Расход сварочной проволоки: нормы при сварке полуавтоматом
Автор admin На чтение 3 мин. Просмотров 2.8k. Опубликовано
От чего зависит норма расхода проволоки? Как рассчитывается эта норма? Как можно оптимизировать расход? Если вас интересуют ответы на данные вопросы, то вы зашли по нужному адресу. В этой статье мы рассмотрим нормы расхода, уделив внимание и самому процессу нормирования.
Нормирование – зачем это нужно?
С помощью грамотного нормирования труда можно повысить производительность, как отдельного сварщика, так и целого цеха. Причем основная цель нормирования – это поддержание высокой производительности в течение всего периода работ. Поэтому основа данного процесса всегда связана с физиологическими возможностями работников.
То есть, в процессе нормирования нужно подобрать оптимальную интенсивность (скорость) процесса сварки.
Причем указанная скорость должна поддерживаться в течение каждой рабочей смены.

Проще говоря: сварщик должен отработать всю смену, выполнив определенный объем работ, и восстановить свои силы до начала следующего рабочего дня.
Дальше все просто: по интенсивности (скорости) рассчитывается масса наплавляемого металла. А все остальные параметры, в том числе и нормы расхода материалов, рассчитываются исходя из массы наплавки.
Расход сварочной проволоки
Расход любого присадочного материала (в том числе и сварочной проволоки) определяется по массе наплавки сварочного шва. Причем указанную массу следует увеличить на 30-60 процентов, делая скидку на диаметр и покрытие (флюс) штучных электродов.
Полученные весовые значения переводят в штучные или метрические величины, определяя длину проволоки или количество электродов. Для этого нужно разделить требуемую массу присадочного материала на массу погонного метра проволоки или массу одного электрода.
Причем полученный метраж проволоки или штучное количество электродов нужно увеличить на 2-3 процента. Эта доля «сгорит» во время поджига оборванной дуги, или в процессе наладки сварочного режима, или во время заваривания кратера, или по иной, малозначительной причине.
Оптимизация расхода сварочной проволоки
Масса присадочного материала доходит до полутора процентов от веса собранной металлоконструкции. Поэтому попытка оптимизировать сварочный процесс и расход сварочной проволоки влияет и на себестоимость готовой продукции.
Причем расход можно оптимизировать следующими способами:
- Повысив качество используемого присадочного материала. Более качественная (и дорогая) проволока гарантирует высокие прочностные характеристики даже при меньшем объеме наплавки. Например, расход порошковой проволоки при сварке равен 1,15 килограмма на килограмм наплавки. А вот обычной, стальной проволоки постоянного сечения на килограмм наплавки нужно не менее 1,6 кг.

- Изменив схему подачи присадочного материала в зону сварочной ванны. Расход проволоки при сварке полуавтоматом существенно ниже, чем расход присадочного материала при ручной сварке.
Кроме того, на расход проволоки влияет и квалификация сварщика. У грамотного специалиста меньше ошибок в процессе сварки (обрыв дуги и прочее) и, как следствие этого, меньше потерь присадочного материала.
Норма расхода сварочной проволоки
Расход присадочного материала определяется по весу наплавленного металла в одном погонном метре сварочного шва. Причем соотношение между присадкой и наплавкой нужно откорректировать за счет коэффициентов расхода проволоки или электродов.
В итоге, формула расчета нормы расхода выглядит следующим образом:
Q = kG
Где Q – это искомая величина (норма расхода), измеряемая в килограммах на погонный метр шва, G – это вес наплавки в одном метре шва, а k – это коэффициент расхода проволоки или электродов.
В итоге, зная вес наплавки и задавая поправку на коэффициент расхода проволоки, можно определить массу присадочного материала на одном погонном метре шва. Оперируя этим значением и общим метражом шва можно определить общую массу присадочного материала, умножив норму на метраж.
Расход — сварочная проволока — Большая Энциклопедия Нефти и Газа, статья, страница 1
Расход — сварочная проволока
Cтраница 1
Расход сварочной проволоки на изготовление сварной конструкции, как правило, не превышает 1 — 1 5 % веса конструкции. Поэтому стоимость сварочной проволоки мало влияет на общую стоимость конструкции. В то же время более дорогая качественная сварочная проволока повышает прочность конструкции и может даже снизить ее вес и общий расход металла за счет повышения допускаемых напряжений.
Расход сварочной проволоки и электродов примерно на 2 — 6 % превышает массу наплавленного металла на 1 м шва вследствие наличия отходов сварочных материалов и угара металла при сварке. [2]
При автоматической сварке под слоем флюса нормированию подлежит расход сварочной проволоки и флюса. [3]
Расход флюса при автоматической сварке принимается равным по весу расходу сварочной проволоки. [5]
[5]
С — расход углекислого газа, кг; п —
В табл. 15 приведены данные о весе шлаковой корки и расходе сварочной проволоки на 1 ж шва при сварке на различных режимах. [7]
Расход жидкой углекислоты в 1 1 — 1 5 раза превышает расход сварочной проволоки, расход флюса — в 1 4 раза. [8]
Расход углекислого газа при сварке равен 90 — 100 % от расхода сварочной проволоки. [9]
На 1 т сварных металлоконструкций, циклонов, скрубберов расход электродов составляет 28 — 32 кг, расход сварочной проволоки принимается при сварке воздуховодов и металлоконструкций — 54 % от расхода электродов. [11]
[11]
На 1 т сварных металлоконструкций, циклонов, скрубберов расход электродов составляет 28 — 32 кг, расход сварочной проволоки принимается при сварке воздуховодов и металлоконструкций — 54 % от расхода электродов. [12]
В табл. 10 расход флюса при автоматической сварке под слоем флюса принят равным: при сварке на весу или с подкладкой 1 13 от расхода сварочной проволоки, при сварке на флюсовой подушке 1 20 от расхода сварочной проволоки. [13]
В табл. 10 расход флюса при автоматической сварке под слоем флюса принят равным: при сварке на весу или с подкладкой 1 13 от расхода сварочной проволоки, при сварке на флюсовой подушке 1 20 от расхода сварочной проволоки. [14]
Хорошие результаты дает использование порошковой проволоки, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железный порошки.
Страницы: 1 2
Расчет сварочной проволоки на 1м шва
Расчет расхода сварочных материалов
Расход сварочных материалов ( электродная проволока, защитный газ) рассчитывается для каждого типоразмера шва. Расчет производится для общей длины шва каждого типоразмера в соответствии с рекомендациями.
1. Норма расхода НЭ (кг) сварочной проволоки на изделие определяется исходя из длины швов lш (м) и удельной нормы расхода электродов Gэ на 1м шва данного типоразмера:
;
В общем, виде удельную норму расхода рассчитывают по формуле:
;
;
где mн— расчетная масса наплавленного металла в кг/м;
kр— коэффициент расхода, учитывающий неизбежные потери электродов и проволоки;
ρ=7,8 г/см 3 -плотность наплавленного металла;
Fн— площадь поперечного сечения наплавленного металла шва в мм 2 .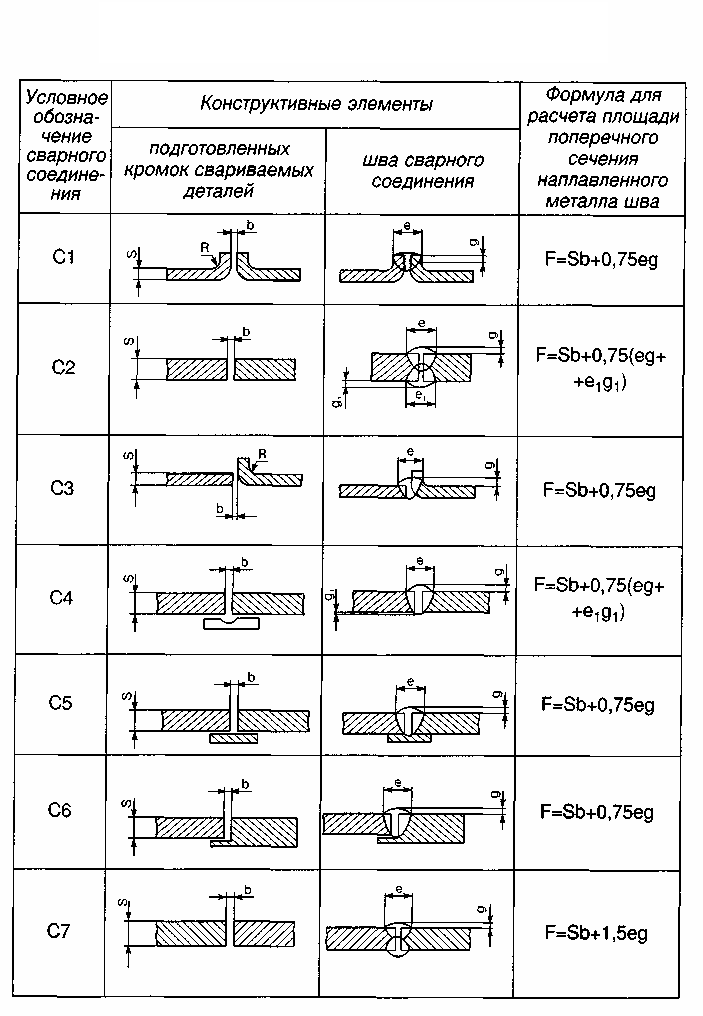
2. Норма расхода защитного газа на изделие НГ л, определяется по формуле:
,
где QГ — удельная норма расхода газа на 1м шва данного типоразмера в л:
,
где qГ — оптимальный расход защитного газа по ротаметру в л/мин;
tо— машинное (основное) время сварки 1м шва в мин.
QДОП — дополнительный расход газа на подготовительно-заключительные операции: подготовку газовых коммуникаций перед началом сварки, настройку режимов сварки:
,
где tП.З– время на подготовительно – заключительные операции, мин.
Основное время при сварке плавящимся электродом можно определить по формуле:
где αн — коэффициент наплавки в г/А·ч;
Шов №1:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т1-∆5; тавровый, односторонний, без скоса кромок
1. Определяем длину шва:
Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода проволоки:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода проволоки:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Шов №2:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т7, тавровый, односторонний, со скосом одной кромки, с подварочным швом;
1. Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода проволоки:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода проволоки:
Норма расхода проволоки:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Шов №3:
Способ сварки: полуавтоматическая сварка в защитных газах.
Тип шва: Т6, тавровый, односторонний, со скосом одной кромки.
1. Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Расчет норм расхода сварочной проволоки
Невозможно создать сварной шов без использования каких-либо дополнительных материалов и средств, которые рано или поздно заканчиваются. Использовать сварочную проволоку нужно с умом. Уметь рассчитывать необходимый объем очень важно, так как это нужно для того, чтобы определить перед выполнением сварки, сколько расходного материала вам потребуется.
В случае если вы хотите выполнить сварку один раз и не занимаетесь этим часто, то вам в обязательном порядке нужно приобрести необходимый объем, это, банально, поможет вам сэкономить денежные средства.
Естественно, что различные модели присадочной проволоки имеют разные коэффициенты наплавки, говоря простым языком, одна модель присадочного материала может расходоваться гораздо быстрее, нежели другая. Вне зависимости от метода сварки, используемого вами, будь то классическая ручная или же в автоматическом режиме, прерывать создания шва на половину процесса категорически нельзя. Это в значительной степени повлияет на качество итогового результата. Поэтому лучше купить проволоку с небольшим запасом.
Это в значительной степени повлияет на качество итогового результата. Поэтому лучше купить проволоку с небольшим запасом.
Норма расхода – это определение, которое указывает на количество материалов необходимых для выполнения данной манипуляции. В это значение уже учитываются разнообразные отходы, потери материала, погрешности при работе и т.д. Проще говоря, значение нормы включает в себя все этапы создания сварного шва. Точный учет напрямую оказывает влиянию на качество работы.
Каждый метод сварки имеет свою норму расходы присадочных материалов. Для каждых методов сварки, включая сварку в среде защитного облака из инертных газов, нормы расходов были определены длительным опытом работы. Каждый метод сварки имеет свои особенности выполнения, что, естественно, сказывается на потерях и расходах присадочного материала.
Эталоном можно считать количество проволоки, которое необходимо для создания сварного соединения длинной в один метр, используя тот или иной метод сварки.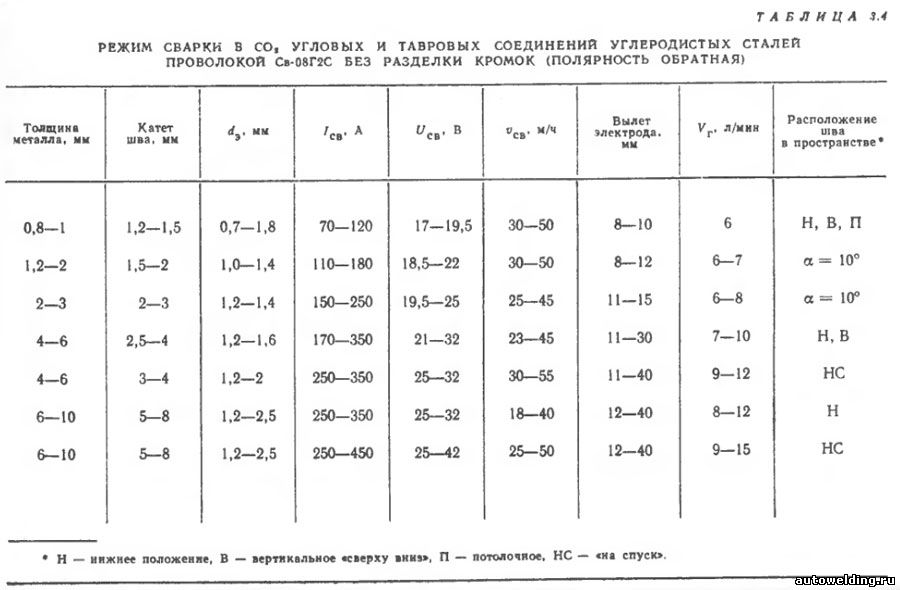 В качестве несложного примера можно привести сварочные работы, в процессе которых требуется выполнить минимальное количество процедур, без выполнения каких-либо дополнительных манипуляций, с созданием временных швов и т.д. Норма расхода присадочного материала рассчитывается согласно государственным стандартам.
В качестве несложного примера можно привести сварочные работы, в процессе которых требуется выполнить минимальное количество процедур, без выполнения каких-либо дополнительных манипуляций, с созданием временных швов и т.д. Норма расхода присадочного материала рассчитывается согласно государственным стандартам.
Как рассчитать требуемый объем расходного материала?
Существует несложная специально разработанная формула, следуя которой можно рассчитать необходимое количество присадочного материала для выполнения той или иной манипуляции. Она принимает вид: N = GK.
Символ «N» означает эталонный параметр, если точнее, то это значение требуемого количества присадочного материала, требуемого для создания сварного шва размером в один метр. Символ «G» — это вес сварного соединения после выполнения всех сварочных работ. K – это коэффициент перехода, этот параметр определяется значением массы наплавочного материала к общему расходу металла, который использовался в процессе сварочных работ. Значение длины в один метр берется для упрощения расчетов.
Значение длины в один метр берется для упрощения расчетов.
Для того чтобы узнать «G», потребуется выполнить вычисления по следующей формуле: G = FyL.
Буква «Ф» обозначает размеры поперечного сечения готового сварного шва. Значение должно исчисляться в миллиметрах в квадрате. Буква «у» означает долю массы метала в составе присадочной проволоки. Этот параметр может принимать значение из достаточно широкого диапазона. Это обусловлено тем, что существует большое количество разнообразных моделей присадочных проволок для сварки. Последний параметр «L» — это длина сварного соединения, по умолчанию она принимается за один метр, однако именно изменения этого значения можно вычислить нужное количество расходного материала для выполнения той или иной сварочной манипуляции.
Вышеописанный способ вычисления подходит для вычисления количества расходного материала при выполнении сварочных работ в нижнем положении. Для других положения, дополнительно получившийся параметр нужно умножать на значение коэффициента поправки:
- нижнее положение – 1;
- полувертикальная сварка – 1,05;
- вертикальная сварка – 1,1
- потолочная сварка – 1,2.
При вычислении объема требуемого присадочного материала для сварки в полуавтоматическом режиме нужно также учитывать следующие параметры:
- применение защитного облака из инертного газа;
- тип используемого газа;
- технические характеристики сварочного аппарата;
- размер сечения присадочной проволоки;
- основные физические характеристики свариваемого объекта.
С помощью несложных манипуляций и подсчетов без особых проблем можно узнать требуемое количество расходного материала. Большинство нужных параметров для вычисления можно узнать самостоятельно, однако в некоторых случаях может потребоваться специализированная литература.
Можно рассмотреть пример проведения вычислений. Для начала нужно определить вес наплавленного материала с помощью формулы G=FyL. Допустим, что F равно 0,0000055 метра в квадрате (так как предстоит умножать площадь сварного шва на длину соединения, необходимо принимать это значение именно в метрах в квадрате). Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
После того вычисления мы узнаем что произведение трех вышеописанных значений равно сорока терм тысячным килограмма. Далее значение 0,043 можно подставить в основную формулу и после выполнения второго действия мы сможем узнать количество необходимого материала.
В нашем случае длина равняется одному, следовательно, значение 0,043 нужно умножить на единицу. Результата будет точно таким же. Таким образом, мы узнаем количество проволоки необходимой для выполнения предстоящей операции.
Если сварка будет выполняться в нижнем положении, что полученное значение оставляется таким как есть. Однако если вы будете использовать другое положение, то полученное количество проволоки в килограммах, нужно умножить на коэффициент положения, значения для которого были описаны выше.
Проведение расчета расхода сварочной проволоки на метр шва (формула, примеры, таблицы)
Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.
При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Расход проволоки
Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.
И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.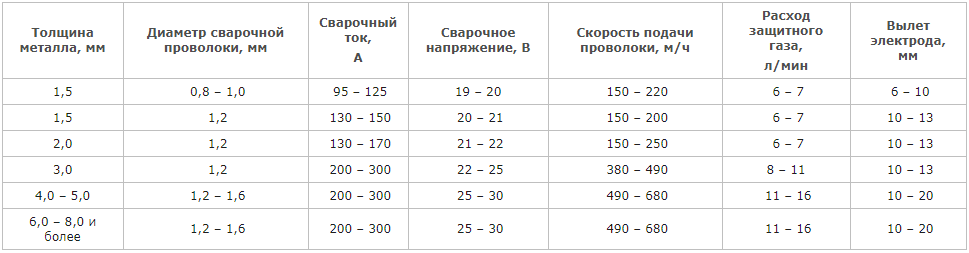
Как произвести расчет
Существует специальная формула для расчета количества рабочего материала на один метр шва:
Где «N» — это определяемая величина, то есть количество расхода сварных расходников на метр шва. «G» — это масса наплавленного металла на метровом сварном шве.
«К» – показатель перехода от массы продукта наплавки к расходу металла, использованного в работе.
Для вычисления показателя G нужно воспользоваться такой системой:
«F» — это площадь поперечного сечения шва в мм2. «у» — удельный вес материала, из которого произведена проволока.
Величина «у» особенно важна.
Сегодня много производителей сварочной проволоки. У каждого своя специфика и технология производства. Поэтому сварная проволока отличается своими свойствами. В зависимости от металла, из которого она изготовлена, проволока имеет определенную толщину.
Величина «L» подразумевает цифру 1, расчет происходит на один метр. Соответственно от количества метража, который нужно определить меняется “L”.
Соответственно от количества метража, который нужно определить меняется “L”.
Этот способ подходит для расчета расхода проволоки при сварке в нижнем положении. При остальных видах работ показатель «N» необходимо умножить на величину «К».
Для правильного определения формулы, нужно зать, что существуют определенные положения сварки. Для каждого из них величина “K” своя:
- при нижнем — 1
- при полувертикальном — 1.05
- при вертикальном — 1.1
- при потолочном — 1.2
При сварке полуавтоматом в расчет нужно брать специфику эксплуатации аппарата для сварки, защитный газ, толщину сечения сварочной проволоки, характеристики деталей.
Уважаемые читатели, в своих расчетах расхода будьте грамотны и внимательно применяйте данные рекомендации, учитывать все нюансы и сопутствующие факторы. Тогда Вы сможете безошибочно и с легкостью получить искомые величины и цифры.
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Подведем итог
Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!
Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Сварочная проволока: расход, заправка, подача
Проволока ESAB OK AristoRod 12. 50. Фото 220Вольт
50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Нормы расхода проволоки
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Таблица расхода материалов на метр шва при сварке полуавтоматом
Варианты разделки кромок
При разработке технологического процесса сварки даются рекомендации по разделке кромок и зазорам в сварном соединении. Они основываются на базе конструкторской документации, где определены размеры заготовок и тип сварного соединения (нахлесточное, стыковое, угловое и так далее).
Далее в государственных, отраслевых стандартах и технических условиях на сварные соединения находятся требуемые размеры сварного шва. Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Такие расчеты особенно востребованы в строительной отрасли, где сварочные работы выполняются в большом количестве и требуется хорошо ориентироваться в разнообразном количестве и номенклатуре расходных материалов. В документе ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» в разделе «Сварочные работы» даются нормы расхода сварочных материалов. Эти нормы в зависимости от видов работ представлены в таблицах по типам соединений.
Эти нормы в зависимости от видов работ представлены в таблицах по типам соединений.
Пример одной из таблиц для механизированной стыковой сварки в углекислом газе для одностороннего стыкового соединения без скоса кромок:
Таблица. Нормы на 1 метр шва.
Здесь следует учитывать, что нормы расхода даются для шва, расположенного в нижнем положении. При других положения, согласно документу ВСН 416-81, применяется коррекция в виде следующих коэффициентов:
- вертикальное положение – 1,12;
- горизонтальное положение – 1,13;
- потолочное – 1,26.
Нормы расхода газа рассчитываются в таблице при его подаче с удельным расходом 6 л/мин. Если подачу увеличивают, то соответственно вводятся корректирующие коэффициенты:
- для 8 л/мин – 1,3;
- для 10 л/мин – 1,6;
- для 12 л/мин -2,0.
Расход углекислоты на 1 кг материала
Сварка нержавейки полуавтоматом в закрытом помещении
Расход углекислого газа не должен быть меньше определенного уровня, после которого начнет понижаться качество сварного шва. Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Учитывается также фактор места, где производится сварка. При сварке на открытом воздухе газ быстрее улетучивается и расход следует увеличивать. Особенно сильно это сказывается при сильном движении воздушных масс (ветер).
Необходимо следить за чистотой газа. На расход газа оказывает влияние качество газовой смеси.
Сильно влияет на расход газа квалификация сварщика.
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.

Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.
Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Расчет норм расхода сварочной проволоки
Во время сварочного процесса используются различные присадочные и дополнительные материалы, которые со временем заканчиваются. Расчет норм расхода сварочной проволоки во время соединения и ремонта металлических поверхностей очень важно знать по нескольким причинам. С одной стороны, это нужно для определения необходимого количества металла для заданной процедуры, с другой – помогает рассчитать себестоимость ремонта в конкретном случае и использовать эти данные для сравнения с другими способами.
Стоит отметить, что различные виды сварочной проволоки имеют различный коэффициент наплавки. С учетом того, что такие материалы часто применяются для автоматов и полуавтоматов, а также при ручной обработке желательно не прерывать шов, то лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чтобы все проходило беспрерывно.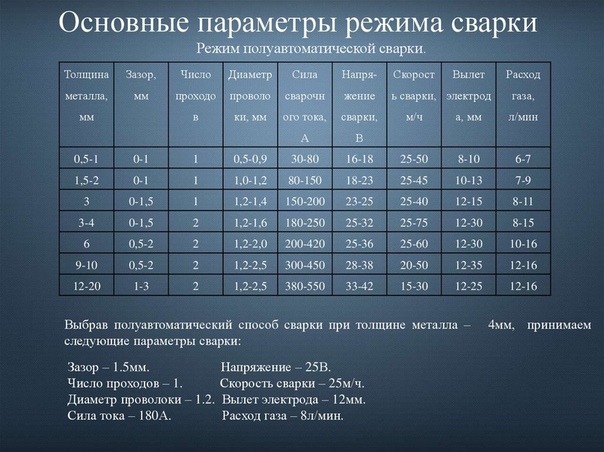 Норма расхода является понятием, которое показывает количество материалов, что требуются для создания сварочного шва на определенном участке. Сюда входят отходы, потери и прочие величины, которые не остаются непосредственно на соединении. Иными словами, здесь включены все этапы изготовления, включая подготовительные, чтобы технологический процесс прошел максимально качественно. Если проходит правка конструкции, то эти данные также учитываются для конкретного случая.
Норма расхода является понятием, которое показывает количество материалов, что требуются для создания сварочного шва на определенном участке. Сюда входят отходы, потери и прочие величины, которые не остаются непосредственно на соединении. Иными словами, здесь включены все этапы изготовления, включая подготовительные, чтобы технологический процесс прошел максимально качественно. Если проходит правка конструкции, то эти данные также учитываются для конкретного случая.
Виды сварочной проволоки
Для каждого типа сварки, будь то аргонодуговая сварка или обыкновенная газовая, существуют свои нормы расхода, определенные многими годами использования приведенной технологии. Ведь у каждого из способов имеются свои особенности, касающиеся потерь, не говоря уже о нюансах используемого сплава и его физико-химических свойств. При соединении листов наиболее полезной будет информация, какой будет расход сварочной проволоки на 1 метр шва. Этот расчет можно считать эталонным, на который уже можно опираться.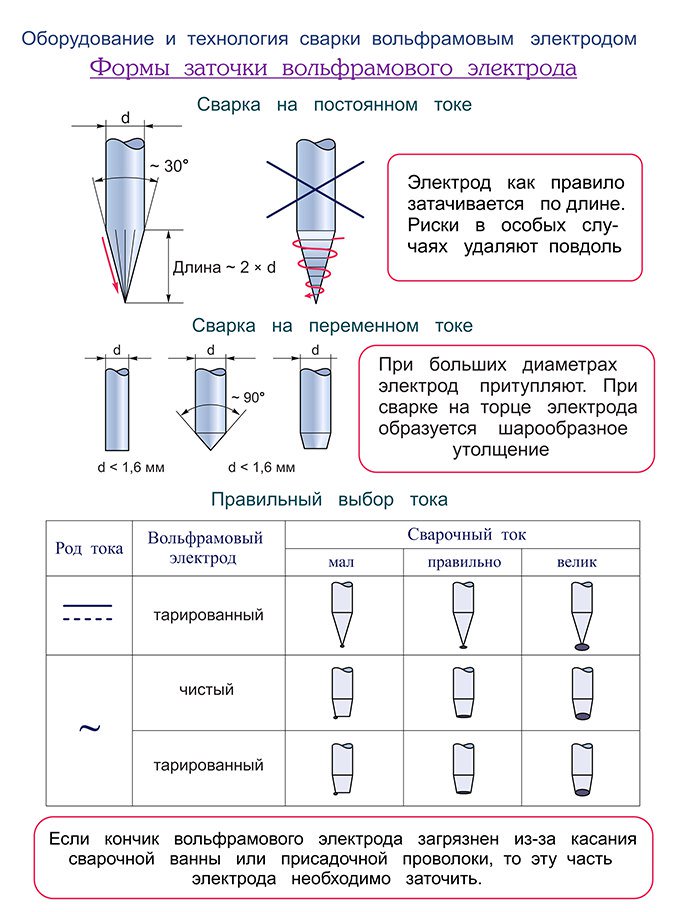 При других разновидностях могут быть иные значения, но они все же будут приближены к этому. Простым примером будет сравнение соединения листов, где нужно минимум дополнительных процедур, и сложных металлоконструкций, где необходимы прихватки, временные швы и прочее. Расчеты проводятся согласно ГОСТ 14771-76
При других разновидностях могут быть иные значения, но они все же будут приближены к этому. Простым примером будет сравнение соединения листов, где нужно минимум дополнительных процедур, и сложных металлоконструкций, где необходимы прихватки, временные швы и прочее. Расчеты проводятся согласно ГОСТ 14771-76
Особенности расчета
Существует формула, которая позволяет осуществить расчет сварочной проволоки на 1 метр шва. Она выглядит так:
В данном случае N означает искомый параметр, а именно, норму расхода, которая будет востребованная для создания шва длиною в 1 метр. Параметр G в формуле показывает вес металла на уже готовом соединении длиною в 1 метр. К – это коэффициент перехода, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Длина в 1 метр взята для удобства расчетов и последующего использования.
Чтобы выяснить G (вес наплавленного материала на отведенном участке), требуется следующая формула:
Здесь F показывает площадь поперечного сечения шва в квадратных миллиметрах. Следующее значение «у», обозначает удельную массу металла или его сплава в используемой проволоке, отсюда и возникает большая разница значений для каждой отдельной марки. L – берется за 1, так как показывает количество метров созданного шва. Соответственно, благодаря изменению L можно рассчитать параметр и для других значений длины.
Данные формулы предназначены для вычисления нижнего положения сваривания. Для других требуется итоговый параметр умножать еще на коэффициент поправки К. Соответственно, конечная формула будет N*К.
- Для нижнего положения коэффициент = 1;
- Для полувертикального положения коэффициент = 1,05;
- Для вертикального положения коэффициент = 1,1;
- Для потолочного положения коэффициент = 1,2.
При полуавтоматической сварке учитываются такие факторы как:
- Наличие и тип защитного газа;
- Характеристики оборудования для сварки;
- Диаметр присадочного материала;
- Характеристики основного металла.
Благодаря таким простым расчета можно легко определить нормы расхода проволоки при сварке под флюсом и другими методами. Некоторые данные, такие как вес 1 метр сварочной проволоки, можно узнать самостоятельно, другие же приходится узнавать из справочников и прочих мест.
Пример расчета
Для более понятной схемы стоит привести пример, какой будет расход проволоки при сварке полуавтоматом. В примере будет использоваться обыкновенная сталь. Для этого начнем определять весь наплавленного металла по формуле G = F*y*L
G=0,0000055 (м2) * 7850 (кг) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
С учетом того, что сваривание проводилось в нижнем положении, то коэффициент поправки равен единице и итоговое значение остается таким же.
Устройство для измерения расхода сварочной проволоки
Изобретение относится к электросварочному производству и контрольно-измерительной технике и может быть использовано для измерения.расхода и-кон- .трольно-измерительной технике и может быть использовано для измерения расхода сварочной проволоки в производстве сварных металлоконструкций. Цель изобретения — упрощение конструкции, улучшение условий эксплуатации за счет достижения мобильности посредством осуществления перемещения устройства с одного объекта на другой, обеспечения возможности измерения расхода сварочной проволоки. Для этого устройство для измерения расхода сварочной проволоки содержит блок обработки информации, в качестве которого используется бытовой микрокалькулятор, либо другой элемент вычислительной техники , способный производить суммирование постоянной величины, и корпус 2, на осносл С
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51)5 В 23 К 9/12
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
А-А л
° е l
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4749126/08 (22) 16.10.89 (46) 30.03.92; Бюл. %12 (71) Производственное объединение «Калугапутьмаш» (72) А.Е.Раковский (53) 621,791.75,039 (088.8) (56) Авторское свидетельство. СССР
М 1401255, кл. G 01 В 7/04, 1988, Авторское свидетельство СССР
f4 1446454, кл. G 01 В 7/04.
Авторское свидетельство СССР
М 1655689. (54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАСХОДА СВАРОЧНОЙ ПРОВОЛОКИ (57) Изобретение относится к.электросварочному производству и контрольно-измерительной технике и может быть. Ж 1722730 A1 использовано для измерения расхода и контрольно-измерительной технике и может быть использовано для измерения расхода сварочной проволоки в производстве сварныхх металлоконструкций. Цель изобретения — упрощение конструкции, улучшение условий эксплуатации за счет достижения мобильности посредством осуществления перемещения устройства с одного объекта на другой, обеспечения воэможности измерения расхода сварочйой проволоки.. Для этого .устройство для измерения расхода сварочной проволоки содержит блок обработки информации, в качестве которого исполызуется бытовой микрокалькулятор. либо другой элемент вычислительной техники, способный производить суммирование постоянной величины, и корпус 2, на оснб1722730 вании которого закреплен кронштейн 3 с втулкой 4. Во втулку вставлен вал 5 с роликами 6 и 7, Ролик 6 соединен с подающим роли.:ом 8 винтам 9, на ролике 7 установлен постоянный магнит 10. Магнит 11 установлен на пластине 12, под которой находится считывающее устройство 13. При включении сварочного тока начинают вращаться подающие ролики 8 сварочного полуавтомата, через которые проходит сварочная проволока. Ролик 8 передает вращение через ролик 6 и вал 5 на ролик 7. Установленный
Изобретение от асится к электросварочному производстьу и контрольно-измерительной технике, в частности, к изМерению длины и массы сварочной проволоки, прошедшей через подающие ролики сварочного автомата или полуавтомата при проведении сварочных работ.
Известны различные устройства для измерения длины протяженных материалов и длинномерных изделий. В них происходит считывание показателей с вращающихся при прохождении измеряемого материала роликов или барабанов, обработка полученной информации и выдача результатов измерения на счетчик или индикатор.
Недостатками иззестных устройств является сложность конструкции и эксплуатации, кроме того, их применение возможно только для стационарного измерения конкретного материала или изделия в определенном технологическом процессе на специально изготовленном оборудовании.
Известно устройство для. измерения расхода сварочной проволоки, содержащее корпус, приводной вал, подающий ролик, установленный на приводном валу, прижимной ролик, передающий ролик, закрепленный на приводном валу, механизм измерения числа оборотов передающего ролика и блок обработки информации.
Недостатком такого устройства является сложность в изготовлении и эксплуатации, вследствие чего оно не может быть применено для измерения расхода сварочной проволоки (длинЫ или массы) при выполнении конкретной технологической операции. Отсутствует возможность мобильности, т.е. перемещении с одного сварочного полуавтомата на другой непосредственно на производственном участке. Наличие бал шаго количества соединенных электронных узлов указывает на более низкую надежность па сравнению с.5
Q0
40 на передающем ролике постоянный магнит
10 при вращении ролика периодически проходит над магнитом 11, отклоняя его действием двух встречных магнитных полей. При этом пружина 12 деформируется и включает считывающее устройство 13, Использование устройства для измерения расхода сварочной проволоки позволяет определить оптимальный расход сварочной проволоки на одно изделие и установить наименее металлоемкий режим сварки. 2 ил. простыми устройствами, выполняющими знало ичные функции.
Цель изобретения — упрощение конструкции, улучшение условий эксплуатации за. счет дости>кения мобильности посредством осуществления перемещения устройства с одного обьекта на другой, обеспечения возможности измерения расхода сварочной проволоки, Поставленная цель достигается тем, что в устройстве для измерения расхода сварочной проволоки, проходящей через подающий ролик сварочного полуавтомата, блок обработки информации выполнен в виде микрокалькулятора со считывающим weментом, а механизм измерения числа оборотов передающего ролика выполнен в виде упругой пластины, установленной на корпусе устройства с возможностью взаимодействия со считывающим элементом микрокалькулятора и, по крайней мере, двух постоянных магнитов, один из которых установлен на образующей поверхности передающего ролика, а другой закреплен на упругой пластине, На фиг.1 показано устройство для измерения расхода сварочной проволоки, общий вид; на фиг.2 — то >ке вид сбоку, Устройства для измерения расхода сварочной проволоки содержит блок обработки информации 1, в качестве которого используется бытовой микрокалькулятор, либо другой элемент вычислительной техники, способный производить суммирование постоянной величины в корпус 2, на основании которого закреплен кронштейн 3 с втулкой
4, Во втулку вставлен вал 5, на концах которого закреплены приемный 6 и передающий
7 ролики. Приемный ролик 6 соединен с подающим роликом 8 сварочного йолуавтомата посредством винта 9. В пазу передающего ролика i, выполненного из немагнитного материала, закреплен постояннь. и магнит 10, Второй постоянный маг1 j22730
20 нит 11 укреплен на пружинящей пластине
12, под которой находится считывающее устройство 13, являющееся клавишей суммирования микрокалькулятора 1.
Устройство для измерения расхода сварочной проволоки работает следующим.образом.
При включении сварочного тока начинают вращаться подающие ролики 8 сварочного полуавтомата, через которые проходит сварочная проволока. Для исключения проскальзывания сварочной проволоки подающие ролики поджимаются друг к другу, Вращение подающих роликов 8 посредством винта 9 через приемный ролик 6 и вал 5 передается на передающий ролик 7, Уста. новленный на передающем ролике 7 постоянный магнит 10 при вращении на ролике периодически проходит над установленным на пружинящей пластине 12 вторым постоянным магнитом 11. Под действием магнитных сил двух встречных магнитных полей пружина 12 деформируется и включает считывающее устройство 13, т.е. нажимает на клавишу суммирования микрокалькулятора
1. При дальнейшем вращении цикл повторяется. Таким образом, один оборот ролика соответствует одному нажатию на клавишу микрокалькулятора.
Мягкость усилия нажатия контакта на клавишу регулируется величиной зазора а между вращающимися и неподвижными магнитами.
Считывающее устройство реализует функцию
1= гб.п, где I — длина проволоки;
d — диаметр подающего ролика сварочного полуавтомата;
n — количество оборотов, В случае, если необходимо определить не длину, а массу израсходованной проволоки, считывающее устройство реализует функцию
К (Я ,g. где G — масса проволоки; ! — длина проволоки;
g — удельный вес применяемого материала;
d > — диаметр сварочной проволоки.
Перед проведением сварочных работ на микрокалькуляторе набирается программа
«6», «+», «6». Число воздействий на клавишу
13 — (n > О) — это количества оборотов подающего ролика сварочного полуавтомата, Использование устройства для измерения расхода сварочной проволоки позволяет определить оптимальный расход сварочной проволоки на одной изделие и устанавливать наименее металлоемкий режим сварки, т.е. при различных режимах сварки и при применении различных сварочных.материалов меняется коэффициент разбрызгивания металла. Вследствие небольших размеров и массы устройства для измерения расхода сварочной проволоки его можно свободно переставлять с одного сварочного полуавтомата на другой, производя необходимые для корректировки технологических процессов замеры практически в любых производственных условиях. Мягкость воздействия магнитных сил на клавишу суммирования гарантирует надежность и долговечность работы блока обработки информации.
Формула изобретения
Устоойство для измерения расхода сварочной проволоки, содержащее корпус, приводной вал, подающий ролик, установленный на приводном валу, прижимной ролик, передающий ролик, закрепленный на приводном валу, механизм измерения числа оборотов передающего ролика и блок обработки информации, о т л и ч а ю щ е е с я тем, что, с целью упрощения конструкции, улучшения условий эксплуатации путем достижения мобильности посредством осуществления перемещения устройства с одного объекта на другой, обеспечения возможности измерения расхода сварочной проволоки, блок обработки информации выполнен в виде микрокалькулятора со считывающим элементом, а механизм измерения числа оборотов передающего ролика выполнен в виде упругой пластины, установленной на корпусе устройства с возможностью со считывающим элементом микрокалькулятора и, по крайней мере двух постоянных магнитов, один из которых установлен на образующей поверхности передающего ролика, а другой закреплен на упругой пластине.
Составитель Л.Назарова
Ф
Редактор M.Êîáûëÿíñêàÿ Техред M.Ìîðãåíòàë Корректор Т;Малец
Заказ 1023 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
I 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат «Патент», г. Ужгород, ул.Гагарина, 101
Как определить расход сварочной смеси? Важно ли это?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам. В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве. И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Многие производители указывают эти значения в паспортных данных на конкретный защитный газ, что значительно упрощает расчет.
Например, среднее потребление аргоновой смеси, применяемой при сварке методом TIG с током 100 А, будет равняться 6 л/мин. При увеличении силы тока до 300 А, расход увеличится до 10 л/мин.
Таблица влияния силы тока, напряжения дуги, скорости сварки на размер и форму шва
Такая же тенденция наблюдается и при методе MIG – увеличение диаметра проволоки с 1 мм до 1,6 мм приводит к увеличению потребления газа с 9 л/мин до 18 л/мин.
Диаметр проволоки также имеет важное значение
Большое влияние оказывают условия, в которых происходят сварочные работы. На открытом пространстве, или при наличии сквозняков, расход будет увеличиваться, поскольку для создания оптимальной защиты металла от влияния посторонних факторов потребуется больше защитного газа. В этом случае заправка баллонов будет осуществляться чаще, чем при работе в закрытом помещении. Кстати, обо всех нюансах наполнения газовых баллонов читайте в статье: заправка газовой смесью: как это делается.
Расчет расхода сварочной смеси
Существует формула, которая позволяет выяснить приблизительный расход сварочной смеси в процессе сварки:
Р = Ру х Т
где, Ру – удельный расход газа, заявленный производителем,
Т – основное время, потраченное на сваривание одного прохода.
Удельное потребление защитного газа в зависимости от диаметра проволоки при средних значениях силы тока можно посмотреть ниже:
- 1,0 мм – 9 л/мин;
- 1,2 мм – 12 л/мин;
- 1,4 мм – 15 л/мин;
- 1,6 мм – 18 л/мин;
- 2,0 мм – 20 л/мин.
Таблица 1 по зависимости параметров
Таблица 2 по зависимости параметров
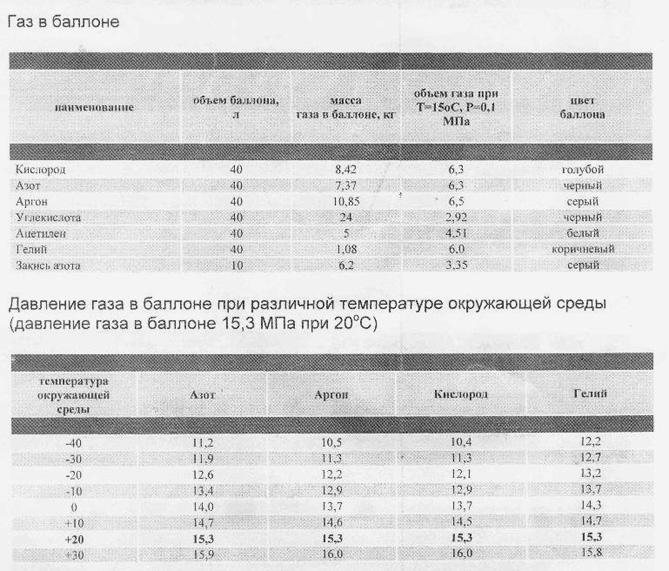
Исходя из того, что в стандартном 40-литровом баллоне находится 6 м³ или 6000 литров сварочной смеси, можно легко вычислить, на сколько хватит одного резервуара при непрерывном процессе сварки.
Например, при использовании проволоки диаметром 1 мм и соединения аргона с углекислым газом, баллон объемом 40 л полностью опорожнится через 10-11 часов непрерывного процесса.
Естественно, такие расчеты являются достаточно грубыми, так как в них не учитывается потребление газа на подготовительные и финишные операции при одном проходе. Однако, они позволяют увидеть приблизительную картину. При использовании расходомеров и сверке показаний данные вычисления будут более точными и объективными.
Как можно сократить расход
Основным показателем в процессе сварки является качество и надежность шва. С данной целью, собственно, и применяется защитный газ. Поэтому не имеет особого смысла искусственно занижать расход сварочных смесей, так как это может привести к образованию пор и других побочных эффектов.
Дефектный шов, использовалась некачественная сварочная смесь
Также немаловажную роль играют качественные показатели самого газа. Например, при использовании многокомпонентного состава «Микспро 3212», потребление сокращается минимум в два раза, по сравнению с применением бинарных защитных газов на основе аргона и углекислоты. Кроме того, в случае с «Микспро», качество шва будет на порядок выше.
Кстати, больше информации о сварочных смесях Вы найдете в этом разделе блога.
Почему важно работать с проверенными поставщиками
Использование ненадежных компаний в качестве поставщиков не дает гарантию получения продукции, отвечающей всем нормам и требованиям, которые предъявляются к защитным газам. Поэтому очень важно сотрудничать с проверенными организациями, зарекомендовавшими себя только с лучшей стороны.
Заправляйте баллоны сварочной смесью в компании “Промтехгаз”, и вы получите газ наивысшего качества от лучших поставщиков на российском рынке.
Проволока Расход — Энциклопедия по машиностроению XXL
Средние значения необходимой толщины слоя флюса над сварочной ванной и вылета электрода из токоподводящих губок сварочной головки приблизительно равны десяти диаметрам электродной проволоки. Расход флюса примерно равен расходу электродной проволоки. [c.185]Марка порошковой проволоки. Расход t )люса 1,5 кг на 1 м. [c.336]
Соединение Толщина металла, мм Сила сварочного тока, А Скорость сварки, м/ч Присадочная проволока Расход аргона, л/мин [c.262]
При волочении проволоки расходуется мыльного порошка (кг/т) в одинарных волоках 0,30—0,35, при гидродинамической подаче 0,34—0,60 [207], при нанесении защитных покрытий извести 0,6—1,0, медного купороса 1,3—4,5, буры 1,3—4,5 на поточных линиях фосфатирования фосфорной кислоты 4, цинка 0,8 [339]. [c.294]
Основными параметрами режима сварки в углекислом газе является род тока (переменный или постоянный), полярность и величина тока, напряжение дуги, диаметр и скорость подачи проволоки, расход газа, вылет электрода, скорость сварки. [c.396]
Режимы сварки. К параметрам режима сварки относятся мощность пламени, диаметр присадочного прутка (проволоки), расход присадочного металла, состав пламени. [c.62]
В процессе сварки контролируют качество заварки и зачистки корневого шва температуру сопутствующего подогрева (если он предусматривается технологическим процессом) технологичность применяемых сварочных материалов путем наблюдения за внешним видом плавления и формообразования валиков при сварке соблюдение заданных режимов сварки, т. е. проверяют вид и полярность тока, диаметр электродов или сварочной проволоки, силу тока или длину дуги, скорость сварки и подачи проволоки, расход н давление газа, характер пламени выполнение требований технологического процесса по заполнению разделки свариваемых соединений. [c.156]
Наименование деталей и поверхностей Металл (наиболее Твердость Сварочная проволока Расход углекислого газа на одну деталь (ориентировочно), 7 [c.118]
Основными параметрами режима сварки в среде углекислого газа являются род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи электродной проволоки, расход углекислого газа, вылет и наклон электрода. Сварка в среде углекислого газа производится постоянным током обратной полярности, так как переменный и [c.373]
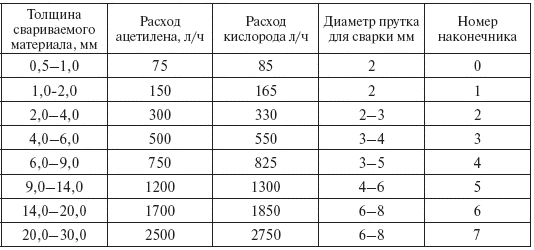
Расход газов и присадочной проволоки. Расход газов при сварке определяют по мощности наконечника горелки и времени сварки. Для подсчета расхода ацетилена на 1 м шва нужно разделить величину мощности наконечника на 60 и полученный результат умножить на основное время сварки в минутах и на коэффициент 1,05, учитывающий дополнительный расход ацетилена на зажигание и регулирование пламени горелки, прихватки и пр. Расходы кислорода и ацетилена на резку 1 м стали различных толщин были приведены в гл. VII и VI I. [c.260]
Расход проволоки. Расход проволоки, необходимой для проведения соответствующих сварочных работ, можно подсчитать, зная количество наплавленного металла и потери на угар и разбрызгивание. Потери электродного металла при сварке под флюсом составляют примерно 3—4%, Потери на огарки отсутствуют, как и вообще при автоматической сварке. [c.99]
Основными статьями расхода при электрошлаковой сварке являются расход тепла на плавление электродной проволоки, расход тепла на плавление основного металла расход тепла на плавление флюса теплопотери (отвод тепла в ползуны, теплоотвод в массу металла, излучение зеркалом шлаковой ванны). Естественно, что с изменением режима сварки и толщины металла распределение тепла может несколько отличаться от показанного на фиг. 22. [c.34]
Наполнители уменьшают расход каучука, улучшают эксплуатационные свойства деталей. Наполнители подразделяют на порошкообразные и тканевые. В качестве порошкообразных наполнителей применяют сажу, тальк, мел и др. К тканевым наполнителям относят хлопчатобумажные, шелковые и другие ткани. В некоторых случаях для повышения прочности деталей их армируют стальной проволокой или сеткой, стеклянной или капроновой тканью. Количество наполнителя зависит от вида выпускаемых деталей. [c.436]
На практике обычно приходится рассчитывать режим автоматической сварки по шву, указанному на чертеже той или иной конструкции. Изменение размеров швов сварных конструкций нежелательно, так как их уменьшение снижает прочность конструкции, а увеличение вызывает дополнительный расход флюса, проволоки, электроэнергии, повышается основное время на изготовление изделия. [c.44]
Толщина металла, мм Сила тока А Диаметр электрода мм Диаметр присадочной проволоки, мм Расход Аг л/мик [c.103]
На рис, 48 дана характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки сварочного тока /св, напряжения дуги скорости подачи присадочной проволоки скорости сварки расхода аргона Q r и дополнительного параметра — напряжения осциллятора С/дси, в течение цикла сварки Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3)-10 Па, средний расход газа [c.82]
Основные параметры режима и техника сварки. К основным параметрам режима сварки плавящимся электродом относятся сила тока, полярность, напряжение дуги, диаметр и скорость подачи электродной проволоки, состав и расход защитного газа, вылет электрода, скорость сварки. Сварку плавящимся электродом обычно выполняют на обратной полярности. При прямой полярности скорость расплавления в 1,4—1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием. Сварочный ток, от которого зависят размеры шва и производительность сварки, зависит от диаметра и состава проволоки, его устанавливают в соответствии со скоростью подачи проволоки. [c.86]
В практике применяют два способа сварки правый и левый (см. рис. 57). Правым называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина проплавления, замедленное охлаждение металла шва в процессе кристаллизации. Тепло пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90°, а 60—70°, что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20—25% выше, а расход газов на 15—20% [c.100]
Параметрами режима данного способа сварки являются диаметр и марка электродной проволоки мм ток сварки 4 , А скорость сварки Vgg (см/с, м/ч), скорость подачи электродной проволоки v,, см/с вылет электрода / расход защитного газа л/мин. [c.41]
Расход защитного газа и расстояние от сопла до изделия рекомендуется выбирать с помощью табл. 1 14 в зависимости от диаметра проволоки d . [c.48]
Тепловой поток отводится от нагревателя потоком воздуха, движущимся в кольцевом зазоре между трубками. Необходимый расход воздуха обеспечивается вентилятором 14 с регулируемой частотой вращения ротора.. Часть поверхности теплообмена нагревателя выполнена шероховатой, что позволяет изучать влияние искусственной шероховатости на. теплоотдачу. Шероховатость создана мягкой проволокой, навитой на трубку 5. Основные размеры кольцевого канала [c.172]
Диаметр электродной проволоки Вылет электрода Внутренний диаметр спнралн для подвода проволоки Расход углекислого газа, л/мин [c.137]
Для стабилизации параметров режима помимо информации о пространственном положении горелки необходима информация о текущих значениях параметров и состоянии сварочного оборудования. Для дуговой роботизированной сварки плавящимся электродом в общем случае необходимо измерять следующие величины мгновенное и действующее значения силы сварочного тока и напряжения на дуге скорость сварки энергию, приходящуюся на единицу длины шва скорость подачи и вылет электродной проволоки количество израсходованной и оставшейся проволоки расход, давление и состав защитного газа или смеси газов температуру, расход и давление охлаждающей жидкости износ наконечника забрызгивание сопла. Косвенный контроль двух последних величин может быть осуществлен путем измерения времени сварки, отсчитываемого после очередной замены наконечника и сопла, и сопоставления этого времени с ресурсом работы указанных деталей. [c.141]
Повышение производительности и эффективности процесса напыления покрытий. Исследования, проведенные М. Е. Морозовым [84, 85, 86], показали, что при газопламенном напылении материала в виде проволоки существенное увеличение производительности процесса возможно только за счет повышения эффективной мощности пламени и более концентрированного выделения теплоты в рабочей зоне распылительной головки. Это достигается увеличением применяемого диаметра проволоки и применением головок с обжимным соплом, дающим возможность увеличить длину зон воздействия газовых потоков на проволоку. Расход горючего газа следует выбирать по оптилГальному значению для каждого диаметра проволоки согласно зависимости [67]. [c.217]
Установки Производите ль -НОСТ1., г/с Напыляемая проволока Расход газа, л/с [c.244]
Тип установки ef S о 11 0 аг Напыляемая проволока Расход газа, м>/ч Давление, к Па Габаритные размеры (длинах хширина хвысота), мм и п О S [c.135]
При сварке плавящимся электродом в среде аргона одной электродной проволокой расход электроэнерги на 1 кг наплавленного металла в среднем составляет 3 — 3,7 квт-ч, в углекислом газе — 2,5—3,5 квт-ч. [c.181]
Загрязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфралш с 6ojree низкой телтературой плавления) и ухудшает качество пша. Поэтому дугу возбуи дают без прикосновения к основному металлу или присадочной проволоке, используя осциллятор. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки. [c.52]
Сварка 1и[авящимся электродом возмо/Кпа в чистом аргоне, либо в смесн из аргона и гелия (до 70% Ие) па ностоянном токе обратной полярности проволокой диаметром 1,5—2,5 мм (табл. 102). Разделка к[)омок V-образная и Х-образная с углом раскрытия 70—90°, либо рюмкообразная с углом раскрытия 30° притупление 6 мм. Такое раскрытие кромок необходимо для размещения в разделке наконечника горелки (рис. 160, а). Порядок заполнения разделки показан на рпс. 160, б. Угловые швы свариваются проволокой диаметром 1,5—2 мм при силе сварочного тока 200—300 А, иаиряжснни дуги К)—24 В, расходе аргона до 15 л/мин. [c.357]
С точ1 и зрения уменьшения расхода дефицитных и дорогих материалов и повышения производительности сварки важное значение имеет способ сварки титана по узкому зазору — щелевой раздел1 е, выполняемый неплавящимся вольфрамовым или плавящимся электродом. В первом случае листы собирают с зазором а ==6- 12 мм диаметр вольфрамового электрода dw —-3- 4 мм диаметр присадочной проволоки 1,5—2 мм сила сварочного тока 200—300 А расход аргона 9—12 л/мип через горелку и [c.367]
Тол- цнна металла, мм Диаметр электрода, мм Диаметр присадочной проволоки, мм Сила тока А Расход Аг л/мин Тип соединения [c.115]
Газовую сварку выполняют нормальным пламенем с использо—ванием защитного флюса в виде порошка или пасты, наносимого на свариваемые кромки и присадочной проволоки типа АФ-4А (КС1— 50%, L1 1 — 14%, Na l—28 /о. NaF—8%), с подогревом металла при сварке больших толщин. Ориентировочную мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм ч на i мм толщины свариваемого металла. [c.135]
Заварка дефектов производилась в различных пространственных положениях сварочной проволокой марки Св-08Г2С диаметром 1,2 мм сварочным полуавтоматом ПДГ-515У с источником питания ВДУ-506У при следующих изменяющихся параметрах режима сварки сила сварочного тока изменялась в пределах 90… 130 А напряжение дуги — 19…23 В расход углекислого газа — 10 л/мин вылет электрода - [c.304]
Параметрами режтгав сварки под слоем флюса являются диаметр электродной проволоки ток сварки / g, напряжение на дуге, скорость сварки Vj-g, скорость подачи электрода v , расход флюса, вьшет электро- [c.51]
Экспериментальная установка. Интенсивность теплообмена изучается на опытной трубе диаметром 30 мм длиной 230 мм с внутренним нагревателем (рис. 4.8). Опытная труба помещается в сосуд с прозрачными стенками из материала с низкой теплопроводностью, заполненный водой и снабженный двумя холодильниками. Теплота, выделяемая трубой, отводится двумя холодильниками змеевикового типа. Нагреватель в виде спирали имеет равномерно распределенную по длине каркаса обмотку из нихромовой проволоки. Электрическая мощность, потребляемая нагревателем, регулируется автотрансформатором и определяется по силе тока и падению напряжения в нагревателе. Сила тока измеряется двумя амперметрами типа Э390, включаемыми поочередно в зависимости от необходимых пределов измерения. Постоянство температуры воды в сосуде обеспечивается соответствующим расходом охлаждающей воды, кото- [c.151]
Расчет расхода сварочных материалов — Студопедия
Расход сварочных материалов ( электродная проволока, защитный газ) рассчитывается для каждого типоразмера шва. Расчет производится для общей длины шва каждого типоразмера в соответствии с рекомендациями.
1. Норма расхода НЭ (кг) сварочной проволоки на изделие определяется исходя из длины швов lш (м) и удельной нормы расхода электродов Gэ на 1м шва данного типоразмера:
;
В общем, виде удельную норму расхода рассчитывают по формуле:
;
;
где mн— расчетная масса наплавленного металла в кг/м;
kр— коэффициент расхода, учитывающий неизбежные потери электродов и проволоки;
ρ=7,8 г/см3-плотность наплавленного металла;
Fн— площадь поперечного сечения наплавленного металла шва в мм2.
2. Норма расхода защитного газа на изделие НГ л, определяется по формуле:
,
где QГ — удельная норма расхода газа на 1м шва данного типоразмера в л:
,
где qГ — оптимальный расход защитного газа по ротаметру в л/мин;
tо— машинное (основное) время сварки 1м шва в мин.
QДОП — дополнительный расход газа на подготовительно-заключительные операции: подготовку газовых коммуникаций перед началом сварки, настройку режимов сварки:
,
где tП.З– время на подготовительно – заключительные операции, мин.
Основное время при сварке плавящимся электродом можно определить по формуле:
где αн — коэффициент наплавки в г/А·ч;
Iсв— сила сварочного тока, А.
Шов №1:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т1-∆5; тавровый, односторонний, без скоса кромок
1. Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода проволоки:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода проволоки:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Шов №2:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т7, тавровый, односторонний, со скосом одной кромки, с подварочным швом;
1. Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода проволоки:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода проволоки:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Шов №3:
Способ сварки: полуавтоматическая сварка в защитных газах.
Тип шва: Т6, тавровый, односторонний, со скосом одной кромки.
1. Определяем длину шва:
2. Определяем расчетную массу наплавленного металла:
3. Удельная норма расхода:
где kр=1,05 – коэффициент потерь для плавящегося электрода в среде CO2
4. Норма расхода:
5. Основное время сварки:
Коэффициент наплавки: αн=18,6 г/А·ч;
6. Удельная норма расхода газа:
Основной расход защитного газа на 1 метр шва: qГ =16 л/м;
7. Норма расхода защитного газа на сварку данного шва:
Дополнительный расход защитного газа: Qдоп = 0,5 л;
Сварочная промышленность. Потенциал энергосбережения (Технический отчет)
Смартт, Х. Б., Худ, Д. В., и Дженсен, В. П. Сварочная промышленность. Потенциал энергосбережения . США: Н. П., 1980.
Интернет. DOI: 10,2172 / 5486560.
Смартт, Х. Б., Худ, Д. У., и Дженсен, У. П. Сварочная промышленность. Потенциал энергосбережения . Соединенные Штаты. https://doi.org/10.2172/5486560
Smartt, H. B., Hood, D. W., and Jensen, W. P. Tue.
«Сварочная промышленность. Возможности энергосбережения». Соединенные Штаты. https://doi.org/10.2172/5486560. https://www.osti.gov/servlets/purl/5486560.
@article {osti_5486560,
title = {Сварочная промышленность.Потенциал энергосбережения},
автор = {Smartt, H. B. and Hood, D. W. and Jensen, W. P.},
abstractNote = {Представлена оценка годового потребления первичной энергии сварочными процессами в США от 3,2 до 8,8 x 10 / sup 16 / Дж (от 3,0 до 8,4 x 10 / sup 13 / британских тепловых единиц), а также обсуждаются возможности энергосбережения. . Оценка ограничена первичной энергией, необходимой для фактического слияния. Косвенное потребление энергии - например, для подготовки стыка, предварительного нагрева, термообработки после сварки, удаления дыма или других операций, требуемых при сварке, - обсуждалось, но не включалось в общую сумму.Теплосодержание топлива, используемого на большинстве электростанций США, называется первичной энергией, и в данной работе оценивается количество первичной энергии, необходимой для сварки. Сварочные процессы подразделяются на следующие категории: те, для которых потребление энергии может быть связано с использованием расходных материалов, те, для которых оно может быть связано с количеством произведенного продукта, те, для которых оно может быть связано с количеством сварочных аппаратов, и те, по которым доступны только ограниченные данные. Разработаны методики оценки энергопотребления по первым трем категориям.Основными потребителями сварочной энергии являются кислородно-газовая сварка, дуговая сварка и контактная сварка. Важно отметить, что на дуговую сварку приходится более 90% расхода электродов и присадочной проволоки, а на газокислородную сварку приходится около 47% потребления энергии. Дуговая сварка потребляет около 39%, а контактная сварка - менее 15% от общей энергии сварки.},
doi = {10.2172 / 5486560},
url = {https://www.osti.gov/biblio/5486560},
журнал = {},
номер =,
объем =,
place = {United States},
год = {1980},
месяц = {4}
}
Как рассчитать скорость подачи проволоки и расход газа при сварке MIG
Межгазовая сварка металла — самый распространенный и самый простой вид сварки; Если вы спросите новичка или художника, который хочет создать какие-то металлы, они обратятся к сварке MIG.Если вы профессиональный сварщик, то, должно быть, слышали о сварке MIG, но теперь, когда есть прогресс в технологиях, у нас есть оборудование для простой сварки MIG; До появления оборудования сварка MIG была непростой задачей.
Эта статья поможет вам найти ответы на вопросы о сварке MIG.
- Как рассчитать скорость подачи проволоки ?
- Как рассчитать расход газа ?
Прежде чем мы перейдем к ответам на эти очень распространенные вопросы, лучше пересмотреть свои знания о сварке MIG, потому что многие читатели, которые плохо знакомы с миром сварки, могут не очень много знать о сварке MIG.
Что такое сварка MIG?
Сварка МИГ — это тип сварки, при котором для сварки металлов используются инертный газ и электричество. В отличие от других сварочных процессов, в MIG сварщики должны создавать электронную дугу между металлом и электродом; это возможно только с помощью электричества высокого напряжения.
Эта электрическая дуга является резаком; в основном, это расплавит провод, и вы можете легко подключить провод, где захотите. В сварке MIG три составляющие играют решающую роль на протяжении всего процесса сварки.
Первый — сопло горелки MIG; сопло будет непрерывно заполнять электродную проволоку для поддержания баланса. Скорость подачи проволоки определяет работу и производительность сварочного аппарата.
Когда нам нужна сварка MIG?
Сварка MIG — это работа меньшего масштаба, поэтому она может быть любимым процессом сварки для художников, людей, которые хотят делать дома своими руками или что-то исправить в одиночку. Многие владельцы небольших магазинов также предпочитают сварку MIG для работы с небольшими объемами и обычной сваркой металла.
Как рассчитать скорость подачи проволоки при сварке MIGВот несколько простых шагов для расчета подходящей скорости подачи проволоки для идеальной сварки MIG и безупречных результатов.
1. Проверьте размер металлических листов или проводов.
Что бы вы ни выбрали для сварки, убедитесь, что вы знаете ширину и толщину этих металлов. Без понимания и знания толщины исследуемого материала невозможно понять необходимость и подходящую настройку сварочного оборудования.
При наличии штангенциркуля можно использовать штангенциркуль; Вы можете купить его в Интернете или зайти в ближайший универмаг. Наряду с штангенциркулем вам также понадобится линейка для измерения длины и соотношения толщины металлов.
2. Преобразовать показания в десятичные числа
Для этого нужно числитель разделить со знаменателем; если штангенциркуль говорит, что толщина металла составляет 1/7 дюйма, введите 1/7, и вы получите ответ в десятичной форме 0,14 дюйма.
3. Преобразование измерения в амперах
В процессе сварки MIG требуется ток в один ампер на одну сотую дюйма. Проще говоря, для 0,01 дюйма в сварочном аппарате нужен ток в один ампер. В противном случае сварка и подача проволоки будут неточными. Предположим, что провод имеет толщину 0,14 дюйма и требует силы тока 140 ампер.
4. Проверьте диаметр подачи проволоки.
Причина проверки — определить скорость прожига проволоки; некоторые компании уже упоминали скорость сжигания проводов, и в этом случае вы можете пропустить этот шаг.Однако я рекомендую вам проверить это для уверенности.
5. Умножьте скорость горения на требуемую силу тока
Если, например, провод показывает скорость горения два дюйма, это означает, что вы умножите предполагаемое значение, скажем, 140 ампер на две скорости горения, так что что она станет 280 дюймов в минуту.
Это ответ на проблему; нам нужна подача проволоки со скоростью 280 дюймов в минуту, если толщина металла составляет 1/7 дюйма.
Как рассчитать расход газа при сварке MIG Для расчета расхода газа нам понадобится простая формула; Любой желающий может узнать расход газа по этой простой формуле.В этом разделе предполагается, что у нас есть газ аргон для процесса сварки MIG, поэтому все наши расчеты будут производиться с использованием газа аргона. Единицей измерения расхода / стоимости газа является кубический фут на фунт в час.
1. Измерьте длину металла
Первое, что нужно измерить, это металл; вы можете использовать простую линейку, чтобы измерить его. Если вы измеряли в дюймах, измените размер на кубический фут. Как ты это сделаешь? После преобразования дюймов в футы разделите их на 1000, чтобы получить ответ в кубических футах.
2. проверьте расходомер
Вы должны проверить расходомер; стандартный расход газа будет измеряться в соответствии с расходом в час. Теперь умножьте длину металла на расход на метр. Если расходомер показывает, что это 12 литров в минуту, это 720 литров в час.
3. Проверьте вес газа
Теперь вам нужно проверить вес газа, счетчик газа может показать вам это, но вы должны проверить периодические таблицы, если вы не знаете.Предположим, что вес газа в баллонах составляет 0,56 кг / метр-куб. Было бы полезно, если бы вы преобразовали его в часы, и они станут 0,67 кг / час. Вы можете разделить его на скорость наплавки и рассчитать необходимый расход газа для сварочного задания.
Альтернативный метод расчета расхода газаДругой способ расчета расхода газа для сварки MIG предназначен специально для тех, кто пытается сварить металлы несколькими соединениями; толщина и размер каждого стыка будут разными, поэтому нам нужно придерживаться другой стратегии.
В этом случае вам нужно знать только расход газа в литрах / мин или кг / мин. Самый простой способ узнать — это инструкция на расходомер. Затем разделите значение на 1000, это для того, чтобы найти ответ на кубический метр, и вы проиграете; Ответ — количество газа, необходимое для сварки металла различной толщины и размера.
Последние предложения
Большинство людей думают, что сварка — простая задача, и это так, но только тогда, когда вы готовы.Эти два вопроса и ответы на них абсолютно необходимы для плавной сварки MIG. Если вы не знаете скорость подачи проволоки, вы никогда не получите требуемых результатов; металл может остыть еще до того, как вы прикрепите его к целевому положению.
Аналогично, для более быстрого и безостановочного процесса сварки необходим расчет газа. В противном случае вы можете потерять много бензина, что обойдется вам в несколько долларов, что будет не лучшим решением.
Если вы чувствуете, что не можете найти ответы на оба этих вопроса, вы можете пойти к ближайшим сварщикам и попросить их проверить металлы и сварочные аппараты.Они дадут вам показания, и вы сможете легко вычислить ответы.
Потребляйте лучшее — производительность сварки
Welding Productivity Основная цель — держать наших читателей в курсе последних технологий и продуктов в сварочной отрасли. Вот некоторые из новейших и лучших сварочных материалов, доступных сегодня от ведущих производителей.
Порошковая проволока с низким содержанием марганца от Esab
Компания Esab Welding & Cutting Products представляет Coreweld C6 LF.Эта высокоэффективная сварочная проволока с металлической сердцевиной с низким уровнем выбросов марганца была разработана в соответствии с новыми правилами EPA и рекомендациями Американской конференции государственных промышленных гигиенистов (ACGIH) в отношении пределов воздействия марганца.
Coreweld C6 LF имеет более чем на 50 процентов более низкое содержание марганца и снижает уровень марганца в сварочном дыме по сравнению со стандартной порошковой проволокой той же категории. Формула Esab позволяет пользователям снизить воздействие марганца в сварочной среде, обеспечивая при этом низкий уровень диффузионного водорода в металле сварного шва, что помогает избежать индуцированного водородом образования холодных трещин при сварке высокопрочной стали.
Новая проволока обладает теми же характеристиками, что и стандартная проволока Coreweld C6 от Esab, включая постоянную стабильность дуги, малое разбрызгивание, хорошую форму валика и минимальную очистку.
Coreweld C6 LF подходит для портативных и роботизированных или автоматизированных приложений в автомобильной промышленности, а также для гражданского строительства, мобильного и тяжелого оборудования, судостроения, производства железнодорожных вагонов и общего производства.
Порошковая проволока с низким содержанием марганца Хобарта
Компания Hobart Brothers Co. расширила семейство низкомарганцевой проволоки FabCOR Element, включив в нее новую проволоку с металлическим сердечником — FabCOR Element 70C6.Новая проволока, как и шесть порошковых проволок FabCOR Element с газовой защитой, обеспечивает низкий уровень выбросов марганца по сравнению с имеющейся на рынке проволокой A5.18 E70C-6, имеющей аналогичную классификацию Американского сварочного общества (AWS). Низкий уровень марганца позволяет компаниям соблюдать все более строгие экологические нормы.
FabCOR Element 70C6 предлагает дополнительные преимущества, включая повышенную скорость наплавки по сравнению с сплошной проволокой, что приводит к более высокой скорости перемещения. Проволока была специально разработана для упрощения удаления кремния, что снижает потребность в очистке после сварки.Он также предлагает сбалансированные характеристики дуги, обеспечивая плавный проникающий перенос и стабильный высококачественный сварной шов.
Новая проволока обеспечивает низкий уровень диффузионного водорода, что помогает снизить риск образования трещин, вызванных водородом. В сочетании со смесью защитного газа 75/25 аргона и CO2 FabCOR 70C6 предлагает 2,0 мл диффундирующего водорода на 100 г сварного изделия. Работа со смесью защитного газа 90/10 дает ≤4,0 мл водорода на 100 г сварного изделия.
FabCOR 70C6 подходит для одно- или многопроходной сварки тяжелого оборудования, судостроения, железнодорожных вагонов и общего производственного назначения и предлагается в стандартных отраслевых диаметрах 0.045, 0,052 и 1/16 дюйма на 33 фунта. катушки или 60 фунтов. катушки.
Новый электрод Select-Arc сваривает сталь.
Select-Arc Inc. представляет 70C-6 ZN, композит из углеродистой стали с металлической сердцевиной, предназначенный для сварки оцинкованных сталей и сталей с грунтовочным покрытием. Электрод обеспечивает стабильную дугу с тонким переносом струи, что позволяет создавать сварные швы без брызг на высоких скоростях (80 дюймов в минуту) с улучшенным сплавлением боковых стенок.
Он сваривает оцинкованные и покрытые грунтовкой стали, обеспечивая стабильную дугу благодаря стандартному постоянному напряжению и параметрам импульса.Select 70C-6 ZN имеет классификацию E70C-6M-h5 согласно AWS A5.18. Он доступен в диаметрах 0,035, 0,045 и 1/16 дюйма и подходит для сварки тонких оцинкованных материалов и деталей из углеродистой стали без покрытия, для которых требуются поверхности без брызг.
Контактный наконечник от Abicor Binzel
Принцип, лежащий в основе контактного наконечника S-TIP от Abicor Binzel, заключается в том, что керамический изолятор увеличивает вылет проволоки. Нагрев сопротивления нагревает проволоку, тем самым повышая эффективность наплавки в дуге.Чтобы добиться той же геометрии сварного шва, скорость сварки увеличивается, что сокращает время производства. По сравнению со стандартным удлинителем вылета керамический изолятор направляет провод и, таким образом, «удерживает» центральную точку инструмента (TCP). Кроме того, керамика предотвращает «вымывание» отверстия переднего контактного наконечника.
Стальная вставка в S-TIP направляет провод по короткому и определенному медному пути для передачи тока. При использовании стандартных контактных наконечников ток может перемещаться по всей длине отверстия.Это изменяет вылет проволоки и, таким образом, временами они обрабатываются очень быстро. Напротив, определенная передача тока S-TIP стабилизирует процесс, что можно увидеть с точки зрения уменьшения образования брызг и улучшения отделки шва.
По данным компании, увеличение скорости сварки от 30 до 40 процентов при одинаковой глубине проплавления явно приводит к повышению производительности и снижению потребления газа и тока. Количество используемой проволоки уменьшается за счет стабильной дуги и меньшего разбрызгивания.Небольшая зона термического влияния положительно сказывается на качестве сварного шва. Эти комбинированные факторы снижают потенциальные затраты на переделку и повышают доступность системы.
Также говорят, что срок службы S-TIP в четыре-пять раз больше, чем у стандартных контактных наконечников, что позволяет сэкономить на изнашиваемых деталях. Секрет кроется в стальной гильзе, снимающей напряжение в точке контакта, и в керамической вставке, уменьшающей износ на выходе проволоки.
Lincoln Electric предлагает порошковую проволоку UltraCore с защитной газовой оболочкой для создания прочного сварного шва, выдерживающего экстремальные температуры, агрессивную соленую воду, постоянную влажность и другие неблагоприятные условия, например, при производстве на шельфе.Провода UltraCore предлагаются на четырех различных платформах.
ПроводаClassic Series обеспечивают улучшенный контроль образования луж и подходят для низких и средних скоростей подачи проволоки и диапазонов напряжения. Эти проволоки обладают хорошими характеристиками смачивания и обеспечивают гибкость при манипуляциях с лужами.
Проволоки серии HD (High Deposition) обеспечивают более быстрое замораживание шлака и оптимизированный состав, обеспечивающие более высокую производительность наплавки и плоскую форму валика даже в неправильном положении. Эти характеристики быстрой заморозки позволяют пользователю один раз задать процедуры и получить высокие скорости наплавки независимо от положения сварки.Проволока обеспечивает превосходные характеристики дуги при средних и высоких скоростях подачи проволоки и диапазонах напряжения. Проволока серии
SR (без напряжения) сохраняет основные механические свойства до и после термообработки после сварки. Эти провода лучше всего работают при низких и средних скоростях подачи проволоки и диапазонах напряжения.
Plus обеспечивают непревзойденные характеристики дуги с лучшими в своем классе характеристиками в состоянии после сварки и без напряжения. Эти проволоки сохраняют ударную вязкость при температурах до -60 ° F (-51 ° C), и все они имеют обозначение h5, что означает, что каждая из них имеет низкий уровень диффузионного водорода, равный 4.0 мл на 100 г наплавленного металла шва. Эта серия лучше всего работает при умеренных и высоких скоростях подачи проволоки и диапазонах напряжения.
Сварочные материалы в Индии — Текущее состояние, тенденции и цели
Д.С. Хонавар, председатель, Honavar Electrodes Pvt. ООО .
ВведениеЭто было 3 rd января 1943 года, когда был изготовлен первый отечественный электрод SMAW и был заложен фундамент промышленности по производству расходных материалов.Примечательно, что электрод был изготовлен с использованием местного оборудования и сырья в годы 2 -й и -й мировой войны, когда ни одно грузовое судно не могло добраться до индийских берегов.
Историческое развитие и текущее состояние ((1943-2015)
Прошло 73 года с момента изготовления первого отечественного электрода SMAW. Подводя итоги текущего состояния технологического прогресса, вполне уместно оглянуться назад и посмотреть, как был достигнут этот этап.
3 rd Январь 1943 г. : Начало производства электродов на предприятии National Radio & Engineering Co., предприятии Tata (45 000 штук в день с использованием двух экструдеров в три смены).
Май 1947 г. : Indian Hume Pipe Co. Ltd. взяла на себя управление предприятием и начала производить около 15 000 штук в день за одну смену для внутреннего потребления.
1947 : Компания Indian Oxygen Ltd., первый крупный производитель, приступила к производству.
1952-53 : Компания J.B. Advani Oerlikon Electrodes Ltd. начала производство.
С тех пор это период устойчивого роста, который можно разделить следующим образом: —
1953-62 : Быстрый рост из-за ограничений на импорт электродов. Защита, предоставленная правительством, во многом помогла двум компаниям поставить свою продукцию на прочную основу. Примечательно, что доступный диапазон включал не только обычный тип рутила (E 6013), но также типы с низким содержанием водорода (E 7016), железный порошок рутила (E 6014, E 6024) и типы порошка железа с низким содержанием водорода (E 7018), низколегированные типы стали, типы аустенитной стали Cr-Ni и Cr-Ni-Mo, типы аустенитной марганцевой стали, фосфорная бронза, никель и монель.
1962-63 : Период острой нехватки электродов из-за нехватки сердечника.
1963-66 : Внезапный скачок в производстве электродов за счет открытия заводов примерно десятью новыми компаниями.
1967-69:
(a) Создание заводов еще тремя или четырьмя новыми компаниями, а также расширение тремя более старыми
компаниями.
(b) Серьезная рецессия и финансовый кризис из-за значительного увеличения установленной мощности
в сочетании с резким падением спроса со стороны крупных машиностроительных промышленных предприятий
.
(c) Значительный технический прогресс в разработке и производстве
электродов для сложных сварных работ.
1970-78 : Феноменальные технологические достижения и всесторонний прогресс электродной промышленности.
1980-1990: Растущее осознание необходимости повышения производительности за счет использования непрерывной проволочной технологии, особенно GMAW — сплошной проволоки с экранированием CO 2 . Однако отсутствие хороших расходных материалов, особенно высококачественного CO 2, и сварочных аппаратов, препятствовало более широкому признанию и прогрессу.
1991 — 2000 : Ослабление контроля над импортом помогло преобразовать мышление и знания в устойчивый рост занятости GMAW, особенно с внедрением хороших сварочных агрегатов в сочетании с новыми источниками питания.
2001 — 2008: Очень быстрое развитие принятия и применения GMAW — сплошной проволоки и FCAW, чему способствовало повышение доступности газовой смеси на основе аргона. В частности, производство стали для катанки (TATA STEEL GRADE WR-3M) в достаточных количествах привело к резкому росту производства и использования проволоки ER 70S-6.Новое поколение инверторных источников питания внесло значительный вклад в этот быстрый рост использования GMAW до 25% от общего объема дуговой сварки.
2009 — 2015 : Постепенно все более широкое распространение и использование FCAW, особенно при сварке углеродистой стали, чему способствует местное производство марки E 71T1 несколькими производителями. Постепенное снижение цен на E 71T1 помогает продвигать использование FCAW. Очевидно, что произошел постепенный переход от SMAW к GMAW.Надлежащее производство и поставка катанки катанки марки ER 70S-6 компанией Tata Steel & Jindal Steel способствовали использованию GMAW при изготовлении конструкций из стали IS 2062. Такой стабильный прогресс вызывает удовлетворение для сварочной отрасли и братства. Доля GMAW выросла примерно до 35%.
Способствующими факторами являются:
- прогрессивное развитие присадочных материалов, то есть сплошных проволок, порошковых проволок и металлических порошковых проволок;
- оптовых пакетов проволоки, предоставленных потребителям,
- наличие смеси на основе аргона для улучшения общей производительности, Инверторные источники питания
- для повышения качества сварки при экономии энергии, а Импульсные устройства
- для решения критических проблем Фактически, работа, проделанная в этой конкретной области, настолько хорошо обслуживает сварочную промышленность за рубежом, что теперь она зарекомендовала себя как P-GMAW (импульсная газовая дуговая сварка металла).
10 ведущих стран-производителей стали
| Рейтинг | Страна | 2014 (млн тонн) | 2013 (млн тонн) | 2012 (млн тонн) | 2011 (млн тонн) |
1 | Китай | 822.7 | 815,4 | 716,5 | 694,8 |
2. | Япония | 110,7 | 110,7 | 107,2 | 107,6 |
3. | США | 88,3 | 86,9 | 88,6 | 86.4 |
4. | Индия | 83,2 | 81,3 | 76,7 | 73,6 |
5. | Россия | 70,7 | 68,9 | 70,6 | 68,9 |
6. | Южная Корея | 71.0 | 66,1 | 69,3 | 68,5 |
7. | Германия | 42,9 | 42,6 | 42,7 | 44,3 |
8. | Турция | 34,0 | 34,7 | 35.9 | 34,1 |
9. | Бразилия | 33,9 | 34,2 | 34,7 | 35,2 |
10. | Украина | 27,2 | 32,8 | 32,9 | 35,3 |
|
Всего по десяти странам | 1384.6 | 1373,5 | |||
|
Итого для других стран | 252,0 | 245,0 | |||
|
Весь мир (65 стран) | 1637 | 1618 | |||
ТАБЛИЦА-1
В прошлом календарном 2015 году производство стали в Индии составило 89 единиц.6 млн тонн, в то время как в США было 78,9 млн тонн, что на 10,5% меньше, чем в 2014 году. Это привело к тому, что Индия сместила США на третьем месте, уступив Китаю на 1 -м месте и Японии. на 2 -м месте.
- Сварка стали
Развитие в развитых странах (включая Индию) настолько быстрое, что обусловлено интенсивными и обширными исследованиями и разработками, что нелегко поддерживать информацию в актуальном состоянии даже в соответствующих конкретных областях деятельности.В последние годы эти усилия переросли в сложные инновационные исследования в области науки о сварке, чтобы объяснить поведение сварных соединений и лучше контролировать факторы, способствующие сварке, и тем самым получить желаемые результаты, предотвращая отказы. Подводя итоги текущего состояния сварки в Индии и тенденций в развитых странах, нам необходимо изучить индийский сценарий на фоне быстрого технического прогресса. Более чем когда-либо прежде, это должно происходить реалистично и с необходимой скоростью, как того требует политика либерализации и, как следствие, глобализация промышленности и торговли.Нет никаких оснований для небрежной оценки и планирования прошлых лет. Любое подобное упражнение должно учитывать ситуацию на сталелитейном рынке Индии, потому что сварка и сталь тесно связаны.
Производство стали в Индии составило 83,2 миллиона тонн в 2014 году и 89,6 миллиона тонн в 2015 календарном году. Значительный рост в этом жизненно важном секторе, тесно связанном со сварочной отраслью, подчеркивается сравнительными данными за четыре года 2011 года. к 2014 г. показаны для десяти ведущих стран-производителей стали, как показано в Таблице-I.По результатам 2015 года Индия сегодня занимает третье место после Китая и Японии. Не менее примечателен неуклонный рост потребления стали на душу населения, несмотря на увеличение численности населения до 57,8 кг. в 2013 году. Сравнительные данные с другими странами приведены в Таблице-2.
По мере того, как сталь и сварка идут рука об руку, сварочная промышленность в Индии неуклонно расширяется, что приводит к значительному увеличению потребности в сварочных материалах и оборудовании.Текущий рынок Индии для всех сварочных материалов, машин и систем оценивается в 70 миллиардов рупий в год, а потребности в металле для сварки — примерно в 3,50 000 тонн, что указывает на всесторонний рост и устойчивое состояние отрасли. Другие обнадеживающие цифры относятся к годовому спросу на готовую сталь в период 2011-2017 гг., То есть план правительства Индии на 12 тыс. пунктов. Прогнозируемый спрос на 2016-2017 годы находится на хорошем уровне в 113 млн. Тонн. по сравнению с 77,3 млн. в 2012-13 гг.Это превращается в более чем 500 000 тонн сварочного металла, увеличивая размер рынка сварки Индии примерно на 50% в период с 2012 по 2017 год. Объем сварки, выраженный в виде наплавленного металла шва, оценивается в 500 000 тонн. в год к 2017 году представляет собой высокий уровень сварочной деятельности, который необходимо учитывать с точки зрения СВАРОЧНЫХ МАТЕРИАЛОВ — Текущее состояние и будущие тенденции и потребности.
Потребление готовой стали на душу населения (кг)
| -ст.№ | Страна | 2005 | 2006 | 2007 | 2008 | 2009 | 2012 | 2013 |
1 | Китай | 266.0 | 287,4 | 319,6 | 326,9 | 409,4 | 487,6 | 515,1 |
2. | Южная Корея | 981,6 | 1042,6 | 1144,1 | 1210,7 | 936,1 | – | – |
3. | Япония | 601,6 | 619,5 | 637,0 | 612,1 | 415,6 | – | – |
4. | США | 356,5 | 400,9 | 358,5 | 323.6 | 192,7 | – | – |
5. | Россия | 204,9 | 245,8 | 285,6 | 251,7 | 178,1 | – | – |
6. | Украина | 118.4 | 142,5 | 173,9 | 149,5 | 86,6 | – | – |
7. | Германия | 427,7 | 475,6 | 518,4 | 514,3 | 342,7 | – | – |
8. | Индия | 36,6 | 41,2 | 45,8 | 45,1 | 47,8 | 57,5 | 57,8 |
9. | Весь мир (средн.) | 173,9 | 188,0 | 199,4 | 194.4 | 181,0 | 225,2 |
ТАБЛИЦА — 2.
Потребление на душу населения в Индии выросло с 36,6 кг. в 2005 г. до 57,8
кг в 2013 году.
III. Потребность в технологических расходных материалах
Это указано в зависимости от процесса и периода с точки зрения требуемого металла сварного шва (тонны) в Таблице-3.
Металл сварного шва, требуемый в тоннах:
| 1989-1990 | 1997-1998 | 2002-2003 | 2005-2006 | 2010-2011 | 2019-2020 | |
| SMAW | 62 000 | 90 000 | 1,10 000 | 1,55,000 | 1,95,000 | 2,75,000 |
| Пила / ESW | 5 000 | 5 000 | 6 000 | 10 000 | 15 000 | 25 000 |
| MIG MAG TIG | 9000 | 15 000 | 34 000 | 55 000 | 90 000 | 2,00,000 |
| ИТОГО | 76 000 | 1,10 000 | 1,50 000 | 2,20,000 | 3,00,000 | 5,00,000 |
| ДОЛЯ SMAW | 81 — 82% | 81 — 82% | 73% | 70% | 60–65% | 55% |
| ДОЛЯ GMAW | 10–12% | 12–15% | 20–23% | 23–25% | 30% | 40% |
(Таблица-3).
III. (A) Быстро меняющийся сценарий в сварочном процессе — переход от SMAW к GMAW
Даже сегодня наSMAW приходится около 60% от общего объема дуговой сварки в Индии. Однако значительный и заслуживающий одобрения рост использования GMAW с почти 5,0% до нынешнего уровня 30% за последние 30 лет требует должного признания за счет приоритета в этой презентации, тем более, что процесс GMAW будет продолжать развиваться с ускоряющейся скоростью. в приложениях в Индии.Этому будут способствовать НИОКР в области источников сварочного тока, расходных материалов и, в некоторой степени, газовых смесей.
Изменяющаяся структура потребности в металле сварного шва в технологическом процессе представлена в Таблице-3. Очевидно, что при использовании дуговой сварки произошел постепенный переход от SMAW к GMAW, как показано в Таблице 3.
III. (B) Газовая дуговая сварка металла (GMAW)
В Японии 75% составляет GMAW, из которых 1/3 -го составляет FCAW. В то время как в области SMAW прогресс в сварочных материалах можно считать независимым от источников питания, становится необходимым рассматривать их вместе в GMAW из-за быстрых улучшений в работе источников питания.Прогрессивные изменения в источниках энергии способствуют повышению как производительности, так и качества. Таким образом, GMAW импульсным током расширил сферу применения GMAW на несколько критических областей. Кроме того, следует уделить должное внимание защитному газу.
III. (C) Влияние защитных газов и источников энергии на повышение общей производительности расходных материалов GMAW
При оценке этого класса расходных материалов — сплошной проволоки, порошковой проволоки и металлической порошковой проволоки в GMAW, необходимо учитывать вклад защитных газов и источников питания, потому что все три связаны в общей производительности с точки зрения качества, производительности и рентабельность.Поскольку стремительное развитие технологий источников энергии продолжается с внедрением ряда инноваций, почти из года в год, и, следовательно, требует внимания как составная часть и узкоспециализированная область, требующая должного внимания. Члены, присутствующие на этой ассамблее, получат возможность отдельной презентации о группе источников энергии от ветерана г-на А.С. Лахири.
Что касается защитного газа, его следует рассматривать как расходный материал, который играет значительную роль в развитии GMAW и, следовательно, заслуживает рассмотрения в данной презентации по этой теме.Для повышения качества и производительности необходимо рассмотреть вариант, доступный при принятии решения о первоначальном выборе защитного газа или переходе на другую смесь. Формулировка AWS A 5.32 — 97 облегчила задачу промышленности-пользователей, а также производителей присадочных металлов для GMAW, которые указывают соответствующую классификацию защитного газа в литературе по продукту.
Во многих случаях они придают свойства двум различным газам / смесям, таким как 100% CO 2 и 80 Ar-20CO 2 .
Сегодня ведущие производители газа ищут все, что выходит за рамки этого стандарта, для разработки смеси, подходящей для конкретного применения в крупной промышленности, путем постоянного сотрудничества между ними. При рассмотрении этого вопроса о защитном газе — стоимость Vs. В результате необходимо иметь в виду, что стоимость защитного газа составляет всего 3% от общей стоимости сварки. Таким образом, картина в США, скорее всего, будет такой, как показано в таблице.
Затраты на сварку (%)
| Углеродистая сталь | Нержавеющая сталь
| ||
| Провод | 18% | 53% | |
| Трудовые отношения | 77% | 43% | |
| Мощность | 2% | 1% | |
| Защитный газ | 3% | 3% |
При разработке экономических показателей и окончательном выборе газа необходимо отметить, что одна тонна присадочной проволоки потребляет около половины тонны защитного газа.Поэтому при выборе подходящего газа необходимо учитывать следующие факторы:
- Наличие,
- Стоимость СО 2
- Стоимость аргона
- Стоимость готовой газовой смеси (Ar + CO 2 ) или Ar + CO 2 + O 2 )
- Возможность смешивания в необходимом соотношении (80-20, 85-15, 90-10 или 80-18-2 O 2 ) после подачи отдельных газов.
Короче говоря, компонент, который составляет только 3% стоимости сварочных работ, может значительно повлиять на окончательную стоимость и является ключом к существенной экономии за счет разумного выбора, основанного на систематическом исследовании, проводимом техником-сварщиком.При этом новым аспектом, который требует должного внимания, является уровень образования дыма, который требует изменений в защитном газе, например, от 100% CO2 до смеси аргона с CO2 в сплошной проволоке и FCAW (см. Рис. 1).
Сегодня индийские производители газа успешно удовлетворяют растущие потребности отрасли. Достигнутые таким образом самообеспеченность и самодостаточность вызывают удовлетворение всех заинтересованных сторон.
Продолжение следует в части II (выпуск за август-сентябрь)…
Отчет о мировом рынке потребления алюминиевой сварочной проволоки в 2018-2023 гг.
Содержание
Отчет о мировом рынке потребления алюминиевой сварочной проволоки в 2018-2023 годах
1 Объем отчета
1.1 Введение на рынок
1.2 Цели исследования
1.3 Рассмотрение лет
1.4 Методология исследования рынка
1.5 Экономические показатели
1.6 Рассматриваемая валюта
2 Краткое содержание
2.1 Обзор мирового рынка
2.1.1 Мировое потребление алюминиевой сварочной проволоки 2013-2023
2.1.2 CAGR потребления алюминиевой сварочной проволоки по регионам
2.2 Сегмент алюминиевой сварочной проволоки по типу
2.2.1 Сварочная проволока из чистого алюминия
2.2.2 Сварочная проволока из алюминиево-магниевого сплава
2.2.3 Сварочная проволока из алюминиево-кремниевого сплава
2.3 Потребление алюминиевой сварочной проволоки по типу
2.3.1 Мировая доля рынка потребления алюминиевой сварочной проволоки по типу (2013-2018)
2.3.2 Мировая выручка от производства алюминиевой сварочной проволоки и доля рынка по типам (2013-2018)
2.3.3 Мировая цена продажи алюминиевой сварочной проволоки по типам (2013-2018)
2.4 Сегмент алюминиевой сварочной проволоки по приложениям
2.4.1 Автомобильная промышленность
2.4.2 Судостроительная промышленность
2.4.3 Промышленность по производству бытовой техники
2.4.4 Прочие
2.5 Потребление алюминиевой сварочной проволоки по приложениям
2.5.1 Мировой алюминий Доля рынка потребления сварочной проволоки по приложениям (2013-2018)
2.5.2 Мировая стоимость алюминиевой сварочной проволоки и рыночная доля по приложениям (2013-2018)
2.5.3 Мировая цена продажи алюминиевой сварочной проволоки по приложениям (2013-2018)
3 Глобальная продажа алюминиевой сварочной проволоки по игрокам
3.1 Доля мирового рынка продаж алюминиевой сварочной проволоки по игрокам
3.1.1 Мировые продажи алюминиевой сварочной проволоки по игрокам (2016- 2018)
3.1.2 Доля мирового рынка продаж алюминиевой сварочной проволоки по игрокам (2016-2018)
3.2 Доля мирового рынка выручки от алюминиевой сварочной проволоки по игрокам
3.2.1 Мировая выручка от алюминиевой сварочной проволоки по игрокам (2016-2018)
3.2.2 Мировая доля рынка алюминиевой сварочной проволоки по игрокам (2016-2018)
3.3 Мировая цена продажи алюминиевой сварочной проволоки по игрокам
3.4 Мировая цена алюминиевой сварочной проволоки Производственная база Распределение, торговые площади, типы продукции по игрокам
3.4.1 Глобальная база распределения и сбыта алюминиевой сварочной проволоки по игрокам
3.4.2 Игроки Предлагаемые алюминиевые сварочные проволоки
3.5 Анализ уровня концентрации рынка
3.5.1 Анализ конкурентной среды
3.5.2 Коэффициент концентрации (CR3, CR5 и CR10) (2016-2018)
3.6 Новые продукты и потенциальные участники
3.7 Слияния и поглощения, расширение
4 Алюминиевая сварочная проволока по регионам
4.1 Алюминиевая сварочная проволока по регионам
4.1.1 Мировое потребление алюминиевой сварочной проволоки по регионам
4.1.2 Мировая стоимость алюминиевой сварочной проволоки по регионам
4.2 Америка Рост потребления алюминиевой сварочной проволоки
4.3 Рост потребления алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе
4,4 Рост потребления алюминиевой сварочной проволоки в Европе
4,5 Рост потребления алюминиевой сварочной проволоки на Ближнем Востоке и в Африке
5 Америк
5,1 Страны
5.1.1 Потребление алюминиевой сварочной проволоки в Северной и Южной Америке по странам (2013-2018)
5.1.2 Стоимость алюминиевой сварочной проволоки в Северной и Южной Америке по странам (2013-2018 гг.)
5.2 Потребление алюминиевой сварочной проволоки в Северной и Южной Америке по типам
5,3 Потребление алюминиевой сварочной проволоки в Северной и Южной Америке по приложениям
5,4 США
5.5 Канада
5.6 Мексика
5.7 Ключевые слова Экономические показатели нескольких стран Америки
6 APAC
6.1 Потребление алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе по странам
6.1.1 Потребление алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе по странам (2013-2018)
6.1.2 Стоимость алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе по странам (2013-2018)
6.2 Потребление алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе по типу
6.3 Потребление алюминиевой сварочной проволоки в Азиатско-Тихоокеанском регионе по применению
6.4 Китай
6.5 Япония
6.6 Корея
6.7 Юго-Восточная Азия
6,8 Индия
6,9 Австралия
6,10 Ключевые экономические показатели нескольких стран APAC
7 Европа
7,1 Европа, алюминиевая сварочная проволока по странам
7.1.1 Потребление алюминиевой сварочной проволоки в Европе по странам (2013-2018 гг.)
7.1.2 Стоимость алюминиевой сварочной проволоки в Европе по странам (2013-2018 гг.)
7.2 Потребление алюминиевой сварочной проволоки в Европе по типам
7.3 Потребление алюминиевой сварочной проволоки в Европе в зависимости от области применения
7,4 Германия
7,5 Франция
7,6 Великобритания
7,7 Италия
7,8 Россия
7,9 Испания
7,10 Ключевые экономические показатели нескольких стран Европы
8 Ближний Восток и Африка
8.1 Ближний Восток и Африка, алюминиевая сварочная проволока по странам
8.1.1 Потребление алюминиевой сварочной проволоки на Ближнем Востоке и в Африке по странам (2013-2018)
8.1.2 Стоимость алюминиевой сварочной проволоки на Ближнем Востоке и в Африке по странам (2013-2018)
8.2 Потребление алюминиевой сварочной проволоки на Ближнем Востоке и в Африке по типу
8.3 Потребление алюминиевой сварочной проволоки на Ближнем Востоке и в Африке по применению
8.4 Египет
8.5 Южная Африка
8,6 Израиль
8,7 Турция
8,8 Страны ССЗ
9 Движущие силы рынка, вызовы и тенденции
9.1 Движущие силы рынка и влияние
9.1.1 Растущий спрос в ключевых регионах
9.1.2 Растущий спрос со стороны Основные области применения и потенциальные отрасли
9.2 Рыночные вызовы и влияние
9.3 Рыночные тенденции
10 Маркетинг, дистрибьюторы и клиенты
10.1 Канал продаж
10.1.1 Прямой маркетинг
10.1.2 Косвенный маркетинг
10.2 Дистрибьюторы алюминиевой сварочной проволоки
10.3 Заказчик алюминиевой сварочной проволоки
11 Прогноз мирового рынка алюминиевой сварочной проволоки
11.1 Прогноз мирового потребления алюминиевой сварочной проволоки ( 2018-2023)
11.2 Глобальный прогноз для алюминиевой сварочной проволоки по регионам
11.2.1 Глобальный прогноз для алюминиевой сварочной проволоки по регионам (2018-2023)
11.2.2 Глобальный прогноз стоимости алюминиевой сварочной проволоки по регионам (2018-2023)
11.2.3 Прогноз потребления в Северной и Южной Америке
11.2.4 Прогноз потребления в Азиатско-Тихоокеанском регионе
11.2.5 Прогноз потребления в Европе
11.2.6 Прогноз потребления на Ближнем Востоке и в Африке
11.3 Прогноз рынка Америки по странам
11.3.1 Прогноз рынка США
11.3.2 Прогноз рынка Канады
11.3.3 Прогноз рынка Мексики
11.3.4 Прогноз рынка Бразилии
11.4 Прогноз рынка Азиатско-Тихоокеанского региона
11.4.1 Прогноз рынка Китая
11.4.2 Прогноз рынка Японии
11.4.3 Прогноз рынка Кореи
11.4.4 Юго-Восточная Азия Прогноз рынка
11.4.5 Прогноз рынка Индии
11.4.6 Прогноз рынка Австралии
11,5 Прогноз рынка Европы по странам
11.5.1 Прогноз рынка Германии
11.5.2 Прогноз рынка Франции
11.5.3 Прогноз рынка Великобритании
11.5.4 Прогноз рынка Италии
11.5.5 Прогноз рынка России
11.5.6 Прогноз рынка Испании
11,6 Ближний Восток и Прогноз рынка Африки по странам
11.6.1 Прогноз рынка Египта
11.6.2 Прогноз рынка Южной Африки
11.6.3 Прогноз рынка Израиля
11.6.4 Прогноз рынка Турции
11.6.5 Прогноз рынка стран ССЗ
11.7 Глобальный прогноз рынка алюминиевой сварочной проволоки по типам
11.8 Глобальный прогноз рынка алюминиевой сварочной проволоки по приложениям
12 Анализ ключевых игроков
12.1 ESAB (Colfax Corporation)
12,1 .1 Сведения о компании
12.1.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.1.3 ESAB (Colfax Corporation) Продажи, выручка, цена и валовая прибыль (2016-2018)
12.1.4 Основной обзор бизнеса
12.1.5 Новости ESAB (Colfax Corporation)
12.2 Lincoln Electric
12.2.1 Информация о компании
12.2.2 Предлагаемая алюминиевая сварочная проволока
12.2.3 Lincoln Electric Aluminium Welding Wire Продажи, выручка , Цена и валовая прибыль (2016-2018)
12.2.4 Обзор основного бизнеса
12.2.5 Lincoln Electric News
12.3 ITW
12.3.1 Подробная информация о компании
12.3.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.3.3 Продажи, выручка, цена и валовая прибыль ITW для алюминиевой сварочной проволоки (2016-2018)
12.3.4 Обзор основного бизнеса
12.3.5 Новости ITW
12.4 Sumitomo Electric Industries
12.4.1 Информация о компании
12.4.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.4.3 Sumitomo Electric Industries Продажа алюминиевой сварочной проволоки, выручка, цена и валовая прибыль (2016-2018)
12 .4.4 Основной обзор бизнеса
12.4.5 Новости Sumitomo Electric Industries
12.5 GARG INOX
12.5.1 Информация о компании
12.5.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.5.3 Продажа алюминиевой сварочной проволоки GARG INOX, выручка, цена и валовая прибыль (2016-2018)
12.5.4 Обзор основного бизнеса
12.5.5 GARG INOX News
12.6 Novametal Group
12.6.1 Информация о компании
12.6.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.6.3 Продажа алюминиевой сварочной проволоки Novametal Group, выручка, цена и валовая прибыль (2016-2018)
12.6.4 Обзор основного бизнеса
12.6.5 Novametal Новости группы
12.7 WA Group
12.7.1 Информация о компании
12.7.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.7.3 Продажи, выручка, цена и валовая прибыль WA Group (2016-2018)
12 .7.4 Обзор основного бизнеса
12.7.5 Новости группы WA
12.8 ANAND ARC
12.8.1 Информация о компании
12.8.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.8.3 Продажа алюминиевой сварочной проволоки ANAND, выручка, цена и Валовая прибыль (2016-2018)
12.8.4 Обзор основного бизнеса
12.8.5 Новости ANAND ARC
12.9 KaynakTekniÄŸiSanayi ve TicaretA.Åž
12.9.1 Подробная информация о компании
12.9.2 Предлагаемый продукт для алюминиевой сварочной проволоки
12.9.3 Продажа алюминиевой сварочной проволоки KaynakTekniÄŸiSanayi ve TicaretA.Åž, выручка, цена и валовая прибыль (2016-2018)
12.9.4 Обзор основного бизнеса
12.9 .5 KaynakTekniÄŸiSanayi ve TicaretA.Åž Новости
12.10 Мост Тяньцзинь
12.10.1 Сведения о компании
12.10.2 Предлагаемая алюминиевая сварочная проволока
12.10.3 Продажа алюминиевой сварочной проволоки в Тяньцзиньском мосту, выручка, цена и валовая прибыль (2016-2018)
12.10.4 Обзор основного бизнеса
12.10.5 Новости Tianjin Bridge
12.11 Weld Atlantic
12.12 Changzhou Huatong Welding
12.13 Jinglei Сварка
12,14 Shandong Juli Welding
12,15 Huaya Aluminium
13 Результаты исследований и выводы
1
Мировой рынок порошковой сварочной проволоки Размер, доля, стоимость и конкурентная среда 2020
Отдел новостей MarketWatch не участвовал в создании этого контента.
08 апреля 2021 (Хранители) —
В этом отчете исследуется размер (стоимость) мирового рынка порошковой сварочной проволоки в таких ключевых регионах, как США, Европа, Китай, Япония и другие регионы.
Это исследование классифицирует глобальные данные о поломке порошковой сварочной проволоки по производителям, регионам, типам и областям применения, а также анализирует состояние рынка, долю рынка, темпы роста, будущие тенденции, движущие силы рынка, возможности и проблемы, риски, каналы продаж, дистрибьюторов.
ПОЛУЧИТЬ БЕСПЛАТНЫЙ ОБРАЗЕЦ ОТЧЕТА: https: //www.wiseguyreports.com/sample-request/6592944-global-flux-cored-welding-wire-market-report-production
Крупнейшие мировые производители сварочной проволоки с порошковой проволокой, данные о поломке, в том числе:
Air Liquide SA
Castolin Eutectic
Kobe Steel
Corodur F? Lldraht GmbH
Lincoln Electric
ESAB
Miller Electric
Henkel Enterprises
Zhongjiang Welding Wire
Sainteagle Welding
Hobart
Cigweld
Smic
Bohler Welding
Victor Technologies
Hyundai
Sandvik
Metrod
Cmctw
Golden Bridge
Tlantic
Itw
Huaxingjuchuang
At & M
Huatong
Глобальные данные о продажах порошковой сварочной проволоки по типам газа, в том числе:
экранированный провод
Самоэкранированный провод
Прочие
Данные о глобальном потреблении порошковой сварочной проволоки по областям применения, в том числе:
Автомобиль и транспорт
Строительство и строительство
Судостроение
Другое
ПОДЕЛИТЬСЯ ЗАПРОСАМИ: https: // www.wiseguyreports.com/enquiry/6592944-global-flux-cored-welding-wire-market-report-production
Глобальные данные о расходе порошковой сварочной проволоки по регионам, включая:
Северная Америка
США
Канада
Мексика
Азиатско-Тихоокеанский регион
Китай
Япония
Корея
Индия
Юго-Восточная Азия
Австралия
Китай Тайвань
Остальная часть Азиатско-Тихоокеанского региона
Европа
Германия
Великобритания
Франция
Италия
Россия
Испания
Бенилюкс
Остальная Европа
Южная Америка
Бразилия
Аргентина
Колумбия
Чили
Остальная часть Южной Америки
Ближний Восток и Африка
Саудовская Аравия
Турция
Египет
Южная Африка
ДЕТАЛИ ОТЧЕТА: https: // www.wiseguyreports.com/reports/6592944-global-flux-cored-welding-wire-market-report-production
Остальной Ближний Восток и Африка Отчетный период
История Год 2015-2019
Базовый год 2019
Расчетный год 2020E Прогноз
Год 2021F-2026F
Далее следует следующие главы:
Глава 1: описание области применения порошковой сварочной проволоки, отраслевой среды, рыночных тенденций, факторов влияния на рынок и рыночных рисков, маркетинговой стратегии для увеличения позиций на рынке.
Глава 2: описание конкурентной ситуации и положения порошковой сварочной проволоки в мире.
Глава 3: описание крупнейшего игрока на рынке порошковой сварочной проволоки и доли на мировом рынке порошковой сварочной проволоки с 2018 по 2020 год.
Глава 4: описание глобального потребления порошковой сварочной проволоки по регионам, с указанием размера рынка, основных игроков, тип приложения и основные округа.
Глава 5: описание мирового производства порошковой сварочной проволоки по регионам, с указанием размера рынка, импорта и экспорта.
Глава 6: описание данных о поломке порошковой сварочной проволоки по типам с 2015 по 2020 годы.
Глава 7: описание данных о поломке порошковой сварочной проволоки по приложениям, с 2015 по 2020 год и анализ @@@@ последующих клиентов.
Глава 8: описание динамики рынка порошковой сварочной проволоки и анализ каналов.
Глава 9: описание прогноза рынка порошковой сварочной проволоки с разбивкой по регионам (производство и потребление), типу и применению, с 2020 по 2026 год.
Глава 10: описание результатов и выводов исследования порошковой сварочной проволоки.
Содержание
1 Обзор рынка
1.1 Введение в порошковую сварочную проволоку (определение, развитие рынка и история, тип)
1.1.1 Определение порошковой сварочной проволоки
1.1.2 Развитие и история рынка порошковой сварочной проволоки
1.1.3 Порошковая сварочная проволока типа
1.1. 3.1 Газозащитная проволока
1.1.3.2 Самозащитная проволока
1.1.3.3 Прочее
1.2 Сегменты сварочной проволоки с флюсовой сердцевиной по областям применения и потребителям последующих этапов
1.3 Промышленная среда
1.3.1 Политическая среда
1.3.2 Экономическая среда
1.3.3 Социологическая среда
1.3.4 Технологии
1.3.5 Статус рынка аналогичных отраслей
1.3.6 Статус развития основных регионов
1.3.7 Анализ новостей отрасли
1.4 Тенденции рынка
1.5 Фактор влияния рынка
1.6 Маркетинговая стратегия
1.7 Инвестиционные возможности
1.7 .1 Возможности для инвестиций в отрасль
1.7.2 Региональные инвестиционные возможности
1.7.3 Анализ рисков
1.8 Воздействие COVID-19
1.8.1 Оценка воздействия COVID-19
1.8.2 Тенденции рынка на основе воздействия COVID-19
1.9 SWOT-анализ сварочной проволоки с флюсовой сердцевиной
2 Размер рынка по игрокам
2.1 Глобальные продажи порошковой сварочной проволоки по ключевым игрокам
2.2 Глобальный доход от сварочной проволоки с флюсовой сердцевиной по ключевым игрокам
2.3 Мировые цены на порошковую сварочную проволоку по ключевым игрокам
2.4 Мировой флюс Валовая прибыль от порошковой сварочной проволоки по ключевым игрокам
2.5 Анализ рыночной конкуренции
2.5.1. Уровень концентрации рынка и анализ тенденций
2.5.2 Угроза потенциальным участникам
2.6 Слияния и поглощения, план расширения
2.7 Мировое положение в мире по ключевым игрокам в сварочной проволоке с порошковой проволокой
3 Основные производители сварочной проволоки с флюсовой сердцевиной Профиль
3.1 Air Liquide SA
3.1.1 Основная информация
3.1.2 Продажи, выручка, цена, валовая прибыль и доля в мире
3.1.3 Распределение по регионам бизнеса
3.2 Castolin Eutectic
3.2.1 Основная информация
3.2.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.2.3 Последние изменения
3.3 Kobe Steel
3.3.1 Основная информация
3.3.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.3.3 Распределение по регионам
3.4 Corodur F? Lldraht GmbH
3.4.1 Основная информация
3.4.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.4. 3 Распределение по регионам бизнеса
3.5 Lincoln Electric
3.5.1 Базовая информация
3.5.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.5.3 Распределение по регионам бизнеса
3.6 ESAB
3.6.1 Основная информация
3.6.2 Продажи , Выручка, цена, валовая прибыль и глобальная доля
3.6.3 Распределение по регионам бизнеса
3.7 Miller Electric
3.7.1 Основная информация
3.7.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.7.3 Распределение по регионам бизнеса
3.8 Henkel Enterprises
3.8.1 Основная информация
3.8.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.8.3 Распределение по бизнес-регионам
3.9 Zhongjiang Welding Wire
3.9.1 Основная информация
3.9.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.9.3 Бизнес-регион Распределение
3.10 Sainteagle Welding
3.10.1 Основная информация
3.10.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.10.3 Распределение по регионам бизнеса
3.11 Hobart
3.11.1 Основная информация
3.11.2 Продажи, выручка, цена, Валовая прибыль и глобальная доля
3.11.3 Распределение по регионам бизнеса
3.12 Cigweld
3.12.1 Базовая информация
3.12.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.12.3 Распределение по регионам бизнеса
3.13 Smic
3.13.1 Базовая информация
3.13.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.13.3 Распределение по регионам бизнеса
3.14 Bohler Welding
3.14.1 Основная информация
3.14.2 Продажи, выручка, цена, валовая прибыль и мировая доля
3.14.3 Распределение по регионам бизнеса
3.15 Victor Technologies
3.15.1 Базовая информация
3.15.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.15.3 Распределение по регионам бизнеса
3.16 Hyundai
3.16.1 Основная информация
3 .16.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.16.3 Распределение по регионам бизнеса
3.17 Sandvik
3.17.1 Основная информация
3.17.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.17.3 Распределение по регионам бизнеса
3.18 Metrod
3.18.1 Основная информация
3.18.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.18.3 Распределение по регионам бизнеса
3.19 Cmctw
3.19.1 Основная информация
3.19.2 Продажи, выручка, цена, Валовая прибыль и глобальная доля
3.19.3 Распределение по бизнес-регионам
3.20 Golden Bridge
3.20.1 Базовая информация
3.20.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.20.3 Распределение по бизнес-регионам
3,21 Tlantic
3.21.1 Основная информация
3.21.2 Продажи , Выручка, цена, валовая прибыль и глобальная доля
3.21.3 Распределение по регионам бизнеса
3.22 Itw
3.22.1 Основная информация
3.22.2 Продажи, выручка, цена, валовая прибыль и глобальная доля
3.22.3 Распределение по регионам бизнеса
3 .23 Huaxingjuchuang
3.23.1 Основная информация
…. ПРОДОЛЖЕНИЕ
БОЛЬШЕ ОТЧЕТОВ ИЗ НАШЕЙ БАЗЫ ДАННЫХ
http://www.marketwatch.com/story/global-trade-surveillance-system-market-size- доля-стоимость-и-конкурентный-ландшафт-2021-03-02
http://www.marketwatch.com/story/covid-19-outbreak-global-mobile-heartrate-ecg-monitoring-device-industry-market -2021-03-03
http://www.marketwatch.com/story/covid-19-impact-on-global-medical-applicator-industry-size-share-value-and-competitive-landscape-2021- 2021-03-05
http: // www.marketwatch.com/story/global-regulatory-change-management-software-industry-market-size-share-value-and-competitive-landscape-2024-2021-03-08
http://www.marketwatch.com / story / global-raid-controller-card-market-size-share-value-and-Competitive-landscape-2026-2021-03-09
КОНТАКТНЫЕ ДАННЫЕ:
+44 203500 2763
+1 62 825 80070
971 0503084105
COMTEX_384101317 / 2582 / 2021-04-08T06: 16: 06
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу editorial @ comtex.com. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.