Приспособление для гибки арматуры своими руками
Принцип сгибания арматуры
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
- ручное;
- приводное (механизированное).
Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.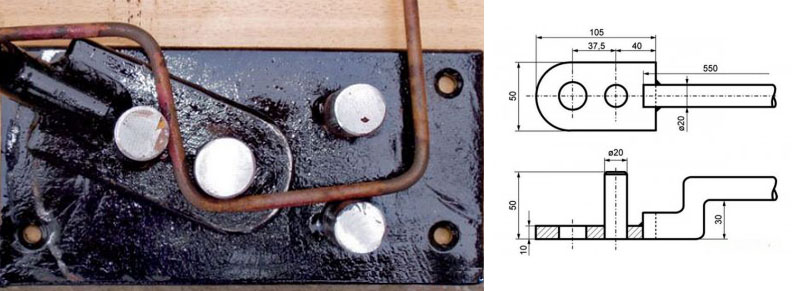
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.

Таблица минимальных радиусов гиба арматуры, прутка и кругляка
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.

Как сделать приспособление для гибки арматуры
Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители. Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
Для того чтобы своими руками справиться с ручным гибочным станком для арматуры, необходимо для начала подготовить целый ряд инструментов.
Если вы увлекаетесь сборкой и строительством, то найти такие детали и нужное оборудование не составит труда.
В первую очередь нужна электрическая сварка. Для устройства, которое сможет справиться даже с листами, понадобится надежное основание, пуансон, струбцины и прижим.
1 — гибочный диск, закрепленный на вертикальном валу; 2 — палец; 3 — отверстие для пальца; 4 — упоры; 5 — арматурный стержень; 6 — осевой упор
Пуансон еще можно собрать из металлических уголков. Подойдут для сборки и отрезки швеллеров.Основание вырезается именно благодаря последним.
Тут подойдут пятый или шестой номер модели швеллера. А вот длину следует выбирать небольшую – не более 50 сантиметров.
Станок для гибки арматуры будет состоять из рычага, пуансона, прижима и основной части, на которой будут располагаться трубы и прутья или листы.
Сначала на основании на выбранном месте делается ось для прижимов – по ней будет удобнее ориентироваться.
От концов они также держаться на расстоянии нескольких сантиметров – без такого отступа невозможно будет правильно распределить нагрузку.
Для рычага подойдет проволока, диаметр который должен быть не более 15 миллиметров.
Основание выгибается в виде буквы «П», и его приваривают с помощью сварочного аппарата к одному из устойчивых уголков. От края должен быть отступ примерно на 5 миллиметров.
Далее привариваются стальные прутья к пуансону, а с концов заготовки снимаются фаски с углом 45 градусов.
Чтобы правильно сварить все детали и проверить углы, ровность конструкции, стыковку, можно использовать сначала тиски, а уже по ним проводить сварочные работы.
Таким образом, получится сделать предварительный каркас, который всегда можно переделать.
Кроме того, там, где это возможно, лучше использовать вместо сварки болты. Так всегда можно будет пересобрать или разобрать свою конструкцию, дополнить ее деталями.
Если же все-таки отдается предпочтение сварочным работам, то сначала необходимо провести процедуру пробного сгибания. Если все этапы проходят нормально, то можно сваривать детали между собой.
А. Круглой стали
Способ обработки | Нормативный | Профиль стали | Диаметр стали, мм | |
1. Проволочная арматура | ||||
В-I | Волочение в | ГОСТ | круглая гладкая | 3-8 |
В-II | то же | ГОСТ | то же | 3-8 |
Вр-II | то же | ГОСТ 8460-63 | то же | 3-8 |
2. | ||||
A—I | Горячий прокат | ГОСТ ГОСТ 380-71; ГОСТ | круглая гладкая | 6-40 |
А-II | то же | ГОСТ ГОСТ | круглая | 10-32 10-40 40-90 |
А-III | то же | ГОСТ | то же | 6-40 |
ГОСТ | то же | 10-32 | ||
А-IIв | Упрочненная | СНиП I—В.4-62 | то же | 10-40 |
А-IIIв | то же | то же | то же | 6-40 |
Aт—IV | Термически | ГОСТ | то же | 10-25 |
Ат-V | то же | то не | то же | 10-25 |
Ат-VI | то же | ГОСТ | то же | 10-25 |
Ат-VII | то же | то же | то же | 10-25 |
 Стержневая арматура
Стержневая арматураСОРТАМЕНТ СТЕРЖНЕЙ АРМАТУРЫ
Номинальный | Площадь | Теоретическая | Номинальный | Площадь | Теоретическая |
3 | 0,0707 | 0,0565 | 20 | 3,14 | 2,47 |
3,5 | 0,0968 | 0,076 | 22 | 3,80 | 2,98 |
4 | 0,1257 | 0,099 | 25 | 4,91 | 3,85 |
4,5 | 0,159 | 0,125 | 28 | 6,16 | 4,83 |
5 | 0,1963 | 0,154 | 32 | 8,04 | 6,31 |
5,5 | 0,2376 | 0,186 | 36 | 10,18 | 7,99 |
6 | 0,283 | 0,222 | 40 | 12,57 | 9,87 |
7 | 0,385 | 0,302 | 46 | 15,90 | 12,48 |
8 | 0,503 | 0,395 | 50 | 19,63 | 15,41 |
9 | 0,636 | 0,499 | 55 | 23,76 | 18,65 |
10 | 0,785 | 0,617 | 60 | 28,27 | 22,19 |
12 | 1,131 | 0,888 | 70 | 38,48 | 30,21 |
14 | 1,54 | 1,21 | 80 | 50,27 | 39,46 |
16 | 2,01 | 1,58 | 90 | 63,62 | 49,94 |
18 | 2. | 2 |
 54
54Б. Квадратной стали
Сторона квадрата, | Теоретическая | Площадь сечения | Сторона квадрата, | Теоретическая | Площадь сечения |
8 | 0,5 | 0,64 | 25 | 4,91 | 6,25 |
10 | 0,79 | 1 | 28 | 6,15 | 7,84 |
11 | 0,95 | 1,21 | 30 | 7,07 | 9 |
12 | 1,13 | 1,44 | 32 | 8,04 | 10,24 |
14 | 1,54 | 1,96 | 35 | 9,62 | 12,25 |
16 | 2,01 | 2,56 | 38 | 11,84 | 14,44 |
18 | 2,54 | 3,24 | 40 | 12,56 | 16 |
20 | 3,14 | 4 | 45 | 16,9 | 20,25 |
22 | 3,8 | 4,84 | 50 | 19,63 | 25 |
Сортамент листовой, швеллерной, двухтавровой,
угловой стали и труб
Вес 1 м2
заготовки из листовой стали
Толщина листа, мм | Площадь листа, м2 | ||||||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
Вес листа, кг | |||||||||||
0,5 | 1,96 | 3,92 | 7,85 | 11,8 | 15,7 | 19,6 | 23,5 | 27,5 | 31,4 | 35,3 | 39,2 |
1,0 | 3,92 | 7,85 | 15,7 | 26,5 | 31,4 | 39,2 | 47,1 | 55 | 62,9 | 70,6 | 78,5 |
1,5 | 5,83 | 11,75 | 23,5 | 35,3 | 47,1 | 58,9 | 70,6 | 82,4 | 94,2 | 106 | 118 |
2 | 7,85 | 15,7 | 31,4 | 47,1 | 62,8 | 78,5 | 94,2 | 109 | 126 | 141 | 157 |
2,5 | 9,8 | 19,6 | 39,2 | 58,9 | 78,5 | 98 | 118 | 137 | 157 | 177 | 196 |
3 | 11,75 | 23,6 | 47,1 | 70,6 | 94 | 118 | 141 | 165 | 188 | 212 | 235 |
4 | 15,7 | 31,4 | 62,8 | 94,2 | 126 | 157 | 188 | 220 | 251 | 283 | 314 |
5 | 19,6 | 39,2 | 78,5 | 117,7 | 157 | 196 | 235 | 275 | 314 | 353 | 392 |
6 | 23,5 | 47,1 | 94,2 | 141 | 188 | 235 | 282 | 330 | 377 | 424 | 471 |
7 | 27,5 | 54,9 | 110 | 165 | 220 | 275 | 330 | 385 | 440 | 494 | 549 |
8 | 31,4 | 62,8 | 126 | 188 | 251 | 314 | 377 | 440 | 502 | 565 | 6286 |
9 | 35,8 | 70,6 | 141 | 212 | 283 | 353 | 424 | 495 | 565 | 636 | 706 |
10 | 39,2 | 78,5 | 157 | 235 | 314 | 392 | 471 | 550 | 628 | 706 | 785 |
11 | 43,2 | 86,4 | 173 | 265 | 345 | 432 | 518 | 604 | 691 | 777 | 863 |
12 | 47,1 | 94,2 | 183 | 283 | 377 | 471 | 565 | 659 | 754 | 850 | 942 |
13 | 51 | 102 | 204 | 306 | 408 | 510 | 612 | 717 | 816 | 920 | 1020 |
14 | 55 | 110 | 220 | 330 | 440 | 549 | 659 | 769 | 879 | 990 | 1099 |
15 | 59 | 118 | 236 | 353 | 471 | 589 | 706 | 824 | 942 | 1059 | 1177 |
16 | 63 | 125 | 252 | 377 | 504 | 628 | 755 | 880 | 1050 | 1130 | 1255 |
18 | 70,5 | 142 | 282 | 424 | 565 | 705 | 846 | 990 | 1130 | 1270 | 1420 |
20 | 78,5 | 157 | 314 | 471 | 628 | 785 | 992 | 1092 | 1256 | 1413 | 1570 |
22 | 86,5 | 172 | 346 | 518 | 690 | 864 | 1070 | 1220 | 1380 | 1550 | 1725 |
24 | 94 | 188 | 376 | 564 | 752 | 940 | 1160 | 1320 | 1505 | 1690 | 1880 |
26 | 102 | 204 | 408 | 612 | 815 | 1040 | 1220 | 1430 | 1660 | 1840 | 2040 |
28 | 110 | 220 | 440 | 660 | 880 | 1100 | 1320 | 1540 | 1760 | 1980 | 2200 |
30 | 117 | 236 | 471 | 706 | 942 | 1177 | 1418 | 1648 | 1864 | 2113 | 2355 |
32 | 125 | 251 | 502 | 754 | 1004 | 1255 | 1505 | 1760 | 2010 | 2260 | 2510 |
34 | 134 | 267 | 534 | 808 | 1068 | 1335 | 1600 | 1870 | 2140 | 2400 | 2670 |
36 | 142 | 283 | 566 | 850 | 1130 | I410 | 1700 | 1980 | 2260 | 2570 | 2820 |
38 | 149 | 296 | 596 | 894 | 1192 | 1490 | 1790 | 2090 | 2380 | 2680 | 2980 |
40 | 157 | 314 | 623 | 944 | 1255 | 1570 | 1885 | 2200 | 2510 | 2830 | 3140 |
Вес 1 м заготовки
швеллерной и двухтавровой стали
Швеллеры (ГОСТ 8240-72) | Балки | ||
№ профиля | Вес 1 м, кг. | № профиля | Вес 1 м, кг. |
5 | 4,84 | 10 | 9,46 |
6,5 | 5,9 | 12 | 11,5 |
8 | 7,06 | 14 | 13,7 |
10 | 8,59 | 16 | 15,9 |
12 | 10,4 | 18 | 18,4 |
14 | 12,3 | 18а | 19,9 |
14а | 13,3 | 20 | 21 |
16 | 14,2 | 20а | 22,7 |
16а | 15,3 | 22 | 24 |
18 | 16,3 | 22а | 25,8 |
18а | 17,4 | 24 | 27,3 |
20 | 18,4 | 24а | 29,4 |
20а | 19,8 | 27 | 31,5 |
22 | 21 | 27а | 33,9 |
22а | 22,6 | 30 | 36,5 |
24 | 24 | 30а | 39,2 |
24а | 25,8 | 33 | 42,2 |
27 | 27,7 | 36 | 48,6 |
30 | 31,8 | 40 | 56,1 |
33 | 36,5 | 45 | 65,2 |
36 | 41,9 | 50 | 76,8 |
40 | 48,3 | 55 | 89,8 |
60 | 104 | ||

 youtube.com/embed/gIMmzMj9jhk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/gIMmzMj9jhk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Вес 1 м
заготовки угловой равнобокой стали
(ГОСТ 8509-72)
№профиля | Толщина стенки, | Вес 1 м, кг. | №профиля | Толщина стенки, | Вес 1 м, кг. |
3 | 0,89 | 8 | 5,5 | 6,78 | |
2 | 4 | 1,15 | 6 | 7,36 | |
3 | 1,12 | 7 | 8,51 | ||
2,5 | 4 | 1,46 | 8 | 9,65 | |
2,8 | 3 | 1,27 | 6 | 8,33 | |
3,2 | 3 | 1,46 | 7 | 9,64 | |
4 | 1,91 | 9 | 8 | 10,9 | |
3,6 | 3 | 1,65 | 9 | 12,2 | |
4 | 2,16 | 6,5 | 10,1 | ||
4 | 3 | 1,85 | 7 | 10,8 | |
4 | 2,42 | 8 | 12,2 | ||
4,5 | 3 | 2,08 | 10 | 10 | 15,1 |
4 | 2,73 | 12 | 17,9 | ||
5 | 3,37 | 14 | 20,6 | ||
3 | 2,32 | 16 | 23,3 | ||
5 | 4 | 3,05 | 7 | 11,9 | |
5 | 3,77 | 11 | 8 | 13,5 | |
3,5 | 3,03 | 8 | 15,5 | ||
5,6 | 4 | 3,44 | 9 | 17,3 | |
5 | 4,25 | 10 | 19,1 | ||
6,3 | 4 | 3,9 | 12,5 | 12 | 22,7 |
5 | 4,81 | 14 | 26,2 | ||
6 | 5,72 | 16 | 29,6 | ||
4,5 | 4,87 | 14 | 9 | 19,4 | |
5 | 5,38 | 10 | 21,5 | ||
7 | 6 | 6,39 | 12 | 25,6 | |
7 | 7,39 | 10 | 24,7 | ||
8 | 9,37 | 11 | 27 | ||
16 | 12 | 29,4 | |||
5 | 5,8 | 14 | 34 | ||
6 | 6,89 | 16 | 38,5 | ||
7,5 | 7 | 7,96 | 18 | 43 | |
8 | 9,02 | 20 | 47,4 | ||
9 | 10,1 |
Вес 1м
заготовки угловой неравнобокой стали
(ГОСТ 8510-72)
№ профиля | Толщина стенки, | Вес 1 м, кг. | № профиля | Толщина стенки, | Вес 1 м, кг. |
2,5/1,6 | 3 | 0,91 | 5,5 | 6,17 | |
3,2/2 | 3 | 1,17 | 9/5,6 | 6 | 6,7 |
4 | 1,52 | 8 | 8,77 | ||
4/2,5 | 3 | 1,48 | 6 | 7,53 | |
4 | 1,94 | 10/6,3 | 7 | 8,7 | |
4,5/2,8 | 3 | 1,68 | 8 | 9,87 | |
4 | 2,2 | 10 | 12,1 | ||
5/3,2 | 3 | 1,9 | 6,5 | 8,98 | |
4 | 2,49 | 11/7 | 7 | 9,64 | |
5,6/3,6 | 3,5 | 2,48 | 8 | 10,9 | |
4 | 2,81 | 7 | 11 | ||
5 | 3,46 | 8 | 12,5 | ||
6,3/4 | 4 | 3,17 | 12,5/8 | 10 | 15,5 |
5 | 3,91 | 12 | 18,3 | ||
6 | 4,63 | 8 | 14,1 | ||
8 | 6,03 | 14/9 | 10 | 17,5 | |
7/4,0 | 4,5 | 3,98 | 9 | 18 | |
5 | 4,39 | 16,10 | 10 | 19,8 | |
7,5/5 | 5 | 4,79 | 12 | 23,6 | |
6 | 5,69 | 14 | 27,3 | ||
8 | 7,43 | 10 | 22,2 | ||
8/5 | 5 | 4,99 | |||
6 | 5,92 | 18/11 | 12 | 26,4 |

Достоинства
 » src=»https://www.youtube.com/embed/VV9edCwhBTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/VV9edCwhBTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Приспособления для гибки арматуры своими руками имеет ряд преимуществ перед стационарными станками заводского изготовления такие, как:
- простая конструкция,
- недорогая в изготовлении,
- хорошая надежность.
- мобильность,
- не нужен источник электроэнергии.
Основание станка
Петля станка
Общий вид станка
Как сделать станок для гибки арматуры своими руками
Станки и инструменты /09-дек,2017,00;21 / 5208Станок для гибки арматуры является устройством, которое предназначается для изготовления элементов металлических и железобетонных конструкций. Такой станок используется в строительной сфере, для различных промышленных задач.
Иногда арматуру можно согнуть и своими руками, просто с помощью какой-нибудь опоры или конструкции подходящей формы, которая находится рядом. Но в большинстве случаев металлические изделия имеют слишком большую толщину – для их сгибания требуются специальные приспособления.
Самодельный ручной гибочный станок часто используется в быту тогда, когда нужно возвести фундамент здания. Основание никогда не будет надежным без армирующих элементов, поэтому нужно решить вопрос – как изгибать толстую арматуру?
В статье описывается, как создать простой трубогибочный станок, который даст возможность в простой способ гнуть арматуру и различные металлические изделия. Такое устройство существенно упростит выполнение подобных задач.
Для изготовления самоделки требуются следующие материалы и инструменты:
• профиль из стали – 25 х 25 х 600 мм;
• прут из стали – 12 х 150 мм;
• пластина из стали – 75 х 100 х 20 мм;
• болт – 20 х 50 мм;
• гайка – с внутренним диаметром 20 мм;
• 2 шайбы – с внутренним диаметром 20 мм, – посредством которых будет закреплен металлический прут;
• сверлильный станок, 1 сверло – 12 мм, 1 направляющее сверло меньшего диаметра;
• болгарка с отрезными и шлифовальными кругами;
• молоток;
• кернер;
• сварка;
• верстачные тиски – с их помощью будет закреплен гибочный станок.
Процесс создания станка для гибки арматуры
Станок для гибки арматуры-фотоСтанок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
1. Изготовляем сгибающий рычаг.
Берем металлический профиль, отрезаем кусок длиной 600 мм. На одной стороне отмечаем точки для отверстий. Одну точку нужно расположить на расстоянии 12 мм, другую – 35 мм. После эти точки нужно накернить. Затем проделываем отверстия направляющим сверлом, окончательно сверлим отверстия сверлом 12 мм.
2. Сверлим пластину-основу.
Станок для гибки арматуры-фотоСтанок для гибки арматуры-фото
Берем направляющее сверло и в центре пластины делаем отверстие. Со стороны длиной 75 мм делаем отступ 25 мм и в этой точке сверлим. Досверливаем отверстие сверлом 12 мм.
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Берем прутик диаметром 12 мм и на его конце делаем фаску. После этого вставляем прут в пластину и привариваем. Следом за этим на прут надеваем изготовленный рычаг и обрезаем его, при этом нужно оставить край порядка 25 мм.
4. Закрепляем гайку.
Станок для гибки арматуры-фотоГайка монтируется по центру пластины. Ориентируемся на сторону длиной 75 мм и отступаем 25 мм. После этого гайку привариваем к пластине.
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
Станок для гибки арматуры-фото
На конце прутика диаметром 12 мм делаем фаску, после чего вставляем прут во второе отверстие рычага заподлицо. Привариваем пруток к рычагу. Когда рычаг будет установлен на основание, пруток обрезаем вровень с прутком-осью. Не забываем сделать зачистку всех острых кромок станка и ввернуть в гайку болт диаметром 20 мм.

После этого станок будет готов к применению. Для начала пользования станком понадобятся тиски. Пруток нужно вставить в станок и зафиксировать с помощью болта с шайбами. Для изгибания прутка используется рычаг.
Как гнуть арматуру для фундамента: способы и средства
Если вы занялись таким делом, как возведение дома своими руками, то начнете вы, конечно, с фундамента. Тогда перед вами неизбежно встанет вопрос: как гнуть арматуру для фундамента? Ведь без арматурного каркаса построить достаточно надежный фундамент практически невозможно.
Схема видов арматурных каркасов для фундамента.
Можно использовать для этого специальный станок, цены на них бывают разные: от весьма дорогостоящего оборудования, которое может себе позволить далеко не каждый, до ручных приспособлений, стоят такие сравнительно недорого. Они подходят, если ваша стройка не отличается масштабами. Ручные гибочные станки бывают самых разных видов. Для работы с арматурными стержнями можно приобрести трубогибы или специальные станки.
Тонкая арматура до 8 мм сравнительно легко сгибается вручную, но для больших диаметров без специальных приспособлений не обойтись.
Обычно в устройстве специальных станков работает три вала, один из которых – упорный, он удерживает арматурный прут от поворота и не дает ему выскользнуть, второй сгибает стержень вокруг третьего, центрального вала. Ручные станки достаточно просты в использовании и доступны по цене.
Принцип их работы заключается в следующем: обрабатываемая часть закрепляется в станке с помощью прижимной балки. Затем специальной гибочной балкой вы придаете арматуре нужную форму.
Виды станков и их особенности
Арматура для железобетонных конструкций: а – стержневая, класса А-II; б – класс А-III, А-IV, А-V и А-VI; в – проволочная, класса Вр-II; г – арматурные канаты.
Такие станки могут быть пневматическими, гидравлическими, ручными, электромагнитными и электромеханическими. Самые простые – это ручные станки, они удобны тем, что вес их не очень большой и есть варианты переносных конструкций. Конечно, бывают и ограничения, то есть вы сможете их использовать только для того, чтобы гнуть арматуру диаметром не больше 14 мм. Такие станки не годятся для большого объема работ, но для частного строительства вполне подходят.
Самые простые – это ручные станки, они удобны тем, что вес их не очень большой и есть варианты переносных конструкций. Конечно, бывают и ограничения, то есть вы сможете их использовать только для того, чтобы гнуть арматуру диаметром не больше 14 мм. Такие станки не годятся для большого объема работ, но для частного строительства вполне подходят.
- Стационарные станки с механическим приводом для сгибания арматуры фундамента увеличивают объем производимых работ, к тому же они могут гнуть и арматуру большего диаметра, чем обычные ручные.
- Для более качественной и упрощенной работы при больших объемах лучше использовать станки, не требующие применения силы, такие как гидравлические и пневматические аппараты. Их обычно используют в цехах, где производятся металлоконструкции, куда вы можете подъехать и где за определенную плату вам выполнят необходимую работу в короткие сроки.
Гидравлический гибочный станок идеально подходит для изготовления сложных металлических конструкций во время устройства фундамента. Он позволяет гнуть арматурные стержни более качественно. После сгибания на поверхности стержня не остается ни складок, ни изломов, угол сгиба может доходить до 180°.
Вернуться к оглавлению
Приспособления для сгиба арматуры своими руками
Схема сварки арматурных соединений.
Согнуть арматуру для фундамента можно и изготовленными вручную приспособлениями, для этого существует несколько вариантов. Один из самых эффективных методов решения этой проблемы на самом деле очень прост. Нужно вкопать в землю трубу или забетонировать.
Труба должна быть небольшого диаметра и естественно пустотелая. Арматура опускается в трубу на необходимую длину, а та часть, что осталась снаружи, сгибается в сторону. Чем более подходящим будет диаметр трубы, тем надежнее будет происходить фиксация арматурного прута. Чтобы согнуть арматуру до нужного угла, достаточно приложить немного усилий, возможно, вам понадобятся помощники. Чтобы упростить процесс, можно использовать вторую трубу, надев ее сверху на прут.
Чтобы упростить процесс, можно использовать вторую трубу, надев ее сверху на прут.
Есть и несколько другая вариация этого способа, которую тоже удобно использовать при устройстве фундамента, благо место для этого на стройке найдется всегда. Долго искать нужные материалы тоже не придется. Для изготовления этого приспособления вам понадобятся вот такие материалы.
- Две стальные трубы, диаметр их напрямую зависит от сечения арматуры, которое должно быть меньше. Стоит также заметить, что чем длиннее будут трубы, тем меньше физических усилий вам придется прилагать для сгибания арматуры.
- Два штыря.
Штыри прочно вкапываются в землю, стальные трубы надеваются на арматуру с двух концов. Вкопанные штыри послужат вам опорой, опираясь на которую и соединяя трубы, вы достаточно легко согнете арматуру до нужной вам кривизны. Конечно, вместо штырей можно использовать что-нибудь другое, наверняка вы найдете среди строительных материалов то, что нужно.
Вернуться к оглавлению
Еще один дополнительный вариант
Схема вязки арматуры проволокой.
Если вам неважно сохранение толщины, гнуть арматуру можно с помощью сварки, то есть сначала разогреть, а потом согнуть. Сгибание в этом случае происходит очень легко, главное соблюдать меры безопасности, чтобы не обжечься о разогретый металл. Либо используя болгарку, подрезать прут с одной стороны, а потом произвести сгиб.
- Также можно использовать для этого паяльную лампу и молоток. Для удобства можно применять какое-либо приспособление, чтобы закрепить арматуру, например, тиски.
- Но на самом деле это не обязательно, если у вас есть помощник. Разогреваете арматуру паяльной лампой и сгибаете либо вручную, либо с помощью молотка. Есть разные способы разогреть арматуру, горячий металл гнуть просто, однако нужно знать и еще кое-что. Этот способ значительно снижает прочность арматуры и не годится для устройства фундамента, на который предполагается высокая нагрузка.
 Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.
Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.
 Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.
Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.Строительные умельцы с выдумкой подходят к этому делу, к примеру, используя для сгибания металлических прутов два рядом расположившихся дерева. Естественно, не на каждом участке растут деревья, но вполне возможно, что вы придумаете что-то свое, новое, оригинальное и удобное.
Вернуться к оглавлению
Некоторые характеристики
- Арматура класса А3 легко гнется в холодном состоянии, при сгибе под прямым углом это происходит без потери прочности, а при сгибе на 180° прочность снижается примерно на 10%. Если вы используете в строительстве стеклопластиковую арматуру, нужно знать, что согнуть ее невозможно, она отпружинит обратно. Поэтому для угловых моментов придется использовать обычную, сделанную из металла арматуру.
- Гнуть арматуру непростое дело, но всегда можно найти оптимальное решение, которое устроит вас, если вы строитесь самостоятельно, и ваших рабочих. На крайний случай, возьмите специальный станок напрокат, но гораздо проще воспользоваться одним из предложенных способов, чтобы сэкономить средства.
Если вы мастер на все руки, попробуйте изготовить станок для гибки арматуры самостоятельно, видеоматериалы такого рода широко распространены в интернете. Но опять же этот вариант годится, только если вы занимаетесь строительством постоянно. К чему этот станок будет потом, а ведь на это уйдет время и силы.
Каждый сам решает, в зависимости от ситуации, что удобнее и практичнее. Устройство фундамента – дело серьезное, это основание вашего строения, поэтому к каждой детали нужно отнестись очень внимательно. Сгибать арматуру своими руками, использовать для этого подручные средства или купить специальный ручной или механизированный станок, решить можете только вы.
принцип работы станочного оборудования и его преимущества
В современном строительстве часто используется арматура, которую можно согнуть при помощи арматурогиба и придать необходимую форму. Все виды строительных работ, которые связаны с производством железобетонных изделий или стальных сооружений, нуждаются в специальной арматуре.
Все виды строительных работ, которые связаны с производством железобетонных изделий или стальных сооружений, нуждаются в специальной арматуре.Многие виды металла руками согнуть невозможно из-за небольшой силы давления. В таком случае на помощь может придти ручное оборудование для сгибания арматуры. Что это за станок и как его использовать, о его принципе работы мы узнаем в статье.
Станки для сгибания арматуры
Люди уже давно стали использовать станки для гибки металла. Например, из арматуры можно согнуть петли, хомуты, кольца и другие необходимы и полезные изделия. Конструкция этого оборудования отличается, но принципиально технологический процесс у всех одинаковый.
Специальное оборудование обычно применяется в ситуациях, когда руками согнуть арматуру невозможно из-за ее толщины. Прут закрепляется между центральным и упорным валом инструмента, после чего металл загибается под воздействием гибочного вала в нужную сторону. Деформация может происходить как в одну, так и в другую сторону. Упорный вал служит преградой для изменений всей поверхности и не дает провернуться незадействованной части основной заготовки.
Если использовать для сгибания тиски или клинья, то редко достигается нужная точность изгиба, а с помощью ручного арматурогиба можно все сделать намного быстрей и точней. Станок может согнуть металлический прут толщиной от 12 до 25 мм, это зависит от модели станка и его конструкции.
Ручное оборудование предназначено для сгибания арматурной стали в холодном состоянии. Промышленным способом сейчас изготавливаются два вида станков:
- Стационарные
- Переносные
Также можно изготовить гибочный станок и своими руками, имея чертеж и необходимые подручные средства. Можно воспользоваться специальными видеороликами, где поэтапно видно, как происходит весь процесс создания станка. По стоимости он обойдется дешевле промышленного станка, а по своим техническим показателям не будет уступать готовому, поэтому станет хорошей альтернативой промышленному аналогу.
Сфера применения гибочных станков для арматуры
Ручное станочное оборудование нашло широкое применение для выполнения различных работ. Им часто пользуются на строительных площадках и в быту, поскольку такие станки обладают высокой надежностью и производительностью. Ручной инструмент значительно облегчает труд, чтобы обработать изделия больших диаметров, может согнуть арматурную сталь квадратного, круглого, шестигранного и других форм сечений. Ручные арматурогибы рекомендуются для выполнения различных видов работ.- Используются при возведении стен, фундамента, перекрытий, Гибка арматуры происходит непосредственно на стройплощадках при армировании железобетонных конструкций.
- Для подготовки арматуры при изготовлении изделий из железобетона.
- В производстве изделий из металлических стержней, ручной станок для сгибания арматуры позволяет изготовить рамки, скобы, крепления, контуры, каркасы и прочие изделия.
- Подготовить для дальнейшей обработки металлические стержни, такие станки могут применяться в производстве метизов, механизмов или деталей машин.
Преимущества гибочных ручных арматурогибов
Арматурогибные установки бывают электрическими и ручными, первый вид используется при масштабных строительных работах или же в производственных условиях, там, где изготавливаются железобетонные конструкции.
Ручные установки приобрели популярность в профессиональной и бытовой сфере. Большая популярность данных установок объясняется тем, что они обладают важными качествами:
- Малый вес
- Простота и надежность в использовании
- Промышленные станки для ручного сгибания выполнены из высококачественной стали
- Выдерживают высокие нагрузки
- В процессе применения исключают поломки
- Не нуждаются в регулярном техническом обслуживании
- Повышают производительность труда и сокращают время операций.
Цена на гибочное оборудование
Покупая оборудование для гибки арматуры, нужно учитывать, что на стоимость станков влияют такие факторы:- Скорость выполняемой работы
- Если это механическая модель, то ее энергозатратность
- Производительность.

Также на ценообразование влияет и диаметр арматуры. Когда речь идет о применении станка в бытовой сфере, а не на производстве, достаточно приобрести простое оборудование, которое не повлечет за собой больших затрат.
После покупки оборудование находятся на гарантийном обслуживании изготовителя и если вдруг выходит из строя, то подлежит бесплатному ремонту.
Заключение
Данное оборудование достаточно надежно и долговечно, имеет простую конструкцию. Обладает высокой мобильностью и не нуждается в транспортных расходах, что очень выгодно в процессе использования. Приобретая станок нужно знать о его преимуществах и как им правильно пользоваться.
Оцените статью: Поделитесь с друзьями!Простой и очень удобный станок для гибки арматуры своими руками | На Лопате
Всем привет! Сегодня я расскажу о одном очень удобном и простом в изготовлении приспособлении для гибки арматуры, которое вы сможете изготовить самостоятельно.
Я имею стаж в монолитном строительстве, более 10 лет. Довольно часто слышу такой вопрос: «Как вам удается так ровно гнуть арматуру? И чем вы это делаете?». Хочу рассказать об этом процессе подробнее.
Самодельный станок для гибки арматуры.Способы изготовления элементов армирования
Существует 3 варианта изготовления деталей для арматурных каркасов:
- Выполнение гнутья электрическим станком. Данный вариант подходит для строек, где требуется большие масштабы производства. А также для гнутья арматуры большого диаметра.
- Изготовление деталей ручным станком. Этот вариант хорошо подходит для частных застроек. Ну и на производстве без такого станка не обойтись. Бывают детали которые с помощью электрического станка загнуть не получается.
- Купить готовые детали. Выгода в экономии по времени, но по деньгам дороже.
Какой вариант подходит больше выбирайте сами исходя из ваших потребностей. А я расскажу вам об одном из вариантов изготовления ручного станка, который подойдёт, как для частного, так и профессионального строительства.
А я расскажу вам об одном из вариантов изготовления ручного станка, который подойдёт, как для частного, так и профессионального строительства.
Как сделать станок для гибки арматуры?
Для изготовления станка понадобится следующие материалы и инструменты:
- 2 металлических уголка 75 на 75 мм, длиной по 75-90 см.
- 3 куска шпильки по 12 см, и один кусок 20 см.
- 2 трубки, длиной 10 см.
- 6 гаек и 5 шайб подходящего размера.
- Сварка и пару электродов.
- Болгарка.
Процесс изготовления
В начале подготавливаем уголок. Срезаем его углы под 45 градусов, для того чтобы они при работе не упирались в друг друга и не мешали выполнять загиб (как на фото ниже).
К одному из уголков привариваем две шпильки с внешней стороны. Первый вариант просто приставить и обварить по кругу, но так получится что вместе сварки шпильки с уголком, диаметр увеличивается и в столе необходимо делать большее отверстия для плотного прилегания. Второй вариант, это просверлить отверстие в уголке, и обварить в нём шпильку, после шлифануть.
Крепление станка к столу.На втором уголке, на внутренней его части, привариваем шпильку, она будет служить как рукоятка. Приварили, одели трубку, если надо подогнали по размеру, положили шайбу и закрутили гайкой.
Далее на этом же уголке там где делали зарез привариваем трубку, через которую будет проходить шпилька, с помощью которой будет производиться крепёж к столу, смотрим фото ниже.
Данный станок хорош своей простотой устройства и мобильностью, вы сможете его возить с объекта на объект и устанавливать его на любом столе. С помощью него можно гнуть арматуру до 12 диаметра.
Пример изготовления хомута для колонны.На этом всё, если статья была для вас полезной — ставьте «лайк!», и подписывайтесь на канал, вас ждет ещё много интересного из мира стройки.
Рекомендую к просмотру:
вязка, сварка и гибка арматуры
Для того, чтобы подготовить арматурный каркас, необходимо нарезать прутки арматуры в требуемый размер, согнуть их (если необходимо) и соединить вместе. Резку арматуры проще всего делать с помощью угло-шлифовальной машины (в народе именуемой болгаркой). Соответственно, помимо самой УШМ понадобится защитная одежда и, обязательно, очки. Искры, возникающие при резке арматуры, представляют собой раскалённые частички металла. И одна из самых распространённых травм при работе болгаркой по металлу — попадание окалины в глаза, что очень болезненно. Зачастую частичку металла, попавшую в глаз, может вытащить только офтальмолог — самостоятельно её извлечь невозможно.
Резку арматуры проще всего делать с помощью угло-шлифовальной машины (в народе именуемой болгаркой). Соответственно, помимо самой УШМ понадобится защитная одежда и, обязательно, очки. Искры, возникающие при резке арматуры, представляют собой раскалённые частички металла. И одна из самых распространённых травм при работе болгаркой по металлу — попадание окалины в глаза, что очень болезненно. Зачастую частичку металла, попавшую в глаз, может вытащить только офтальмолог — самостоятельно её извлечь невозможно.
Для гибки арматуры можно купить готовое изделие, а можно изготовить небольшой станок самостоятельно. Обладатели сварочного аппарата могут на металлический каркас наварить два невысоких кусочка трубы. В таком случае арматура пропускается между ними, на неё одевается трубка (удлиняющая рычаг и позволяющая получить меньший радиус изгиба) и поворачивается в нужную сторону.
Но можно легко собрать приспособление для гибки арматуры и не имея сварочного аппарата. Для этого первым делом собирается платформа или стол, образующий плоскость для укладки сгибаемой арматуры. Затем на платформу прикручивается деревянный брусок, ограничивающий перемещение второй половины сгибаемой арматуры. Напротив этого бруска в крайней части платформы устанавливается ещё один брусок. Желательно его сделать небольшим, чтобы вокруг него можно было впоследствии гнуть рамки для перемычек — достаточно будет длины 150 мм. Угол, вокруг которого будет сгибаться арматура, лучше укрепить металлической лентой. Можно согнуть и прикрепить на угол металлический крепёжный уголок. При этом угол лучше сделать не под 90 градусов, а острее, так как, чтобы получить арматуру, согнутую на 90 градусов, её нужно вначале согнуть чуть сильнее.
Расстояние между брусками следует сделать минимальным — чтобы туда влезала арматура, но и только. Иначе будет получаться большой радиус изгиба, что для большинства элементов нежелательно. Поскольку в разное время на стройке может понадобиться сгибать арматуру разных диаметров, то промежуток между брусками делается под самый большой диаметр арматуры. А при гибке арматуры меньшего диаметра в это же пространство можно вставить металлические пластины. Гнётся арматура так же как и в случае со сварным станком — трубкой или уголком, вращающимся вокруг болта, так же вкрученного в платформу рядом с местом сгиба.
А при гибке арматуры меньшего диаметра в это же пространство можно вставить металлические пластины. Гнётся арматура так же как и в случае со сварным станком — трубкой или уголком, вращающимся вокруг болта, так же вкрученного в платформу рядом с местом сгиба.
Отрезав прутки арматуры нужной длины и согнув их, можно приступить к созданию арматурного каркаса. Обычно это делается с помощью вязальной проволоки и специальных крючков. Проволку следует выбирать диаметром 1-1,2 мм, она должна быть из отожжёной стали — мягкая. Иначе с ней будет трудно работать, и она будет часто ломаться.
Крючки можно использовать простейшие ручные, в таком случае вязка осуществляется поворотом ручки по небольшой воображаемой окружности.
Держать при этом пальцами металлическую часть крючка не нужно. Существуют так же полуавтоматические крючки, позволяющие вместо вращательных совершать тянущие движения, но они дороже и чаще ломаются. При наличии шуруповёрта, можно приспособить и его, вместо биты вставив изготовленный из кусочка арматуры или гвоздя крючок.
Остановимся на двух основных узлах, используемых при вязке арматурного каркаса. Самый простой и часто используемый узел вяжется следующим образом.
1. Берётся кусочек вязальной проволоки и складывается пополам
2. Согнутую проволоку немного сгибают ещё раз и пропускают вокруг стержней связываемой арматуры, после чего пальцами догибают навстречу друг к другу петлю и два свободных конца. Связать арматуру будет проще, если получившиеся концы проволоки будут равны по длине или петля будет чуть короче, чем свободные концы.
3. Наконец, крючок вставляют в петлю и начинают проворачивать вокруг свободных концов
4. Когда проволока готова будет вот-вот порваться от чрезмерного затягивания, останавливаются. Иначе при обрыве проволоки узел может развязаться.
Второй узел сложнее в изготовлении, но он незаменим там, где к продольной арматуре необходимо привязать первые элементы поперечной арматуры, при фиксации горизонтальных прутков в стеновых каркасах, либо когда нужна более жёсткая фиксация элементов, противостоящая динамической нагрузке.
1. Кусочек вязальной проволоки складывется пополам.
2. Затем он изгибается на 180 градусов, при этом радуис изгиба должен соответствовать радиусу арматуры, вокруг которой узел будет завязан.
3. Петля и сводобный концы на небольшом расстоянии от места сгиба сгибаются ещё раз под углом 90 градусов, чтобы образовалась «арка», в которую попадёт стержень арматуры.
4. «Аркой» проволока укладывается на арматуру, концы пропускаются под привязываемым прутком и загибаются наверх, после чего, наконец, связываются крючком.
Важно отметить, что вязка арматуры необходима только для того, чтобы обеспечить проектное положение прутков арматуры до и во время заливки бетоном. Наличие или отсутствие проволоки в местах пересечения прутков никак не сказывается на прочности готового изделия, она лишь предотвращает прутки от смещения при ходьбе по арматуре и распределению бетонной смеси. В связи с этим совершенно необязательно связывать все 100% пересечений арматуры — Вы самостоятельно можете определить, как часто Вам нужно делать узлы, чтобы каркас дожил в неизменном состоянии до заливки.
Закрепить арматуру можно не только вязальной проволокой, но и пластиковыми хомутами. Особенно они могут пригодиться при вязке каркасов плит, полов и перекрытий, которые не будут перемещаться после связывания с одного места на другое. Неподготовленному человеку работа с пластиковыми хомутами может даться быстрее, но нужно иметь в виду, что коэффициент температурного расширения пластика значительно (для нейлоновых хомутов — в 6 раз, полиамидных — 7 раз) отличается от коэффициента температурного расширения бетона. Это означает, что при нагревании бетон будет испытывать нагрузку на растяжение изнутри. При вязке металлической проволокой подобных усилий не возникнет, потому что коэффициенты расширения стали и бетона практически одинаковы.
При наличии сварочного аппарата и желании использовать именно его, арматурный каркас можно сварить. Однако следует обратить внимание на то, что сваривать допускается только арматуру диаметром от 10 мм и выше, что автоматически накладывает ограничение на сварку многочисленных рамок, изготавливаемых из арматуры с диаметром 6 или 8 мм. Кроме того, в местах сварки из-за локального перегрева сталь отпускается и теряет в прочности до 20%. В этих местах арматура хуже работает на растяжение.
Кроме того, в местах сварки из-за локального перегрева сталь отпускается и теряет в прочности до 20%. В этих местах арматура хуже работает на растяжение.
Следует остановиться ещё на порядке стыкования арматуры. Не допускается укладывать в каркас один пруток за другим — их необходимо стыковать в нахлёст.
Длина нахлёста зависит от класса соединяемой арматуры, марки применяемого бетона и прямо пропорциональна диаметру арматуры (d):
| М100 | М150 | М200 | М250 | М300 | |
|---|---|---|---|---|---|
| Арматура класса A-I | 72d | 58d | 42d | 34d | 30d |
| Арматура класса A-II | 56d | 45d | 34d | 28d | 25d |
| Арматура класса A-III | 69d | 55d | 40d | 33d | 29d |
Таблица 6. «Расчёт длины нахлёста арматуры»
Пример: для фундамента со стороной 10 метров необходимо состыковать арматурные прутки диаметром 12 мм класса A-III. Предполагается использование бетона М250. По таблице находим, что нахлёст должен составлять 33 диаметра, то есть 33 х 12 = 396 миллиметров.
Поскольку в строительстве обычно применяются бетоны марки М200 и выше, а арматура — класса A-III, то для простоты запоминания можно применять формулу «длина нахлёста равна сорока диаметрам арматуры».
Стыковать арматуру следует в местах, где она менее всего работает на растяжение (об этом лучше спросить проектировщика железобетонной конструкции), а стыки соседних прутков должны располагаться вразбежку.
|
|
Станок для гибки арматуры своими руками (чертеж + фото) Мы остановились на простом варианте станка для гибки арматуры который можно сделать своими руками. Если вы начали возводить новый дом, то, для укрепления бетонного фундамента вам понадобится сделать армированный каркас. Арматурный прут выпускается, как любой металлопрокат, исключительно в прямом виде. А ведь для того, чтобы изготовить каркас из арматуры, ее надо определенным образом погнуть. Причем выполнять эту операцию придется непосредственно на месте строительства. Рациональный выход есть лишь один — это сделать станок для гибки арматуры своими руками. Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций. Принцип сгибания арматуры
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания. Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками. Как согнуть арматуру без специального устройстваИ все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств. Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Как сделать приспособление для гибки арматурыЕсли все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке. Вариант арматурогиба из подручных средств Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке. Последовательность действий
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
ДостоинстваПриспособления для гибки арматуры своими руками имеет ряд преимуществ перед стационарными станками заводского изготовления такие, как:
Если это устройство покажется сложным в реализации, можете перенять опыт фирмы «КаркасЭлитСтрой», которые предоставили эти чертежи станка для гибки арматуры: Основание станка Петля станка Общий вид станка Альтернативные способы работы с арматуройЕсли вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео. А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица: Таблица минимальных радиусов гиба арматуры, прутка и кругляка Стременогибочный станок-Стабильная производительность-Гибочный стремяСтанок для гибки стремена имеет другое название — станок для гибки стремена. Эта машина широко используется в строительстве. Станок для изготовления стремена в некоторой степени является одним из видов гибочных станков, но у него есть некоторые функции, которых нет у обычной гибочной машины. Сгибатель может изгибать стержень, арматуру, арматурный стержень и сталь в пределах 180 ° в различные формы в соответствии с различными настройками, например, треугольник, четырехугольник, пентаграмма, многоугольник и кольцо.Кроме того, эта машина также может сгибать металлы в форме буквы «U». Вот почему гибочные машины стремени также называют U-гибочными инструментами. Типы стоек БендерыУ нас есть различные типы гибочных машин для стремена, доступных для продажи. Мы предоставляем автоматический гибочный станок и полуавтоматический гибочный станок; а также, у нас есть станок для гибки проволоки с ЧПУ. Для всех этих стремя машин наша компания может поставлять машины по индивидуальному заказу соответственно. HGTW4-10-стремя-гибочный станок Диаметр одиночной круглой проволоки : 4-10 мм HGTW4-12 Автоматический струбогибочный станок Диаметр одинарной круглой проволоки : 4-13 мм HGTW4-12A Станок для гибки стремен Диаметр одинарной круглой проволоки : 4-13 мм HGTW6-16 стременогибочный станок Диаметр одинарной круглой проволоки : 6-16 мм Функция гибочной машины Ellsen StirrupФункция гибочного станка для стремена состоит в том, чтобы сгибать стержни в различные формы в соответствии с различными требованиями, такими как прямоугольник, квадрат и другие простые формы.Станок для гибки стремена Ellsen может сгибать стальной стержень диаметром от 4 до 32 мм. И объем обработки, и внешний регулятор не обязательны, поэтому этот тип машины довольно удобен в использовании. разных размеров из Ellsen стремен бендерыО гондолах Ellsen у нас есть четыре разных размера: GF20, GF25, GF 28 и GF32. Гибочная машина Ellsen StirrupGF20 и GF25 похожи друг на друга. Их структура относительно проста, а их производительность относительно ниже по сравнению с двумя другими типами стременных машин.Но они очень гибки в работе. Эти прутковые машины имеют кнопку, которая может переключать углы изгиба напрямую от 90 ° до 135 °, потому что эти две дуги используются чаще. Кроме того, наши стременные машины Ellsen могут изгибать прутки под любым углом под углом 180 °. Поскольку GF20 и GF25 являются полуавтоматическими, ими легко управлять вручную, чтобы решить, какие дуги вы хотите сделать. GF28 — это станок с числовой панелью управления из широкого диапазона круглых стержней диаметром от 4 до 28 мм.Вы можете установить определенный угол в пределах 180 ° на панели управления. Это легко и надежно работать. Этот автоматический струбогиб может сэкономить трудозатраты и повысить эффективность обработки прутков. И GF32 может сгибать стальные прутки от более широкого диапазона от 4 мм до 32 мм. Технические характеристикиGF20 (опционально шкала, опция внешнего регулятора)Станок для гибки стремена GF20 Диаметр круглого стального стержня : 4-20 ммСкорость главной оси : 25-30 раз в минуту Мощность двигателя : 2.2 кВт, 380 В Размер машины : 850 × 550 × 850 мм Размер упаковки : 900 × 600 × 1020 мм Н.В. : 80 кг G.W : 100 кг Получить бесплатное предложение GF25 (опционально шкала, опция внешнего регулятора)Станок для гибки стремена GF25 Диаметр круглого стального стержня : 4-25 ммСкорость главной оси : 25-30 раз в минуту Мощность двигателя : 3 кВт, 380 В Размер машины : 850 × 550 × 850 мм Размер упаковки : 900 × 600 × 1020 мм Н.W : 150 кг G. W : 170 кг Получить бесплатное предложение GF28 (с числовым программным управлением)Станок для гибки стремена GF28 Диаметр круглого стального стержня : 4-28 ммСкорость главной оси : 25-30 раз в минуту Мощность двигателя : 3 кВт, 380 В Размер машины : 950 × 550 × 850 мм Размер упаковки : 1000 × 600 × 1050 мм NW : 180 кг ГВт : 220 кг Получить бесплатное предложение GF32 стременогибочный станокСтанок для гибки стремена GF32 Диаметр круглого стального стержня : 4-32 ммСкорость главной оси : 25-30 раз в минуту Мощность двигателя : 3 кВт, 380 В Размер машины : 670 × 670 × 850 мм Размер упаковки : 750 × 750 × 1050 мм Н.W : 250 кг G. W : 280 кг Получить бесплатное предложение Особенности стремена Ellsen 1. Компактная конструкция. Почему выбирают Ellsen Stirrup Bender Machinery?Оборудование для изготовления стремен Ellsen использует передовые высокотехнологичные технологии для проектирования и производства машин.В дополнение к опытному квалифицированному персоналу, наше оборудование для стремян имеет высокое качество, но недорогую цену. Именно поэтому автоматическая машина для изготовления стремян Ellsen становится все более популярной во всем мире. Ellsen специализируется в этой области техники в течение 20 лет. В настоящее время он превратился в одного из лидеров машиностроения в Китае. Таким образом, машины для гибки стремян, поставляемые Ellsen, более конкурентоспособны на рынках. , Понимание контролируемого, неконтролируемого и подкрепляющего обученияКак только мы начинаем углубляться в концепции искусственного интеллекта (ИИ) и машинного обучения (МЛ), мы сталкиваемся с обильным количеством жаргона, связанного с этой областью обучения. Понимание этого жаргона и того, как оно может повлиять на исследование, связанное с МЛ, имеет большое значение для понимания исследования, проведенного учеными и специалистами по данным, чтобы привести ИИ в такое состояние, каким оно является сейчас. В этой статье я предоставлю вам полное определение контролируемого, неконтролируемого и вспомогательного обучения в более широкой области машинного обучения.Вы, должно быть, сталкивались с этими терминами, когда наводили курсор на статьи, относящиеся к прогрессу, достигнутому в области искусственного интеллекта, и роли, которую играет ML в продвижении этого успеха вперед. Понимание этих концепций является конкретным фактом и не должно подвергаться риску любой ценой. Здесь мы подробно обсудим концепции, убедившись, что время, потраченное на понимание этих концепций, окупается, и что вы постоянно осведомлены о том, что происходит во время этого продвижения к искусственно интеллектуальному обществу. Подконтрольное, неконтролируемое и усиленное машинное обучение — это, в основном, описание способов, с помощью которых вы можете позволить машинам или алгоритмам проигрывать набор данных.Также можно ожидать, что машины узнают что-то полезное из этого процесса. Обучение под наблюдением, без присмотра и подкрепление проложит путь в будущее машин, которые, как ожидается, будут яркими и со временем помогут людям в повседневных делах. Контролируемое обучение С выходом известного алгоритма все, что нужно сделать системе, — это разработать шаги или процесс, необходимые для перехода от входа к выходу.Алгоритм обучается с помощью набора обучающих данных, который ведет машину. Если процесс идет наперекосяк и алгоритмы дают результаты, совершенно отличные от ожидаемых, то обучающие данные вносят свой вклад, чтобы направить алгоритм обратно к правильному пути. Машинное обучение под наблюдением в настоящее время составляет большую часть ML, который используется системами во всем мире. Входная переменная (x) используется для соединения с выходной переменной (y) с помощью алгоритма.Все входные данные, выходные данные, алгоритм и сценарий предоставляются людьми. Мы можем понять контролируемое обучение еще лучше, если взглянуть на него через два типа проблем. Классификация : проблемы классификации классифицируют все переменные, которые формируют выходные данные. Примеры этих категорий, сформированных посредством классификации, могут включать демографические данные, такие как семейное положение, пол или возраст. Наиболее распространенной моделью, используемой для этого типа статуса обслуживания, является машина опорных векторов.Машины опорных векторов определены для определения границ линейного решения. Регрессия : проблемы, которые можно классифицировать как проблемы регрессии, включают типы, в которых выходные переменные задаются как действительное число. Формат для этой проблемы часто следует линейному формату. Неподготовленное обучение В процессе обучения без учителя система не имеет конкретных наборов данных, и результаты большинства проблем в основном неизвестны. В простой терминологии система ИИ и цель ОД ослеплены, когда она входит в операцию.Система имеет свои безупречные и огромные логические операции, чтобы направлять ее по пути, но отсутствие надлежащих алгоритмов ввода и вывода делает процесс еще более сложным. Каким бы невероятным ни казался весь процесс, неконтролируемое обучение способно интерпретировать и находить решения для неограниченного количества данных с помощью входных данных и двоичного логического механизма, присутствующего во всех компьютерных системах. Система не имеет справочных данных вообще. Процедура чрезвычайно проста, так как вам просто нужно научить компьютер всем деталям, относящимся к рисункам. Вы можете сообщить системе, что все фигуры с четырьмя сторонами известны как квадраты, а другие с восемью сторонами известны как восьмиугольники и т. Д.Мы также можем научить систему интерпретировать цвета и видеть, как классифицируется излучаемый свет. Однако, в процессе обучения без присмотра весь процесс становится немного сложнее. Алгоритм для неконтролируемой системы обучения имеет те же входные данные, что и для его контролируемого аналога (в нашем случае, цифровые изображения, показывающие формы в разных цветах). Получив входные данные, система извлекает все возможное из имеющейся информации. Фактически, система работает сама по себе, чтобы распознать проблему классификации, а также различия в формах и цветах.Имея информацию, относящуюся к данной проблеме, система обучения без присмотра распознает все подобные объекты и сгруппирует их. Этикетки, которые он будет давать этим объектам, будут разработаны самой машиной. Технически, там обязательно будут неправильные ответы, поскольку существует определенная степень вероятности. Однако, подобно тому, как мы, люди, работаем, сила машинного обучения заключается в его способности распознавать ошибки, учиться на них и в конечном итоге делать более точные оценки в следующий раз. Укрепление обучения Укрепление Обучение не является простым и решается с помощью множества различных алгоритмов. На самом деле, в процессе обучения подкреплению агент выбирает наилучшее действие на основе текущего состояния результатов. Рост обучения в области подкрепления привел к созданию широкого спектра алгоритмов, которые помогают машинам узнать результат своей работы.Поскольку к настоящему времени у нас есть базовое понимание обучения с подкреплением, мы можем лучше понять его, сформировав сравнительный анализ между обучением с подкреплением и концепциями контролируемого и неконтролируемого обучения, которые мы подробно изучали ранее. 1. Супервизированное обучение против обучения: В супервизированном обучении у нас есть внешний супервайзер, который обладает достаточными знаниями об окружающей среде, а также делится знаниями с супервизором, чтобы сформировать лучшее понимание и выполнить задачу, но поскольку у нас возникают проблемы, когда агент может выполнить так много различных видов подзадач для достижения общей цели, присутствие супервизора не является необходимым и непрактичным.Мы можем взять пример шахматной игры, в которой игрок может выполнить десятки тысяч ходов, чтобы достичь конечной цели. Создание базы знаний для этой цели может быть действительно сложной задачей. Таким образом, крайне важно, чтобы в таких задачах компьютер учился самостоятельно управлять делами. Следовательно, для машины более целесообразно и уместно учиться на собственном опыте. Как только машина начинает учиться на собственном опыте, она может получить знания из этого опыта для применения в будущих действиях.Это, вероятно, самое большое и самое важное различие между концепциями подкрепления и контролируемого обучения. В обоих этих типах обучения существует определенный тип отображения между выводом и вводом. Но в концепции обучения с подкреплением есть примерная функция вознаграждения, в отличие от контролируемого обучения, которая позволяет системе узнать о своем прогрессе по правильному пути. 2. Усиление против обучения без контроля: Усиление обучения в основном имеет структуру отображения, которая направляет машину от ввода к выводу.Тем не менее, Unsupervised Learning не имеет таких функций, присутствующих в нем. В обучении без учителя машина фокусируется на основной задаче поиска шаблонов, а не на картировании для продвижения к конечной цели. Например, если задача машины состоит в том, чтобы предложить пользователю хорошее обновление новостей, алгоритм обучения подкреплению будет искать регулярную обратную связь от соответствующего пользователя, а затем с помощью обратной связи построит авторитетный график знаний обо всех новостях. связанные статьи, которые могут понравиться человеку.Напротив, алгоритм неконтролируемого обучения попытается просмотреть многие другие статьи, которые читал человек, аналогичные этой, и предложить что-то, соответствующее предпочтениям пользователя. Области в машинном обучении бесконечны. Вы можете посетить мой канал на YouTube, чтобы узнать больше о мире искусственного интеллекта и о том, как будущее будет продиктовано использованием данных в машинах. Машина весны гибочной машины проводатолщиная формируя для рамки места автомобиля3D толстогибочный станок для гибки пружин проволоки для каркаса автомобильного сиденья Описание продукта Переносной стальной листогибочный станок, широко используемый в высотных зданиях, на автомагистралях, в железнодорожных фундаментах на сваях из стальных клеток и стальных прутков в различных каркасы зданий, пригодные для использования в изгибе стальных стержней со стальной свайной головкой, включают электрический масляный насос сверхвысокого напряжения, переносную стальную гибочную машину Стандартная топливная труба высокого давления 5 м. Характеристики продукта
Прочность продукта
Параметр продукта . |
 Еще вы узнаете простые способы гибки арматуры вручную.
Еще вы узнаете простые способы гибки арматуры вручную. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.Гибка арматуры своими руками. Станки для гибки и резки арматуры своими руками
Изгиб арматуры — это процесс изменения формы материала с сохранением прочностных характеристик при применении механического воздействия. Так можно получить стержни, изгибы, элементы в виде спиралей и других форм. Эта манипуляция также распространена при создании ограждений частных усадеб, решеток и ворот. Стоит отметить, что изменить вид арматуры можно только в том случае, если она имеет стальную основу, так как деформация стеклопластика невозможна.
Характеристики
В процессе монтажа конструкций различных типов загибов сами клапаны становятся незаменимым этапом работы. Как правило, она применяется для кладки, железобетонных изделий, которые активно используются в строительстве, и для армирования. клетки. Оптимальный способ проведения работ — механический. Это связано с тем, что такие методы, как разогрев места изгиба автогеном или паяльной лампой, а также пиление подручными инструментами, например угловым станком, значительно снижают прочностные характеристики изделия.Место деформации должно быть ровным, при этом исключены острые углы.
Самый простой способ
Самый простой способ гибки заключается в следующем. Заготовка, подверженная деформации, помещается между упором и центральными элементами инструмента. С помощью изгибаемой части изгиб арматуры формируется в нужную сторону. Необходимо довести элемент до упора, предварительно подогнав под нужный угол изделия. Сторона закругления может быть любой: против часовой стрелки или в обратном направлении.Точность точки изгиба обеспечивается стопорным пальцем, и нет возможности подвижных частей заготовки, которые не подлежат изменению.
Ручные станки
Гибку арматуры можно производить на разном оборудовании. Он делится на два типа приводов — это механические и ручные устройства. Последние могут иметь любое внешнее оформление, используются два основных типа конструкции: переносная и настольная. Простота устройств обеспечивает удобство использования и последующего ухода.
Портативный вариант имеет относительно небольшой вес. Следовательно, его движение может осуществляться усилиями двух человек. Настольное приспособление закреплено на верстаках. Приспособления используются, как правило, для изготовления элементов диаметром не более 14 мм. Поэтому не всегда они подходят для масштабного строительства. В то же время для использования на личном сайте они являются оптимальным вариантом.
Механические принадлежности
Механические станки для гибки и резки арматуры отличаются идентичным способом гибки стержней.Исключение составляют специальные устройства. На диске размещены центральный и изгибающий пальцы — это основной рабочий элемент устройства, который через редуктор соединен с электродвигателем. Между элементами устанавливается заготовка необходимой длины. Во время вращения основания он входит в контакт с упорным элементом, оснащенным переключателем электродвигателя, и огибает центральный под действием силы, передаваемой от изгибающего пальца. Изгиб арматуры считается завершенным при касании упора, от которого зависит результирующий угол, и штифтов.
Гибка арматуры подручными материалами
Фитинги для заливки фундамента дома можно гнуть самостоятельно с помощью приспособлений из подручных материалов. В распространение поступило несколько вариантов. Самым простым и в то же время эффективным является использование трубы, предварительно забетонированной или закопанной в грунт. Для этого подбирается полый элемент с малым диаметральным размером. Необходимо опустить арматуру внутрь трубы и загнуть оставшуюся часть на поверхности.Грамотный подбор диаметра обеспечит плотную фиксацию стержня. Чтобы получить изделие с нужным изгибом, обычно можно обойтись без помощников, так как этот процесс не требует особых усилий. При возникновении затруднений можно использовать вторую трубу. Она кладет его на арматуру.
Также есть еще одно приспособление для гибки арматуры своими руками . Он основан на аналогичном принципе, поиск материалов для его изготовления не представляет труда.Достаточно найти две булавки и две трубы. Последний должен быть стальным. В этом случае их диаметр выбирается в соответствии с размером арматуры, используемой для изгиба. Следует отметить, что количество физических усилий уменьшается с увеличением длины труб. Булавки необходимо вкопать в землю плотно на достаточную глубину. С обоих концов заготовки надевают подготовленные трубы. Штифты используются как опора. Они обеспечат более легкое соединение труб и доведение арматуры до нужного изгиба.Если их нет в наличии, можно использовать другие подходящие детали, используемые в конструкции.
Фитинг из швеллера
Такой станок для гибки арматуры своими руками построен по несколько иному принципу. Для фиксации заготовки устанавливается стальной неподвижный элемент, выступающий в виде центрального штифта, и упор. Затем крепится узел вертлюга, дополняемый рычагом достаточной длины и штифтом для загиба. Усилие, прикладываемое к рычагу во время вращения узла, обеспечивает изгиб стержня под выбранным углом вокруг стального штифта, установленного в центре.Такая конструкция позволяет легко работать с арматурными деталями диаметром 14 мм. Если использовать длинный рычаг и усилить приспособление, можно будет гнуть заготовки большого диаметра.
Как сделать автомат из канала?
Для создания такого механизма не требуется много времени. Достаточно двух-трех часов. Работать с ним намного проще, чем сгибать и разрезать арматуру с помощью тисков. Ниже представлен один из вариантов реализации. Металлические трубы, используемые в качестве опор, вбиваются в землю.Их приваривают к швеллею длиной около метра. К его верхней части прикрепляются два уголка — это нужно для создания упора для заготовки. В качестве рычага выступают две стальные трубы. Их нужно сварить, угол между ними должен составлять 90 градусов.
Горизонтальный элемент снабжен надставкой. Вертикаль используется для прохождения оси. Таким образом, действие рычага, к которому необходимо приварить уголок, значительно усиливается. Это обеспечит фиксацию заготовки во время работы.Уровень угла должен соответствовать уровню верхней части рамы. Для изготовления оси используется стальной пруток, диаметр которого находится в пределах 30 мм. При этом нижняя его часть должна иметь форму квадрата. В канале также вырезается отверстие такой же формы. Так вы сможете избежать выпадения или поворота оси во время изгиба арматуры.
Тату-ботаник: Катушки татуировки 101
| Рама Workhorse Irons Bulldog. |
Я работаю над этим блогом уже некоторое время, в основном потому, что собираюсь поделиться очень непопулярным мнением в тату-сообществе. Если вы знаете, что искать, вы можете получить качественную тату-машину от безымянного, стороннего или иностранного производителя и часто сэкономить сотни долларов. Идея о том, что вам нужно потратить сотни, чтобы получить хорошую тату-машину, продвигается тату-студиями по разным причинам, в основном в надежде, что они не допустят появления тату-машинок в руках неподготовленных профессионалов.Если вы посмотрите на Craigslist.org, вы увидите, что кампания дезинформации не работает. Фактически, здесь есть много профессионально подготовленных художников, верящих пропаганде и полностью верящих в то, что потраченные деньги являются гарантией качества покупаемых ими устройств.
«Вы получаете то, за что платите» — популярный анекдот о татуировках, и в большинстве случаев это правда. Качество имеет свою цену, и если вы не готовы платить, велика вероятность, что вы не получите качество.Однако мы все знаем, что цены на некоторых артистов завышены, они берут больше, чем стоит их мастерство, или берут больше, чем может взимать более талантливый художник без шумихи, связанной с именем «знаменитости». То же самое и с татуировочными машинами, и на самом деле те, кто клевещет на тату-машины из источников, которые они считают непрофессиональными, часто владеют машинами, которые состоят из компонентов, произведенных теми же зарубежными компаниями, производящими недорогие тату-машины.
Тем не менее, вы должны знать, что ищете.Заказывая тату-машинки он-лайн, вы покупаете незаметно. Вы не узнаете, что у вас есть, пока не прибудет машина. Хотя цена не является гарантией качества, более высокая цена, по крайней мере, предполагает более качественные материалы и более точное производство. Хотя я бы возражал против необходимости в татуировочной машине за 300 долларов, чтобы сделать хорошую татуировку, я бы также смотрел на машину за 25 долларов как на источник многих проблем, которые могут возникнуть у татуировщика при выполнении татуировки. Мои машины за 300 долларов, купленные просто потому, что они мне нужны, татуируются не лучше, чем мои машины за 100 долларов.
Если вы не знаете, что ищете в машине, у вас всегда будут проблемы с татуировкой, которые вы просто не сможете объяснить. Твердое ученичество должно научить вас всему, что вам нужно знать о тату-машинке, но, как и в татуировках и тату-машинах, качество ученичества не всегда является данностью.
Я предлагаю здесь лишь некоторые основы. У вас должен быть некоторый опыт работы с татуировочной машиной, чтобы большинство из них было актуальным. Надеюсь, это расширит некоторые из вещей, которые вы уже изучаете.Кроме того, большинство мнений о тату-машинах — это всего лишь мнения. Они основаны на некоторой науке, но в основном на опыте отдельных художников. Великие художники-татуировщики никогда не боялись экспериментировать со своими машинами; пробовать разные материалы и конфигурации. Большая часть информации, которую я предлагаю здесь, указывает на тенденции в форме и функциях машины. В конечном итоге художники определяют, какой тип машины лучше всего подходит для них, исходя из того, чего они пытаются достичь.
Идеальная машина работает стабильно с минимальной настройкой.Он делает то, что от него ожидается. Когда художник может положиться на машину, чтобы работать определенным образом, и понимает, как эта операция повлияет на ход, который делает машина, он или она может быть более уверенным в использовании этой машины для выполнения татуировки. Дешевые материалы, некачественные производственные стандарты и ненужные регулируемые компоненты лишают тату-машинку целостности.
Рамки
Если от лучшей татуировочной машины можно ожидать лучшей татуировки, то и лучшей татуировочной машины можно ожидать от более совершенной рамы тату-машины.О материалах каркаса много шума; латунь, железо, сталь, цинк, алюминий и даже более экзотические материалы имеют свои сильные и слабые стороны. Тяжелые материалы, такие как латунь или железо, как правило, уменьшают вибрацию. Более легкие материалы, такие как алюминий или цинк, как правило, позволяют татуировщику работать дольше (поскольку удерживать вибрирующий кусок металла над рукой в течение нескольких часов может быть проблемой). Проводящие материалы могут иметь катушки, непосредственно контактирующие с основанием рамы, в то время как непроводящие материалы требуют ярма для образования U-магнита с катушками.Если ваша рама нагревается, проблема обычно в цепи, а не в раме. Магнитное поле рамы так мало влияет на работу, что другие аспекты машины преодолевают любые опасения по поводу материалов, влияющих на магнетизм машины (хотя некоторые материалы могут намагничиваться сами).
Основное беспокойство по поводу рамы тату-машинки — это ее геометрия. Это включает в себя длину основания рамы машины (более длинная машина имеет тенденцию работать медленнее и поддается затемнению или окрашиванию) и высоту стойки (которая дает место для катушек разной длины).Однако наиболее важным аспектом геометрии рамы является совмещение опоры пружины, основания рамы и трубных тисков, или, точнее, отверстий для винтов и отверстия тисков.
| Две дешевые рамки, но рамка слева была дешевле, но гораздо лучше совмещена, чем рамка справа. |
Если рама не выровнена, всегда будут проблемы с ее работой. Несоосность может привести к более быстрому нагреву рамы во время работы и более быстрому износу пружин.Усилие на стержне якоря обычно будет непостоянным, так как оно не выровнено по центру сердечников катушки. На изображении выше показаны две относительно недорогие рамы станка, но выравнивание одной из правых настолько далеко от центра основания рамы, а опора пружины полностью смещена с катушками и трубными тисками, что по сути бесполезна. Вы можете нанести им татуировку, но вы, скорее всего, столкнетесь с проблемами качества вашей работы, что было бы менее вероятно с рамкой слева.
| Обратите внимание на вариант с сокращенной стойкой. |
Выравнивание по вертикали спереди влияет на работу машины, улучшая ее выполнение определенной функции; бегать быстрее или медленнее. Передняя стойка обычно либо выровнена с передней катушкой, либо впереди передней катушки. Чем дальше вперед передняя стойка, тем больше ход машины и меньше скорость машины. Рамы, предназначенные для облицовки, имеют тенденцию держать переднюю часть вертикально близко к передней катушке или выровнены с ней, в то время как рамы, предназначенные для затенения или окраски, имеют тенденцию быть впереди передней катушки.
Обрезанные рамы позволяют регулировать положение переднего переплетного столба; Это означает, что рама может быть сконфигурирована как подкладочная или затеняющая машина, в зависимости от положения стойки. Хотя в некоторых ситуациях это может быть выгодно. Большинство профессиональных татуировщиков используют несколько машин, каждая из которых настроена для разных функций. У обрезанных рам есть еще одно место, где вещи могут расшататься и сдвинуться с места при вибрации машины.
| Обратите внимание на небольшой шаг крепления пружины справа. |
Последний аспект геометрии рамы, который следует учитывать, — это шаг крепления пружины. Как правило, опора пружины должна быть плоской или параллельной основанию рамы. Крепление с уклоном может обеспечить большее натяжение задней пружины, что приведет к более быстрой работе машины. Некоторые рамы даже были спроектированы так, чтобы можно было регулировать шаг пружинного крепления (что, опять же, является еще одной подвижной частью, которая может свободно вибрировать). Искусственное натяжение задней пружины заставит машину работать как футеровка, но за счет большего износа самой пружины.
Рамы обычно производятся одним из трех способов; литые, вырезанные из проволоки и прессованные с последующим сгибанием. Отлитые рамы обычно считаются идеальными; металл для каркаса заливается в форму, в результате получается одна прочная и (надеюсь) стабильно стабильная деталь. Каркасы, вырезанные из проволоки, по сути, берут твердый кусок металла и вырезают из блока форму. В результате получился цельный кусок металла (надеюсь) с чистыми углами и линиями. Это обычное дело для машин, которые массово производятся за границей.Не менее распространены станки для прессования и гибки. Это менее желательно, потому что процесс сгибания металла в форму создает внутренние слабые места в раме, и, если разрез не был спроектирован с учетом окончательной формы, в процессе гибки могут возникнуть проблемы с выравниванием.
Как правило, следует избегать рамок, состоящих из нескольких частей. Татуировочные машины вибрируют, поэтому вы хотите, чтобы ваша рама была как можно более прочной. Если рама состоит из нескольких частей, скрепленных болтами, вибрация ослабляет детали, что означает изменение консистенции машины и необходимость постоянной переналадки.Вибрация тату-машины может со временем изменить выравнивание рамы, которая была спрессована, а затем изогнута в форму, рамы, вырезанной из проволоки, которая слишком тонкая, или литой рамы, которая имеет дефекты или дешево изготовлена, но рамы, которые несколько частей страдают от этого недостатка больше, чем другие.
Имейте в виду, что, кроме выравнивания, другие аспекты рамы можно преодолеть, заменив другие компоненты машины для компенсации. Например, более длинная рама может быть ускорена с помощью пружин более высокого калибра или небольшого конденсатора (среди других методов).Опять же, эти аспекты машинного дизайна указывают на тенденции, и художник должен определить, что лучше всего подходит для них.
Катушки обычно имеют 8, 10 или 12 «витков» (слой провода, намотанный вокруг сердечника) красного или зеленого магнитного провода 24 AWG с номинальной температурой 150 ° C). Проволока обычно наматывается на железный сердечник 3/16 или 5/8 или катушечный сердечник. Количество витков влияет как на скорость машины (немного), так и на тягу электромагнита вниз, образованного катушками.В машинах, используемых для облицовки или окраски, как правило, предпочтение отдается большей направленной вниз силе.
В идеале, катушки должны иметь плотную намотку. Это означает отсутствие зазоров между проводом, когда он проходит вокруг сердечника. Это легче сделать с помощью машины, чем вручную (как тот, кто наматывал бухты, я могу засвидетельствовать этот факт), однако, покупая бухты серийного производства, вы снова подвергаетесь производственному процессу и контролю качества производителя. . Катушки обычно обернуты изолятором или гильзой, которая непрозрачна или украшена каким-либо искусством.Даже с прозрачным изолятором вы сможете увидеть только верхнюю обертку, которая может скрыть недостатки нижних слоев.
Более того, некоторые недобросовестные производители прокладывают свои катушки, добавляя к обмотке дополнительный изолятор, из-за чего создается впечатление, что обмотки имеют больше витков, чем есть на самом деле. Не разрезая катушку и не разматывая ее, стоит обратить внимание на гладкие прямые изолирующие втулки и сравнить характеристики катушки в машине с ожидаемыми.Если катушки имеют раздутый вид, это свидетельствует о том, что обертка набита, и вы получаете намотку меньшего размера, чем указано.
Татуировщики, которые покупают машины у сторонних производителей, почти всегда меняют катушки на наборы, которые они приобрели у проверенного источника. Даже у надежных производителей массовое производство часто может приводить к дефектам, которые мешают стабильной работе. Мой опыт работы с недорогими машинами составляет примерно 50/50; они с одинаковой вероятностью придут как с хорошими катушками, так и с плохими.
Конденсаторы
Конденсатор вместе с проводом, наконечниками для пайки и катушками (находящимися в контакте с проводящей рамкой или ярмом) образуют электромагнит, который управляет работой тату-машины. Назначение конденсатора — регулировать «поток» электричества через цепь, делая машину более стабильной. 47 мкФ (единицы Фарада) и 22 мкФ — конденсаторы наиболее распространенного размера, используемые во всех машинах, но регулировка размера конденсатора может изменить способ работы машины.
Увеличивая мкФ, ваш конденсатор большего размера замедляет работу схемы, а также может увеличивать направленную вниз силу. Конденсатор меньшего размера обычно быстрее и имеет меньшую силу. Имейте в виду, что другие факторы могут нарушить работу машины (сила больше зависит от пружин). Второй наиболее частой причиной перегрева машины является плохой конденсатор, причем первым наиболее частым виновником является неподготовленный художник, который думает, что увеличение напряжения на источнике питания увеличит мощность и скорость машины.Механически машина имеет верхний предел производительности. Предел напряжения (v) обычно печатается на конденсаторе вместе с его номиналом мкФ. Превышение этого предела может повредить конденсатор и привести к перегреву машины (а также в крайних случаях прожечь / просверлить отверстие в передней пружине). Большинство используемых конденсаторов имеют номинальное напряжение 25 или выше, в то время как машины обычно работают от 12 вольт или меньше.
Схемы тату-машинки обычно продаются как единое целое. Конденсаторы, как правило, служат не так долго, как катушки.Простая модификация схемы может отделить конденсатор от катушек, поместив конденсатор на отдельную линию с отдельными выводами для пайки. Это позволяет заменить конденсатор на катушках, если проблема станет очевидной или если вы просто захотите попробовать конденсатор другого размера на своей машине.
Пружины и стержни якоря
Пружина и стержень якоря в сборе — движущаяся часть машины. Когда электрическая цепь машины замкнута (передняя пружина контактирует с синхронизирующим винтом), катушки образуют электромагнит, который тянет стержень якоря вниз к сердечникам катушек.Это размыкает цепь, отключает магнит и освобождает стержень якоря. Натяжение, создаваемое движением вниз узла на задней пружине, меняется на противоположное, и узел перемещается вверх до тех пор, пока не войдет в контакт с синхронизирующим винтом, и цикл повторяется. Скорость цикла машины помогает определить, для чего она используется. Машины для облицовки обычно работают быстрее, например, 120–140 (или более) циклов в секунду, машины для затенения — от 110–120 циклов в секунду, а машины для окраски — 100–110 циклов в секунду (или меньше).
| Сборка стержня якоря / пружины |
Следует отметить, что мы снова говорим о тенденциях, а не о жестких правилах. Использование машины определяется сочетанием факторов и способом татуировки татуировщиком. Нет правильной или неправильной скорости. Более быстрая машина требует более быстрой руки.
Стержни якоря обычно изготавливают из железа или другого ферромагнитного металла (реагирующего на магниты).Пружины обычно изготавливаются из (ах!) Пружинной стали. Пружинная сталь — это сплав, который позволяет металлу возвращаться (или возвращаться) к своей первоначальной форме при изгибе или скручивании. Стержни арматуры бывают разного веса и длины, при этом более тяжелые поперечные стержни помогают снизить скорость машины. Пружины бывают разной толщины; более толстые калибры ускоряют машину и увеличивают направленную вниз силу узла.
Передняя пружина изогнута примерно на 15-25 градусов. Чем больше изгиб или «перекат», тем меньше сила хода машины (поскольку игла проходит меньшее расстояние).Калибр передней пружины (также называемой пружиной газораспределительного механизма) влияет на скорость машины; более толстый калибр приводит к более быстрой машине, потому что он имеет меньшую отдачу при контакте с синхронизирующим винтом, чем более тонкий калибр. Задние пружины, как правило, плоские и определяют натяжение машины и направленную вниз силу в сборе; чем больше калибр, тем больше прилагаемое усилие. Подкладочные машины, цветные машины и большие группы игл, как правило, требуют большего усилия, чем машины для затенения или маленькие группы игл.Натяжение также можно увеличить, слегка согнув заднюю пружину.
Традиционно пружины делятся на две части; спереди и сзади. Когда я впервые купил машину с неразъемной пружиной, я подумал, что производитель срезал углы. Одна деталь означает меньшее количество шагов в процессе изготовления и будет дешевле. Однако я видел несколько уважаемых компаний, предлагающих неразъемные пружины. Преимущество, которое я мог видеть от цельной пружины, заключается в том, что пружина контактирует со стержнем якоря до точки, где она изгибается, что делает ее потенциально более устойчивой.Стандартная пружина в сборе оставляет переднюю пружину приподнятой задней пружиной немного выше стержня якоря. К недостаткам можно отнести то место, где пружина прикреплена к стержню якоря, которая является точкой натяжения и более слабой, чем в стандартной сборке. В стандартной сборке точкой натяжения является центр задней пружины. Он также предлагает меньшую гибкость в настройке; цельная пружина представляет собой единый калибр, в то время как традиционная сборка из двух частей позволяет использовать два разных калибра в зависимости от предпочтений художника.
Еще одно нововведение, которое мне больше нравится, — это система Tru-Spring от Eikon. Стержни якоря в этой системе обрезаны под углом 15 градусов и имеют отдельное крепление для обеих пружин. Это означает, что в передней пружине нет изгиба, следовательно, нет слабых мест в пружине. Ваша пружина потенциально служит дольше, чем традиционная изогнутая пружина, но это также означает, что вам придется покупать пружины у Eikon или разрезать их самостоятельно, чтобы иметь замену.
Вы можете заметить, что я не включил уплотнительное кольцо в мою сборку.Я считаю, что при сборке тату-машинки целью должна быть стабильная работа, а уплотнительное кольцо снижает эту стабильность. Уплотнительное кольцо может заглушить шум машины, а также ускорить ее, добавив натяжение передней пружине. Это можно компенсировать путем внесения других корректировок, если это нежелательно. Однако, поскольку уплотнительное кольцо изготовлено из резины, оно быстрее ломается и меняет форму по мере использования машины, изменяя способ воздействия на нее. Уплотнительные кольца, как и уплотнительные кольца, следует выбрасывать после каждой татуировки, но многие художники этого не делают.
При прикреплении стержня якоря / пружины в сборе к креплению пружины на раме необходимо учитывать несколько моментов. Вы хотите, чтобы а-образная штанга и пружины выровнялись по центру основания рамы, которая должна быть выровнена с вашими тисками. Инструмент для выравнивания помогает обеспечить выравнивание пружин на стержне якоря. Зажим стержня якоря помещается в тиски для труб, при этом штифт стержня якоря находится в пазе для зажима, совмещая стержень с центром тисков. Это также должно быть прямо над центром сердечников вашей катушки на раме с хорошей геометрией.
Следующая проблема, вызывающая беспокойство, — это пространство или зазор между стержнем якоря и другими точками на машине. Большая часть этой статьи посвящена скорости и измерениям, для которых требуется измеряемый источник питания. Без источника, который сообщает вам количество циклов в секунду или герц (Гц), рабочий цикл и т. Д., Вам придется полагаться на визуальные настройки и звук машины. Стержень якоря должен колебаться между катушками и синхронизирующим винтом. Шум, издаваемый машиной, должен быть постоянным, плавным гудением, без «щелканья» (что говорит о неправильном движении рулевой тяги.
Необходимо проверить три пробела; точечный зазор, воздушный зазор и задний зазор катушки. Промежуток — это пространство между передней пружиной и острием синхронизирующего винта, когда стержень якоря нажат. Чем шире зазор, тем медленнее будет работать машина. Винт синхронизации можно регулировать во время работы машины, что позволяет вам проверять машину визуально и по звуку или видеть, что машина делает от источника питания с дозатором.
Воздушный зазор — это расстояние между нижней частью стержня якоря и верхней частью переднего сердечника катушки.Этот зазор определяет ход иглы или то, насколько далеко вниз пойдет игла. На воздушный зазор влияет зазор острия, и наоборот, поэтому более быстрая машина будет иметь более короткий воздушный зазор и потенциально меньший выброс, чем более медленная машина. Это можно компенсировать, отрегулировав трубку в тисках для трубки и визуально установив глубину иглы. Чем меньше ход у машины, тем меньше игл она может протолкнуть.
Зазор задней пружины — это пространство между нижней частью стержня якоря и верхней частью сердечника задней катушки.Когда стержень якоря нажат, стержень должен касаться сердечника передней катушки, но между сердечником задней катушки и стержнем якоря должно быть небольшое пространство. Если стержень якоря касается задней катушки, недостаточно места для правильного движения. Слишком большое пространство создает ненужное напряжение для задней пружины, которая может сломаться. В идеале это пространство должно быть примерно такой же толщины, как лист бумаги.
При покупке тату-машины следует учитывать все эти моменты; геометрия рамы, материал и тип, качество и размер катушки, материалы фурнитуры (крепежные стойки, синхронизирующий винт, стержень арматуры, винты).Машины, приобретенные у производителя, почти всегда требуют некоторой регулировки перед использованием, хотя бы для того, чтобы настроить машину на предпочтения художника. При покупке машин стоит также инвестировать в дополнительные комплекты пружин, различные утяжеленные стержни арматуры, другое оборудование и катушки, чтобы, если часть приобретаемой машины не соответствует вашим ожиданиям, ее можно было заменить. Если вы знаете, что делаете, вы можете купить обычную машину и сделать ее отличной за гораздо меньшие деньги, чем покупка дорогой машины в надежде, что она оправдает шумиху вокруг нее.Несмотря на то, что предлагаемая здесь информация должна быть в некоторой степени полезной, есть еще много информации о сборке и регулировке машин, которую можно обнаружить посредством надлежащего ученичества.
Джейсон Соррелл — писатель, татуировщик, сатирик, художник и вообще хороший парень, живущий в Остине, штат Техас. Он любит отвечать на вопросы о татуировках. Отправьте ему сообщение на https://www.facebook.com/tattoonerdz/
Гнем вырезаем и вяжем арматуру (фото и видео) | Своими руками
Прежде чем начинать заливку бетона в фундамент, будь то ленточный, плиточный или ростверк, нужно сделать арматурный каркас.Новичку помогут несколько советов, которые помогут упростить работу на этом ответственном этапе.
Арматура в фундаменте не дает бетону разрушаться и принимает на себя основную нагрузку при изгибе или растяжении. Поэтому перед заливкой бетона в опалубку внутрь устанавливается арматурный каркас. При его изготовлении для соединения арматурных стержней используется сварка или соединение их проволокой.
Некачественная сварка может привести к снижению прочности арматурного каркаса, а под нагрузкой соединение может потрескаться.В этом случае предпочтительно закрепить арматурный каркас вязальной проволокой .
Непрофессионально такие работы приходится выполнять нечасто, поэтому тратиться на дорогой специализированный инструмент не имеет смысла — всегда можно обойтись минимальным набором инструментов, который есть на дачном участке. А если самостоятельно изготовить ряд простых приспособлений, то этот процесс можно значительно облегчить и ускорить.
Читайте также: Монтаж арматуры для умывальника своими руками
Производим хомуты
Самым распространенным методом вязания арматурного каркаса при изготовлении ленточных фундаментов, колонн, балок и балок является использование хомутов, предохраняющих арматуру от смещения при укладке бетона.Шаг установки хомутов — 30-50 см, поэтому их потребуется много. Причем по форме и размеру они должны быть одинаковыми.
Проволоку предварительно необходимо разрезать на кусочки, по длине равные периметру кокетки плюс 10 см. Если проволока наматывается в бухте, удобно сделать из первого отрезка полукруглый узор в виде бухты и обрезать оставшиеся куски проволоки, не разматывая ее. Полученные изогнутые отрезки проволоки следует расправить молотком на деревянном бруске.
Гном и сам вырезать арматуру
При изготовлении каркасов арматуры часто возникает необходимость изгиба арматуры под тупым углом (например, при изготовлении ленточного фундамента под эркер) и под углом 90 ° (стандартный крюк для крепления арматуры ). Некоторые строители применяют сварку, нагрев автогенным способом или надрез болгаркой на 8-м месте изгиба для гибки арматуры. Это абсолютно недопустимо!
Есть нормативные документы, регламентирующие радиус изгиба арматуры, но строго соблюдать их в загородном строительстве не очень удачно.Чтобы создать более или менее постоянный радиус изгиба, вы можете использовать кусок водопровода, прикрепленный к неподвижному основанию, в качестве оправки.
Соединяем стержни арматуры своими руками
Диаметр вязальной проволоки, используемой для обвязки арматуры, зависит от диаметра стержней. Как правило, для вязания используется проволока 0 1,2-1,4 мм. Прутки толщиной 8-14 мм очень удобно вязать проволокой 0 1,2 мм, а для более толстого армирования проще применять более толстую проволоку, хотя особых ограничений нет.
Расход проволоки можно приблизительно рассчитать из условия, что длина одного элемента вязальной проволоки составляет 0,3-0,5 м (в зависимости от диаметра арматуры). Как правило, это определяется опытным путем.
Проволоку легко разрезать ножницами по металлу или кусачками. Перед началом работы отрежьте достаточное количество отрезков проволоки.
Для привязки арматуры можно использовать отвертку, зажатую в ее патроне насадку в виде крючка, который легко изготовить самостоятельно.
Читайте также: Армирование и обвязка арматуры своими руками и применение арматуры в строительстве
Обвязка и раскрой арматуры своими руками — мастер-класс
1. Для изготовления проводника для гибочных зажимов потребовалось 5 0 6 саморезов 100 мм с широкой шляпкой и кусок бруса сечением 100 * XNUMX мм.
2. Крайними саморезами устанавливают длинную сторону вилки.Проволока 0 6 мм легко режется небольшими ножницами для болтов.
3. Правый и средний винты отвечают за формирование короткой стороны вилки. При использовании проволоки 0 6 мм для изготовления зажимов ее можно гнуть вручную.
4. Простая адаптация позволяет сэкономить время и изготавливать зажимы того же размера и в нужном количестве.
5. Клапан обезжиривается, очищается от краски, масла, отслаивающейся ржавчины и грязи. Допускается неотрывная ржавчина на клапане: она, по мнению специалистов, увеличивает прочность сцепления с бетоном.
6. Две стальные трубки, надетые на штангу, позволяют аккуратно и без усилий изгибать штангу диаметром до 14 мм.
7. Получите более плавный радиус изгиба, изменив диаметр второй трубы.
8. Если в хозяйстве нет болтеров, способных мгновенно перекусить закаленную арматуру нужного диаметра, то болгарка с отрезным диском по металлу поможет отрезать прутки необходимой длины.
9. … и под углом 90 ° без использования специальных дорогих машин и аксессуаров.
10. В качестве связующей проволоки используется низкоуглеродистая отожженная сталь. После термической обработки он становится более гибким. Связующая проволока практически не растягивается, что придает узлу дополнительную прочность.
Удобный способ вязания арматуры — видео
© Автор: Завосков А.В., Химия, Московская обл.
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Топ-10 проблем с татуировкой и способы их устранения
Ваша тату-машина не работает? Вот список из 10 основных проблем с татуировкой, с которыми вы можете столкнуться. Мы занимаемся их созданием уже почти десять лет, и мы столкнулись со значительным количеством проблем и придумали столько же исправлений.
1. Бросок слишком слабый
Устранение неполадок: Вы работаете на машине, а игла еле движется.Независимо от того, насколько вы увеличиваете напряжение, кажется, что игла не имеет достаточного движения вверх и вниз. Это может быть вызвано недостаточным натяжением задней пружины.
Fix: Ослабьте винт задней пружины, переверните узел задней пружины / стержня якоря / передней пружины и поверните его так, чтобы передняя пружина была обращена вниз с другой стороны рамы (в основном вы сделали 180 со сборкой). Осторожно согните заднюю пружину вниз, чтобы усилить натяжение, делайте это понемногу, немного помогает.Верните сборку в исходное положение и затяните.
2. Моя рукоятка продолжает ослабевать
Устранение: 3 возможных причины
1) Даже если вы затянули шестигранные болты на рукоятке и трубку на сборке из трех металлических трубок, возможно, вы не затянули шестигранный болт довольно. Некоторые из этих болтов с шестигранной головкой на ручках из нержавеющей стали или алюминия (если они использовались в течение длительного времени) изнашиваются, поэтому вам может потребоваться действительно затянуть их, чтобы заставить их зажать трубку.Только будьте осторожны, чтобы не повредить головку или левую руку бесполезным захватом 2) Если винт с накатанной головкой тисков затягивается, а трубка и ручка не кажутся, это может быть из-за того, что точка, в которой винт с накатанной головкой входит в зажим. рама не натягивается. Это можно исправить, добавив проставочную шайбу. Иногда пластик лучше, чем металлический, так как пластик сильнее сжимается при затягивании.
3) Если указанные выше 2 исправления не помогли, проверьте резьбу винта с накатанной головкой. Из-за износа кончик резьбы винта изнашивается быстрее, чем остальная часть.Это потому, что при затяжке вы в основном ввинчиваете наконечник. Если резьба кажется изношенной, самое время установить новый винт с накатанной головкой.
3. Моя тату-машинка работала нормально, пока я не разобрал ее
Устранение неполадок: Итак, вы решили разобрать свою машину, и когда вы ее собрали, она больше не работает.
Fix:
Есть довольно много деталей, и помимо запоминания того, куда они должны были идти, вы должны были отметить, в каком направлении были обращены определенные шайбы и где вдоль винтов они были ориентированы.Например, и верхний винт после связывания и задний полюсный винт должен быть изолированы от рамы с помощью пластиковой или резиновой прокладки. Большинство тату-машинок имеют простую шайбу с одной стороны и шайбу с удлиненной пластиковой трубкой, выступающей с другой. Конец пластиковой трубки должен войти в раму. Эта трубка изолирует резьбу винта, поэтому она не пропускает ток к раме. Кроме того, 2 круглых разъема от узла катушек / конденсатора должны касаться верхнего зажима и заднего зажима, если они находятся за пластиковой шайбой, они либо не будут работать, либо будут работать не так эффективно.
4. Моя тату-машина врезается и исчезает
Устранение неполадок: Вероятно, это вызвано слабым разъемом в цепи где-то вдоль тату-машины.
Исправление:
Если вы раньше разбирали свою машину, осмотрите проводку, чтобы убедиться, что провода не зажаты или повреждены, когда вы их снова вставляете. Провода не очень толстые и крепятся небольшими паяными соединениями, если какой-либо из этих соединений был поврежден, машина будет врезаться и отключаться. Другая возможность — это то, что зажимной шнур не выполняет полное соединение.Это может быть окисленная точка контакта. Вы можете исправить это, взяв немного наждачной бумаги и зачистив зубцы шнура с зажимом. Если машина врезается и выключается при перемещении под определенными углами, скорее всего, это связано с тем, что зажимной шнур не обеспечивает полного соединения.
5. Мне нужно увеличить напряжение до максимального значения, чтобы машина заработала.
Устранение неполадок: Вероятно, это та же проблема, что и № 3, когда ваши пружины не имеют достаточного натяжения. То же исправление, что и № 3.
Fix:
Ослабьте винт задней пружины, переверните узел задней пружины / стержня якоря / передней пружины и поверните его так, чтобы передняя пружина была обращена вниз с другой стороны рамы (в основном вы делали 180 с Ассамблея).Осторожно согните заднюю пружину вниз, чтобы усилить натяжение, делайте это понемногу, немного помогает. Верните сборку в исходное положение и затяните.
6. Искра между передней пружиной и контактным винтом
Устранение неполадок: На некоторых тату-машинах возникает небольшое искрение, но если вы получите чрезмерное искрение, это может быть проблемой. Возможные причины чрезмерного искрения: слишком туго согнутая задняя пружина, установка новой гальванической передней пружины или неисправный конденсатор.
Исправление: задняя пружина слишком тугая
Это будет противоположно сгибанию задней пружины для большего натяжения, ослаблению винта задней пружины, переверните узел задней пружины / стержня якоря / передней пружины и поверните его так, чтобы передняя пружина Пружина направлена вниз с другой стороны рамы (в основном вы сделали 180 при сборке). Осторожно согните заднюю пружину вверх, чтобы уменьшить натяжение. Верните сборку в исходное положение и затяните.
Исправление: новая передняя пружина
Честно говоря, здесь не так много исправлений, вам просто нужно немного поработать на машине, пока контактный винт не снимет слой покрытия, а затем он не должен перестанет искриться.Если ваша машина совершенно новая и горит искра, это может помочь ей.
Исправление: неисправный конденсатор
Если у вас конденсатор неправильной емкости мкФ, это может вызвать искрение. Лайнеры должны работать с более низким мкФ, а шейдеры должны использовать конденсатор с более высоким мкФ. Возможно, вы захотите зайти в Radioshack, чтобы выбрать несколько и протестировать их с вашей настройкой. Их легко вставлять и снимать.
7. Иглы пережевывают кожу
Устранение неполадок: Это сложный вопрос, поскольку он может просто сводиться к отсутствию опыта работы с вашей глубиной иглы.Однако, если это относится к проблемам с татуировочной машиной, возможны две причины: изогнутый узел стержня / пружины арматуры или неправильная геометрия рамы.
Fix:
Сборка якоря / пружины проста, так как вам просто нужно убедиться, что задняя пружина, соединяющаяся с передней пружиной, и якорь ниже расположены так, что они образуют прямую линию по отношению к задней части переплетный столб. Есть инструменты, которые вы можете использовать, чтобы убедиться, что они у вас прямые, но в целом подойдет и зрение.Если геометрия вашей рамы испорчена, вам не повезло, посмотрите на машину сверху, по средней линии и вперед со стороны задней крепежной стойки. Если рамка заметно изогнута на любом из этих видов, у вас плохая геометрия. Кроме того, если вы прижмете руку и увидите, что она идет под наклоном, то сделка будет такой же. Каркас можно погнуть. В этом случае см. Следующий способ устранения неполадок в нашем списке.
8. Моя рукоятка выходит из тисков под наклоном
Устранение неполадок: Название говорит само за себя; ваша рукоятка трубки выходит из тисков под наклоном.Это связано с плохой геометрией рамы.
Исправление:
Это исправление не рекомендуется, так как вы рискуете действительно испортить свой фрейм. Однако при необходимости мы предлагаем вам взять трубку из нержавеющей стали и рукоятку и затянуть ее в тисках для трубки. Отметьте, в каком направлении идет уклон, и положите толстое полотенце на прочный стол. Поместите машину на стол так, чтобы у вас был хороший рычаг против наклона, и вы хотите, чтобы ручка трубки двигалась в направлении вниз.Крепко держите рукоятку в руке и надавите вниз. Следите за своей силой; вы не хотите переусердствовать. Лучше немного согнуть, чем слишком сильно, так как всегда можно попробовать еще раз.
9. Моя татуировочная машина продолжает нагреваться
Устранение неполадок: Возможные причины: вы используете слишком высокое напряжение, пружины слишком тяжелые для калибра или ваш якорь / пружины слишком сильно натянуты.
Исправление: слишком сильное натяжение якоря / пружин
То же, что и в пункте 6, в отличие от изгиба задней пружины для большего натяжения, ослабьте винт задней пружины, переверните узел задней пружины / стержня якоря / передней пружины и поверните его так что передняя пружина обращена вниз с другой стороны рамы (в основном вы сделали 180 при сборке).Осторожно согните заднюю пружину вверх, чтобы уменьшить натяжение. Верните сборку в исходное положение и затяните.
Исправление: слишком высокое напряжение
Если вам нужно запустить машину при максимальном или близком к максимальному напряжению, что-то не так с тем, как вы настроили. Вам нужно будет отрегулировать натяжение пружин или зазор между передней пружиной и контактным винтом, чтобы снизить напряжение, необходимое для правильной работы.
10. Моя тату-машинка работает нормально, а затем теряет мощность
Устранение неполадок: Это непросто, поскольку существует множество возможностей.Распространенные из них: неисправный конденсатор, плохой шнур с зажимом или ножная педаль и окисляющие точки контакта.
Исправление: неисправный конденсатор
Единственный способ выяснить это, — это если у вас есть еще один конденсатор или вся установка катушки для устранения неисправности подозрительного. Вы можете дешево купить конденсаторы в Radioshack.
Исправление: Плохой шнур с зажимом или ножная педаль
Шнуры с зажимом и ножные педали со временем изнашиваются, особенно если вы дергаете за провод то тут, то там. Вы можете устранить их, если у вас есть другой шнур с зажимом или ножная педаль для проверки.Шлифовка соединительных штырей зажимного шнура может помочь, поскольку в этих точках может накапливаться окисление, что приводит к ухудшению соединения. Среди продуктов, которые мы продаем в магазинах больше всего, помимо игл и чернил, есть ножные педали и зажимы, потому что они изнашиваются, но, по крайней мере, их дешево покупать!
Исправление: точки контакта с окислителем
Вы всегда должны поддерживать чистую точку контакта контактного винта, передней пружины, зажимного шнура и, в меньшей степени, разъемов к верхней и задней клеммной стойке.Немного стальной мочалки подойдет, просто хорошо полируйте точки каждые пару недель, чтобы окисление не накапливалось и не тормозило вашу машину.
| Древний вид народного искусства, проволочная работа, вероятно, впервые была применена. египтянами, начиная примерно с 3000 г. до н.э. К середине девятнадцатого века это живое народное искусство процветало благодаря наличию впечатляющих ассортимент продукции от кухонных принадлежностей до ограждений из проволоки.К 1920-м годам проволочная скульптура представила эту среду в мире изобразительного искусства. Диаметр проволоки измеряется в дюймах или миллиметрах, а также в датчики. Датчики варьируются от 0 до 50; чем меньше число, тем толще проволока. Например, провод 16-го калибра немного тоньше. чем плечики, а проволока 30 калибра похожа на резьбу. • отожженная проволока: гибкая, прочная и простая в использовании проволока для всех
ваших потребностей в крафте.Пример: темная отожженная проволока. Плоскогубцы используются для сгибания и придания формы проволоке, и обычно только самые
необходимы кусачки и плоскогубцы основных видов. Проволока — чрезвычайно податливый материал. Его можно плести, свернуть в бухту, скрученный, обернутый, связанный, тканый, связанный крючком, спиральный, филигранный и вылеплены в бесчисленные прекрасные формы.
|
Лучшая проволока для скульптуры и мультимедийных работ — ARTnews.com
Художники и скульпторы полагаются на высококачественную проволоку для создания интимных проволочных скульптур и прочных арматур для керамики, гипса и бумажных скульптур.Большая часть этой проволоки изготовлена из алюминия, легкого металла, известного своей гибкостью и пластичностью; Медь немного прочнее, но также податлива. Оба они устойчивы к ржавчине и хорошо работают как в помещении, так и на улице. Используйте руки или плоскогубцы для моделирования форм из проволоки или лепите поверх нее глину, бумагу или другие материалы. Эта проволока отлично подходит не только для скульптур и сборок, но и более тонких калибров для украшений и вышивки бисером. Посмотрите наши подборки лучших вариантов ниже.
1. Алюминиевая проволока Zelarman для творчества
Художники, которым нужна тяжелая, высококачественная скульптурная проволока, должны рассмотреть эту проволоку от Zelarman.Алюминиевая проволока толщиной 3 миллиметра (калибр 8) толстая, но гибкая, разматывается прямо и без перегибов. Манипулируйте им руками или плоскогубцами для получения точных форм, которые сохранят свою форму. Красивый и прочный, проволока не ломается на изгибах, что делает ее идеальной для керамической арматуры. Он также хорошо подходит в качестве основы для скульптур из гипса и бумаги, в скульптурах из проволоки. Он поставляется в катушке длиной 32,8 фута и доступен в черном или серебряном цвете; дополнительные цвета предлагаются на 1,5 миллиметра.
Купить: Алюминиевая проволока Zelarman Craft 10 долларов.992. Арматурный провод Джека Ричсона
Проволока для арматуры должна быть прочной и пригодной для придания точной формы. Прочный алюминиевый арматурный провод Jack Richeson калибра 16 — это мечта. Он не ржавеет и не подвергается коррозии и отлично подходит для изготовления глиняных, бумажных и гипсовых скульптур. Также его можно поставить в духовку или печь. Эта легкая проволока не сделает вашу скульптуру слишком тяжелой. А из-за своей гибкости он не ломается и не ломается на крутых поворотах, поэтому вы можете без проблем сложить его вдвое для дополнительной прочности.Проволока серебристого цвета поставляется на катушке длиной 350 футов.
Купить: Арматурный провод Джека Ричсона 22,84 долл. США3. Скульптурная проволока Twisteez Craft
Когда молодые художники счастливы, счастливы их учителя. Эта красочная проволока приносит радость, потому что ею очень легко пользоваться. Нарезанный на 30-дюймовые отрезки, он удобно сгибается и скручивается в любую форму. Легкий провод 24-го калибра имеет медный сердечник, покрытый пластиком разных ярких оттенков. Пластиковое покрытие защищает руки от царапин и удобно в обращении.Используйте эту проволоку для создания небольших скульптур или как часть сборки; он также хорошо подходит для мобильных телефонов, цветочных композиций и украшений.
Купить: Проволока для скульптур Twisteez Craft 10,50 долл. США4. Алюминиевая проволока BBTO
Иногда лучший вариант — это множество вариантов. В этом наборе используется ковкая алюминиевая проволока четырех толщин (от 1 мм до 2,5 мм), поэтому у вас всегда под рукой будет подходящий. Он легко формируется и идеально подходит для скульптуры из проволоки и арматуры.Доступный в серебристом, медном или золотом цвете, он устойчив к ржавчине и не оставляет пятен. Прочная проволока легко формируется вручную, не ломаясь; используйте плоскогубцы, чтобы добавить детали. Вы получите в общей сложности 65,6 футов.
Купить: Алюминиевая проволока BBTO 10,99 долл. США5. Мандала Ремесла Анодированная алюминиевая проволока
ПроволокаMandala Crafts не только доступна во множестве потрясающе красивых цветов, но также прочна и универсальна.Проволока изготовлена из анодированного алюминия с защитным оксидным покрытием, созданным электрохимическим процессом. Цвета становятся частью проволоки и не отслаиваются; анодирование также увеличивает прочность и делает проволоку подходящей для использования внутри и вне помещений. Имеющийся в 100-футовых катушках калибра от 12 до 22, проволока гибкая и сгибается руками или плоскогубцами. Блестящий, красочный и универсальный, он отлично подходит для скульптуры из проволоки, ювелирных изделий, ткачества и арматуры. На самом деле, это выглядит так здорово, что вы можете интегрировать его в окончательную эстетику вашего произведения искусства.
Купить: Анодированная алюминиевая проволока Mandala Crafts 11,99 $ Основы катушки для тату-машины| Painfulpleasures Inc
Прежде чем мы углубимся в основы катушек для тату-машин, из чего они сделаны и как они работают для питания тату-машины для катушек, может быть полезно сначала понять, что именно такое тату-машины для катушек и как они работают. с высокого уровня. Специалисты по татуировке могут пропустить вперед, но если вы новичок в отрасли и хотите досконально разбираться в татуировочных машинах с катушками и в том, чем они отличаются от ротационных и пневматических татуировочных машин, позвольте нам просветить вас.
411 на катушечных татуировщиках
Тату-салоны традиционно ассоциируются с приятным жужжанием / жужжанием, которое издают только машины для татуировки на катушках. Это жужжание происходит из-за того, что тату-машина с катушкой использует электромагнитный ток для создания и разрыва цепи, которая впоследствии перемещает иглы для татуировки вверх и вниз, внутрь и из кожи. Разрыв и восстановление цепи происходит циклически. Когда катушки машины заряжены, электромагнитный ток тянет металлический стержень якоря машины вниз к катушкам, которые затем проталкивают прикрепленные иглы для татуировок в кожу.Это движение вниз разрывает цепь, ранее созданную передней пружиной, прикрепленной к верхней части стержня якоря, касающейся соседнего контактного винта, что вызывает сжатие электромагнитного поля, стержень якоря отскакивает назад к контактному винту, а иглы втягиваются. обратно в трубку татуировки. Как только передняя пружина снова соединяется с контактным винтом, цикл начинается снова и повторяется в быстром темпе (точная скорость устанавливается мастером татуировки), пока машина используется.Вы можете узнать больше о том, как работают тату-машины с катушками по сравнению с их более тихими роторными машинами и менее популярными аналогами с пневматическими машинами, в нашем блоге Выбор лучшего типа и марки тату-машины для вас .
Есть много разновидностей татуировочных машинок с катушками. У некоторых есть одиночные катушки, у других двойные катушки, а у других даже тройные катушки. Хотя существует множество комбинаций, тату-машины с двойной катушкой считаются стандартом для большинства татуировщиков, которые предпочитают катушки-машины.Формы и размеры, в которых бывают эти катушки, даже более разнообразны, чем количество катушек, которые могут использовать разные тату-машины. Большинство машин, как правило, имеют 8-10 катушек намотки, но эти числа также могут варьироваться. Несмотря на все эти различия в количестве катушек, высоте сердечников, форме катушек и количестве витков, все катушки имеют общую цель: проводить питание от блока питания для татуировки, который заряжает катушки и превращает их в электромагнит, который питает каждую катушку. тату машинка, как описано выше.
Основной состав катушки для тату-машинки
Представьте катушку с нитью с цилиндрическим сердечником и расширяющимися сверху и снизу. На самом деле, это немного похоже на свечу с двойным раструбом, но обычно с более выраженными верхним и нижним дисками. Катушка для тату-машинки имеет те же основные геометрические компоненты; просто они обычно сделаны с двумя металлическими шайбами и цилиндрическим сердечником, состоящим из высокопроводящего материала, такого как сталь или железо между ними.(Мягкое железо — идеальный проводник, но подойдет и большинство видов стали. Однако нержавеющая сталь не является хорошим вариантом, потому что она немагнитна.) Когда вы складываете проводящий железный или стальной сердечник на одну шайбу и Добавьте еще одну шайбу, и у вас будет магнитная «катушка», которая станет катушкой для тату-машинки.
В нижней шайбе катушки обычно просверлены два отверстия, чтобы обеспечить проход для магнитного провода (то есть тонкого медного провода с эмалевой изоляцией), который нужно продеть через одно отверстие и, в конечном итоге, выйти из другого отверстия.Между ними магнитный провод наматывается на металлический сердечник катушки вверх, а затем обратно вниз, и всегда в том же направлении (без переключения между витками по часовой стрелке и против часовой стрелки). Провод наматывается плотно, когда он наматывается вокруг сердечника снизу вверх, затем второй плотно намотанный слой перекрывает первый, когда магнитный провод наматывается обратно вниз по сердечнику. Этот процесс наматывания провода вверх и вниз по сердечнику повторяется до тех пор, пока катушка не будет иметь желаемое количество витков, которое в большинстве случаев может составлять от 6 до 12.В конце заключительной обмотки вниз магнитный провод выходит из нижней шайбы через второе (выходное) отверстие. Иногда изолента используется в качестве заключительного слоя вокруг обмоток магнитных проводов, чтобы надежно удерживать их на месте. В качестве альтернативы можно использовать специальные покрытия для катушек, такие как наш дизайн из змеиной кожи и прозрачные крышки для катушек, для более полированного вида.
Несмотря на наличие металлического сердечника и магнитной проволоки, катушка имеет слабое магнитное поле, пока она не заряжена. Два куска магнитной проволоки, выступающие из нижней шайбы, становятся положительным и отрицательным полюсами, которые превратят всю катушку в электромагнит, когда она правильно подключена к источнику питания.Если вы хотите протестировать самодельную катушку, вы можете подключить один выступающий конец провода к положительной клемме батареи, а другой кусок провода — к отрицательной клемме батареи. Перед этим вам нужно снять эмалевое покрытие с концов двух кусков провода, выступающих из нижней шайбы, чтобы обеспечить оптимальное соединение с источником питания. После подключения устанавливается электромагнитная цепь, и возникает электромагнитное поле (ЭМП), заряжающее ранее слабую магнитную катушку.Это электромагнитное поле концентрируется на верхней поверхности сердечника, а точнее на верхней шайбе. Когда источник питания отключается от катушки, она возвращается в свое предыдущее состояние, и электромагнитное поле мгновенно исчезает.
Как катушки заставляют вашу тату-машинку тикать … и гудеть!
Теперь, когда вы понимаете структуру катушек в машине для татуировки катушек, наше первоначальное объяснение того, как работают машины для татуировки катушек, может иметь больше смысла.Однако это еще не все.
Когда вы подключаете шнур с зажимом к татуировочной машине с катушкой, ток попадает в машину через задние крепежные стержни, которые прикрепляются к задней катушке. Оттуда ток проходит по магнитному проводу, обернутому вокруг сердечника задней катушки, выходит из его верхней шайбы, к передней катушке (при условии, что вы используете машину с двумя катушками) и в переднюю связывающую стойку, которая помещает контактный винт контактирует с передней пружиной машины и замыкает цепь.Как только цепь установлена, железные или стальные сердечники катушек превращаются в магниты, которые опускают металлический стержень якоря машины, который парит над катушками, когда они не заряжены, как показано на изображении тату-машины Фельдмана слева. Когда катушки заряжены, движение стержня якоря вниз приводит к тому, что три вещи происходят почти одновременно: (1) Когда стержень якоря движется вниз, он тянет вниз переднюю пружину. (2) При движении стержня арматуры вниз прикрепленные иглы для тату попадают в кожу.(3) Передняя пружина теряет контакт с контактным винтом над ней, впоследствии разрывая цепь, из-за которой произошли эти три вещи.
При обрыве цепи катушки сразу же становятся немагнитными. Когда нет электромагнитного поля, тянущего стержень якоря вниз, передняя пружина хочет вернуться в свое естественное состояние, поэтому она подтягивает стержень якоря вверх, пока пружина снова не коснется контактного винта над ней. Схема мгновенно восстанавливается, сердечники катушек повторно намагничиваются, и трехэтапный процесс, описанный выше, повторяется снова и снова… и снова и снова, пока блок питания татуировки, подключенный к машине, включен и машина используется.
Почему количество витков и высота рулона имеют значение
Теперь, когда вы знаете технические особенности того, как работает машина для нанесения татуировок на катушку, вам будет легче понять, почему количество витков магнитного провода и высота сердечника катушки.
Высота витков вашей машины определяет силу и скорость, с которой ваша машина будет работать.Более короткие катушки потребляют больше тока и создают более высокое сопротивление, но они позволяют иглам катушечных машин работать быстрее. Однако они также бьют более мягко из-за более высокого сопротивления. С другой стороны, более высокие катушки заставляют иглы для татуировок двигаться медленнее, но мощнее.
Количество слоев магнитной проволоки вокруг катушек также влияет на силу и скорость ваших тату-игл, независимо от высоты катушек. Чем больше слоев проволоки намотано на каждую катушку, тем сильнее и медленнее будет работать ваша машина.Катушка с меньшим количеством витков проволоки заставит вашу машину работать быстрее, но с меньшей мощностью. Это своего рода уловка-22, потому что чем больше проволоки, тем сильнее магнит, что заставляет вашу машину работать быстрее, но с меньшей силой. Возможно, вам придется поиграть с несколькими различными комбинациями, чтобы найти идеальное соотношение высоты катушки к длине намотки проволоки, которое позволит вам наносить татуировку настолько быстро и глубоко, насколько это необходимо, при этом как можно меньше травмируя кожу клиентов.
Качественные машины для катушек — надежные машины
Да, мы продаем машины для татуировок на катушках, но мы не поэтому делимся тем, что собираемся вам рассказать.Вы когда-нибудь сталкивались с тем, что татуировочная машина с катушками внезапно теряла мощность и через несколько дней начинала работать, или стержень якоря прилипал к катушкам или контактному винту и оставался застрявшим? Возможно, проблема разрешилась сама собой, или ваша машина могла изменить свое положение после нескольких быстрых ударов по столешнице или другой твердой поверхности … или она могла просто перестать работать. Почему так происходит? Обычно это происходит из-за плохого гистерезиса, который представляет собой задержку между разрушением электромагнитного поля и рассеиванием магнитного состояния катушек в середине цикла, когда машина выключена или не рассеивается вообще.Обычно эта проблема возникает из-за плохого материала в сердечнике катушки, который не позволяет ее доменам возвращаться в случайное состояние при нарушении электромагнитного поля. Накопление остаточного магнетизма — что обычно является проблемой для дешевых машин для татуировки катушек — не позволяет доменам металлических сердечников катушек вернуться в их естественное незаряженное состояние. Иногда хороший удар по вашей машине может перестроить домены и размагнитить сердечники. Размагничивание — менее травматичный, но и гораздо более дорогой альтернативный вариант решения этой проблемы, который включает размагничивание с помощью электрических катушек.В целом, лучший вариант — начать с качественной татуировочной машины с катушкой и вообще избежать проблемы остаточного магнетизма!
Список литературы
Учебное пособие по катушкам для машинки от Брандина Фельдмана из Feldman Electric
(Тату-машины Feldman доступны для продажи на сайте PainfulPleasures.