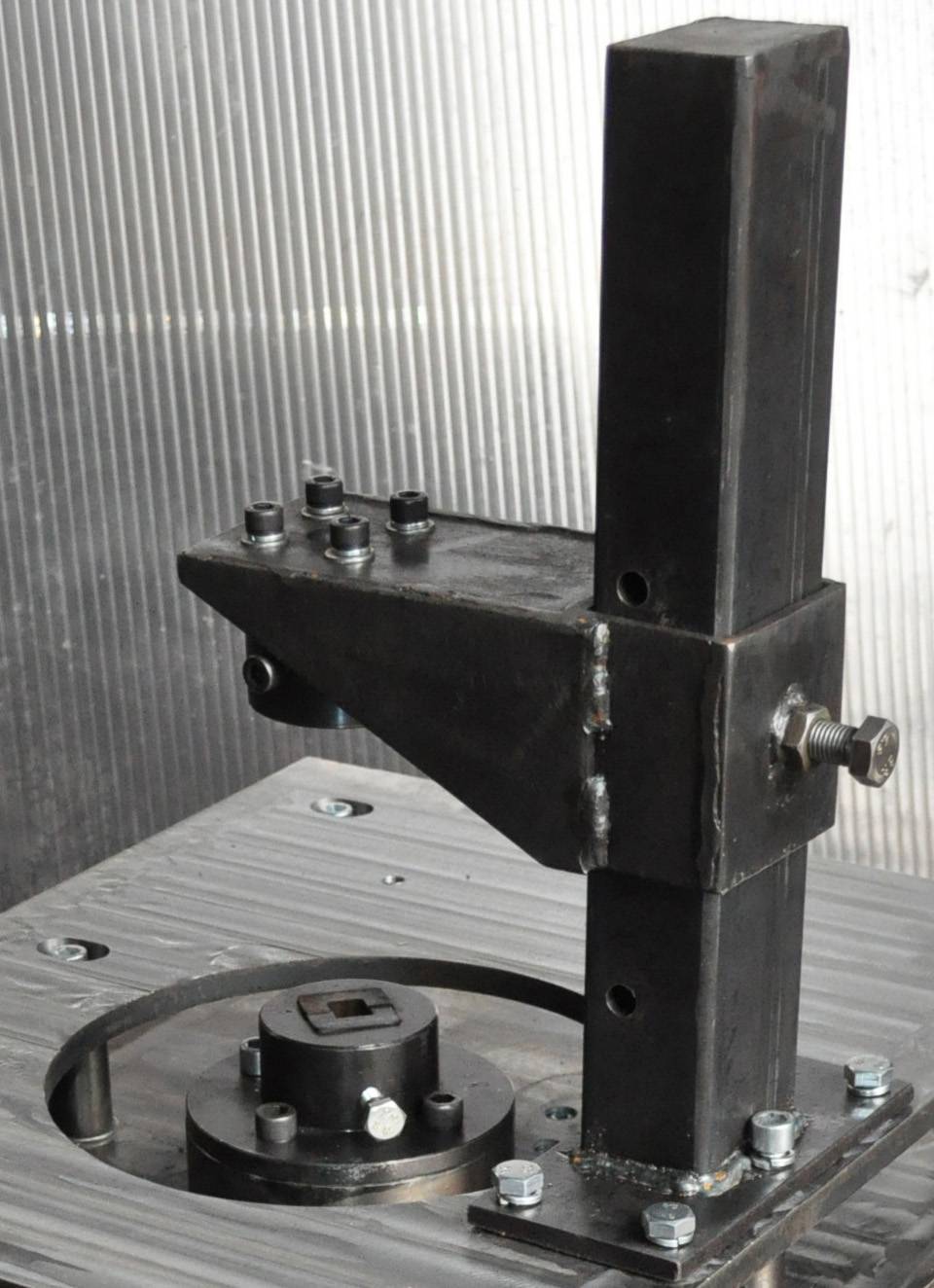
Приспособа для холодной ковки из вала от циркулярки
В данном обзоре мастер решил сделать для домашней мастерской несложное приспособление для холодной ковки. Основой для самоделки послужит вал от циркулярной пилы.
Для чего же нужна эта приспособа? С помощью этого мини станка можно делать завитки на квадратных и круглых прутках (то есть декоративные элементы, изготовленные методом холодной ковки).
Чтобы сделать такой станок, нам потребуются разные куски металла, а также вал от циркулярной пилы вместе с корпусными подшипниками.
Рекомендуем также прочитать статью-обзор: как изготовить гибочный станок для создания декоративных корзинок из металла.
К корпусу подшипников автор приваривает ребро жесткости из профильной трубы. К самому валу надо приварить шайбу.
Далее подбираем такую же по диаметру шайбу, фиксируем ее с первой шайбой, и с помощью дрели сверлим в них по два крепежных отверстия (они должны быть соосными).
Основные этапы работ
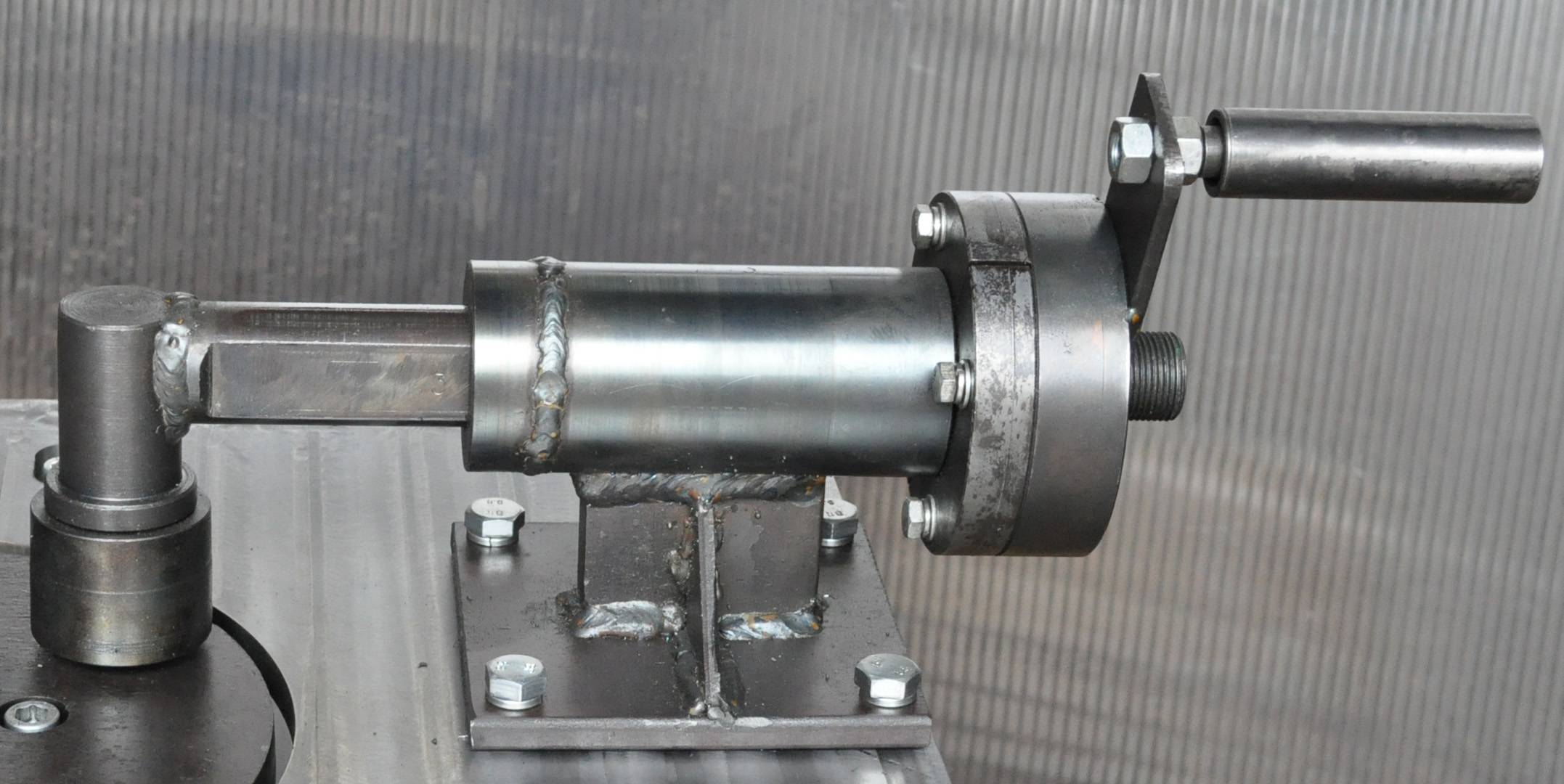
На следующем этапе с помощью болгарки мастер вырезает из ролика кондуктор в форме улитки. Привариваем его к листу металла. К кондуктору надо приварить еще полосу металла, которая является продолжением улитки.
К металлической пластине, к которой приварен кондуктор, необходимо будет приварить два болта. После этого крепим кондуктор к валу (для этого и нужны соосные отверстия в шайбах).
Сбоку вала автор приваривает профильную трубу 40*20 мм, к которому приваривается упор из удлиненных гаек и подшипников. На последнем этапе останется только приварить к валу ручку.
Подробнее о том, как сделать приспособу для холодной ковки из вала от циркулярной пилы, вы можете посмотреть на видео ниже. Обзор создан на основе видеоролика с YouTube канала «Владимир Натынчик».
Оцените запись
[Голосов: 10 Средняя оценка: 4. 5]
5]Приспособы для холодной ковки своими руками
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
 Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.

Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
 В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
“>
Самодельные станки и приспособления для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т. п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
 com/embed/HL0aAjztrsI»/>
com/embed/HL0aAjztrsI»/>
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка».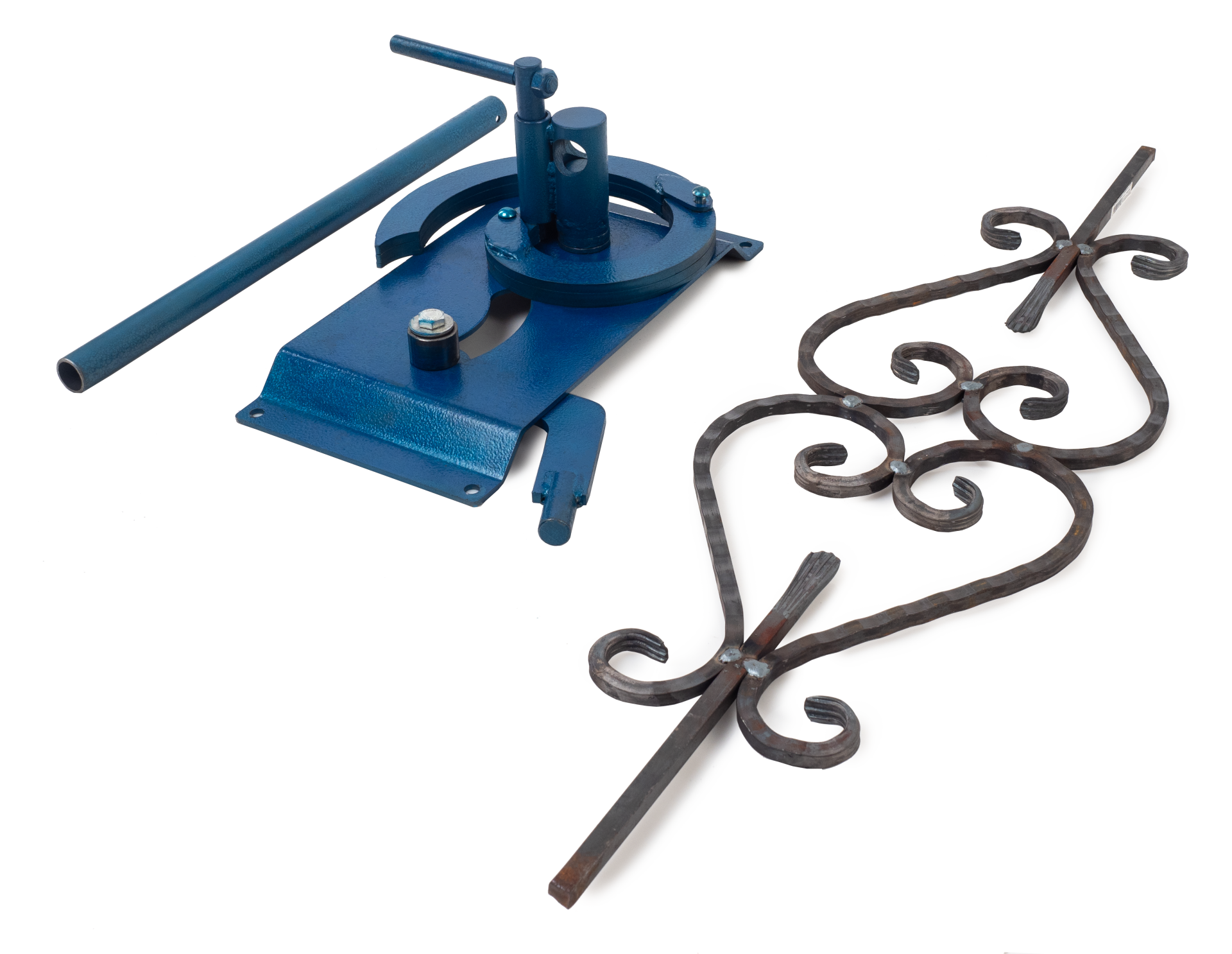 Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
 и полосы.
и полосы.Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Где взять детали для самодельного станочка холодной ковки? + видео приспособы. | РемСтройСам
Здравствуй, дорогой читатель.
Сегодня хочу рассказать где можно взять детали для изготовления станочка, а точнее приспособы. Что бы на ней изготавливать элементы художественной ковки такие как вензель, бублик, кольцо и прочие.
видео по станочку будет внизу.Самый простой и доступный всем способ это посетить пункт приема лома черных металла. Поверьте там много ценных вещей для самодельщика. В том числе найдутся комплектующие и для наших нужд. В приемке ищем либо листовой металл, либо широкие уголки длинной 15-20 см, с шириной полки 15 толщина от 3х мм. Если таких уголков нет, то варим из листового металла. И по возможности берем небольшой отрезок листа (примерно 50х50см) на площадку и шаблоны
Далее ставим лайк статье и подписываемся на каналДля ручки ищем любой отрезок трубы малого диаметра, главное что бы в руке хорошо лежал.
Вал и подшипники также можно найти в чермете. Например разобранные двигателя. Обычно с них снимают медь, а вал с подшипниками оставляют валяться дальше. Либо ищем кпп от любого авто. Ведь там тоже есть вал и подшибники с двух сторон.
Если кпп в чермете нет, то на помощь нам приходят авто разборки. Работающую кпп брать не имеет смысла, да и дорого, а вот не исправную вам с радостью отдадут по цене чермета.
Единственное что мне приходиться покупать. так это полосы металла 20х4 и 40х4 для изготовления лекал завитков.
А на шаблоны изготовления колец берем отрезки труб разных диаметров примерно по 10см в длину.
А как все это собрать смотрите в видео, хотя не сложно догадаться самому.
Примитивный станочек холодной ковки.
Изготовление колец на самодельной приспособе.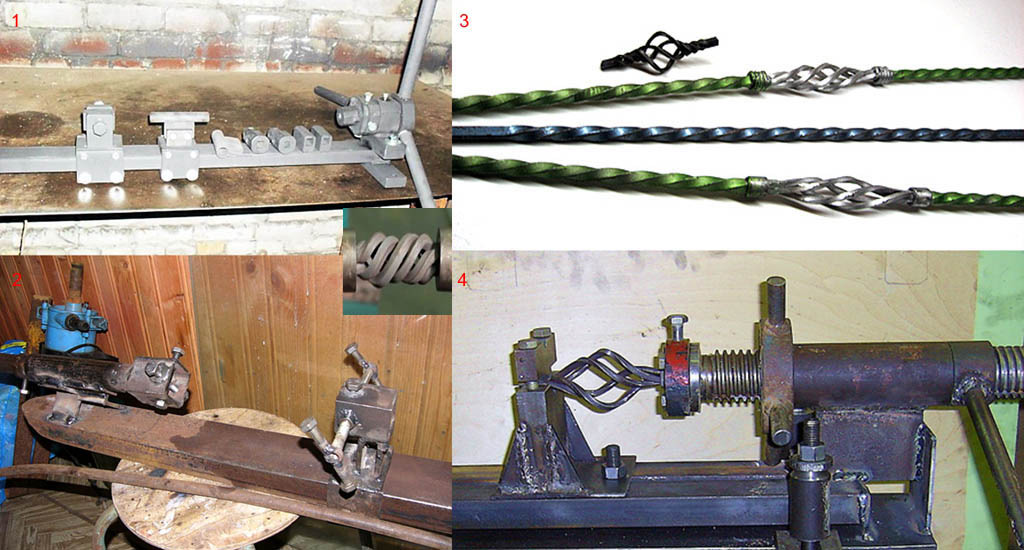
Далее будут еще самоделки, интересные статьи и полезные советы. Также обзоры инструмента и бытовых приборов , подпишитесь и лайк. Спасибо! Если есть вопросы или предложения пишите комментарии. Обоснованная критика очень нужна.
Так же большая просьба делитесь статьями и видео в соц сетях.
Как самому сделать станок для холодной ковки
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой.
Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
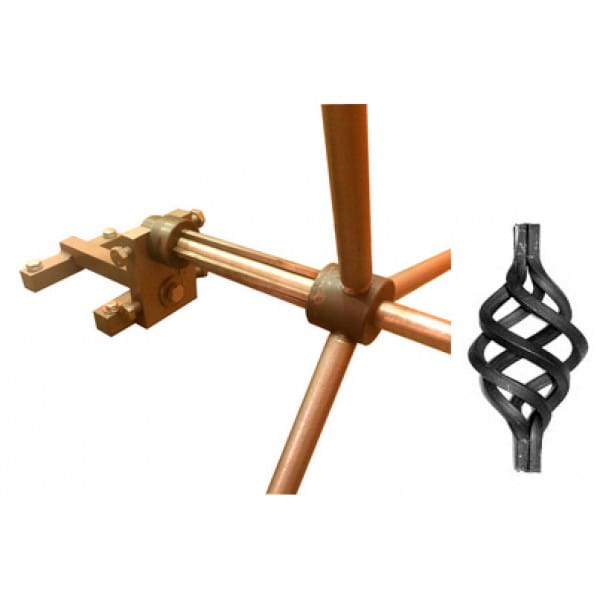
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
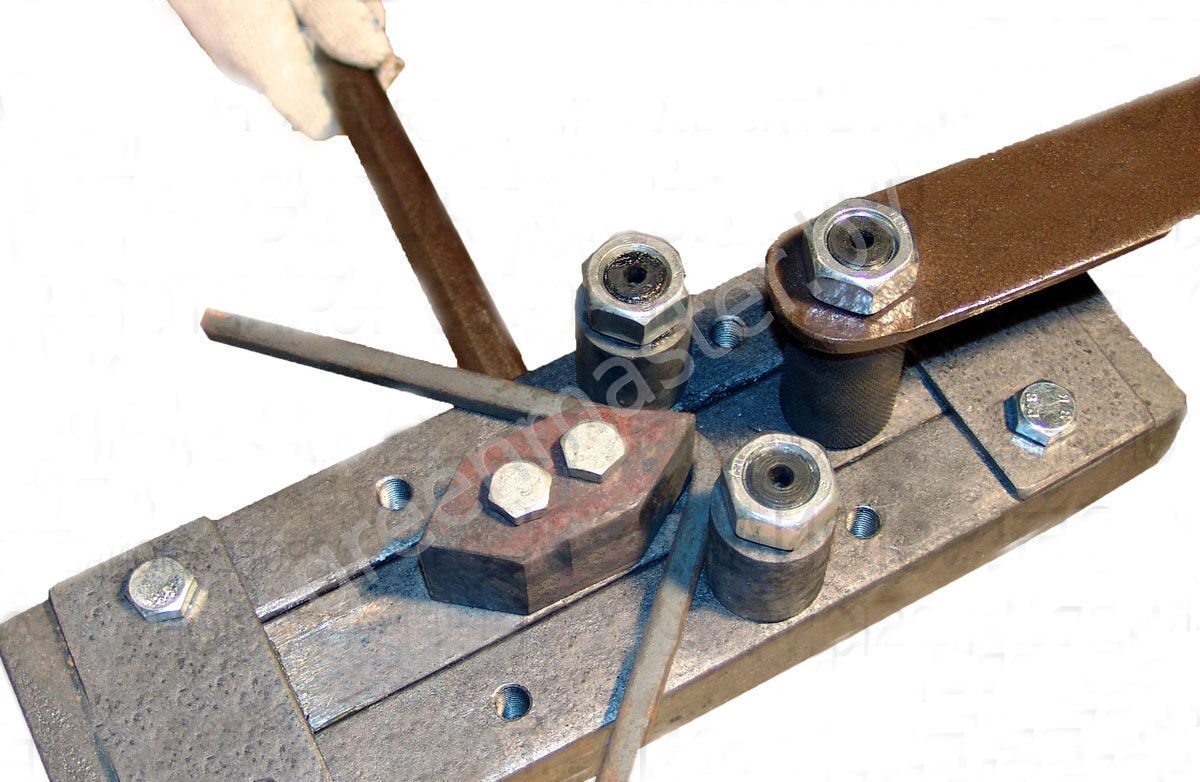
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка. Какие элементы можно производить на них?
Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров. Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления. Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.
- Верхний рычаг используется для придания заготовке формы дуги.
Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).
- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
Ниже представлены фото чертежей кондуктора и самого устройства.
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.
Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок. Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
- Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.

Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Лекало для кованых завитков чертеж. Ковка металла своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия.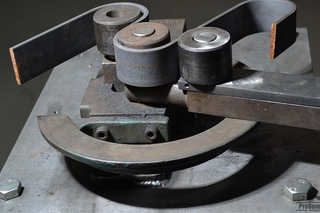 Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный ), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
Фактически существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.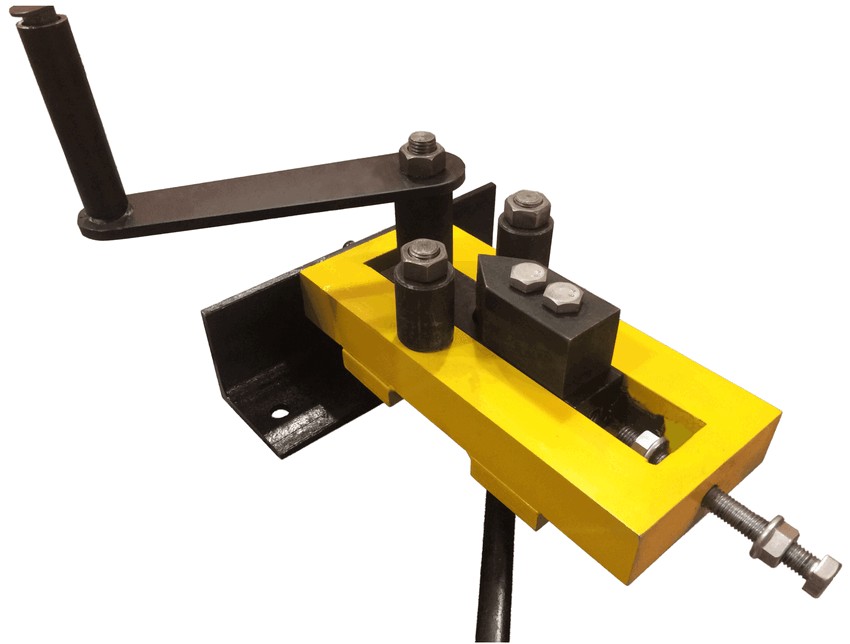
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла — достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн . Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки . При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи . Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки . При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка , двойной кронциркуль , кузнечный наугольник , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка . Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.
- Фонарик . Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец . Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки . Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки . В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка — прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки — гибка, закручивание, вытяжка.
Вытяжка — это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки — раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание . Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание . Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка , насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 — 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками — дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Комментариев:
Комментариев:
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.
Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление – гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки – это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.
Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Простейшее оборудование для холодной ковки своими руками — moyakovka.ru
Сегодня причудливые кованые изделия прекрасно дополняют современный облик городов. Оригинальные скамейки, изысканные оградки и заборы для клумб, декоративные фонари в парках, становящиеся элементами ландшафтного дизайна, радуют глаз и восхищают силой творчества и мастерства. Широко применяются в загородном строительстве кованые козырьки, перила, затейливые винтовые лестницы, надежная мебель для сада, веранд, террас, экстравагантные флюгеры, самобытные предметы интерьера: кружевные вазы, каминные дровницы, подсвечники, ажурные подставки для цветов, светильники.
Ковка металла всегда востребована. Чтобы выполнить холодную ковку нужно специальное оборудование, которое можно сделать своими руками.Высокохудожественные кованые изделия выпускают методом холодной ковки своими руками. Они становятся настоящими шедеврами.
Особенности холодной обработки металла
Элемент для изготовления элемента «фонарик» в ковке.По сравнению с горячей ковкой, холодная имеет ряд преимуществ: это менее трудоемкий, более экономичный процесс, возможность изготовлять продукцию массовым тиражом. В основе холодной ковки лежит работа с холодным металлом, заготовки обрабатывают механически без предварительного нагрева, ведется обработка металлов давлением, после чего заготовка изменяет свою форму. При отсутствии воздействия высоких температур металл не меняет кристаллическую структуру. Метод холодной ковки хорош тем, что предохраняет металл от излишней хрупкости. Недостатки метода: работа ведется с определенными заготовками-полуфабрикатами, нет возможности исправить какой-либо брак или недостаток из-за технологии.
Необходимую форму металлическим заготовкам придают, используя некоторые приспособления для холодной ковки, применяя процессы гибки и вальцовки заготовок разнообразной формы. Полученные в результате изделия называются поковками. При изготовлении моделей используют листовой и сортовой металл, что способствует формированию объемных партий готовых изделий в кратчайшее время, применяют трафареты для облегчения выпуска больших кованых моделей. Иногда ведется нагрев при зачистке шероховатостей на швах, стыках, местах соединений некоторых деталей. Готовое изделие невозможно собрать без сварки его составных частей. Сварку можно применять газовую, электрическую. Для выполнения холодной ковки своими руками желательно иметь индивидуальные электросварочные аппараты, перфораторы.
Вернуться к оглавлению
Инструменты и оборудование для холодной обработки металла
Наиболее часто для холодной ковки в домашних условиях используют:
Твистер используется для закручивания элементов вдоль продольной оси.- гнутик;
- фонарик;
- твистер;
- улитку;
- волну.
Приспособы для холодной ковки представляют собой несложные конструкции, позволяющие изготавливать декоративные элементы. В оснастку входит несколько инструментов. Дадим краткое описание ручного инструмента, входящего в оснастку.
Гнутик — это приспособление для сгиба заготовок под заданным углом по дуге определенного радиуса. С помощью такого инструмента сгибают углы, создают кольца. В комплект входят ролики разных размеров для вальцовки, ромбики с тупыми и острыми углами, прямая ручка и с насеченным роликом. Инструмент во время работы может быть расположен вертикально и горизонтально, переход из одной позиции в другую занимает секунды.
Посредством гнутика выпускаются ромбы, квадраты, треугольники, многогранники и другие интересные фигуры. Фонарик — приспособление для холодной ковки, позволяющее одновременно скручивать несколько заготовок вокруг продольной оси. С помощью фонарика изготавливают переплетенные металлические прутки, а также корзинки, фонарики, декоративные фигуры в форме шара, эллипса.
Твистер — инструмент, при работе которого прутья переворачиваются вокруг продольной оси, образуя спираль. Для работы может применяться заготовка в виде квадрата 14х14 мм, 12х12 мм, 10х10 мм. Инструмент закручивает прутки относительно параллельных прямых.
Улитка имеет четыре разборных завитка, комбинируя которые можно получить спиральные узоры различных диаметров.Улитка предназначена для формирования многозаходных спиралей, завитков. Бруски или прутки, выбранные для формирования спиралей и завитков, имеют до 12 мм в диаметре или сечении, радиус изгиба определяет сам специалист.
Волна — приспособление для формирования повторяющихся волнообразных элементов. Детали создают из прутка, квадрата, круга, небольших трубочек. Данные приспособления просты в эксплуатации, для работы с ними необходимы лишь минимальные навыки. При помощи нехитрых операций из обыкновенного материала можно создать великолепные изделия, объемные и плоские орнаменты.
Вернуться к оглавлению
Создание изделий в домашних условиях методом холодной ковки
Волна используется для изготовления периодических узоров.Процесс формирования изделий методом холодной ковки в домашних условиях может происходить следующим образом. Создается эскиз, элементы изделия размечают, указывают размеры. По размерам настраивают оснастку. Потом ведут расчет расхода материала и его закупку, приступают к формированию каркаса изделий, деталей. Нарезается металлический профиль и сваривается, затем ведут зачистку от наплывов. К каркасу приваривают предварительно изготовленные декоративные элементы. Если есть необходимость, они соединяются между собой.
Изделие очищают от грязи и пыли, при необходимости грунтуют, покрывают красками по металлу. Краски повышают эксплуатационные характеристики изделия, устраняя образование коррозии. Могут быть использованы акриловые эмали, экологичные антикоррозионные покрытия, составы на основе слюдяных компонентов и акриловых смол, создающие идеальное сцепление с рабочей поверхностью. При сборке крупногабаритных изделий: оград, решеток, заборов — производят партию одинаковых деталей, для чего применяют специальные станки.
Дизайнерская фантазия воплотилась в непревзойденных высококачественных изделиях, выполненных методом холодной ковки. Изящные кованые изделия украшают интерьеры, архитектурные комплексы, городской пейзаж.
https://moyakovka.ru/youtu.be/R57v9U292aM
Оборудование для холодной ковки предназначается для резки металла, продольного скручивания полос, изготовления колец, хомутов. Оборудование для холодной ковки могут составлять электрический привод, пресс, профилегибы, трубогибы. С помощью холодной ковки можно придать интерьеру и экстерьеру оригинальный декоративный вид. Изначально обработка металла предполагала нагрев до высоких температур, возводились кузни с соответствующим оборудованием: горном, наковальней. Благодаря современному оборудованию холодная ковка получила механизацию процесса. Для закупки оборудования не требуются огромные капиталовложения; модное и полезное хобби может стать бизнесом, приносящим неплохие доходы.
Проектирует, разрабатывает и производит широкий ассортимент деталей для холодной штамповки
ПРОЦЕСС
Холодная штамповка — это процесс штамповки металла, при котором заготовка деформируется при комнатной температуре. Холоднокованые детали можно изготавливать с использованием одного или нескольких вертикальных механических или гидравлических прессов с одной станцией или автоматических многопозиционных машин для холодной штамповки, на которых предварительно сформованная деталь перемещается с одной станции на другую с высокой скоростью, при этом каждая станция выполняет определенную холодную обработку. процесс формирования.
Процессы холодной штамповки не вызывают никаких структурных изменений металла, который сохраняет все свои первоначальные механические характеристики и характеристики растяжения. Холодная штамповка — это очень экономичный метод штамповки металла для деталей массового производства по сравнению с другими методами штамповки.
Холодная штамповка — идеальный вариант для тех производителей, которые предъявляют высокие требования к точности. Производители автомобилей являются наиболее типичными потребителями продукции холодной штамповки, а промышленность холодной штамповки развивается вместе с автомобильной промышленностью.
Преимущества холодной штамповки (по сравнению с горячей штамповкой)
- Высокая производительность
- Повышенный контроль размеров
- Рентабельность
- Улучшение механических свойств
- Превосходная точность размеров и качество поверхности
- Экологичный
ПРОИЗВОДСТВО
Управление закупками мы можем оказать поддержку в разработке компонентов и планировании процессов путем изготовления штампов и внедрения систем для эффективного производства.Мы профессионалы в области производства холодных штамповок. В каждой новой разработке мы адаптируемся к потребностям клиентов в продукте наилучшего качества.
Наш опыт в этом секторе включает изготовление деталей, изготовленных методом холодной и горячей штамповки, как стандартных изделий, так и чертежей разработок.
На фотографиях показаны наши производственные линии, станки и склады.
МАТЕРИАЛЫ И ИЗДЕЛИЯ
Существует множество материалов, пригодных для процесса холодной ковки: сталь, нержавеющая сталь, алюминий, цинк, латунь, титан, бронза…
У нас есть эксклюзивные производственные средства для ковки всех видов металлов, а также возможность производить детали самых разных размеров и форм для различных применений в промышленности (электроника, бытовая техника, оборудование, машины, сантехника, телекоммуникации, автомобилестроение (кедровые орехи, соленоиды). , поршни, штоки, детали седел, генераторы, клапаны, антивибрационные детали, стойки и т. д.)
Примеры деталей, полученных ковкой, показаны на рисунках.
ПОЛОЖЕНИЕ
Наши заводы имеют самые строгие сертификаты для клиентов, чтобы гарантировать качество продукции, как ISO 9001, TS 16949 и ISO 14001.
материалов | Бесплатный полнотекстовый | Сухая холодная штамповка проволоки из чистого титана в тонкую пластину с использованием матриц для покрытия β-SiC
Вклад авторов
Концептуализация, T.A. и T.F .; методология, Т.А .; валидация, T.A., T.Y. и T.F .; расследование, Т.А. и T.Y .; курирование данных, T.F .; письменная — подготовка оригинального черновика, Т.А .; написание — просмотр и редактирование, T.A., T.F. и Т.С.; наблюдение, Т.С.; администрация проекта, Т.А. и Т.Ф. Все авторы прочитали и согласились с опубликованной версией рукописи.
Благодарности
Авторы выражают благодарность С. Куродзуми (ООО «Нанопленочное покрытие»), К.-И. Ито (Tokai Engineering Service, Co., Ltd.), С. Исигуро (Высшая школа инженерии, Университет Тоямы) и Ю. Судзуки (Komatsu-Seiki Kosakusho, Co., Ltd.) за помощь в проведении экспериментов.
Рисунок 1. Пуансон и матрица из SiC с покрытием SiC. ( a ) SiC штамп с покрытием SiC и ( b ) SiC штамп с покрытием SiC с прямоугольной полостью.
Рисунок 1. Пуансон и матрица из SiC с покрытием SiC. ( a ) SiC штамп с покрытием SiC и ( b ) SiC штамп с покрытием SiC с прямоугольной полостью.
Рисунок 2. Верхняя и нижняя кассетная фильерная система. ( a ) Верхний набор штампов с пуансоном из SiC с покрытием SiC и ( b ) нижний набор штампов с штампом из SiC с покрытием SiC.
Рисунок 2. Верхняя и нижняя кассетная фильерная система. ( a ) Верхний набор штампов с пуансоном из SiC с покрытием SiC и ( b ) нижний набор штампов с штампом из SiC с покрытием SiC.
Рисунок 3. Система штамповки с числовым программным управлением (ЧПУ) для сухой холодной штамповки чистой титановой проволоки.
Рисунок 3. Система штамповки с числовым программным управлением (ЧПУ) для сухой холодной штамповки чистой титановой проволоки.
Рисунок 4. Изменение геометрии поперечного сечения от круглой проволоки до плоской пластины с увеличением уменьшения диаметра.
Рисунок 4. Изменение геометрии поперечного сечения от круглой проволоки до плоской пластины с увеличением уменьшения диаметра.
Рисунок 5. Изменение площади контактной поверхности при сплющивании в пластину с увеличением диаметра обжатия.
Рисунок 5. Изменение площади контактной поверхности при сплющивании в пластину с увеличением диаметра обжатия.
Рисунок 6. Изменение толщины титеновой проволоки (H), ширины (W) и скорости удлинения поверхности (e) с увеличением уменьшения толщины.
Рисунок 6. Изменение толщины титеновой проволоки (H), ширины (W) и скорости удлинения поверхности (e) с увеличением уменьшения толщины.
Рисунок 7. Соотношение мощности к ходу при сухой холодной ковке чистой титановой проволоки при уменьшении диаметра на r = 10%, 20%, 50% и 70%.
Рисунок 7. Соотношение мощности к ходу при сухой холодной ковке чистой титановой проволоки при уменьшении диаметра на r = 10%, 20%, 50% и 70%.
Рисунок 8. Оптическая микроскопия и SEM-анализ условий контактной поверхности SiC-пуансона с покрытием SiC после холодной холодной штамповки до r = 70% за 10 выстрелов. ( a ) Изображение, полученное с помощью оптической микроскопии на покрытии SiC после испытания на холодную штамповку, и ( b ) SEM-изображения в черной и белой зонах.
Рисунок 8. Оптическая микроскопия и SEM-анализ условий контактной поверхности SiC-пуансона с покрытием SiC после холодной холодной штамповки до r = 70% за 10 выстрелов. ( a ) Изображение, полученное с помощью оптической микроскопии на покрытии SiC после испытания на холодную штамповку, и ( b ) SEM-изображения в черной и белой зонах.
Рисунок 9. SEM – EDX анализирует контактный интерфейс в A-области. ( a ) SEM-изображение в A-области и ( b ) отображение элементов кислорода, углерода, кремния и титана в A-области.
Рисунок 9. SEM – EDX анализирует контактный интерфейс в A-области. ( a ) SEM-изображение в A-области и ( b ) отображение элементов кислорода, углерода, кремния и титана в A-области.
Рисунок 10. SEM – EDX анализирует контактный интерфейс в B-области. ( a ) SEM-изображение B-области, ( b ) отображение элементов кислорода, углерода, кремния и титана в A-области.
Рисунок 10. SEM – EDX анализирует контактный интерфейс в B-области. ( a ) СЭМ-изображение B-области, ( b ) отображение элементов кислорода, углерода, кремния и титана в A-области.
Рисунок 11. Рамановский спектр углеродных агломератов, SiC и оксида титана на A-области поверхности контакта между покрытием β-SiC и титановой заготовкой.
Рисунок 11. Рамановский спектр углеродных агломератов, SiC и оксида титана на A-области поверхности контакта между покрытием β-SiC и титановой заготовкой.
Технология холодной формовки — Walter Schneider
Холодная штамповка в целом:
Этот метод подходит для изготовления полнотелых и полых деталей средними партиями. Высокий выход может быть достигнут даже при сложной геометрии или при наличии поднутрений в компонентах.Качество Netshape с готовыми функциональными поверхностями устраняет необходимость в доработке.
Оптимальный поток волокон в сочетании с отвердеванием материала позволяет деталям выдерживать более высокие уровни деформации или, в качестве альтернативы, оптимизировать конструкцию продукта с меньшими требованиями к пространству.
Минимальный ввод материала и обработка при комнатной температуре делают этот процесс экономичным и приносят дополнительную пользу клиентам.
Холодная штамповка как заготовка с доработкой:
Заготовки, сформированные близко к их окончательному контуру, помогают свести переделку к минимуму.Это гарантирует, что большая часть потока волокна останется нетронутой. Можно экономично добавить характеристики, которые трудно или невозможно реализовать путем формования. Любые последующие этапы обработки, выполняемые собственными силами, идеально скоординированы.
Холодная штамповка с закалкой и отпуском:
Там, где к продукции предъявляются повышенные требования к прочности, наряду с классической закалкой и отпуском используются также современные материалы. Например, бейнитные и микролегированные стали уже достигают повышенного уровня деформационного упрочнения в процессе формования.Это устраняет необходимость в классической термообработке. Это не только сокращает цепочку поставок, но и исключает риск деформации и, следовательно, улучшает качество.
Холодная штамповка с предварительно сформированными и готовыми изделиями:
Помимо перфорированных заготовок или распиленных профилей, полуфабрикаты собственного производства преобразуются в готовые изделия во время второго процесса формовки. Преимущества здесь — минимальные колебания веса и оптимальная предварительная форма для процесса отделки.
Альтернативная комбинация процессов:
Наряду с классическим использованием методов обработки используются альтернативные комбинации прессования, обработки поверхности и термообработки, а также процессы калибровки для обеспечения экономичного производства функционально значимых характеристик компонентов.
Информация о ковке | Clifford-Jacobs Forging
Ковка — это производственный процесс, при котором металл прессуется, толкается или сжимается под большим давлением в высокопрочные детали, известные как поковки.Процесс обычно (но не всегда) выполняется горячим путем предварительного нагрева металла до желаемой температуры перед обработкой. Важно отметить, что процесс штамповки полностью отличается от процесса литья (или литья), поскольку металл, используемый для изготовления кованых деталей, никогда не плавится и не разливается (как в процессе литья). Ковка в штампе улучшает структуру зерен и улучшает физические свойства металла, так что поток зерен может быть ориентирован в направлении основных напряжений, возникающих при фактическом использовании.Такие физические свойства, как прочность, пластичность и ударная вязкость, у поковки намного лучше, чем у основного металла.
ПоковкиClifford-Jacobs обычно изготавливаются из специальной стали сортового качества. При прокатке стальных стержней зернистая структура стали вынуждена перемещаться по средней линии стержня. Когда стандартная или нестандартная поковка изготавливается из прутка, этот естественный поток зерна изгибается, чтобы следовать контуру кованой формы, создавая таким образом деталь превосходного качества. Любая обработанная деталь, независимо от того, изготовлена ли она из прутков или листов, по определению будет прорезать часть потока зерна.Подделать можно практически любой металл. Однако некоторые из наиболее распространенных включают: углеродистые, легированные и нержавеющие стали; очень твердые инструментальные стали; алюминий; титан; латунь и медь; и жаропрочные сплавы, содержащие кобальт, никель или молибден. Каждый металл имеет отличные прочностные или весовые характеристики, которые лучше всего подходят для конкретных деталей, определенных заказчиком.
Ковкапревосходит литье или механическую обработку прутков, потому что естественный поток зерна металла приспосабливается к форме продукта.Отливки имеют изотропную зернистую структуру и для данной детали могут иметь такие же сильные сжимающие нагрузки, но стандартные и нестандартные поковки превосходят по растягивающим и сдвигающим нагрузкам из-за использования потока зерна. Конструкционная надежность штампованных поковок позволяет конструкторам доверять материалу с учетом факторов безопасности конструкции. Он также может обеспечить более равномерную реакцию на термическую обработку и операции механической обработки. В процессе ковки можно создавать детали, которые прочнее, чем детали, изготовленные с помощью любого другого процесса металлообработки.Вот почему поковки почти всегда используются, когда надежность и безопасность человека имеют решающее значение.
Сравнение поковок и отливок
Поковки прочнее. Литье не может получить усиливающий эффект горячей и холодной обработки. Ковка превосходит литье по предсказуемым прочностным характеристикам, обеспечивая превосходную прочность, которая гарантирована от части к детали. Ковка устраняет дефекты от литых слитков или непрерывнолитого проката. Отливка не имеет ни текучести зерна, ни направленной прочности, и процесс не может предотвратить образование определенных металлургических дефектов.Предварительно обработанная кузнечная заготовка создает поток зерна, ориентированный в направлениях, требующих максимальной прочности. Дендритные структуры, сегрегации сплава, пористость, пустоты, включения и подобные дефекты улучшаются при ковке. Таким образом, чистовые операции, такие как механическая обработка, не оставляют пустот, потому что их нет. Кроме того, операции по нанесению покрытия, такие как гальваника или окраска, просты из-за хорошей поверхности, которая требует очень небольшой подготовки.
Надежные стандартные и нестандартные поковки производятся без дополнительных затрат на более строгий контроль процесса и контроль, которые требуются для литья.Отливки требуют тщательного контроля процессов плавления и охлаждения, поскольку может произойти сегрегация сплава. Гибкое производство поковки адаптируется к спросу. Для некоторых отливок, таких как отливки со специальными характеристиками, требуются дорогие материалы и контроль процесса, а также более длительные сроки выполнения заказа. Раскатка в открытой матрице и кольцевая прокатка являются примерами процессов ковки, которые адаптируются к разной длине производственного цикла и позволяют сократить время выполнения заказа. Таким образом, поковки более рентабельны, чем отливки.
Сравнение поковок с обработанными прутками / пластинами
Поковки предлагают более широкий диапазон размеров требуемых марок материалов.Размеры и форма изделий из стального прутка и листа ограничены размерами, в которых эти материалы поставляются. Часто штамповка может быть единственным процессом металлообработки, доступным для определенных марок и желаемых размеров. Поковки можно экономично производить в широком диапазоне размеров от деталей, наибольший размер которых меньше одного дюйма, до деталей весом более 450 000 фунтов.
Поковки имеют зерно, ориентированное по форме для большей прочности. Обработанный пруток и лист могут быть более восприимчивыми к усталостной коррозии и коррозии под напряжением, потому что механическая обработка разрезает структуру зерна материала.В большинстве случаев штамповка дает зернистую структуру, ориентированную на форму детали, что обеспечивает оптимальную прочность, пластичность и устойчивость к ударам и усталости. Поковки позволяют лучше и экономнее использовать материалы. Пластина для газовой резки — это расточительный процесс, один из нескольких этапов изготовления, на котором расходуется больше материала, чем необходимо для изготовления таких деталей, как кольца или ступицы. Еще больше теряется при последующей обработке. Поковки производят меньше брака и производят более крупную и экономичную продукцию.
Поковки, особенно формы, близкие к чистым, лучше используют материал и образуют мало брака.При крупносерийном производстве решающее преимущество в стоимости имеют поковки. Поковки требуют меньшего количества вторичных операций. В поставке для некоторых сортов прутка и листа требуются дополнительные операции, такие как токарная обработка, шлифовка и полировка для удаления неровностей поверхности и достижения желаемой отделки, точности размеров, обрабатываемости и прочности. Часто поковки можно ввести в эксплуатацию без дорогостоящих вторичных операций.
Виды процессов ковки
Поковка штампа для штамповки фунтов или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.С помощью этого процесса можно изготавливать детали от нескольких унций до 60 000 фунтов.
Холодная штамповка более необычен, потому что большая часть штамповки выполняется в виде горячей обработки при температурах до 2300 градусов по Фаренгейту. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить широкий диапазон форм деталей. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей.Движение заготовки — ключ к этому методу. Таким способом можно забивать или придавать форму более крупным деталям, длина которых превышает 200000 фунтов и восемьдесят футов.
Бесшовное катаное кольцо Поковка обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скатывания и сжатия (или, в некоторых случаях, толчения) пончика в тонкое кольцо. Диаметр кольца может составлять от нескольких дюймов до тридцати футов.
Квадратный радиаторGlacialTech использует технологию холодной ковки, рассчитанную на управление тепловым режимом светодиодов мощностью 30 Вт
GlacialTech представляет Igloo FS125S 30 Вт для холодного кованого радиатора с ребристыми штифтами и комплект для опрокидывания фары или трековые светильникиGlacialTech, поставщик разнообразных светодиодных технологий, объявляет о выпуске нового квадратного радиатора с использованием технологии холодной штамповки, рассчитанного на управление тепловым режимом светодиодов мощностью 30 Вт.Igloo FS125S имеет квадрат 125 мм и глубину 25 мм, изготовлен из анодированного алюминия AL1070 и использует ребристую конструкцию для оптимального отвода тепла. Помимо самого Igloo FS125S, GlacialTech также запускает полуразбиваемый комплект светодиодных светильников, который позволяет производителям и интеграторам освещения легко создавать прочные осветительные изделия со степенью защиты IP66, используя светодиоды CoB по их выбору.
Конструкция радиатора со штыревыми ребрами, изготовленная методом холодной ковки, для управления тепловым режимом светодиодов
В Igloo FS125S, изготовленном по технологии холодной ковки, используется конструкция радиатора со штыревыми ребрами, обеспечивающая максимальную площадь поверхности и оптимальное управление тепловым режимом светодиодов в заданном объеме.Внешние ребра Igloo FS125S из алюминия AL1070 с высокой проводимостью направляют свежий воздух во внутренние круглые штыри, которые создают турбулентность, увеличивая теплопроводность радиатора. Анодированная обработка поверхности придает алюминиевому Igloo FS125S превосходную коррозионную стойкость, устойчивость к царапинам и термостойкость. Комплект
Knock Down упрощает конструкцию светодиодного светильника
Igloo FS125S оснащен системой полувыборки (SKD), включающей драйвер светодиода с классом защиты IP66 для переменного или постоянного тока, готовый к работе на открытом воздухе корпус для светодиода с монтажным кронштейном из нержавеющей стали и линзу для светодиода. .Вместо того, чтобы искать подходящую комбинацию драйвера, корпуса и радиатора, радиатор Igloo FS125S с комплектом SKD предоставляет все, что нужно проектировщику освещения или производителю для создания законченного осветительного прибора на основе выбранного ими светодиода CoB.
SKD Гибкость настройки
Комплект Igloo FS125S SKD обеспечивает простое в сборке решение для светодиодного освещения, но гибкость в настройке мощности и качества освещения в зависимости от приложения конечного пользователя. Драйвер светодиода может быть выбран для поддержки 15 Вт переменного или постоянного тока или 35 Вт переменного тока для ряда источников питания и выходов светодиодов.Базовую пластину светодиода можно заказать с индивидуальными монтажными отверстиями для размещения вторичной оптики в соответствии с желаемым вариантом использования клиента — прожектор, точечный свет, трековое освещение или многое другое.
Характеристики
Холоднокованый радиатор со штыревыми ребрами 125x125x25 мм
Анодированный алюминий AL1070
Подходит для светодиодов CoB мощностью до 30 Вт
Комплект SKD для простой сборки светодиодных светильников
Драйверы переменного / постоянного тока мощностью 15 Вт и 35 Вт переменного тока
Монтажный кронштейн из нержавеющей стали
GlacialTech’s Thermal Solutions Решения для управления температурным режимом
GlacialTech разработаны с упором на рентабельность, а также снижение веса и объема.Приложения для светодиодного освещения GlacialTech предназначены для обеспечения легкого и компактного охлаждения по отличной цене.
Для получения дополнительной информации о тепловых технологиях GlacialTech посетите страницу
http://www.glaciallight.com/products/SKD-package-solutions.htm
О GlacialTech
GlacialTech Inc. является многопрофильным поставщиком тепла, электроэнергии, оптика и системные решения с многолетним опытом проектирования и производства тепловых модулей для всемирно известных брендов, включая Acer, AdvanTech, Fujitsu Siemens Computers GmbH, Panasonic и Siemens AG.Решения GlacialTech достигают оптимального баланса производительности и стоимости.
Контактное лицо:
Татьяна Трошева — для GlacialTech51-е пленарное заседание Международной группы холодной штамповки
Государственный университет Огайо, Колумбус, Огайо
22-25 октября 2018 г.
Коллеги, члены ICFG, сопровождающие лица и гости,
Я хотел бы привлечь ваше внимание и поприветствовать вас на 51-м пленарном заседании Международной группы холодной штамповки, которая вернется в Соединенные Штаты только второй раз в истории ICFG.Единственная другая встреча ICFG в США была организована профессором Тайланом Алтаном в 2003 году в Колумбусе, и вполне естественно, что встреча вернется сюда в 2018 году. Колумбус — очень гостеприимный город с прекрасной культурой еды, искусства и технологий, который представляет собой отличное место для 51-го пленарного заседания ICFG. Мы надеемся приветствовать вас здесь на этом знаменательном событии.
По мере того, как мы приближаемся к следующим 50 годам ICFG, темой конференции в этом году будет будущее холодной штамповки. Эта технология очень важна и эффективна, поскольку обеспечивает превосходный уровень эффективности использования материалов, прочности компонентов и контроля размеров.По этим причинам он должен занять прочное место в нашем техническом будущем. Это также непростое время, поскольку его основное применение — компоненты автомобильной трансмиссии, и некоторые эксперты считают, что электрификация транспортных средств представляет собой новый способ передвижения людей и прочего.
Когда мы смотрим в будущее, становится ясно, что в этом году мы сосредоточимся как минимум на трех важных моментах:
Процессы — Коммерческие потребности часто требуют сокращения времени выполнения заказа и дифференциации продукции.Как можно адаптировать холодную штамповку к этим новым требованиям?
Продукты — Где новые площадки для широкой адаптации холодной штамповки? Что заменит компоненты автомобильной трансмиссии в качестве основных приложений?
Люди — Во всем мире мы боремся за создание группы талантов, которые будут строить прессы, штампы и компоненты для завтрашнего дня. Огайо — неотъемлемая часть этого разговора.
Я приветствую ваш вклад в помощь в разработке надежной программы и диалога.Не стесняйтесь обращаться ко мне с предложенными темами или презентациями, которые вы хотели бы провести. Кроме того, если вам понадобится помощь с письмами для получения визы или другими приглашениями, свяжитесь со мной и командой по организации конференции ICFG по адресу: [email protected]
Я с нетерпением жду возможности приветствовать вас в Колумбусе,
Гленн С. Даен, профессор материаловедения и инженерии,
Университет штата Огайо
Председатель конференции, ICFG 2018
Локальная регулировка целостности поверхности формовочного инструмента путем адаптации процесса изготовления инструмента Научно-исследовательский доклад по «Материаловедение»
Доступно на сайте www.www.sciencedirect.com
ScienceDirect
ELSEVIER Процедуры CIRP 45 (2016) 339 — 342
www.elsevier.com/looaie/procedia
3-я конференция CIRP по целостности поверхностей (CIRP CSI)
Локальная регулировка целостности поверхности формовочных инструментов путем адаптации инструмента
процесс изготовления
Коля Андреас3 *, Йоханнес Хеннеберга, Йоханнес Коча, Марион Мерклейна
a Институт производственных технологий, Университет Фридриха Александра, Эрланген-Нюрнберг, Egerlandstrafie 13,
D- 91058 Эрланген, Германия * Автор, ответственный за переписку.Тел .: + 49-9131-8525485; факс: + 45-9131-8527140. Электронный адрес: [email protected]
Аннотация
При формовании листового металла при производстве функциональных элементов, например, шестерни, вызывает заметные нагрузки на инструмент. Поскольку самые высокие напряжения возникают на поверхности активных компонентов инструмента, поверхность инструмента имеет большое влияние на его характеристики. В рамках настоящего исследования было исследовано влияние локальной обработки поверхности на целостность поверхности инструментальной стали AISI M3: 2 PM.В связи с этим, лазерная термообработка была реализована в традиционной технологической цепочке, состоящей из WEDM и последующей обработки путем струйной обработки и дробеструйной обработки. Из-за повышения пластичности области поверхности более высокие остаточные напряжения сжатия могут быть достигнуты для адаптированных технологических цепочек после заключительного этапа упрочнения.
© 2016 Авторы. Опубликовано Elsevier B.V.Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.Org/licenses/by-nc-nd/4.0 /).
Рецензирование, проводимое научным комитетом 3-й конференции CIRP по целостности поверхности (CIRP CSI)
Ключевые слова: Локальная модификация поверхности; Формовка листового металла; Инструментальное производство
1. Введение
Процессы формовки позволяют экономить материалы и энергию при производстве изделий из стали. Растущие ожидания клиентов требуют более высокого качества продукции с точки зрения хорошо переносимых, а также высоко интегрированных функциональных компонентов.Обычные процессы формования часто достигают пределов в производстве этих деталей [1]. Инновационный подход представляет собой процесс формования объемного металла из листового металла (SBMF), который включает применение процессов объемного формования и формования листов на листах или пластинах [2]. В SBMF сочетание операций по формовке листового металла и объемного металла приводит к глобальным и локальным изменениям условий нагрузки. Высокие нагрузки приводят к характерным контактным нормальным напряжениям и требуют материалов инструмента с высокой нагрузкой с точки зрения твердости и прочности на сжатие.Поэтому инструментальные стали часто используются в качестве инструментальных материалов [3]. Из-за высокой хрупкости этого класса материалов целостность поверхности, которая определяется процессом изготовления инструмента, имеет большое влияние на прочность инструмента. В инструментальном производстве электроэрозионная обработка (EDM) представляет собой стандарт жесткой обработки инструментов сложной геометрии [4], которые необходимы для производства
функциональных компонента, например шестерни. Тепловой поток ЭДМ вызывает термическое воздействие на поверхностный слой [5].Если слой не удаляется полностью на последующих этапах обработки, оставшиеся дефекты поверхности служат источником отказа инструмента. Настоящий вклад направлен на улучшение целостности поверхности формовочных инструментов с помощью инновационной технологической цепочки в процессе изготовления инструмента. В рамках исследований заготовки из инструментальной стали AISI M3: 2 (1.3395) обрабатывались электроэрозионной обработкой с последующей комбинацией процессов, состоящей из струйной обработки, лазерной термообработки и упрочнения.
2.Локальная адаптация поверхности инструмента для влияния на поведение инструмента
ПроцессыSBMF включают зоны с повышенным напряженным и деформированным состояниями. Это связано с тем, что компоненты, производимые SBMF, часто содержат элементы объемной формы, такие как, например, зубчатые передачи (рис. 1а). Таким образом, могут возникать высокие контактные нормальные напряжения со значениями до 2500 Н / мм2 [6]. Эти высокие контактные давления вызывают заметные напряжения в инструменте (рис. 1b). Особенно при резких радиусах радиуса возникают концентрации напряжений в сочетании с растягивающими напряжениями.Из-за возникающих надрезных напряжений усталость
2212-8271 © 2016 Авторы. Опубликовано Elsevier B.V. Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.Org/licenses/by-nc-nd/4.0/).
Рецензирование под ответственностью научного комитета 3-й конференции CIRP по целостности поверхности (CIRP CSI) doi: 10.1016 / j.procir.2016.02.045
представляет собой один из основных факторов риска отказа инструмента. Целостность поверхности инструмента оказывает сильное влияние на усталостные характеристики, поскольку усталостные трещины часто возникают на поверхности инструмента
»> ч)
WorVpiM * (DP 600)
> концентрация
Риант флип 600)
Пуансон (AISI M33)
Функциональный элемент
Матрица [AISI M3: 2)
-1000 lOOON / iW
Рис.1. а) функциональные элементы; (б) Концентрация напряжений в SBMF.
Целью настоящего исследования является локальное улучшение целостности поверхности сильно нагруженных областей инструмента путем адаптации процесса изготовления инструмента. Лазерная термообработка была интегрирована в процесс изготовления инструмента для отжига приповерхностной области без влияния на твердость основного материала инструмента. В то же время это повышение пластичности можно использовать для дальнейшего упрочнения верхнего слоя за счет деформационного упрочнения.Поэтому применяется комбинация струйной обработки и дробеструйной обработки. В отличие от упрочнения с помощью обычной термообработки, операции упрочнения могут вызывать заметные сжимающие остаточные напряжения в верхнем слое, которые положительно влияют на усталостную прочность компонентов инструмента.
3. Экспериментальная установка
Инструментальная стальпредставляет собой стандартный материал для высоконагруженных компонентов инструмента. В рамках данной статьи ПМ сталь AISI M3: 2 (1.3395) Эрастила. Материал представляет собой стандартную инструментальную сталь для высоконагруженных активных компонентов инструмента, таких как штампы или пуансоны. AISI M3: 2 — инструментальная сталь PM с высоким содержанием карбидов (Таблица 1). Сталь была отпущена до 64 HRC, что представляет собой стандартное значение твердости для применения в инструменте.
Таблица 1 Структурные свойства AISI M3: 2 [8]
C Cr Mo W V
1,28% 4,1% 5,0% 6,4% 3,1%
3.1. Геометрия образца и применяемые технологические цепочки
Для исследования влияния обработки поверхности была выбрана плоская геометрия образца. Образцы имеют высоту 8 мм и прямоугольную поверхность 19 мм x 19 мм (рис. 2а). В настоящем исследовании сравниваются три технологические цепочки: обычная комбинация процессов, состоящая из электроэрозионной обработки проволокой (WEDM, стратегия «E»), а также последующих взрывных работ (стратегия «B») и упрочнения (стратегия «P») и адаптированные технологические цепочки, включая лазерная термообработка (стратегия «L») (рис.? ,
Рис.2. (а) Геометрия образца; (б) исследованные технологические цепочки.
В рамках данной статьи WEDM был выполнен на станке «CUT 2000 S» компании GF Machining Solutions. В качестве электрода использовалась латунная проволока диаметром 0,25 мм. Целевое качество поверхности было установлено на шаге 10 VDI, который соответствует готовой поверхности при изготовлении инструмента. В рамках стандартной последующей обработки поверхности, обработанные WED, подвергались струйной очистке и дробеструйной обработке. Параметры были выбраны опытным путем в соответствии со стандартами инструментального производства компании Berner + Straller.м укрепляет поверхность. Пескоструйная обработка и дробеструйная обработка производились на упрочняющем станке Peenmatic 770S компании Iepco. Время упрочнения составило 20 с. Давление было выбрано на 2,5 бар для абразивно-струйной обработки и 2 бара для дробеструйной обработки, чтобы гарантировать достаточное удаление материала и упрочнение поверхности. Лазерная термообработка проводилась на твердотельном лазере HL 4006D фирмы Haas. Nd: YAG-лазер излучает излучение с длиной волны 1064 нм. В процессе L лазерный луч удерживался на линии.Подача была выбрана 5 мм / с при мощности лазера 1250 Вт / см2. Размер пятна составил 3 мм. Используя эти параметры, в предварительном исследовании можно добиться смягчения поверхности и положительного влияния на приповерхностное остаточное напряженное состояние.
3.2. Применяемые методы измерения
Свойства поверхности, обусловленные различными этапами обработки, анализируются с точки зрения топографии и шероховатости поверхности, а также состояния остаточного напряжения в верхнем слое.Серфинг-микроскоп компании NanoFocus. Для получения количественной информации о глубине профиля определялась усредненная высота шероховатости Rz. Значение Rz гарантирует высокий уровень сопоставимости с другими исследованиями, поскольку это значение представляет собой стандарт в промышленных измерениях шероховатости.
Измерения проводились на Mar Surf GD 120 компании Mahr. При холодной штамповке взаимодействие остаточных напряжений и напряжений, вызванных процессом штамповки, оказывает большое влияние на пределы срока службы инструмента.На этом фоне остаточные напряжения в верхнем слое были измерены с помощью системы дифракции рентгеновских лучей Seifert Stress Analyzer XRD 3003 в соответствии с DIN EN 15305. Помимо измерения остаточных напряжений, для качественной оценки упрочнения можно использовать дифракцию рентгеновских лучей. определение полуширины (HW) рентгеновских интерференционных линий. Значение HW является мерой искажения решетки в приповерхностной области. Чем больше полуширина, тем выше усиление приповерхностной области.aiqyffl
Rz = 1,8 ± 0,3 Rz = 1,7 ± 0,2 Rz = 2,8 ± 0,3
Топография 0 | пог.м
Линза для конфокальной микроскопии 50 x
Материал AISI M3: 2PM
Рис. 3. Результирующие топографии для различных технологических цепочек.
В рамках традиционной технологической цепочки струйная очистка сглаживает поверхность и уменьшает глубину профиля. Этот вид связан с абразивным воздействием.м.
Влияние технологических цепочек на остаточное напряженное состояние представлено на рис. 4. WEDM создает растягивающие напряжения 408 ± 65 Н / мм2. Это явление связано с тепловым воздействием процесса. После затвердевания расплавленного верхнего слоя поверхность при охлаждении сжимается. Это приводит к возникновению остаточных напряжений при растяжении. В рамках стандартной технологической цепочки струйная очистка удаляет хрупкий белый слой, который характеризуется самыми высокими растягивающими напряжениями. Более того, падающие абразивные зерна также сжимают поверхность, что приводит к локальным упруго-пластическим деформациям, вызывающим сжимающие остаточные напряжения -1063 ± 64 Н / мм2.Следующий этап упрочнения приводит к дополнительному увеличению сжимающих остаточных напряжений до -1250 ± 43 Н / мм2. Увеличение можно объяснить наведенной энергией керамических шариков, вызывающей дополнительные локальные упруго-пластические деформации в верхнем слое.
n> Ksi> iLiiip> mDH>
Рис. 4. Результирующие остаточные напряжения для различных технологических цепочек.
В технологической цепочке II лазерная термообработка приводит к увеличению растягивающих напряжений до 531 ± 46 Н / ммП.Это неблагоприятное увеличение вызвано тепловым воздействием. Расширение материала в верхнем слое в сочетании с местными пластическими деформациями вызывает повышенные остаточные напряжения при растяжении после охлаждения и соответствующего сжатия. Последующий этап взрывных работ удаляет слой, который характеризуется наибольшими остаточными напряжениями при растяжении, и создает остаточные напряжения сжатия -981 ± 36 Н / мм2. Отличие от традиционной технологической цепочки объясняется наложением остаточных напряжений.Поскольку лазерная термообработка увеличивает остаточные напряжения растяжения, уровень остаточных напряжений сжатия после комбинации процессов E / L / B снижается. Последующий процесс упрочнения увеличивает сжимающие остаточные напряжения до -1305 ± 39 Н / мм2. Это означает среднее увеличение по сравнению с традиционной технологической цепочкой на 53 Н / мм2. Поскольку уровень сжимающего напряжения после последовательности E / L / B ниже по сравнению с E / B, процесс упрочнения компенсирует этот недостаток. Возможное объяснение дается повышенной пластичностью поверхности, вызванной лазерной термообработкой, которая обеспечивает более высокие упруго-пластические деформации в приповерхностной области.В технологической цепочке III лазерная термообработка снижает сжимающие остаточные напряжения, вызванные абразивно-струйной очисткой, до значения -667 ± 36
Н / мм2, что опять же связано с тепловым воздействием. Тем не менее, после упрочнения можно получить аналогичные остаточные напряжения сжатия по сравнению с технологической цепочкой II с -1316 ± 40 Н / мм2.
Результаты анализа поверхностного упрочнения представлены на рис. 5. WEDM приводит к HW, равному 5,99 ± 0,15. Несмотря на то, что увеличение остаточных напряжений сжатия может быть измерено для последующего процесса взрывных работ, наблюдается небольшое снижение HW до 5.м ГВ определяется огромным количеством межзеренных границ [10]. Абразивно-струйной очисткой удаляется верхний слой, характеризующийся мелкими зернами, и обнажается подповерхностный слой с более крупными зернами, что оказывает влияние на уменьшение HW. Этот эффект противоречит эффекту упрочнения, который увеличивает плотность дислокаций. Эти эффекты конкуренции объясняют небольшое снижение HW. Следующий этап упрочнения приводит к увеличению HW до 6,07 ± 0,17, что связано с локальными упругопластическими деформациями и соответствующим увеличением плотности дислокаций.
Рис. 5. Результирующая HW для различных технологических цепочек.
Интеграция лазерной термообработки не влияет на HW в технологической цепочке II (HW = 5,97 ± 0,12). Это объясняется кратковременной термообработкой. Продолжительность слишком мала для инициирования роста размера зерна. Следовательно, HW по-прежнему определяется мелкими зернами. Последующая абразивно-струйная очистка удаляет слой мелких зерен и вызывает локальные упруго-пластические деформации, которые приводят к увеличению HW до 6.14 ± 0,11. Это вызвано более высокой пластичностью подповерхностных областей из-за местной термообработки. После удаления хрупкого верхнего слоя абразивные зерна приводят к упрочнению предыдущей подповерхности с более высокой пластичностью. Несмотря на то, что упрочнение вызывает значительное увеличение сжимающих остаточных напряжений, дальнейшее изменение HW на 6,14 ± 0,14 по сравнению с этапом взрывных работ не происходит, что может быть связано с эффектами насыщения. Однако упрочнение выше по сравнению с традиционной технологической комбинацией I, что также связано с более высокой пластичностью, вызванной лазерной термообработкой.В технологической цепочке III термообработка снижает HW после абразивно-струйной обработки до 5,65 ± 0,12. Это уменьшение означает смягчение поверхности, вызванное устранением местных пластических деформаций. Последующая обработка
приводит к увеличению HW до 6,02 ± 0,15. Увеличение вызвано местным деформационным упрочнением. По сравнению с технологическими цепочками I и II эта последовательность приводит к наименьшей HW, что соответствует наивысшей ударной вязкости.
5. Итоги и перспективы
В рамках настоящего исследования было исследовано влияние локальной обработки поверхности на целостность поверхности инструментальной стали AISI M3: 2 PM.Как правило, абразивоструйная очистка и упрочнение подходят для удаления слоя термического воздействия, вызванного WEDM. Во время взрывания трещин и удаления белого слоя упрочнение вызывает повышенные сжимающие остаточные напряжения. Однако лазерная термообработка может быть полезной для локальной адаптации целостности поверхности. Более высокая пластичность отожженного верхнего слоя позволяет создавать повышенные сжимающие остаточные напряжения. Это будет способствовать улучшению поведения в критических для усталости областях инструмента формовочного инструмента SBMF с высоким напряжением, поскольку сжимающие остаточные напряжения предотвращают рост микротрещин.Что касается упрочнения поверхности, то стратегия процесса II приводит к более высокой HW (и, следовательно, более высокому упрочнению), а последовательность III — к несколько более низкой HW (и, следовательно, более высокой ударной вязкости) по сравнению с традиционной технологической цепочкой I. Как известно из других исследований. , оба эффекта могут иметь положительное влияние на усталостную прочность инструментов SBMF. Следовательно, дальнейшее исследование усталостной прочности должно выяснить, какой из этих эффектов является доминирующим с точки зрения усталостного поведения.Для более глубокого понимания эффектов, которые определяют свойства поверхности, дальнейшие исследования будут направлены на анализ приповерхностной структуры.
Благодарности
Эта работа была поддержана Немецким исследовательским фондом (DFG) в рамках Межрегионального центра совместных исследований по формованию листового металла (SFB / TR 73).
Список литературы
[1] Кляйнер М, Гейгер М, Клаус А.Изготовление легких деталей методом штамповки. Анналы CIRP 2003; 52/2: 521-542.
[2] Мерклейн М., Олвуд Дж. М., Беренс Б., Брозиус А., Хагена Х., Кузман К., Мори К., Теккая Е., Векенманн А. Формовка листового металла в объеме. Анналы CIRP 2012; 61/1: 725-745.
[3] Lange K, Kammerer M, Pöhlandt K, Schöck J. Fließpressen. Берлин: Спрингер; 2008.
[4] Международная группа холодной штамповки (ICFG). Стойкость и качество инструмента при холодной штамповке — Часть 2, Док.16/04. Бамберг: Майзенбах; 2004 г.
[5] Экмекчи Б. Остаточные напряжения и белый слой при электроэрозионной обработке (EDM). Прикладная наука о поверхности 2007; 23: 9234-9240.
[6] Bay N, Azushima A, Groche P, Ishibashi I., Merklein M, Morishita M, Nakamura T., Schmid S, Yoshida M. Экологически безопасные трибосистемы для обработки металлов давлением. Анналы CIRP 2010; 59/1: 760-780.
[7] Энгель У. Beanspruchung und Beanspruchbarkeit von Werkzeugen der Massivumformung.Бамберг: Майзенбах; 1996.
[8] Лист данных AISI M3: 2. Компания Эрастил. http://www.erasteel.com.
[9] Кусанелли Г., Хесслер-Вайзер А., Бобард Ф., Демеллайер Р., Перес Р., Флюкингер Р. Микроструктура в субмикронном масштабе белого слоя, полученного методом EDM. Журнал технологий обработки материалов 2004; 149: 289-295.
[10] Ноян И., Коэн Дж. Остаточное напряжение. 1-е изд. Гейдельберг: Springer-Verlag; 19
.