, серебро, полосы и ленты, металлические листы разной толщины.
Буквы «пс» в обозначении этого сплава говорят о полуспокойной стали по степени ее раскисления. В целом сплав Ст08пс — довольно прочный и твердый материал, рассчитанный на то, чтобы выдерживать высокие нагрузки, сохраняя при этом свою целостность и форму. Сталь 08пс достаточно комфортно чувствует себя «в зоне» упругих деформаций, то есть спокойно воспринимает нагрузку, после чего либо не меняет формы, либо изменяется, а возвращается в прежнее состояние сразу после снятия нагрузки.Другими словами, деталь из сплава 08пс, сохраняя форму или небольшую деформацию, может длительное время находиться в «напряженном» состоянии.
Конечно, у любого сплава есть предел или «порог», после которого приложенная нагрузка вызывает разрушение структуры сплава — причину пластической деформации. Это так называемый технологический предел текучести, после которого сплав начинает «выходить из зоны» упругих деформаций.
Этот металл не склонен к образованию чешуек и отпускной хрупкости, при этом его сваривают без ограничений методами KTS, ADS и RDS.Его твердость составляет НВ 10 -1 = 131 МПа, а ковка осуществляется при 1250-800 ° С. В следующих таблицах приведены все физико-механические свойства сплава марки 08пс:
Сталь 08пс: химический состав
Эта углеродистая сталь на 98% состоит из железа:
- Fe — около 98,0%
- Mn — 0,35-0,65%
- Cr — не более 0,1%
- Cu — не более 0,25%
- Ni — не более 0,25%
- Si — 0,05-0,17%
- С — 0.05-0,11%
- Ас — не более 0,08%
- S — не более 0,04%
- П — не более 0,035%
Этот состав характеризуется следующими свойствами сплава: предел текучести стали 08пс 175-196 МПа, плотность сплава 08пс 7598-7846 кг / м 3, удельная теплоемкость 482-703 Дж / ( кг * град).
Сталь 08 пс: заявка
В основном из конструкционной углеродистой качественной стали, 4-14 мм листового металла 1, 2 и 3 категорий, который в дальнейшем подвергается обработке методом холодной штамповки.В цехах промышленных предприятий также активно применяется холоднокатаная лента, из которой получаются гибкие металлические шланги, трубы, прокладки и шайбы. После химико-термической обработки сплава 08пс металл используется для изготовления таких изделий, как стержни, втулки и проушины.
Хорошая свариваемость стали 08пс делает ее пригодной для производства электросварных труб, которые впоследствии используются в электронагревателях (нагревательных элементах), а также других деталях, востребованных в машиностроении.Наконец, сталь 08пс — отличный материал, из которого изготавливаются легконагруженные подшипниковые детали, высококачественная порошковая проволока и многие другие стальные изделия и компоненты.
Импортируемыми аналогами стали 08 пс считаются марки
- Япония — JIS, SPHE
- США — 1008, A 622, A620
- Германия — St 12, St 13, DD 13, StW 24, DIN, WNr
Понятие «марка стали» знакомо любому специалисту по металлу.Расшифровка маркировки стальных сплавов дает возможность составить представление об их химическом составе и физических характеристиках … Разобраться в этой маркировке, несмотря на ее кажущуюся сложность, достаточно просто — важно лишь знать, по какому принципу она состоит. составлен.
Сплав обозначается буквами и цифрами, по которым можно точно определить, какие химические элементы он содержит и в каком количестве. Зная это, а также то, как каждый из этих элементов может повлиять на готовый сплав, вы можете с высокой степенью вероятности определить, какие характеристики характерны для определенной марки стали.
Виды сталей и особенности их маркировки
Сталь— это сплав железа с углеродом, при этом содержание последнего в нем не более 2,14%. Углерод делает сплав твердым, но слишком много углерода делает металл слишком хрупким.
Одним из важнейших параметров, по которому сталь делится на разные классы, является химический состав. По этому критерию среди сталей выделяют легированные и углеродистые, последние подразделяются на низкоуглеродистые (углеродистые до 0.25%), средний (0,25–0,6%) и высокоуглеродистый (содержат более 0,6% углерода).
Включая в сталь легирующие элементы, можно придать ей требуемые характеристики. Таким образом, комбинируя тип и количественное содержание добавок, получают марки с улучшенными механическими свойствами, коррозионной стойкостью, магнитными и электрическими характеристиками. Конечно, можно улучшить характеристики сталей с помощью термической обработки, но легирующие добавки позволяют сделать это более эффективно.
По количественному составу легирующих элементов различают низколегированные, средне- и высоколегированные сплавы. В первых легирующих элементах не более 2,5%, в среднелегированных — 2,5-10%, в высоколегированных — более 10%.
Классификация сталей проводится по их назначению. Итак, бывают инструментальные и конструкционные типы, марки, различающиеся особыми физическими свойствами. Типы инструментов используются для производства штамповочного, измерительного и режущего инструмента, конструкционные — для производства изделий, применяемых в строительстве и машиностроении.Сплавы с особыми физическими свойствами (также называемые прецизионными сплавами) используются для изготовления изделий, которые должны иметь особые характеристики (магнитные, прочностные и т. Д.).
Стали противоположны друг другу и обладают особыми химическими свойствами … Сплавы этой группы включают нержавеющие, окалиноустойчивые, жаропрочные и т. Д. Что типично, они могут быть коррозионно-стойкими и относиться к разным категориям.
В состав стали помимо полезных элементов входят и вредные примеси, главными из которых являются сера и фосфор.Также он содержит газы в несвязанном состоянии (кислород и азот), что отрицательно сказывается на его характеристиках.
Если рассматривать основные вредные примеси, то фосфор увеличивает хрупкость сплава, что особенно ярко проявляется при низких температурах (так называемая хладноломкость), а сера вызывает появление трещин в нагретом до высокой температуре металле (красный цвет хрупкость). Фосфор, помимо прочего, значительно снижает пластичность нагретого металла. По количественному содержанию этих двух элементов различают стали обыкновенного качества (не более 0.06-0,07% серы и фосфора), качественные (до 0,035%), качественные (до 0,025%) и особо качественные (сера — до 0,015%, фосфор — до 0,02%).
Маркировка сталитакже указывает на степень удаления кислорода из состава. По степени раскисления различают стали:
- спокойного типа, обозначается буквенным сочетанием «СП»;
- полуштиль — «ПС»;
- кипячение — «КП».
Что означает маркировка сталей?
Расшифровать торговую марку стало довольно просто, вам нужно лишь владеть определенной информацией.Конструкционные стали обыкновенного качества, не содержащие легирующих элементов, обозначаются буквенным сочетанием «Ст». По цифре, следующей за буквами в названии бренда, можно определить, сколько углерода содержится в таком сплаве (в десятых долях процента). За цифрами могут следовать буквы «КП»: по ним становится понятно, что этот сплав не полностью прошел процесс раскисления в печи, соответственно он относится к разряду кипящих. Если в названии бренда таких букв нет, то сталь соответствует разряду спокойствия.
Конструкционный, относящийся к категории качества, имеет в своем обозначении два числа, по ним определяется среднее содержание углерода в нем (рассчитывается в сотых долях процента).
Прежде чем переходить к рассмотрению марок тех сталей, в состав которых входят легирующие добавки, следует понять, как обозначаются эти добавки. Маркировка легированной стали может включать следующие буквенные обозначения:
Обозначение сталей с легирующими элементами
Как упоминалось выше, классификация легированных сталей включает несколько категорий.Маркировка легированных сталей оформляется по определенным правилам, знание которых позволяет легко определить категорию того или иного сплава и основную область его применения. В начальной части названий таких марок стоят цифры (два или один), указывающие на содержание углерода. Две цифры указывают на его среднее содержание в сплаве в сотых долях процента, а одна — в десятых. Есть также стали, у которых в начале названия нет номера марки. Это означает, что углерод в этих сплавах содержится в пределах 1%.
Буквы, которые видны за первыми цифрами названия марки, указывают на то, из чего состоит этот сплав. За буквами, дающими информацию о том или ином элементе в его составе, могут стоять, а могут и не стоять цифры. Если есть цифра, то она определяет (в целых процентах) среднее содержание элемента, обозначенного буквой, в составе сплава, а если цифра отсутствует, то этот элемент содержится в пределах от 1 до 1,5%.
В конце маркировки некоторых марок сталей может стоять буква «А».Это говорит о том, что у нас качественная сталь. К таким маркам могут относиться углеродистые стали и сплавы с легирующими добавками в их составе. Согласно классификации, к этой категории сталей относятся те, в которых сера и фосфор составляют не более 0,03%.
Примеры маркировки различных марок сталей
Определение марки стали и отнесение сплава к определенному типу — задача, которая не должна вызывать проблем у специалиста. Не всегда под рукой есть таблица, в которой дана расшифровка наименований брендов, но приведенные ниже примеры помогут разобраться.
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквенным сочетанием «Ст». Следующие ниже числа — это содержание углерода в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали. Например, сталь марки 09Г2С содержит 0,09% углерода, а легирующие добавки (марганец, кремний и др.) — в пределах 2,5%. 10ХСНД и 15ХСНД, очень похожие по маркировке, отличаются разным количеством углерода, причем доля каждого легирующего элемента в них составляет не более 1%.Поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, нет цифр.
20Х, 30Х, 40Х и др. — так маркируются конструкционные легированные стали, преобладающим легирующим элементом в них является хром. Цифра в начале такой марки — это содержание углерода в рассматриваемом сплаве, исчисляемое сотыми долями процента. Буквенное обозначение каждого легирующего элемента может сопровождаться числом, определяющим его количественное содержание в сплаве.Если его нет, то указанного элемента в стали содержится не более 1,5%.
Можно рассмотреть пример обозначения хромо-кремний-марганцевой стали 30ХГСА. Он, согласно маркировке, состоит из углерода (0,3%), марганца, кремния и хрома. Каждый из этих элементов содержится в нем в пределах 0,8–1,1%.
Как расшифровать маркировку сталей?
Чтобы расшифровка обозначения различных марок сталей не вызывала затруднений, следует хорошо знать, что они собой представляют.Некоторые категории сталей имеют особую маркировку. Их принято обозначать определенными буквами, что позволяет сразу понять как предназначение рассматриваемого металла, так и его примерный состав. Давайте рассмотрим некоторые из этих брендов и разберемся с их обозначением.
Конструкционные стали, специально разработанные для изготовления подшипников, можно узнать по букве «Ш», эта буква ставится в самом начале их маркировки. После него в названии марки идет буквенное обозначение соответствующих легирующих добавок, а также цифры, по которым узнается количественное содержание этих добавок.Так, в сталях марок ШХ4 и ШХ15, помимо железа с углеродом, хром содержится в количестве 0,4 и 1,5% соответственно.
Буква «К», стоящая после первых цифр в названии марки, обозначающая количественное содержание углерода, обозначает конструкционные нелегированные стали, используемые для производства сосудов и паровых котлов, работающих под высоким давлением (20К, 22К и т. Д. .).
Высококачественные легированные стали с улучшенными литейными свойствами можно узнать по букве «L» в самом конце маркировки (35ХМЛ, 40ХЛ и др.)).
Определенную трудность, если вы не знаете особенностей маркировки, может вызвать расшифровка марок конструкционной стали. Сплавы этой категории обозначаются буквой «С», которая ставится в самом начале. Цифры, следующие за ним, указывают минимальный предел текучести. Эти бренды также используют дополнительную надпись:
.- буква Т — прокат термоупрочненный;
- буква К — сталь, отличающаяся повышенной коррозионной стойкостью;
- буква Д — сплав, характеризующийся повышенным содержанием меди (С345Т, С390К и др.).
Стали нелегированные, относящиеся к категории инструментальных сталей, обозначаются буквой «U», она проставляется в начале их маркировки. Число после этой буквы обозначает количественное содержание углерода в рассматриваемом сплаве. Стали этой категории могут быть качественными и качественными (обозначаются буквой «А», проставляется в конце наименования марки). Их маркировка может содержать букву «G», что означает повышенное содержание марганца (U7, U8, U8A, U8GA и др.)).
Маркировка тех сталей, которые входят в категорию быстроходных, начинается с буквы «П», за которой следуют цифры, обозначающие количественное содержание вольфрама. В остальном марки таких сплавов именуются по общепринятому принципу: буквы, обозначающие элемент, и, соответственно, числа, отражающие его количественное содержание. В обозначении таких сталей не указывается хром, так как его стандартное содержание в них составляет около 4%, а также углерод, количество которого пропорционально содержанию ванадия.Если количество ванадия превышает 2,5%, то его буквенное обозначение и количественное содержание проставляют в самом конце маркировки (Z9, P18, P6M5F3 и др.).
Нелегированные стали, относящиеся к классу электротехнических (их также часто называют чистым техническим железом), маркируются особым образом. Низкое электрическое сопротивление таких металлов обеспечивается тем, что в их составе минимальное содержание углерода менее 0,04%. В обозначении марок таких сталей нет букв, только цифры: 10880, 20880 и т. Д.Первая цифра указывает на классификацию по типу обработки: горячекатаная или кованая — 1, калиброванная — 2. Вторая цифра связана с категорией коэффициента старения: 0 — нестандартизированный, 1 — стандартизованный. Третья цифра указывает на группу, к которой относится данная сталь по нормированным характеристикам, принятым за основную. Четвертая и пятая цифры определяют значение самой стандартизированной характеристики.
Принципы, по которым осуществляется обозначение стальных сплавов, были разработаны еще в советское время, но по сей день успешно используются не только в России, но и в странах СНГ.Имея информацию о конкретной марке стали, можно не только определить ее химический состав, но и эффективно подобрать металлы с требуемыми характеристиками.
Конструкционные углеродистые стали, из которых можно получить высокопрочные несущие элементы, довольно широко распространены. Пример — сталь 08ПС. Он отличается высокими эксплуатационными характеристиками, которые можно улучшить термической обработкой.
Химический состав и характеристики
Количество всех элементов в составе регламентируется ГОСТ 1050-88.Поэтому при маркировке указывается только массовая доля углерода. Состав следующий:
- Концентрация углерода может варьироваться от 0,05% до 0,11%. Этот элемент определяет твердость поверхностного слоя и прочность конструкции, а также степень свариваемости 08ПС. В процессе термообработки конструкция перестраивается, становится более плотной.
- Кремний также добавляется в состав, массовая доля которого составляет от 0,05% до 0,17%. Он также определяет основные характеристики 08ПС.
- Марганец также считается основным химическим веществом, содержание которого составляет около 0,35-0,65%.
- Хром в большинстве случаев входит в состав для обеспечения коррозионной стойкости. При длительной эксплуатации при повышенной влажности углеродистая конструкционная сталь покрывается коррозией из-за низкой концентрации рассматриваемого легирующего вещества, массовая доля составляет 0,1%.
Скачать ГОСТ 1050-88
Химический состав стали 08ПС характеризуется наличием вредных химических элементов серы и фосфора, увеличение концентрации которых приводит к снижению прочности и твердости поверхности.
В целом сталь марки 08ПС показывает хорошие прочностные характеристики и твердость.
К его достоинствам можно отнести следующие моменты:
- Созданные силовые элементы при использовании аналогичной марки выдерживают различные нагрузки. Если приложенная нагрузка выдерживается в требуемом диапазоне, то изготавливаемые детали сохраняют свою форму.
- Предел текучести достаточно высок, чтобы металл мог выдерживать упругую деформацию.
- Марка 08ПС отличается высокой свариваемостью.Для выполнения сварочных работ можно использовать самые разные технологии. Однако после термообработки сварка элементов не получится, что связано с насыщением поверхностного слоя углеродом. Это вещество значительно снижает свариваемость материала.
При необходимости можно значительно улучшить характеристики металла путем термической обработки.
Среди особенностей его проведения можно отметить следующие моменты:
- При проведении термообработки нет необходимости добавлять другие химические вещества для повышения производительности.
- После закалки прочность расплава значительно увеличивается. Часто такая обработка проводится для получения несущих конструкций, рассчитанных на высокие нагрузки.
- Наиболее распространенными видами термической обработки являются закалка, отпуск и отжиг. Отпуск проводится для устранения напряжений, возникающих внутри сплава. Отжиг выравнивает внутреннюю структуру и устраняет слишком высокую пластичность сплава 08ПС.
- Обратите внимание на способ охлаждения заготовки.Это можно сделать с помощью масла или воды. Следует учитывать, что масло значительно улучшает качество металла, исключает вероятность появления серьезных дефектов из-за неравномерного охлаждения.
Для проведения термообработки требуется специальное оборудование, способное нагреть сплав до нужной температуры и поддерживать ее в течение необходимого периода.
Расшифровка
При маркировке могут применяться определенные стандарты, позволяющие определить основные эксплуатационные характеристики металла.Сталь 08ПС (используется ГОСТ для обозначения металла, произведенного в странах СНГ) расшифровывается так:
- 08 указывает количество углерода — 0,8%. От этого химического элемента зависят основные качества 08ПС … Следовательно, он указывается при маркировке материала
- СП указывает степень раскисления сплава, в рассматриваемом случае — полуштихий.
St08PS — конструкционный углеродистый металл. Его можно охарактеризовать тремя степенями раскисления.Полусухой металл, для которого характерны положительные качества кипящих и спокойных сплавов. Расшифровка в данном случае не позволяет определить концентрацию других химических веществ, их количество регламентировано ГОСТом.
Назначение и применение стали 08ПС
Углеродистая сталь 08 ПС характеризуется свойствами, которые определили чрезвычайно широкий спектр применения. Марка 08ПС может быть использована при изготовлении следующих деталей:
- Шайбы.
- Вилы.
- Трубы различного назначения.
В продажу поступают заготовки различных типов. Примером может служить пруток и фасонный, сортовой прокат … Кроме того, на производственные участки поставляются листы и полосы.
Вас также могут заинтересовать артикулы:
Качественная конструкционная углеродистая сталь 35
Сталь 10 (качество углерод)
A517 Gr.F сталь твердость, закаленная и отпущенная поставщик определение-A240 gr 304h нержавеющая сталь Производитель
Я делаю их, обжаривая их в небольшом количестве масла, пока они не станут поджаренными, затем добавляю воду и довожу до кипения.
A517 Gr.F сталь твердость, закаленная и отпущенная, определение поставщик сталелитейный завод
Дешевые качественные столовые приборы из нержавеющей стали потемнели или почернели от яйца, так же, как столовое серебро почернело от яичного желтка. Я попытался удалить слой черного с SS ложку, используя ту же абразивную суспензию, которую кухонный персонал использует для удаления сульфидного слоя с серебряной посуды.
Сталь A517 Gr.F, закаленная и отпущенная, определение твердости Поставщик пластин из нержавеющей стали
Мне не удалось стереть слой с нержавеющей стали; это там, чтобы остаться.Кстати, посудомоечные машины известны тем, что вызывают коррозию нержавеющей стали из-за соли, используемой в чистящих таблетках и смягчителях воды. Хотя большинство этих металлов ржавеют, нержавеющая сталь в значительной степени защищена от ржавления хромом.
A517 Gr.F сталь твердость закаленная и отпущенная определение поставщик экспортер пластин из нержавеющей стали
Хром защищает ювелирные изделия из нержавеющей стали от ржавчины, предотвращая окисление. По этой причине лучшие ювелирные изделия из нержавеющей стали содержат не менее 10% хрома.
И хотя многие будут утверждать, что он не ржавеет, он, как и любой другой металл и вещь на земле, разрушаем.
Золото, серебро или просто что-то красивое и вневременное, независимо от материала? Я пытаюсь найти максимальный вес, который стальной стержень 1144 может выдержать с обоих концов, хотя я не уверен, какое уравнение использовать.
A517 Gr.F сталь твердость, закаленная и отпущенная поставщик определения твердости Производитель пластин из нержавеющей стали
@ Брайан — Мы можем изготавливать болты или стержни разных марок и диаметров, но у нас нет инженеров в штате, поэтому мы бы не могу порекомендовать что-то конкретное.Вам нужно будет сообщить нам, какой диаметр и сорт нужно изготовить.
Я ищу болт или стержень для использования в качестве оси для проекта по физике. Длина 24 дюйма, способная выдерживать статическую нагрузку 500 фунтов и динамическую нагрузку примерно 10 000 фунтов.
P10K5F5 куму кила расшифровка | Он kōkua maikaʻi no kēlā me kēia.
ʻO ka hoʻokaʻawale ʻana i nā helu o ke kila ʻaʻole ia he mea paʻakikī loa inā ʻike ʻoe i nā leka e hoʻohana`ia ai e koho ai i nā mea kemikū e hana ʻia ana ka māka a i ʻole сплава.ʻO kahi laʻana, ka leka X — hōʻike i ka хром, N никель, K — кобальт, M — молибден, B — вольфрам, T — титан, D — келив, G — марганец, C — силикон,
F — ванадий , P — бор, A — азот, B — ниобий, E — селен, C — цирконий, U — алюминий, Ch — hōʻike i ke kūʻana o nā metala o ka honua.
Loaʻa kekahi hoʻolālā no nāʻano hoʻokele like ʻole, i hilinaʻi i kā lākou hui a me ke kumu.
Hoʻohana ʻia nā hana palapala e kuhikuhi i keʻano o ka deoxidation o ke kila:
Kaila keleawe
PS полукилы
ʻO JV kila kila
ʻOūnā маалайа кауау маалайа кула nā leka Art.(например, статья 3; статья 3kp)
ʻO ka helu ma hope o nā huaʻōlelo i hāpai ʻia i ka huina o ke kalapona ma ka kila, ka index index kp i hōʻike mai eʻā ana ke kila, т.е. `О ка хала`оле о кахи кико` он меа ку малие ке кила.
ʻO nā wili ʻenehana kiʻekiʻe kālai ʻia kiʻeki`e (но ка лаа, ул. 10; ст. 20; ст. 30; ст. 45) и хō`айлона` и на хэлу`элуа`элуа е хō`ике ана и ка`ике`аи калима ма 0, 10% стали; 0,20%; и т. д.
ʻO 09Г2 ka hana hoʻoneʻe kaua Structural no ke kila, carbon ma kahi o 0,09% a me nā mea e pili ana i nā māhele o ka марганец, silika a me nā mea ʻē aʻe ma lalo o 2,5 % ма ка хуина.
ʻO nā steels 10XSND и мне 15XSND`oko`a i ka ʻoko`a o ka kalapona; ма кела мау лои, ой аку ка нуи о на кико`и о кела ме кейа хуина ма муа о ка 1% пакенека, но лайла, ааоле хōике а на хелу ма ка лека.
«О на мала холомуа и хана`й, как я, 20X; 30X; Hoʻohālikelike ʻia`o 40X e nā leka a me nā helu, ma kēia hihia e hōʻike ana ka mea hōʻike i nā haʻawina kalepona a me nā kumu hoʻohui o ka chromium nui. Hōʻike ʻia nā helu ma hope o kēlā me kēia leka i ka ʻike kiko`ī o ka māhele e pili ana, akā naʻe, i ka manawa i emi ai ka kiko o ka mea hoʻomehana ma mua o 1,5%, ʻaʻole i kauʻia ka Хелу ма надежда о ка лека е пили ана.
ʻO 30HGSA хром-кремний-марганцевый кила, он икаика нуи а хо’онуи и ка пале`ана и на’алу. ʻO ka hui pūʻana o ka brand ka mea i loaʻa ai ka углерод 0,30%, i ka hāmeʻa i ka carbon he nui ka марганец, силика а ме ка хром, ma ke kau like ʻana o ka 0,8 1,1%
ʻAʻole pono nā mea o ka pōkika a me ka phosphorus i ka 0,03% no kēlā me kēia mau mea, no laila ua kau ʻia ka leka A ma ka hope o kēlā mau helu, e hōʻike ana i nā hʻike аку о на хелу (но ка ла’ана, 20XX4FA; 38Xh4MA).`О на макела вай пуна вай вавили, е, как я, 60С2А, 65Г, кахи е хō`ике ай на хелу хелу муа и ка карбон ма ка ханели мау о ка хапаоно, хō`ике`иа хои. (0,60 a me 0,65 i kēlā me kēia).
Hoʻopili ʻia nā расшифровка о nā hoʻokele lawe kaila ma ke ʻano i koho ʻia lākou e like me ka hoʻokaʻawale ʻana, hoʻomaka ka māka i nā leka the (но ка лааана, ШХ4; ШХ15; ШХ15СГ). ʻO ka helu 15 e hōʻike nei i ka ʻike o ka легирование хромом, kahi hapa like me ka 1,5%, a me ke kila ШХ4 0,4%, ia. Нуи а лоаа на хуахана ае ае ,ой аку э пили ана и ка неэаана о на меа а ме на хаумиа и локо о лако хики ке лоа и локо о ка мако хале куаи, но ка меа купоно кайя и хоа мэа купоимхаина и хоа я кайя э хоа.
ʻO nā kila kila kiʻekiʻe — no ka hana ʻana i nā paila mahu a me nā moku kaomi, koho ʻia e like me nā steels unalated Structural, me ka hoʻohui ʻana o ka huapalapala K;
Hoʻokaʻawale ʻia nā manula papa inoa ʻoryry i kuhi ʻia no ke ʻano he kiʻekiʻe a he pale ʻia, akā ma ka hope o ka inoa ua kau lākou i ka leka L, (35XML; 40XL, a.).
Hoʻomaopopo ʻia nā māla hana e nā leka C a me nā helu i kūpono aʻe i ka liʻiliʻi o ka ikaika o ke kila.Hoʻohuiʻia, ua hoʻohanaʻia nā ʻōkuhi eia: T keʻa ikaika i hoʻoluʻuʻia, K hoʻonui i ke kūʻē pale (но ка ла’ана, С345Т; С390К и др.). Pēlā nō, hōʻike ka leka D i ka hoʻonui o ke keleawe hoʻonui, (C345D; C375D).
Ka mea pono unalloyed kila, i hoʻokaʻawale ʻia i loko o ke ʻano kiʻekiʻe, hōʻailona ʻia e ka leka U a me ka helu, e hōʻike ana
Kurdele Testere Makinesi Ahşap üzerine kendi el. Ev yapımı bant ahşap çizimleri
Tarafından oluşturulan özel bir kayış testere kullanılarak birçok görev yapılabilir.Кенди Эллери. Önerilen makalenin önerilerinden yararlanarak, bu cihazı çoaltmak için oldukça basittir.
1 — Пуллетный проезд Черит (Нижний), 2 — Баз, 3 — Пила Курделе, 4 — Кемер Кама A710, 5 — Демпфер, 6 — Кылевуз, 7 — Бар Taşıyıcı, 8 — Sürücü Sürücü Kasnağı (Юкары), 9 — Masa Kontrplak S20), 10 — AOL-22-2 Elektrik motoru, 11 — Kayış tahrik kasnakları, 12 — Braket (çelik köşe 40×40), 13 — Somun M12 (2 адет.), 14 — Üst destek, 15 — Ayar vida, 16 — kaydırıcı.
Kendi kendine yapılan kemer testeresinin çalışma masası (Boyut 420×720 мм), текстолит üzerine yakalanan 20 мм kalınlığında kontrplaktan yapılmıştır.Evrede, katı ahşap rayları düzenleyecektir. Tabloda testere kurdelinin kablolaması için sert olmayan oluklar vardır. Baz, 20 мм kontrplaktan yapıştırılmış, 420x720x500 мм’lik bir kutudur. Diğer şeylerin yanı sıra, talaş toplamak için bir yer görevi görür.
Taşıyıcı çubuğu, 680 мм uzunluğundaki bir kanal numarasıdır, raflar kolaylık sağlamak için 20 мм yüksekliğe kadar kesilir. Чубук, 40×40 мм köşeden ve dört m8 cıvatadan bir braket kullanarak tabloya tutturulur. Молодки Tahrik pilotları testereler, 20 мм kalınlığında kontrplaktan çıkarılır.Çalışma yüzeyinde, ABD’ye yerleştirilmiş, yoğun yapraklı kauçukla kaplanırlar. Poliüretan tutkal kullanıldı. Kasnaklar kesildikten sonra, ahşap epoksi reçine ile emdirilir, cilalı ve boyanır. Çalışma yüzeyi, koşu testere bandı tutmak için gereken namellik verilir. Üst kasnağda, epoksi reçinesi, yuvanın rulman 60203 altında keskinleştirildiği bir duralümin manşonuyla yapıştırılır. Alt kasnak, çelik tipi 30xgss ekseni ve üç 5×20 vida takılıdır. Eksen, taşıyıcı çubuğun alt ucunda monte edilmiş iki bilyalı rulman 60203 ile bir bronzlaşır.Eksenin diğer ucunda, kayış tahrikinin köle kasnağı uzak kılıfın içinden kaydedilir. Kurulumdan sonra, şerit kasnaklarını dengelemek. Çalışma prensibi ve testere şeritinin gerginlik sisteminin parçalarının boyutu yukarıdaki çizimlerden (kesit A-A-A) ‘den açıktır.
erit tahrik kasnağı (üst)
Kemer şanzımanının motor i = 1’den transfer oranı, böylece bande gelen ve köle kasnakları, tahrikimakıdıkııııKasnaklar Duralumin’den yapılmıştır. Kama kayışı — A710 (bu tasarımda).
Testere şerit salınımlarını ortadan kaldırmak için, bir damper (salınım damperi), текстолит M6 cıvatalarındaki, parçalarından monte edilir. Damperin sabit elemanı masaüstünün altından sabitlenir ве hareketli çubuk, gerekli boşluğu seçmenize olanak sağlar. Üst damperin şeridi testerede de sağlandıı belirtilmelidir, ancak testere şeridindeki üst kasnağın «çapı yenmeye» başladığı takdirde kurulumu tavsiye edilir.Акси такдирде, üst демпфер sadece bandın sürtünmesini arttırır. Tasarıma göre, ana ve gerekirse, Masaüstü düzleminin 105 mm’lik bir özel braket kullanarak M5 cıvatalarına takılıdır.
1 — Baz, 2 — Cıvata M6 (2 адет.), 3 — Planck, 4 — Yıkayıcı ile somun.
Testere patlamasını besleme kılavuzu, 100×100 мм çelik köşeden yapılmıştır. Makineye dik düzlemini terk etmek arzu edilir. Kenarlar boyunca raflardan birinde, kılavuzun arasındaki boşluğu ayarlamak için iki oluk yapılır.şerit ve ortada inmeyi arttırmak için kesik. Çalışma sırasında emniyet, testere şeridindeki üst kasnağın tüm düğümünü kaplayan koruyucu bir kasa ile sağlanır, bu da kasanın boşluğunu sadece çalışma alanırnda b.
Büyük ilgi, şerit testere testerenin testeresini hak ediyor. Бир яндан yeterli elastik olmalı ве diğerinde dayanıklı olmalıdır. Üretimi için, yumuşak odun (Balsa, Linden) veya 0.4-0,8 mm’lik katı kayaçlar için soğuk haddelenmiş çelik çelik markası U8, U10 veya 65G kalınlığında 0.2-0,4 мм kalınlığındadır. Bu arada, çoğu, bu amaçlar için çelik bantlar, yüksek kaliteli metalden 0,2 мм kalınlığında ve yaklaşık 10 мм genişliğindedir. «Otomatik» kurdelelerin kavisli profiline sahip modern ruletler uygun değildir — sadece eski örnekler uygundur. Makinenin boyutları için iş parçasının uzunluğu — 1600-1700 мм. Bant boşluğunda, dişler yaklaşık 3 мм olan bir dişin içine kesilir, bundan sonra bantın halkaya satıldığı, 3-6 мм uzunluğunda uçlar USS üzerindeki kalınlıkta keskinleştirilir.Sonra başakın yeri bir burcu koşuyor ve ısınıyor gaz brülörü .. Eklemde, lehim markası PSR-40 ve dikiş, süngerlerdeki asbest astarlı pense ile sıkıca sıkıştırılakırızııııı Gerekirse, bağlantı sitesi dikilir. Testerenin daha iyi bir yüzeyi elde etmek için, dişlerin ön ve arka yüzeyleri, ağacın ve boşanmış бир ağaçla aynı şekilde keskinleştirilir. Табии ки, markalı bant testereleri için satan tuvalleri kullanabilirsiniz, ancak daha sonra makinenin boyutu, satın alınan ağın boyutuna göre yapılmalıdır.
Диккате алинан ев япым кемер тестереси, дюз çizgi testere yumuşak ahşap (Бальса, Линден, Окюз, Ладин, Чам) ичин куланилыр. Bant makineye 0,8 мм kalınlığında monte edildiinde kayalar (kayın, meşe, kırmızı ağaç) kesebilir ve katı kayalar.
Dezavantaj bu seçenek Ev yapımı bir kemer testeresi — tuvalin küçük bir kalkışı, ancak tasarımı büyük ölçüde basitleştirir. Tuvallerin küçük bir kalkışına uymuyorsa, tuvalden markalı bir bant testere olarak ayrılmak için, taşıyıcı çubuun yerini sahip oldukları gibi yapmanız ve daha büyük kınıkınakınışı.
Ev yapımı kemer testeresinin özellikleri:
Testerenin en büyük kalınlığı, мм
Yumuşak ırklar — 100’e kadar
Katı ırklar — 40’a kğcünş 240
Kasnaklar Tahrik Sürücüsünün İç Mesafesi, MM — 500’e kadar
Motordan önde gelen kasnağa, i — 1 dişli oranı
Motor cirosu, об / мин — 2800
Elektrik motorunun içinal 919 — Kadar, 0,61943 hızı, м / с — 35
Bant uzunluğu, мм — 1600-1700
Лесопилки Hızı, м / мин — 5’e kadar
Genel Boyutlar, MM — 720x420x920
Kendi ellerinizle şerit testereleri, uygun deneyimi olmayan bir kişi tarafından bile yapılabilir.
Ev yapımı bir kemer testeresi, ahşap ürünler ile çalışırken vazgeçilmez bir asistandır.
Bir ev-master atölye çalışması için aygıtların seçme sürecinde, şerit testere en sık temel araçlar kategorisine dahil değildir, çünkü işlemlerin çoğu onsuz gerçekleştiriri. Bununla birlikte, bu fikstür olmadan çalışmayacak vakalar vardır.
Чертежи ev yapımı gördüm ekil 2’de bir şerit tipi görülebilir. 1 ве 2.
Armatürlerin özellikleri, kullanılan motora, testere bantlarını ve boşluklarına bağlı olacaktır.
Bir şerit tipinin testere üretimi için eylemlerin sırası
Böyle bir tasarımın yapımı için ihtiyaç duyulacak unsurlar:
- zımpara;
- металлические köşeleri;
- Çelik levhalar;
- контрплак леваха;
- ahşap raylar;
- vidalar;
- ручек.
Testere için bir çerçeve nasıl yapılır?
Şerit testeresinin yapımları için, tüm araçlara ihtiyacınız var.
Makinenin ana elemanı bir çerçevedir.Üst üste binerek birkaç kart katmanından yapıştırılabilir. Erçeve sunta, MDF, kontrplak çarşaf veya mobilya kalkanlarından yapılamaz. Tasarım C-şekilli бир форма сахиптир. Yukarıdan, taban üst tekerleğe sahip gerginlik kılavuzu için ayarlanır ve alt, tabanın tabanına bağlı birkaç ayakla sabitlenir. Erçeve 6 katmandan ve astardan oluşmalıdır. Sertliği arttırmak için, çapraz atlama tellerini ayarlamanız gerekir. Aşama yapıştırma işleminde, elemanların dikeyliğini izlemek gerekir. Çerçevenin düz olması gerekir.
İlk aşamada, çerçeve yapışması sebepsiz, ancak ilgili girintileri sağlamak önemlidir. Tabanı yerleştirin alt tekerlek eksen bloğunu taktıktan sonra daha uygundur. Баз, birkaç katmanda vernikle kaplanmalı ве örtülmelidir.
Фиксасён блок tekerlei
ekil 1. Küçük şekilli kemer tipi testere bıçağı: 1 — Tahrik tahrik kasnağı, 2 — taban, 3 — testere bandı, 4 — Bıçaklı kama A710, 5 — Damper, 6 — Kıçubışycı, 8 — Taşleşukı şerit Sürücü, 9 — Tablo, 10 — AOL-22-2 Elektrik Motor, 11 — Kayış Tahrik Kasnakları, 12 — Braketi, 13 — Somun M12, 14 — Üst Destek, 15 — Ayarlanabilir Vida, 16 — Kaydırıcı.
Her şeyden önce, tekerlekleri sabitleyen hareketli bloğu toplamak ve takmak gerekir. Дики оларак hareket etmeli ve testere bıçağını çekmelidir. Bunu yapmak için profili Oak’tan düzeltmeniz gerekir. Blok, tekerlek mili tutucusu ile dikdörtgen bir çerçevedir. Açısal bağlantıları geliştirmek için ek uçlar takabilirsiniz. Erçeve yapıştırıldığında, köşelerindeki girintileri kesmeniz gerekir. Sonra, üçgen uçlar kesilir ve girintiler yapıştırılır. Erçevenin kenarlarında, rehberlerin altında çeyrek seçmeniz gerekir.Erçeve, girintilerde serbestçe hareket etmelidir. Tuvalin gerginliği sürecindeki yay etkisi meşe plakaları yaratacaktır.
Daha sonra, 40 см kabuğunun tekerleklerini 40 см çapında monte etmeniz gerekir. МДФ veya kontrplak levhalardan yapılabilir. Бир фрезе makinesi kullanılarak kütükler kesilebilir. Çemberinin orta kısmında, 0,6 mm’lik bir delik açmak gerekir, daha sonra frezeleme değirmeninin orta kısmını içine monte etmek gerekir. Даха сонра, бу delik iş parçasını birleştirmek için kullanılabilir.Dairelerin nihai işlemi altında birkaç milimetre yapmanız önerilir.
Flanşları tekerleğe sabitlemeden önce, ikinci şaft kilidini kesmeniz gerekir. Çerçevenin alt kısmında sabitlenmelidir. Bölüm бир ahşap raydan yapılmıştır. Matkap kurşun olabileceği için çerçevede bir delik açmanız önerilmez. Тутуцу, düzeltme için gerekli olan bir açıda döndürülebilir.
Tekerleklerde, çeşitli teknolojik girintileri delmek gerekir, böylece yapıştırma işleminde plakayı ek fiksasyon için çevirebilirsiniz.
alışma Vakfı, ubuklar ve Diğer Elemanların İnşası
Kabuğun çalışma tabanı, yukarıdan textolite ile su basmış, 20 мм kalınlığında bir kontrplak tabakadan yapılmalıdır. Evrede, katı ağaçların kayışlarıyla doğması gerekir. Bantları masaya koymak için, küçük bir genişliğin olukları sağlamak gerekir. Бир табан оларак, 500x720x420 мм boyutunda bir kutu kullanabilirsiniz. Kontrplaktan 20 mm’den yapıştırılmalıdır. Бу eleman talaş depolamak için бир йер olarak hizmet edecektir.
Чекил 2. Кемер типинин кенди япым тестерелерин чизими: 1 — Баз, 2 — Дживата М6 (2 адет.), 3 — Планк, 4 — Йикайджы иле сомун.
Taşıyıcı çubuğu, bir sheller 680 mm uzunluğunda yapılabilir. Rafları 20 мм yüksekliğe kadar kesilmelidir. Чубук, 40×40 мм’lik bir metal köşeden ve birkaç m8 cıvatasından bir braket kullanarak tabloya sabitlenmelidir. Teyp tahrik kasnakları, 20 мм kalınlığında aynı kontrplaktan çıkarılabilir. İşgücüne göre, ABD’de izin verilen youn lastiklerle yakalanmaları gerekir.Бу, бир poliüretan yapışkan karışımı kullanılarak yapılabilir. Kasnaklar kauçukla kaplandığında, ahşap elemanları epoksi reçine, bıçaklama ve boya ile emdirmeniz gerekir. Бир сонраки ашамада, işgücünün, kurdele kolayca tutulabilmesi için gerekli olan bir namlunun şekli verilmelidir. Üst kasnağın içinde, bir duralumin manşonunu yapıştırmanız gerekir. Бу elemanda, yatağın altındaki delik keskinleştirilmelidir.
Alt kasnak, metalin eksenine yerleştirilmeli ve birkaç 5×20 mm vidayı sabitlemelidir.Eksen, çeşitli rulmanlarla bir bant içine yerleştirilmelidir. Tasarım çubuun alt ucuna monte edilmelidir. Eksenin diğer ucunda manşon boyunca, köle kasnağını düzeltmek için gerekli olacaktır. Kurulumdan sonra, kaset kasnağını dengelemeyi yapmanız gerekir. Kasnaklar Duralumin’den yapılmıştır. Gerilimin gerginlik cihazının elemanlarının çalışma prensibi ve boyutları çizimde gösterilmektedir.
Damperlerin ve Kılavuzun Kurulumu
erit salınımlarını ortadan kaldırmak için, damperi monte etmeniz gerekir.Текстолит ден топланабилир. Bölüm, masaüstünün altındaki M6 cıvatalarıyla sabitlenir. Hareketli ray, istenen boşluğu seçmeyi mümkün kılar. Testere üst damperinin de sağlandığını belirtmeye değer. Bununla birlikte, yalnızca üst kasnak detay çapını yenmeye başlarsa, takmanız makuldur. Diğer durumlarda, böyle bir damper sadece bandın sürtünmesini artıracaktır. Gerekirse, çubuğa metal bir braketle sabitlenebilir. Bölüm, çalışma yüzeyinin düzleminin 10,5 см üzerine bağlanır.
Testere bıçağını beslemek için kılavuz, металл 100×100 мм bir köşeden inşa edilebilir.Dikey düzlemlerini stalind için önerilir. Aşırı parçalardaki raflardan herhangi birinde, boşluğu ayarlamak için birkaç girişim yapmanız gerekir. Orta kısımda, rayın felçini arttırmak için bir kesim yapmalı. Çalışma sürecinde güvenlik, tüm bant kasnağı düğümünü kapatan koruyucu bir kasa ile sağlanabilir. Testere detayı, yalnızca çalışma alanında kasanın boşluğunu bırakmalıdır.
Тестер için bant kurulumu
Testere şeritine özel dikkat gösterilmelidir. Bunu yapmak için, sac hazırlamanız gerekir.Yumuşak odun kesmesi durumunda metal kalınlığı 0,2-0,4 мм olmalıdır. Masif ahşabı kesmeniz gerekiyorsa, металл kalınlığı yaklaşık 0,4-0,8 мм olmalıdır. Çoğu insan, çelikten yaklaşık 0,2 мм ве 10 мм genişliğe sahip çelikten mezura kullanılır. Kavisli бир şerit profil kullanımı olan otomatik cihazlara izin verilmez — sadece eski kopyalar uygundur. Yukarıda belirtilen makine için ayrıntılar uzunluğu — 160-170 см. Şeritte, karanfilleri kesmeniz gerekir. Элементлерин конуму 3 мм’дир.
Bir sonraki aşamada, bantın halkaya lehimlenmesi gerekecek ve 4-5 мм uzunluğunda uçlar, USS üzerindeki kalınlıkta keskinleşmesi gerekecektir.Bundan sonra, lehimleme yeri bir burunla serpilir ve gaz brülöründe ılık olmalıdır. Kavşakta lehim olmalıdır, daha sonra pense dikişini asbestli kaplamalarla sıkıca sıkıştırır. Araçta böyle bir plaka yoksa, spay hızlı bir şekilde soğumuş ве sünger bölgesindeki metal kırılgan hale gelecektir. Gerekirse, eklemin yeri durdurulabilir.
Daha iyi bir kesme tabanını elde etmek için, dişler keskinleştirilmeli ve hafifçe seyreltilmelidir.
Bu durumda, tuval, mağazalarda satılan markalı doku tipi numaralara uygulanabilir.Bununla birlikte, makinenin boyutu, edinilen tuvalin büyüklüğü ile önceden yapılması gerekecektir.
Böyle bir seçenek eksikliği ev yapımı adapasyon — Tuvallerin küçük kalkış. Ancak, bunun tasarımın büyük ölçüde basitleştirdiği anlaşılmalıdır. Web’in бир kalkışı uymuyorsa, daha sonra büyütebilirsiniz. Бу, taşıyıcı çubuğun yerini değiştirerek ve büyük çaplı kasnakları kullanarak yapılabilir.
Ev yapımı kemer kendi elleriyle gördüm, birikmek zordur, ancak teknolojiyi takip ederseniz, üretimdeki çoğu problemden kaçınabilirsiniz.
Boşlukları kesmek için birçok farklı araç var — bunlar manuel testereler, kesme, elektrolovka vb. Bu makale, ev yapımı bir kemer testeresinin imalatını tartışacaktır.
Гириш
Atölyede hepsi elinizde olmalı ве cihazın bolluğu bu, iş ve çalışma teknikleri seçiminde bu ücretsiz sihirbazı yapar. Herhangi bir atölyedeki en temel işlemlerden biri boşlukların testeresidir. Dahası, testere farklıdır — hızlı бир şekilde dökülmeniz gereken бир yerde в kesimin kalitesini önemli değil, бир Сагир testere ihtiyacınız Olan бир yerde в bununla birlikte Veya özel бир yerde, olağanüstü бир şekilde pürüzsüz бир testere ihtiyacınız Olan бир yerde Baša çıkacak..
Kurdele, kendi elleriyle yapılan bir aaçta gördü, atölyedeki onurlu yerden yararlanıyor. Hepsi hepsi deil, yine de, kullanım için бир seçenek değil. Bu avantajlar aşağıdaki özellikleri içerir:
- Yüksek kalite testere, kesme tuvalinin dönüş hareketi olmadığı için.
- Kesme şeritinin yüksek hızda hareket ettiği için yüksek ısıtma hızı.
- Kesme tuvalinin küçük kalınlıklarından dolayı testerek yüksek manevra kabiliyeti.
- Yüksek çok yönlülük ve takım esnekliği kullanın.
- Yüksek güvenlik çalışmaları.
Bununla birlikte, şerit testere dezavantajları vardır. Onları Listele:
- Bu sabit testere sırasıyla, mobil hareketinin olasılığı yoktur.
- Tasarım özellikleri nedeniyle sınırlı testere alanı.
- Büyük boyutlar.
Bir şerit testere üretimi
İş için hazırlık
Başlarken, tüm araçları ve materyallerin yanı sıra, ev yapımı bir kemer testeresinin imalatında rahat ve güvenli bir şekilde meşgul olacağı yeri hazırlamak gerekir.
Обращатель:
| Темел алет | Açıklama | Alternatif araç |
| Uzunlamasına kesme boşlukları gerçekleştirme |
| |
| Niş, oluk ve üst valf içme.Каснаклар. |
| |
| Келепчелер | Boşlukların yapıştırıldığında, diğer işlemlerin yanı sıra | Bununla birlikte, layık alternatif yoktur, ancak, marangozardımcısı veya bazı ağır öğeyi bir basın olarak kullanmayı ve kullanmayı deneyebilirsiniz. |
| Sondaj makinesi (+) | Delme delikleri |
|
| Boşlukların ve kenarların yüzeyini taşlama |
|
Malzemeler, bağlantı parçaları, balantı elemanları
- 15 мм kalınlığında;
- Odun masifinden yapılmış larker;
- Yatay ve dikey ayar için cıvatalar;
- ПВА Туткал Марангоз;
- Тюнинг cıvataları için kuzu;
- Yalıtım bandı;
- Üst eksen için rulmanlar;
- Kurşun ekseninin altındaki iki yatak;
- İki mil;
- Tuval Kesme;
- İç dişli iki kollu;
- Kendi kendine dokunarak vidalar, fındık, rondelalar, poututlar, saplamalar;
- eritler veya nozullar için veya nozulları.
Темел Япысал Челер
Bant testeresinin çizilmesi aşağıdaki bileşenleri içerecektir:
- Табан;
- Gerilim gerilimi mekanizması;
- Kasnaklar;
- Testere bıçağı (kesim şerit).
Yapısal elemanların üretimi
Üreticinin talimatları 5 puana ayrılacak ve kendi kendine yapımı kayış testeresinin üretimi için adımları içerir. Makale, üretimde bir hata yapmanızaardımcı olacak fotoğraflar ve video materyalleri sunar.
Üs
- Şerit testere güçlü olması gerektiğinden, en az 15 mm kalınlığın hazırlanması gerekir. 550 мм uzunluğunda ve 23 мм genişliğinde dört boşluğu kesin.
- Daha sonra, önceden oluşturulan bir şablonda işaretlemeyi yaparız veya doğrudan iş parçasına işaretleyebilirsiniz. İçinde bulunan iki plaka, bir uydurma mekanizması için bir niş olmalıdır. Dış detaylar için, olukların üzerinden çizilmesi gerekir. Дикий аярын büyüklüğü бу oluğun boyutuna bağlı olacaktır.Sonra, önden alt şaft için Deliği Deliği yerleştirmeniz gerekir. Ek olarak, testere tablosu için бир yüzeye ihtiyacımız olacak, tablonun genişliğinde 150 mm’yi geçmeyecek olan boyutlar. Tüm iş parçalarında, bir kareyi 15’e eşit bir kareyi kesmek için çevreler arasında gereklidir. 20 cm ve genişliği 15 cm’yi aşmamak.
- Gerekli parçaların yanı sıra üst kasnağın ayarlanmasının oluğunu kullanarak, daha sonra alt giden şaft için bir delik açın.
- Daha sonra, gelecekteki temeli toplamak gerekir.Meclis için PVA tutkalını veya başka бир doğrama yapıştırıcısını kullanır. Tüm bağlı yüzeylerde pürüzsüz бир катмана uyguluyoruz, daha sonra yanlışlıklara izin vermemek için birbirine parçaları uygulayız. Ürünlerin sabitlenmesi kelepçelerle gerçekleştirilmelidir, çünkü yüksek kaliteli yapıştırma için kütüklere uyması gerekir. Tutkalın tamamen kuruduğuna kadar, güne dayanmak gerekir.
- Önde gelen milin alt kısmı için rulmanların kurulumunu üretiyoruz.
Testere bıçağının gerginlik mekanizması (bant)
- erit testeresinin germe mekanizmasının üretimi için, boyutları testere gövdesindeki nişe karşılık gelecek bir çubuk yapmanız gerekir.Barın sonunda çubuklar ve funki için bir delik açtı. Ее ики тарафтан да рулманлар ичин ювалар кесилир.
- Saç tokasını yerleştirin ve kırıldı. Deliğin üzerine tutması zor olmalıdır. Экин gücünü arttırmak için, saç tokasını takmadan önce, yüzeyine PVA yapıştırıcısını uygulayın ве ayrıca damızlığın vida veya vida ile sabitlenmesi gerekir.
- Döşemeye bir tutamın takılması, rotasyonu, çubuğun dalışının derinliğini taban içine değiştirmenize izin verecek, böylece kasnaklar arasındaki mesafeyi değiştirmen.
Gemi
Bazın yapıştırıcısını sürerken, hareketli elemanların imalatına, yani kasnaklara geçin. Tüm üretim işlemi aşağıdaki fotoraflara yansıtılır.
- 15 мм kalınlığında bir tabakada, devreyi 150 мм çapında bir daire ile işaretlemek gerekir.
- Seviyelendirilmiş kontürlerdeki kütükleri kesin ve çevrenin merkezinde bir delik açın.
- En doğru ve düzgün testere haritası bile iş parçasına mükemmel şekilde doğru şekilde doğru vermez, bu nedenle uçların öğütülmesini gerçekleştirmek gerekir.Bunu yapmak için, işlenen düzleme göre 90 derecede bir tabloda kullanılacaktır. Uygun bir aletiniz yoksa, bir öğütme memesi ile bir manuel taşlama makinesi veya kendi kendine yapımı bir cihazla yüzünü yapıştırmak mümkündür. Resepsiyon, bir cıvata veya bir vida tarafından belirli bir baza kaydedilir. Böylece, bir taşlama dairesi için başvururken ve eksen etrafındaki rotasyon için, mükemmel şekilde pürüzsüz bir daire elde edilir.
- Makarayı öğütücü üzerindeki işleme koyduktan sonra, uçlarını birkaç katmanda yalıtkan bir şeritle sarmak gerekir ve ayrıca bisiklet odalarından lastik kullanabilirsiniz.
Testere tablosu 15 cm genişliğinde olacaktır. Makinenin tabanının, makaraların tabanının özel bir uçlarına monte edilecektir. Tabloda testere bıçağının serbest dolaşımı için yapmanız gerekir. Tablonun boyutları, sihirbazın ihtiyaç ve tercihlerine bağlıdır. Küçük bir masa yapabilirsiniz, sadece makinenin dışında biraz çıkıntı yapabilirsiniz ve boşluktan tasarruf edin veya isin rahatlığı için üst yüzeyin daha fazlasını yapın. Ее zaman olduğu gibi, hayatta «altın orta» seçmeniz gerekir, bu nedenle usta için nihai karar.
Testere bıçağı (Kesme şerit)
Kendi başınıza bir kesim tuvali yapmamak ve hazır satın almak en iyisidir. Махазаларда, boyut türüne, kullanılan çelik türü, malzemenin sertleşmesi, dişlerin şeklini, kablolarını vb. Sertleşen çok çeşitli seçenekler bulabilirsiniz.
Aşağıda testere bıçaklarının bazı parameterlerine sahip bir tablo bulunmaktadır.
| Yerli işaretleme | Kod çözme | Vücut sertliği | Diş sertliği | Özellik Uygulaması |
| Сабит сертлик | alandaki aynı sertlikte | 45 — 48 адет.HRC. | 45-48 бирим. HRC. | Bu tür, küçük bir çapın kasnaklarında kullanılır. |
| Flex Geri — Серт Кенар | yüksek tan sertlik göstergeleri ile, ancak esnek gövde | 30-33 бирим. HRC. | 63-65 бирим. HRC. | Dişin üst kısmı söndürülürken, ürünün geri kalanı esnektir. Önceki görüşe kıyasla, büyük бир tedarik taşıma yeteneğine sahiptir. |
| Sert | tuval alanında ağırlıklı | 48-53 бирим.HRC. | 63-68 бирим. HRC. | Üretim bant testeresi teknolojisi en modern ve endüstride kullanılandır. Ancak daha büyük bir iş çıkarabilir, ancak fiyat çok daha yüksektir. Tuval profesyonel makinelerde kullanılır. |
Ek olarak, şerit testereleri dişin büyüklüğünde farklılık gösterir:
- küçük diş ile
- orta dişi ile
- büyük bir diş ile
eritin sertliği ne kadar büyük olursa, künteye karşı direnç arttırır.Sert Web, işin Performans özelliklerini azaltmadan, malzemeyi büyük yemlerde kesmenizi sağlar.
Bu durumda, şerit testeremiz için, en uygun seçenek, yapıcı bir sertlik etiketine sahip olan karbon çeliğinden 1065 мм uzunluğundaki kumaş seçimi idi.
Meclis
- Yuvarlak işleme. Yapıştırıcının tamamen kuruduğundan sonra, kelepçeleri çıkarmak ve yapıştırma, uçların ve diğer yüzeylerin yerini işlemesi gerekir.
- Testere bıçağının gerginlik mekanizmasını takma. İniş oyuğuna monte edilir ве üste itme elemanını yerleştirmeniz gerekir. Çalışma sırasında, mekanizma sert bir şekilde sabitlenmelidir.
- Kasnakları takma. Akıllı kasnağın birbirlerine paralel olarak yerleştirilmesi ве eksenlerinin etrafında kolayca döndürülmesi gerektiğine dikkat etmek gerekir. Eksen kesinlikle statik olmalıdır. Dairelerin güçlü tekerleklerine izin verilmez, çünkü bu testere bıçağının kasnaktan ve sihirbazın yaralanmasına neden olabilir.Alt önde gelen şaft, vücudu geçmelidir ve karşı taraftan yeterli bir sona sahip olmalıdır, böylece matkap kartuşuna tutun. Üst kasnak, testere bıçağının gerginlik mekanizmasına monte edilir.
- Kesme kanvasını takma. Testere bıçağı, kasnağın uçlarının üzerine monte edilmelidir. İlk başta, бу tasarıma özgürce giydirilmelidir ве çubuğun аяр düğmesinin üst kasnak ekseni ile hareket ettirilmesi, böylece kasnağın merkezleri arasındaki mesafeyı arttırırı.Bu durumda, gerginlik gerilimi gerçekleşir. Герилимден сонра, gerginlik mekanizmasının sıkı bir şekilde sabitlenmesi için vidayı vidayı sıkmanız gerekir.
- Testere masasının montajı. Testere bıçağı, fotoğrafta gösterildiği gibi tabanın yatay yüzeyinde bulunur. Konforlu бир pişirme süreci için alanı yeterli olmalıdır. Tablonun бир тестере bıçağı ile dikeyliğinin çok önemli olduğu ve iki boyutta — uzunlamasına ve enine olduğuna dikkat edilmelidir.Masanın montajı kendi kendine çekilme ile gerçekleştirilir. Ее ne kadar tutkal üzerinde «битки» seçeneği olmasına ve güçlerin yüklenmesi için бир seçenek olmasına rağmen.
- Elektrikli aletlerin kurulumu. Son aşamada, bu tasarımı gelmeye zorlamanız gerekir. Bunu yapmak için, kartuş matkabının içine kelepçelemek için alt kasnağın önde gelen milinin bir şaftına ihtiyacınız var. Alternatif olarak, bir perforatör veya kullanabilirsiniz. Ancak güç açıkça yetersiz, dolayısıyla bir matkap veya bir zımba.
- Kurulum ve devreye alma. alışmaya devam etmeden önce, rölantide kaset testeresini açın. Eritin kaymaz ve sorunsuz geçtiğinden emin olun. Testere bıçağının gerginlik mekanizmasının gerginliğini ве fiksasyonunu kontrol edin.
Кемер тестер üzerinde çalışmak için kurallar
İşlenen büyük miktarda malzeme, makineye büyük dişler içeren bir bezle kurulumu gerektirir. Optimal seçenek — Evrensel bant testerelerinin kullanımı.
- İş parçasının büyük boyutunda, büyük dişleriyle bir şerit testere üzerine kurulmaya değer; Evrensel tip kesme bantlarını kullanmak daha iyidir. Bu nedenle, çeşitli malzemelerin işlenmesi durumunda tuvali değiştirme ihtiyacı değiştirilecektir;
- Makinenin kurulum yeri ile karar verin ve çalışma sırasında salınımlardan kaçınarak statik yüzeye sabitleyin. Bant testerinin kurulacağı oda iyi havalandırılmalıdır.
- İşin bitiminden sonra, пилот şeridi çıkarın ve buna göre, işten önce sadece çekin.Bu, aın faydalı ömrünü uzatacak
- Her iki saat çalışma şeridi testere kapatın ve motora, bu örnekte, matkap, rahatlayın ve aynı zamanda hataları kontrol edin. Бу kurala uygunluk, çalışanı yaralanmalardan ve aracı aşırı ısınmadan koruyacaktır.
- Zaman zaman, kesme dişlerinin boşandığını kontrol edin.
Sonuç
Uygun montaj ve kullanımla, şerit testere uzun ömürlüdür. Kaseti yalnızca zaman zaman takip et ve ana parçaların durumunu takip et.
Видео
Bu incelemenin yapıldığı видео:
Testere panoları, barlar ve uygulanan diğer benzer malzemeler için.En iyi ekipmanı sağlayan birçok üretici tarafından yapılır. Performans özellikleri. Kaydetmek için, bu birim bağımsız olarak yapılabilir.
Etkili bir şerit makinesi elde etmek için ne gerekiyor?
Ev yapımı bir şerit makinesi, ortak erişimde hazır çizimlerde üretmektedir. Böyle bir işi yerine getirmek için, bir başkası da:
- birkaç araba detayını bulun;
- uygun çeşitli kiralamayı almak;
- gerekli tüm sıhhi tesisat ve tornalama işleri;
- бир кайнак макинези кулланарак база манипюласыонлары уйгулаин.
Bir şerit makinesi monte etmek için, eski tarım makinelerinden alınan gereksiz makaraları kullanabilirsiniz. Apları 300 mm’ye ulaşırsa en iyisidir. Kılavuzlar olarak kullanılması tavsiye edilir. металл борулярный iki farklı çaplar. İlk önce miktarın yarısı olmalı ве ikincisi biraz daha fazla. Sonuç olarak, bir boru başka bir yere koyulabilir ve istenen 0,5 мм boşluk alabilirsiniz.
Makine için Baz Yapma
Ahşaptaki makine temelinde kurulur. металл köşeleri.Dikey rafı izlemek için bu pozisyonda sabitlenirler. Çalışma tekerleklerinin hızlı aşınmasını önleyen maksimum doğruluk elde etmek gerekir.
Monte edilmiş köşelere dik yönde rafları kaynaklayın profil boruları (2,5×2,5 мм). Aralarında başka бир öğe monte edilir. Yarı saçlı çapın bir borudur. Üzerinde, pençelerin kurulduğu, günlükleri sabitlemek için tasarlanmıştır. Бу armatürler farklı yönlerde kolayca taşınmalıdır. Malzemeyi düzeltmek için, kelepçeyi bir çekiçle vurmak gerekir, bu da reçeline yol açacaktır.
Makineye Makaraları Takma
Sunulan ev yapımı, kasnaklar olmadan çalışamaz. Montaj yaparken bu öğe Tasarımların aşağıdaki kurallara uyması gerekir:
- ev yapımı kasnaklar, birkaç santimetre için konuştuu bir kayışla donatıldığında;
- Üretilen tasarım, borulardan yatay kılavuzların varlığı ile sağlanan hareket etmelidir;
- düğümün güvenilirliğini arttırmak için, ayrıca cıvatalarla sabitlenir;
- каснаклар, ekipmanın çalışması sırasında Banrenin çatlamasını önleyecek küçük bir açıyla monte edilir;
- sağ kasnak sürülür, bu nedenle yay buna balı.İş sırasında otomatik olarak çeker;
- sol kasnağı sertleşir çünkü kurşun olarak kabul edilir;
- elemanın çapı keyfi olarak seçilir, ancak daha fazlası ne kadar uzun olursa, testereyi değiştirmeniz gerekmez;
- kemer olarak, normal bisiklet çerçevesini kullanabilirsiniz;
- makinenin verimli çalışması için, iki düzlemde bir düzlemde doğru bir şekilde uyum sağlamak gerekir;
- Üst elemanı belirli bir pozisyona monte etmek için, kendiliğinden merkezli bir tür rulman kullanmak en iyisidir.
Makine için bir rulo düğümü kurmak için öneriler
Ev yapımı Şeritlerother makinesi Ahşap, Kaneylen silindirlerini kullanırken doğru ve başarısıçlırızızı. Girdikleri düğüm, en iyisi kendin yap. Bu durumda, bitmiş mekanizma hakkında söyleyemeyeceğiniz güvenilirliğine güvenebilirsiniz. Bu düğümün tasarımı aşağıdaki özelliklere sahiptir:
- mekanizma üç rulman içerir. İki tanesi marka 202, üçüncüsü — biraz daha;
- mil ve silindirler testere kullanımı çekilir farklı genişliklerde.Герекирсе, дисклер рулманлар арасында курулур;
- aft, bir diğerine monte edilmiş iki tüpe dahil edilir, eksenin hafif bir şekilde yer değiştirmesi;
- rulo düğümü üzerinde yüklü ev yapımı makine Partilere yüksekliği veya yer değiştirmeyi ayarlama olasılığı ile.
Masaüstü
Kesme elemanlarının çeşitleri
- geniş testereler yüksek kesim doğruluğu sağlar. Boyuna testere için kullanılırlar;
- kesme elemanının kalınlığı, iş parçasının kalınlığına karşılık gelmelidir.Kalın testereler ince malzemeye zarar verebilir;
- kıvırcık bir kesme testeresi yapılırken optima kalın ve iş parçasını farklı açılarda işlemek için genişlik.
Makine çerçevesi ve diğer ek unsurlar
Bir linkeropile makinesi elde etmek için, bir çerçeve yapmak gerekir. Bu kullanım için 100 мм. Yapının yüksekliği 1.5 m’dir. Çerçeveyi güçlendirmek için Kosinki ayrıca kullanılır. Günlüklerin kesilmesinin yapıldığı bloğun kendisi, dökülmelerin varlığı nedeniyle şapellere geçecektir.Kesme ünitesini güvenilir bir şekilde düzeltmek için, makinenin tabanına, kilit somunları olan cıvataları kullanır.
Kesme ekipmanının tasarımında bulunması gereken diğer unsurlara şunlardır:
- elektrikli motor. Bir sürücü olarak, eski güç aracını (matkap, manuel elektrikli testere) kullanabilirsiniz;
- cips ве ahşap tozunu toplamak için rozet. Геленексель бир агач вейа контрплак левхадан япылмиш;
- Üst kasnağı kapatan odun veya metalden mahfaza.Ekipmanın güvenliğini arttırır.
Ayar testere
Testere ayarlamıyorsanız, bir matkaptan veya geleneksel bir elektrik motorundan bir sürücüye sahip ev yapımı bir şerit makinesi etkili bir şekilmş çalı.
Bu işlem genellikle kabul edilen şemaya göre oluşur:
- tekerlek paralel, birbirlerine göre sağlanır;
- dikey yönde yer değiştirmeyi önlemek için, floroplastik rondelalar, şaftlara monte edilir;
- deneme modundaki sistem lansmanı kılavuzları monte etmeden oluşur;
- test testereleri yüksüz olarak gerçekleştirilir;
- yasadışı işlemleri tamamladıktan sonra, ünite banrenin hareket yönünü oluşturmak için ayarlanmıştır.
Makine testeresi doğru ayarlanmışsa, tekerlek gerizekalı olmadan sorunsuz hareket eder. Бу tür ekipman, özellikle ustalar arasında değerli olan büyük verimlilik ве doğruluğu memnun edecektir.
erit testeresi, endüstriyel ve inşaat kürelerinde kullanılan tehlikeli bir teknoloji grubunu ifade eder. Küçük birimler genellikle ahşap malzemeleri işlemek için günlük yaşamda kullanılır ве bunları satın alabilir veya kendiniz yapabilirsiniz. Ekipman düzeneğinin nüanslarını bilmek, tuvalin boyutunu ve gelecekte güvenli ve kaliteli işler için dişlerin parameterlerini tanımak önemlidir.
erit pyl parameterleri
Bu tür bir ekipman, ahşap işlem yapılması gerekiyorsa, birçok olumlu anı getirir. Evde, mobilya üretiminde küçük işletme yaparken gereklidir.
Bazı testereler türleri, ayrıca aşağıdaki malzemelerle çalışmanıza izin verir:
Bu malzemelerin yüksek yoğunluğu, takviyeli çelikten parçalarmelertikirınırını. Standart çelik kullanıyorsanız, metal veya taş tabak ve kısa bir süre içinde dişler işlenirken deforme olur, bu nedenle iş için hazırlık önceden hazırlanır.
Sadece işlenecek malzeme türü değil, aynı zamanda üretim terazileri. Бу, сатин алынан экипманин дайныклылылына ве гюджюне баглыдыр. Bir kerelik kullanım için, ucuz bir şerit kanalı satın alabilirsiniz veya ilerici araç ve araçlardan yapabilirsiniz, ancak youn işler için ciddi ve pahalı bir comparega gerektirir.
Tuvalin dişlerinin boyutu ve basamağı
Bir testere seçerken, makinenin boyutuna dikkat etmelisiniz. Гереклиликлер, бир агга алыркен талиматларда ачикланмактадыр, анджак орада белиртилмейен базы нюанслар вардыр.
Aşağıdakiler dikkate alınmalıdır ek öneriler Bir testere seçerken:
Tedavinin kalitesi sadece boyutu değil, aynı zamanda kesme bıçağılernda bulundesi di. Ne kadar hızlı çalışacağına, hasarın varlığını veya yokluğuna bağlıdır.
Seçtiğinizde, aşağıdaki özellikler dikkate alınmalıdır:
Dişlerin йери ве bileme йери
Malzeme işleminin kalitesi, titreşim, işlenecek malzemenin deformasyon eksikliği ве makinenin çalışması üzerinde doğrudan Etki, dişlerin boşandığına bağlıdır.İşin ilkeleri göz önüne alındığında, doğru profili seçmek önemlidir. Birkaç kesim elemanı profili türü vardır:
- Dişlerin dalgalı bir şekli olan bir profil, ince bir malzeme veya küçük boyutlarda boşlukları kesmek için kullanılır.
- Dişleşme yerinin standart varantı, büyük miktarda iş, kontur kesme veya dikey tip makine montajı için kullanılır. Dişler, tuvalin merkezi segmentinin her iki tarafında bulunur, ancak merkezdeki dişlerin ek bir yerini olan seçenekler vardır.
- En pahalı profil türü bir çift (değişken) diş formülasyonudur. Bu testere, sunulan serilerin en dayanıklı olduğu, kaba ve yoğun odun çeşitliliinin bile kesilmesi ile etkili bir şekilde başa çıkarak, kesim elemanının çerçevesindeki yüçmüörürıtı.
Bir tuval seçimi, dişlerin iyi bileme, çeliğin homojenliğini, testerenin farklı kısımlarında ve hatta kenarları doğrulamak önemlidir. Dikkatinizi tam olarak bu göstergelere odaklarsanız, satın almak ortaya çıkıyor sarf malzemelerihenüz henüz kullanılmamış.
Satıcı, testerenin yeteneklerini açıklığa kavuşturmalıdır. Örnein, bazı kopyalar yeniden keskinleşmeyi dikkate alarak oluşturulur ve dişleri kaç kez yeniden güncellemesine izin verileceğini sormak önemlidir. Bunun için sağlanmayan бир testere üzerindeki nakit parçaları yasaktır. Бу, dişleri dolduran veya bunları kıran aşırı bir yük.
Kendi ellerinizle görüşme yapmak
Tüm nüansları, kesme elemanındaki dişlerin boyutunu ve adımı göz önüne alındıında, devam edebilirsiniz.Кенди Кендин Монтай Шерит Евде Гордюм. Бу, paranın önemli бир bölümünü tasarruf sağlayabilir, ancak mekanizmayı hareket halinde önderlik eden bir masaüstü veya cihazı monte etmek için bazı detaylar ve materyalleri i satırıkırıkırıkı.
Çizimlere göre Bir ağacın Bir ağacın üzerinde Bir ağacın üzerinde Bir Serit testere, aşağıdaki öğeleri içerir:
Bazi detaylar, garajda neredeyse herhangi Bir kişiye sahip rahip malzemelerle değiştirilmesi kolaydır.Makinenin diğer unsurları, satın alma üretim modelleri gerektirir. Örnein, elektrik motoru kendi elleriyle toplanamaz ve ekipmanı çamaşır makinesi Veya aynı teknik yetersiz güç nedeniyle uygun olmayacak.
Makine cihazı ve montaj
Kendi ellerinizle ev yapımı bir kemer testerinin toplanmasında zor bir şey yoktur. Burada tüm nüansları keşfetmeniz ve gerekli malzemeyi hazırlamanız gerekir. Doğramanın ана kısmı, ahşap, металл, taş veya sentetik tedavisinin yapıldığı бир masaüstüdür.Tasarım, iş parçası üzerinde bir etkisi olan ve iki kasneyle sabitlenmiş olan kesme elemanının dairesel hareketini içerir.
Hemen ev yapımı kemer testeresinin bir ağaç üzerindeki çizimlerinin yalnızca karşılık gelen boyutların bir odası olması durumunda uygun olduğuna dikkat edilmelidir. Masa üstü ve kurulu üniteyle yatak, küçük бир odaya uymayan etkileyici boyutlara sahiptir. Bu tür ekipman, büyük kütükleri çözmek için kullanılır, ancak küçük boşlukları ele almak için bir mini makine gelecektir.
İşin ilk aşamasında, çizimler özel bir programda erit pyloram kendin Yap. Бу birimin montajı için hazır şemalar kütlesi vardır, ancak odanın boyutunda, iş hacminin ve işlendiği materyalin boyutunda bazı değişiklikler gerektirebilirler.
Stanna ve kasnak bloğu
Yatağın çerçevesi, tüm tasarımın yüksek ağırlığını koruyan bir taşıyıcı parçasıdır. Çalışma sürecinde titreşim nedeniyle yük, birkaç kez geliştirilmiştir, bu nedenle yatağın yapılması gerektiğidir.металлический profillerpişirmesi gerekiyor. Металлический профиль yokluğu için orta ve küçük boyutlu tezgahlar için uygundur ahşap malzemeAncak 20 мм genişliğinde, sunta veya kontrplak levhaların tek parça genişliğinde olmalıdır.
Kurullar, katmanların liflerin geçişine bağlı olduğu şekilde bağlanır. Ubuklardan toplanan çerçevenin ek güçlendirilmesi için, kendi kendine dokunucu vidalar, özel tutkal, sabitleme ve başka bağlantı yöntemleri kullanılır. Sonuç olarak, tüm tasarım, kesme elemanının çalışması sırasında elde edilen pisliği ve titreşimi söndüren damper fonksiyonlarına uymalıdır.Bunun için yatak sert ve elastik olmalıdır.
Başka bir önemli ö be bir üst kasnak birimidir. tuvalin gerginliğini korur. Tekerlek şaftı, çerçevenin içindeki içine yerleştirilmiş olanın içine monte edilir. Eksen, ahşap malzemeye fındık ile monte edilmiş iki dişli saplama ile ayarlanabilir.
Yatağın üst (sonu) kısmı, kılavuzdaki dikey hareketten sorumlu özel bir vida mekanizması ile donatılmıştır. Tüm tasarım, eklenen yıkayıcıları yüzeye kaynaklı yükleyerek geliştirilir.Yüzün arkasından, flanş, şaftın gölgelendirme için sabit olduğu sağlanır.
Tezgah ve kasnak özellikleri
Makaraların üretimi için, birbirine yapıştırılmış olan birkaç levha kontrplak gerekecektir ve sonra rulmanlar için bir delik yapı. Kontrplaktan tekerlekler yaklaşık 30 мм kalınlığında bir boyuta sahip olmalıdır. Talimat makinesi стабильный olmalıdır ве бу nedenle ayrıca bağlantı üzerine sabitlenmiş yatak sabitlenmelidir. Милин üzerine rondelayı yükleyerek mümkün kılabilirsiniz.İç ve flanşı karşı taraftan sabitlemek.
Diğer tekerlekler namlunun şekli verilmeli ve yüzeyi bir bisiklet odası veya benzeri bir malzeme ile düzleştirmelidir. Şeritin hareketini pürüzsüz ве bağımsız olarak operasyon sırasında merkezli hale getirmeyeardımcı olacaktır.
Rulmanı düzeltmek yanlışsa, o zaman çalışma sırasında düzlemi sürekli vuran bir tekerleği olan bir sorun belirir. Бу kesme elemanından, sonuçta işlenecek malzemenin bir hasarına yol açan bir kenara bırakın ve ayrılmaya başlar.Bu gibi durumları önlemek için, yatak şaftın dikeyliği için kurulur.
Toplanan kayış, металл üzerine kendi elleriyle içti, ahşap veya taş bir masa tabanına masa üstü kurulumunu gerektirir. İçinde, мотор ве fırlatıcı yerleştirilir. Тувал, хиз ве çalışmalarının zamanının hareketinden sorumludurlar. Böyle бир tablonun imalatı için, faneru genellikle textolite ile birlikte tedavi edilir.
Masanın üstündeki yük asgari, böylece böyle bir malzeme çalışmak için yeterlidir. İşi basitleştirmek için, en farklı fonksiyonlarla donatılmıştır.Örnein, belirli bir açıda boşlukları kesme kolaylığı için döner bir mekanizma ile donatılmış tezgah. Paralel Odaklanma veya Rulo Sisteminin Kurulumu, tabloya yatay hareketler ekleyecektir, bu da işlemi önemli ölçüde hızlandırır.
Bant Testere Ekipmanlarını Ayarlama
Doğrama kurulumunun iyi ve kaliteli bir çalışması doğrudan ekipman ayarındandır. Bir kurulum kurulum şeması var. Başlangıçta, tekerlekler birbirlerine paralel olarak ayarlanır. Dikey yer değiştirmeyi önlemek için gerekli olan diğer katlar monte edilmiştir.
İlk defa, lansman rehber olmadan gerçekleştirilir. Bu aşamada, başlatmanın pürüzsüzlüğü ve motorun saflığı kontrol edilir ve ardından test kesimi bir web kullanarak, ancak Minimum yüklerle gerçekleştirilebilir. Büyütülmüş bir yükle çalışmak için, kılavuz şeritli bir blok kullanılır. Бу тасарим, кесим кетен çizgisi boyunca монте эдилен ики yarıyıldan oluşur.
Önceden, ustalar sadece makineleri değil, aynı zamanda kesim tuvalini de yapmadı. Tek başına şerit ünitesini zilin içine kapatmak zordur ve zaten makinenin montajında ben azından bazı ilk deneyim gereklidir.Manuel yöntem, şablona göre yapılır ve keskinleştirilir. Bütün bunlar kendisi tarafından yapılabilir, paranızı kurtarabilir, ancak modern pazar, malzeme işleme kalitesini artıran veya ekipman çok fonksiyonlu hale getiren her türlü cihaz ve detay tarafındir no. Bu işteki en önemli şey, güvenlik tekniğini hatırlamaktır, çünkü üretim modelleri veya ev yapımı insan sağlığı için daha fazla tehlike altındadır.
Menandai baja sesuai dengan sistem Rusia, Eropa dan Amerika.Merek baja karbon.
Baja adalah logam di mana ada koneksi berbagai element. Dominan Dari Mereka Adalah besi dan karbon. Komponen tambahan (SI, P, MN dan S) ditambahkan ke Struktur Paduan Tersebut Untuk meningkatkan data fisik, teknologi, kimia dan mekanik. Logam ini memiliki masalah volumetrik yang cukup, tetapi, pada saat yang sama, biaya yang relatif diturunkan.
Peningkatan berkelanjutan dari prosedur Untuk pembuatan material tersebut menjamin kelancaran pengoperasian peralatan yang dihasilkan darinya, bekerja pada beban tinggi.
Klasifikasi tangga
Pengupasan dari fitur parameter tertentu, bahan ini dapat dibagi menjadi varietas terpisah.
Komposisi kimia
Adalah Adat Untuk mengalokasikan 3 varietas. Пербедаан утама дари мерека сату сама лайн адалах персентасе зат сеперти карбон (с). Dengan demikian, menurut GOST 380-71 dan 1050-75, mengalokasikan:
Varietas pertama dapat dengan mudah mengekspos pengelasan gas dan listrik. Джика Анда meningkatkan tingkat konsentrasi dengan dalam logam ini, itu akan meningkatkan kekuatannya.Олег карена иту, lebih berat terpapar ketegangan.
Selain varietas di atas, semua variannya banyak diterapkan. Dalam hal ini, komposisi logam dilengkapi dengan SI, MO, NI, CR, MN, W, V дан Ti. Ini dilakukan untuk meningkatkan koefisien kekuatan produk yang diproduksi dari paduan tersebut. Tergantung pada tingkat pengotor saturasi ,merek baja tersebut dibagi:
| Elemen kimia | Penunjukan | Elemen kimia | Penunjukan | ||
| Ниобий. | Nb. | Dgn B. | Бор | DI | P. |
| Вольфрам | W. | DI | Silikon | SI | DARI |
| Манган. | M N. | G. | Титан. | Ti | Т. |
| Tembaga | Cu | D. | Ванадий | V. | F. |
| Kobalt | BEGITU | UNTUK | Kromium | Cr. | х. |
| Молибден. | Mo. | M. | Цирконий | Zr. | С. |
| Никель | Ni. | Н. | Алюминий | Алюминий | Ю. |
Tujuan
Oleh indikator ini Adalah adat untuk mengalokasikan beberapa jenis baja:
- инструментальный. Ini sesuai dengan tujuan spesifik produk-produk manufaktur: diisi panas atau dingin, pemotongan atau pengukuran.Jenis logam ini banyak digunakan dalam produksi structur mesin;
- структур. Baja tersebut banyak digunakan Untuk membersuk berbagai perangkat, peralatan. Денган демикян, падуан дапат дисемен, дитингкаткан, батанг семак атау кекуатан тингги;
- tujuan khusus. Ini termasuk из нержавеющей стали, serta paduan dengan peningkatan kadar kekuatan dan ketahanan terhadap panas, tahan panas dan baja listrik.
Struktur
Untuk fitur ini, 2 jenis utama baja dibedakan:
- dalam keadaan keseimbangan;
- dinormalisasi.
Berdasarkan indikator Struktur Paduan, dapat dikaitkan dengan austenitic, semen, kemurnian es, pearlit, feritik dan jenis lainnya.
Tingkat kualitas produksi
Sesuai dengan kekhasan dari proses pembuatan baja: teknologi, homogenitas Struktur, kimia dan karakteristik fisik, persentase saturasi komposisi dengan elemen tambari, 4000, dambahan, dambahan,
,,,,, 9000,,Ян пертама дари келомпок ди атас джуга дапат дибаги менджади 3 подкеломпок ян мемилики кетергантунган лангсунг пада пасокан логам:
- «А» — далам халги теринос, индикаторDengan demikian, pasokan paduan subkelompok ini dilakukan dengan karakteristik mekanik;
- «Б». Tidak seperti «A», kimia memainkan peran utama di sini;
- «ДИ». Subkelompok gabungan, янь merupakan opsi pertama дан кедуа.
Индикатор настил.
Proses ini adalah prosedur untuk menghilangkan oksigen dari logam dalam keadaan cair. Menurut indikator ini, itu biasa untuk mengalokasikan 3 jenis bahan ini:
- tenang. Dalam hal ini, proses dilakukan melalui partisipasi aluminium, silikon dan mangan.Spesies ini memiliki penunjukan «SP»;
- tautan semi-bercahaya terletak di antara spesies pertama dan ketiga. Menandai spesies — «PS»;
- mendidih. Jenis ini menjadi tingkat deoksidasi янь berkurang. Иту диресепкан себагай «КП».
Peningkatan koefisien kekuatan logam dicapai dengan memanaskannya di bawah aksi suhu tertinggi. Karena pengaruh eksternal seperti itu, baja tidak lagi kental dan plastik. Dengan kondisi ini, probabilitas proses pemotongan yang ringan menghilang.
| Аустенитный. | |||||||||||||
| kualitas baja | Karbon% | Кремний% | % Margranese | Fosfor% | Sulfur% | Nikel% | Chrome% | Tembaga3% | 811Tembaga3 | 811%8||||
| AISI 304. | ≤ 0,08 | ≤ 1,00 | ≤ 2,00 | ≤ 0,045 | ≤ 0,030 | 8,00-10,50 | 18,00-20,00 | — | — | — | — | ||
| AISI 321. | ≤ 0,08 | ≤ 1,00 | ≤ 2,00 | ≤ 0,045 | ≤ 0,030 | 9,00-12,00 | 17,00-19,00 | — | — | ≤ 0,7 | — | ||
| AISI 201. | ≤ 0,75 | 8,50-10,50 | ≤ 0,060 | ≤ 0,030 | 1,00–1,50 | 14,00-16,50 | ≤ 2,00 | — | — | ≤ 0,020 | |||
| AISI 202. | ≤ 0,08 | ≤ 0,75 | 7,00-8,00 | ≤ 0,060 | ≤ 0,010 | 4,00-5,00 | 15,00-17,50 | ≤ 1,50 | — | — | ≤ 0,010 | ||
| NTKD 11. | ≤ 0,10 | ≤ 1,00 | 5,50-7,50 | ≤ 0,045 | ≤ 0,015 | 3,50-5,50 | 17,00-18,00 | 1,50-3,50 | — | — | — | ||
| Ферит | |||||||||||||
| AISI 430. | ≤ 0,12 | ≤ 0,75 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | — | 16,00-18,00 | — | — | — | — | ||
| SUS 430J1L. | ≤ 0,025 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | — | 16,00-20,00 | 0,30-0,80 | 1,0 | — | ≤ 0,025 | ||
| Jyh31ct. | ≤ 0,015 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | — | 20,00-23,00 | ≤ 0,43 | — | ≤ 0,3 | ≤ 0,015 | ||
| Nssc180. | ≤ 0,02 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,006 | ≤ 0,60 | 19,00-21,00 | 0,30-0,60 | 0,30-0,80 | — | ≤ 0,025 | ||
| Мартенситный | |||||||||||||
| SUS 420 L. | 0,16-0,25 | ≤ 1,00 | ≤ 1,50 | ≤ 0,040 | ≤ 0,010 | — | 12,00-14,00 | — | — | — | — | ||
| SUS 420 J2. | 0,36-0,42 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,010 | — | 12,50-14,50 | — | — | — | — | ||
Menandai jenis baja sesuai dengan standar internasional
Di beberapa negara, itu adalah kebiasaan untuk menggunakan aturan pelabelanimeka sendiri.
Sistem yang digunakan di wilayah Federasi Rusia
Untuk setiap kelompok Individual dari bahan di atas, Singkatan khusus sendiri digunakan:
- Kualitas biasa. Baja kelompok ini diresepkan oleh huruf «ST», ян nomor penandaannya (0-6) ditambahkan, sesuai dengan karakteristik mekanik дан kimia dari paduan yang dinyatakan. Semakin tinggi logam дари koefisien kekuatan дан персентасе indikator dengan, semakin besar jumlah yang sesuai diindikasikan. Indikasi simbol «g» setelah penandaan menunjukkan peningkatan kehadiran kotoran mangan dalam paduan ini.Biasanya, группа янь sesuai diresepkan sebelum nomor pelabelan, dengan pengecualian «A». Kategori bahan янь berkualitas ditambahkan ке ujung ке penunjukan цифровой мерек. Категория №1 тидак дитампилкан. Contoh: ST1KP2 — Pengiriman baja karbon ini dengan tingkat kualitas biasa dilakukan sesuai dengan karakteristik mekanisnya. Merebus, pelabelan kekuatan — 1, termasuk paduan ke kategori kedua kelompok A.
- Baja berkualitas. Пертама-тама, пенандаан менунджуккан персентасе сатураси карбон.Далам касус ди мана индикатор иници тидак менержемахкан амбанг батас 0,65%, 2 ангка терахир диамбил унтук менунджуккан мерекня («05кп» — баджа беркалитас тингги янь мендидих карбон, денган кандунган карбон 0,05%). Далам касус кетика баджа менгацу пада келомпок индустри (символ «у»), унтук менунджук контен далам логам ини денган кесепулух, дитунджуккан сетелах кома («U7» — баджа адалах инструментал, тенанг, беркуал-кампосинди карбон). Komponen logam paduan diresepkan oleh surat-surat Rusia.Далам касус иници кетика Анда ингин менетапкан персентасе мерека, сетелах иту диресепкан ангка янь диингинкан. Jika tidak, secara syarat diyakini bahwa element, допированный dalam komposisi baja bervariasi dalam kisaran 0,8-1,5% (kecuali Untuk Boron, Molybdenum dan Vanadium). Конто: «14g2» — баджа тенанг, беркуалитас тингги, падуан ренда. Dalam komposisi 14% C dan kurang dari 2% mangan.
Baja berkualitas tinggi dan tinggi. Penandaanmereka dibuat dengan satu analogi dengan grup sebelumnya.Сату-сатунйа пербедаан адалах бахва пада акхирнйа, символ «А» диресепкан унтук падуан беркуалитас тингги (менунджуккан аданья сеньява азот), дан унтук логам беркуалитас тингги — «Ш». Contoh: «U8A» — Baja alat karbon berkualitas tinggi dengan konten dari 0,8%.
Menandai varietas baja lainnya
Ini adalah sebagai berikut:
- paduan Share-Sharch diberi simbol «SHX», setelah itu persepuluh persentase kromium diresepkan;
- baja otomatis ditandai dengan huruf «A», menunjukkan seratus persentase karbon;
- саринг.Penunjukan мерека dalam bentuk simbol «P» dengan цифра yang sesuai (ke bilangan bulat) dari isi kotoran tungsten dalam logam ini;
- группа структурных баджа ян тидак дисукаи дигунакан унтук мембуат вадах ян мампу менахан тингкат теканан ян менингкат, менюрут ГОСТ 5520-79, мерека мемилики пенунджукан «К»;
- dalam penunjukan digital dari baja структурные допированные, itu biasa untuk menampilkan jumlah aditif kimia ke dalamnya. Nomor ini tidak akan diindikasikan, jika isi kotoran tersebut tidak melebihi 1,5%.Буквальный символ — «А», «Ш».
- «Л» — сталелитейный цех;
Penunjukan baja di negara lain
Di wilayah Amerika Serikat, berbagai metode penandaan paduan baja diterapkan: ASME, AWS, ACJ, ASTM, AJS, ANSI, AMS, SAE дан AISI. Ян теракхир дари система янь tercantum berlaku Untuk wilayah Eropa. Dengan bantuan itu menunjukkan из нержавеющей стали. Sesuai dengan AISI, paduan ditandai dengan tiga digit (dengan pengecualian langka setelah itu diresepkan simbol alfabet). Ян пертама адалах келас логам, дан дуа пеноморан материал селанджутня далам урутан далам келомпок тертенту.Пада саат ян сама, джика 2 атау 3 диресепкан пада ситус цифра пертама, мака иници адалах дженис баджа аустенитная, дан джика — 4, мака мартенсит атау ферритная. Симбол сурат дапат берарти себагай берикут:
- «Ф» адалах тингкат консентраси которан дан П ян тингги;
- «N» — menunjukkan ketersediaan N;
- «S» — кандунганский карбон тидак мелебихи 0,08%;
- «LN» adalah konsentrasi karbon Minimum, ditambah dengan азота;
- «SE», «Cu», «B» — penunjukan berbicara tentang keberadaan selenium, tembaga atau logam silikon;
- «L» — фракси масса денган тидак мелебихи 0,03%.
Penunjukan sistem Eropa telah dianggap sebagai en. Perbedaan utamanya дари pelabelan Rusia adalah bahwa pada awalnya adalah daftar semua elemen paduan, дан kemudian fraksi massamemeka ditentukan oleh angka. Цифра 1 — seratus dari persentase karbon dalam baja. Kadang-kadang mengindikasikan simbol «x», янь mengatakan bahwa dalam logam terkonsentrasi di atas 5% setidaknya satu komponen paduan.
Untuk Jepang, indikasi kelompok baja dalam bentuk simbol alfabet ditandai, dan dalam bentuk angka — angka yang beres dalam kelompok tertentu dengan parameterya.
Karena kurangnya sistem penunjukan terpadu di pasar, kesulitan sering terjadi. Аксес Луас Ада Меджа Ян мембанту dengan mudah мембандингкан pelabelan berbagai negara.
Varietas dan penunjukan besi cor
Bahan ini adalah senyawa C dan Fe, dan isi elemen pertama melebihi 2,14%. Унтук беси кор, кеберадаан элемент далам бентук которан бенар-бенар фоторобот карена теркандунг далам компози баджа.
Divisi pada spesies logam ini dibuat dengan mempertimbangkan keadaan karbon yang ada di dalamnya:
Selain simbol alfabet, besi cor dilambangkan dengan 2-значный, mengkarakterisasi tariΔdikator минимальный показатель сопротивления.
Merek Baja: 08 шт. (Pengganti: 08).
Kelas: Konstruksi baja karbon berkualitas tinggi.
PENGGUNAAN DI INDUSTRI: Прокладка Untuk, pencuci, garpu, pipa, serta bagian yang dikenakan perlakuan panas-panas — lengan, lyris, dorong.
Кекерасан: HB 10-1 = 131 МПа
Свариваемость Материал: Tanpa batasan, kecuali bagian-bagian yang diproses secara termal; Метод pengelasan: RDS, iklan di bawah perlindungan gas fluks, CTS.
ТОПИНГ СУХУ, ОЦ: Аваль 1250, уджунг 800.Заготовка dengan penampang hingga 300 мм didinginkan di udara.
Sensitivitas bunga: Тидак пека.
Templat Untuk kerapuhan liburan: Tidak cenderung.
Дженис Пенгириман:
- Sewa olahraga, termasuk berbentuk: ГОСТ 2590-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 10702-78.
- Пруток калиброванный ГОСТ 7417-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Прутки шлифовальные дан Серебро ГОСТ 10702-78, ГОСТ 14955-77.
- Лист тонкий ГОСТ 16523-97, ГОСТ 19903-74, ГОСТ 19904-90, ГОСТ 9045-93.
- Лента ГОСТ 503-81, ГОСТ 10234-77.
- Лента по ГОСТ 1577-93, ГОСТ 82-70.
- Пипа ГОСТ 10704-91, ГОСТ 10705-80.
- Лембарня тебал ГОСТ 4041-71, ГОСТ 19903-74, ГОСТ 1577-93.
Баха 08ПС.
Situs ками menyajikan berbagai produk logam янь dapat dibeli sesuai pesanan dalam jumlah berapa pun. Juga di Portal Atlant Metal Anda akan menemukan banyak informasi berguna tentang berbagai barang, komposisi danmek baja. Дари artikel ini, Anda akan mempelajari fakta tentang kelas baja 08PS, янь merupakan karbon структурные berkualitas tinggi.Di situs kami mudah memesan produk yang dibuat dari bahan ini, serta dari kelas baja 08PS5 dan 08PS6.
Далам нама ST08PS «ST» — ini adalah baja. Angka-angka yang pergi jejak secara konvensional menunjukkan jumlah karbon dalam komposisi (dalam persen, dalam persepuluh)
«PS» далам юдул menunjukkan baja Semide, salah satu dari tiga cara untuk baja дезоксин. Ада джуга мендидих дан тенанг.
Baja 08 шт. В характеристиках
Anda dapat menggantimemek ini dengan baja 08.
ST08PS баняк дигунакан далам индустри. Ини мембуат бербагай элемент дариня, ян акан семакин менгалами эфек кимиа дан термал, мисальня, деталь бентук силиндер денган пембукаан аксиал, багиан денган лубанг конвенсионал, багиан-багиан суспенси. Juga, karakteristik 08PS memungkinkan Anda Untuk menerapkan baja ini Untukmbuat gasket, pengencang, garpu, pipa.
Untuk pengelasan, metode pengelasan busur manual, pengelasan argon-busur di bawah fluks (диперлукан перлиндунган газ), pengelasan kontak-titik diperlukan.Денган лас, тидак ада батасан. Satu-satunya pengecualian adalah element yang dikenakan pemrosesan kimia dan termal.
СтальST08PS Твердость: HB 10-1 = 131 МПа. Bahan bunga tidak sensitif. Tidak cenderung untuk liburan.
Jika Anda akan menghasilkan penempaan produk dari bahan ini, pertama-tama Anda perlu beroperasi pada suhu 1.250 derajat Celcius. Пада акхирня, это харус турун ке 800. Пункт ян мемилики пенампанг хингга 300 миллиметров дапат дидингинкан ди удара.
Продукт тербуат для келас баха 08PS
Kami menawarkan Anda Untukmbeli varietal dan berbentuk Rolling, янь terbuat dari bahan ini.Пеладжари подробно дари манаджер ками.
Baja tersebut digunakan Untukmbuat cabang dengan berbagai jenis perawatan permukaan, perak, strip dan pita, lembaran logam dengan ketebalan yang berbeda.
Spesialis apa pun yang berurusan dengan logam, akrab dengan konsep «mek baja «. Menguraikan penandaan paduan baja memungkinkan Untuk mendapatkan gagasan tentang komposisi kimianya дан karakteristik fisikremeka. Memahami penandaan ini, meskipun itu tampak kompleksitasnya, cukup sederhana — hanya penting untuk diketahui, menurut prinsip mana yang disusun.
Menunjukkan dengan huruf дан ангка янь dengannya Anda dapat secara akurat menentukan element kimia mana yang terkandung dalamnya dan dalam jumlah apa. Mengetahui hal ini, serta bagaimana masing-masing element tersebut dapat mempengaruhi paduan jadi, dapat ditentukan dengan tingkat probabilitas yang tinggi, yang spesifikasi adalah karakteristik darimemek baja tertentu.
Jenis baja дан фитур пелабелан мерека
Baja adalah aloy besi dengan karbon, sedangkan isi yang terakhir di dalamnya tidak lebih dari 2,14%.Karbon memberikan kekerasan paduan, tetapi dengan kelebihannya, logam menjadi terlalu rapuh.
Салах сату параметр paling penting Untuk baja янь дибаги menjadi келас янь berbeda адалах komposisi kimia. Di antara baja dalam kriteria ini, paduan dan karbon, yang terakhir dibagi menjadi rendah (карбон менджади 0,25%), мененгах — (0,25-0,6%) дан карбон тингги (mengandung lebih dari 0,6% углерода) .
Selain element paduan baja, dapat diberikan karakteristik yang diperlukan.Dengan demikian itu menggabungkan bentuk dan kandungan kuantitatif aditif, menghasilkanmerek dengan sifat mekanik yang ditingkatkan, ketahanan korosi, karakteristik magnetik дан листрик. Tentu saja, dimungkinkan untuk meningkatkan karakteristik baja dengan bantuan perlakuan panas, tetapi aditif paduan memungkinkannya lebih efisien.
Menurut komposisi kuantitatif elemen paduan, paduan rendah, sedang dan paduan tinggi dibedakan. Далам элемент допинг пертама, тидак лебих дари 2,5%, ди тенгах-тенга — 2,5-10%, далам падуан тингги — лебих дари 10%.
Klasifikasi baja dilakukan dalam tujuan yang dimaksudkan. Джади, алокасикан тип инструментальный дан структурный, перангко ян дитандай денган сифат фисик хусус. Spesies инструментальный дигунакан Untuk menghasilkan perangko, ukuran, serta alat pemotong, структурный — Untuk produksi produk yang digunakan dalam konstruksi дан биданг текник месин. Дари падуан, дибедакан олех сифат фисик хусус (джуга диссебут пресиси), продукт мануфактур ян харус мемилики карактеристик хусус (магнетик, кекуатан, длл.).
Baja bertentangan satu sama lain dan untuk sifat kimia khusus. Paduan kelompok ini termasuk нержавеющая сталь, pinjaman, tahan panas, dll., Янь karakteristik, dapat tahan korosi дан merupakan категория янь berbeda.
Селайн элемент янь бергуна, баджа термасук которан бербахая, ян утама термасук сера дан фосфор. Ini juga mengandung gas dalam keadaan tidak terkait (оксиген дан азот), янь secara negatif tercermin pada karakteristiknya.
Jika kita menganggap pengotor berbahaya utama, fosfor meningkatkan kerapuhan paduan, terutama sangat dimanifestasikan pada suhu rendah (янь дисебут лебих дингин), дан серный ролл menyebabkan retakan pada logamga (суанасканинг хинг).Fosfor, untuk sepanjang waktu, secara signifikan mengurangi plastisitas logam янь дипанаскан. Menurut kandungan kuantitatif dari dua elemen ini, kualitas biasa diisolasi (tidak lebih dari 0,06-0,, 07% серы дан фосфор), berkualitas tinggi (hingga 0,035%), berkualitas tinggi (hingga 0,025%) дан беркуалитас тингги (Сера — хингга 0,015%, фосфор — хингга 0,02%).
Penandaan tinja juga menunjukkan sejauh mana oksigen dikeluarkan dari komposisiremeka. Далам хал деоксидаси, нижняя терисоласи:
- jenis tenang yang dilambangkan dengan huruf «SP»;
- полуграмм — «пс»;
- мендидих — «кп».
Апа танда баха
Sangat mudah untuk menguraikanmerek, hanya perlu memiliki informasi tertentu. Baja Struktural dengan kualitas biasa dan tidak mengandung elemen paduan ditandai dengan huruf LetterPart «. Menurut digit, mengejar huruf dalam namamemerek, adalah mungkin untuk menentukan berapa banyak paduan karbon (дихитунг белакангалям кепутусан). менджади джелас тентанг мерека бахва падуан иници тидак сепенухня лулус прозес деоксидаси ди тунгку, мазинг-мазинг, менгаку пада категории мендидих.Джика нама мерек тидак менгандунг хуруф сеперти иту, мака баджа сесуай денган категории тенанг.
Desain, terkait dengan kategori kualitas, memiliki dua digit dalam penunjukannya, мерека menentukan kandungan rata-rata karbon di dalamnya (дихитунг далам сератус персен).
Sebelum melanjutkan pertimbanganmerek baja-baja itu termasuk aditif paduan, itu harus dipahami karena aditif ini ditunjuk. Penandaan baja paduan dapat termasuk alfabet seperti itu:
Penunjukan bintang dengan element paduan
Seperti Disbutkan di Atas, klasifikasi baja dengan element paduan mencakup beberapa kategori.Penandaan baja serba dikompilasi sesuai dengan aturan tertentu, pengetahuan yang memungkinkan Anda untuk hanya menentukan kategori paduan tertentu dan area utama dari aplikasinya. Пада багиан авал нама-нама мерек-мерек терсебут ада ангка (дуа атау сендириан), менунджуккан кандунган карбон. Дуа цифра menunjukkan kandungan rata-rata dalam paduan dalam seratus yang diminati, dan satu di persepuluh. Ада баджа ян тидак мемилики пада авал танда нама ангка. Ini berarti bahwa karbon dalam paduan ini terkandung dalam 1%.
Сурат-сурат ян дапат дилихат ди белаканг ангка пертама дари нама мерек menunjukkan бахва падуан ини тердири дари. Setelah сурат, ян memberikan informasi tentang elemen tertentu dalam komposisinya, dapat berdiri atau tahan angka. Джика ада ангка, мака дитентукан (секара утух) кандунган рата-рата хуруф янь дитентукан дари элемент далам компози падуан, дан джика тидак ада ангка, иту берарти элемент иници дари 1 хингга 1,5%.
Пада ахир пелабелан дженис баджа тертенту, хуруф «А» дапат бердири.Ини menunjukkan bahwa kami memiliki baja berkualitas tinggi. Мерек-мерек семачам иту джуга дапат менчакуп баджа карбон, дан падуан денган адитиф падуан далам композити мерека. Menurut klasifikasi, орангутанг ди мана сера дан fosfor dihitung dengan kategori baja ini tidak lebih dari 0,03%.
Contoh menandai baja dari berbagai jenis
Definisi kelas baja dan pangkat paduan hingga tipe tertentu adalah tugas yang seharusnya tidak menyebabkan masalah dengan spesialis. Тидак селалу ада ди сана ада табель ян memberikan dekripsi namamemek, tetapi contoh-contoh янг ditunjukkan di bawah ini akan memantu.
Baja Struktural, tidak mengandung element paduan, dilambangkan dengan tekanan huruf «сени». Ангка ян дихадапи адалах кандунган карбон ян дихитунг далам сератус персен. Beberapa cara lain label baja Struktural Paduan rendah. Misalnya, dalam kelas baja 09G2C 0,09% карбон, dan aditif paduan (манган, силикон, dll) terkandung dalam jarak 2,5%. Сангат мирип пада пелабелан 10XD дан 15XTS berbeda dalam jumlah karbon янь berbeda, дан bagian dari setiap element doping di dalamnya tidak lebih dari 1%.Itulah sebabnya setelah surat menunjukkan setiap elemen paduan dalam paduan seperti itu, tidak ada digit.
20x, 30x, 40x, dll. — Baja paduan структурная этикетка diberi, element paduan yang berlaku di dalamnya adalah kromium. Сосок ди Авал Мерек Сеперти Иту Адалах Кандунган Карбон Далам Падуан Ян дипертимбангкан дихитунг Далам Сератус Персен. Di belakang Сурат Penunjukan setiap element paduan dapat ditempelkan, menurut kandungan kuantitatifnya dalam paduan ditentukan. Jika tidak, maka elemen yang ditentukan dalam Baja terkandung tidak lebih dari 1,5%.
Dimungkinkan Untuk mempertimbangkan contoh penunjukan baja Chromocremmerese 30HGSA. Иту, менурут пелабелан, тердири дари карбон (0,3%), манган, силикон, серта кромиум. Сетяп данных element di dalamnya terkandung dalam batas-batas 0,8–1,1%.
Багаймана чара менгураикан танда тинджа?
Untuk menguraikan sebutan berbagai jenis baja tidak menimbulkan kesulitan, Anda harus tahu dengan baik apa yang terjadi. Категория писах баджа мемилики лейбл хусус. Mereka diterima untuk mengidentifikasi surat-surat tertentu, ян memungkinkan untuk segera memahami tujuan logam янь dipertimbangkan, дан perkiraan komposisinya.Pertimbangkan beberapamerek ini дан berurusan dengan penunjukanmereka.
Baja Struktural, khusus ditujukan Untuk pembuatan bantalan, dapat ditemukan dalam huruf «SH», сурат ini ditempatkan di awal penandaanimeka. Сетелах иту, атас нама мерек, ада себутан альпойнт дари адитиф падуан ян сесуай, серта ангка-ангка ян кандунган куантитиф дари адитиф иници акан беладжар. Dengan demikian, pada nilai baja, SHh5 дан SHh25, selain besi dengan karbon, мазинг-мазинг mengandung krom dalam jumlah 0,4 дан 1,5%.
Хуруф «К», ян бердири сетелах цифра пертама далам нама мерек, беркомуникаси тентанг кандунган куантитиф карбон, менунджук баджа ян тидак терикат структурный ян дигунакан унтук менгасилкан капал данперасакан диан баиллеру.
Baja doped berkualitas tinggi, янь телах meningkatkan sifat casting, dapat ditemukan dalam huruf «L», berdiri di akhir pelabelan (35xml, 40xl, dll.).
Beberapa kompleksitas, jika Anda tidak tahu fitur pelabelan, dapat menyebabkan декодирование nilai baja konstruksi.Paduan дари категории ini dilambangkan dengan huruf «C», ян dimulangkan di awal. Angka-angka berikut ini menunjukkan kekuatan hasil минимум. Далам мерек-мерек терсебут, алфабет тамбахан джуга дигунакан:
- шастра Т — Пеньеваан Термоукрепленный;
- хуруф Кадалах баджа, дитандай денган пенингкатан кетаханан короси;
- lite D — сплав ditandai dengan peningkatan kandungan tembaga (C345T, C390K, dll.).
Baja tidak terlalu terlalu terkait dengan kategori Instrumental dilambangkan dengan huruf «Y», это ditempelkan di awal penandaanimeka.Сосок ян berlangsung ди белаканг сурат иници mengekspresikan kandungan karbon kuantitatif dalam paduan янь dipertimbangkan. Baja dari kategori ini dapat berupa kualitas tinggi дан berkualitas tinggi (мерека дапат дитентукан олех хуруф «А», это дитемпел пада акхир нама мерек). Далам пенандаан мерека, хуруф «г» дапат теркандунг, ян берарти пенингкатан пемелихараан манган (U7, U8, U8A, U8GA, dll.).
Menandai baja-baja yang termasuk dalam kategori kecepatan tinggi, dimulai dengan huruf «P», diikuti oleh angka yang menunjukkan kandungan kuantitatif tungsten.Сиса мерек дари падуан сеперти иту дисбут сесуай денган принсип стандарт: хуруф-хуруф янь менунджуккан элемент, дан, денган демикян, ангка-ангка янь менчерминкан контен куантитифня. Dalam penunjukan baja tersebut, kromium tidak diindikasikan, karena konten standar di dalamnya adalah sekitar 4%, serta karbon, jumlah yang sebanding dengan isi vanadium. Джика джумлах ванадий мелебихи 2,5%, мака пенунджукан хуруф дан контен куантитиф дитемпелкан пада акхир пелабелан (Z9, P18, P6M5F3, dll.).
Terutama ditandai dengan baja yang terkait dengan kategori teknis listrik (мерека серинг дисбут зат беси текнис мурни).Resistansi listrik yang rendah dari logam seperti itu dipastikan karena fakta bahwa komposisimereka ditandai dengan kandungan Minimum karbon — kurang dari 0,04%. Tidak ada surat dalam penunjukan perangko dari baja tersebut, hanya angka: 10880, 20880, dll. Gambar pertama menunjukkan klasifikasi berdasarkan jenis pemrosesan: panas-roll atau ditempa — 2. Digit kedua — 2. Terkait dengan kategori penuaan koefisien: 0 — tidak dapat dijual, 1 — dapat digunakan. Цифра ketiga menunjukkan suatu kelompok yang menjadi milik baja ini adalah karakteristik yang dinormalisasi yang diadopsi untuk янь utama.Пада цифра keempat дан келима, nilai karakteristik normalisasi ditentukan.
Prinsip-prinsip sesuai dengan paduan baja yang ditunjuk dikembangkan dalam periode Soviet, tetapi hingga hari ini berhasil digunakan tidak hanya di Rusia, tetapi juga di negara-negara CIS. Dengan informasi tentang satu ataumerek baja lain, Anda tidak hanya dapat menentukan komposisi kimianya, tetapi juga untuk memilih logam secara efektif dengan karakteristik yang diperlukan.
Dalam praktiknya, banyak baja karbon структурный дигунакан — ini adalah St5, дан ST10, tetapi kita akan mempertimbangkan karakteristik baja 08шт.
Komposisi kimia
Kelas baja 08 pc merujuk ke bangku karbon Struktural. Komposisi kimia diatur oleh GOST 1050 — 88. Ini mendefinisikan fraksi massa element yang termasuk dalam paduan 08pc, data ditunjukkan di bawah ini:
- карбон дари 0,05 хингга 0,11%;
- силикон дари 0,05 хингга 0,17%;
- манган дари 0,35 хингга 0,65%;
- хром тидак лебих дари 0,10%.
Расшифровка.
Nama baja 08pc diterjemahkan sebagai berikut:
- 08 джумлах карбон;
- pS — eksponen deoksidasi baja, dalam hal ini — semi-bercahaya.
Ada tiga jenis deoksidasi, yaitu pengangkatan oksigen. Baja semi-deval menempati posisi menengah antara mendidih дан тенанг, sementara mengandung semua sifat positif bahan yang mengalami deoksidasi dengan cara lain.
Проперти
Secara umum, bahan ini menunjukkan karakteristik kekuatan yang baik дан параметр твердости. Untuk sifat positif 08pc termasuk fakta bahwa itu benar-benar tenang di bawah pengaruh berbagai beban. Jika tidak melebihi batas tertentu, produk mempertahankan bentuk aslinya.Tetapi harus dicatat bahwa itu mungkin, Untuk beberapa waktu, cacat dengan restorasi berikutnya. Untuk periode pemulihan, produk akan berada dalam kondisi stres.
Memilih bahan ini harus diingat bahwa bahan apa pun memiliki kekuatan hasil, mengatasi baja mana yang keluar dari deformasi elastis дан мулаи рунтух.
Mark 8ps memiliki kemampuan ян байк. Untuk operasi pengelasan, Anda dapat menggunakan teknologi янь ада. Tetapi perlu Untuk memperhitungkan fakta bahwa setelah pemrosesan termal, bagian-bagian yang terbuat dari paduan ini tidak dapat digunakan untuk Struktur yang dilas.
Аналог.
Memilih baja 8ps Untuk Memuat Desain, perancang harus ingat bahwa itu selalu dapat diganti dengan аналог terdekat —merek 08. Ada rekan-rekan asing:
- AS — A620;
- Джерман — DC01;
- Prc — 08f.
Memilih bahan impor sebagai pengganti, perlu diingat bahwa sertifikat yang sesuai mengkonfirmasi kualitas material dan korespondensinya dimasukkan.
Baja diurutkan 8ps.
Usaha kompleks metalurgi negara kami menghasilkan jenis produk berikut:
- sewa dan berbentuk, dan varietas — гост 1088;
- батанг, термасук дикалибраси — 10702;
- лембар, тесьма — гост 4041, гост 1577.
Панас Perawatan
Perlakuan termal bahan meningkatkan karakteristik kualitatifnya, sementara tidak perlu menambah meleleh zat lain. Setelah operasi ini, kekuatan paduan meningkat. Каданг-каданг дигунакан Untuk подробно Ян акан дигунакан далам структура банталан. Untuk perlakuan panas, kelas baja 08PS menggunakan pengerasan, liburan, anil.
Operasi pertama memastikan bahwa kekerasan yang diperlukan diperoleh. Setelah pengerasan, bagian-bagiannya dapat didinginkan di lingkungan apa pun (воздух, миньяк, dll.).
Untuk menghilangkan tekanan yang timbul dalam structur internal logam, oleskan cuti. Setelah operasi, produk dari baja 08pc diperoleh dengan kekerasan дан дайа тахан янь lebih besar. Untuk menyelaraskan structur internal dan menghilangkan plastisitas yang tidak perlu, paduan terpapar anil.
Pemulihan mekanis.
Untuk mendapatkan bagian dari baja gulung yang terbuat dari baja 08pc, masuk akal untuk membersihkan permukaan dari skala, jejak minyak dan kontaminan lainnya.Untuk melakukan ini, Anda dapat menggunakan kedua kuas dengan bulu logam dan sarana mekanisasi kecil, misalnya, USM (Болгария).
Pada situs pengadaan perusahaan yang menerapkan logam bergulir dari 8PS, gunting gunting, gergaji Geller, tekan gunting дан peralatan lainnya, memungkinkan pemotongan memutar kedua lembaran дан профиль.
Sifat teknologi bahan ini memungkinkan untuk menerapkannya untuk pembuatan suku cadang dengan menerapkan metode lentur. Иту дапат дилакукан байк менгунакан месин руководство по изгибу дан месин хусус.
Сурат-сурат «PS» далам penunjukan paduan ini berbicara tentang baja semi-deval sesuai dengan tingkat deoksidasi. Secara umum, paduan ST08PS adalah bahan янь cukup kuat дан падат янь dirancang untuk beban tinggi sambil mempertahankan integritas дан bentuknya. Baja 08pcs merasa cukup nyaman «ди зона» deformasi elastis, yaitu, dengan tenang merasakan beban, setelah itu tidak berubah dalam bentuknya, atau berubah, tetapi kembali ke keadaan sebelumnya segera setelah melepas beban. Dengan kata lain, ketika bentuk atau deformasi kecilnya dipertahankan, bagian dari paduan 08pc dapat menguji kondisi «tegang» untuk waktu ян лама.
Tentu saja, semua paduan memiliki batas atau «ambang», setelah itu beban yang diterapkan menjadi penyebab penghancuran Struktur Paduan — penyebab deformasi plastik. Ини адалах апа янь дисебут кекуатан хасил технологии, сетелах иту падуан мулай «менинггалкан зона» деформирует эластис.
Logam ini tidak cenderung untuk pembentukan flokans дан kerapuhan liburan, saat dilas tanpa batasan menggunakan CTS, ADM дан RDS. Kekerasannya adalah HB 10-1 = 131 МПа, dan penempaan dilakukan pada 1250-800 ° C.Табель Берикут Меняджикан Сема Сифат Фисик Дан Механик Дари Мерек Падуан 08PS:
Baja 08 шт: Komposisi Kimia
Baja karbon ini 98% terdiri dari besi:
- Fe — секитар 98,0%
- МН — 0,35-0,65%
- Cr — лак для ногтей 0,1%
- Cu — тидак лебих дари 0,25%
- Ni — лак для ногтей 0,25%
- SI — 0,05-0,17%
- С — 0,05-0,11%
- Sebagai — tidak lebih dari 0,08%
- S — тидак лебих дари 0,04%
- P — Тидак лебих дари 0,035%
Komposisi ini ditandai dengan sifat paduan berikut: Kekuatan Hasil Baja 08pc — 175-196 МПа, paduan paduan 08pc — 7598-7846 кг / м 3, kapasitas panas spesifik adalah 482-703 J / (KG * DEGREES).
Baja 08 PS: Aplikasi
Pada dasarnya, 4–14 миллиметров скручивания листьев 1.2 дан 3 категории дихасилкан дари конструкси карбона беркуалитас тингги баджа, ян кемудиан дипутар денган мэмпрозес метод тиснения диндин. Далам локакарья перусахан индустри, пита ян дигулунг дингин секара актиф дигунакан, дари мана логам флексибел, пипа, прокладка дан пенчучи диперолех. Setelah pemrosesan panas kimia paduan 08PS, logam masuk ke pembuatan produk-produk seperti traksi, втулка и проушины.
Weldabilitas Baja 08 pc янь байк мембуатня кокок унтук продукты пипа лас листрик, селанджутня дигунакан далам пеманас листрик (каканг), серта багиан лайн ян диминта далам текник месин. Akhirnya, baja 08pc adalah bahan yang sangat baik dari mana detail bantalan yang dimuat rendah diperoleh, kawat bubuk berkualitas tinggi дан banyak produk дан komponen baja lainnya.
Perangko Berikut Dianggap Diimpor Analog baja 08 PS:
- Джепан — JIS, SPHE
- США — 1008, A 622, A620
- Jerman — St 12, St 13, DD 13, Stw 24, Din, WNR
Продам сверхлегкое крыло
ПродаетсяKasperwing.Хорошее состояние с приборами и доп. Перед хранением была новая ткань. Продается сверхлегкий каспервинг.
Экспериментальный самолет со складывающимся крылом
Требуется реставрация. Я думаю, что он в основном завершен. Двигатель застрял. Поставляется с крыльями, сиденьем и планером с застрявшим двигателем Zenoah. Сделайте предложение. Оригинальная выхлопная труба Zenoah используется на Kasperwing. Оба в хорошем состоянии, хотя на одном есть небольшая поверхностная ржавчина. Для получения дополнительной информации свяжитесь с Полом Каспервингом. Хомут рулевого колеса.Несколько в наличии в Skunkworks. Некоторые с просверленным отверстием для установки выключателя зажигания. Цена указана за один комплект из 2-х половинок. В комплект не входят болты, шайбы, гайки и подшипники.
Только шиныявляются оригинальным Заявлением об отказе от ответственности: Информация, содержащаяся на этом веб-сайте, предназначена только для общих информационных целей.
Информация предоставлена Kasperwing. Поэтому вы полагаетесь на такую информацию исключительно на свой страх и риск. Ни при каких обстоятельствах мы не несем ответственности за какие-либо убытки или ущерб, включая, помимо прочего, косвенные или косвенные убытки или ущерб, или любые убытки или ущерб, возникшие в результате потери данных или прибыли, возникшие в результате или в связи с использованием этого веб-сайта. .
Через этот веб-сайт вы можете ссылаться на другие веб-сайты, которые не контролируются Kasperwing. Мы не контролируем характер, содержание и доступность этих сайтов. Включение каких-либо ссылок не обязательно подразумевает рекомендацию или одобрение взглядов, выраженных в них. Мы делаем все возможное, чтобы веб-сайт работал бесперебойно. Однако Kasperwing.
Нажмите здесь, чтобы разместить объявление. Продается.
Лицевые панели спидометра Mini CooperДля получения дополнительной информации свяжитесь с adamstefaniw gmail.Close Menu. Ханглайдеры Apogee и крылья трайка производятся уже более 34 лет. Их главный конструктор и летчик-испытатель — очень опытный и успешный пилот-дельтаплан Влад Мысенко.
Крылья изготавливаются совместно с ОКБ «Ротор» Камовского вертолетного завода. Основная идея заключалась в том, чтобы создать новое современное крыло, которое не только обладало бы отличными летными характеристиками — большим диапазоном скоростей, управляемостью в условиях турбулентности, высокой эффективностью и качеством планирования, но и в то же время удобным и удобным для пилотов средней квалификации, а не только экспертов.
Крыло можно использовать для соревнований, кросс-кантри, летных школ, веселых полетов и работы — опрыскивания сельскохозяйственных культур, воздушного патрулирования и т. Д. Распорное крыло складывается назад, когда оно установлено на трайке.
Угадай викторинуЭто очень полезная функция для парковки вашего самолета вне или внутри ангара между рейсами, а также для перевозки трейлеров. Каждое крыло тестируется в полете и настраивается на заводе, а затем упаковывается для доставки за границу. Например, его можно сделать более популярным в Северной Америке с подпорками и с тросовыми скобами.Для верхней поверхности используется лучший полиант-дакрон или армированный ламинат паруса и швейная нить с пожизненной гарантией от ультрафиолетового излучения.
Задняя кромка может быть классической и аккумуляторной с разным типом фурнитуры с реечным концом. Стойки и нисходящие трубы каплевидной формы являются стандартом.
Первый используется для движения Hangblock. Второй — для регулировки натяжения поперечины в полете. Результат — более широкий диапазон скоростей и более легкое управление на малых скоростях взлета и посадки.
Посмотрите несколько фотографий этих крыльев на разных трайках и разного цвета. Нажмите на них, чтобы увеличить:. Конструкция изготовлена из авиационных алюминиевых труб, практически не анодированных.
Отличное крыло для пилотов, решивших улучшить имеющиеся у вас трициклы, а также домовладельцы Amater. Крыло испытывалось положительной и отрицательной статической нагрузкой. Картинки ниже. Вы можете увидеть реальную нагрузку в кг фунтов на шкале. Конструкция не нарушена. Этот сверхлегкий самолет, не требующий сертификата Sport Pilot Cert, находился под моим наблюдением последние 3 года.Всегда приземлялся на асфальт или траву. Кастомный мотоцикл Northwing Maverick.
Посадка вне поля и возможности XC нелегко найти в сверхлегких трициклах, но этот был изменен для удовлетворения этих требований. Только один собственник. Куплен новый около 2.
DTA — единственный трайк в мире, для которого не требуется передняя ограничительная труба, поэтому обзор не затруднен. Этому DTA около 5 лет, но общее время составляет только часы. За ним профессионально ухаживают. Это старый LaMouette Top, на котором я летал. Итак, я знаю, что это одно из немногих быстрых крыльев, которые могут работать с маломощными трициклами.
Это мой личный трайк около 3 лет. Он в первозданном состоянии. Я продал самолет, исходя из того, насколько чистым я держу свое оборудование, инструменты и мой ангар — ОКР наверняка. Это отличный трайк, и цена говорит сама за себя — очевидно, кто-то получит большую сделку.
Northwing — солидный производитель утилитарных трайков, но владелец только что заказал новый Air Creation Tanarg. Этот самолет NEG изначально был изготовлен по индивидуальному заказу на заводе Aerotrike в Южной Африке для клиента, который участвовал в чемпионатах мира.Он проиграл, потому что крыло было таким уродливым — шучу.
Хороший трехколесный велосипед. Я сам провожу большую часть времени на этом самолете. Щелкните изображение, чтобы увидеть дополнительные изображения и подробную информацию. Из этого трайка получится отличный поплавок, и у нас есть набор композитных высокопроизводительных поплавков Cosmos, а также несколько надувных лодок Full Lotus, если вам интересно. Это самый плавный ход, с которым я когда-либо сталкивался, и он выглядит совершенно новым, хотя на нем уже почти часы.
Я думаю, что это лучшая покупка на моем сайте; и с некоторыми из вас, которые брали уроки, я держу пари, что это не продлится очень долго.Да, мы можем закончить ваше обучение на этом самолете с почасовой скидкой, и вы тоже привыкнете к самолету. Мы продали этот трехколесный велосипед продавцу, шотландскому иммигранту, приехавшему в США
.Он внес свой вклад в разработку летающего крыла Northrop YB и сотрудничал с известными авиационными деятелями, включая «голландца» Кинделбергера, Дональда Даблс и Джона Нортропа. В середине его попросили создать дельтаплан с летающим крылом, который был бы более безопасным и с более высокими характеристиками по сравнению с другими конструкциями той эпохи.
Для достижения этой цели в Портервилле, Калифорния, была основана Mitchell Aircraft Corporation. Ин Джордж Уортингтон взлетел на высоту 17 футов, а затем пролетел несколько миль, установив два новых рекорда по жесткому крылу. Самолеты Mitchell были завалены заказами со всего мира.
С добавлением трехколесного велосипеда и силовой установки, B стал сверхлегким самолетом. В этой конфигурации B получил награды за дизайн и характеристики в начале прошлого века. Вскоре были добавлены два других дизайна, U-2 и P, диверсифицируя предложения компании на рынке.
Все эти модели Mitchell были построены либо из планов, либо из заводских комплектов компонентов. Они были сделаны из дерева и ткани, и на их выполнение уходило в среднем до нескольких часов.
ДОМАШНИЙ сверхлегкий самолет mk3 часть 3Было продано много комплектов, при этом относительно небольшой процент из них был собран и использован. В двух новых конструкциях были разработаны, чтобы лучше удовлетворить растущий спрос на эти сверхмощные сверхлегкие самолеты. A был усовершенствованной версией B с тем же профилем крыла и летно-техническими характеристиками, но с крылом, облицованным алюминием, и новой подвеской главной передачи, красивой гондолой из стекловолокна и ручкой управления на полу.
И он прибыл с завода готовым к работе. Это был Гранд Чемпион в Ошкоше и продолжил непревзойденные характеристики более ранних моделей Mitchell. T MitchellWing был разработан как двухместный сверхлегкий учебный автомобиль с расположением бок о бок. Он обеспечивал двойное управление, чтобы учащиеся могли быстро и безопасно научиться управлять «крылом». Опять же, спрос резко вырос, пока в Mitchell Wing, Inc.
.Продажа включала в себя все инструменты, формы и модели и только сырье, достаточное для завершения десяти Mitchell Wing A, плюс три месяца практического обучения, чтобы научить персонал Талсы методам создания этого высокотехнологичного сверхлегкого самолета.The Tulsa Mitchell Wing, Inc. В течение этого пикового периода производства было проведено множество испытаний, исследований и разработок.
Схема основана на схеме 2005 Chevy Silverado 1500 Электропроводка прицепаКроме того, были приобретены обширные запасы сырья и комплектующих. им весело летать. В нашем стремлении к оптимальной безопасности мы считаем, что наша единственная цель при разработке крыльев — это точное управление и управляемость. Когда условия там становятся немного суровыми, мы надеемся, что вы согласитесь, что управляемость будет для вас самой большой проблемой.
Указатель серийных звезд сезона 2Наши конструкции крыла должны соответствовать определенным параметрам, таким как управляемость при движении по тангажу и крену, а также приятный плавный срыв. Такое рабочее давление должно соответствовать нашим строгим правилам. Мы считаем, что эта уникальная квалификация вселит уверенность даже при полетах в турбулентных условиях. Бесчисленные часы исследований в области дизайна паруса, рамы и аэродинамического профиля дали нашим крыльям один из самых высоких диапазонов скоростей в отрасли.
Качественные легкие спортивные самолеты, сверхлегкие трициклы, моторные парапланы, крылья для трициклов и дельтапланы.Добро пожаловать в North Wing North Wing разрабатывает и производит качественные легкие спортивные самолеты с системой контроля веса, сверхлегкие трициклы FAR Legal, крылья для трициклов, дельтапланы и широкий спектр аксессуаров для сверхлегких трициклов и дельтапланов.
Пилоты с сертификатом Sport Pilot, интересующиеся легкими спортивными самолетами, будут в восторге от нашего двухместного трайка Scout XC. North Wing производит самые прочные малолегкие трайки и крылья в U. Новая мачта Airfoil снижает сопротивление и улучшает отслеживание на более высоких скоростях за счет уменьшения рыскания и кручения мачты за счет более прочного и аэродинамического профиля мачты.
Новая подвеска с листовыми рессорами снижает лобовое сопротивление благодаря тонкому профилю, а ее прочность устраняет необходимость в дополнительных стойках сопротивления и нагрузочных пружинах. Заводская модернизация. Гладкое U-образное крепление крыла без острых краев болтов обеспечивает лучший контроль направления.
North Wing оснащен новым демпфером рулевого управления с регулируемым сопротивлением и может быть установлен на ваш старый 2-местный мотоцикл. Амортизатор значительно снизит вибрацию передней части при быстрой посадке или при боковом ветре. Если вы используете возможность складывания крыльев вашего крыла North Wing MPulse или Quest, которое имеет более старые детали панели управления, мы предлагаем вам перейти на нашу новейшую аппаратуру панели управления.
Если вы не используете складывающуюся способность крыла, замена оборудования не обязательна, но необязательна.
Новый комплект тормозного резервуара облегчает прокачку тормозов, поддерживает давление жидкости и требует меньшего перемещения тормозного рычага. Для более старых двухместных трехколесных мотоциклов Apache и Navajo. Новый комплект Vortex Generators Kit улучшает управляемость и характеристики крыла за счет управления воздушным потоком над верхней поверхностью крыла. Генераторы вихрей создают вихри, которые активизируют пограничный слой, обеспечивая улучшенное управление крылом.Завод EROS не имеет себе равных в мире по техническому уровню, ассортименту выпускаемой летательной техники и аксессуаров.
Будучи гибкими и открытыми для настройки, мы используем индивидуальный подход к каждому клиенту, EROS способна удовлетворить потребности даже самых требовательных потребителей, учитывая пожелания и возможности клиента. Чтобы иметь точку отсчета для начала спецификации заказа велосипеда, сегодня предлагаются две базовые модели: трехколесный велосипед Eros 2 и трехколесный велосипед Cross Country.
Взяв одну из наших базовых моделей в качестве эталона, вы можете заказать либо просто трехколесный велосипед, трехколесный велосипед с двигателем, либо полный трехколесный велосипед, готовый к полету, включая крыло, систему спасения и инструменты, испытанные в полете Заводские пилоты ЭРОС. Вы также можете заказать трайк в комплекте для самостоятельной сборки, именно так наши трайки поставляются в США. Вы не найдете здесь указанных цен, так как это полностью зависит от заказа, а диапазон цен очень широк в зависимости от того, что вы заказываете.
В компании Eros мы изготовим мотоцикл по индивидуальному заказу в соответствии с вашими требованиями. Двигатель BMW на трехколесном велосипеде Eros 2. Если заказчик хочет установить какой-либо другой двигатель, для него может быть спроектирована новая опора двигателя. Профессиональный подход в авиастроении, применение сертифицированных материалов и современных технологий — главные характеристики всей продукции EROS. Несущая рама нашего трайка изготовлена из прямоугольных трубок из авиационного сплава Д16Т 60 х 40 х 2, усиленных прямоугольной трубой 54 х. Вся несущая арматура изготовлена по авиационным технологиям из труб и пластин из стали 30 ХГСА.
Работа ведется в тесном сотрудничестве с заводом «Антонов» и киевским заводом «Авиант». Дизайн всех базовых моделей продуман, отрегулирован и эргономичен. Например, складной пилон позволяет одному человеку повесить крыло на трайк без чьей-либо помощи.
С целью повышения надежности и безопасности внутри пилона проложен страховочный трос. Основные стойки шасси пирамидальной формы в сочетании с автомобильными амортизаторами позволяют совершать полеты и приземляться на неулучшенных полях, повышают безопасность при неровных посадках, делают управление более комфортным.
Мы, в Eros, также можем предложить различные инструменты, установленные на наших трайках. Также мы можем установить приборы контроля агрегата двигателя: электрический счетчик оборотов, температуру воды, температуру головки блока цилиндров, индикаторы температуры выхлопных газов. Строите трайк и ищете подходящее крыло?
Греческие имена мечаУ вас уже есть трайк, но крыло, которое у вас есть, вас не устраивает по какой-либо причине? Kasper Wing Продается владельцем. Kasper Wing Ultralight выставлен на продажу владельцем.
Один из самых безопасных сверхлегких самолетов на рынке в эпоху.Один из самых безопасных сверхлегких самолетов на рынке в эпоху эволюции сверхлегких самолетов. С тех пор этот самолет не летал и с тех пор хранился в летном состоянии. Настоящее летающее крыло, Kasper Wing обладает несколькими уникальными летными характеристиками. в сверхлегком мире.
Станьте частью истории и наслаждайтесь безопасными полетами. Я продаю этот самолет, понимая, что новый владелец должен провести техническое обслуживание и ремонт, прежде чем пытаться на нем летать. Парус, конструкция крыла, подвеска и лафет находятся в хорошем состоянии, за исключением одной нижней трубы на лафете, которую необходимо заменить.Некоторые болты и гайки нужно будет заменить из-за легкой коррозии.
Aerolite 103
Я также продаю самолет с пониманием того, что винт и двигатель необходимо будет заменить или отремонтировать из-за того, что с последнего полета прошло много времени.