Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.

Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему. Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.

Рычаг гибочного приспособления.
Привар
ручное гибочное приспособление для арматурного стержня, гидравлический арматурогиб для резки и сгибания труб

Гнутая арматура – незаменимый элемент большинства бетонных оснований и не только. Современным застройщикам невыгодно закупать и транспортировать ее к месту проведения строительства – гораздо проще установить арматурогиб и изготавливать изделия на месте в нужном количестве.
Устройство арматурогиба
Принципиальная схема обычного ручного трубогиба проста. Заготовка устанавливается между металлическими валиками и прогоняется, приобретая необходимую форму. Отличие ручного агрегата от механического состоит в том, что с его помощью нельзя создать изделие сложной формы.


Гибка производится с использованием усилия пользователя, прилагаемого к установленному рычагу. Такой аппарат можно сделать собственными руками.
Изготовленные таким образом арматурные стержни широко используются при создании теплиц, загрождений и иных конструкций.
Если планируется сделать подобный станок самостоятельно, необходимые чертежи можно взять в интернете или начертить самостоятельно.
Разные по типу станки способны изгибать стержни с требуемым радиусом.


Работать с промышленным станком сложнее. Необходимо не только соблюдать технику безопасности, но и порядок действий.
На агрегат устанавливается сначала ролик подходящего диаметра. Он должен соответствовать сечению используемой заготовки. На втором этапе производится настройка угла загиба. Этот показатель может находиться между 0 и 180 градусами.
Стальной прут укладывают в посадочную площадку и фиксируют его на опорной стойке. Запускается станок с педали. Деформация заготовки осуществляется в автоматическом режиме по заранее заданным параметрам. Когда изделие будет готово, перестают давить на педаль.
Арматура сгибается вокруг оси вращения диска, который, в свою очередь, приводится в действие с помощью электромотора и редуктора. При выборе того или иного диаметра, формы изгиба подбираются втулки должного размера.
Назначение
Главная и единственная сфера использования гибочных агрегатов – придание арматуре необходимой конфигурации.
Иногда ручной станок можно быстро преобразовать в трубогиб. Это приспособление позволяет изгибать трубы, придавая им необходимую форму.
У промышленного станка все происходит в автоматизированном режиме. Пользователь может задать программу, установить заготовку и наблюдать за процессом из рубки.
Виды
Есть несколько классификаций подобных машин. Деление производится в зависимости от того, какой из критериев принимается во внимание:
- конструкция;
- вид используемого привода;
- диаметр заготовки.
Все агрегаты можно разделить на две большие группы:
- ручные;
- автоматические.


Автоматический гибочный инструмент по типу привода можно классифицировать следующим образом:
- электрический;
- гидравлический;
- электрогидравлический;
- комбинированный.
Любой ручной инструмент требует от человека усилий. Механизированное оборудование питается от стандартной электрической сети.
У каждого из станков есть свои преимущества и недостатки. К примеру, ручные агрегаты обладают простым принципом работы. Они немного весят, их легко транспортировать к месту строительства, но сделать на таком станке много арматуры не получится. Ручные станки не используются в промышленных масштабах – только в быту или на небольших стройках.
При серийном производстве гнутых изделий используются исключительно механизированные агрегаты. Они отличаются:
- большой производительностью;
- высоким качеством;
- возможностью работать с заготовками большого диаметра;
- можно работать в дистанционном режиме.
Всего за несколько минут автоматизированный станок может изготовить до 6 изделий. От пользователя требуется только настроить агрегат и активировать станок.
Недостаток рассматриваемого оборудования – отсутствие мобильности. Такие агрегаты невозможно транспортировать, поскольку они относятся к категории стационарных моделей. Для установки обязательно подготавливают бетонное основание, а сам станок прикрепляют болтами к полу.
Продолжая тему промышленных предприятий, стоит сказать, что нередко требуется, чтобы оборудование совмещало в себе процессы рубки и деформации.
Такие агрегаты обладают сложной конструкцией – они оснащаются гидравлическим приводом и электромеханической системой.
Есть и другая классификация – в зависимости от диаметра деформированной арматуры:
- облегченный;
- средний;
- тяжелый.
Первые станки используются для работы с арматурой, диаметр которой до 20 мм. Второе по списку оборудование может изгибать стержни, сечение которых 40 мм. Тяжелые станки способны работать с самыми толстыми заготовками, их диаметр может достигать 90 мм.
Самое высокое качество гибки наблюдается на станках гидравлического типа. Это обусловлено тем, что в момент сгибания заготовки металл не трескается, не образуются складки. Соответственно, такие изделия прочнее.


Популярные модели
Арматурогибы на современном рынке представлены большим ассортиментом. Есть китайские агрегаты, ТСС и другие. Особого внимания заслуживают модели Afacan. Среди востребованных модификаций – модель 10Е, способная работать с сечением арматуры 6–12 мм. Агрегат 12Е может гнуть арматуру с диаметром 10–12 мм, а модель 16РТ легко деформирует стальные пруты до 16 мм.
Из автоматизированных агрегатов особенно выделяются несколько.
СГА-1
В конструкции станка используется привод мощностью 3 кВт. Оборудование справится со стержнями сечением до 32 мм. Изгиб может достигать 160 градусов.


GW-40
Этот станок отличается трехкиловатным приводом. Гибка металла производится максимум на 180 градусов. Диаметр металлопроката составляет до 40 мм.


Г-40
Об этом агрегате можно сказать, что в его конструкции стоит ступенчатый передаточный механизм. Благодаря ему стало возможно многократное деформирование заготовки. Сечение прутка может достигать 32 мм.


Г-50
Промышленное оборудование. Производитель укомплектовал его приводной станцией мощностью 4 кВт. Максимальный диаметр заготовок – 50 мм.

Как выбрать?
Перед тем как приобретать станок для гибки арматуры, стоит определиться с типом. Модели с ЧПУ стоят дорого, они требуют значительного пространства, куда такой агрегат можно было бы поставить.
Для тонкого арматурного стержня подойдет и ручной инструмент по доступной стоимости. Такой портативный станок станет незаменимым помощником в быту и при строительстве дома. Его можно использовать даже на небольшом производстве.
На промышленном оборудовании выполняют большой объем работ. Подобный агрегат может не только гнуть, но и осуществлять резку стальных прутков.
Любой ручной станок – это простейший механизм. Такой агрегат приводится в действие при помощи мускульной силы самого пользователя. В конструкции имеются рычаг, несколько упоров, за счет которых и фиксируется арматурный прут.
Простое приспособление для гибки прутов и арматуры
Здравствуйте, уважаемые читатели и самоделкины!При изготовлении различных металлоконструкций и строительных работах, достаточно часто приходится сгибать стальные пруты, арматуру, или полосу.
В данной статье автор YouTube канала «Mr Tool Junction» расскажет Вам, как сделать специальное гибочное приспособление, с помощью которого легко решаются эти задачи.

Этот проект не очень сложен в изготовлении, а при наличии сварочного аппарата может быть сделан за полчаса.
Материалы, необходимые для самоделки.
— Стальная пластина, труба, уголок
— Шариковые подшипники Z809 8×22×7 мм
— Болт, гайка М27
— Винты с головкой под шестигранный шлиц, шайбы, барашковая гайка М8.
Инструменты, использованные автором.
— Болгарка, отрезной диск— Тиски, автоматический керн
— Метчикодержатель с храповым механизмом, метчик
— Сверлильный станок, кобальтовые сверла по металлу, напильник
— Сварочный полуавтомат, маска хамелеон
— Магнитные уголки для сварки, маркер.
Процесс изготовления.
Основной частью устройства послужит вот такой болт М27. Его длина слишком большая, и автор укорачивает его в два раза.


В качестве основания подойдет 12-мм квадратная стальная пластина, на середине которой автор размечает контуры головки болта.

Затем кернятся центры, и высверливается пара сквозных отверстий диаметром 8 мм.


С нижней стороны основания эти отверстия рассверливаются под головки болтов.


Основание снова прикладывается к головке, и на нее переносится разметка полученных отверстий.
Затем в головке сверлом по металлу делаются ответные отверстия диаметром 6,5 мм, и в них нарезается резьба М8.
Для фиксации устройства в тисках, потребуется закрепить на его нижней части основания кусочек стального уголка 35X35 мм. В уголке делается пара сквозных 8-мм отверстий.


Разместив эту деталь на основании, и перенеся метки отверстий, мастер делает ответные отверстия с резьбой М8 в пластине. Для удобства нарезания резьбы метчиком, можно использовать метчикодержатель с храповым механизмом.
Далее на конце болта делается глубокая прорезь. В нее будут вставляться сгибаемые заготовки.
В качестве рычага автор использует кусок стальной трубы, в которой нужно просверлить сквозное отверстие для болта М8.
Автор хотел обойтись без использования сварочного аппарата, но дойдя до рычага стало ясно, что без него не обойтись. Трубку рычага нужно приварить к одной из граней гайки, и зачистить швы.
Все детали готовы, и первым прикручивается болт к основанию.
Затем, парой таких же болтов с головками под шестигранный шлиц, фиксируется уголок.

Через отверстие в рычаге продевается длинный болт М8, и на него нанизываются подшипники 8×22×7 мм. Сверху накидывается шайба, и навинчивается барашковая гайка.
Гибочное приспособление зажимается в тисках, и на болт навинчивается гайка с рычагом. При этом «вилка» должна полностью выступать над гайкой.


Вот так легко устройство справляется со стальным квадратом.
На краях прорези следует сточить остатки резьбы, чтобы они не оставляли следов на изделиях.
С его помощью можно делать декоративные элементы.
Арматуру так вообще можно в узлы завязывать.
Конечно, можно приварить элементы устройства (а не делать разборное соединение), что ускорит процесс его создания.
Благодарю автора за простое, но полезное приспособление для гибки арматуры и прутов.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как сделать приспособление для гибки арматуры
Здравствуйте, уважаемые читатели и самоделкины!При создании фундамента, армопояса, и других различных железобетонных конструкций, практически всегда приходится гнуть арматуру.
В данной статье автор YouTube канала «best-chart» расскажет Вам, как сделать специальное приспособление для гибки арматуры.

Это устройство достаточно просто изготовить в условиях небольшой мастерской. При этом потребуется небольшой объем сварочных работ.
Материалы, необходимые для самоделки.
— Стальной уголок
— Стальная труба ½ дюйма, кругляк диаметром 14 мм
— Болты М8, шайбы, саморезы по дереву с потайной головкой
— Листовая ДСП
— Лепестковый зачистной диск.
Инструменты, использованные автором.
— Болгарка
— Шуруповерт, сверла по металлу DeWalt
— Тиски
— Метчикодержатель с храповым механизмом, метчик
— Сварочный полуавтомат, маска хамелеон
— Магнитные уголки для сварки
— Электронный штангенциркуль, маркер, рулетка, угольник.
Процесс изготовления.
Материалы для этого приспособления весьма доступны, роль упора и рычага будет играть стальной уголок 50X50 мм. У автора нашелся такой уголок длиной около метра. Упор он сделал длиной 30 см, а рычаг — 60 см.
Полудюймовая водопроводная труба пойдет на изготовление двух втулок. Ее внутренний диаметр — чуть более 14 мм, и в нее отлично входит стальной 14-мм круглый пруток.
Эти материалы нарезаются по длине, и зачищаются от ржавчины болгаркой с «коралловым» диском.


Часть прутка приваривается к краю рычага, таким образом получается основа для рукоятки.


В верхней части импровизированной оси сверлится отверстие. В нем нарезается резьба М8.
Подложив шайбы с двух сторон втулки из полудюймовой трубы, получается удобная вращающаяся рукоятка. Остается только закрутить болт М8.
К краю упора приваривается 60-мм отрезок прутка с нарезанной в нем резьбой.
Эта, как и следующая детали должны быть приварены строго вертикально. Для этого мастер использует магнитные уголки для сварки.
Ответная часть в виде втулки приваривается ко второму краю рычага, и усиливается треугольным обрезком уголка.
Внутренние углы рычага и упора нужно срезать таким образом, чтобы угол при их сведении составлял около 75-80 градусов.
Сверху подкладывается шайба, и закручивается болт.
Нижнюю часть упора можно приварить к тяжелой металлической пластине.
Автор поступил проще, просверлив в нем несколько отверстий, и прикрутив к дверце от старого шкафа саморезами.


На поверхности рычага можно сделать сантиметровую разметку, для удобства использования.

Испытания мастер проводит на 8-мм арматуре. Она достаточно легко гнется, однако рычаг желательно сделать длиннее, от 80 см до метра.


Можно продолжить, и сделать из арматуры скобу или даже квадрат.
Конечно, поверхности готового устройства стоит покрасить, чтобы избежать образования ржавчины.
Благодарю автора за простое, но полезное приспособление для гибки арматуры!

Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
как сделать своими руками (чертежи)
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.

Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.

Особенности оборудования
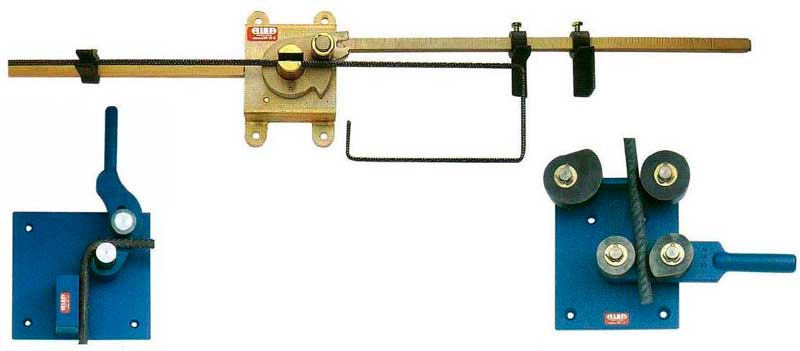
Арматурогибы ручные встречаются в трёх разных исполнениях:
- На основе простого рычага – в этой системе чем длиннее рычаг, тем меньше сил для сгибания нужно приложить.
- Статичные, которые служат для надёжной фиксации прута. С такими станками для сгибания нужно использовать дополнительные устройства – ключи.
- На системе рычагов – благодаря системе из нескольких рычагов позволяют производить сгибание своими силами арматуры диаметром до 16 мм под любым углом.

Электрические арматурогибы работают на электрическом моторе и не требуют применения усилий оператора для выполнения операций изгиба – оператору достаточно управлять станком с помощью ножной педали. Существуют электрические станки с ЧПУ.
Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.
Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба. Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции.
Арматуру можно гнуть только «на холодную». Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Как сделать приспособление для гибки арматуры
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров. Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры. Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Конструкция самодельного гибочного станка
Самодельный гибочный станок – более сложное и более надёжное устройство. Арматурогиб своими руками изготавливается из металлической пластины не меньше 6-8 мм толщиной и арматурных прутков, уголков.

Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры. Чертежи самодельного арматурогиба, приведены на рисунке ниже:
Самодельные против заводских
Как можно видеть из статьи, изготовить самодельный станок достаточно просто и дёшево. Однако, заводские ручные арматурогибы стоят ненамного дороже самодельных и имеют качество сборки лучше кустарного. За изготовление самодельного станка имеет смысл взяться тому, у кого уже есть опыт изготовления самодельных инструментов.
Преимущества ручных арматурогибов
Ручные арматурогибы часто применяются и в профессиональной, и в бытовой сфере, потому что:
- служат для упрощения и ускорения строительных работ;
- при этом они просты в применении;
- они портативны, мало весят;
- несмотря на свою портативное исполнение, могут работать с большими объемами,
- не требуют дополнительного обслуживания и ремонта;
- если они заводского производства, то редко ломаются и долго служат.
Гибка арматуры – как покорить стальной прут? + Видео
1 Для чего и как гнуть арматуру – памятка начинающим строителям
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).

Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Следует знать, что арматура А3 в холодном состоянии гнется без потери прочности на угол 90° (так называемый прямой). Ее прочностные показатели снижаются приблизительно на 10 % при угле в 180°.

В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных «подготовительных» работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности,
Лучшая цена отводов арматуры — Выгодные предложения на отводы арматуры от глобальных продавцов отводов арматуры
Отличные новости !!! Для гибки арматуры вы обратились по адресу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний изгиб арматуры вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели гнутую арматуру на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в изгибах арматурных стержней и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести bends rebar bends по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Магазин— H-образные дуги — Jones Bikes
Уже есть аккаунт?
Войдите, чтобы проверить свой баланс или получить вознаграждения
×Обязательно приобретите набор более длинных рукояток для H-образной дуги, чтобы получить полный диапазон положений рук и, следовательно, комфорт и контроль, которые могут предложить H-образные дуги! Для Н-образных профилей 710 мм требуются ручки длиной примерно 205 мм, а для Н-образных балок 660 мм требуются ручки длиной примерно 165 мм.
Эти грифы могут выглядеть нетрадиционно, но суть в том, что они плоские, обеспечивают лучшее управление и больший комфорт, чем традиционный гриф. Широкий спектр лучших положений рук и тела обеспечивает большую мощность, комфорт и контроль. Сгибание под углом 45 градусов обеспечивает естественное расслабленное положение запястий для длительного комфорта.
H-Bars Jones — идеальное обновление для велосипедных прогулок, путешествий, горных, дорожных, гравийных, городских или практически любого другого велосипеда! Они также являются отличной заменой дугам, когда требуется больше положений для рук, комфорта, контроля, а также места для крепления сумки и света!
Доступен в версиях из титана, карбона и алюминия.
Все H-образные стержни подходят для штоков с диаметром зажима 31,8 мм.
H-образные стержни Jones доступны в трех стилях: петля, обрезка, изгиб.
H-образная дуга Loop — наиболее полнофункциональная из трех: она имеет самый широкий диапазон положений, наибольшее количество вариантов крепления для гаджетов и осветительных приборов и является самой жесткой.
Cut H-Bar почти идентичен Loop, но в нем отсутствует центральная часть петли, и из-за этого у него меньше места для установки ваших устройств. Кроме того, он не такой жесткий, потому что две трубки для захвата не соединяются в центре.
Bend H-Bar — это H-образная дуга, урезанная до самого необходимого: длинные области захвата под 45 градусов для удивительного комфорта и несколько очень хороших положений рук. Это отличный способ почувствовать удивительное ощущение H-образной дуги Jones, даже если вам не нужен весь диапазон положений и мест установки. Большинство комбинаций материала и стиля доступны в двух вариантах ширины: 660 мм и 710 мм. Оба имеют одинаковые основные положения и форму, но версия 710 мм добавляет полностью вертикальное положение в задней части области захвата.Это отличное положение для путешествий и любого вида катания, когда вы, возможно, захотите сидеть полностью вертикально, не имея доступа к элементам управления. Версия 660 мм лучше всего подходит для навигации по очень узким маршрутам или узким городам / дорогам. Ширина 710 мм — наша самая популярная ширина, и на ней нанесены лазерные направляющие для резки, поэтому вы можете сократить ее до ширины 660 мм.
Чтобы узнать больше о том, как настроить H-образную штангу для максимального комфорта и контроля, ознакомьтесь с Руководством по H-образной штанге!
И помните, что все H-образные дуги требуют более длинных рукояток, чтобы полностью реализовать свой потенциал, поэтому убедитесь, что вы получаете максимальную посадку, комфорт и контроль, взяв здесь рукоятки!
Гибка арматурных стержней, частично встроенных в бетон
Это устройство для гибки арматурных стержней в полевых условиях является более сложным, чем стальная труба, но позволяет лучше контролировать диаметр изгиба.
Рассмотрим следующий случай. В контрактных документах содержится требование к арматурным стержням №6, встроенным в бетонную стену и с изгибами под прямым углом, которые будут верхними стержнями в плите перекрытия, которые будут добавлены позже. Но вот в чем проблема. Доступные формы стен имеют высоту 8 футов, а бетонную стену — 7 футов. Вместо того, чтобы разрезать формы, подрядчик решает врезать прямые стержни в стену, а затем согнуть их в полевых условиях после того, как формы будут удалены. Это допустимо?
Раздел 7.3.2 ACI 318-11, «Требования строительных норм и правил для конструкционного бетона», гласит, что арматура, частично встроенная в бетон, не должна изгибаться в полевых условиях, за исключением случаев, указанных в контрактных документах или разрешенных лицензированным профессионалом в области проектирования.Если в контрактной документации не указано, что планируется гибка закладных стержней в полевых условиях, проблема заключается в получении разрешения лицензированного специалиста по проектированию.
Используя исследования, процитированные в ACI 381-11
Комментарий к разделу 7.3.2 предоставляет более подробную информацию о закладных стержнях, изгибаемых холодным и горячим способом, и заявляет, что в условиях строительства может потребоваться изгиб стержней, залитых в бетон. В нем далее говорится, что в контрактной документации
следует указать, разрешено ли гнуть стержни в холодном состоянии или следует использовать нагрев.Приведены результаты двух исследований.
Оба исследования проводились только на образцах арматурных стержней, а не на стержнях, залитых в бетон. Исследователь первого процитированного исследования на основе ограниченных данных заявил, что арматурные стержни можно успешно переработать в полевых условиях как в холодном состоянии, так и с предварительным нагревом. Но автор предупреждает, что холодная гибка может сломать планку, особенно при низких температурах окружающей среды, и рекомендует предварительно нагреть до 1100-1200 F перед сгибанием. 1
В другом исследовании были проведены испытания на изгиб и выпрямление 254 арматурных стержней класса 60 трех размеров — № 5, № 8 и № 11 — с процедурами, имитирующими полевые условия.Испытательные стержни были заключены в три дубовых блока и согнуты путем размещения стальной трубы немного большего диаметра над стержнем и приложения силы к трубе с помощью гидроцилиндра. Диаметр изгиба контролировали, сначала помещая трубу близко к блокам, а затем отводя трубу от дубовых блоков для поддержания желаемого диаметра изгиба. Это примерно имитирует процедуру использования хикки-планки для гибки поля. Исследователи сообщили, что стержни № 5 и № 8 были согнуты при комнатной температуре до диаметра, равного трехкратному диаметру стержня, а затем выпрямлены без поломки и трещин. 2 Для сравнения: ACI 318-11 допускает гибку стержня до шестикратного диаметра.
Исследователи пришли к выводу, что изгиб и правка арматурных стержней размером до №11 в целом должны быть разрешены. Они также отметили, что нагрев стержней №11 до 1500 F значительно улучшил способность сгибать эти большие стержни.
Требования ACI 301-10
Если ACI 301-10 является спецификацией проекта, требования к гибке закладных стержней более консервативны. Только прутки размером от # 3 до # 5 можно гнуть в холодном состоянии, и то только если температура прутка выше 32 F.Арматурные стержни всех других размеров должны быть предварительно нагреты до 1100–1 200 F перед изгибом, а длина повторного нагрева арматурного стержня должна быть равна по крайней мере пяти диаметрам стержня в каждом направлении от центра изгиба. Увеличение длины предварительного нагрева ниже поверхности бетона не допускается, а температура арматурного стержня на границе раздела бетона не может превышать 500 F. Любые повреждения стержней с цинковым или эпоксидным покрытием должны быть отремонтированы.
Рекомендации CRSI
В своем отчете о технических данных № 54, 3 Институт железобетонной арматуры заявляет, что прямые закладные стержни могут быть запланированы для изгиба в полевых условиях, например, наружная лицевая стена, где вертикальные стержни будут изгибаться горизонтально, чтобы стать концом плиты. верхние бары.Как и в случае, упомянутом ранее, данная процедура предназначена для облегчения монтажа опалубки перекрытий. Но в отчете с данными указано, что архитектор / инженер должен проверить процедуру гибки и уведомить инспектора подрядчика по размещению арматурных стержней, который должен обсудить процедуру гибки с мастером по установке, чтобы убедиться, что изгибы соответствуют требованиям ACI 315. 4 Также может возникнуть необходимость уведомить инспекторов владельца или местного строительного управления.
Одно предложение для получения разрешения инженера
Поскольку некоторые инженеры очень консервативны, может быть трудно получить разрешение после того, как стержни уже были согнуты без присутствия инспектора.Лучшее решение этой проблемы очевидно: укажите на упомянутые здесь документы и получите разрешение, прежде чем гнуть прутья.
Один из вариантов — закрепить один или несколько изогнутых стержней в холодном состоянии, а затем попросить испытательную лабораторию испытать их на разрушение, пока они еще погружены в бетон. Если предел прочности на разрыв соответствует требованиям спецификации, остальные стержни можно считать подходящими, а заменяющие стержни для сломанных стержней можно залить эпоксидной смолой в стене.
Список литературы
1.Блэк, Уильям К., «Полевые поправки к частично внедренному R
Cut / Stamp / Bend
Устройство для резки и гибки, тип C 034
для осевых компонентов с незакрепленными или ремнями
| Формы компонентов |
|---|


| Спецификация | |
| — размер | 200 x 200 x 280 мм |
| — вес | кг|
| — сжатый воздух | от 4 до 6 бар |
| — мин. шаг | C 034 S: 12,5 мм, C 034 MIL: 7,5 мм |
| — макс. шаг | C 034 S: 100 мм, C 034 MIL: 100 мм |
| — Ø свинца | C 034 S: от 0,8 до 1,4 мм, C 034 MIL: от 0,4 до 0,8 мм |
| — компоненты | отдельно или с ремнем (поставляется с ручным приводом) |
| — управление | вручную с помощью пневматической педали |
| — производительность | 2.500 шт / час |
| . | |
| Описание: Устройство Burst & Zick типа C 034 предназначено для резки и изгиба выводов осевых компонентов до конфигурации 90 °. Благодаря независимой регулировке шага шага, длины левого реза и длины правого реза, устройство позволяет использовать самые разные параметры обработки. Компоненты загружаются в инструмент вручную. Корпус компонента должен быть отцентрован между изгибающимися опорами.После нажатия ножной педали выводы компонентов зажимаются с обеих сторон. Затем провода обрезаются по длине и изгибаются до необходимой формы. Затем обработанный компонент отклоняется передней частью устройства. | |
Устройство для резки, штамповки и формовки типа C 042
для осевых компонентов со свободным или ремнем
подробное описание| Спецификация | |
| — размер | 9013 мм — размер 9013 мм|
| — вес | ок.8 кг |
| — сжатый воздух | от 4 до 6 бар |
| — мин. шаг | C 042: 10 мм, C 042 / S: 12,5 мм |
| — макс. шаг | C 042: 70 мм, C 042 / S: 70 мм |
| — Ø свинца | C 042: макс. 0,8 мм, C 042 / S: макс. 1,3 мм |
| — компоненты | незакрепленные или с ремнем |
| — эксплуатация | эксплуатация |
| — производительность | 2.500 шт / час |
| . | |
Описание: Устройство Burst & Zick типа C 042 предназначено для резки, штамповки и сгибания выводов осевых компонентов. За счет использования сменных наборов инструментов с помощью этого устройства можно достичь множества конфигураций формы. Изменить можно легко и закрепить менее чем за две минуты. Настройки отобразятся на шкале устройства. Тиснение выводов зависит от инструмента.Эти инструменты производятся в соответствии с требованиями заказчика. Компоненты загружаются в инструмент вручную. Корпус компонента должен быть отцентрован между изгибающимися опорами. После нажатия ножной педали выводы компонентов зажимаются с обеих сторон. Затем выводы обрезаются по длине, и, в зависимости от формы формы, в эти выводы вставляются необходимые элементы. После этого провода загибают на 90 °. Затем обработанный компонент отклоняется передней частью устройства. | |
Станки для резки, штамповки и формовки Тип C 043
для осевых компонентов со свободным или ремнем
подробное описание| Спецификация | |
| — вес | ок. 45 кг |
| — электрический | 230 В / 50 Гц / 200 Вт |
| — инструмент для гибки | горизонтальный и вертикальный изгиб |
| — мин.шаг | по горизонтали: 7,5 мм по вертикали: 2,5 мм |
| — макс. шаг | по горизонтали: 50 мм по вертикали: 5 (7,5) мм |
| — Ø шага | по горизонтали: от 0,4 до 1,3 мм по вертикали: до 0,8 мм |
| — компоненты | с лентой |
| — производительность | 8.000 шт / час (бесступенчатая регулировка) |
| — опция | — ручная подача компонентов без потери — цифровой дисплей для шага и длины резки — обзор для роликов компонентов или боеприпас |
| . | |
Описание: Станок Burst & Zick тип C 043 предназначен для штамповки и гибки компонентов с осевыми выводами как для горизонтального, так и для вертикального монтажа. Для вставки компонентов с короткими выводами в п. c. Если это возможно, провода необходимо обрезать до нужной длины, согнуть до нужного шага и, если необходимо, проштамповать. Результат штамповки выводов зависит от используемого инструмента. Эти инструменты могут быть изготовлены в соответствии с требованиями заказчика. Машину можно перенастроить для разных инструментов. Компоненты с лентой могут обрабатываться автоматически. Скорость обработки бесступенчатая. Смена инструмента для разных размеров гибки занимает около 2 минут. | |
Станки для резки, штамповки и формовки Тип C 043 E
для осевых компонентов со свободным или ременным приводом
подробное описание| Спецификация | |
| 450 x | мм|
| — вес | ок.45 кг |
| — электрический | 230 В / 50 Гц / 200 Вт |
| — инструмент для гибки | горизонтальный и вертикальный изгиб |
| — мин. шаг | по горизонтали: 7,5 мм по вертикали: 2,5 мм |
| — макс. шаг | по горизонтали: 50 мм по вертикали: 5 (7,5) мм |
| — Ø шага | по горизонтали: от 0,4 до 1,3 мм по вертикали: до 0,8 мм |
| — компоненты | с лентой |
| — производительность | 8.000 шт. / Час (бесступенчатая) |
| — Опция | — ручная подача потерянных компонентов — предварительная установка и счетчик предметов — проверка рулона компонентов или боеприпасов |
| . | |
Описание: Станок Burst & Zick тип C 043 E предназначен для штамповки и гибки компонентов с осевыми выводами для горизонтального и вертикального монтажа. Для вставки компонентов с короткими выводами в п.c. Если это возможно, провода необходимо обрезать до нужной длины, согнуть до нужного шага и, если необходимо, проштамповать. Результат штамповки выводов зависит от используемого инструмента. Эти инструменты могут быть изготовлены в соответствии с требованиями заказчика. Машину можно перенастроить для разных инструментов. Компоненты с лентой могут обрабатываться автоматически. Скорость обработки бесступенчатая. Смена инструмента для разных размеров гибки занимает около 2 минут. | |
Станок для резки, штамповки и формовки Тип C 043 ES
для осевых компонентов со свободным или ремнем
подробное описание| Спецификация | |
| — размер | 450 x 450 мм|
| — вес | ок.45 кг |
| — электрический | 230 В / 50 Гц / 200 Вт |
| — сжатый воздух | 6 бар |
| — инструмент для гибки | горизонтальные гибки |
| — мин. шаг | 7,5 мм |
| — макс. шаг | 50 мм |
| — Ø свинца | от 0,4 до 1,3 мм |
| — компоненты | с лентой |
| — производительность | 3.600 шт / час (бесступенчатая регулировка) |
| — Опция | — ручная подача компонентов для утюга |
| — цифровой дисплей для шага и длины резки | |
| — предварительная установка и счетчик позиций | |
| — обследование на предмет рулонов или боеприпасов | |
| . | |
Описание: Для вставки компонентов с короткими выводами в p.c. Если это возможно, провода необходимо обрезать до нужной длины, согнуть до нужного шага и, если необходимо, проштамповать. Результат штамповки выводов зависит от используемого инструмента. Leadforming — это специальный инструмент, который может быть изготовлен в соответствии с требованиями заказчика. Отличие от типов C 043 и C 043 E заключается во встроенной пневматике, которая делает возможной перестановку гибочных и формовочных инструментов.Это означает, что инструменты можно приблизить к компонентам. Особо можно выполнять изгибы с помощью утопленной планки. Компоненты с лентой могут обрабатываться автоматически. Скорость обработки бесступенчатая. Смена инструмента для разных размеров гибки занимает около 5 минут. | |
Устройство для резки, штамповки и формовки типа C 044
для компонентов с осевыми выводами для вертикального монтажа
подробное описание| Спецификация | |
| — размер 200 | 9013 мм|
| — вес | ок.8 кг |
| — сжатый воздух | от 5 до 6 бар |
| — шаг | мин. 2,54 мм, макс. 5,08 мм |
| — компонент Ø | мин. 2 мм, макс. 8 мм |
| — длина элемента | мин. 4 мм, макс. 10 мм |
| — Ø свинца | C 044: от 0,4 мм до 0,8 мм, C 044 S: от 0,9 мм до 1,4 мм |
| — компоненты | отдельно или с ремнем (вручную прилагается) |
| — управление | вручную с помощью пневматической педали |
| . | |
Описание: Станок Burst & Zick тип C 044 предназначен для резки и формирования выводов осевых компонентов для вертикального монтажа. Различные формы доступны благодаря использованию сменных штампов. Чтобы вставить компоненты с короткими выводами в п. c. Возможны доски, провода должны быть обрезаны до подходящей длины и сформированы в соответствии с требуемым растром. Настройки довольно просты и надежны, чтобы обеспечить точное формирование каждого вывода компонента. | |
Режущее и формовочное устройство Тип C 052 B
для радиальных компонентов


















