Насадка на фен для пайки пластика: разновидности и использование
Содержание
Введение
Очень долго слово сварка использовалось только в контексте с металлическими конструкциями, но все изменилось с появлением строительных фенов и популяризацией использования полимеров в строительстве. Тогда и появилось понятие сварки пластика. Но помимо инструмента используются и специальные дополнения, которые повышают производительной и расширяют функционал инструмента.
Насадка на фен для пайки пластика – это очень полезное устройство, которое уже получило множество вариаций и широкое распространение в разных сферах деятельность. Поэтому важно знать о принципе использования и имеющихся видов на строительном рынке.
Что это такое
Строительный фен – это довольно простой инструмент, который предназначен для работ с полимерами и другими гибкими материалами. Используя его, можно производить спайку деталей между собой. Сами инструменты разделяются на несколько разновидностей по мощностям и специфике работы, но основным элементом во время пайки полимеров служит насадка для фена для пайки пластика.
Эта деталь также имеет ряд разновидностей по форме и функциональным особенностям. Насадки способны изменять степень нагревательной струи и влиять на другие факторы. Чтобы производить подобные работы, нужно разбираться в особенностях основных видов и правильно их использовать.
Разновидности
На рынке есть с десяток видов насадок, каждая из которых предназначена для определённых типов работ. От правильности выбора зависит не только время, потраченное на пайку, но и качество итогового результата. Поэтому на выбор нужно выделить достаточное количество времени, чтобы все прошло удачно.
Обычно, приобретая фен в комплект поставляются несколько базовых насадок, которые справятся с простыми задачами, но большинство полезных приспособлений придется докупать отдельно. Кроме привычного слова «насадка» для обозначения используются слова: сопло, дюза, форсунка. А из популярных разновидностей выделяют следующие виды форсунок:
- круглые, используются для работы со сварочными лентами из пластмассы, для ремонта щелей;
- плоские, для демонтажа, испорченного или лишнего материала;
- рефлекторные, нагревают полимерные трубы, подготавливая их к дальнейшей обработке;
- шлицевые или щелевые, для работы с ПВХ конструкциями;
- режущие или резные, сконструированы исключительно для резки пенопласта;
- стекло защитные, снижут термальное воздействие, чтобы работать со стеклянными деталями;
- сварные зеркальные, для обработки торца и стыков;
- широко струйные, для удаления лишней, старой краски;
- редукторные, для точечных работы, также используется как переходник для других насадок;
- сварные, для пайки синтетических кабелей.


Чаще всего используются рефлекторные, широко струйные, плоские, фокусирующие, режущие и шлицевые форсунки
Принцип действия
Принцип действия строительного фена очень схож с бытовым аналогом для волос. Материал нагревается, чтобы придать ему определённую форму и зафиксировать в этом положении. Только отличие заключается в мощностях и объекте нагрева, как в данном случае, пайки. Чтобы пайка была произведена верна, требуются следующие инструменты:
- фен;
- соответствующая дюза;
- припой.
В качестве припоя всегда выступает специальные прутья из необходимого материала. Материал припоя подбирается из аналогичного материала, что и объект сварки. Эти прутья устанавливаются в фен или в специальный отсек на насадке, нагревают и сваривают детали, щели и так далее.
Видеоролик о том, как пользоваться паяльным феном и насадками
Правила использования
Чтобы улучшить качество и не допускать ошибок, нужно соблюдать определённые правила использования.
- Во время процесса нужно соблюдать безопасное расстояние между насадкой и объектом обработки, 25 см и больше. Меньшее расстояние снизит площадь покрытия и нанесет вред покрытию.
- Перед работы, обрабатывайте, зачищайте поверхность, чтобы припой ложился ровнее. А после сварки удаляйте дефекты, после застывание данный процесс может нарушить целостность.
- Всегда должна соблюдаться безопасная зона от решетки забора воздуха. Закрытие решетки может привести к критическому перегреву инструмента, а также выхода его из строя.
- Во время работы насадка на фен для пайки пластика сильно перегревается, поэтому пользоваться инструментом можно только в защитных перчатках, которые выдерживают высокие температуры.

Где используется
Сегодня фен с насадками используется, как в быту, так и на крупных предприятиях для самых разных задач. Сам по себе инструмент не способен выполнять многие функции, но с набором насадок инструмент становится универсальным и используется для:
- соединения и обработки стыков;
- ремонта трещин, неровностей, деформаций;
- пайки деталей из пластика, полимерной пленки и с другими материалами;
- кровельных работ;
- монтажные, ремонтные, демонтажные работы в автомобильной сфере.
Кроме этих задач фен с соплами способен выполнить множество других работ, где используются мягкие полимерные материалы и требуется термальное воздействие.
Заключение
Выбирая или уже имея строительный фен на руках, нужно ответственно подойти к выбору насадки, ведь от выбора будет зависеть исход работы. Не каждая насадка на технический фен для пайки пластика способна сделать все работы, а имеет лишь тот функционал, который заложен производителем. Но даже правильный выбор не гарантирует идеальный результат, поэтому перед работой стоит попрактиковаться на отработанном материале. А вовремя соблюдать правила безопасности.
для пайки пластика и другие
Содержание
- 1 Насадки для строительного фена
- 1.1 Насадка для пайки пластика на фен
- 1.2 Насадка для фена – сварочный наконечник
- 1.3 Сопло для термофена
- 1.4 Насадка на фен для сварки линолеума
- 1.5 Насадки для строительного фена, изготовленные своими руками
- 2 Как пользоваться насадками для фена строительного
Строительный фен – полезный инструмент при выполнении любых ремонтных работ. В цикл его функциональных действий входит сушка, пайка, сварка, нарезка и сгибание материала. Но возможности его использования гораздо шире. Изобретательный человек может придумать множество способов использования этого инструмента.
В цикл его функциональных действий входит сушка, пайка, сварка, нарезка и сгибание материала. Но возможности его использования гораздо шире. Изобретательный человек может придумать множество способов использования этого инструмента.
Насадки для строительного фена
При продаже этого инструмента набор комплектуется несколькими насадками. Их иное название – форсунки или сопла. Часто для работы этого недостаточно. Устройства можно купить отдельно. Разнообразие расширяет возможности использования фена за счет изменения силы и формы воздушного потока.
Приведем наиболее применяемые насадки:
- фокусирующая круглая необходима для бесконтактной пайки трубок из меди. Сварочная пластиковая лента позволяет заделывать щели в различных конструкциях, приклеивать мебельный шпон;
- плоская – с ее помощью удаляют старую краску или шпаклевку, остатки отделочных материалов;
- рефлекторная нагревает пластмассовые трубы, прежде чем начать их изгиб;
- щелевые, шлицевые насадки нужны для пайки изделий из ПВХ материалов;
- режущая необходима для вырезки различных фигур из пенопласта;
- сварное зеркало применяется в контактной сварке материалов из пластика и подготовке стыков изделий;
- с помощью сварной насадки соединяют сварочные синтетические кабели.

Насадку выбирают в зависимости от предполагаемой работы с феном.
Насадка для пайки пластика на фен
Осуществить ремонт пластмассовых изделий гораздо проще, чем металлических. Для этого не нужна высокая температура, применение трансформаторов. Достаточно использовать строительный фен и правильно выбрать дополнительные элементы.
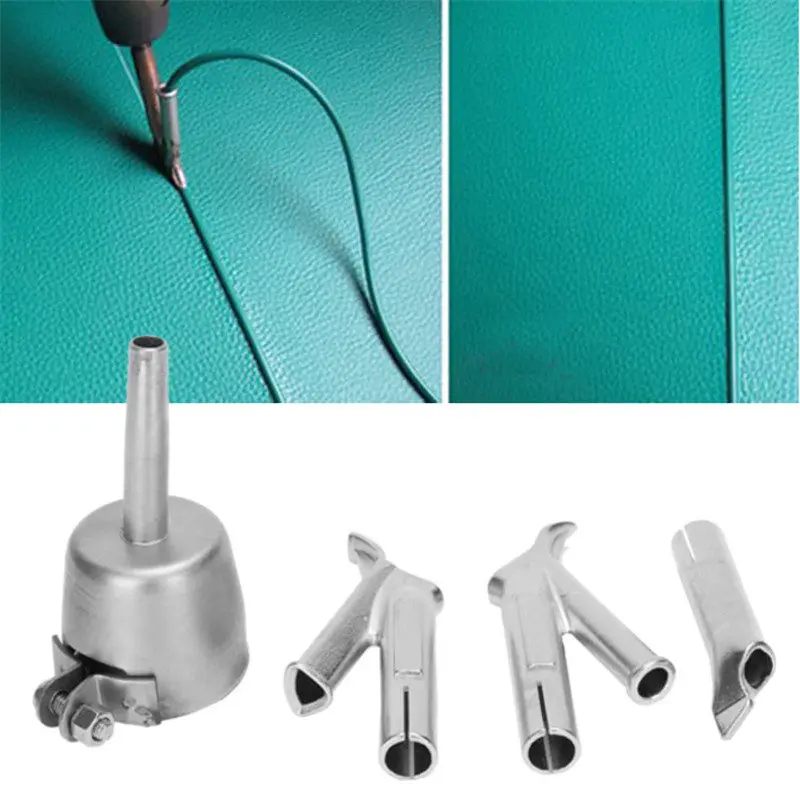
Для пайки изделий из пластика подойдет специальная плоская V-образная насадка. Она оснащена сварочным прутком, который служит припоем. Материал припоя должен быть того же состава, что и свариваемый материал.
Насадка для фена – сварочный наконечник
Сварочный наконечник состоит из двух трубок, сваренных под углом. По одной из трубок подается горячий воздух в рабочую зону, по второй – размягченный сварочный пруток, припой. Его состав идентичен материалу свариваемой детали.
 youtube.com/embed/_txe0w4Dyvo?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/_txe0w4Dyvo?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Сопло для термофена
Сопло представляет собой трубку переменного сечения, сужающуюся к выходу. За счет этого увеличивается скорость и напор выходящего горячего воздуха. Можно использовать для нагрева ПВХ труб перед изгибом, приклеивания защитной и склеивающей ленты или шпона, сварки деталей.
Насадка на фен для сварки линолеума
Для сварки линолеума используют насадку, оборудованную держателем для полимерного шнура, с помощью которого и происходит сварка. Вставив шнур в аппарат, включаем его и ждем, когда шнур начнет плавиться. Начинаем сварку, продвигая наконечник вдоль шва.
Соединение полотен линолеума можно выполнять и при помощи тонкого сопла диаметром 5 мм. Для этого полимерный шнур укладываем в шов между полотнищами вручную. Струю горячего воздуха направляем на место контакта, продвигаясь вдоль него. Расплавляясь, шнур склеит полотна.
Струю горячего воздуха направляем на место контакта, продвигаясь вдоль него. Расплавляясь, шнур склеит полотна.
Насадки для строительного фена, изготовленные своими руками
Для этого можно использовать различные металлические трубки. Диаметр такой трубы должен соответствовать диаметру сопла фена и надеваться на него. Один конец служит для насадки на фен, из другого мы делаем необходимую для нас форму. Самая простая – плоская или щелевая. Для этого достаточно молотком сплющить трубу до нужного размера.
Чтобы получить насадку-сопло, нужно сделать на трубе 4 продольных разреза и вырезать по ним прямоугольные треугольники. Размер поперечного катета зависит от требуемого диаметра сопла. Согнув полученные лепестки внутрь, получим наконечник меньшего диаметра. Свариваем лепестки между собой, зачищаем швы и получаем нужное дополнение.
Можно сделать самостоятельно и V-образный наконечник с держателем прутка-припоя. Для этого нужно использовать три трубки различного диаметра. Одна из них должна надеваться на сопло фена. Две другие свариваются между собой под углом, привариваются к основной трубке. При достаточном умении можно получить изделие не хуже фабричного.
Как пользоваться насадками для фена строительного
Для получения хорошего результата работы нужно правильно выбрать мощность инструмента и применять соответствующую насадку.
Нужно помнить, что расстояние до обрабатываемой поверхности должно быть не менее 25 см. На таком расстоянии фен рассеивает рабочую температуру на максимальную площадь воздействия.
При склеивании полимерных поверхностей предварительно зачищают место стыка. Для склеивания применяем насадку с держателем, в котором расположен шнур. Движемся вдоль стыка, шнур плавится и заполняет шов. Не дожидаясь окончательного затвердения, излишки срезают. Затем производят окончательную шлифовку.
Движемся вдоль стыка, шнур плавится и заполняет шов. Не дожидаясь окончательного затвердения, излишки срезают. Затем производят окончательную шлифовку.
Нельзя закрывать решетку забора воздуха, приближать ее к одежде. Это может привести к перегреву двигателя инструмента и его порче. Для достижения рабочей температуры фена необходимо 8 минут. На это время установите его на специальную подставку и расположите вдали от пожароопасных предметов.
Используйте защитную одежду и асбестовые перчатки для защиты от травм и ожогов. Для работы с пластиковыми материалами достаточно 300 °C, не стоит перегревать заготовки.
Перед началом работы следует изучить инструкцию о работе с инструментом. Обычно здесь указывают температурные режимы для различных материалов, мощность фена, сферу его использования.
Строительный фен – очень полезный инструмент для различных работ. Кроме основных способов использования, его обладатели находят ему необычное применение. Разморозка труб, застывших на морозе, замерзший замок на воротах гаража или сарая. Даже холодильник можно разморозить таким способом. В этих случаях расстояние до предмета должно быть не менее 100 см.
Даже холодильник можно разморозить таким способом. В этих случаях расстояние до предмета должно быть не менее 100 см.
Ручной инструмент Leister HOT JET S – Изготовление пластика
Ручной инструмент HOT JET S с горячим воздухом
HOT JET S – самый компактный ручной инструмент Leister; весит всего 600 г, включая шнур. Его тонкая рукоятка обеспечивает сварку без усталости и удобна в использовании для людей с небольшими руками.
- Самый маленький ручной инструмент Leister
- Хорошо подходит для сварки в небольших или труднодоступных местах
- Идеально подходит для подкраски
- Плавно регулируемая температура и поток воздуха
- Защита от электростатического разряда (ЭСР) для обеспечения безопасного обращения с чувствительными к статическому электричеству компонентами, такими как печатные платы и устройства поверхностного монтажа
- Бесшумная работа
- Встроенная подставка для инструментов доступны для сварки, пайки, усадки и сушки пластмасс
Зачем покупать у нас
HOT JET S доступен в Канаде только через STANMECH и нашу дистрибьюторскую сеть. Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Технические характеристики
Напряжение | В | 120 | 230 |
Частота | Гц | 50/60 | 50/60 |
Потребляемая мощность | Вт | 460 | 460 |
Температура | °С | 20 — 600 | 20 — 600 |
Расход воздуха | л/мин | 20 — 80 | 20 — 80 |
Уровень шума | дБ | 59 | 59 |
Размер (Д х Ш) | мм | 235 x 70, ручка Ø 40 | 235 x 70, ручка Ø 40 |
Вес | г | 580 | 580 |
Знаки сертификации |
| CE, S+, QPS | CE, S+, QPS |
Электрическая защита |
| Класс II | Класс II |
Part Numbers
100. 859: HOT JET S — 120 V / 460 W
859: HOT JET S — 120 V / 460 W
100.648: HOT JET S — 230 V / 460 W
Downloads
руководство по эксплуатации | Технический паспорт продукта |
аксессуары
105.549: 10 x 2 мм, 15 ° угловой, 30 °.
107.142: 20 x 2 мм, 30 ° угловой
105.556: 20 x 2 мм, 75 ° угловой
105.070: 25 x 1 мм, прямой
105.066: 30 x 1 мм, прямой
105.531: 4066: 30 x 1 мм, прямой
105,531: 405.066: 30 x 1 мм. 2 мм, изогнутый на 90°
105.548: 40 x 5 мм, прямой
105.053: 50 x 1 мм, прямой
105.547: 50 x 8 мм, прямой
105.039: 80 x 1 мм, прямой
107.144: Ø5 мм, 41 мм, 15 ° угловой *
105.566: Ø5 мм, 45 мм, прямой *
131.8666: Ø5 мм, 45 мм, прямой *
131.8666: Ø5 мм, 45 мм, прямой *
131.8666: Ø5 мм, 45 мм, прямой *
131. 866: Ø5 мм, 45 мм, прямой *
866: Ø5 мм, 45 мм, прямой *
131.866: Ø5 мм, 45 мм. Ø5 мм, 30 x 60 мм, изогнутые на 90° *
105.567: Ø5 мм, 150 мм, прямые *
105.624: Ø4 мм, 45 мм, прямые
105.618: Ø7 мм, 35 мм, прямые
1 9: Ø7 мм, 30 мм, прямые
8 9: Ø10 мм, 45 мм, прямые
107.152: Ø12 мм, 25 x 50 мм, под углом 90°
105.641: Ø21,3 мм, 33 x 45 мм, 9под углом 0°
* Подходит для насадки для скоростной сварки
106.996: Насадка для прихватки *
106.989: круглая 3 мм *
105.431: круглая 3 мм, узкая щель для воздуха *
, узкая круглая щель 103,550 наконечник изогнутый *
106.990: круглый 4 мм *
105.432: круглый 4 мм, узкая щель для воздуха *
106.991: круглый 5 мм *
156.470: круглый 5 мм, круглый изогнутый3: 5, 5 мм круглый *
159.848: 5 мм круглая, узкая щель для воздуха, загнутый кончик *
106,992: 5,7 x 3,7 мм Треугольный *
106,993: 7 x 5 ММ ТРИУНГУЛЯРНЫЙ *
107,137: 8 x 2 мм лента *
107. 139: 12 x 4,5 мм ленты *
139: 12 x 4,5 мм ленты *
165,937: 12777777777777777777777777 * 80027777: 1277 9002 * 20027: 937: голубой. Требуется подходящая трубчатая насадка
107.312: отражатель-ложка 30 x 25 мм, угол 90°
111.478: отражатель-ложка 25 x 30 мм
107.310: отражатель сита 35 x 20 мм, отражатель 75°, угол 10708 9000 34 мм, под углом 75°
107.324: сетчатый отражатель 13 x 10 мм, 9 шт.0° под углом *
106.131: 13 x 13 мм, 75° под углом *
* Требуется подходящая трубчатая насадка
105.614: 3 x 1,5 мм, 30 мм, прямая
107.148: 3 х 1,5 мм, 40 мм, под углом 45°
107.147: Ø1,5 мм, 30 мм, под углом 45°
107.146: Ø2 мм, 40 мм, под углом 45°
107.150: Ø2,5 мм, 45 мм, под углом 45°
107.151: Ø4 мм, 45 мм, под углом 45°
107.149: Ø7 мм, 40 мм, 20° под углом
114.734: 40 x 20 мм Размер профиля для ремонта лыж
107,305: 15 x 25 мм Размер профиля
149,941: Ø13 мм
143,831: адаптер до M14
140,160: 40 мм, силикон
140,161: 28 мм, силэкона
77777777777777.
.9008
.9008
.9008
.
.
.
.
.
.
.
.9008 9008 9008
. : 80 мм, силикон
106.972: 6 мм, латунь, пенни-ролик
106.971: 7 мм, латунь, для сварочного прутка Ø2-4 мм
106.970: 7 мм, латунь, для сварочного прутка Ø4-5 мм
106.981: 16 мм, сталь и силикон
108.190: 16 мм, силикон
138.314: Прибор для проверки швов внахлест
151.188: Кромкострогальный станок для Т-образных соединений
137.855
117.000: Нож для обрезки винила и линолеума
6 Moon Quarter вкл. кожаный кейс, лезвие из нержавеющей стали 100 мм122.541: направляющая для обрезки кромок для использования с 106.969
152.676: шаблон для сварного шва Leister
151.382: инструмент для внутренних углов, Kehlfix для пластиковых вкладышей
0 153.0090:0027 154.026: Contour Scraper154.259: Скрещенное лезвие
116,798: Латунная щетка
151,847. , 120 В/435 Вт
100.818: Нагревательный элемент, 230 В/435 Вт
Другие инструменты
TRIAC ST Ручной инструмент с горячим воздухом | TRIAC AT Ручной инструмент с горячим воздухом | Ручной термофен GHIBLI AW |
 Прост в использовании, мощность регулируется поворотной ручкой, как и TRIAC S.
Прост в использовании, мощность регулируется поворотной ручкой, как и TRIAC S.Вернуться к: Оборудование для производства пластмасс
Трубопровод сжатого воздуха
ПЕРЕДОВОЙ РЕАЛЬНЫЙ МИРОВОЙ МЕТОД | |||
О трубопроводах сжатого воздуха, вероятно, написано больше страниц, чем о любой другой теме, даже о хранении. Как и многие другие темы в «практической» технологии сжатого воздуха, значительная часть этого является спорной и часто прямо противоположной. Эти передовые практические рекомендации не предназначены для замены соответствующих правильных объемов информации и не предназначены для ответов на все вопросы, касающиеся конкретной установки. Они предназначены для того, чтобы вооружить вас базовыми принципами, которые всегда применимы, и при соблюдении которых вы получите хорошо работающую систему. Как и все наши рекомендации по передовому опыту, они основаны на производительности и измеренных критических данных в полевых условиях, формируемых с теоретической производительностью. Мы разрабатывали и использовали эти рекомендации в течение последних 20 лет и считаем их очень точными. | |||

ТИПЫ ТРУБОПРОВОДОВ ДЛЯ СЖАТОГО ВОЗДУХА | ||||
Ознакомьтесь с федеральными, государственными и местными нормами, прежде чем принять решение о типе используемого трубопровода. Обычный стандарт, применяемый к ANSI B31.1. Для медицинских учреждений см. Материалы для трубопроводов сжатого воздуха можно разделить на два основных типа: Металл и Неметалл . Неметаллическая труба — обычно называемая «пластиковой» трубой, уже много лет предлагается в качестве трубопровода для сжатого воздуха, потому что:
Что сдерживало признание этого материала многими специалистами и организациями, занимающимися сжатым воздухом? Ранее для трубопроводов сжатого воздуха использовался ПВХ.
| ||||
ТИПИЧНЫЕ ПОКАЗАТЕЛИ ДАВЛЕНИЯ-ТЕМПЕРАТУРЫ ДЛЯ ТЕРМОПЛАСТИКОВЫХ ТРУБОПРОВОДОВ | ||||
Как и для всех других компонентов трубопроводов из термопластов, максимальное безударное рабочее давление зависит от температуры. | ||||
100 | 185 | 185 | ||
105 | 185 | 172 | ||
110 | 185 | 160 | ||
115 | 171 | 147 | ||
120 | 157 | 135 | ||
125 | 143 | Не рекомендуется | ||
130 | 128 | Не рекомендуется | ||
135 | 114 | Не рекомендуется | ||
140 | 100 | Не рекомендуется | ||
Номинальные значения давления для типичных термопластичных труб и фитингов составляют примерно постоянное значение 185 фунтов на квадратный дюйм для всех размеров в диапазоне температур от -20°F до 100°F и постепенно снижаются выше 100°F, как показано в таблице выше. В целом, промышленность по производству сжатого воздуха не приняла ни один тип «пластиковых» труб как подходящий и безопасный для сжатого воздуха, поступающего вниз по потоку. Как консультант, мы согласны с этим, учитывая имеющиеся на сегодняшний день материалы, данные и доступные альтернативы. | ||||
МЕТАЛЛИЧЕСКАЯ ТРУБА | ||||
Металлическая труба, используемая для системы сжатого воздуха, может быть изготовлена из черного чугуна, нержавеющей стали, меди, алюминия и т. д. с надлежащими характеристиками теплового/давления. Черная чугунная или стальная труба — в системах сжатого воздуха будет подвергаться коррозии при воздействии конденсата (H 2 O) и, таким образом, станет основным источником загрязнения всей системы. Эта труба обычно имеет резьбовые соединения, если ее диаметр составляет 3 дюйма и меньше. Обычно она сваривается, если диаметр больше 3 дюймов. По сравнению с медью и алюминием он намного тяжелее и сложнее в работе, но дешевле. — часто является хорошим выбором, особенно при воздействии влажного воздуха, не содержащего масел, и его конденсата с чрезвычайно высоким содержанием кислоты (перед осушителями). Нержавеющая сталь часто легче при том же номинальном давлении и температуре и хорошо монтируется при сварке. Резьбовая нержавейка часто имеет свойство протекать. Кольцевые уплотнения, такие как те, что используются в соединениях Victaulic, хорошо подходят для этого случая. Однако в качестве материала трубопровода потенциально более низкая стоимость установки и более быстрая сварка (использование фитингов Victaulic) вполне могут сделать его наиболее экономичным в целом.
Медная труба — это обычный выбор для чувствительных воздушных систем. При правильном выборе и подключении он очень прочный. Рабочее давление медных труб составляет 250 фунтов на квадратный дюйм для жесткого типа «М», жесткого типа «L» и мягкого типа «К» и 400 фунтов на квадратный дюйм для жесткого типа «К». Кроме того, поскольку припой 50/50 плавится при 421°F, он будет более устойчивым к высоким температурам. Даже если он потерпит неудачу, это произойдет предсказуемым образом. Концы труб разъединятся. Предельная рабочая температура медных труб составляет около 400°F. (Данные из Справочника по трубопроводам, 6-е издание). Алюминиевая труба для сжатого воздуха, применяемая сегодня, стала очень популярной. Это было разработано не только для обеспечения гладкой (низкая потеря давления из-за трения) внутренней поверхности и устранения «самозагрязнения», но и для обеспечения повышенной гибкости для удовлетворения постоянно меняющихся потребностей в распределении сжатого воздуха. | ||||
 действующий стандарт NFPA 99 Национальной ассоциации противопожарной защиты.
действующий стандарт NFPA 99 Национальной ассоциации противопожарной защиты. Это было незадолго до того, что он иногда «рассыпался» и выходил из строя, разбрасывая по округе острые осколки. Это стало очевидным. Были представлены новые продукты, в которых использовался неразрушающийся материал. Однако этот материал и все другие, предлагаемые на сегодняшний день, имеют два существенных ограничения:
Это было незадолго до того, что он иногда «рассыпался» и выходил из строя, разбрасывая по округе острые осколки. Это стало очевидным. Были представлены новые продукты, в которых использовался неразрушающийся материал. Однако этот материал и все другие, предлагаемые на сегодняшний день, имеют два существенных ограничения: Теплота сжатия должна полностью рассеиваться, чтобы в системе трубопровода не превышались максимальные номинальные температуры (140°F для 1/2″, 120°F для 3/4″).
Теплота сжатия должна полностью рассеиваться, чтобы в системе трубопровода не превышались максимальные номинальные температуры (140°F для 1/2″, 120°F для 3/4″).
 Проблема внутренней коррозии гораздо более серьезна при работе с безмасляным воздухом, чем с компрессорами со смазкой.
Проблема внутренней коррозии гораздо более серьезна при работе с безмасляным воздухом, чем с компрессорами со смазкой.
 Это особенно желательно в автомобильной промышленности с изменяющимися сборочными и подсборочными участками. Примечание: большинство производителей алюминиевых труб оценивают свой материал от +4°F до 140°F или 176°F. Материал трубопровода обычно имеет температуру плавления более 1100°F.
Это особенно желательно в автомобильной промышленности с изменяющимися сборочными и подсборочными участками. Примечание: большинство производителей алюминиевых труб оценивают свой материал от +4°F до 140°F или 176°F. Материал трубопровода обычно имеет температуру плавления более 1100°F.ДРУГИЕ ВОПРОСЫ ПО МАТЕРИАЛАМ И ОПТИМАЛЬНЫМ ПОКРЫТИЯМ ДЛЯ ВХОДЯЩИХ И ВЫПУСКНЫХ ТРУБОПРОВОДОВ | ||||||
Часто возникает вопрос об использовании оцинкованных труб в системах сжатого воздуха вместо черного чугуна сортамента 40 для воздушных систем с номинальным давлением 100 фунтов на кв. дюйм. Чтобы помочь оценить это, давайте рассмотрим впускной и выпускной трубопроводы отдельно. Общие указания по впускному трубопроводу Надлежащая впускная труба подает воздух от фильтра к компрессору без потери давления и не должна создавать эксплуатационных проблем из-за какого-либо самозагрязнения внутри. Оцинкованный впускной трубопровод имеет преимущество в том, что он более устойчив к коррозии, чем стандартные железные трубы. Однако со временем, когда начинается коррозия, гальванический материал отслаивается. Впускная труба теперь является источником потенциально очень вредных твердых загрязняющих веществ между фильтром и компрессором. Это было бы особенно опасно для механической целостности центробежного компрессора. Мы не рекомендуем это. В условиях повышенной влажности вполне возможно образование конденсата во впускной трубе (поэтому руководство по установке OEM обычно рекомендует устанавливать на трубу перед впуском сливной клапан). Конденсат в трубе, очевидно, ускорит время до разрушения покрытия. Этот временной интервал зависит от того, где наносится самая тонкая часть покрытия. Впускная труба из нержавеющей стали является отличным материалом для впуска воздуха большого диаметра и низкого давления при условии, что она правильно установлена и ее внутренняя часть тщательно очищена. Существует также много марок термопластичного материала , подходящего для впускных воздуховодов. Экструдированный алюминий — алюминиевые трубки, которые можно легко собрать с помощью обычных ручных инструментов, могут обеспечить большую гибкость рабочей воздушной системы или подсистемы. Они особенно эффективны для конкретных областей работы, которые, возможно, придется менять на регулярной основе. Резюме: Мы рекомендуем использовать нержавеющую сталь или соответствующий термопластический материал для впускного трубопровода и не рекомендовать оцинкованные трубы. Нагнетательный и распределительный трубопроводЗдесь у нас есть более сложные соображения: Температура воздуха на выходе из компрессоров может быть от 250 до 350°F (для центробежных, безмасляных винтовых и поршневых компрессоров) или от 200 до 220°F (для винтовых компрессоров со смазочным охлаждением), поэтому труба должна быть в состоянии выдержать эти температуры. Даже при наличии доохладителя, снижающего температуру до 100°F, необходимо учитывать последствия отказа доохладителя. Конденсат, образующийся при сжатии воздуха, имеет тенденцию быть кислым. В безмасляных компрессорах (таких как центробежные и безмасляные винтовые) он обычно очень агрессивен. Основной задачей соединительного трубопровода является подача воздуха к фильтрам и осушителям, а затем к системе производственного воздуха с незначительной потерей давления или без нее и, конечно же, с незначительным самозагрязнением или без него. У оцинкованных труб возникнут те же проблемы, как только они начнут отслаиваться, как мы описали в заявке на ввод. По всей вероятности, из-за агрессивных кислотных характеристик конденсата срок службы оцинкованного покрытия может быть значительно меньше. Независимо от заявлений производителей термопластичных труб; мы никогда не рекомендуем какой-либо пластиковый материал для соединительных трубопроводов и редко для трубопроводов распределительного коллектора. И здесь нержавеющая сталь является нашей рекомендацией номер один для соединительных трубопроводов от компрессора к фильтру/осушителю, когда сжатый воздух не содержит масла. Очевидно, что он будет сопротивляться коррозии намного лучше, чем стандартный черный чугун сортамента 40. Некоторые другие соображения: В большинстве районов разрешена нержавеющая сталь сортамента 10 вместо черного железа сортамента 40. Для трубы того же диаметра нержавеющая сталь будет намного легче и проще в обращении, что обычно снижает затраты на рабочую силу. Для сварных соединений из нержавеющей стали обычно требуется только один валик, в то время как для труб из черного железа обычно требуется три валика (сварное заполнение-покрытие). Это также должно снизить стоимость рабочей силы. Нержавеющая сталь обычно плохо герметизируется при резьбовом соединении. | ||||||
СРАВНЕНИЕ ТИПОВЫХ ТРУБ ДЛЯ СЖАТОГО ВОЗДУХА | ||||||
В этой сравнительной таблице приведены некоторые плюсы и минусы каждого типа материала трубопровода. Эта информация получена в результате обсуждений с производителями трубопроводов, механическими подрядчиками и заводским персоналом, а также в результате многолетнего анализа системы персоналом аэродрома. | ||||||
Масса | График 40 Тяжелый | Меньший вес | Легкий | Легкий | Зажигалка, модель 10 | |
Коррозионная стойкость | № | Да, правильный выбор | Да | Да, правильный выбор | Да | |
Высокая механическая прочность | Да | Меньше, чем черное железо, но прочнее | Низкий | Меньше, чем черное железо, но прочнее | Да | |
Возможность работы при высоких температурах | Да | Да | № | Да | Да | |
Простота установки | Жесткий | Менее жесткая | Легкий | Легкий | От простого к менее сложному | |
Стоимость установки (Материал % / Труд %) | 25% / 75% | 40% / 60% | 50% / 50% | 80% / 20% | 30% / 70% (сварные) 60% / 40% (виктолик) | |
Тип соединения (зависит от размера) | Фланец / Резьбовой / Сварной / Другое | Фланец / Пайка / Другое | Холодный клей / герметичный, многоразовый | Герметичный/Многоразовый/Другой | Сварной / Резьбовой / victaulic / Другой | |
Низкая потеря давления, вызванная трением | № | Да | Да | Да | Да | |
Устойчивость к образованию отложений | № | Да | Да | Да | Да | |
Обработка поверхности | Нет (можно оцинковывать) | Н/Д | Н/Д | Электростатическое покрытие | Н/Д | |
Точка плавления | Выше 1000°F | Припой 50/50 ограничивает температуру до 400°F | от 200°F до 450°F | Выше 1000°F | Выше 1000°F | |
Простота модификации после первоначальной установки | № | № | Да | Да | Сварной: № Victaulic: Да | |
Специальные инструменты, необходимые для установки (сварочный аппарат, резьбонарезной станок, пазорез и т. | № | № | Да | Да | Сварной: Да Victaulic: около | |
Требования к установке (квалифицированные рабочие, монтажники труб и т. д.) | Да | Да | № | № | Сварной: Да Victaulic: № | |
| Сравнение для стандартной системы сжатого воздуха класса 100 PSIG | ||||||
 Важно понимать, что условия окружающего воздуха на входе могут диктовать выбор одного типа трубы над другим.
Важно понимать, что условия окружающего воздуха на входе могут диктовать выбор одного типа трубы над другим.

 Большинство этих материалов содержат предупреждения о том, что их нельзя подвергать воздействию температур выше 200°F, а также избегать любых типов масел или смазочных материалов.
Большинство этих материалов содержат предупреждения о том, что их нельзя подвергать воздействию температур выше 200°F, а также избегать любых типов масел или смазочных материалов. Если сварка нецелесообразна, лучше использовать соединения типа Victaulic.
Если сварка нецелесообразна, лучше использовать соединения типа Victaulic. д.)
д.) РАСПРЕДЕЛИТЕЛЬНЫЕ КОЛЛЕКТОРЫ И ОТВОДЫ |
Целью главного коллектора является транспортировка максимального ожидаемого потока в производственную зону и обеспечение приемлемого объема подачи для капельных или фидерных линий. Опять же, в современных конструкциях считается, что допустимая потеря давления в коллекторе составляет 0 фунтов на квадратный дюйм. Целью линий отвода и подачи является подача максимального ожидаемого потока на рабочую станцию или процесс с минимальной потерей давления или без нее. Опять же, размер линии должен быть рассчитан на почти нулевые потери. Конечно, средства управления, регуляторы, исполнительные механизмы и пневматические двигатели на рабочей станции или в процессе требуют минимального давления на входе для выполнения своих функций. |

КОНКРЕТНЫЕ СОВЕТЫ ПО ТРУБОПРОВОДАМ — ПО ТИПАМ КОМПРЕССОРОВ | |||||
Эти советы носят общий характер. Для конкретного устройства обратитесь к руководству и / или к производителю. ВПУСКНОЙ ВОЗДУХОПРОВОДРотационные компрессоры
Поршневые компрессоры
Центробежные компрессоры
ВЫПУСКНОЙ ТРУБРотационные компрессоры
Поршневые компрессоры
Центробежные компрессоры
|

 д.
д. Определите правильный размер трубы на основе расхода системы — длины трубы — количества изгибов/клапанов — допустимого перепада давления и т. д.
Определите правильный размер трубы на основе расхода системы — длины трубы — количества изгибов/клапанов — допустимого перепада давления и т. д.
СОЕДИНИТЕЛЬНЫЕ ТРУБЫ С НЕСКОЛЬКИМИ БЛОКАМИ | |
ХОРОШО | БАД |
КОНФИГУРАЦИЯ СОЕДИНИТЕЛЬНЫХ ТРУБОПРОВОДОВ | |
За прошедшие годы мы обнаружили очень мало установок, на которых соединительные трубопроводы не вызывали проблем с управлением несколькими агрегатами. Целью определения размеров соединительных трубопроводов является транспортировка максимального ожидаемого потока воздуха от нагнетания компрессора через осушители, фильтры и ресиверы к главному распределительному коллектору с минимальным перепадом давления. Современные конструкции, которые учитывают реальную стоимость сжатого воздуха, нацелены на общее падение давления менее 3 фунтов на квадратный дюйм. Размеры соединительных трубопроводов должны определяться с учетом скорости, а не только потерь на трение; избегая таких вещей, как высокая турбулентность и сопротивление потоку с последующими скачками давления и потерями. Существенное влияние на это также оказывает конфигурация конструкции. Все скорости трубопровода должны быть 20 футов в секунду или менее при манометрическом давлении 100 фунтов на квадратный дюйм. | |
 Обычно это приводит к тому, что несколько агрегатов работают при частичной нагрузке (низкий базовый КПД), агрегаты со ступенчатым управлением с «чрезвычайно» короткими циклами могут иметь очень низкий КПД и приводить к преждевременному выходу из строя рабочих компонентов.
Обычно это приводит к тому, что несколько агрегатов работают при частичной нагрузке (низкий базовый КПД), агрегаты со ступенчатым управлением с «чрезвычайно» короткими циклами могут иметь очень низкий КПД и приводить к преждевременному выходу из строя рабочих компонентов. При таких скоростях даже неправильная конфигурация трубопровода будет иметь гораздо меньше негативных последствий.
При таких скоростях даже неправильная конфигурация трубопровода будет иметь гораздо меньше негативных последствий.ОБЩИЕ УКАЗАНИЯ — ВСЕ ТРУБОПРОВОДЫ | |||||
Все впускные и выпускные трубопроводы воздуха (и воды) к впускному и выпускному патрубку воздушного компрессора и от него должны учитывать — вибрацию, пульсацию, температурное воздействие, максимальное воздействующее давление, коррозионную и химическую стойкость и т. д. Кроме того, смазанные компрессоры всегда будут выбрасывать некоторое количество масла в воздушный поток, и совместимость нагнетательного трубопровода и других принадлежностей (например, уплотнительных колец, уплотнений и т. д.) как с нефтяными, так и с синтетическими смазочными материалами имеет решающее значение. |
ОБЩИЕ ПРАВИЛА ДЛЯ СИСТЕМ РАСПРЕДЕЛЕНИЯ СЖАТОГО ВОЗДУХА | |||||
Гибкие соединения следует использовать для уменьшения или поглощения вибрации и смягчения эффекта теплового расширения. Важно отметить, что неправильное или неправильное применение трубопроводов и материалов в ВОЗДУШНОЙ СИСТЕМЕ может привести к механическому отказу; Наносить ущерб; и Серьезная травма или смерть. |


 Они не должны использоваться для исправления перекосов. Любое используемое соединение Flex должно быть проверено, чтобы убедиться, что его спецификация соответствует рабочим параметрам системы.
Они не должны использоваться для исправления перекосов. Любое используемое соединение Flex должно быть проверено, чтобы убедиться, что его спецификация соответствует рабочим параметрам системы.
