Производство резьбовых пластин — Ремиз-99
В Группу компаний ООО «ПКФ Ремиз-99» входит ООО «Научно-производственная фирма «Инструментальные технологии», специализацией которого является производство твердосплавных пластин и другого металлорежущего инструмента в России. Предприятие сочетает в себе многолетний опыт и традиции с современными методами расчета и конструирования, новыми технологиями и первоклассным оборудованием. Потребителями нашей продукции являются крупнейшие трубные металлургические и нефтегазодобывающие предприятия России и стран СНГ.
Основное направление деятельности предприятия — проектирование и изготовление твердосплавного инструмента: резьбонарезных пластин с износостойким покрытием и перетачиваемых гребёнок для нарезания резьбы на трубах и муфтах нефтяного и газового сортамента, конических треугольного и трапецеидального профиля, а также замковых резьб для элементов бурильных колонн, специальных резьб и фасонного твердосплавного инструмента для нужд наших заказчиков.
Резьбонарезные пластины изготавливаются для различных систем крепления в державках: прихватом сверху, тянущим прихватом, L-образным рычагом, косой тягой. Перетачиваемые гребенки крепятся по принципу «ласточкиного хвоста». В производстве используются марки твердого сплава как отечественных, так и зарубежных производителей, специально предназначенные для операций резьбонарезания. На пластины методом PVD наносится многослойное износостойкое покрытие N(TiCr), N(TiAl) и др.
На всех стадиях изготовления наша продукция контролируется по геометрическим параметрам и физико-механическим свойствам. К каждой партии прилагается паспорт соответствия, заверенный службой технического контроля. При необходимости наши специалисты помогут решить задачи вашего производства в выборе технологического решения по подбору резьбонарезного инструмента и марки твердого сплава, в проектировании инструмента для специальных резьб, проведут испытания на вашем предприятии.
В целях экономии дорогостоящих материалов и снижения расходов заказчика на инструмент наше предприятие предлагает услуги по восстановлению режущих свойств твердосплавных пластин и гребёнок, имеющих незначительный износ по передней и задней поверхности, неглубокие сколы: перешлифовка профиля и стружколомающей канавки, переточка по передней поверхности, снятие старого покрытия и нанесение нового. Обращаем ваше внимание на то, что работа восстановленными пластинами потребует внесения корректив в настройки станка по сравнению с новыми пластинами, поэтому целесообразно использовать перешлифованные пластины большой партией отдельно от новых, чтобы снизить затраты времени на переналадку.
Обращаем ваше внимание на то, что работа восстановленными пластинами потребует внесения корректив в настройки станка по сравнению с новыми пластинами, поэтому целесообразно использовать перешлифованные пластины большой партией отдельно от новых, чтобы снизить затраты времени на переналадку.
Цена и качество нашей продукции позволяет нам успешно конкурировать как с крупными зарубежными производителями твердосплавного инструмента, так и с отечественными. Уровень цен на производимую продукцию ниже, чем у остальных российских производителей, на 5–10%, и ниже, чем на импортный инструмент, на 30–50%. Средний срок изготовления партии серийной продукции — 1 месяц. Доставка инструмента осуществляется фирмой экспресс-доставки DHL, как по России, так и за рубеж. Надеемся, что соотношение цены и качества, а также действующая система скидок в зависимости от сроков изготовления и партии, позволит нам сотрудничать на взаимовыгодных условиях!
Подробная информация
Пластины и гребенки для обработки резьбы
3,04 МБ
Оставить заявку
Другие производственные площадки
Техническая керамика
Галтовочные тела
Токарные пластины
Твердосплавные пластины Производства TIGRA (Германия), Твердосплавные пластины
Твердосплавные пластины Производства TIGRA (Германия), Твердосплавные пластины — VITA-Group org/BreadcrumbList»>
org/BreadcrumbList»>Сортировать по наименованию (А-Я)Сортировать по наименованию (Я-А)Сортировать по популярностиСортировать по цене (сначала дешёвые)Сортировать по цене (сначала дорогие)
Показывать как:
24.01.02 15x12x1,5 T03SMG
В наличии
Артикул: 24. 01.02
01.02
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
| 24.01.02 | 15 | 12 | 1,5 | T03SMG |
По Запросу
В корзину В корзине
24.01.03 9,6x12x1,5 T04F
В наличии Артикул: 24.01.03
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 01.03 01.03 |
9,6 | 12 | 1,5 |
T04F |
124,72 руб
В корзину В корзине
24.01.05 20x12x1,5 T03SMG
В наличии Артикул: 24.01.05
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.05 |
20 | 12 | 1,5 | T03SMG |
111,14 руб
В корзину В корзине
24. 01.06 30x12x1,5 T04F
01.06 30x12x1,5 T04F
В наличии Артикул: 24.01.06
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.06 |
30 | 12 | 1,5 |
T04F |
По Запросу
В корзину В корзине
24.01.07 30x12x1,5 T03SMG
В наличии
Артикул: 24. 01.07
01.07
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.07 |
30 | 12 | 1,5 | T03SMG |
222 руб
В корзину В корзине
24.01.08 30x12x1,5 T03SMG
В наличии Артикул: 24.01.08
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 01.08 01.08 |
30 | 12 | 1,5 | T03SMG |
300,08 руб
В корзину В корзине
24.01.10 40x12x1,5 T03SMG
В наличии Артикул: 24.01.10
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.10 |
40 | 12 | 1,5 | T03SMG |
273 руб
В корзину В корзине
24. 01.11 50x12x1,5 T04F
01.11 50x12x1,5 T04F
В наличии Артикул: 24.01.11
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.11 |
50 | 12 | 1,5 |
T04F |
По Запросу
В корзину В корзине
24.01.12 50x12x1,5 T03SMG
В наличии
Артикул: 24.
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.12 |
50 | 12 | 1,5 | T03SMG |
По Запросу
В корзину В корзине
24.01.13 50x12x1,5 T03SMG
В наличии Артикул: 24.01.13
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 01.13 01.13 |
50 | 12 | 1,5 | T03SMG |
По Запросу
В корзину В корзине
24.01.14 60x12x1,5 T04F
В наличии Артикул: 24.01.14
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.14 |
60 | 12 | 1,5 |
T04F |
По Запросу
В корзину В корзине
24. 01.15 60x12x1,5 T03SMG
01.15 60x12x1,5 T03SMG
В наличии Артикул: 24.01.15
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.01.15 |
60 | 12 | 1,5 | T03SMG |
По Запросу
В корзину В корзине
24.02.01 12x12x1,5 T04F
В наличии
Артикул: 24. 02.01
02.01
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.02.01 |
12 | 12 | 1,5 |
T04F |
58,66 руб
В корзину В корзине
24.02.02 12x12x1,5 T03SMG
В наличии Артикул: 24.02.02
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 02.02 02.02 |
12 | 12 | 1,5 | T03SMG |
135,22 руб
В корзину В корзине
24.02.03 14x14x2 T04F
В наличии Артикул: 24.02.03
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.02.03 |
14 | 14 | 2 |
T04F |
85,82 руб
В корзину В корзине
24. 02.04 14x14x2 T03SMG
02.04 14x14x2 T03SMG
В наличии Артикул: 24.02.04
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.02.04 |
14 | 14 | 2 |
T03SMG |
143,25 руб
В корзину В корзине
24.03.01 30×5,5×1,1 T04F
В наличии
Артикул: 24. 03.01
03.01
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
| 24.03.01 | 30 | 5,5 | 1,1 |
T04F |
По Запросу
В корзину В корзине
24.03.02 30×5,5×1,1 T03SMG
В наличии Артикул: 24.03.02
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 03.02 03.02 |
30 | 5,5 | 1,1 |
T03SMG |
327,24 руб
В корзину В корзине
24.03.03 50×5,5×1,1 T04F
В наличии Артикул: 24.03.03
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.03.03 |
50 | 5,5 | 1,1 |
T04F |
По Запросу
В корзину В корзине
24. 03.04 50×5,5×1,1 T03SMG
03.04 50×5,5×1,1 T03SMG
В наличии Артикул: 24.03.02
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.03.04 |
50 | 5,5 | 1,1 |
T03SMG |
298,22 руб
В корзину В корзине
24.03.05 24,7x8x1,5 T03SMG
В наличии
Артикул: 24. 03.05
03.05
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.03.05 |
24,7 | 8 | 1,5 |
T03SMG |
180,29 руб
В корзину В корзине
24.03.06 19,7x8x1,5 T03SMG
В наличии Артикул: 24.03.06
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
24. 03.06 03.06 |
19,7 | 8 | 1,5 |
T03SMG |
246,36 руб
В корзину В корзине
24.03.09 29,5x12x1,5 T03SMG
В наличии Артикул: 24.03.09
| Артикул | L | H | B | Сплав |
|---|---|---|---|---|
|
24.03.09 |
29,5 | 12 | 1,5 |
T03SMG |
318,50 руб
В корзину В корзине
25. 04.01 17×15,5x2x2 T04F
04.01 17×15,5x2x2 T04F
В наличии Артикул: 25.04.01
| Артикул | L | H | B | R | Сплав | Вращение | Станок |
|---|---|---|---|---|---|---|---|
| 25.04.01 | 17 | 15,5 | 2 | 2 | T04F | Левая | Vitap |
1173,14 руб
В корзину В корзине
Компания VITA-group помимо комплектации профессионального деревообрабатывающего оборудования всех основных марок, представленных на российском рынке, предлагает широкий ассортимент режущего инструмента, как для предприятий деревообрабатывающей и мебельной промышленности, так и для небольших производств.
Компания VITA-group предлагает только высококачественный режущий инструмент от известных производителей для обработки массива древесины и деревосодержащих материалов, таких как ДСП, МДФ, фанера. Благодаря тесному сотрудничеству с ведущими европейскими и азиатскими брэндами, такими как LEUCO, LEITZ, GUHDO, FREUD, Kanefusa, LACH DIAMANT, FABA, BSP, FUL, GAMMA ZINKEN, TIGRA, мы можем предложить Вам инструмент разных ценовых уровней
Как делается вставка | Технические статьи
Пожалуйста, войдите, чтобы оставить отзыв.
| Тип подписки |
| Продолжительность |
| Месяцы |
| Новости |
| Изделия |
| Блоги |
| Практические примеры |
| Видео |
| Обновления продуктов |
| Вебинар |
| Сумма |
| КТ |
| Срок службы |
| Срок службы |
| Полный доступ |
| Ограниченный доступ |
| Полный доступ |
| Ограниченный доступ |
| Ограниченный доступ |
| Ограниченный доступ |
| Без скидки |
| индийских рупий 0,00 |
| СТ+ |
| 6 месяцев |
| 6 месяцев |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Скидка 5% |
| индийских рупий 599,00 |
| СТ+ |
| Годовой |
| 12 месяцев |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Скидка 10% |
| индийских рупий 999,00 |
| Тип подписки |
| Продолжительность |
| Месяцы |
| Новости |
| Изделия |
| Блоги |
| Практические примеры |
| Видео |
| Обновления продуктов |
| Вебинар |
| Сумма |
| КТ |
| Срок службы |
| Срок службы |
| Полный доступ |
| Ограниченный доступ |
| Полный доступ |
| Ограниченный доступ |
| Ограниченный доступ |
| Ограниченный доступ |
| Без скидки |
| индийских рупий 0,00 |
| КТ+ |
| 6 месяцев |
| 6 месяцев |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Скидка 5% |
| индийских рупий 599,00 |
| КТ+ |
| Годовой |
| 12 месяцев |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Полный доступ |
| Скидка 10% |
| индийских рупий 999,00 |
Как это работает — изготовление режущих инструментов из карбида вольфрама
Today’s Machining World Archive: Октябрь 2006 г. , том. 2, выпуск 10
, том. 2, выпуск 10
От руды до вставки:
Дон Грэм, менеджер по токарной обработке в Seco Tools, Inc. (ранее Seco-Carboloy), рассказал о том, как вольфрамовая руда перерабатывается в карбид вольфрама, который затем становится современной пластиной режущего инструмента. Дополнительная информация предоставлена веб-сайтами следующих организаций: Новости химии и инженерии Американского химического общества, журнал American Machinist, Международная ассоциация производителей вольфрама, Kennametal и Seco-Carboloy.
Карбид вольфрама, часто называемый просто «карбид», является привычным материалом в мастерской. Это соединение вольфрама и углерода за десятилетия произвело революцию в мире металлообработки, позволив увеличить скорость и подачу, а также увеличив срок службы инструмента. Карбид вольфрама был впервые исследован в качестве материала для режущего инструмента в 1925 году доктором Сэмюэлем Хойтом, ученым из отдела ламп General Electric. Позже GE открыла подразделение Carboloy по производству режущих инструментов из карбида вольфрама. В конце 19В 30-е годы Филип М. Маккенна, основатель Kennametal, обнаружил, что добавление соединения титана в смесь улучшает работу инструментов на более высоких скоростях. Так начался путь к сегодняшним молниеносным скоростям резки.
Позже GE открыла подразделение Carboloy по производству режущих инструментов из карбида вольфрама. В конце 19В 30-е годы Филип М. Маккенна, основатель Kennametal, обнаружил, что добавление соединения титана в смесь улучшает работу инструментов на более высоких скоростях. Так начался путь к сегодняшним молниеносным скоростям резки.
«Цементированный карбид вольфрама», материал, из которого изготовлены инструменты и вставки, на самом деле представляет собой зерна карбида вольфрама вместе с частицами других материалов, сцементированных вместе с использованием металлического кобальта в качестве связующего.
Все начинается в земле
Существует несколько вольфрамовых руд, которые можно добывать и перерабатывать в вольфрам или превращать в карбид вольфрама. Наиболее известен вольфрамит. Руда измельчается, нагревается и обрабатывается химикатами. Результат: оксид вольфрама.
Затем мелкие частицы оксида вольфрама науглероживают, превращая их в карбид вольфрама. В одном методе оксид вольфрама смешивают с графитом (углеродом). Эта смесь нагревается до температуры выше 1200°C (2200°F), и происходит химическая реакция, которая удаляет кислород из оксида и объединяет углерод с вольфрамом с образованием карбида вольфрама.
В одном методе оксид вольфрама смешивают с графитом (углеродом). Эта смесь нагревается до температуры выше 1200°C (2200°F), и происходит химическая реакция, которая удаляет кислород из оксида и объединяет углерод с вольфрамом с образованием карбида вольфрама.
Размер зерна имеет ключевое значение
Размер зерен карбида определяет механические свойства конечного продукта. Размер зерен будет зависеть от размера частиц оксида вольфрама, а также от того, как долго и при какой температуре обрабатывается смесь оксид/углерод.
Частицы карбида вольфрама имеют размер в несколько раз меньше песчинки. Их размер может варьироваться от половины микрона до 10 микрон. Ряд сит сортирует зерна разных размеров: менее одного микрона, полтора микрона и так далее.
На этом этапе карбид вольфрама готов к смешиванию с «порошком». В производстве карбида вольфрама говорят о марках, а не о сплавах, но они означают одно и то же.
Карбид вольфрама поступает в емкость для смешивания с другими компонентами марки. Порошок металлического кобальта будет действовать как «клей», скрепляющий материал. Другие материалы, такие как карбид титана, карбид тантала и карбид ниобия, добавляются для улучшения свойств материала при резке. Без этих добавок при резке черных металлов в инструменте из карбида вольфрама может произойти химическая реакция между инструментом и стружкой заготовки, которая оставляет кратеры в инструменте, особенно при высоких скоростях резания.
Порошок металлического кобальта будет действовать как «клей», скрепляющий материал. Другие материалы, такие как карбид титана, карбид тантала и карбид ниобия, добавляются для улучшения свойств материала при резке. Без этих добавок при резке черных металлов в инструменте из карбида вольфрама может произойти химическая реакция между инструментом и стружкой заготовки, которая оставляет кратеры в инструменте, особенно при высоких скоростях резания.
Mix it up
Все эти ингредиенты смешивают с жидкостью, такой как спирт или гексан, и помещают в сосуд для смешивания, часто во вращающийся барабан, называемый шаровой мельницей. В дополнение к ингредиентам сорта добавляются сцементированные шарики диаметром от 1/4 до 5/8 дюйма, чтобы облегчить процесс прилипания кобальта к зернам карбида. Шаровая мельница может быть размером от пяти дюймов в диаметре и пяти дюймов в длину или размером с барабан на 55 галлонов.
После завершения смешивания жидкость необходимо удалить. Обычно это происходит в распылительной сушилке, которая выглядит как бункер из нержавеющей стали. Снизу вверх продувается инертный осушающий газ, азот или аргон. Когда вся жидкость удалена, оставшийся сухой материал представляет собой «порошок качества», который выглядит как песок.
Обычно это происходит в распылительной сушилке, которая выглядит как бункер из нержавеющей стали. Снизу вверх продувается инертный осушающий газ, азот или аргон. Когда вся жидкость удалена, оставшийся сухой материал представляет собой «порошок качества», который выглядит как песок.
Для режущих вставок порошок марки помещается в формы для вставок, специально разработанные для обеспечения усадки, которая произойдет позже в процессе. Порошок спрессовывается в формы в процессе, подобном тому, как формируются фармацевтические таблетки.
Система обработки канавок Novex Cut в действии, производства компании WALTER USA, Inc. Их вынимают из форм и укладывают на графитовые или молибденовые поддоны, после чего отправляют в печь для спекания, где они нагреваются в атмосфере водорода низкого давления до 1100-1300°С (около 2000-2400°F). Кобальт плавится, и вставка затвердевает в твердое тело меньшего размера. После извлечения вставок из печи и охлаждения они становятся плотными и твердыми. После проверки качества пластины обычно шлифуют или хонингуют, чтобы получить правильные размеры и режущую кромку. Хонингование до радиуса 0,001″ является типичным, хотя некоторые детали получают радиус режущей кромки в полтысячных или до 0,002″, а некоторые остаются «мертво острыми», как спеченные.
После проверки качества пластины обычно шлифуют или хонингуют, чтобы получить правильные размеры и режущую кромку. Хонингование до радиуса 0,001″ является типичным, хотя некоторые детали получают радиус режущей кромки в полтысячных или до 0,002″, а некоторые остаются «мертво острыми», как спеченные.
Некоторые типы и конструкции вставок выходят из печи для спекания в готовом виде и в соответствии со спецификацией, с правильной кромкой, не требуют шлифовки или других операций.
Процесс изготовления заготовок для твердосплавных инструментов очень похож. Порошок сорта прессуется для придания формы, а затем спекается. Заготовка или заготовка могут быть впоследствии отшлифованы до нужного размера перед отправкой покупателю, который придаст ей форму путем шлифовки или, возможно, электроэрозионной обработки.
Вкладыши для большинства цветных металлов могут быть готовы к упаковке и отправке на этом этапе. Те, которые предназначены для резки черных металлов, жаропрочных сплавов или титана, должны быть покрыты.
Знакомство с вольфрамом
Вольфрам в своей элементарной форме представляет собой металл серебристого цвета. Его атомный номер — 74, а средняя атомная масса — 183,85. Один из самых плотных металлов, он более чем в два раза плотнее стали. И у него самая высокая температура плавления среди всех металлов: 3422°C (более 6000°F).
Мы называем его «вольфрам», что в переводе со шведского означает «тяжелый камень». Так почему же его химический символ «W»? Это происходит от его другого названия, вольфрам. Легенда гласит, что еще в 1600-х годах горняки заметили, что определенная руда (которая, как оказалось, содержала вольфрам) мешала выплавке олова; казалось, он съедает олово, как волк пожирает свою добычу.
Две распространенные руды вольфрама, вольфрамит и шеелит, были обнаружены в Швеции в 1700-х годах, а в 1783 году этот металл был выделен двумя испанцами, которые назвали его вольфрамом.
По данным Международной ассоциации производителей вольфрама, большая часть запасов вольфрама находится в Китае, и в настоящее время там добывается около 80 процентов вольфрама. За последние пару лет цена на вольфрамовую руду резко выросла. Возможно, в результате переработка вольфрама, в том числе карбида вольфрама, растет.
За последние пару лет цена на вольфрамовую руду резко выросла. Возможно, в результате переработка вольфрама, в том числе карбида вольфрама, растет.
Покрытия завершают работу
Для увеличения срока службы инструмента в сложных условиях резания было разработано множество типов и комбинаций покрытий. Их можно наносить двумя способами: химическим осаждением из паровой фазы (CVD) или физическим осаждением из паровой фазы (PVD). Оба типа применяются в печах.
Химическое осаждение из паровой фазы
Для CVD покрытие обычно имеет толщину 5-20 микрон. Пластины для фрезерования и сверления обычно получают 5–8 микрон, так как эти операции требуют лучшего качества поверхности и подвергаются большему удару, поэтому требуют большей прочности кромок. Для токарных работ толщина покрытия обычно составляет 8–20 микрон. При токарной обработке больше беспокоят тепло и истирание.
Большинство, но не все, CVD-покрытия состоят из нескольких слоев, обычно из трех отдельных слоев.
У каждой компании свой «рецепт» покрытий. Вот типичная схема, наращивание трех слоев.
Вот типичная схема построения трех слоев.
• один слой карбонитрида титана для повышения твердости и стойкости к истиранию
• один слой оксида алюминия, который сохраняет твердость при более высоких температурах и химически очень стабилен
• один слой нитрида титана, препятствующий налипанию металла от фрагментов приваривания заготовки к инструменту. Это покрытие золотистого цвета, что позволяет легко наблюдать износ лезвия. Для нанесения покрытия CVD детали помещают на противни и запечатывают в печи. Печь опущена до вакуума.
Для каждого слоя в печь вводят соответствующие газы, такие как водород, тетрахлорид титана, метан, азот, хлорид алюминия. Происходит химическая реакция, осаждающая слой покрытия на вставках.
Оксид алюминия обеспечивает тепловую защиту, удерживая тепло от тела вставки, что важно для высокоскоростных приложений. Для низкоскоростных приложений вставка может не нуждаться в слое оксида алюминия.
Физическое осаждение из паровой фазы
Покрытия PVD обычно имеют толщину около 2-4 микрон. Разные производители используют разное количество слоев. Эти покрытия PVD хорошо подходят для резки высокотемпературных материалов на основе никеля, кобальта или титана, а иногда и стали и нержавеющей стали.
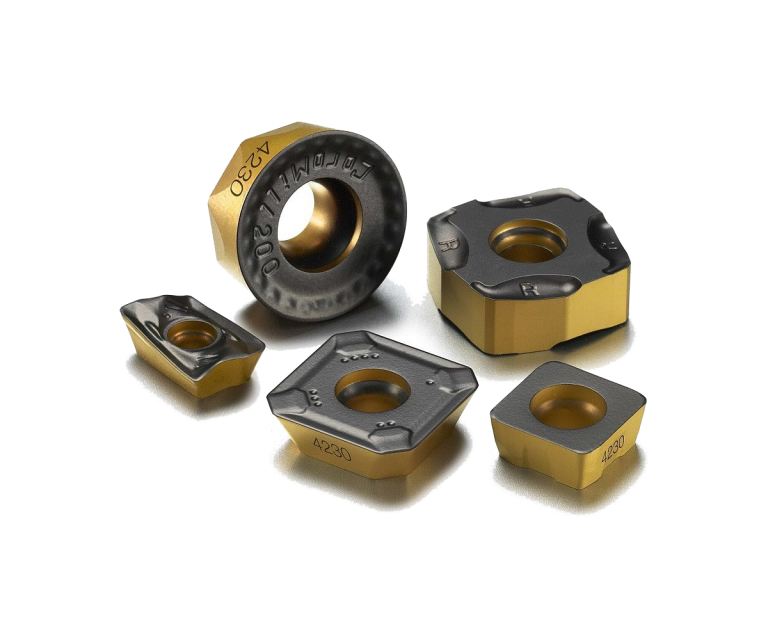
Свинцовые торцевые фрезы QuattroMill™ 45° от Seco Tools, Inc.Карбонитрид титана, нитрид титана и нитрид титана-алюминия широко используются в качестве PVD-покрытий. Последнее является самым твердым и химически стабильным PVD-покрытием.
Вставки устанавливаются на стойки таким образом, что они отделены друг от друга. Каждая стойка вращается, и вся сборка стоек вращается внутри печи, поэтому каждая поверхность вставок подвергается процессу осаждения. Печь вакуумирована.
На вставки подается сильный отрицательный заряд. На стену или пол печи устанавливается кусок титана, либо титана и алюминия. Металл испаряется либо электрической дугой, либо электронным лучом, высвобождая положительно заряженные ионы металла.