Методы расчета сварных соединений на прочность
Применяемые в настоящее время методы расчета сварных соединений на прочность носят условный характер, так как не учитывают концентрации местных напряжений, а в расчет принимаются так называемые номинальные напряжения. [c.176]МЕТОДЫ РАСЧЕТА СВАРНЫХ СОЕДИНЕНИЙ НА ПРОЧНОСТЬ [c.24]
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность по допускаемым напряжениям и по предельному состоянию. [c.20]
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность по допускаемым напряжениям и по предельному состоянию.

И. МР 170—85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик вязкости разрушения (трещиностойкости) сварных соединений при статическом нагружении. — М. ВНИИНМАШ, 1985. — 52 с. [c.310]
Традиционно считают основными два метода расчета сварных х>единений на статическую прочность и на прочность при переменных нагрузках. Применение их регламентировано различными нормативными документами, которые обязательны д ля типового проектирования. В качестве одного из основных требований при разработке нормативных документов до последнего времени было обеспечение простоты расчета. В некоторых случаях это достигалось ценой снижения экономичности и долговечности сварных конструкций. Работы последнего периода в основном направлены на устранение указанных двух недостатков. Во-первых, вводится учет различной прочности отдельных участков соединения в зависимости от направления силы в них. Это в ряде случаев позволяет проектировать конструкции более экономичными в отношении объема наплавляемого металла. Во-вторых, ведутся работы и достигнуты успехи в создании численных методов расчета, позволяющих учесть концентрацию деформаций и напряжений в сварных соединениях, что открывает возможность применения более прочных, но менее пластичных присадочных металлов. Одновременно это позволяет проводить обоснованные расчеты на статическую прочность в условиях понижения пластичности материала при применении высокопрочных металлов и в условиях низких температур.
В некоторых случаях это достигалось ценой снижения экономичности и долговечности сварных конструкций. Работы последнего периода в основном направлены на устранение указанных двух недостатков. Во-первых, вводится учет различной прочности отдельных участков соединения в зависимости от направления силы в них. Это в ряде случаев позволяет проектировать конструкции более экономичными в отношении объема наплавляемого металла. Во-вторых, ведутся работы и достигнуты успехи в создании численных методов расчета, позволяющих учесть концентрацию деформаций и напряжений в сварных соединениях, что открывает возможность применения более прочных, но менее пластичных присадочных металлов. Одновременно это позволяет проводить обоснованные расчеты на статическую прочность в условиях понижения пластичности материала при применении высокопрочных металлов и в условиях низких температур.
Методические указания. Расчеты и испытания на прочность. Расчетно-экспериментальные методы оценки сопротивления усталости сварных соединений. РД-50-551-85. М. Издательство стандартов. 1986. 52 с.
[c.560]
РД-50-551-85. М. Издательство стандартов. 1986. 52 с.
[c.560]
РД 26-6-87. Методические указания. Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некругло-сти обечаек. [c.269]
Существующие методы расчета на прочность не учитывают фактора механической неоднородности. Между тем, в большинстве случаев разрушения сварных соединений аппаратов происходят в области твердых, охрупченных участков зоны термического влияния. Следует также помнить, что локальный сварочный нагрев приводит к возникновению остаточных напряжений, способствующих повышению уровня напряженности металла.
Основной причиной, тормозившей развитие электросварочного дела, было недоверие к прочности сварных соединений и сомнение в возможности получения с должной гарантией сварных стыков, не уступающих по своей прочности клепаным. Эта неуверенность в прочности сварных швов была главным возражением против решительной и смелой замены заклепок сваркой. Этому способствовало также отсутствие установленных и принятых практикой методов расчета и норм, недостаточная четкость установления влияния различных факторов, сопровождающих процесс сварки, на качество швов и т. д.
Эта неуверенность в прочности сварных швов была главным возражением против решительной и смелой замены заклепок сваркой. Этому способствовало также отсутствие установленных и принятых практикой методов расчета и норм, недостаточная четкость установления влияния различных факторов, сопровождающих процесс сварки, на качество швов и т. д.
Прочность при соединении укрепляющих элементов к барабану или камере должна быть проверена расчетом. Сварной шов рассчитывается на срез при допускаемом напряжении, равном 70% от допускаемого напряжения при растяжении. При присоединении укрепляющих элементов автоматической сваркой под слоем флюса или другим методом, обеспечивающим глубокое проплавление листа, расчетная высота шва принимается равной его катету.
Приведенный выше инженерный метод расчета малоцикловой прочности в номинальных напряжениях требует достаточно сложных экспериментальных исследований на натурных узлах и соединениях конструкций в зависимости от целого ряда факторов вида и способа нагружения, характеристик цикла, температуры, технологии изготовления и т. п. В связи с этим упомянутый выше расчет по местным деформациям (см. гл. 1 и 11) является более универсальным, так как он основан на результатах испытаний лабораторных образцов, используемых для оценки прочности конструкций в зонах концентрации напряжений. Применимость деформационных подходов к расчету сварных конструкций определяется наличием данных по теоретическим коэффициентам концентрации напряжений в сварных швах, циклическим свойствам материала различных зон сварного соединения и по уровню остаточных сварных напряжений. В 2 приведены предложения по определению коэффициентов концентрации напряя ений и деформаций в стыковых и угловых швах листовых конструкций. Для стержневых конструкций, выполняемых из фасонного проката, необходимы дополнительные исследования напряжений и деформаций в зонах их концентрации. Свойства строительных сталей при малоцикловом нагружении изучены достаточно подробно, и по ним получены величины параметров для построения расчетных кривых
п. В связи с этим упомянутый выше расчет по местным деформациям (см. гл. 1 и 11) является более универсальным, так как он основан на результатах испытаний лабораторных образцов, используемых для оценки прочности конструкций в зонах концентрации напряжений. Применимость деформационных подходов к расчету сварных конструкций определяется наличием данных по теоретическим коэффициентам концентрации напряжений в сварных швах, циклическим свойствам материала различных зон сварного соединения и по уровню остаточных сварных напряжений. В 2 приведены предложения по определению коэффициентов концентрации напряя ений и деформаций в стыковых и угловых швах листовых конструкций. Для стержневых конструкций, выполняемых из фасонного проката, необходимы дополнительные исследования напряжений и деформаций в зонах их концентрации. Свойства строительных сталей при малоцикловом нагружении изучены достаточно подробно, и по ним получены величины параметров для построения расчетных кривых
Раздел 8 в первом издании входил в третью книгу Тепловые и атомные электростанции . Перенос его в первую книгу второго издания обусловлен введением нового (девятого) раздела Расчет на прочность элементов конструкций теплотехнического оборудования . В этом разделе приводятся рекомендации и данные для расчетов на прочность обечаек, днищ и крышек, укрепляющих элементов сосудов и аппаратов труб и трубопроводов болтовых и сварных соединений и т. п. Нормы и методы расчетов даются в соответствии с действующими государственными и отраслевыми стандартами и многолетней практикой инженерных расчетов. С учетом предлагаемых здесь сведений будут пересмотрены соответствующие материалы прикладных разделов справочников, входящих в данную серию.
Перенос его в первую книгу второго издания обусловлен введением нового (девятого) раздела Расчет на прочность элементов конструкций теплотехнического оборудования . В этом разделе приводятся рекомендации и данные для расчетов на прочность обечаек, днищ и крышек, укрепляющих элементов сосудов и аппаратов труб и трубопроводов болтовых и сварных соединений и т. п. Нормы и методы расчетов даются в соответствии с действующими государственными и отраслевыми стандартами и многолетней практикой инженерных расчетов. С учетом предлагаемых здесь сведений будут пересмотрены соответствующие материалы прикладных разделов справочников, входящих в данную серию.
Принятые в практике методы расчета прочности сварных соединений приближенны. Они дают возможность получить решение с меньшей затратой времени, однако нуждаются в дополнительной корректировке, основанной на опыте, накопленном в процессе изготовления, эксплуатации и экспериментальной отработки конструкций.
[c. 362]
362]
Проблема улучшения конструкции сварных соединений решается путем разработки и внедрения мер по совершенствованию формы сварного соединения, а также совершенствования методов расчета на прочность, учитывающих неоднородность свойств различных зон сварного соединения и концентрацию напряжений в изделии. Расчетные методы заключаются в основном в введении поправочного коэффициента прочности. Точность выбора коэффициентов во многом определяет работоспособность сварных соединений.
В книге рассматриваются конструктивные и технологические причины возникновения в сварных конструкциях концентрации напряжений, приводятся экспериментальные данные о напряженном состоянии различных соединений и узлов и о влиянии, которое оно оказывает на их прочность при различных условиях эксплуатации, даются практические рекомендации по снижению концентрации напряжений. Приводятся методы расчета, которые позволяют учитывать влияние концентрации напряжений в зависимости от конструктивных различий отдельных соединений и узлов, технологических особенностей их изготовления, а также от различий в условиях их работы под нагрузкой.
Принятый здесь метод учета осреднения местных напряжений может быть использован при расчетном определении значений эффективных коэффициентов концентрации напряжений. Предложенные формулы позволяют учитывать влияние формы и размеров сварных соединений. Изменение свойств металла околошовной зоны может быть учтено выбором соответствующей структурной характеристики материала. Другие факторы, оказывающие влияние на прочность сварных соединений (например, остаточные напряжения), могут также быть учтены соответствующим расчетом. Таким образом, предложенные здесь формулы при дополнительном учете других факторов могут найти свое практическое применение.
Существующие методы расчетов прочности, как правило, не учитывают воздействия, оказываемого на конструкцию при ее изготовлении. Поэтому в обычно выполняемых расчетах прочности, как правило, исходят из нормативных свойств материала. При этом не учитываются изменения, вызываемые процессом сварки, а также наличие в сварных соединениях неоднородности свойств в различных зонах. Расчеты прочности ведут, ориентируясь на то напряженное состояние, которое диктуется только внешней нагрузкой, и не учитывают
[c.94]
Расчеты прочности ведут, ориентируясь на то напряженное состояние, которое диктуется только внешней нагрузкой, и не учитывают
[c.94]
Выбор конструкционных материалов и прочностной расчет элементов трубопроводов (определение толщины стенок, расчет разъемных и сварных соединений, их обтюрация) [20, 47] производятся аналогично расчетам сосудов, работающих под давлением (см. п. 2.13.4). При этом используют как проектировочный, так и проверочный методы расчетов. С точки зрения расчета на жесткость и прочность, под действием внешних на- [c.500]
Оценку свариваемости следует производить не по абсолютным значениям свойств сварного соединения, а по процентному отношению их к соответствующим свойствам основного металла в исходном состоянии (до сварки). Вряд ли следует стремиться к сколько-нибудь значительному превышению свойств сварного соединения по сравнению с основным металлом, так как такое улучшение свойств нельзя использовать (поскольку расчет сооружений на прочность и в этом случае ведется по свойствам основного металла), а метод сварки при этом значительно усложняется. [c.222]
[c.222]
Неоправданное назначение операции термообработки может существенно увеличить трудоемкость изготовления изделия, в особенности в условиях серийного производства. С другой стороны, применение термообработки нередко заметно улучшает механические свойства и структуру сварных соединений, способствуя повышению их работоспособности. Решение об отказе от применения термообработки или, напротив, о необходимости ее использования определяется химическим составом металла, выбором метода сварки и присадочного металла, конструктивным оформлением соединений и узлов, требованиями к механическим свойствам, условиям эксплуатации и т. д. Это решение проектировщику приходится принимать еще на стадии проработки технического проекта при выборе величины допускаемого напряжения, необходимого для выполнения расчетов на прочность. [c.29]
Применение сварки в изготовлении подъемно-транспортных машин (ПТМ) привело к заметному изменению геометрических форм конструкций, созданию новых методов расчета как конструкций в целом, так и отдельных сварных элементов и узлов. Широко внедряются конструкции коробчатого, оболочкового и сложных сечений, составленные из листовых элементов. Они оказываются часто экономичнее решетчатых и проще в изготовлении. В решетчатых конструкциях используют замкнутые трубчатые, в том числе гнутые сварные профили, вместо традиционных прокатных швеллеров и углового профиля. Несмотря на многообразие видов подъемнотранспортных машин, работа их металлических конструкций имеет много общего. Это позволяет использовать единые принципы расчета, проектирования и оценки прочности элементов и соединений. Опыт эксплуатации крановых сварных металлоконструкций показывает, что определяющим фактором, от которого зависит их надежность, является выносливость.
[c.235]
Широко внедряются конструкции коробчатого, оболочкового и сложных сечений, составленные из листовых элементов. Они оказываются часто экономичнее решетчатых и проще в изготовлении. В решетчатых конструкциях используют замкнутые трубчатые, в том числе гнутые сварные профили, вместо традиционных прокатных швеллеров и углового профиля. Несмотря на многообразие видов подъемнотранспортных машин, работа их металлических конструкций имеет много общего. Это позволяет использовать единые принципы расчета, проектирования и оценки прочности элементов и соединений. Опыт эксплуатации крановых сварных металлоконструкций показывает, что определяющим фактором, от которого зависит их надежность, является выносливость.
[c.235]
МИС рекомендует некоторые методы расчета прочности сварных соединений и конструкций. Расчеты составлены на основе экспериментов, проведенных главным образом голландскими учеными по изучению механических свойств швов под действием нормальных и касательных напряжений. Построены диаграммы, характеризующие прочностные свойства при нормальных сжимающих, срезывающих и нормальных растягивающих напряжениях. Особое внимание при этом уделено расчету угловых швов.
[c.102]
Построены диаграммы, характеризующие прочностные свойства при нормальных сжимающих, срезывающих и нормальных растягивающих напряжениях. Особое внимание при этом уделено расчету угловых швов.
[c.102]
В первой книге рассмотрены вопросы прочности и пластичности сварных соединений в условиях низких и высоких температур, при статических и переменных нагрузках, методы расчета их на прочность, а также деформации конструкций от сварки. [c.1]
Учебное пособие состоит из двух частей. В первой части рассмотрены вопросы прочности и пластичности сварных соединений при статических и переменных нагрузках в условиях низких и высоких температур, методы расчета их на прочность, а также деформации конструкций от сварки. Во второй части рассмотрены конструктивные особенности различных типов сварных изделий, вопросы технологии их изготовления, расчета и проектирования, а также автоматизации производства и применения ЭВМ в расчетах и проектировании конструкций. [c.3]
[c.3]
Процедура поверочного расчета сварных соединений на статическую прочность по рассмотренному методу состоит в следующем. Сначала для отдельных участков шва необходимо определить коэффициенты увеличения прочности С. Напрнмер, для нахлесточного соединения на рнс. 2.44, а для фланговых швов / Сх = 1 для лобового шва 2, у которого угол а = О, согласно диаграмме на рнс. 2.42 Сг = 1,5. Затем надо найтн расчетную площадь среза Р р. Расчетная площадь среза в соединении на рис. 2.44, а составит [c.65]
Четвертый метод расчета сварных соединений с угловыми швами на статическую прочность (см. 8.1) предусматривает учет концен+рации напряжений и деформаций в зависимости от формы и размеров швов. Использование этого метода невозможно, если пользоваться только характеристиками прочности и пластичности, рассмотренными выше. Ввиду недостаточной мощности обычно используемых ЭВМ для одновременного определения в еловых сварных соединениях концешрации напряжений первого и второго вида расчет распадается на две стадии. Первая стадия расчета напряженно-деформированного состояния фактически совпадает с расчетом НДС в третьем методе.
[c.271]
Первая стадия расчета напряженно-деформированного состояния фактически совпадает с расчетом НДС в третьем методе.
[c.271]
Представленная выше формула (8,3.2) может быть использована при расчете сложных сварных соединений на прочность по кинематической модели расчета, когда тела считаются абсолютно жесткими, а пластичность швов во внимание не принимается. При ограниченной пластичности швов црочность сложного сварного соединения зависит от пластичности отдельных участков соединения, В третьем методе расчета на прочность, в котором учитьшается податливость основного металла и швов, предполагается, чго при эксплуатационных нафузках в наиболее опасных точках соединения может быть вычислен как фактический запас прочности, так и фактический запас пластичности. Очевидно, чго при одинаковых запасах прочности предпочтение должно бьггь отдано соединениям с более высокой пластичностью. Приводимые ниже расчетные формулы позволяют по небольшому числу экспериментальных значений пластичности угловых швов определить их пластичность гфи произвольном напранлении силы. [c.283]
[c.283]
При любой из этих величин (39 50,7 45,6 тс) образец должен был разрушиться по основному металлу соединяемых листов, предельная нагрузка которых равна 31—32 тс, однако этого не произошло. Образец разрушился от последовательного среза электрозаклепок, начиная с крайних, показав предельную нагрузку Рд = 25,2 тс. Аналогичное явление было и с образцами, имеющими пять, шесть и семь электрозаклепок. Увеличение количества электрозаклепок сверх пяти не дает повышения предела прочности соединений. Этот результат однозначно отвечает на вопрос многих исследователей о влиянии неравномерности распределения срезывающих усилий в сварных точечных соединениях на предельную прочность этих соединений. Следовательно, общепринятый метод расчета таких соединений, исходящий из равномерного распределения усилий среза между сварными точками, является не совсем верным. На фиг. 58 показано изменение прочности свар- [c.90]
Однако с> шествующие методы расчета на прочность сферических сосудов, работающих в условиях нагружения внлтренним или наружным давлением /68, 146/ не учитывают фактор механической неоднородности различных участков сварных соединений, что не позволяет дать достоверн то оценку эксплуатационной надежности толстостенных
[c. 229]
229]
Достигнутые результаты научных исследований прочности в машиностроении нашли практическое приложение в создании новых и усовершенствовании суш ествующих методов расчета и испытания деталей машин и элементов конструкций, широко используемых промышленностью. Эти результаты, а также опыт расчета на прочность и конструирование деталей машин получили обобш ение в ряде монографий, руководств, справочников и учебников, подготовленных отечественными учеными за 50 пет Советской власти, что способствовало использованию на практике новых данных теоретических и экспериментальных работ. В ряде отраслей опубликованы руководства по прочности валов и осей, резьбовых соединений, пружин, зубчатых колес, лопаток и дисков турбомашин, корпусов котлов и реакторов, трубопроводов, сварных соединений и др. Разработанные методы расчета на основе исследований прочности оказали суш,ественное влияние на улучшение конструкций деталей машин. Они количественно показали значение для прочности деталей уменьшения концентрации напряжений, снижения вибрационной напряженности, ослабления коррозионных процессов, улучшения качества поверхности, роль абсолютных размеров и многих других факторов. [c.44]
[c.44]
При диагностике барабанов выполняются визуальный осмотр и инструментальная дефектоскопия, в которую включаются УЗД клепаных и сварных соединений, оценка коррозионного — износа, выявление трещин в основном металле обечаек, днищ и лазов с помощью МПД или пенитратов. В некоторых случаях измеряется прогиб барабана и овальность поперечного сечения. При длительных наработках времени определяются механические свойства основного металла, а на клепаных швах — также механические свойства заклепок. Учитывая особое значение барабанов для безопасности персонала и оборудования, на заключительной стадии диагностики выполняются поверочные расчеты их на прочность. Перечисленные методы редко применяются одновременно. [c.163]
Данные для предельного состояния, вычисленные по приведенной схеме, совп ь дают с результатами испытаний. Применение этой схе лы для определения разрушающих нагрузок приводит в случае преобладающей доли изгибающего момента с существенным отклонениям от опытных данных, полученных как при кратковременных испытаниях при комнатной температуре, так и длительных в условиях ползучести. Изгибающая нагрузка мало сказывается (при принятых методах расчета) на величине разрушающего давления. Чувствительными к изгибным напряжениям оказались поперечные сварные соединения, имеющие пониженную пластичность. В связи с изложенным для оценки влияния дополнительных напряжений в нормах приняты формулы, выведенные для предельного состояния. Пониженная сопротивляемость сварных стыков изгибу учтена при определении изгибных напряжений введением коэффициента прочности сварных соединений при изгибе ф . Рекомендуемые значения коэффициента приняты по опытным данным и подлежат в дальнейшем уточнению.
[c.301]
Изгибающая нагрузка мало сказывается (при принятых методах расчета) на величине разрушающего давления. Чувствительными к изгибным напряжениям оказались поперечные сварные соединения, имеющие пониженную пластичность. В связи с изложенным для оценки влияния дополнительных напряжений в нормах приняты формулы, выведенные для предельного состояния. Пониженная сопротивляемость сварных стыков изгибу учтена при определении изгибных напряжений введением коэффициента прочности сварных соединений при изгибе ф . Рекомендуемые значения коэффициента приняты по опытным данным и подлежат в дальнейшем уточнению.
[c.301]
В данной книге рассматриваются строение и свойства сталей, используемых для изготовления паровых и водогрейных котлов, трубопроводов пара и горячей воды, а также сосудов, работающих под давлением, описываются применяемые в энергетике стали и влияние технологических процессов и условий эксплуатации на структуру и показатели прочности металла. Значительное внимание уделяется строению и свойствам сварных соединений, сообщаются основные результаты исследований высокотемпературной газовой коррозии экранов, щирмовых пароперегревателей и конвективных поверхностей нагрева мощных паровых котлов помещена информация о коррозионных процессах в водной среде и низкотемпературной сернистой коррозии, излагаются мероприятия, позволяющие защитить трубную систему котлов от интенсивных коррозионных поражений, основные положения нормативных методов расчета на прочность элементов котлов, трубопроводов и сосудов, работающих под давлением. [c.7]
[c.7]
Проектирование сварных конструкций имеет свои специфические особенности. Сварка — не только технологический процесс получения заготовок разнообразной формы и сложности, предназначенных для последующей механической обработки. Сварка — это в первую очередь метод сборки и монтажа конструкций из отдельных элементов, выполняющих различные функции. Высокие эксплуатационные характеристики сварных изделий — результат ра-цпональных конструктивных решений и совершенства технологического процесса сборки и сварки. Потребности в создании ранее неизвестных сочетаний деталей, их свойств и служебных назначений рождают новые технологические приемы сварки, последние в свою очередь открывают для конструкторов новые возможности. В результате многолетних усилий проектировщиков и исследователей установлены рациональные формы сварных соединений, обоснованы методы их расчета на прочность. Итогом этой огромной работы яатяются многочисленные публикации в нашей и зарубежной литературе. [c.3]
[c.3]
Выбор метода сварки обычно включает назначение типа сварного соединения, приемов его выполнения и применяемого присадочного металла. Эти данные предопределяют механические свойства сварного соединения и величину допускаемого напряжения, что необходилю для выполнения расчетов на прочность. Для завершения технического проекта этих данных оказывается достаточно. [c.25]
Изложенный ранее в настоящей главе метод расчета прочности сварных соединений с угловыми швами ориентируется на минимальную прочность шва, когда он работает на срез вдоль своей оси, т. е. как 4 анговый. [c.63]
Расчет и проектирование сварных соединений
ПРОЧНОСТЬ, РАСЧЕТ И ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ И КОНСТРУКЦИЙ [c.7]РАСЧЕТ И ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ [c.35]
Николаев Г.А. Проект технических условий на расчет и проектирование сварных соединений, вьшолненных дуговой сваркой в машиностроительных конструкциях // Автогенное дело. 1938. № 2.
[c.562]
1938. № 2.
[c.562]
Сопоставление сопротивления усталости стыковых соединений монолитного и многослойного металла. Надежность и долговечность многослойных сварных конструкций, предназначенных для длительной эксплуатации в условиях циклического нагружения, во многом зависит от способности соединений сопротивляться усталостным разрушениям. До последнего времени наиболее полные исследования усталости сварных соединений выполнялись применительно к монолитному металлу [6]. Результаты этих исследований широко используются в инженерной практике при расчетах и проектировании монолитных сварных конструкций. Применительно к многослойным конструкциям сведения о сопротивлении усталости сварных соеди- [c.258]
Анализируя устройство самых разнообразных машин, легко заметить, что у них имеется много похожих по назначению деталей и сборочных единиц крепежные изделия (винты, болты, шпильки, гайки и др.
 ), передачи (зубчатые, червячные, гибкой связью и др.), валы,, оси и их опоры всевозможные соединения (резьбовые, шлицевые, шпоночные, сварные, клеевые и др.), муфты и т. д. Очевидно, что для однотипных деталей с одинаковыми эксплуатационными функциями и близкими условиями работы возможны одни и те же методы анализа, расчета и проектирования. Объединяет решение этих задач курс Детали машин — третий раздел учебной дисциплины Техническая механика .
[c.3]
), передачи (зубчатые, червячные, гибкой связью и др.), валы,, оси и их опоры всевозможные соединения (резьбовые, шлицевые, шпоночные, сварные, клеевые и др.), муфты и т. д. Очевидно, что для однотипных деталей с одинаковыми эксплуатационными функциями и близкими условиями работы возможны одни и те же методы анализа, расчета и проектирования. Объединяет решение этих задач курс Детали машин — третий раздел учебной дисциплины Техническая механика .
[c.3]В книге рассмотрены вопросы усталости стальных сварных конструкций, приведены результаты многочисленных испытаний сварных соединений в условиях действия переменных напряжений. Материал представлен в форме, удобной для использования при расчетах и проектировании. Книга предназначена для инженеров, научных работников и студентов втузов, занимающихся вопросами проектирования и расчета сварных стальных конструкций. [c.4]
Исходным условием проектирования сварных соединений обычно является равнопрочность шва и соединяемых деталей изделия. Несмотря на неравномерность распределения напряжений по периметру шва, при расчете сварных соединений концентрацию напряжений не учитывают, т. е. расчет условен, однако оправдан практикой эксплуатации сварных соединений.
[c.277]
Несмотря на неравномерность распределения напряжений по периметру шва, при расчете сварных соединений концентрацию напряжений не учитывают, т. е. расчет условен, однако оправдан практикой эксплуатации сварных соединений.
[c.277]
Учебное пособие состоит из двух частей. В первой части рассмотрены вопросы прочности и пластичности сварных соединений при статических и переменных нагрузках в условиях низких и высоких температур, методы расчета их на прочность, а также деформации конструкций от сварки. Во второй части рассмотрены конструктивные особенности различных типов сварных изделий, вопросы технологии их изготовления, расчета и проектирования, а также автоматизации производства и применения ЭВМ в расчетах и проектировании конструкций. [c.3]
При проектировании сварных конструкций решается задача комплексного расчета сварных соединений. Он включает проверку прочности сварных швов и основного металла в зонах, прилегающих к швам. Расчет прочности основного металла возле швов производится в конструкциях из закаленных сталей при всех видах нагрузок, в том числе и статических. В конструкциях из незакаленных малоуглеродистых и низколегированных сталей комплексный расчет сварных соединений ведется при их работе под переменными нагрузками.
[c.31]
В конструкциях из незакаленных малоуглеродистых и низколегированных сталей комплексный расчет сварных соединений ведется при их работе под переменными нагрузками.
[c.31]
Внедрение сварки в самые ответственные изделия было обеспечено созданием советскими учеными методов расчета, гарантирующих эксплуатационную прочность сварных конструкций. Многолетний опыт проектирования и изготовления сварных конструкций в СССР определил разработку комплексного метода проектирования конструкций и технологии их изготовления, рациональный выбор принципиальных схем конструкций и основного металла для них, применение сталей повышенной и высокой прочности, высокопрочных сплавов цветных металлов, экономичных профилей и штамповочных заготовок, а также комбинированных сварных конструкций (из проката, литья и поковок). Характерной чертой методов расчета сварных соединений, разработанных советскими учеными, является стремление связать вопросы прочности с особенностями сварочной технологии, в то время как аналогичные зарубежные методы расчета крайне слабо связаны с технологией производства.
 [c.141]
[c.141]В четвертой главе изложены основы проектирования резьбовых, сварных и клеевых соединений пластмассовых элементов конструкций. В ней же достаточно подробно рассмотрены методы расчета и особенности конструирования зубчатых передач, муфт и подшипников скольжения с применением пластмасс, а также приведены данные по расчету и выбору основных конструктивных параметров и технологии сборки пластмассовых трубопроводов и деталей трубопроводной арматуры. Вопросы расчета и конструирования пластмассовых деталей в данной книге освещены значи- [c.8]
Задача первичной аттестации — определение характеристик сварных соединений, необходимых для расчетов при проектировании и для обеспечения безопасной эксплуатации котлов. [c.314]
При расчете сварных соединений сварочные напряжения и деформации обычно не учитываются. В то же время при проектировании конструкции, выборе технологического процесса ее изготовления и оценке ее работоспособности знание сварочных напряжений и возможных деформаций изделия является обязательным. Основные положения теории напряжений и деформаций изложены в п. 2 настоящей главы.
[c.59]
Основные положения теории напряжений и деформаций изложены в п. 2 настоящей главы.
[c.59]
Приведенные выше методы расчета заклепочных и сварных соединений по допускаемым напряжениям приняты в машиностроении, судостроении, авиастроении и т. п. При проектировании же инженерных сооружений (гражданские и промышленные здания, мосты, тоннели и т. п.) в настоящее время у нас принят принципиально новый метод расчета по предельному состоянию (глава XXV), по суш,еству, однако, мало отличающийся от расчета по допускаемым напряжениям. [c.159]
За допускаемые принимаются напряжения, установленные при расчете паркового ресурса, и, в исключительных случаях, допускаемые напряжения, принятые в расчет на срок Ю или 2 10 ч при проектировании паропровода. В общем виде уравнения расчета напряжений для оценки индивидуального ресурса сварных соединений различных типов (см. рис. 4.6) приведены в табл. 4.3. [c.215]
Применение различных типов швов сварных соединений различного вида устанавливается при проектировании на основании соответствующих расчетов и технологических требований с учетом условий изготовления конструкции. [c.60]
[c.60]
Навроцкий Д. И. Расчет сварных соединений с учетом концентраций напряжений. Сб. Проектирование сварных конструкций , изд. Наукова думка , Киев, 1965. [c.307]
Применяемые при проектировании сварных конструкций расчеты еще не в полной мере отражают все особенности реальных условий их работы и поэтому решения, принимаемые на основании таких расчетов, нуждаются в соответствующей дополнительной корректировке. При этом необходимо знать прочностные характеристики всех соединений при действии различных нагрузок. [c.58]
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность по допускаемым напряжениям и по предельному состоянию. [c.20]
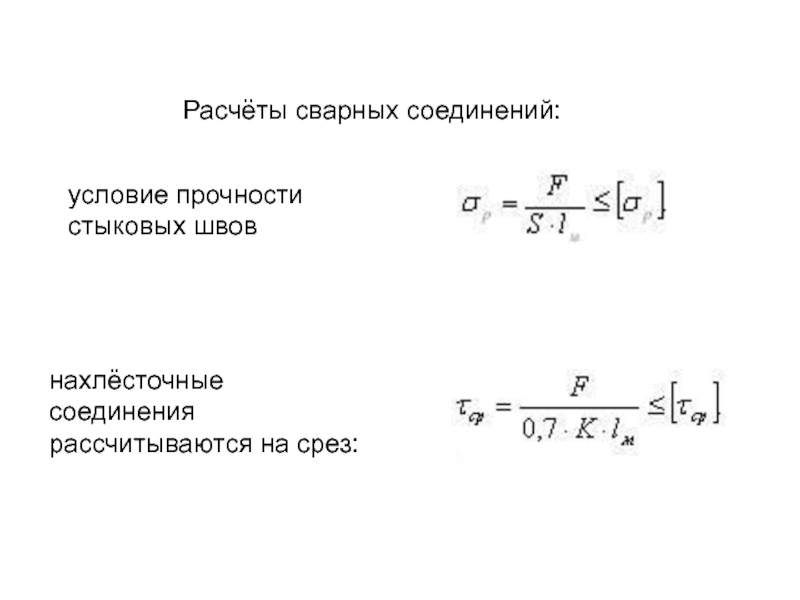
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность по допускаемым напряжениям и по предельному состоянию. При расчете конструкций по допускаемым напряжениям расчетное напряжение сравнивается с допускаемым и условие прочности имеет вид а [сг], где а — напряжение в опасном сечении [а] — допускаемое значение напряжения. Допускаемое напряжение устанавливается в зависимости от свойств материала, характера нагрузки и других факторов.
[c.21]
Существуют два метода расчета на прочность по допускаемым напряжениям и по предельному состоянию. При расчете конструкций по допускаемым напряжениям расчетное напряжение сравнивается с допускаемым и условие прочности имеет вид а [сг], где а — напряжение в опасном сечении [а] — допускаемое значение напряжения. Допускаемое напряжение устанавливается в зависимости от свойств материала, характера нагрузки и других факторов.
[c.21]
При современном состоянии развития науки о сварке и сварочной техники стало возможным определять расчетным путем оптимальные режимы сварки, свойства металла сварных соединений, величину сварочных деформаций и напряжений, а также режимы технологических способов по предупреждению либо снятию (или снижению) последних в изготовляемых конструкциях. В связи с этим в практику проектирования технологических процессов сварочной техники за последние годы начали внедряться научно обоснованные инженерные расчеты [4], [5] и [8]. Особенно широкое применение получили расчетные методы определения оптимальных режимов сварки, т.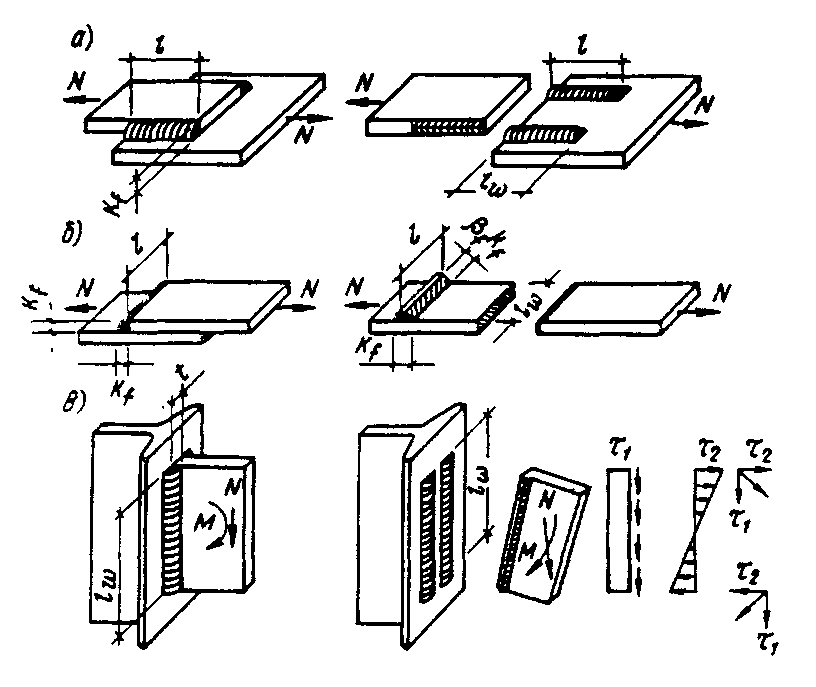 е. обеспечивающих получение сварных соединений высокого качества.
[c.42]
е. обеспечивающих получение сварных соединений высокого качества.
[c.42]
Формула (4) является общей при расчете основного металла в зоне сварных соединений и самих швов. Сварные соединения обладают рядом особенностей работы. При их проектировании необходимо производить расчет прочности всего комплекса сварных швов и прилегающего металла. [c.94]
Применение сварки в изготовлении подъемно-транспортных машин (ПТМ) привело к заметному изменению геометрических форм конструкций, созданию новых методов расчета как конструкций в целом, так и отдельных сварных элементов и узлов. Широко внедряются конструкции коробчатого, оболочкового и сложных сечений, составленные из листовых элементов. Они оказываются часто экономичнее решетчатых и проще в изготовлении. В решетчатых конструкциях используют замкнутые трубчатые, в том числе гнутые сварные профили, вместо традиционных прокатных швеллеров и углового профиля. Несмотря на многообразие видов подъемнотранспортных машин, работа их металлических конструкций имеет много общего. Это позволяет использовать единые принципы расчета, проектирования и оценки прочности элементов и соединений. Опыт эксплуатации крановых сварных металлоконструкций показывает, что определяющим фактором, от которого зависит их надежность, является выносливость.
[c.235]
Это позволяет использовать единые принципы расчета, проектирования и оценки прочности элементов и соединений. Опыт эксплуатации крановых сварных металлоконструкций показывает, что определяющим фактором, от которого зависит их надежность, является выносливость.
[c.235]
В зарубежных странах у вычисляется по упрощенной методике. Например, сс гласно нормам на проектирование сварных мостов в США, допускаемые напряжения могут вычисляться согласно диаграмме фиг. 151 в зависимости от г й числа нагружений N. Индекс Л 1 относится к числу загружений 2 10 [16]. Для соединений высоколегированных сталей цветных и других сплавов коэффициенты у изучаются опытным путем. В некоторых случаях для расчета сварных соединений этих [c.272]
Таким образом, анализ условий страгивания и развития поверхностной трещины применительно к стыковым сварным соединениям наглядно показывает, что неблагоприятное изменение НДС в зоне вершины трещины (например, когда зона шва оказывается в роли мягкой прослойки или под действием остаточных растягивающих напряжений), может приводить к существенному снижению трещиностойкости соединения. Поэтому при проектировании, а также при постановке контрольных расчетов учет такого снижения представляется необходимым.
[c.254]
Поэтому при проектировании, а также при постановке контрольных расчетов учет такого снижения представляется необходимым.
[c.254]
Традиционно считают основными два метода расчета сварных х>единений на статическую прочность и на прочность при переменных нагрузках. Применение их регламентировано различными нормативными документами, которые обязательны д ля типового проектирования. В качестве одного из основных требований при разработке нормативных документов до последнего времени было обеспечение простоты расчета. В некоторых случаях это достигалось ценой снижения экономичности и долговечности сварных конструкций. Работы последнего периода в основном направлены на устранение указанных двух недостатков. Во-первых, вводится учет различной прочности отдельных участков соединения в зависимости от направления силы в них. Это в ряде случаев позволяет проектировать конструкции более экономичными в отношении объема наплавляемого металла. Во-вторых, ведутся работы и достигнуты успехи в создании численных методов расчета, позволяющих учесть концентрацию деформаций и напряжений в сварных соединениях, что открывает возможность применения более прочных, но менее пластичных присадочных металлов.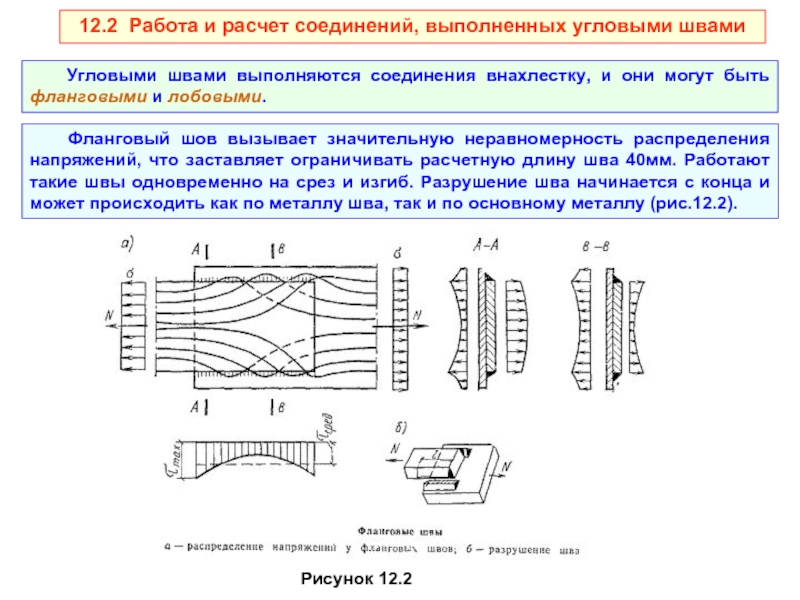 Одновременно это позволяет проводить обоснованные расчеты на статическую прочность в условиях понижения пластичности материала при применении высокопрочных металлов и в условиях низких температур.
[c.495]
Одновременно это позволяет проводить обоснованные расчеты на статическую прочность в условиях понижения пластичности материала при применении высокопрочных металлов и в условиях низких температур.
[c.495]
Конструктор при проектировании сварных конструкций вынужден исходить из полной сплошности сварных соединений. В противном случае он санкционирует с самого начала наличие несплошностей и идет на увеличение массы сварной конструкции за счет снижения эксплуатационных напряжений. После того,как конструкция спроектирована и рассчитана на прочность, следует дать оценку достаточности действующих на конкретном предприятии или в отрасли технологических требований в отношении рассматриваемой конструкции. Для этой цели предназначены контрольные расчеты. Нередки случаи, когда в готовой или даже эксплуатируемой конструкции обнаруживают несплошности или трещины, которые по своим размерам выходят за пределы установленных требований, и необходимо принять решение, можно ли их не устранять по причине высокой стоимости ремонта, технической невозможности их устранения или опасений, что при ремонте появятся еще более опасные дефекты. [c.523]
[c.523]
Усталость конструкций типа мостов в большинстве случаев является, если можно так выразиться, болезнью старого возраста и обычно проявляется только после многолетней службы. Например, в конструкциях клепаных железнодорожных мостов после 30—50 лет службы появилось большое число усталостных трещин [6]. Ввиду невозможности точно предвидеть условия нагружения моста в будущем, бывает трудно выбрать число циклов и условия нагружения для расчета прочности при проектировании. Однако при использовании имеющихся данных лабораторных испытаний в сочетании с правильно выбранным коэффициентом запаса прочности обычно оказывается возможным выработать практически расчетные условия и назначить допускаемые напряжения, обеспечивающие безопасную эксплуатацию проектируемой конструкции со сварными, заклепочными или болтовыми соединениями. [c.7]
В томе изложены методы расчета и проектирования сварных соединений и конструкций, а также сведения об их прочности при особых условиях эксплуатации (низкие и высокие температуры, корро. эионпые среды). Приведены расчетные нормы, принятые в различных отраслях промышленности, способы определения деформаций и напряжений, методики оценки свариваемости материалов и склонности их к образованию трещин, сведения по оборудованию для испытаний. Даны рекомендации по рациональному построению технологического процесса, механизации и автоматизации производства, проектированию и планировке сварочных цехов, организации труда, техническому нормированию и экономике сварочного производства.
[c.2]
эионпые среды). Приведены расчетные нормы, принятые в различных отраслях промышленности, способы определения деформаций и напряжений, методики оценки свариваемости материалов и склонности их к образованию трещин, сведения по оборудованию для испытаний. Даны рекомендации по рациональному построению технологического процесса, механизации и автоматизации производства, проектированию и планировке сварочных цехов, организации труда, техническому нормированию и экономике сварочного производства.
[c.2]
Проектирование сварных соединений включает на первом этапе выбор способа сварки и сварочных материалов, а также назначение вида кромок свариваемых деталей и размеров их обработки. На следующем этапе определяют расчетом необходимые размеры швов, главным образом угловых. Все эти вопросы обычно решаются в проекте КМ, однако тех1НО-логические особенности производства, размеры имеющегося металла и наличие сварочных материалов часто заставляют конструкторов и технологов завода заниматься проектированием сварных соединений. [c.22]
[c.22]
Проектирование и расчет сварных соединений (конструкций) сводится к выбору вида соединения, способа сварки, марки электрода, рациональному размещению сварных швов, определению сечения и длины швов из условия равнопроч-ности наплавленного металла и материала соединяемых деталей. Размеры соединяемых деталей обычно известны заранее из условий прочности, жесткости, устойчивости или конструктивных соображений. [c.472]
На стадии изготовления существенное значение для обеспечения прочности и ресурса ВВЭР имеет контроль применяемых материалов, сварных соединений и наплавок по стандартным или унифицированным характеристикам механических свойств (статические стандартньве испытания на растяжение при комнатной и повышенной температуре, испытания на ударную вязкость, а также дополнительные механические и технологические испытания). Основной целью таких испытаний является определение соответствия фактических характеристик механических свойств техническим условиям (последние, как правило, входят в расчет прочности при проектировании). Вторым элементом, определяющим эксплуатационные прочность и ресурс ВВЭР, является дефектоскопический контроль исходных материалов, заготовок и готового обррудования. Этот контроль проводится с целью поддержания дефектов (трещин, пор, включений, расслоений, забоин и др.) на определенном уровне по размерам, скоплениям.
[c.7]
Вторым элементом, определяющим эксплуатационные прочность и ресурс ВВЭР, является дефектоскопический контроль исходных материалов, заготовок и готового обррудования. Этот контроль проводится с целью поддержания дефектов (трещин, пор, включений, расслоений, забоин и др.) на определенном уровне по размерам, скоплениям.
[c.7]
Дучинский Б. Н. Прочность и основания расчета сварных соединений, работающих на переменные и знакопеременные усилия.— В кн. Вибрационная прочность сварных мостов. Труды Всесоюзного научно-исследовательского института железнодорожного строительства и проектирования. Вып. 8. М., Трансжел-дориздат, 1952, с. 137—199. [c.257]
В прикладном аспекте упомянутые задачи, будучи связаны с вопросами передачи нагрузок, часто встречаются в различных областях строительства и машиностроения, и их развитие все время стимулируется возрастающими потребностями инженерной практики. Они возникают при проектировании авиационных и других тонкостенных конструкций, в практике сварных соединений, в строительной механике при расчете фундаментов зданий, доролшых и аэродромных покрытий, в измерительной технике, при разработке методик прочностных расчетов композитов, а также различных инженерных конструкций и их деталей, усиленных или армированных тонкостенными элементами, в вопросах предотвращения развития трещин в конструкциях и в других отраслях прикладной механики. Основные достижения этой области теории упругости в значительной степени отражены в монографиях В. 3. Власова, Н. Н. Леонтьева [2], Л. А. Галина [3], Э, И. Григолюка, В. М. Толкачева [4], Б. Г. Коренева [51,
[c.9]
Основные достижения этой области теории упругости в значительной степени отражены в монографиях В. 3. Власова, Н. Н. Леонтьева [2], Л. А. Галина [3], Э, И. Григолюка, В. М. Толкачева [4], Б. Г. Коренева [51,
[c.9]
Труфяков В. И. О методике расчета сварных соединений на выносливость. Сб., Проектирование сварных конструкций , изд. Наукова думка , Киев, 1965. [c.307]
Навроцкий Д. И. Расчет сварных соединений с учетом концентрации напряжений. — Проектирование сварных конструкций. Киев, ИЭС АН УССР, Изд. Наукова думка , 1965. [c.169]
Проектирование фланцевого соединения нижнего пояса на высокопрочных болтах. Мтах — 942 кН. Расчет фланцевых соединений растянутых элементов на высокопрочных болтах выполняют согласно рекомендациям с использованием формул и таблиц, составленных с учетом экспериментальных данных по прочности болтов и фланцев. Согласно сортаменту рекомендаций (табл. 8.22) для двутавров 20 Ш1 рекомендуется соединение по типу ] несущей способностью М = 1593 кН, что больше Л а =942 кН. Толщина фасонки //==25 мм, сталь марки 14Г2АФ. Толщина сварных швов у полки kfb=8 мм, у стенки — f ==6 мм. Количество болтов d=24 мм из сталк марки 40Х Селект по ГОСТ 22353—77 — ГОСТ 22356—77 в соединении — восемь.
[c.307]
Толщина фасонки //==25 мм, сталь марки 14Г2АФ. Толщина сварных швов у полки kfb=8 мм, у стенки — f ==6 мм. Количество болтов d=24 мм из сталк марки 40Х Селект по ГОСТ 22353—77 — ГОСТ 22356—77 в соединении — восемь.
[c.307]
Проектирование сварных конструкций имеет свои специфические особенности. Сварка — не только технологический процесс получения заготовок разнообразной формы и сложности, предназначенных для последующей механической обработки. Сварка — это в первую очередь метод сборки и монтажа конструкций из отдельных элементов, выполняющих различные функции. Высокие эксплуатационные характеристики сварных изделий — результат ра-цпональных конструктивных решений и совершенства технологического процесса сборки и сварки. Потребности в создании ранее неизвестных сочетаний деталей, их свойств и служебных назначений рождают новые технологические приемы сварки, последние в свою очередь открывают для конструкторов новые возможности. В результате многолетних усилий проектировщиков и исследователей установлены рациональные формы сварных соединений, обоснованы методы их расчета на прочность. Итогом этой огромной работы яатяются многочисленные публикации в нашей и зарубежной литературе.
[c.3]
Итогом этой огромной работы яатяются многочисленные публикации в нашей и зарубежной литературе.
[c.3]
При поверочных расчетах эквивалентных напряжений в трубах от внешних нагрузок и самокомпенсации при высоких температурах нормами предусмотрен дополнительно коэс ициент прочности поперечных кольцевых сварных стыков при изгибе ф для труб из аустенитной и высокохромистой стали катаных ф = 0,6 кованосверленых Фи = 0,7 для труб из перлитных сталей катаных ф = = 0,8 ковано-сверленых ф = 0,9. Указанное требование введено в целях уменьшения опасности хрупких (локальных) разрушений сварных стыков при высокотемпературной эксплуатации узлов, изготовленных из легированных сталей. При проектировании сварных узлов необходимо размещать сварные соединения в участках без воздействия значительных напряжений изгиба. [c.197]
В данном пособии расширены вопросы определения деформаций при сварке, расчета лрочности балочных конструкций, характеристики прочности сварных соединений при переменных нагрузках, конструкции, свариваемые контактной и электрошлаковой сваркой. В пособие включена глава по проектированию конструкций из алюминиевых спла1вов.
[c.3]
В пособие включена глава по проектированию конструкций из алюминиевых спла1вов.
[c.3]
Наиболее часто для изготовления конструкций применяются алюминиевые сплавы следующих марок алюминиево-марганцовистые АМц алюминиево-магниевые АМг с содержанием 2,5% Mg АМгб с содержанием б% Mg авиаль закаленный и естественно состаренный АВТ с повышенной пластичностью и коррозийной стойкостью более редко применяется дюралюминий Д16 с добавкой Си сплав В92 с добавками Mg и 2п, и некоторые другие. Алюминиевые сплавы хорошо свариваются дуговой сваркой с защитой флюса, а также нейтральных газов аргона и гелия и контактным способом. Исключение представляют сплавы дюралюминия, которые свариваются преимущественно контактны-М и машинами. Многочисленные исследования подтвердили возможность получения соединений с высокими механическими и антикоррозийными свойствами. Для алюминиевых конструкций, пр именяе-мых в строительстве, разработаны методы проектирования и расчеты прочности сварных соединений. В табл. 59 приведена характеристика механических свойств сплавов, наиболее часто применяемых в строительных конструкциях. Величины допускаемых напряжений (расчетных сопротивлений) для основного металла приведены в табл. 60.
[c.531]
В табл. 59 приведена характеристика механических свойств сплавов, наиболее часто применяемых в строительных конструкциях. Величины допускаемых напряжений (расчетных сопротивлений) для основного металла приведены в табл. 60.
[c.531]
Принципиальным является вопрос о степени полноты учета концентрации напряжений при огфеделении значений локальных напряжений и соответственно коэффициентов локальной концентрации деформаций и напряжений Нами принято, что в расчетах следует использовать только те геометрические факторы сварного соединения, которые известны конструктору или расчетчику при проектировании сварной конструкции. Это марка материала, толщина металла, катеты швов, характер передачи силовых потоков в соединениях. Эти факторы можно было бы называть конструкционными, так как их значения указаны на чертежах или приведены в технической документации на сварную конструкцию. [c.348]
Но эти нормативы используют традиционные методы и не учитывают в полной мере сочетания различных факторов, статистического разброса механических свойств труб и сварных соединений, параметров формы, начальной дефектности и возможности ее роста.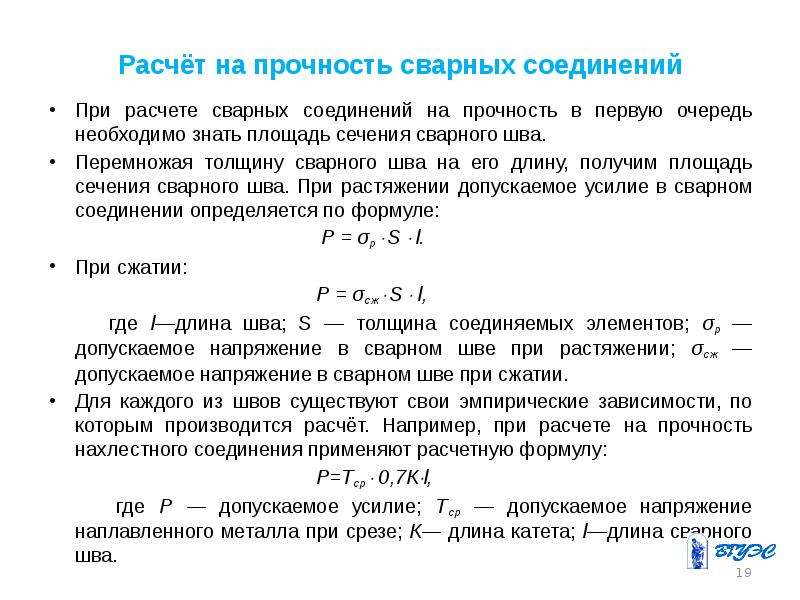 Так, в нормативных материалах указываются допустимые параметры овализации концов труб, разнотолщинности, дефекты в сварных соединен>1ях, но отсутствуют методы, позволяющие оценить эти дефекты в расчетах на прочность и надежность, особенно с учетом фактора времени. Кроме того, в них отсутствует сама постановка задачи оценки надежности линейного сооружения на стадии проектирования с учетом указанных допустимых дефектов и их сочетаний, а также прогноза срока служ-
[c.13]
Так, в нормативных материалах указываются допустимые параметры овализации концов труб, разнотолщинности, дефекты в сварных соединен>1ях, но отсутствуют методы, позволяющие оценить эти дефекты в расчетах на прочность и надежность, особенно с учетом фактора времени. Кроме того, в них отсутствует сама постановка задачи оценки надежности линейного сооружения на стадии проектирования с учетом указанных допустимых дефектов и их сочетаний, а также прогноза срока служ-
[c.13]
В соответствии с программой Минвуза СССР объекто.м курсового проекта являются механические передачи для преобразования вращательного движения, а также вращательного в поступательное Наиболее. распространенными объектами в курсовом. проекте являются передачи цилиндрические, конические, червячные и передачи с гибкой связью. Такой выбор связан с большой распространенностью и важностью их в современной технике. Весьма существенным является и то, что в механическом приводе с упомянутыми передачами наиболее полно представлены основные детали, кинематические пары и соединения, изучаемые в курсе Детали машин . Возьмем для примера редуктор с передачами зацеплением. Здесь имеем зубчатые (червячные) колеса, валы, оси, подшипники, соединительные муфты, соединения резьбовые, сварные, штифтовые, вал-ступица, корпусные детали, уплотнительные устройства и т. д. При проектировании редуктора находят практические приложения такие важнейшие сведения из курса, как расчеты на контактную и объемную прочность, тепловые расчеты, выбор материалов и термообработок, масел, посадок, параметров шероховатости поверхности и т. д.
[c.3]
Возьмем для примера редуктор с передачами зацеплением. Здесь имеем зубчатые (червячные) колеса, валы, оси, подшипники, соединительные муфты, соединения резьбовые, сварные, штифтовые, вал-ступица, корпусные детали, уплотнительные устройства и т. д. При проектировании редуктора находят практические приложения такие важнейшие сведения из курса, как расчеты на контактную и объемную прочность, тепловые расчеты, выбор материалов и термообработок, масел, посадок, параметров шероховатости поверхности и т. д.
[c.3]
Механические свойства С. Многочисленные испытания пробных сварных конструкций свидетельствуют о том, что при правильно выполненной сварке можно получить шов с сопротивлением, равным по крайней мере 80— 90% сопротивления основного материала свариваемых предметов. В отдельных случаях, например в швах с утолщением или в особенно толстых галтельных швах, сопротивление шва может оказаться даже ббльшим, нежели в основном металле. Т.к. качество швов при С. плавлением в значительной мере зависит от надежности и искусства сварщиков и нельзя рассчитывать на то, что последние всегда стоят надолж-ной высоте, то при подсчете механич. свойств сварочных швов целесообразно брать за основу сопротивление их не выше 70% сопротивления основного материала, а в изделиях со значительной нагрузкой следует ограничиваться даже меньшим процентом, В СССР по единым нормам строительного проектирования при применении дуговой электросварки для соединения частей металлич. конструкции из стали и торгового железа установлены следующие допускаемые напряжения, а) При расчете сварного шва допускаемые напряжения для материала шва принимаются согласно табл. 16.
[c.122]
свойств сварочных швов целесообразно брать за основу сопротивление их не выше 70% сопротивления основного материала, а в изделиях со значительной нагрузкой следует ограничиваться даже меньшим процентом, В СССР по единым нормам строительного проектирования при применении дуговой электросварки для соединения частей металлич. конструкции из стали и торгового железа установлены следующие допускаемые напряжения, а) При расчете сварного шва допускаемые напряжения для материала шва принимаются согласно табл. 16.
[c.122]
Справочник содержит сведения, необходимые при проектировании различных видов станочных приспособлений массового и серийного производства. В нем рассмотрены способы и средства базирования обрабатываемых деталей, требования и расчет основных элементов пневматического, гидравлического, электрического и других видов механизированного привода. Приведены расчеты прочности узлов и деталей, наиболее часто встречающихся при проектировании станочных приспособлений (зубчатых и ременных передач, резьбовых, сварных, заклепочных соединений, валов, осей и др. ), расчет сил зажима при различных видах обработки, а также графики, номограммы и таблицы по расчету деталей и узлов приспособлений. Даны рекомендации по выбору материалов и термообработке различных деталей станочных приспособлений, по вопросам общей компоновки приспособлений, многошпиндельных головок и координат осей роликов и шариков в зажимных приспособлениях для центрирования по боковой поверхности ауба и другие расчеты, необходимые при проектировании приспособлений.
[c.392]
), расчет сил зажима при различных видах обработки, а также графики, номограммы и таблицы по расчету деталей и узлов приспособлений. Даны рекомендации по выбору материалов и термообработке различных деталей станочных приспособлений, по вопросам общей компоновки приспособлений, многошпиндельных головок и координат осей роликов и шариков в зажимных приспособлениях для центрирования по боковой поверхности ауба и другие расчеты, необходимые при проектировании приспособлений.
[c.392]
Конструкция и расчет сварных соединений
Цель работы: ознакомиться с основами технологического процесса получения сварных соединений, видами соединений, типами сворных швов и методами расчета.
Технические средства: чертежи сварных соединений.
Исходные данные: задание.
Сварные соединения Общие сведения
Сварка — это
технологический процесс соединения
металлических деталей, основанный на
использовании сил молекулярного
сцепления и происходящий при сильном
местном нагреве их до расплавленного
(сварка плавлением) или пластического
состояния с применением механического
усилия (сварка давлением). Она является
одним из самых распространенных
современных прогрессивных способов
получения различных машиностроительных,
строительных и других конструкций.
Сваркой изготовляют станины, рамы и
основания машин, корпуса редукторов,
зубчатые колеса, шкивы, звездочки,
маховики, барабаны, фермы, балки, колонны,
паровые котлы, цистерны, различные
резервуары, трубы, корпуса речных и
морских судов и т. п.
Она является
одним из самых распространенных
современных прогрессивных способов
получения различных машиностроительных,
строительных и других конструкций.
Сваркой изготовляют станины, рамы и
основания машин, корпуса редукторов,
зубчатые колеса, шкивы, звездочки,
маховики, барабаны, фермы, балки, колонны,
паровые котлы, цистерны, различные
резервуары, трубы, корпуса речных и
морских судов и т. п.
Затвердевший после сварки металл, соединяющий сваренные детали, называется сварным швом.
В настоящее время освоена сварка всех конструкционных сталей (включая высоколегированные), чугуна, медных, алюминиевых и других сплавов цветных металлов, а также некоторых пластмасс.
По сравнению с
клепаными и литыми сварные конструкции
обеспечивают существенную экономию
металла и значительно снижают трудоемкость
процесса изготовления. Применение
сварки особенно целесообразно при
изготовлении конструкций сложной формы,
отдельные детали которых получают
прокаткой, ковкой, штамповкой и отливкой.
К недостаткам сварных конструкций относятся: появление остаточных напряжений в свариваемых элементах после окончания процесса сварки, коробление, плохое восприятие переменных и особенно вибрационных нагрузок, сложность и трудоемкость контроля качества сварных швов.
Целесообразность применения сварки при изготовлении деталей машин устанавливают в каждом отдельном случае на основании конструктивных и экономических показателей с учетом технологических возможностей предприятия.
Из большого разнообразия существующих видов сварки в машиностроении применяют: ручную дуговую сварку плавящимся электродом, автоматическую дуговую сварку плавящимся электродом под флюсом, электрошлаковую сварку и контактную сварку — стыковую, шовную и точечную. Первые три способа относятся к сварке плавлением, последний — к сварке плавлением или давлением.
Ручная
дуговая сварка плавящимся электродом, при
которой подача электрода и перемещение
дуги вдоль свариваемых кромок
осуществляются вручную. Нагрев
производится электрической дугой между
изделием и электродом. Электрод,
расплавляясь при сварке, служит
присадочным материалом для образования
сварного шва. При данном способе возможна
сварка стальных деталей толщиной 1…60
мм и более. Этот вид сварки применяют
для конструкций с короткими и неудобно
расположенными сварными швами, а также
в единичном производстве.
Нагрев
производится электрической дугой между
изделием и электродом. Электрод,
расплавляясь при сварке, служит
присадочным материалом для образования
сварного шва. При данном способе возможна
сварка стальных деталей толщиной 1…60
мм и более. Этот вид сварки применяют
для конструкций с короткими и неудобно
расположенными сварными швами, а также
в единичном производстве.
Автоматическая
дуговая сварка плавящимся электродом
под флюсом, при
которой подача электрода и перемещение
дуги вдоль свариваемых кромок
механизированы. Дуга горит под слоем
сварочного флюса. В состав флюса входят
шлакообразующие, легирующие и
раскислительные составляющие, благодаря
чему этот вид сварки обеспечивает
высокую производительность процесса
и высокое качество шва. При нем возможна
сварка деталей толщиной 2… 130 мм и более.
Этот вид сварки экономически наиболее
целесообразен при непрерывных
прямолинейных и кольцевых швах
значительной протяженности и особенно
в крупносерийном и массовом производстве
различных конструкций.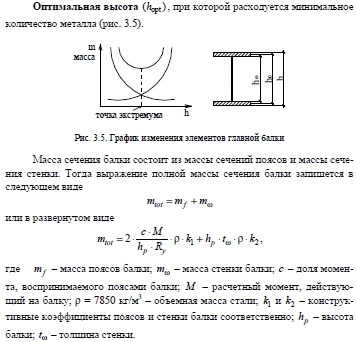
Электрошлаковая сварка — сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Этот способ является
самым производительным для сварки стальных листов толщиной 40…50 мм. Эффективность сварки возрастает с увеличением толщины свариваемых листов. Этим способом сваривают стальные и чугунные изделия толщиной до 1 м и выше, как, например, станины прокатных станов, прессов, молотов и т. п.
Стыковая
контактная сварка основана
на нагреве стыкуемых торцов деталей
теплотой, выделяющейся при прохождении
электрического тока. Нагрев торцов
деталей производится либо до оплавления
их (сварка плавлением), либо до пластического
состояния с последующим сдавливанием
деталей (сварка давлением). Этот способ
сварки самый производительный и
рентабельный при массовом и крупносерийном
производстве. Шовная
контактная сварка, при
которой соединение элементов
выполняется внахлестку вращающимися
дисковыми электродами в виде
непрерывного или прерывного шва,
применяется для получения герметичных
швов в тонколистовых конструкциях
(различные сосуды). Точечная
контактная сварка, при
которой соединение элементов
происходит на участках, ограниченных
площадью торцов электродов, применяется
для тонколистовых конструкций, в которых
не требуется герметичность швов.
Точечная
контактная сварка, при
которой соединение элементов
происходит на участках, ограниченных
площадью торцов электродов, применяется
для тонколистовых конструкций, в которых
не требуется герметичность швов.
Проектирование и расчет сварных конструкций
Основы прочности
Типы кристаллических решеток конструкционных материалов. Упругие и пластические деформации металлов. Виды разрушений: вязкое, хрупкое, квазихрупкое разрушения. Условия перехода от вязкого к хрупкому разрушению. Виды напряженного состояния. Линейное, плоское и объемное напряженное состояние. Физическое представление о прочности. Инженерное понятие прочности. Критерии прочности. Задачи теории прочности. Классические критерии прочности. Критерий наибольших нормальных напряжений (первая теория прочности). Критерий наибольших линейных деформаций (вторая теория прочности). Критерий наибольших касательных напряжений (третья теория прочности). Критерий удельной потенциальной энергии формоизменения (четвертая теория прочности). Понятие предельного состояния конструкции. Виды предельных состояний: наступление разрушения, развитие чрезмерных деформаций, образование трещин.
Понятие предельного состояния конструкции. Виды предельных состояний: наступление разрушения, развитие чрезмерных деформаций, образование трещин.
Основы расчета сварных швов.
Типы сварных швов и соединений. Неоднородности сварных швов и соединений. Механическая неоднородность и причины ее возникновения. Геометрическая неоднородность сварных соединений. Концентрация напряжений в различных типах сварных соединений. Соединения с мягкой прослойкой. Влияние мягкой прослойки на прочность сварного соединения. Соединения с твердой прослойкой. Влияние твердой прослойки на прочность сварного соединения. Деформационное состояние металла шва при нагружении. Модели твердого тела. Идеально упругое, упрого-пластическое и пластическое тело. Модель вязкоупругого тела. Выбор критерия прочности для сварных швов. Методики расчета на прочность сварных швов. Методика расчета по предельному состоянию. Условие прочности. Расчетные нагрузки. Коэффициент перегрузки. Несущая способность. Коэффициент условия работы конструкции. Расчетное сопротивление металла. Методика расчета по допускаемым напряжениям. Понятие допускаемого напряжения. Коэффициент запаса прочности. Условие прочности. Сравнитепьный анализ методик и области их применения
Расчетное сопротивление металла. Методика расчета по допускаемым напряжениям. Понятие допускаемого напряжения. Коэффициент запаса прочности. Условие прочности. Сравнитепьный анализ методик и области их применения
Механика разрушения
Введение. Основные задачи и концепции механики разрушения. Примеры катастрофических разрушений сварных конструкций. Виды разрушения и определяющие разрушение параметры. Характеристика хрупкого, квазихрупкого, вязкого и смешанного разрушений. Критерии разрушения. Энергетический критерий Гриффитса. Поверхностная энергия при разрушении. Концепция квазихрупкого разрушения Орована. Сиповой критерий Ирвина. Типы хрупких трещин. Разрыв компонентов вектора перемещений на фронте разрушения трещины. Коэффициент интенсивности напряжений (КИН) у вершины трещины. Методы расчета КИН для типовых задач теории трещин хрупкого разрушения. Деформационный критерий разрушения Панасюка. Пластическая деформация в вершине трещины. Форма и размеры ппасти — ческой зоны. Раскрытие трещины в вершине. Методы расчета раскрытия трещины. Эффективная длина трещины. Трещиностойкость материала. Методы экспериментапьного определения трещиностойкости материалов Использование малогабаритных образцов для определения критического раскрытия трещины Влияние граничных условий на КИН и раскрытие трещины. Особенности сварочных задач теории трещин хрупкого разрушения.
Раскрытие трещины в вершине. Методы расчета раскрытия трещины. Эффективная длина трещины. Трещиностойкость материала. Методы экспериментапьного определения трещиностойкости материалов Использование малогабаритных образцов для определения критического раскрытия трещины Влияние граничных условий на КИН и раскрытие трещины. Особенности сварочных задач теории трещин хрупкого разрушения.
Поведение сварных конструкций при статических нагрузках
Виды нагружения конструкций. Понятие статического нагружения. Поведение металлов при статическом нагружении. Виды предельных состояний (отказов) при статическом нагружении. Перемещения и напряженное состояние при статическом нагружении. Закон Гука дпя разпичных спучаев нагружения. Классификация сварных конструкций. Конструкции стержневого типа. Конструкции бапочного типа. Обопочковые конструкции. Опредепение перемещений и напряжений в конструкциях различного типа. Перемещения и напряжения при осевом нагружении. Перемещения и напряжения при изгибе. Устойчивость стержневых систем Поведение оболочковых конструкций. Тонкостенные оболочковые конструкции. Уравнение Лапласа. Материалы для сварных конструкций при статическом нагружении.
Устойчивость стержневых систем Поведение оболочковых конструкций. Тонкостенные оболочковые конструкции. Уравнение Лапласа. Материалы для сварных конструкций при статическом нагружении.
Сварные конструкции с неподвижными статическими нагрузками
Основные типы сварных соединений конструкций. Соединения выполненные сваркой ппавпением (стыковые, тавровые, нахлесточные) и сваркой давлением (точечные, шовные).
Проектирование (расчет на прочность) сварных стыковых соединений при действии осевой нагрузки, моментов и совместного действия осевой силы и моментов. Проектирование на — хлесточных соединений с лобовым швом на действие осевой силы, момента и совместного действия осевой силы и момента. Проектирование нахлесточных соединений с фланговыми швами на действие осевом силы, моментов и совместного их действия. Проектирование комбинированных нахлесточных соединений. Расчет прочности по полярному моменту инерции. Расчет прочности по методу разделения на составляющие. Проектирование точечных сварных соединений (одноточечных и многоточечных). Проектирование соединений, выполненных шовной сваркой. Примеры расчета.
Проектирование соединений, выполненных шовной сваркой. Примеры расчета.
Поведение сварных конструкций при динамических нагрузках
Понятие динамического нагружения. Поведение металла при динамическом нагружении. Явление усталости металлов. Понятие предела усталости (выносливости). Факторы, влияющие на сопротивление усталости. Диаграмма усталости Смита. Характер переменной нагрузки. Роль факторов, обусловленных сваркой. Концентрация напряжений и деформации. Эффективный коэффициент концентрации напряжений. Неоднородность механических свойств. Роль остаточных напряжений. Методы повышения усталостной прочности. Терми — ческая обработка сварных конструкций. Поверхностная обработка сварных соединений. Долговечность соединений при малоцикловом нагружении. Сопротивление усталости сварных соединений в многоцикловной области. Влияние на усталостную прочность дефектов сварки (поры, подрезы, непровары).
Конструирование динамически нагруженных сварных конструкций
Методика расчета на прочность сварных соединений. Назначение расчетных сопротивлений и допускаемых напряжений при динамическом нагружении. Коэффициент занижения допускаемых напряжений. Сопротивление усталости сварных соединений, выполненных дуговой сваркой. Пределы выносливости различных видов сварных соединений. Эффективные коэффициенты концентрации напряжений для сварных соединений Сопротивление усталости сварных соединений, выполненных сваркой давлением. Принципы проектирования конструкций, предназначенных для работы при переменных нагрузках. Главные принципы проектирования. Выбор материала для сварных конструкций при динамическом нагружении, Примеры расчета.
Назначение расчетных сопротивлений и допускаемых напряжений при динамическом нагружении. Коэффициент занижения допускаемых напряжений. Сопротивление усталости сварных соединений, выполненных дуговой сваркой. Пределы выносливости различных видов сварных соединений. Эффективные коэффициенты концентрации напряжений для сварных соединений Сопротивление усталости сварных соединений, выполненных сваркой давлением. Принципы проектирования конструкций, предназначенных для работы при переменных нагрузках. Главные принципы проектирования. Выбор материала для сварных конструкций при динамическом нагружении, Примеры расчета.
Конструирование термодинамически нагруженных конструкций
Изменение механических свойств металлов при повышенных температурах. Условия протекания пластических деформаций. Пластическая деформация в условиях постоянства нагрузки. Явление ползучести. Стадии ползучести. Неустановившаяся ползучесть, установившаяся ползучесть. Стадия разрушения. Кривые ползучести. Пластическая деформация в условиях постоянства деформации. Явление релаксации. Кривые релаксации. Понятие предела ползучести. Методы испытания на ползучесть. Понятие предела длительной прочности. Факторы влияющие на поведение металла при повышенных температурах. Методика расчета на прочность при высоких температурах. Назначение допустимых напряжений.
Пластическая деформация в условиях постоянства деформации. Явление релаксации. Кривые релаксации. Понятие предела ползучести. Методы испытания на ползучесть. Понятие предела длительной прочности. Факторы влияющие на поведение металла при повышенных температурах. Методика расчета на прочность при высоких температурах. Назначение допустимых напряжений.
Конструирование сварных конструкций из алюминия и его сплавов
Изменение механических свойств алюминиевых сплавов при изменении температуры. Особенности работы алюминиевых сппавов при нагружении. Сопротивляемость алюминиевых сппавов действию статических и динамических нагрузках. Механические свойства сварных соединений. Прочность сварных соединений термически неупрочняемых сппавов. Прочность сварных соединений термически упрочняемых сппавов. Значения допускаемых напряжений и расчетных сопротивлений. Остаточные деформации и напряжения при сварке алюминиевых сппавов.
Сварка арматурной стали
Состав, структура, свойства и применение. Свариваемость. Способы сварки и сварочные материалы. Ванно-дуговая сварка. Термитная сварка. Техника и режимы сварки.
Свариваемость. Способы сварки и сварочные материалы. Ванно-дуговая сварка. Термитная сварка. Техника и режимы сварки.
Расчет и проектирование сварных конструкций
Расчет и проектирование сварных конструкций ОАО «Спецконструкция» осуществляет на основе норм и стандартов ГОСТ. Мы оказываем полный комплекс услуг по расчету, проектированию, изготовлению и установке сварных конструкций.
Сотрудники компании имеют необходимую квалификацию для разработки сложных проектов.
Заказать металлические конструкции
Что такое генеральный подряд?
Генеральный подряд – набор услуг в области разработки строительной документации и сбора всех разрешительных документов, которые делают возможным монтаж конструкций. В какой-то степени генеральный подряд можно назвать строительством «под ключ».
Что касается генерального проектирования, то оно включает в себя разработку проектов всех стадий строительства, а также сбор и согласование разрешительных документов, которые нужны для ввода здания в эксплуатацию.
Для производства сварных конструкций на балочной основе необходимо, чтобы предприятие было оснащено соответствующим оборудованием. К примеру, при автоматической варке, которая будет осуществляться по длине двутавра, готовое изделие меняет геометрию в результате термической усадки сварных швов. Для того, чтобы убрать такого рода недостаток, необходимо наличие оборудования для исправления грибовидности.
Как рассчитывается стоимость сварных конструкций?
Расчет и проектирование сварных конструкций зависит, в первую очередь, от типа конструкций. Они делятся на основе таких признаков:
- способу изготовления;
- характерным особенностям использования;
- по назначению.
В процессе проектирования чаще всего используют классификацию по второму признаку. По этой классификации выделяют такие типы конструкций:
- балки;
- колонны;
- решетчатые сварные конструкции;
- корпусные сварные конструкции;
-
детали машин, аппаратов и механизмов.


Расчет сварных конструкций также зависит от используемых швов сварных соединений, которые бывают:
- стыковыми – достаточно распространённый вид соединения;
- тавровыми – применяются при производстве пространственных конструкций;
- нахлесточными – применяются для соединения листовых заготовок и имеют меньшую плотность, чем предыдущие варианты.
Время, которое необходимо на расчет и проектирование, определяется сложностью конструктивных особенностей сварной конструкции, объемом работ и количеством дополнительных конструкций.
Навроцкий Д.И. (1968) Расчет сварных конструкций с учетом концентрации напряжений
В книге рассматриваются конструктивные и технологические причины возникновения в сварных конструкциях концентрации напряжений, приводятся экспериментальные данные о напряженном состоянии различных соединений и узлов и о влиянии, которое оно оказывает на их прочность при различных условиях эксплуатации, даются практические рекомендации по снижению концентрации напряжений. Приводятся методы расчета, которые позволяют учитывать влияние концентрации напряжений в зависимости от конструктивных различий отдельных соединений и узлов, технологических особенностей их изготовления, а также от различий в условиях их работы под нагрузкой.
Приводятся методы расчета, которые позволяют учитывать влияние концентрации напряжений в зависимости от конструктивных различий отдельных соединений и узлов, технологических особенностей их изготовления, а также от различий в условиях их работы под нагрузкой.В настоящем издании ip телефония не представлена.
Книга предназначена для инженерно-технических работников, связанных с проектированием и изготовлением сварных конструкций. Она может быть также использована студентами втузов соответствующих специальностей.
ЛИТЕРАТУРА
1. Афанасьев Н. Н. Статистическая теория усталостной прочности металлов. Киев, АН УССР, 1953.
2. Базилевский Н.Г. и Навроцкий Д.И. Исследование напряженного состояния узлов сварных ферм. М., Трансжелдориздат, 1953.
3. Бельчук Г. А. Расчетный метод оценки геометрической формы стыковых швов и выбор режимов сварки, обеспечивающих плавность сопряжения шва с основным металлом. — Конструктивно-технологическое проектирование сварных конструкций. ЛДНТП. Вып. 2, 1964.
ЛДНТП. Вып. 2, 1964.
4. Винокуров В. А. Сварочные деформации и напряжения. М., Изд. «Машиностроение», 1967.
5. Данилов С. А. Распределение усилий в электросварных швах.— «Автогенное дело», 1930, № 9.
6. Дорофеев А. Н. Расчет прочности сварных точечных соединений. М., Изд. «Машиностроение», 1964.
7. Клыкова Г. И. и Клыков Н.А. К вопросу об изучении чувствительности металла сварных соединений к концентраторам напряжений.— Вопросы сварочного производства. Челябинск, 1965 (Труды ЧПИ, Вып. 33).
8. Копельман Л. А. Особенности расчетов на прочность при низких температурах. — Конструктивно-технологическое проектирование сварных конструкций. ЛДНТП. Вып. 2, 1964.
9. Леонов М. Я. Основы механики упругого тела. Вып. 1. Фрунзе, АН Кирг.ССР, 1963.
10. Лихарев К. К. и Малинин Н. Н. Расчеты на выносливость. Гл. в книге «Расчеты на прочность в машиностроении». Т. III. М., Машгиз, 1959.
11. Малянов В. Д. Циклическая прочность сварных точечных соединений. Свердловск, УПИ, 1965.
Свердловск, УПИ, 1965.
12. Михайлов Г.П., Шишкин В.Ю.и Никитин Л.Н. О распределении усилий в продольном шве точечного соединения. — «Автогенное дело», 1938, № 3.
13. Мордвинцев Л. А. Исследование распределения напряжений по сечению шва в тавровом соединении и его прочность. — «Вестник металлопромышленности», 1938, № 6.
14. Навроцкий Д. И. Прочность сварных соединений. М.— Л., Машгиз, 1961.
15. Навроцкий Д. И. Исследование прочности сварных соединений и разработка метода расчета в них местных напряжений. Киев, ИЭС АН УССР, 1965.
Расчет сварного шва в Inventor
Здравствуйте!
Сегодня предлагаю Вашему вниманию видео урок по Inventor, в котором покажу генерирование отчета по сварным швам для определения общей длины швов и их массы и пример выполнения расчета на прочность сварного шва.
Если урока покажется мало, обратите внимание на наш полный курс по сварным металлоконструкциям.
Далее с помощью функции Отчет по сварным швам можем сгенерировать файл Excel Отчет по всем сварным швам. В нем будут собраны все сварные швы, их длина, объем и масса.
В нем будут собраны все сварные швы, их длина, объем и масса.
Файл генерируется в папку проекта, поэтому откроем папку проекта и найдем появившийся файл Excel. Откроем его и видим, что здесь список всех сварных швов, которые были добавлены, а также колонки длина, масса и другие.
Выбрав всю колонку Длина, видим, что общая длина швов для этой рамы почти 112 м, масса всех сварных швов 23 кг.
Закроем этот файл.
Нажмем Возврат и выберем функцию Калькулятор сварного шва. Калькулятор, встроенный в Inventor, позволяет выполнять расчет различных сварных швов.
Например, рассчитаем приварку уголка к раме. Сила будет направлена сверху.
Приварка уголка сверху и снизу. Померяем расстояние, на которое приварен уголок и плечо действия силы. Выбираем форму сварного шва и нагрузка на сварной шов. Введем значение плеча силы 280 мм. Силу оставим 1000 Н, высота уголка 50 мм, длина сварного шва 170. И дальше измерим высоту сварного шва. Она отличается от катета и равна 2,8 мм.
Силу оставим 1000 Н, высота уголка 50 мм, длина сварного шва 170. И дальше измерим высоту сварного шва. Она отличается от катета и равна 2,8 мм.
Дальше можно указать материал сварного шва. Выберем Сталь 3 и нажмем клавишу Рассчитать. И видим результаты для данного сварного соединения. Максимальная сила, которую выдержит этот сварной шов 11894 Н, что гораздо больше, чем 1000, которая была задана изначально.
Сохраним этот расчет. Все расчеты сварных швов сохраняются в дереве построения. Нажав на него правой клавишей мыши и выбрав редактировать, можно в любой момент отредактировать этот расчет.
Нажав правой клавишей мыши на папку Сварные швы в дереве, можно убрать их видимость. И затем вернуть обратно. И также посмотреть Свойства Inventor, определить массу всех сварных швов.
Итак, сварная сборка совершена.
Откроем исходную деталь, из которой получили эту раму. Мы можем редактировать ее размеры, и все изменения будут отображаться в полученной сборке.
Например, из начального эскиза мы можем изменить высоту рамы. Введем 600 мм.
Так как в ходе проектирования часто могут быть различные корректировки изменения размера, то это очень удобный способ: не меняя множество деталей, сразу менять размеры сборки. Подкорректировав в этом случае еще пару размеров, мы можем получить полностью обновленную сборку, а также все входящие в нее детали. Нажав стрелочку Обновить сборки, сборка обновляется.
Можем проверить, что действительно ее высота стала 600 мм.
Вернемся к исходной детали. Изменим еще пару размеров. В эскизе 1 нажмем стрелочку для обновления детали. Перейдем к сборке. Нажимаем также кнопку Обновить. Ждем, пока сгенерируются все детали этой сборки и видим, что сборка обновилась. Также обновились все сварные швы, которые мы в нее добавляли. С помощью функций измерение размеров можно проверить, что размеры сборки соответствуют деталям.
Также обновились все сварные швы, которые мы в нее добавляли. С помощью функций измерение размеров можно проверить, что размеры сборки соответствуют деталям.
И теперь можно сохранить готовую сборку.
- Автор
- Еще от автора
Инженер-конструктор. Сертифицированный специалист Autodesk Inventor
Как рассчитывается прочность сварки
Некоторые люди удивляются, узнав, что сварные швы на компонентах из нержавеющей стали на самом деле могут быть прочнее основного металла. Как точно рассчитывается прочность сварного шва? Один из способов — прочность на разрыв.
Прочность на растяжение — это метод разрушающих испытаний, который демонстрирует максимальное напряжение, которое выдерживает материал перед разрушением или разрушением. Вытягивая или растягивая материал до его предела разрыва, можно рассчитать предел прочности на разрыв.
Существует также несколько методов неразрушающего контроля (NDT), которые регулярно используются техническими специалистами Axenics для проверки наилучших характеристик сварных деталей из нержавеющей стали (например, визуальный контроль, проверка на утечку гелием и ультразвуковой контроль). Однако разрушающие испытания иногда требуются в таких отраслях, как науки о жизни, химическое производство, медицинское оборудование и альтернативные источники энергии, которые транспортируют легколетучие химические вещества. Для этих отраслей мы выполняем орбитальную сварку в условиях чистой комнаты на различных трубах из нержавеющей стали.
Однако разрушающие испытания иногда требуются в таких отраслях, как науки о жизни, химическое производство, медицинское оборудование и альтернативные источники энергии, которые транспортируют легколетучие химические вещества. Для этих отраслей мы выполняем орбитальную сварку в условиях чистой комнаты на различных трубах из нержавеющей стали.
Обычно мы не проводим разрушающие испытания на месте, но, чтобы лучше обслуживать наших клиентов, мы выехали за пределы площадки, чтобы определить предел прочности стали на растяжение. Целью этого испытания было выяснить, как отсутствие проплавления сварного шва может в конечном итоге повлиять на прочность на разрыв. Цель состояла в том, чтобы определить ценность сварного шва с полным проплавлением по сравнению со сварным швом без проплавления.
Испытания на прочность на разрыв
Испытания на прочность на растяжение — отличный способ показать важность надлежащей практики сварки.Мы протестировали нержавеющую сталь 316L диаметром 1,00 ”.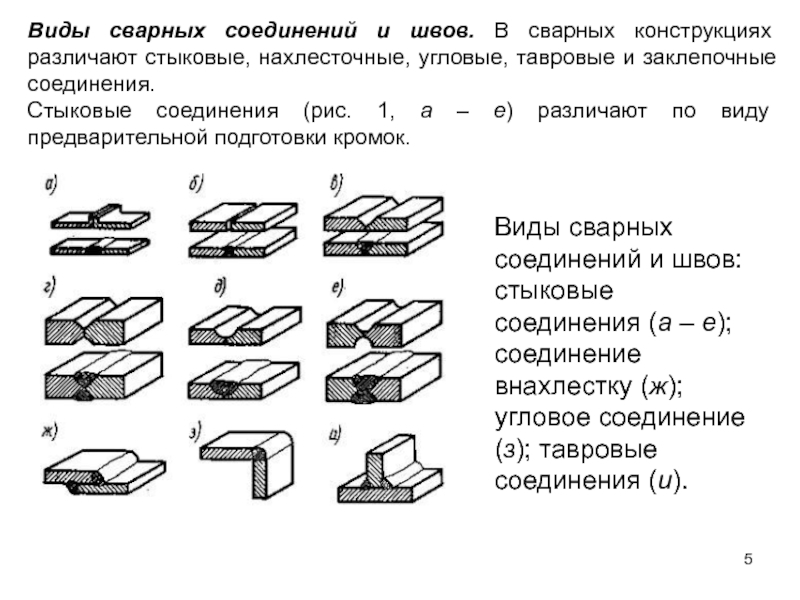 Трубка со стенкой х 0,065 дюйма, проведенная для равного отбора проб сварных швов с полным проплавлением и без него.
Трубка со стенкой х 0,065 дюйма, проведенная для равного отбора проб сварных швов с полным проплавлением и без него.
Чтобы подготовить образец, разрежьте трубку пополам, а затем расплющите ее. Чтобы измерить прочность сварного шва, есть расчет, в котором общая площадь сварного шва определяется прочностью, необходимой для разрыва этого шва.
Не имеет значения постоянство размера сварного шва или трубы. Формула берет ширину образца сварного шва и измеряет высоту сварного шва.Это дает вам «площадь». После того, как машина растягивает образец, величина приложенной силы измеряется фунтами. Когда образец в конечном итоге разобьется, прибор покажет вам размер в фунтах. В этот момент возьмите «площадь» и разделите на фунты силы. Это вычисляет количество фунтов на квадратный дюйм, необходимое для разрыва сварного шва.
Результаты показывают, что образцы с полным проникновением разрушаются с гораздо более высоким пределом прочности PSI, чем образцы с частичным проникновением. На всех испытанных образцах предел разрушения сварных швов без проплавления находился на сварном шве.На полностью проплавленных образцах точка разрыва обычно располагалась за пределами самого сварного соединения, на участке термического влияния трубы.
На всех испытанных образцах предел разрушения сварных швов без проплавления находился на сварном шве.На полностью проплавленных образцах точка разрыва обычно располагалась за пределами самого сварного соединения, на участке термического влияния трубы.
Испытание демонстрирует необходимость выполнения сварных швов на самом высоком уровне качества, чтобы гарантировать, что трубная система не будет повреждена из-за отказа одной части трубки. Опять же, неразрушающий контроль обычно обеспечивает наивысшую производительность сварных соединений, но мы знаем, что мы готовы пройти весь путь до разрушающих испытаний, чтобы облегчить ваше мнение.
% PDF-1.4
%
214 0 объект
>
endobj
xref
214 68
0000000016 00000 н.
0000002958 00000 н.
0000003043 00000 н.
0000003324 00000 н.
0000003610 00000 н.
0000004669 00000 н.
0000004968 00000 н.
0000005241 00000 н.
0000005527 00000 н.
0000005629 00000 н.
0000006247 00000 н.
0000006300 00000 н.
0000006337 00000 п. 0000006743 00000 н.
0000006821 00000 н.
0000006898 00000 н.
0000006973 00000 н.
0000008529 00000 н.
0000008806 00000 н.
0000009092 00000 н.
0000009820 00000 н.
0000010030 00000 п.
0000010714 00000 п.
0000010919 00000 п.
0000011021 00000 п.
0000011782 00000 п.
0000012881 00000 п.
0000013139 00000 п.
0000013473 00000 п.
0000013591 00000 п.
0000013996 00000 п.
0000014496 00000 п.
0000014779 00000 п.
0000015528 00000 п.
0000016298 00000 п.
0000016515 00000 п.
0000017255 00000 п.
0000017555 00000 п.
0000017948 00000 п.
0000018780 00000 п.
0000019212 00000 п.
0000019617 00000 п.
0000019768 00000 п.
0000020144 00000 п.
0000020195 00000 п.
0000020477 00000 п.
0000021004 00000 п.
0000023063 00000 п.
0000023466 00000 п.
0000024263 00000 п.
0000024625 00000 п.
0000024947 00000 п.
0000025588 00000 п.
0000025998 00000 н.
0000029358 00000 п.
0000033782 00000 п.
0000036475 00000 п.
0000037431 00000 п.
0000039258 00000 п.
0000043305 00000 п.
0000045225 00000 п.
0000006743 00000 н.
0000006821 00000 н.
0000006898 00000 н.
0000006973 00000 н.
0000008529 00000 н.
0000008806 00000 н.
0000009092 00000 н.
0000009820 00000 н.
0000010030 00000 п.
0000010714 00000 п.
0000010919 00000 п.
0000011021 00000 п.
0000011782 00000 п.
0000012881 00000 п.
0000013139 00000 п.
0000013473 00000 п.
0000013591 00000 п.
0000013996 00000 п.
0000014496 00000 п.
0000014779 00000 п.
0000015528 00000 п.
0000016298 00000 п.
0000016515 00000 п.
0000017255 00000 п.
0000017555 00000 п.
0000017948 00000 п.
0000018780 00000 п.
0000019212 00000 п.
0000019617 00000 п.
0000019768 00000 п.
0000020144 00000 п.
0000020195 00000 п.
0000020477 00000 п.
0000021004 00000 п.
0000023063 00000 п.
0000023466 00000 п.
0000024263 00000 п.
0000024625 00000 п.
0000024947 00000 п.
0000025588 00000 п.
0000025998 00000 н.
0000029358 00000 п.
0000033782 00000 п.
0000036475 00000 п.
0000037431 00000 п.
0000039258 00000 п.
0000043305 00000 п.
0000045225 00000 п. ϥ = R {_O` & RС
flid-} q`B4, Ɛ 3 ~ 8b , J11> 9 — IN} «TiAZ2dDDjDtafPW
gBϝ74g, ܵ خ džHeem + Hg_1W urzҋ | ӫ3Fc7utt57, jԄ5) UiP \ jlO ښ` [D * 78Z (NWM [pmph @ GBU5! R ~ 걡 ~ [~ ̦ @ \ 8 ډ
(: RO1 «60ϷPV
ϥ = R {_O` & RС
flid-} q`B4, Ɛ 3 ~ 8b , J11> 9 — IN} «TiAZ2dDDjDtafPW
gBϝ74g, ܵ خ džHeem + Hg_1W urzҋ | ӫ3Fc7utt57, jԄ5) UiP \ jlO ښ` [D * 78Z (NWM [pmph @ GBU5! R ~ 걡 ~ [~ ̦ @ \ 8 ډ
(: RO1 «60ϷPV
ЗАМЕЧАНИЕ ПО ЛЕКЦИИ ESDEP [WG11]
ЗАМЕЧАНИЕ ПО ЛЕКЦИИ ESDEP [WG11]Предыдущая | Далее | Содержание
ESDEP WG 11
КОНСТРУКЦИЯ СОЕДИНЕНИЙ: СТАТИЧЕСКАЯ НАГРУЗКА
ЦЕЛЬ / ОБЪЕМ:
Представить общие методы проведения расчетов по определению прочности стыковых и угловых швов.
ПРЕДПОСЫЛКИ:
Лекции 1B.5: Введение в проектирование зданий
Лекция 2.1: Характеристики железоуглеродистых сплавов
Лекция 2.3: Технические свойства сталей
Лекция 3.2: Эрекция
Лекция 3.5: Изготовление / возведение зданий
Лекция 3.6: Проверка / обеспечение качества
Лекция 11.1.2: Введение в проектирование соединений
Лекция 11.2.1: Общие сведения о сварных соединениях
ЛЕКЦИИ ПО ТЕМЕ:
Лекция 2. 4: Сорта и качество стали
4: Сорта и качество стали
Лекция 2.6: Свариваемость конструкционных сталей
Лекция 3.3: Принципы сварки
Лекция 3.4: Сварочные процессы
Лекции 11.4: Анализ связей
СВОДКА:
Изложены основы расчета прочности сварных швов. Большая часть лекции посвящена реальному распределению напряжений и деформируемости угловых и стыковых швов. поперечная сила в плоскости горловины поперек оси сварного шва [N]
F t // поперечная сила в плоскости горловины параллельно оси сварного шва [N]
f u номинальное предельное напряжение при растяжении основного металла [МПа]
f vw расчетная прочность сварного шва на сдвиг [МПа]
L j Длина соединения внахлест [мм]
L w длина сварного шва (в длинном шве) [м]
l длина сварного шва [мм]
b
w коэффициент корреляцииb
LW Понижающий коэффициент для длинного шваг
МВт частичный запас прочности для сварных швовс
1 нормальное напряжение перпендикулярно плоскости площадь горловины сварного шва [МПа]с
2 нормальное напряжение параллельно оси сварного шва [МПа]с
eq эквивалентное напряжение [МПа]т
1 напряжение сдвига в плоскости зоны горловины поперек оси сварного шва [МПа]т
2 напряжение сдвига в плоскости зоны горловины параллельно оси сварного шва [МПа] Цель этой лекции — представить основу для расчета прочности сварного шва в соответствии с Еврокодом 3 [1], обсудить предположения, на которых основаны методы, и изучить общие методы, используемые для определения напряжений в сварных швах. На практике расчеты сварных швов в основном относятся к угловым сварным швам, поскольку на них приходится примерно 80% всех конструкционных швов. По этой причине в лекции основное внимание уделяется угловым сварным швам и меньше внимания уделяется другим типам сварных швов (стыковым, щелевым, заглушенным).
На практике расчеты сварных швов в основном относятся к угловым сварным швам, поскольку на них приходится примерно 80% всех конструкционных швов. По этой причине в лекции основное внимание уделяется угловым сварным швам и меньше внимания уделяется другим типам сварных швов (стыковым, щелевым, заглушенным).
При проектировании сварного шва делаются три основных допущения [2]:
- Сварные швы представляют собой однородные и изотропные элементы.
- Детали, соединенные сварными швами, жесткие, и их деформации незначительны.
- Учитываются только номинальные напряжения от внешних нагрузок. В статическом расчете не учитываются эффекты остаточных напряжений, концентраций напряжений и формы сварных швов.
Эти допущения приводят к равномерному распределению напряжений в сварном шве, тогда как изменение напряжения и деформации наблюдается вдоль сварного шва. Фактически, концентрации напряжений и остаточные напряжения могут достигать предела текучести локально. Однако пластичность материала приводит к перераспределению напряжений по длине сварного шва, что приводит к заметному снижению величины напряжений.Перераспределение также происходит, когда сварной шов подвергается действию внешних нагрузок. Согласно теории пластичности, окончательное распределение напряжений будет оптимальным, когда предел текучести будет достигнут по всей длине сварного шва.
Однако пластичность материала приводит к перераспределению напряжений по длине сварного шва, что приводит к заметному снижению величины напряжений.Перераспределение также происходит, когда сварной шов подвергается действию внешних нагрузок. Согласно теории пластичности, окончательное распределение напряжений будет оптимальным, когда предел текучести будет достигнут по всей длине сварного шва.
Еврокод 3 [1] указывает, что присадочный металл должен иметь механические свойства (предел текучести, предел прочности, относительное удлинение при разрыве и минимальное значение энергии по Шарпи с V-образным надрезом), равные или превосходящие соответствующие свойства основного материала.Поэтому при расчете и проектировании сварных швов прочность основного материала обычно принимается в качестве эталонной прочности.
Хотя угловые швы являются более важным случаем, стыковые швы обрабатываются в первую очередь, поскольку требования к конструкции проще.
При правильном выполнении процесса сварки присадочный металл стыкового шва может считаться основным металлом. Следовательно, для определения сопротивления соединения расчет основан на площади горловины, т.е.е. область проникновения. В зависимости от проплавления различают два вида стыковых швов: швы с полным и частичным проплавлением.
Следовательно, для определения сопротивления соединения расчет основан на площади горловины, т.е.е. область проникновения. В зависимости от проплавления различают два вида стыковых швов: швы с полным и частичным проплавлением.
2.1 Стыковые сварные швы с полным проплавлением
Для стыкового сварного шва с полным проплавлением расчет не требуется, поскольку прочность присадочного металла по крайней мере равна прочности основного металла более слабой соединяемой детали, а толщина сварного шва равна толщине листа, см. Рисунок 1. Таким образом, стыковой сварной шов можно эффективно рассматривать просто как замену основного материала.
2.2 Стыковые швы с частичным проплавлением
Для стыкового шва с частичным проплавлением толщина шва, учитываемая при расчете, представляет собой немного уменьшенную глубину подготовки. В соответствии с Еврокодом 3 [1] за толщину горловины следует понимать глубину препарирования стыка минус 2 мм, где препарирование — это глубина скоса, см. Рисунок 2. Однако, если были проведены соответствующие испытания процедуры, горловина толщину можно принять равной препарированию.
Рисунок 2. Однако, если были проведены соответствующие испытания процедуры, горловина толщину можно принять равной препарированию.
Тройник-стык с частичным проплавлением с наложенными угловыми сварными швами может рассматриваться как стыковой сварной шов с полным проплавлением, если общая толщина горловины больше толщины материала и размер зазора соответствует определенным условиям (Рисунок 3).
2.3 Распределение напряжений в стыковых швах
Как уже указывалось, при расчете сварного шва предполагается равномерное распределение напряжений по длине сварного шва. В конечном состоянии пластическое перераспределение напряжений делает это предположение более или менее верным.В упругой стадии, которая представляет интерес для расчета усталости, напряжения распределяются неравномерно, особенно когда предел текучести присадочного металла намного выше, чем у основного металла. Например, рассмотрим стержень, нагруженный осевой растягивающей силой, как показано на рисунке 4. Балка будет удлинена, и из-за эффекта коэффициента Пуассона ее начальная ширина уменьшится. Это поперечное сокращение будет равномерным, если штанга однородна. Но рядом с линией сварного шва, имеющей другой предел текучести, поперечная усадка меньше, чем в основном металле.Этот эффект вызывает различное распределение напряжения вдоль сварного шва (рис. 4), при котором растягивающее напряжение в центре больше, чем среднее напряжение.
Балка будет удлинена, и из-за эффекта коэффициента Пуассона ее начальная ширина уменьшится. Это поперечное сокращение будет равномерным, если штанга однородна. Но рядом с линией сварного шва, имеющей другой предел текучести, поперечная усадка меньше, чем в основном металле.Этот эффект вызывает различное распределение напряжения вдоль сварного шва (рис. 4), при котором растягивающее напряжение в центре больше, чем среднее напряжение.
Хорошая инженерная практика заключается в том, чтобы избегать возникновения высоких концентраций напряжений на острых входящих углах в соединениях, соединяющих различные поперечные сечения. Исключение концентраций напряжений особенно важно, если соединение будет подвергаться усталостным нагрузкам. Для снижения концентрации напряжений рекомендуется постепенный переход от одного участка к другому (рис. 5).Эти аспекты также обсуждаются в лекции по расчету усталости и в лекции 3.5 и
Лекция 3.6 по изготовлению и монтажу металлоконструкций.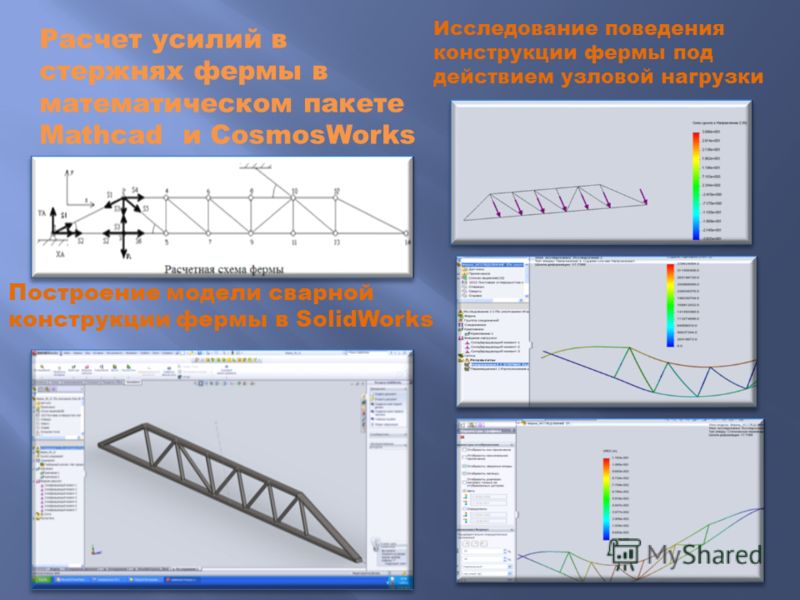
3.1 Допущения
Допущения, принятые для расчетов угловых швов в соответствии с Еврокодом 3 [1], касаются механических и геометрических характеристик. Как уже указывалось, механические свойства присадочного металла должны быть совместимы со свойствами основного материала.Площадь горловины углового сварного шва, учитываемая в расчетах, показана на рисунке 6. Эта площадь горловины является произведением толщины горловины и эффективной длины сварного шва. Как правило, эффективная длина углового сварного шва равна общей длине углового шва полного размера, включая концевые возвраты, если угловой шов является непрерывным. Для длинных сварных швов и прерывистых сварных швов эффективная длина может быть уменьшена.
Угловые швы, необходимые для восприятия нагрузок, обычно производятся с толщиной горловины не менее 4 мм.Сварные швы, эффективная длина которых меньше 40 мм или в 6 раз больше толщины горловины, в зависимости от того, какая из них больше, не должны учитываться для передачи усилий.
3.2 Основной метод
Здесь описан основной метод расчета угловых швов. Он указан в Еврокоде 3, Приложение M [1] как альтернативный метод проектирования.
Нагрузка, действующая на угловой сварной шов, разделяется на составляющие нагрузки, параллельные и поперечные продольной оси сварного шва, а также перпендикулярные и поперечные плоскости его горловины (см. Рисунок 6). / al — напряжение сдвига в плоскости зоны горловины, поперечной оси сварного шва.
т 2 = F т // / al — напряжение сдвига в плоскости зоны горловины, параллельной оси сварного шва.
с 2 — нормальное напряжение, параллельное оси сварного шва.
Нормальное напряжение s 2 не учитывается, поскольку поперечное сечение сварного шва очень мало и имеет незначительную прочность по сравнению с прочностью области горловины, подверженной действию составляющей напряжения сдвига t 2 .
Применение критерия фон Мизеса к этим компонентам напряжения дает эквивалентное напряжение s eq в области горловины сварного шва:
с экв = Ö [с 1 2 + 3 (t 1 2 + t 2 2 )] (1)
Еврокод 3, приложение M [1] указывает, что угловой шов будет удовлетворительным, если выполняются оба следующих условия:
s eq f u / (b w g Mw ) (2)
и s 1 f u / g Mw
где
f u — номинальный предел прочности на растяжение более слабой соединяемой части.
g
Mw — коэффициент запаса прочности для сварных швов (= 1,25).Значение коэффициента корреляции b w следует принимать следующим образом:
EN10025 Марка стали | Предел прочности при растяжении f u | Коэффициент корреляции b w |
С235 С275 S355 | 360 Н / мм 2 430 Н / мм 2 510 Н / мм 2 | 0,8 0,85 0,9 |
Для промежуточных значений f u значение b w может быть определено линейной интерполяцией.
3.3 Метод среднего напряжения
Еврокод 3 дает в основном тексте упрощенную формулу расчета, которая не требует определения составляющих напряжения в сварном шве. Формула основана на методе среднего напряжения, который считает, что прочность сварного шва равна прочности на сдвиг, независимо от направления силы, действующей на него. Поскольку сварной шов является самым слабым при чистом сдвиге, метод среднего напряжения всегда дает надежные результаты.
Формула основана на методе среднего напряжения, который считает, что прочность сварного шва равна прочности на сдвиг, независимо от направления силы, действующей на него. Поскольку сварной шов является самым слабым при чистом сдвиге, метод среднего напряжения всегда дает надежные результаты.
Угловые швы должны удовлетворять:
F / a1 f vw = f u / [Ö3.b w g Mw ] (3)
где
F — внешняя сила, действующая на сварной шов.
f vw — расчетная прочность сварного шва на сдвиг.
3,4 Длинные швы
На рисунке 7 показано распределение напряжений для длинных сварных швов внахлест. Распределение аналогично тому, которое наблюдается в длинных заклепочных или болтовых соединениях (см. Лекции 11.3). На концах соединения возникают большие напряжения. В конечном состоянии, непосредственно перед разрушением, пластическая деформация на концах способствует более равномерному напряжению сдвига в сварных швах. Однако, если соединение длинное, перераспределение напряжений не будет полностью равномерным.
Однако, если соединение длинное, перераспределение напряжений не будет полностью равномерным.
Еврокод 3 указывает, что расчетное сопротивление для длинного сварного шва внахлестку должно быть умножено на понижающий коэффициент b lw , чтобы учесть эффекты неравномерного распределения напряжений. Если соединение внахлестку длиннее 150a
b LW = 1,2 — 1
где
L j — общая длина нахлеста в направлении передачи усилия.
Для угловых швов длиной более 1,7 м, соединяющих поперечные ребра жесткости в элементах с гальваническим покрытием
b LW = 1,1 —
но 0,6 б LW 1,0
где
L w — длина сварного шва (в метрах)
Прочность щелевых и вставных швов рассчитывается методом среднего напряжения, как и для угловых швов. При расчете эффективная площадь паза или электрозаклепки принимается за площадь паза или отверстия.
- Приведены основы расчета прочности сварных швов.
- Следует отметить, что остаточные напряжения и концентрации напряжений не учитываются, так как в конечном состоянии происходит значительное перераспределение напряжений. Однако для длинных сварных швов внахлестку учитывается неравномерное распределение напряжений.
- Обычно стыковые сварные швы не требуют расчетов при проектировании. Расчет требуется только в случае сварных швов с частичным проплавлением.
- В соответствии с Еврокодом 3 для расчета углового шва дан метод среднего напряжения, а также альтернативный метод (приложение M). Метод среднего напряжения не требует расчета отдельных комментариев напряжения в сварных швах, но обычно приводит к более консервативным результатам.
6. ССЫЛКИ
[1] Еврокод 3: «Проектирование стальных конструкций»: ENV 1993-1-1: Часть 1: Общие правила и правила для зданий, CEN, 1992.
[2] Бреслер Б., Лим Т. Ю., Скальци, Дж. Б., Проектирование стальных конструкций, 2-е
Издание 1968 г.
Б., Проектирование стальных конструкций, 2-е
Издание 1968 г.
- Оуэнс, Г. У. и Чил, Б. Д., Соединения стальных конструкций, 1-е Выпуск, 1989.
- Бладжетт, О. В., «Проектирование сварных конструкций», Фонд дуговой сварки Джеймса Ф. Линкольна, Кливленд, Огайо, США, 1972 г.
Информативное и хорошо иллюстрированное справочное руководство, охватывающее все аспекты проектирования и строительства сварных конструкций.
Предыдущая | Далее | Содержание
Расчет затрат и времени на сварку
Расчет затрат и времени на сварку важен, потому что сварка может составлять значительную часть затрат на изготовление сварных конструкций и составные части.Зная, как оценить объем наплавленного шва, и типичное время, необходимое для выполнения сварки, важно подготовить расценки, а также планировать графики.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете просмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
Сварка газо-вольфрамовой дуговой сваркой (GTAW): GTAW обычно представляет собой процесс с низкой скоростью наплавки.
Там
доступно множество ресурсов, которые подходят к вопросам, связанным с расчетом затрат на сварку, с разных точек зрения,
поэтому важно отметить, что есть несколько способов получить ответ.Подход, использованный на этой веб-странице, является относительно фундаментальным подходом, который
должны быть легко изменены для использования в большинстве случаев. Для расчета затрат и времени на сварку необходимо выполнить следующие действия:
- Рассчитать объем наплавленного металла шва. По сути, это основано на сварном шве. подготовка и длина сварного шва.
- Рассчитать масса наплавленного металла на основе плотности наплавленного металла. конкретный материал, с которым вы работаете.
- Применить
рассчитанный «коэффициент восстановления» массы сварного шва для оценки общего количества
сварочных материалов. (Некоторые расходные материалы будут потрачены впустую и будут
не попадать в сустав. Например, в случае дуги из экранированного металла
Сварка (SMAW) приведет к потерям в шлейфе, потерям шлака и разбрызгиванию.)
- На основе по массе необходимых сварочных материалов, теперь вы сможете узнать стоимость сварочных присадочных металлов, получив соответствующее предложение от вашего поставщик присадочного металла.Это не учитывает «дополнительные» расходные материалы. например, защитный газ, шлифовальные диски и т. д. Вам необходимо рассчитать эти оплачивается отдельно, в зависимости от типа работы, которую вы будете выполнять.
- Рассчитать время, необходимое для нанесения необходимой массы сварочного металла, на основе скорость наплавки для конкретного сварочного процесса, который вы будете использовать. Этот значение предполагает 100% -ное время включения дуги.
- Применить
«коэффициент дуги», чтобы учесть тот факт, что ни один сварщик никогда не сваривает на 100%
времени.Бывают случаи, когда ему / ей необходимо удалить заглушку и заменить
другим электродом или выполнить шлифовку или другую очистку между сварными швами. пробежек и т. д. Очевидно, что этот коэффициент будет разным для каждого сварщика, но вы можете
начните с типичного принятого в отрасли значения и уточните его для своих
конкретный бизнес или проект. (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
тип работы)
- Это теперь сообщит вам, сколько «человеко-часов» потребуется для выполнения работы.
- На основе в человеко-часах вы можете оценить время, которое потребуется для завершить работу, решив, сколько сварщиков будут одновременно выполнять сварку время.
- На основе
при расчете человеко-часов и сделанном вами предположении о количестве
сварщики одновременно сваривают, вы можете оценить, сколько сварщиков вам нужно,
и как долго. При расчете затрат на рабочую силу на данном этапе не
забудьте добавить надбавку на помощников, а также «непродуктивное время»
связанных с системами и процессами вашей компании. (Подумайте о встречах по безопасности,
утренние встречи, кружки качества, инспекции безопасности или другие административные
процессов.)
- Каждый бизнес также будет иметь некоторую скидку на «накладные расходы», основанную на общем времени работа возьму. При этом учитываются затраты на управление, качество контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы будет отличаться для каждой компании, а также будет сильно различаться между разными отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах. рассчитано выше (например,грамм. Умножьте рассчитанные затраты на 1,5, чтобы учесть накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве человеко-часы на сварку. (например, 50 долларов США на накладные расходы в человеко-часе.)
 Например, в случае дуги из экранированного металла
Сварка (SMAW) приведет к потерям в шлейфе, потерям шлака и разбрызгиванию.)
Например, в случае дуги из экранированного металла
Сварка (SMAW) приведет к потерям в шлейфе, потерям шлака и разбрызгиванию.) пробежек и т. д. Очевидно, что этот коэффициент будет разным для каждого сварщика, но вы можете
начните с типичного принятого в отрасли значения и уточните его для своих
конкретный бизнес или проект. (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
тип работы)
пробежек и т. д. Очевидно, что этот коэффициент будет разным для каждого сварщика, но вы можете
начните с типичного принятого в отрасли значения и уточните его для своих
конкретный бизнес или проект. (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
тип работы) (Подумайте о встречах по безопасности,
утренние встречи, кружки качества, инспекции безопасности или другие административные
процессов.)
(Подумайте о встречах по безопасности,
утренние встречи, кружки качества, инспекции безопасности или другие административные
процессов.) Имейте в виду, что при обсуждении расчета затрат на сварку рассматривается только операция сварки. Не учитывается
затрат, связанных с материалами или производством / строительством котлов.
Сметные пакеты для расчета затрат на сварку
Расчет затрат и времени на сварку, очевидно, потребует много времени, если нам придется пересчитывать основы для каждого
оцените, что вам нужно сделать, поэтому у большинства предприятий будут какие-то автоматизированные
оценочная система. Существует ряд обобщенных коммерческих оценок.
доступны пакеты, которые можно использовать практически для любого вида работы. В
Недостатком большинства этих обобщенных систем оценивания является то, что
методология расчета затрат и времени на сварку не включена достаточно подробно.В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложения, ориентированные на сварочные операции.
Многие
поэтому у предприятий есть комбинация пакетов коммерческой оценки,
в сочетании с набором электронных таблиц, чтобы предоставить некоторые данные для
коммерческий сметный пакет. Очевидно, что некоторые компании просто используют выборку
таблиц, чтобы сделать их оценки, которые будут включать расчет затрат и времени на сварку.Это особенно актуально для небольших
предприятия.
Очевидно, что некоторые компании просто используют выборку
таблиц, чтобы сделать их оценки, которые будут включать расчет затрат и времени на сварку.Это особенно актуально для небольших
предприятия.
Помощь с расчетом затрат на сварку и времени
Кому
помочь вам с расчетом затрат и времени на сварку, мы предоставили электронную таблицу
который выполняет расчеты объема и времени сварки. Вы можете скачать таблицу, нажав здесь. Хотя я старался создать электронную таблицу, которая делает достаточно точные вычисления, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой таблицы.Пожалуйста, используйте на свой страх и риск.
Кому
помочь вам на правильном пути, ниже приведены некоторые объяснения того, как использовать
таблица для расчета затрат и времени на сварку. Электронная таблица содержит два листа.
Первый рабочий лист касается косых, стыковых и угловых швов. Вторая сделка
с соединениями TYK. Соединения TYK рассматриваются отдельно, потому что их много
Сложнее рассчитать объем сварного шва.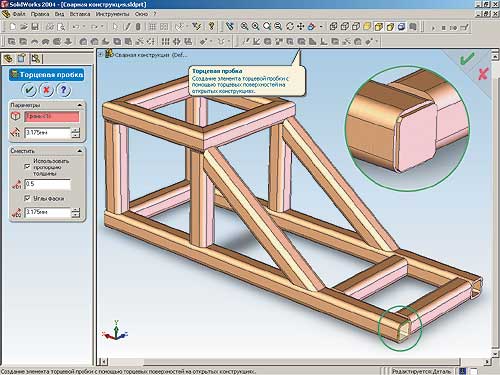
Рекомендации по расчету затрат и времени на сварку для стыковой скругленной кромки.
рабочий лист:
- В рабочий лист «Скругление стыка со скосом», детали сварного шва фиксируются вверху левая сторона.
- В В первом столбце описаны 5 различных типов подготовки к сварке. (Подготовка каждого сварного шва была воспроизведена 4 раза, чтобы вы могли ввести больше чем по одному каждого типа, если необходимо.) Он выделен желтым.
- The
следующие 5 столбцов относятся к разным параметрам, связанным с разными
подготовка к сварке. Здесь вы вводите необработанные размерные данные для
расчеты. Эти столбцы выделены голубым цветом. Чтобы исключить любые
в строке расчетов, убедитесь, что значение в столбце «Длина» равно
нуль.(В настоящее время введены типичные значения, чтобы предложить некоторые
Обратите внимание на единицы измерения, используемые для различных размеров.
Этот рабочий лист заполнен в единицах СИ. Если будет достаточно спроса, я
воспроизведет это в имперских единицах, хотя это будет довольно легко для вас
чтобы внести эти изменения самостоятельно.
- The следующие 4 столбца — это результаты вычислений. (Обратите внимание, что если вы измените что-либо в этих столбцах, тогда расчеты будут затронуты, так что осторожный.) В расчетах здесь учтены размерные данные по с присадочным металлом и деталями сварки ниже на левой стороне рабочий лист. Эти столбцы выделены светло-зеленым.
- Эскизы показаны различные виды подготовки к сварке и соответствующие размеры. включены только справа и под таблицей расчета.
- The детали присадочного металла вводятся в выделенные голубым цветом ячейки на слева под таблицей расчетов.
- The сведения о сварке вводятся в выделенные голубым цветом ячейки под детали наполнителя.
- ниже Детали сварки — это список терминов, используемых в рабочем листе.
- Кому
в правом нижнем углу листа, в соответствии с деталями заполнителя, некоторые
типовые значения, которые можно использовать для различных сварочных процессов и материалов.
Чуть выше находится пара «быстрых калькуляторов» для пересчета фунтов на
час в килограмм в час и дюймы в миллиметры.
- Кому внизу рабочего листа есть много справочных материалов, которые помогут сделать решения относительно скорости осаждения и эффективности.Пожалуйста, позаботьтесь о единиц, поскольку некоторые ссылки даны в имперских единицах, а некоторые — в единицах СИ. Вы можете использовать «быстрые калькуляторы» для преобразования любых единиц измерения, перед вводом значений в рабочий лист.
- В результаты расчетов на листе суммируются в строке «Итого», которая был выделен жирным красным шрифтом. Общая потребность в наполнителе, включая припуск на процент восстановления металла шва указан в «Total Filler Обязательная »ячейка.
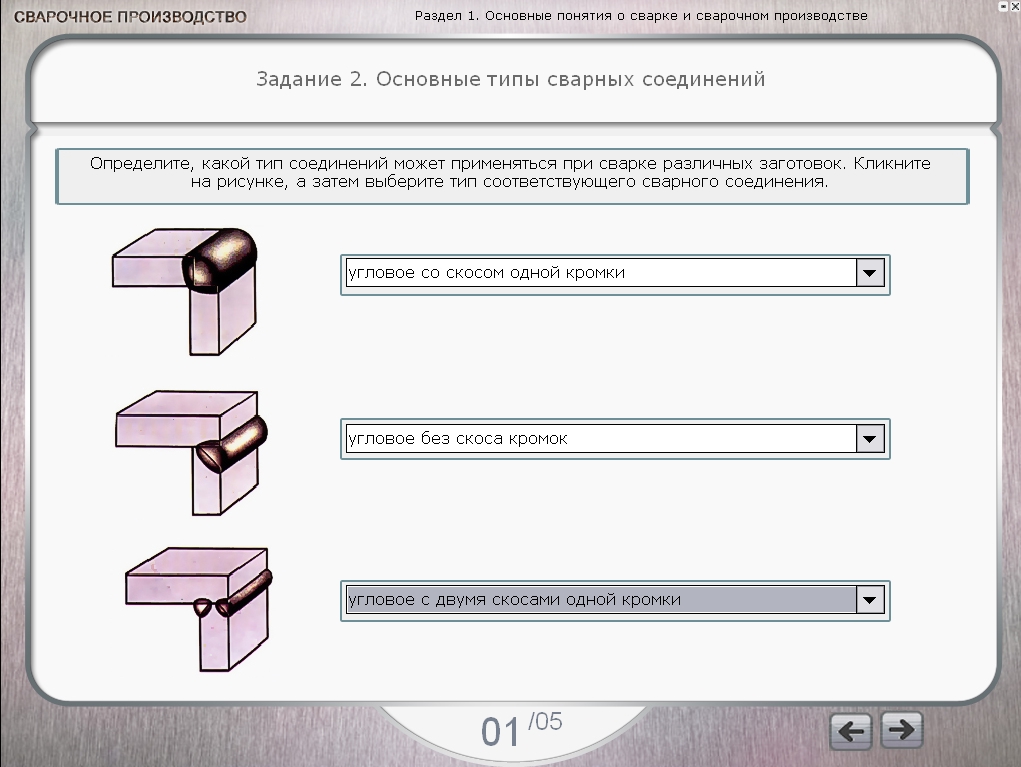

Пожалуйста
обратите внимание, что размерные данные, введенные в рабочий лист, будут подвергаться
значения, введенные в сведениях о присадке и сварке, чтобы получить
необходимые расчеты. Это означает, что вы можете иметь дело только с одним наполнителем.
металл и один процесс сварки за раз.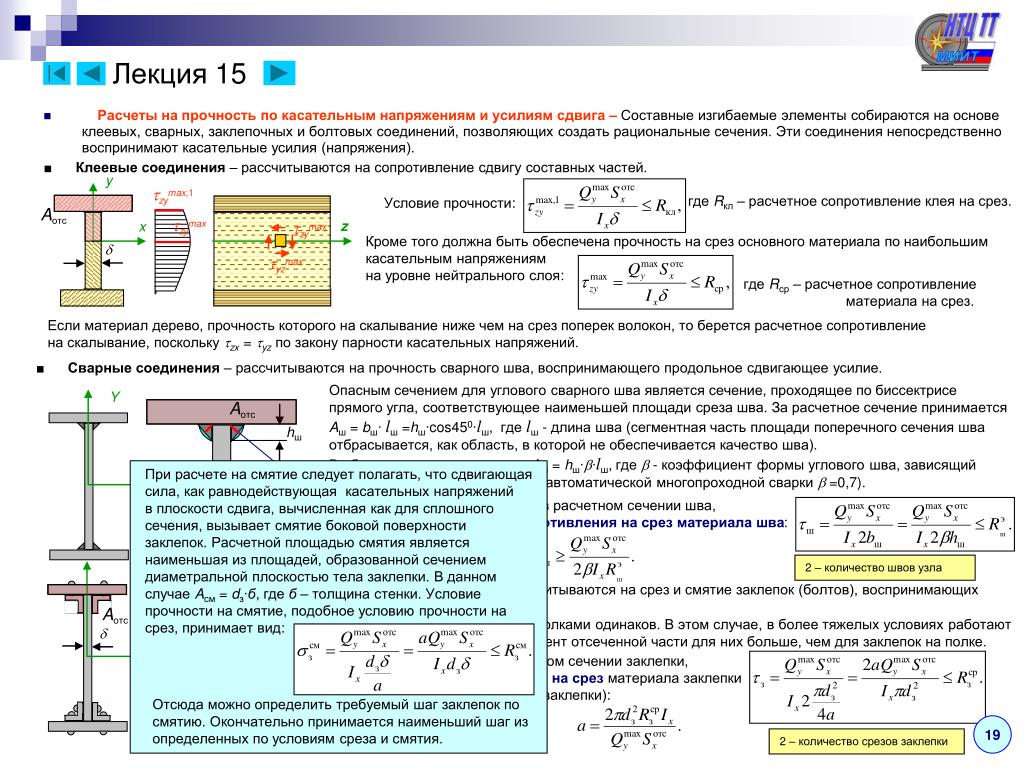 Это действительно усложняет расчет затрат и времени на сварку многопроцессорных сварных швов, но все же может
осуществляется следующим образом:
Это действительно усложняет расчет затрат и времени на сварку многопроцессорных сварных швов, но все же может
осуществляется следующим образом:
- Первая примените данные размеров и сварки, как если бы вы приваривали только корень процесс.Например, если корневой отросток будет длиной 1000 мм, 4 мм Толстый слой газовой вольфрамо-дуговой сварки (GTAW) на листе толщиной 20 мм под углом 60 ° включенный угловой одинарный шов Vee с корневым зазором 4 мм, введите: a = 30; b = 2; Т = 4; h = 0; Длина = 1. (Убедитесь, что вы ввели необходимое Значения GTAW в разделах о присадочных деталях и деталях сварки.)
- Далее,
примените размеры и детали сварки, как если бы вы только сваривали
наполнитель и крышка процесса. Если мы собираемся сварить оставшуюся часть описанного стыка
в пункте выше с процессом дуговой сварки порошковой проволокой (FCAW), то мы будем
введите следующую информацию для раздела FCAW: a = 30; b = 5; (Это
приблизительное значение того, каким был бы «корневой промежуток», если бы мы удалили GTAW
раздел. ) Т = 16; (Толщина пластины 20 мм минус 4 мм для корневого отростка.) H
= 3 мм; (Примерное значение высоты арматуры крышки.) Длина = 1
(Убедитесь, что вы ввели необходимые значения FCAW в сведениях о наполнителе и
детали сварки секций.)
- В Значения присадочного металла и человеко-часов, рассчитанные по двум указанным выше пунктам, могут затем использоваться надлежащим образом для выполнения остальной части оценки затрат и времени расчеты.
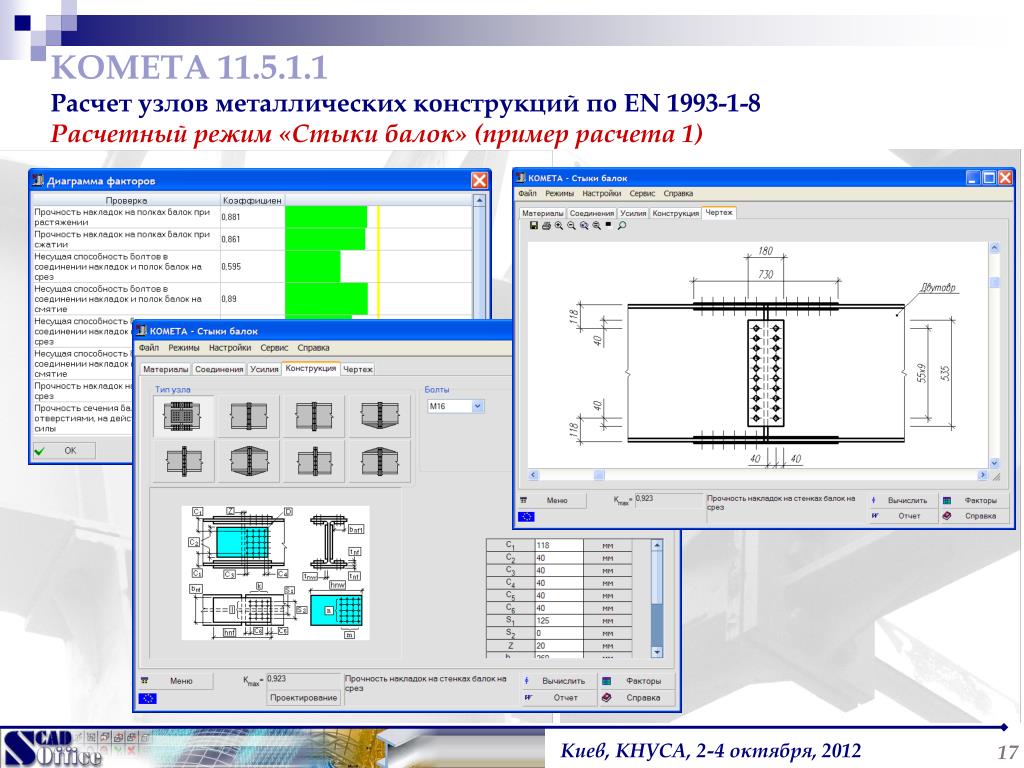 ) Т = 16; (Толщина пластины 20 мм минус 4 мм для корневого отростка.) H
= 3 мм; (Примерное значение высоты арматуры крышки.) Длина = 1
(Убедитесь, что вы ввели необходимые значения FCAW в сведениях о наполнителе и
детали сварки секций.)
) Т = 16; (Толщина пластины 20 мм минус 4 мм для корневого отростка.) H
= 3 мм; (Примерное значение высоты арматуры крышки.) Длина = 1
(Убедитесь, что вы ввели необходимые значения FCAW в сведениях о наполнителе и
детали сварки секций.) The
рекомендации по расчету затрат и времени на сварку для рабочего листа «TYK Joints» следующие:
- Это рабочий лист предназначен для Т-образных и Y-образных соединений между двумя секциями труб. пересекающиеся в единой плоскости.Неплоское пересечение труб и К-образные стыки которые пересекаются в узле, потребуют некоторых модификаций для получения точных ответы, хотя ответы не будут слишком далекими.
- Вкл. В верхней левой части рабочего листа у нас есть основная информация о размерах. Это в значительной степени зависит от диаметра меньшего элемента и угла, который меньший элемент соединяется с основным элементом.
- The голубые ячейки — это места, где нужно ввести необходимую информацию.
- The светло-зеленые ячейки отображают рассчитанную информацию.Как правило, вы не хочу возиться с зелеными клетками.
- ниже информация о размерах в верхнем левом углу — это место, где заполнитель информация введена. (В голубых ячейках.)
- Для рабочий лист TYK Joints вам необходимо ввести информацию для корня и «Основные» сварочные процессы. Это позволяет выполнить весь расчет за один идти, когда у вас разные процессы для рута и наполнителя / шапки. если ты только один процесс, затем введите толщину корня 0 мм.
- ниже разделы, посвященные присадке и сварке, на рабочем листе — это «TYK Подробная информация о сварном шве ». Это матрица, которая дополнительно определяет детали подготовки к сварке для различных частей сварного шва.
- Только введите соответствующую размерную информацию в ячейки, которые были выделено голубым. Ячейки, выделенные светло-зеленым цветом, рассчитываются значения, поэтому не связывайтесь с этими ячейками.
- Кому помочь в выборе подходящих деталей сварного шва. четыре эскиза включены в правую часть рабочего листа.(Деталь 36; Деталь 37; Деталь 38; Деталь 39)
- Вы необходимо выбрать один ряд «Носок сварного шва», один ряд «Стороны сварного шва» и один ряд «Каблук шва». Сварка »для использования в расчетах. Вы выбираете это, помещая 1 (Да) или 0 (Нет) в соответствующей ячейке столбца «G» матрицы деталей сварного шва. Руководствоваться описания в столбце A и углы в столбце B. (Обратите внимание, что это основан на деталях, приведенных в AWS D1.1, но вам необходимо выбрать наиболее подходящий сварные детали.
- Пожалуйста не обращайте внимания на выделенный серым блок в правом нижнем углу рабочий лист.Это используется для встроенных вычислений. Если вы возитесь с этим клетки, вы получите неправильные ответы.
- The Расчетное количество присадочного металла и человеко-часы указаны под сварным швом. подробная информация и выделена розовым цветом.
- Пожалуйста прочтите раздел «Примечания» в левой нижней части рабочего листа, чтобы узнать, дальнейшее руководство по использованию рабочего листа.
По
используя прилагаемые рабочие листы, вы сможете получить необходимую сварку
расходные материалы и трудозатраты на сварку, необходимые для выполнения более высокого уровня
смета расходов на сварочные работы.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете просмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
(PDF) РАСЧЕТ СОЕДИНЕНИЙ СВАРОЧНЫХ ФЕРМ В НАКЛАДКЕ ИЗ ПРЯМОУГОЛЬНЫХ ПОЛЫХ СЕЧЕНИЙ
Метод расчета сопротивления сварных швов в соединениях между полыми профилями
, представленный в EN 1993-1-8, является очень общим и без указания специфический расчет
процедур.Публикация, указанная в ссылках, содержит лишь отрывочную информацию в
по щелевым соединениям.
Как представлено в публикациях [2] и [3], были разработаны процедуры оценки сопротивления угловых швов
T, Y, X и соединений типа K, N с зазором, выполненных из полых профилей. Следовательно,
в публикации [4] также представлен метод расчета перекрытия соединений K и N. Во всех этих
типах соединений используются угловые сварные швы, эффективная длина которых определяется на основе экспериментальных исследований
или руководств по проектированию, представленных в EN 1993-1-8 [9], хотя в последнем варианте конструкции
длины не указаны явно.
В EN 1993-1-8 [9] расчет стыков с угловым или желобчатым швом с эффективной длиной сварного шва
допускается в случаях, когда: силы в раскосах меньше сопротивления соединения, нестабильность
раскосов могло произойти или при унификации ассортимента элементов фермы. Такие ситуации обычно встречаются
, и проектировщики и подрядчики должны знать о них.
Процедуры, используемые для оценки сопротивления сварного шва, предложенные авторами, являются сложными и довольно утомительными.В стандарте EN 1993-1-8 [9] даны очень простые рекомендации по расчету угловых швов
, которые улучшают скорость проектирования, но приводят к увеличению трудозатрат во время изготовления, а также
из-за увеличения усадки. стресс.
Тем не менее, информации об оценке толщины сварных швов с разделкой кромок не дается. В порядке
для упрощения оценки сопротивления сварного шва расчетное сопротивление сварного шва на единицу длины
периметра элемента раскоса не должно быть меньше расчетного сопротивления этого элемента
поперечного сечения на единицу длины периметр.
Эта рекомендация будет выполнена, если используются полные стыковые или угловые сварные швы с толщиной
, в которой их сопротивление эквивалентно способности соединяемых элементов. Для практических целей указана максимальная толщина сварных швов
в зависимости от марки стали соединительных элементов.
СтальS235H: aw = 0,903t1,
сталь S275H: aw = 0,986t1,
СтальS355H: aw = 1,176t1,
СтальS420H: aw = 1,397t1,
где:
КОНСТРУКЦИЯ ПОЛЫ СОЕДИНЕНИЯ Внахлест с армирующей пластиной 19
-10.1515 / ace-2015-0002
Загружено с PubFactory 02.09.2016, 09:48:22 AM
через свободный доступ
Сравнение различных методов расчета структурных напряжений в сварных соединениях
International Journal of Fatigue 25 (2003) 359–369 www.elsevier.com/locate/ijfatigueСравнение различных методов расчета структурных напряжений в сварных соединениях О. Дерк, В. Фрике ∗, Технический университет К. Вайссенборна Гамбург-Харбург, Laemmersieth 90, Hamburg 22305, Германия Получено 24 мая 2002 г .; получено в доработке 29 октября 2002 г .; принято 18 ноября 2002 г.
Резюме Существуют различные методы и процедуры для расчета структурных напряжений в горячих точках сварных соединений.Они основаны либо на экстраполяции напряжений в определенных контрольных точках на поверхности (или краях) пластины, близких к подошве сварного шва, как известно из экспериментальных исследований, либо на линеаризации напряжений в направлении сквозной толщины. Недавно в литературе были предложены процедуры применения обоих методов к анализу методом конечных элементов. В данной статье различные методы рассматриваются и применяются к четырем различным деталям, чтобы сравнить методы друг с другом и проиллюстрировать различия.Сделаны выводы относительно их точности и чувствительности к сетке конечных элементов. 2003 Elsevier Science Ltd. Все права защищены. Ключевые слова: сварное соединение; Структурное напряжение; Стресс горячей точки; Метод конечных элементов; Анализ напряжений
1. Введение Инициирование трещины и ее раннее распространение на носках сварного шва определяется локальным распределением напряжений вокруг сварного шва. Его анализ и оценка в отношении утомляемости имеет уже довольно долгую историю. Согласно [18], первые исследования были выполнены в 1960-х годах несколькими исследователями, в том числе Петерсоном, Мэнсоном и Хайбахом, чтобы связать усталостную прочность с локальным напряжением или деформацией, измеренной в определенной точке, близкой к носку сварного шва, например, расстояние 2 мм [7].Хотя характеристическая усталостная прочность, связанная с этим локальным напряжением, показывает довольно небольшой разброс, он был показан, например, в [1] показано, что на него по-прежнему влияет местная выемка на носке сварного шва и, следовательно, она не зависит от геометрии локальной выемки. Исследования относительно толстых трубных соединений показали, что эффект местного надреза на носке сварного шва влияет на напряжение в области до 0,3–0,4 · t (t толщины пластины) от носка сварного шва. В результате в 1970-х годах был разработан хорошо известный подход к напряжению в горячих точках с определением опорных точек для оценки напряжения.
Автор, отвечающий за переписку.Тел .: + 49-40-428-32-3148; факс: + 49-40428-32-3337. Адрес электронной почты: [электронная почта защищена] (W. Fricke). ∗
Экстраполяция и экстраполяция на определенных расстояниях от сварного шва, которые зависят от толщины пластины или оболочки. Эта разработка, которая была рассмотрена в. о. Автор: van Wingerde et al. [19], был особенно успешным для оценки усталостной прочности трубных соединений из-за их сложной геометрии соединения и высокого локального изгиба трубчатых стенок. Первые попытки применить этот подход к сварным соединениям пластин были предприняты еще в начале 1980-х годов.Замечательные исследования были выполнены в Японии для анализа концентрации напряжений, обусловленных локальной структурной геометрией деталей корпуса судна, которые были обобщены a. о. по Matoba et al. [11]. Расчетное напряжение было получено из анализа методом конечных элементов путем линеаризации напряжения по толщине листа. Радаж [17] суммировал эти и другие исследования и определил структурное напряжение в горячей точке (подошве сварного шва) как поверхностное напряжение, которое можно рассчитать в горячей точке в соответствии со структурными теориями, используемыми в технике.Он продемонстрировал, что структурное напряжение может быть проанализировано либо путем экстраполяции поверхности, либо путем линеаризации, например через толщину стенки, чтобы исключить локальный пик нелинейного напряжения, вызванный носком сварного шва. В начале 1990-х годов Петерсхаген и др. [16] разработали обобщенный подход к напряжению в горячих точках для пластинчатых конструкций с использованием метода эффективного напряжения надреза Рададжа [17] и
0142-1123 / 03 / $ — см. Предварительную информацию 2003 Elsevier Science Ltd. Все права защищены. DOI: 10.1016 / S0142-1123 (02) 00167-6
360
O.Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
Номенклатура b BF l M SCF t
ширина удваивающейся пластины, ширина основной пластины, сила элемента, длина изгибающего момента, коэффициент концентрации напряжений, толщина пластины
,применяется для сложных сварных конструкций [ 4]. Подробные рекомендации по определению напряжения для анализа на усталость сварных компонентов были даны Ниеми [12]. Однако несколько приложений показали, что на результаты напряжений по-прежнему влияют сетка конечных элементов и свойства элементов.Дополнительные рекомендации по моделированию методом конечных элементов и оценке напряжений в горячих точках были даны Huther et al. [9] и Фрике [6], последний основан на обширном циклическом анализе напряжений нескольких деталей. Было показано, что особые соображения необходимы для вырезов в плоскости, таких как сварные косынки, где толщина листа больше не является важным параметром для определения контрольных точек для оценки напряжения. Ниеми и Тансканен [13], а также Фрике и Богдан [5] предложили альтернативные процедуры для анализа напряжений в горячих точках в таких случаях, используя абсолютные расстояния для опорных точек.В настоящее время готовится комплексное руководство IIW для подхода к структурному напряжению в горячих точках [14]. Донг [2] использовал определение структурного напряжения, данное Рададжем [17], и оценил структурное напряжение непосредственно в месте носка сварного шва на основе результатов конечных элементов, используя принципы элементарной структурной механики. Заявлена и продемонстрирована нечувствительность сетки на нескольких примерах, однако, в основном на двухмерных базовых стыках [2], [3]. В этой статье различные методы оценки структурных напряжений объясняются более подробно и сравниваются друг с другом.Затем их применение проиллюстрировано несколькими двумерными и трехмерными примерами, показывающими сходство методов и ответами на вопрос, как далеко может быть достигнута нечувствительность к сетке. Следует подчеркнуть, что подход к структурному напряжению ограничивается оценкой усталостной прочности пальцев сварных швов, когда трещины начинаются с поверхности конструкции. Трещины, начинающиеся от корня не полностью проплавленных сварных швов, не покрываются и требуют другой процедуры оценки.
w ширина крепления x, y, координаты z d расстояние s нормальное напряжение мембранное напряжение sm напряжение изгиба sb t напряжение сдвига
2.Оценка структурных напряжений из конечно-элементных моделей 2.1. Конечноэлементное моделирование сварных конструкций. Как упоминалось во введении, можно выделить различные типы подошв сварных швов (см. Рис.1), для которых требуются различные методы оценки напряжений: a) приварной выступ на поверхности пластины в конце присоединения b) сварной шов зацеп на краю пластины на конце приставки c) приварной зацеп вдоль сварного шва приставки (наиболее напряженный из обоих приварных пальцев) Типы a) и c) в принципе аналогичны, однако влияние моделирования особенно большие на концах сварных приспособлений, т.е.е. при типах а) и б), где локальная особенность напряжений более выражена из-за дополнительной концентрации напряжений в V-образном углу. Чтобы ограничить вычислительные затраты, на практике предпочтительны относительно простые модели и грубые сетки. В основном, обычно используются два типа конечно-элементного моделирования, которые проиллюстрированы на рис. 2 на примере, показанном выше:
Рис. 1.
Типы приварных пальцев.
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
Рис.2. Типовые модели конечных элементов и траектории оценки напряжений.
1. с использованием пластин или элементов оболочки, которые расположены в средней плоскости пластин. Сварной шов часто пропускают, за исключением случаев смещения пластин (например, двойные пластины) или сварных швов, расположенных близко друг к другу, где возникают эффекты взаимодействия. В таких случаях сварной шов можно моделировать вертикальными или наклонными пластинчатыми элементами или жесткими связями (уравнения со связями). Элементы пластины или оболочки, как правило, должны иметь улучшенные характеристики в плоскости для моделирования крутых градиентов напряжения.2. Использование твердых элементов, позволяющих легко моделировать сварной шов с помощью призматических элементов. Если применяются изопараметрические 20-узловые элементы, достаточно одного элемента в направлении толщины из-за квадратичной функции смещения и линейного распределения напряжений. В связи с уменьшенным интегрированием можно непосредственно оценить линейную часть напряжений.
361
Для подошв сварных швов типов a) и c) рекомендации IIW [8,14] предлагают линейную экстраполяцию по двум контрольным точкам, которые расположены на 0.4 · t и 1,0 · t от горячей точки, где t — толщина соседней пластины (рис. 3.1). Напряжения обычно оцениваются в узловых точках, так что длина первого элемента составляет 0,4 · t, а второго — 0,6 · t. В случае более крупной сетки с элементами более высокого порядка, длина которых равна t, напряжения в центрах поверхности твердых элементов или в узлах средней стороны элементов оболочки могут быть оценены и экстраполированы на 0,5 · t и 1,5 · t (см. Рис.2 и 3.2), как это предлагается некоторыми классификационными обществами судов.Однако при сварке подошв типа a) ширина сплошного элемента или двух элементов оболочки перед горячей точкой не должна превышать двукратную толщину листа t или ширину присоединения w (= толщина присоединения плюс две длины сварных ножек ). Иная ситуация для типа б) приварных швов, то есть на краях пластины. Поскольку толщина пластины не имеет отношения ни к размеру элемента, ни к расположению контрольных точек, предлагаются фиксированные контрольные точки. В соответствии с предложением Ниеми и Тансканен [13] применить квадратичную экстраполяцию по трем точкам на расстоянии 4 мм, 8 мм и 12 мм от горячей точки, для получения напряжений в узловых точках требуются элементы длиной 4 мм или даже лучше 2 мм. не затронутые особенностью напряжений (рис.3.3). Альтернативное предложение Фрике и Богдана [5] подразумевает линейную экстраполяцию напряжений, полученных из точек средней стороны элементов более высокого порядка (например, изопараметрических 8-узловых элементов оболочки) с длиной и глубиной 10 мм, что означает, что напряжения равны экстраполировано на точки на расстоянии 5 мм и 15 мм от горячей точки (рис. 3.4).
2.2. Оценка структурных напряжений путем экстраполяции поверхностных напряжений «Классическим» способом оценки структурных напряжений в горячей точке является линейная или квадратичная экстраполяция по двум или трем контрольным точкам аналогично тому, как это делается экспериментально с тензодатчиками.На рис. 2 показаны типичные траектории оценки напряжения. В случае моделей оболочки без представления сварного шва рекомендуется экстраполировать напряжение на точку пересечения конструкции, как это моделируется, чтобы избежать недооценки напряжений из-за снижения жесткости модели [6].
Рис. 3.
Экстраполяция поверхностных напряжений на горячую точку в соотв. к [14].
362
O. Doerk et al. / Международный журнал усталости 25 (2003) 359–369
2.3. Оценка структурных напряжений в соответствии с Донгом [2]. Метод оценки структурных напряжений, предложенный Дуном [2], обычно фокусируется на линеаризации по толщине стенки непосредственно в горячей точке, однако зависит от типа моделирования.Для твердотельных моделей, где напряжения в элементах могут быть нарушены сингулярностью на носке сварного шва, напряжения в элементах оцениваются на определенном расстоянии d от носка сварного шва, например равной длине элемента, см. рис. 4. Предполагая равновесие между осевыми и касательными напряжениями, действующими здесь (сечение BB) и в сечении непосредственно у носка сварного шва (сечение AA), можно непосредственно получить линейную часть последнего ( напряжения, действующие на других сторонах элемента, не учитываются). Использование трапецеидального интегрирования для n ⫹ 1 равномерно расположенных узлов по толщине пластины дает два уравнения для sm и sb:
冕 t
1 1 [s ⫹ 2 · sxx, 1 ⫹… sm ⫽ sxx (z) · dz ⫽ t 2 · n xx, 0 0
⫹ 2 · sxx, n⫺1 ⫹ sxx, n]
冕 t
冕 t
t2 t2 t2 [s sm ⫹ sb ⫽ sxx (z) · dz⫺d · txz (z) · dz ⫽ 2 6 6 · n2 xx, 0 0
Для модели оболочки структурное напряжение может быть оценено непосредственно в горячей точке, поскольку линейное распределение напряжений уже принято в элементах, см. рис.5. Во избежание неточностей из-за распределения напряжения, принятого в формулировке элемента, структурное напряжение рассчитывается непосредственно на основе узловых сил и моментов на рассматриваемой кромке элемента. Для нескольких элементов вдоль сварного шва предполагается многолинейное распределение напряжений, которое выводится из системы уравнений для значений напряжений в углах элементов. Используя эти напряжения, Донг [2] заявляет о нечувствительности сетки даже для горячих точек с высокой сингулярностью напряжений, то есть типов a) и b) на рис.1.
0
⫹ 6 · sxx, 1 · z2 ⫹ 12 · sxx, 2 ⫹… ⫹ (n⫺1) · 6 · sxx, n⫺1 t ⫹ (3n⫺1) · sxx, n] ⫺ d [txz, 0 ⫹ 2 · txz, 1 ⫹… ⫹ 2 · txz, n⫺1 2 · n ⫹ txz, n] На рис. 4 показана линеаризация напряжения по всей толщине t листа, в результате чего структурное напряжение, как определено автора Radaj [17]. В качестве альтернативы, линейное напряжение может быть получено для части толщины t1, что позволяет получить структурное напряжение для трещины, имеющей распространение,
Рис. 4.
ограничено только частью толщины.В этом случае напряжения, действующие на нижней границе области, т.е. на глубине t1, должны быть включены в уравнения AM, поскольку нижняя граница больше не является свободной поверхностью. В соединениях толстого сечения и некоторых других конфигурациях соединений, таких как угловые сварные швы, которые являются симметричными относительно геометрии и нагрузки, имеется немонотонное распределение напряжения по толщине желоба. В этих случаях линеаризация также выполняется до конечной глубины t1, которая в случае симметрии равна t / 2.
Оценка структурных напряжений для твердотельных моделей (согласно [2]).
3. Примеры Ниже описаны четыре примера с различными типами приварных швов, где упомянутые выше методы применяются для получения структурного напряжения горячей точки, т. Е. Экстраполяция поверхностного напряжения в соотв. по IIW [8,14], т.е. линейно более 0,4 т / 1,0 т для соединений типа a) и c) и квадратично более 4 мм / 8 мм / 12 мм для соединений типа b) в сочетании с элементами длиной не менее 0,4 т или 4 мм соответственно (рис.3.1 и 3.3) 앫 экстраполяция поверхностных напряжений на 0,5 т / 1,5 т (5 мм и 15 мм для соединений типа b)) в связи с относительно крупными сетками, имеющими квадратичные элементы
Рис. 5.
Оценка структурного напряжения оболочки модели (согласно [2]).
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
функция формы и длина 1,0 т или 10 мм соответственно (рис. 3.2 и 3.4) 앫 оценка структурного напряжения в соотв. to Dong [2], используя сетки с разными размерами элементов.Все расчеты выполнены авторами на основании приведенных ссылок. Тип элемента и представление сварного шва не менялись при каждом сравнении.
3.1. Угловой шов пластины внахлест Первый пример касается 2D примера, углового шва пластины внахлест, описанного в [2]. На рис. 6a показано одностороннее соединение внахлест, на которое действует осевая сила F. Носок сварного шва относится к типу c) согласно рис. 1. Из-за эксцентриситета соединения внахлест и граничных условий на концах постоянная изгибающий момент без какой-либо сдвигающей силы действует в пластине перед сварным швом.Следовательно, действует постоянное структурное напряжение, которое определяется жесткостью самой конструкции.
363
Применение подхода к структурному напряжению согласно Донгу [2] дает почти такой же структурный SCF для нескольких плотностей сетки, как показано на рис. 6d. Поскольку в пластине не действует напряжение сдвига, оценка напряжения может быть просто сведена к линеаризации по толщине в любом сечении правой части, что дает структурное напряжение SCF примерно 1.19. Такое же значение достигается путем экстраполяции поверхностных напряжений, см. Рис. 7. Как и ожидалось, плотность сетки почти не играет роли также и в случае экстраполяции поверхностных напряжений. Постоянное распределение структурных напряжений позволит даже расположить контрольные точки в любом месте, если они превышают 0,4 т.
Рис. 7. Угловое соединение пластины внахлест и результаты экстраполяции поверхностных напряжений. Рис. 6.
Угловое соединение пластины внахлест и результаты, полученные Донгом [2].
364
О.Doerk et al. / Международный журнал усталости 25 (2003) 359–369
3.2. Односторонняя удваивающая пластина Второй пример — односторонняя удваивающая пластина, показанная на рис. 8, где критический выступ сварного шва на поверхности пластины относится к типу c) на рис. 1. Модель исследовалась в японском исследовательском проекте [ 20]. Пример аналогичен первому, однако круглая удваивающая пластина вызывает неравномерное распределение напряжений в поперечном направлении. Пример был также исследован в циклическом анализе, описанном Фрике [6], где были применены различные методы моделирования односторонней удваивающей пластины элементами оболочки.В настоящем анализе дублирующая пластина моделируется твердыми элементами, что позволяет реалистично рассматривать сварной шов. На рис. 9 показаны три разные модели конечных элементов. Во всех случаях использовались 20-узловые твердотельные элементы с пониженным порядком интеграции. Один элемент располагался по толщине листа, при этом длина элемента перед носком сварного шва составляла от прибл. 0,4–2 т. Расчетное распределение напряжения перед носком сварного шва показано на рис. 10. В отличие от предыдущего исследования [6], не учитывалось увеличение напряжения из-за деформации сварного шва.По этой причине результаты измерений Yagi et al. [20] не были включены в Рис. 10, потому что они, очевидно, были затронуты этим. Хотя результирующие напряжения довольно близки друг к другу, можно наблюдать небольшое влияние размера элемента. Экстраполяция поверхностных напряжений на горячую точку, выполненная для соответствующих моделей и обозначенная стрелками на рис.10, дает отношения напряжений горячей точки 1,25 (более 0,4 т / 1,0 т) и 1,26 (более 0,5 т / 1,5 т. ). Циклическое исследование [6] показало более высокий разброс (± 6%) из-за применения различных типов элементов и, в частности, из-за упрощенного моделирования сварных швов в случае моделей оболочки, где использовались соединения пластин и жесткие связи.Разброс примерно 10% содержится в результатах, основанных на подходе Донга [2], которые показаны в левой части рис. 10. Структурное напряжение в этом примере, очевидно, не является нечувствительным к плотности сетки. Вышеупомянутый разброс из-за различных типов элементов и упрощенного моделирования может дополнительно возникнуть.
Рис. 8. Односторонняя двойная пластина, исследованная Яги и др. [17].
Рис. 9. Различные сетки конечных элементов для моделирования односторонней дублирующей пластины (1/2-модель).
Рис. 10. Соотношение поверхностных напряжений и структурных напряжений для односторонней сдвоенной пластины.
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
Чтобы прояснить причины такой чувствительности к сетке, была изменена геометрия односторонней удваивающей пластины. Для упрощения была выбрана прямоугольная дублирующая пластина постоянной длины (60 мм), но переменной ширины b. Толщина дублирующей пластины 10 мм. Размеры основной пластины B ⫽ 240 мм и t 15 мм.На рис. 11 показаны три модели с различными соотношениями b / B, в диапазоне от 1/12 (неглубокий продольный элемент жесткости) до 1/1 (2D-случай). Длина элемента перед удваивающей пластиной снова была изменена от 0,4 т до 2,0 т. На рис. 12 показано структурное напряжение, оцененное по центральной линии согласно Донгу [2]. Хорошо видно, что разница между результатами увеличивается, если
365
Рис. 12. Структурное напряжение согласно Донгу [2], рассчитанное из различных ячеек прямоугольных дублирующих пластин.
концентрация становится более локализованной. Причина видна в пренебрежении вертикальными касательными напряжениями, действующими на стороны поперечных элементов, в уравнении равновесия, описанном в разделе 2.3. 3.3. Брекет-палец Третий пример касается брекет-пальца, который был исследован в рамках Европейского исследовательского проекта FatHTS [15]. На рис. 13 показана испытательная модель с гидроцилиндром, действующим по диагонали, который создает комбинацию осевой силы, поперечной силы и изгибающего момента в двух горизонтальных и вертикальных двутавровых балках.Критическое положение — зацеп кронштейна, который встречается четыре раза в каждой тестовой модели. Толщина пластины фланца составляет 20 мм, а толщина кронштейна — 12 мм. Применяли сварку с полным проплавлением с длиной ветви усиления углового шва 8,5 мм. В ходе исследования были выполнены измерения деформации и расчет методом конечных элементов. На рис. 14 показаны две разные конечно-элементные модели критической зоны, основанные на вышеописанных рекомендациях, где длина элемента перед кронштейном соответствует толщине фланца.Рис. 15 сравнивает вычисленное
Рис. 11. Конечноэлементные модели прямоугольных дублирующих пластин различной ширины.
Рис. 13. Кронштейн, исследованный Paetzold et al. [15].
366
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
Рис. 14. Оболочечные и твердотельные конечно-элементные модели кронштейна с распределением продольного напряжения.
Рис. 15. Распределение напряжений перед кронштейном по измерениям и f.е. модели (рис.14).
продольное напряжение перед горячей точкой с измеренными значениями для силы цилиндра 100 кН. За исключением измеренного напряжения вблизи горячей точки, на которую влияет местная выемка, согласие очень хорошее. Для настоящего сравнения различных методов рассматривается только модель оболочки. Для представления двутавровой балки, кронштейна и полки были выбраны 8-узловые квадратные элементы оболочки. Сварочный шов моделировали не так часто, как это делается на практике. Всего было создано шесть сеток с размерами элементов перед носком кронштейна от 0.От 4 т × т / 2 до 2 т × 2 т. Половина ширины насадки (w / 2 14,5 мм) частично была принята за ширину элемента, как рекомендовано Ниеми [14] и Фрике [6]. Полученное распределение напряжений показано на рис. 16. Особенность напряжения влияет на результаты вблизи горячей точки. Однако структурное напряжение горячей точки, полученное путем экстраполяции поверхности, почти одинаково для обоих альтернативных методов, упомянутых выше. Небольшое занижение напряжений можно наблюдать при сравнении результатов с рис.15 — эффект, который часто обнаруживается в связи с моделями оболочек. Ограничение ширины элемента до w / 2 имеет лишь небольшое влияние на результаты в этом примере. Результаты, полученные с применением метода Донга, обычно выше и показывают очень большой разброс. Очевидно, это связано с особенностями напряжения, поскольку локальное напряжение становится бесконечным, если размер элемента приближается к нулю. Метод [2], применяемый к этой модели, сильно зависит от сетки и не может обеспечить приемлемое структурное напряжение для упрощенных моделей.Конечно, в таких случаях метод экстраполяции поверхностных напряжений также имеет проблемы, однако они кажутся менее серьезными. Эффект плотности сетки обычно относится только к элементам перед горячей точкой. Однако рис. 17 показывает, что моделирование других областей — в данном случае скобки — может сильно повлиять на результаты. Грубое моделирование носка кронштейна увеличило бы локальное напряжение примерно на 10% и, таким образом, закрыло бы зазор между оболочкой и твердотельными моделями. Это означает, что мы
Рис.16. Распределение напряжений перед носком скобы и напряжений в горячих точках конструкции для различных моделей оболочки.
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
Рис. 17. Распределение напряжения перед носком скобы для двух разных сеток скобы.
должны принять дополнительный разброс результатов конечных элементов из-за наложения сетки вокруг критической области. 3.4. Угловой сварной шов по краю пластины Последний пример — плоский стержень, приваренный к двутавровой балке, где критическая горячая точка находится на краю пластины, см. Верхнюю часть рис.18, т.е. относится к типу b)
367
согласно рис. 1. Модель экспериментально исследовалась Кимом и др. [10]. Он также был включен в круговое исследование [6]. И снова для настоящего анализа методом конечных элементов было выбрано моделирование оболочки с помощью 8-узловых элементов. Сварной шов был смоделирован упрощенным способом, как показано на рис. 18. Таким образом, сохранялось правильное положение носка сварного шва. Область перед носком сварного шва моделировалась тремя различными способами, выбирая длину элементов ᐉ = 2 мм, ᐉ = 5 мм и ᐉ = 10 мм соответственно.На рис. 19 показано рассчитанное распределение напряжений на краю пластины плоского стержня вблизи сварного шва. Сила F была выбрана таким образом, чтобы номинальное напряжение единицы действовало на приварной палец. Как и ожидалось для плоских вырезов, на распределение напряжений влияет особенность напряжений, демонстрируя повышенные напряжения в элементах, прилегающих к вырезу. Экстраполяция напряжения дает значение напряжения 1,77 МПа для мелкой сетки (квадратичная экстраполяция) и 1,68 МПа для крупной сетки (линейная экстраполяция), что означает небольшую разницу между двумя методами.Разница выше, чем ожидалось в предыдущем исследовании [5], где были проанализированы только 2D-структуры с углами 135 ° и 90 °. Метод Донга был применен для предполагаемой глубины трещины 10 мм, что определило конец усталостной долговечности этого образца. Структурное напряжение, вычисленное для трех сеток в соответствии с 2.3, показывает лишь небольшой разброс, однако напряжение выше, чем полученное путем экстраполяции поверхности. Здесь следует отметить, что расчетное структурное напряжение выше измеренного, и что соответствующий прогноз усталостной долговечности оказался очень консервативным для этого примера [6].
4. Выводы От применения различных методов оценки структурных напряжений к четырем примерам сварной пластины
Рис. 18. Плоский стержень, приваренный к двутавровой балке, и моделирование критической зоны вокруг носка сварного шва.
Рис. 19. Распределение напряжений перед угловым швом и структурные напряжения горячих точек для различных моделей.
368
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
, сделаны следующие выводы и даны рекомендации:
1.Два альтернативных метода экстраполяции поверхностных напряжений (как показано справа и слева на рис. 3) дают почти одинаковые результаты. Для первой процедуры с контрольными точками на расстоянии 0,4 т / 1,0 т от подошвы сварного шва (или 4/8/12 мм на краях пластины) требуется более мелкая сетка с длиной элементов не менее 0,4 т (или 4 мм, соответственно), если больше -используются элементы порядка. Однако допускается также более мелкая плотность сетки. Вторая процедура с контрольными точками на расстоянии 0,5 т / 1,5 т от носка сварного шва (или 5/15 мм по краям пластины), которую предпочитают несколько обществ классификации судов, требует фиксированных размеров элементов более высокого порядка для достижения стабильных результатов.2. Процедура, предложенная Донгом [2] для оценки структурного напряжения непосредственно на носке сварного шва, показывает нечувствительность сетки для двумерных задач. Однако в случае трехмерной концентрации напряжений наблюдается некоторый разброс в результатах, оцененных с использованием различных плотностей сетки. По-видимому, это связано с пренебрежением напряжениями в уравнениях равновесия, действующих на поперечных сторонах элемента. Разброс увеличивается, если выемка очень локализована, как показано на примере носка кронштейна, ориентированного в направлении напряжения, что на практике часто очень просто моделируется с помощью элементов оболочки.В случае плоских надрезов, то есть на краях пластины, структурное напряжение зависит от допущения о глубине трещины, которая определяет диапазон линеаризации напряжений. 3. Дополнительный разброс результатов напряжений ожидается из-за использования различных типов элементов, предлагаемых программами конечных элементов, и из-за различных методов моделирования сварного шва, особенно если применяются элементы оболочки. Этот разброс обычно составляет от ± 5% до ± 10% [6]. Кроме того, исследования показали, что зацепление за пределами области оценки напряжения перед носком сварного шва может еще больше повлиять на результаты, так что нечувствительность сетки в целом остается под вопросом.Аналитик всегда должен знать об ограничениях, установленных моделью конечных элементов, а также методом оценки напряжений в горячих точках конструкции. 4. Определение структурного напряжения в основном одинаково для всех методов, за исключением случаев с немонотонным распределением напряжения по желобу по толщине (см. Раздел 2.3). Следовательно, оценка усталости по кривым SN также должна быть сопоставимой. Ниеми [14] рекомендует использовать сталь FAT 100 для обычных случаев и FAT 90 для случаев с угловыми сварными швами, выдерживающими полную нагрузку (пример 4), и боковыми креплениями длиной более 100 мм.Номер FAT соответствует нормативному значению характеристической усталостной прочности расчетной кривой S-N при 2 миллионах циклов. Оценка усталостной долговечности
с учетом структурного напряжения по Донгу [2], похоже, не противоречит этому. Хотя выбранные примеры охватывают множество различных типов пальцев под приварку и практические ситуации, они все же относительно просты. Некоторые вопросы остаются открытыми, например. грамм. применимость методов к сложным двухосным напряженным состояниям или к очень толстым элементам конструкции, например.грамм. луковицы профилей, для которых трудно выбрать подходящую толщину для определения точек экстраполяции напряжений или глубины для линеаризации напряжений. Все вышеупомянутые аспекты следует учитывать при оценке надежности различных методов. Кроме того, для промышленного применения очень важна практичность. Кроме того, следует отметить, что на прогноз усталости могут сильно повлиять другие факторы влияния, такие как положительные (сжимающие) остаточные напряжения или большие вариации в локальном профиле сварного шва, которые следует учитывать при оценке методов.В этом смысле метод структурных напряжений в горячих точках остается относительно грубым, но очень практичным подходом.
Список литературы [1] Атзтори Г., Менегетти Г. Усталостная прочность сварных конструкционных сталей с наполнителем: конечные элементы, тензодатчики и реальность. Международный журнал усталости 2001; 23: 713–21. [2] Донг П. Определение структурных напряжений и численная реализация для анализа усталости. Int J Fatigue 2001; 23 (10): 865–76. [3] Донг П., Хонг Дж. К., Цао З. Процедура структурных напряжений, нечувствительная к сетке, для оценки усталости сварных конструкций.IIW-Doc. XIII-1902-01 / XV-1089-01, Международный институт сварки, 2001. [4] Фрике В., Петерсхаген Х. Детальный расчет сварных конструкций судов на основе напряжений в горячих точках. В: Колдуэлл Дж. Б., Уорд Дж., Редакторы. Практичная конструкция кораблей и мобильных частей. Elsevier Science; 1992. [5] Фрике В., Богдан Р. Определение напряжения горячей точки в элементах конструкции с вырезами в плоскости с использованием крупнозернистой сетки элементов. IIW-Doc. XIII-1870-01, Международный институт сварки, 2001. [6] Fricke W. Рекомендуемая процедура анализа горячих точек для деталей конструкции судов и FPSO на основе циклического анализа FE.Int J of Offshore and Polar Engng 2002; 12 (1): 40–7. [7] Хайбах Э. Усталостная прочность сварных соединений с точки зрения измерения локальной деформации (на немецком языке). Отчет FB-77, Fraunhofer-Institut fu¨ r Betriebsfestigkeit (LBF), Дармштадт, 1968 г. [8] Хоббахер А., редактор. Рекомендации по усталостной прочности сварных деталей. Кембридж: Abington Publishing; 1996. [9] Хутер И., Горски С., Лиераде Х. П., Лаборде С., Речо Н. Подход к геометрическим напряжениям продольных ненагруженных сварных соединений. Сварка в мире 1999; 43 (3): 20–6.[10] Ким В.С., Ким Д.Х., Ли С.Г., Ли Ю.К. Усталостная прочность углового шва грузонесущей коробки в конструкции корабля. В: Wu Y-S, Cui W-C, Zhou G-J, редакторы. Практическое проектирование кораблей и других плавучих сооружений. Elsevier Science; 2001. [11] Матоба М., Кавасаки Т., Фуджи Т., Ямаути Т. Оценка усталостной прочности сварных конструкций — элементов корпуса, стыков полых секций, стыков трубопроводов и судов. IIW-Doc. XIII-1082-83, Международный институт сварки, 1983.
O. Doerk et al. / International Journal of Fatigue 25 (2003) 359–369
[12] Ниеми Э., редактор.Рекомендации по определению напряжений для анализа на усталость сварных деталей. Кембридж: Abington Publ; 1995. [13] Ниеми Э., Тансканен П. Определение напряжения в горячей точке для сварных косынок кромок. Сварка в мире 2000; 44 (5): 31–7. [14] Ниеми Э. Подход структурного напряжения к анализу усталости сварных компонентов — Руководство проектировщика. IIW-Doc. XIII-181900 / XV-1090-01 (окончательный вариант), Международный институт сварки, 2001. [15] Паецольд Х., Дерк О., Кьеркегор Х. Усталостное поведение различных соединителей скоб.В: Wu Y-S, Cui W-C, Zhou G-J, редакторы. Практическое проектирование судов и других плавучих сооружений (Ред. Elsevier; 2001. [16] Петерсхаген Х., Фрике В., Массель Т. Применение местного подхода к оценке усталостной прочности сварных конструкций
[17]
[18]) [19]
[20]
369
на судах. IIW Doc. XIII-1409-91, Международный институт сварки, 1991. Радай Д. Проектирование и анализ усталостных сварных конструкций. Немецкое издание: DVS- Verlag, Du¨sseldorf 1985; английское издание: Abington Publ., Кембридж, 1990 Radaj D, Sonsino CM. Оценка усталости сварных соединений местными методами. Кембридж: Abington Publ, 1998. Ван Вингерде А.М., Пакер Дж. А., Уорденье Дж. Критерии оценки усталости соединений полых структурных секций. J Construct Steel Res 1995; 35: 71–115. Яги Дж., Мачида С., Томита Ю., Матоба М., Кавасаки Т. Определение напряжений в горячих точках в сварной пластинчатой конструкции для оценки усталости. IIW-Document XIII-1414-91, Международный институт сварки, 1991.
Метод оценки усталостной долговечности для сварных точечных конструкций
Образец цитирования: Nakahara, Y., Такахаши, М., Кавамото, А., Фудзимото, М. и др., «Метод оценки усталостной долговечности для сварных точечных конструкций», Технический документ SAE 2000-01-0779, 2000, https://doi.org /10.4271/2000-01-0779.Загрузить Citation
Автор (ы): Юдзи Накахара, Масаюки Такахаши, Ацуши Кавамото, Масао Фудзимото, Нобору Томиока
Филиал: Toyota Motor Corp., Kanto Auto Works, Ltd., Press Kogyo Co., Ltd., Автомобильный колледж Наканихон, Nihon Univ.