Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
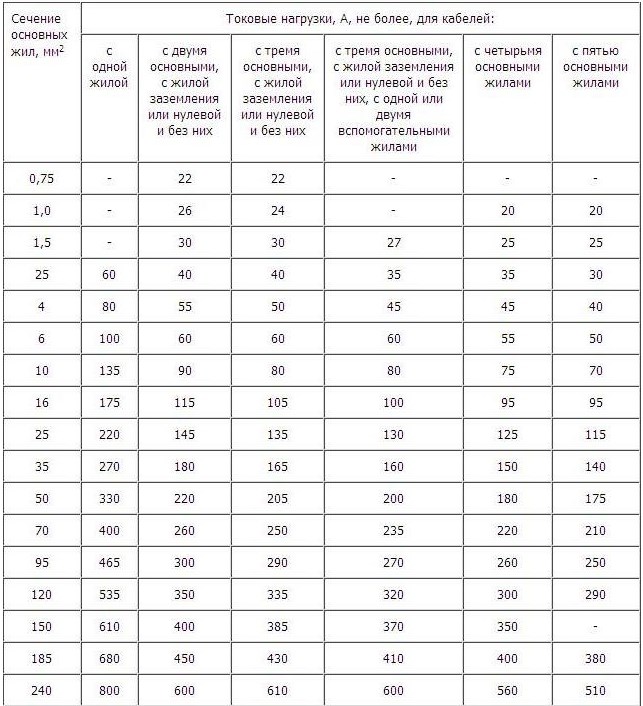
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример.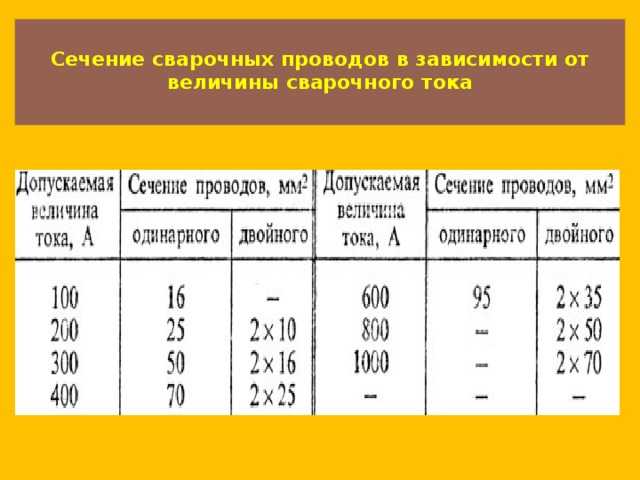 Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.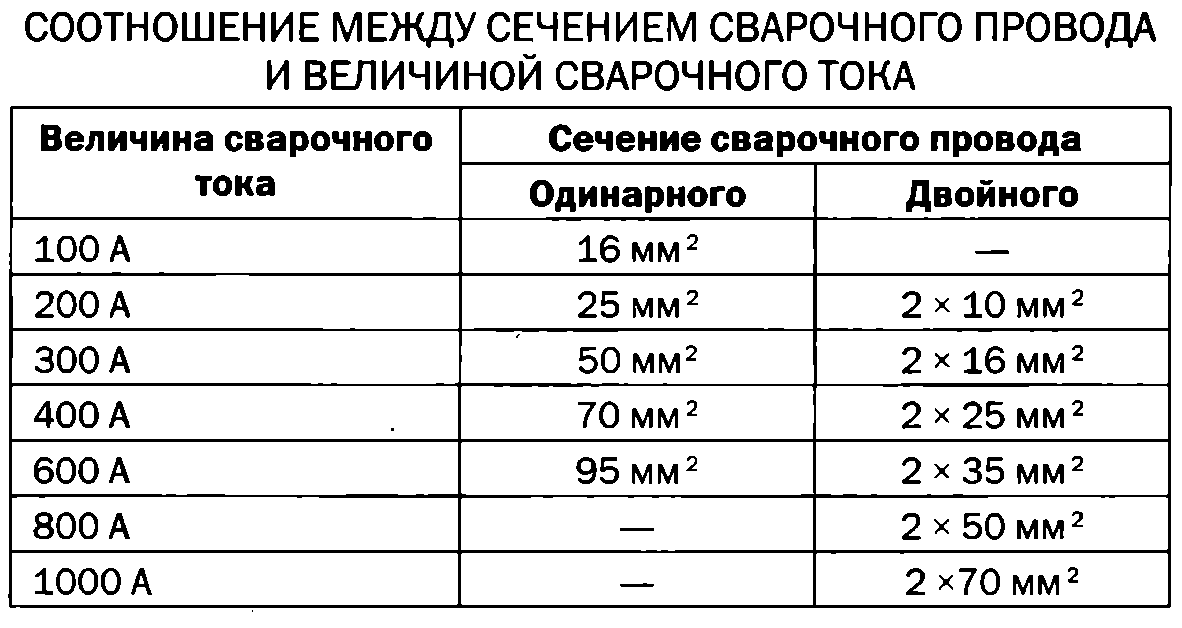
Читайте также: Как пользоваться сварочным аппаратом
Различные типы проволоки для сварки MIG — что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для плавления металла и соединения заготовок. Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока с флюсовым сердечником и сплошная сварочная проволока MIGСуществует два основных типа сварочной проволоки MIG: проволока с флюсовым сердечником и сплошная сварочная проволока MIG.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды — это именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений.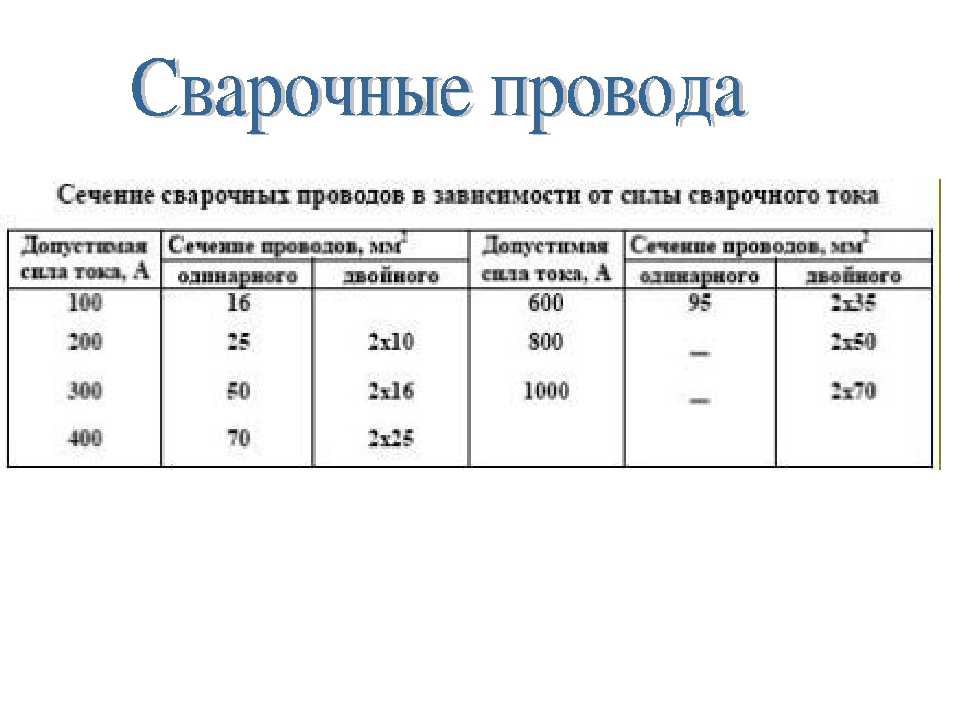 Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Требуемая чистота сварного шва – Как правило, сплошные сварочные проволоки MIG, используемые в защитных газах, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварного шва, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда — В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником.
 Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно. - Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока. Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата – тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
 Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.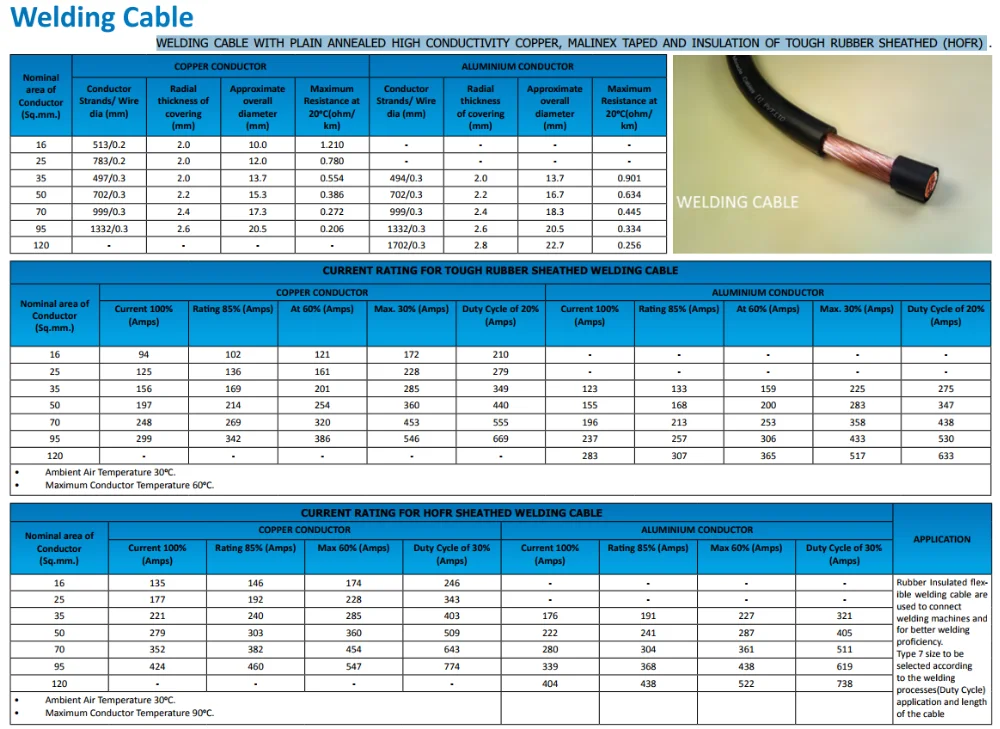 Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.Независимо от того, какой тип сварочной проволоки MIG вы покупаете, вы всегда должны инвестировать в высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding SupplyVern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки MIG и газов для сварки MIG. Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящих продуктов? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.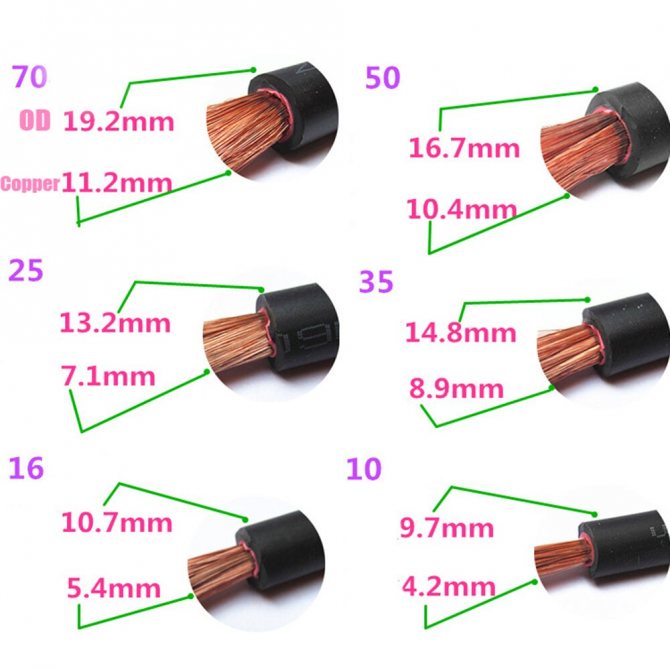
Похожие сообщения
Тенденции сварки в автомобильной промышленности
Поскольку автомобильная промышленность продолжает приспосабливаться к постоянно меняющимся нормативным требованиям в отношении выбросов, эффективности и веса, роль производства и сварки продолжает развиваться, чтобы помочь автопроизводителям достичь ключевых целей в области безопасности и производительности. Автопроизводители могут использовать множество методов сварки для автомобильных применений, включая точечную сварку, контактный шов, металл в среде инертного газа, вольфрам, лазерный луч и т. д.
Узнать больше Тенденции в области сварки в автомобильной промышленностиПродолжить
Какие производители сварочного оборудования являются лучшими?
Теперь, когда вы интересуетесь сваркой, вы, вероятно, задаетесь вопросом, что вам нужно искать в инструментах, приспособлениях и аксессуарах. После надлежащих исследований, обучения, руководства и экспериментов следующим шагом будет приобретение собственного оборудования. Как и многие другие профессиональные отрасли, которые существуют уже некоторое время, сварка…
Подробнее Какие бренды сварочного оборудования являются лучшими?Продолжить
Как выбрать ремонтно-сварочную компанию
Когда приходит время ремонтировать сварочное оборудование, крайне важно найти ремонтную компанию, которой можно доверять. Все мы знаем, что сварочное оборудование — это инвестиция, и к ней следует относиться соответствующим образом. Точно так же, как если бы вы искали компанию с высоким рейтингом, чтобы починить вашу машину или кондиционер, когда он вышел из строя (надеюсь…
Подробнее Как выбрать ремонтную компанию по сваркеПродолжить
Советы для тех, кто не знаком с пропаном
У вас на заднем дворе стоит большой баллон с пропаном? Если это так, и если вы впервые владеете или используете баллон с пропаном, вы можете не знать, как его использовать и когда вам нужно его наполнить. К счастью, это на самом деле довольно просто и безопасно, а во многих…
Прочитайте больше советов для людей, которые плохо знакомы с пропаномПродолжить
Важность профилактического обслуживания сварочного оборудования
В своей жизни вы, вероятно, слышали печально известную старую пословицу Бенджамина Франклина: «Унция профилактики стоит фунта лечения». Эта поговорка актуальна для всех аспектов жизни, от здравоохранения и сельского хозяйства до владения домом и обслуживания автомобилей. В наши дни это также включает в себя необходимость заботиться о…
Подробнее Важность профилактического обслуживания сварочного оборудованияПродолжить
Как выбрать сварочную проволоку для стали — Baker’s Gas & Welding Supplies, Inc.
 Делиться:
Делиться:Ed Cyzewski
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности создаваемых сварных швов. Некоторые варианты сварочной проволоки зависят от типа сварочного аппарата, используемого сварщиком, или метода сварки, который вы будете использовать. Имейте в виду, что тип проволоки, которую вы выберете, будет составлять большую часть создаваемого вами сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вы должны сделать при выборе сварочной проволоки, это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ при сварке. Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока.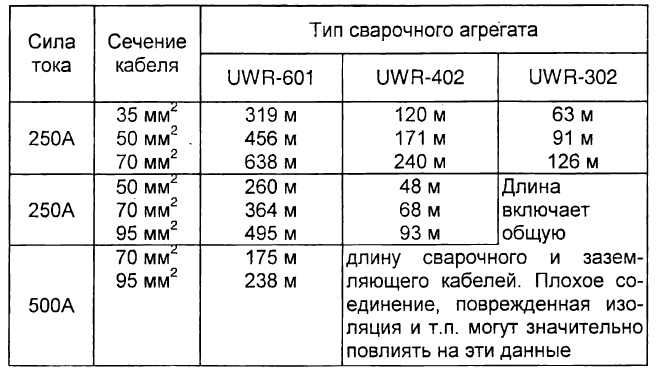 При выборе сварочной проволоки вы также должны основываться на типе 9.0007 защитный газ , который вы будете использовать. Например, если вы используете аргон, газ выходит из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовой сердцевиной. Газ аргон обеспечивает такой же защитный экран, как и проволока с флюсовой сердцевиной. При сварке с использованием защитного газа на открытом воздухе вы должны принять надлежащие меры предосторожности, поскольку даже малейший ветерок может привести к тому, что газ сдуется из зоны сварки, что может повредить сварной шов.
При выборе сварочной проволоки вы также должны основываться на типе 9.0007 защитный газ , который вы будете использовать. Например, если вы используете аргон, газ выходит из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовой сердцевиной. Газ аргон обеспечивает такой же защитный экран, как и проволока с флюсовой сердцевиной. При сварке с использованием защитного газа на открытом воздухе вы должны принять надлежащие меры предосторожности, поскольку даже малейший ветерок может привести к тому, что газ сдуется из зоны сварки, что может повредить сварной шов.
Вы также должны учитывать тип материала, который вы будете сваривать . Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”.