Как отличаются припои по температуре плавления
Припой: легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями.
Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы.
Их выбор зависит от материала обрабатываемых элементов.
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Обратите внимание
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости.
При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки.
Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
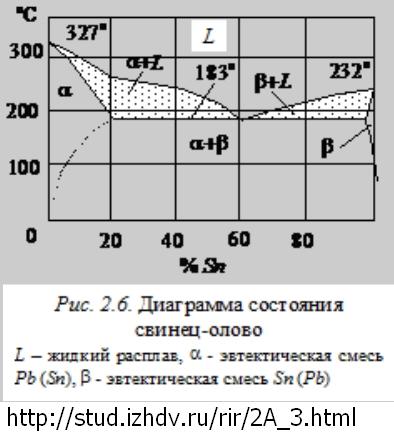
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы.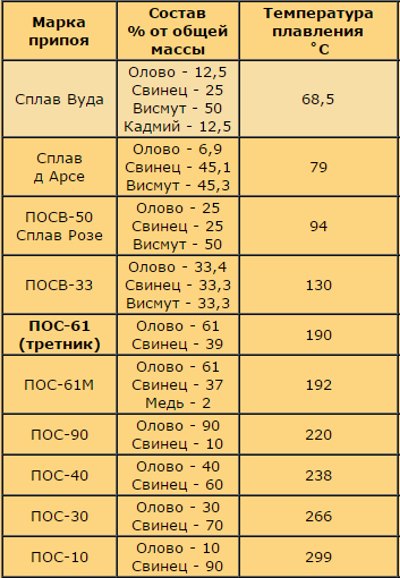 Например:
Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут.

- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат.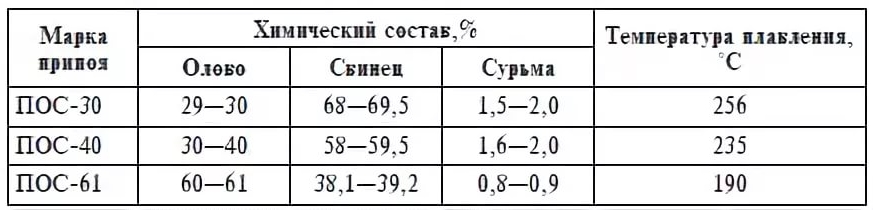 Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К.
Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе.
Важно
Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
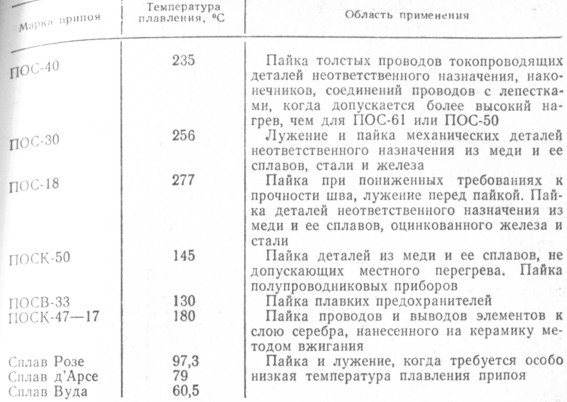
- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.

С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва.
При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы.
Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов.

Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.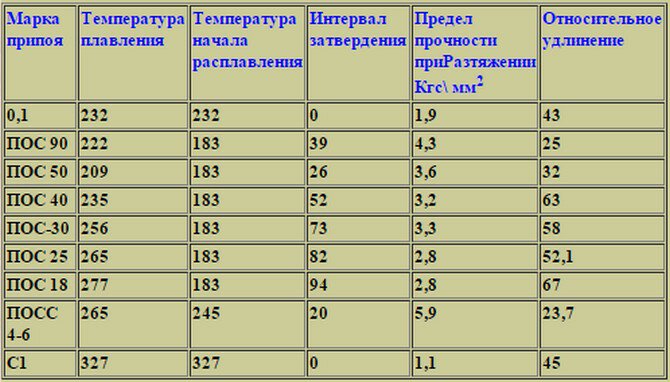
Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств.
Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В.
Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Источник: https://220v.guru/fizicheskie-ponyatiya-i-pribory/payalniki/vidy-i-temperatury-plavleniya-legko-i-tugoplavkih-pripoev.html
При какой температуре происходит плавление оловянного припоя
Для соединения различных металлических элементов между собой довольно часто применяется специальный сплав, называемый припоем.
Низкая температура плавления припоев (таблица с этим показателем встречается в различной методической литературе) позволяет применять их в быту и промышленности.
Стоит учитывать, что не все металлы могут соединяться между собой посредством пайки. Рассмотрим виды припоя, его состав и некоторые другие особенности подробнее.
Основные свойства сплава
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.
 При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Разновидности применяемых материалов
Применяемые сплавы могут состоять из различных химических веществ. Классификация проводится следующим образом:
- Мягкие или легкоплавкие. Наибольшей популярностью пользуются соединения олова и свинца, а также их различные виды. Для того чтобы придать особые свойства сплаву, в его состав добавляются различные элементы. Примером можно назвать то, что кадмий и висмут могут включаться в состав для существенного снижения температуры плавления, к примеру, до 61 градуса Цельсия. Стоит учитывать, что и прочность подобных сплавов низкая. Этот момент не позволяет получить надежные соединения, сплав подходит лишь для проведения работ по соединению контактов. Важно следить за температурой, до которой нагревает паяльный прибор сплав. Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
- Твердые представлены двумя группами сплавов: меди и серебра. Для восприятия небольшой статической нагрузки часто применяется сплав цинка и меди, который позволяет получить весьма качественное соединение. В качестве припоя может использоваться и золото.
 В качестве припоя может использоваться и золото.
В качестве припоя может использоваться и золото.Выпуском припоя занимаются самые различные фирмы, к примеру, Harris Corporation. Форма выпуска может быть самой различной: от фольги до проволоки различного сечения.
Применение флюса
При повышении температуры материала может выделяться графит. Практически ни один процесс пайки не проходит без применения флюса. Подобное химическое вещество позволяет избежать образование окисли, которая ухудшает качество получаемого соединения.
Существует довольно большое количество разновидностей флюса:
- При применении пайки на основе олова и свинца зачастую используют флюс на основе соляной кислоты или хлористого цинка.
- В качестве флюса может применяться хлористый аммоний или бура.
- С мягкими сплавами часто используется раствор соляной кислоты или хлористый цинк.

При работе с алюминиевыми сплавами многие применяют флюс, основанный на хлористом цинке, канифоли и тунгового масла.
В заключение отметим, что процесс пайки может проходить при самой различной температуре. Для бытового применения выбирают материалы, которые плавятся уже при низких значениях, что позволяет использовать обычное оборудование при работе.
При желании можно приготовить припой самостоятельно. Однако подобный процесс весьма сложен в исполнении, так как требует точного дозирования всех элементов, подразумевает их нагрев до высокой температуры и удаление вредных примесей.
Источник: https://obrabotkametalla.info/splavy/temperatura-plavleniya-olovyannogo-pripoya
При какой температуре плавится и кристаллизуется олово
К одному из самых первых металлов, открытых в древности, относится олово. Оно имеет серебристо-белый цвет с небольшой массой. Посуда из него прекрасно сохраняет запах, а также вкус напитков.
Данный металл использовался намного раньше открытого впоследствии железа, а его сплав с медью (бронза) является первым сплавным веществом, созданным человеком.
Это получилось из-за того, что температура плавления олова весьма низкая, что позволяло обрабатывать металл еще при зарождении металлургии.
Свойства и особенности олова
Оловянные сплавы имеют малый коэффициент трения, из-за чего их используют в разнообразных антифрикционных материалов. Помимо этого, данным свойством они могут наделять и прочие вещества.
Это значительно продлевает период эксплуатации механизмов, машин, значительно снижая потери на трение. К интересной особенности данного материала относится его увеличение объема на 25,6 % при температуре + 13,2 °С.
Этот металл называется серым.
При снижении температуры до – 33,0 °С вещество кристаллизуется и переходит в порошкообразное состояние. При взаимодействии серого и белого олова происходит передача свойств белому металлу. Разнообразные оловянные сплавы широко используются электротехнической промышленностью.
На вопрос при какой температуре плавится олово существует однозначный ответ: + 231,9 °С или же 505,1 по кельвину. Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях.
Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях.
Температура плавления, при которой олово переходит в жидкое состояние невысока, что облегчает его использование.
Высокий интерес представляет данное вещество из-за своей хорошей коррозийной стойкости. Именно оловянное покрытие является древнейшим способом защиты разнообразных предметов из металлов, в том числе и консервных банок. Помимо этого, данный элемент имеет свойство объединять многие металлы с приданием им устойчивости к внешним воздействиям.
Это используется при лужении различной посуды и прочих бытовой утвари, а также электротехниками. Оловянно-свинцовые сплавы относятся к мягким компонентам, что удобно при пайке радиотехнических деталей. Эти припои могут иметь различное количество компонентов и соответствующее обозначение.
Совет
К примеру, пос-61 означает, что оловянная составляющая имеет 61 %, а свинцовая – 39 %.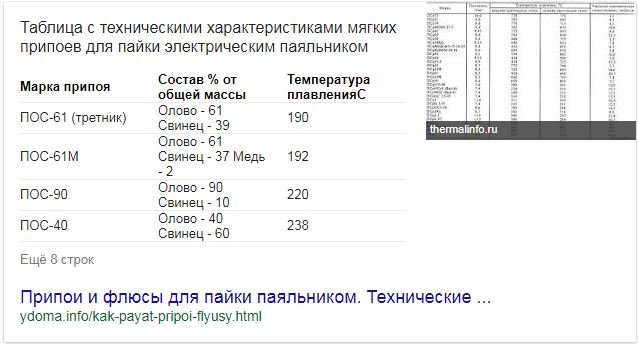
Человеческое тело содержит оловянные вещества в костях, где они помогают обновлению костной ткани. Для нормальной жизнедеятельности организму необходимо получать ежедневно порядка 2-10 мг металла в сутки. Этот макроэлемент содержится в принимаемой пище, однако усваивается всего лишь до 5 % от общего поступающего количества.
Температура плавления
Особую известность имеют соединения, использующиеся в качестве припоя радиолюбителями. Температура плавления в сплаве ПОС-40 составляет + 235,0 °С.
Содержащийся в припоях свинец является довольно мягким материалом, имеющий серый цвет со светлым оттенком. Он плавится при значении + 327,0 °С, что делает его идеальной составляющей для олова.
Припой ПОС-61 может плавиться при температуре + 191,0 °С, чем весьма удобен для пайки небольших радиодеталей.
Специалисты знают, при какой температуре олово плавится. Данная величина составляет + 231,9 °С, а при + 231,0°С оно остается твердым. Температурный показатель кипения этого вещества намного выше – 2 600 градусов Цельсия.
 В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления.
В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления.Этот материал превосходно гнется даже в холодном состоянии, а нагреваясь, он начинает приобретать свойства пластилина. Температура плавления свинца и оловянной составляющей разнится, однако их сплавы обладают широким применением. При плавке применяются специальные флюсы, шлаки, а также присадки для получения необходимой степени качества и сорта металла.
Из-за его возможности расплавляться при низкой температуре он является стратегически важным сырьем. Сплавы с участием оловянного компонента очень легко обрабатываются и применяются при соединении конструктивных деталей и узлов с герметичным швом.
К наиболее известным бытовым соединениям относятся припои, температура плавления в которых олова и свинца зависит от их количества.
Применение и вторичная переработка
Главным достоинством, определяющим область применения оловянного вещества, является его высокая стойкость к коррозии. Это свойство оно передает и прочим металлам, участвующим в сплаве.
Это свойство оно передает и прочим металлам, участвующим в сплаве.
Данная способность противодействия химически агрессивным веществам делает материал весьма ценным при защите стальных изделий.
Тончайший слой покрывает практически половину всей производимой стальной жести.
Данный металл используется при производстве тонкостенных труб, которые применяются исключительно при положительных температурных показателях. К ограничению сферы применения относится низкая температура кристаллизации олова.
Бытовые изделия содержат олово в сантехническом оборудовании, разнообразной фурнитуре и прочих аксессуарах. Материал обладает высокой гигиеничностью, низким температурным показателем плавления олова, а также весьма низкой теплопроводностью по сравнению со сталью.
По этим характеристикам его активно используют для изготовления умывальников и ванн.
Обратите внимание
Это вещество присутствует в домашней посуде, ювелирных украшениях, а также небольших элементах декора и быта. Это обусловлено хорошим плавлением материала при невысокой температуре, ковкости и мягкому цвету. Бронзовые сплавы имеют отличную прочность, а также высокую стойкость к коррозии. Это делает бронзу превосходным строительно-декоративным материалом.
Помимо припоев, которые удобно расплавлять в домашних условиях и промышленном производстве, сплавы применяются даже для производства музыкальных инструментов.
Из различных сплавов отливаются церковные колокола и органные трубы. От количества составляющих элементов зависит тон изделий.
Невысокая температура затвердевания материала и простота обработки позволяют изготавливать уникальные изделия музыкального направления.
Для вторичной переработки используют старые консервные жестяные баночки. Они имеют защитное оловянное покрытие с некоторыми примесями. Их количество для продуктовой тары имеет строгое ограничение.
 Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %.
Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %.Для безопасности здоровья дополнительно применяются специальные лаки, которые предохраняют металлическую основу от разрушения под воздействием соли, сахара, а также органических кислот. Средняя банка содержит порядка 0,5 г оловянного компонента. Для мировых масштабов это весьма внушительная цифра.
Доля этого вторично использованного сырья в развитых государствах доходит до 30 %.
Олово используется практически во всех направлениях современного производства. Спустя тысячелетия после своего открытия, металл остается востребованным веществом, обладающим широким спектром уникальных свойств.
Рекомендуем к прочтению:
Зачем нужна канифоль (флюс) при пайке
Источник: https://oxmetall.ru/pajka/temperatura-plavleniya-olova
Припой ПОС 61: температура плавления олова для пайки, состав и технические характеристики
Большинство начинающих радиолюбителей, не сталкивавшихся ранее с пайкой, задаются вопросом о том, какие могут быть припои, и чем они отличаются друг от друга.
Припой ПОС является оловянно-свинцовым сплавом. В зависимости от соотношения данных элементов существуют различные маркировки. Самая распространенная – припой ПОС 61.
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
Важно
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
В данном флюсе отсутствуют галогены.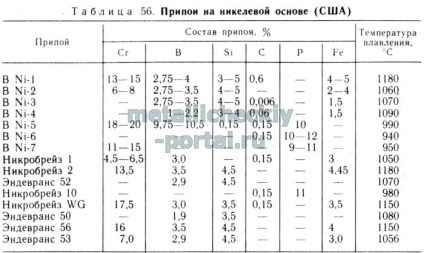 Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Низкотемпературные припои
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Совет
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте.
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Итог
Температура плавления олова делает этот материал отличным припоем для пайки. Особо широкое распространение получили припои марки ПОС. Они используются и в промышленности, и в частных мастерских, и радиолюбителями.
Множество марок данного припоя позволяет выбрать необходимый сплав, который идеально подойдет для решения практически любой задачи.
Источник: https://tutsvarka.ru/oborudovanie/pripoj-pos
Температура плавления припоя
Соединение металлических деталей при помощи их пайки подразумевает использование припоя, который представляет собой металлический сплав, наплавляемый на основные соединяемые материалы.
Необходимо правильно подобрать такой припой, температура плавления которого будет меньше, чем температура плавления металла основных деталей. Следует сказать, что показатель температуры является основополагающим при выборе того или иного припоя.
Необходимо сочетать этот показатель с температурой основных материалов, что и позволит вам качественно выполнить пайку деталей. Поговорим поподробнее о температуре плавления припоя.
Обратите внимание
Необходимо сразу же отметить, что припой может выполняться из различных сплавов, что позволяет существенно изменять его температуру плавления. Так, например, существуют легкосплавные металлы, которые плавятся при температурах порядка 300 градусов.
Соответствующим образом необходимо выбирать припой, который становится жидким при температурах 200 и 250 градусов. Также существуют соответствующие металлические сплавы с повышенной температурой плавления, которая может достигать 700 градусов и более.
Все эти вопросы необходимо учитывать при выборе припоя и выполнении соединения металлических элементов.
К мягкому припою принято относить такие металлические сплавы, которые расплавляются при температурах ниже 300 градусов. Подобной температуры будет вполне достаточно для пайки в домашних условиях. С таким мягким припоем можно с легкостью работать обычным паяльником, при этом качество соединения будет на достаточно высоком уровне. Твердые припои имеют температуру плавления более 300 градусов.
Следует сказать, что для работы с таким тугоплавким сплавом требуется соответствующие навыки и специальные инструменты. Отметим, что отдельные разновидности металлов могут сплавляться при температуре более 700 градусов. В данном случае использовать обыкновенный паяльник не представляется возможным. Необходимо применять мощные горелки, которые позволяют нагревать металл до подобных температур.
Отметим, что принято выделять два параметра температуры плавления металла. Под начальной температурой принято понимать показатель, когда металл лишь начинает становиться жидким.
Окончательная температура — это отметка, при котором сплав становится полностью жидким.
Для пайки применяется первый показатель, что позволяет гарантировать вязкость материала, а это в свою очередь гарантирует удобство и легкость выполняемой работы.
Свойства припоя
От показателя температуры плавления припоя напрямую зависят его свойства. Это объясняется включением разнообразных металлов, которые входят в тугоплавкие сплавы. При добавлении того или иного металла в припой материал сохраняет свои характеристики, что непосредственно влияет на общее свойство сплавов. Установлено, что прочность соединения напрямую зависит от точки расплавления.
Мягкий припой не позволяет обеспечить необходимую прочность соединения, поэтому в тех случаях, когда требуется гарантировать максимально возможную прочность, такие легкие сплавы с низкой температурой плавления не используют. Имеются специальные высокопрочные разновидности наплавляемого материала, которые позволяют гарантировать максимальную прочность соединения металлических деталей.
У припоя при пайке должна быть температура плавления обязательно ниже, нежели чем у основных металлов. В противном случае такое соединение считалось бы уже сваркой. Необходимо также учитывать показатели теплопроводности припоя, которые на низком уровне позволяют соединению с легкостью переносить высокие температуры, тем самым детали защищаются от перегрева.
Важно
Следует сказать, что данный показатель может существенно различаться в зависимости от конкретного сплава. Так, например, известный сплав Вуда имеет температуру плавления на уровне 70 градусов. Как вы можете понять, такой припой не может использоваться для соединения металлических элементов, так как в данном случае само соединение будет крайне хрупким и недолговечным.
В том случае, если требуется соединять детали из легкосплавных металлических элементов, температура плавления у которых составляет 150 — 200 градусов, использовать припой и технологию пайки зачастую бывает проблематично по причине хрупкости соединения.
В данном случае куда проще будет выполнять сварку таких легкосплавных металлов, что позволит обеспечить соединение элементов на молекулярном уровне.
Впрочем, если высокая прочность вам не требуется, можно с легкостью выполнять в бытовых условиях пайку даже таких легкосплавных металлических деталей.
Большинство производителей на припое указывают температуру плавления, что позволяет существенно упростить выбор. Наибольшее распространение получили сегодня припои ПОС, которые в зависимости от своего индекса могут иметь температуру плавления от 190 до 299 градусов.
При необходимости соединения тугоплавких металлов используют специальные приборы для увеличения температуры плавления, и соответствующее профессиональное оборудование. Как правило, такая пайка выполняется профессиональными сварщиками, с использованием соответствующих паяльных ламп.
Нагревать припой обычным паяльником до температуры 500 градусов и более зачастую невозможно. Именно поэтому наибольшее распространение сегодня получила технология пайки легкосплавных металлов, которая отличается простотой в работе, а их соединения выполняются прочными и долговечными.
Рекомендации по использованию
Если у мягких разновидностей припоя температура плавления находится в близком диапазоне, то у твердых марок разброс может быть намного больше. У отдельных разновидностей температура плавления может отличаться более чем в 3 раза. Соответствующим образом необходимо выбирать используемые паяльники и соответствующие инструменты для пайки.
Помните, что правильный выбор используемых инструментов и припоя гарантирует возможность выполнения качественных и долговечных соединений металлических элементов. Выбирать инструменты для пайки, которые сильно нагревают припой или не обеспечивают необходимой температуры, не рекомендуется. В данном случае качественно выполнить соединение будет невозможно.
Допустимые отклонения должны составлять не более 20 градусов по Цельсию.
При нагреве припоя до его начальной температуры плавления сплав становится мягким, что позволяет существенно упростить пайку и повышает качество соединения.
основные свойства и виды состава, как плавится, из чего может состоять
Для соединения различных металлических элементов между собой довольно часто применяется специальный сплав, называемый припоем. Низкая температура плавления припоев (таблица с этим показателем встречается в различной методической литературе) позволяет применять их в быту и промышленности. Стоит учитывать, что не все металлы могут соединяться между собой посредством пайки. Рассмотрим виды припоя, его состав и некоторые другие особенности подробнее.
Основные свойства сплава
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.
Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Разновидности применяемых материалов
Применяемые сплавы могут состоять из различных химических веществ. Классификация проводится следующим образом:
- Мягкие или легкоплавкие. Наибольшей популярностью пользуются соединения олова и свинца, а также их различные виды. Для того чтобы придать особые свойства сплаву, в его состав добавляются различные элементы. Примером можно назвать то, что кадмий и висмут могут включаться в состав для существенного снижения температуры плавления, к примеру, до 61 градуса Цельсия. Стоит учитывать, что и прочность подобных сплавов низкая. Этот момент не позволяет получить надежные соединения, сплав подходит лишь для проведения работ по соединению контактов. Важно следить за температурой, до которой нагревает паяльный прибор сплав. Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
- Твердые представлены двумя группами сплавов: меди и серебра. Для восприятия небольшой статической нагрузки часто применяется сплав цинка и меди, который позволяет получить весьма качественное соединение. В качестве припоя может использоваться и золото.
Выпуском припоя занимаются самые различные фирмы, к примеру, Harris Corporation. Форма выпуска может быть самой различной: от фольги до проволоки различного сечения.
Применение флюса
При повышении температуры материала может выделяться графит. Практически ни один процесс пайки не проходит без применения флюса. Подобное химическое вещество позволяет избежать образование окисли, которая ухудшает качество получаемого соединения.
Существует довольно большое количество разновидностей флюса:
- При применении пайки на основе олова и свинца зачастую используют флюс на основе соляной кислоты или хлористого цинка.
- В качестве флюса может применяться хлористый аммоний или бура.
- С мягкими сплавами часто используется раствор соляной кислоты или хлористый цинк.
При работе с алюминиевыми сплавами многие применяют флюс, основанный на хлористом цинке, канифоли и тунгового масла.
В заключение отметим, что процесс пайки может проходить при самой различной температуре. Для бытового применения выбирают материалы, которые плавятся уже при низких значениях, что позволяет использовать обычное оборудование при работе. При желании можно приготовить припой самостоятельно. Однако подобный процесс весьма сложен в исполнении, так как требует точного дозирования всех элементов, подразумевает их нагрев до высокой температуры и удаление вредных примесей.
Припой ПОС 5, 10, 40, 63, 90 — Свердловский металлургический завод
|
Марка припоя |
Содержание, % |
Область применения |
|
|---|---|---|---|
|
Sn |
Pb |
||
|
ПОС 90 |
89-91 |
11-9 |
Медицинская аппаратура, пищевая посуда |
|
ПОС 61 |
59-61 |
41-39 |
Точные приборы, радиоэлектроника, печатные плиты |
|
ПОС 40 |
39-41 |
61-59 |
Электроаппаратура, элементы из латуни железа, медные провода |
|
ПОС 30 |
29-31 |
71-69 |
Продукция машиностроения, гибкие шланги и бандажная проволока электромоторов |
|
ПОС 10 |
9-10 |
91-90 |
Контактные поверхности реле, электроприборов, аппаратов |
Припои для пайки – сплавы или чистые металлы, которые используются для введения в полости/зазоры или швы между соединяемыми деталями. Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.
Используемые в процессе работ материалы/сплавы должны равномерно растекаться по области пайки, хорошо смачивать детали, заполнять зазоры и быстро отвердевать, формируя прочные и стойкие к коррозии соединения. При пайке может использоваться медный, оловянный, латунный, золотой, серебряный, оловянно-свинцовый припой. При правильном подборе металлы/сплавы имеют аналогичный с деталью коэффициент температурного расширения. При работе со сложными изделиями необходимо подбирать материалы в соответствии с требованиями к жаропрочности, теплопроводности, стойкости к химической агрессии.
В зависимости от специфики работы могут использоваться сплавы с разными характеристиками:
- мягкий припой (плавление происходит при температуре до 4000°С) – материалы, которые используются в процессе пайки отдельных элементов аппаратов и машин, которые не имеют токоведущих конструкций;
- твёрдые припои, которые плавятся при температуре выше 5000°С, используются при работе с материалами/конструкциями, подвергающимися высокому нагреву с постоянными существенными нагрузками.
Выполненный по ГОСТ 21931-76 припой ПОС 5, 10, 40, 63, 90 имеет высокий предел прочности – до 50-70 МПа. Соединение деталей/элементов осуществляется методом погружения всего изделия в металл или забора порции нужного размера жалом паяльника.
Твердый сплав (припой ПСР) – это материал, предел прочности которого превышает 500 МПа. В процессе работ используется электроконтактный способ с использованием графитовых или медных электродов, дуговой и аргонной сварки (пайка мелких деталей).
Высокотемпературные материалы содержат в своем составе серебро, никель, медь и цинк. Можно купить медный, серебряный припой для пайки, который предназначен для работы со всеми металлами, кроме алюминия, магния.
Низкотемпературные сплавы, такие как припой ПОССУ 40 или ПОСК 50-18 состоят из олова, свинца и сурьмы. Эти материалы не могут использоваться при пайке легких сплавов, так как при контакте со свинцом происходит окисление и коррозийное разрушение деталей.
С учетом химического компонентного состава, купить припой можно в нескольких видах:
- Припой ПОС (без сурьмы) применяется при пайке с повышенными требованиями к пластичности и герметичности шва (лужение и пайка аппаратуры, посуды). На выполненный по ГОСТ припой ПОС цена незначительно выше других сплавов, так как материал не токсичен, не опасен для человека.
- Припой (45, 60 ,61) с содержанием сурьмы до 0,5%. Материал отличается пластичностью и используется для пайки цинковых изделий.
- Сурьмянистый припой оптом можно купить для абразивной пайки в машино- и авиастроении, холодильной промышленности и других областях, где нужна гарантия прочности/герметичности швов.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
| Марка припоя для пайки | ПОС 90 | ПОС 61 | ПОС 40 | ПОС 10 | ПОС 61М | ПОСК 50-18 | ПОССу 61-0,5 | ПОССу 50-0,5 | |
|---|---|---|---|---|---|---|---|---|---|
| t плавления, С° | Солидус | 183 | 183 | 183 | 268 | 183 | 142 | 183 | 183 |
| Ликвидус | 220 | 190 | 238 | 299 | 192 | 145 | 189 | 216 | |
| Плотность, г/см3. | 7,6 | 8,5 | 9,3 | 10,8 | 8,5 | 8,8 | 8,5 | 8,9 | |
| Удельное электро-сопротивление Ом*мм2/м | 0,12 | 0,139 | 0,159 | 0,2 | 0,143 | 0,133 | 0,14 | 0,149 | |
| Теплопроводность, ккал /см*с*град | 0,13 | 0,12 | 0,1 | 0,084 | 0,117 | 0,13 | 0,12 | 0,112 | |
| Времен. сопротивление разрыву, кгс/мм2 | 4,9 | 4,3 | 3,8 | 3,2 | 4,5 | 4 | 4,5 | 3,8 | |
| Относит. удлинение, % | 40 | 46 | 52 | 44 | 40 | 40 | 35 | 62 | |
| Ударная вязкость, кгс/см 2 | 4,2 | 3,9 | 4 | 3,2 | 1,1 | 4,9 | 3,7 | 4,4 | |
| Твердость по Бринеллю, ПВ | 15,4 | 14 | 12,5 | 12,5 | 14,9 | 14 | 13,5 | 13,2 | |
| Марка припоя для пайки | ПОССу 40-0,5 | ПОССу 35-0,5 | ПОССу 30-0,5 | ПОССу 25-0,5 | ПОССу 18-0,5 | ПОСу 95-5 | ПОССу 40-2 | ПОССу 35,2 | |
| t плавления, С° | Солидус | 183 | 183 | 183 | 183 | 183 | 234 | 185 | 185 |
| Ликвидус | 235 | 245 | 255 | 266 | 277 | 240 | 229 | 243 | |
| Плотность, г/см3. | 9,3 | 9,5 | 8,7 | 10 | 10,2 | 7,3 | 9,2 | 9,4 | |
| Удельное электро-сопро-тивление Ом*мм2/м | 0,169 | 0,172 | 0,179 | 0,182 | 0,198 | 0,145 | 0,172 | 0,179 | |
| Теплопро-водность, ккал /см*с*град | 0,1 | 0,1 | 0,09 | 0,09 | 0,084 | 0,11 | 0,1 | 0,09 | |
| Времен. сопротивление разрыву, кгс/мм2 | 4 | 3,8 | 3,6 | 3,6 | 3,6 | 4 | 4,3 | 4 | |
| Относит. удлинение, % | 50 | 47 | 45 | 45 | 50 | 46 | 48 | 40 | |
| Ударная вязкость, кгс/см 2 | 4 | 3,9 | 3,9 | 3,9 | 3,6 | 5,5 | 2,8 | 2,6 | |
| Твердость по Бринеллю, ПВ | 13 | 13,3 | 13,2 | 13,6 | - | 18 | 14,2 | - | |
| Марка припоя для пайки | ПОССу 30-2 | ПОССу 25-2 | ПОССу 18-2 | ПОССу 15-2 | ПОССу 10-2 | ПОССу 8-3 | ПОССу 5-1 | ||
| t плавления, С° | Солидус | 185 | 185 | 186 | 184 | 268 | 240 | 275 | |
| Ликвидус | 250 | 260 | 270 | 275 | 285 | 290 | 308 | ||
| Плотность, г/см3. | 9,6 | 9,8 | 10,1 | 10,3 | 10,7 | 10,5 | 11,2 | ||
| Удельное электро-сопро-тивление Ом*мм2/м | 0,182 | 0,185 | 0,206 | 0,208 | 0,208 | 0,207 | 0,2 | ||
| Теплопро-водность, ккал /см*с*град | 0,09 | 0,09 | 0,081 | 0,08 | 0,08 | 0,081 | 0,084 | ||
| Времен. сопротивление разрыву, кгс/мм2 | 4 | 3,8 | 3,6 | 3,6 | 3,5 | 4 | 3,3 | ||
| Относит. удлинение, % | 40 | 35 | 35 | 35 | 30 | 43 | 40 | ||
| Ударная вязкость, кгс/см 2 | 2,5 | 2,4 | 1,9 | 1,9 | 1,9 | 1,7 | 2,8 | ||
| Твердость по Бринеллю, ПВ | - | - | 11,7 | 12 | 10,8 | 12,8 | 10,7 | ||
|
Марки ПОС припоев |
Сферы применения |
|---|---|
|
ПОС 90 |
Для паяния внутренних швов пищевой посуды, медицинской аппаратуры. |
|
ПОС 61 |
Точные приборы, радиоэлектроника, печатные плиты |
|
ПОС 40 |
Электроаппаратура, элементы из латуни железа, медные провода. |
|
ПОС 10 |
Контактные поверхности реле, электроприборов, аппаратов. |
|
ПОС 61М |
Для пайки тонких фольги, медных проволок, печатных проводников. |
|
ПОСК 50-18 |
Для пайки деталей, чувствительных к перегреву, для ступенчатой пайки конденсаторов, металлизированной керамики, |
|
ПОССу 61-0,5 |
Для пайки элементов печатных плат, электроаппаратуры, обмоток электромашин. |
|
ПОССу 50-0,5 |
Для пайки пищевой посуды, авиа радиаторов. |
|
ПОССу 40-0,5 |
Для пайки обмоток электромашин, жести, монтажных элементов, радиаторных трубок, кабельных и моточных изделий, оцинкованных деталей холодильных устройств. |
|
ПОССу 35-0,5 |
Для пайки свинцовых кабельных оболочек изделий электротехники не ответственного назначения, тонколистовой упаковки. |
|
ПОССу 30-0,5 |
Для пайки радиаторов, листового цинка, в цинковом прокате |
|
ПОССу 25-0,5 |
Для пайки радиаторов. |
|
ПОССу 18-0,5 |
Для пайки электроламп, трубок теплообменников. |
|
ПОСу 95-5 |
Для пайки трубопроводов, эксплуатируемых в условиях повышенной t°, в электро-промышленных областях. |
Чтобы уточнить цены на оловянный, оловянно-свинцовый или серебряный припой, выполненный по ГОСТ, свяжитесь с нами удобным для вас способом – обратный звонок, письмо на электронную почту или сообщение менеджеру. Мы поможем вам подобрать сплавы/материалы с учетом специфики деятельности вашего предприятия и по доступной цене купить припой ПОС 40, 30, 61 и другие марки для работы с любыми металлами, изделиями и деталями.
Назад к каталогу продукции
скачать статью себе на компьютер,вы можете тут Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д. Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность. Виды припоев. Характеристики припоев пос 40, пос 61 и ПСР Одним из важнейших факторов радиомонтажных и электромонтажных работ является пайка. Пайку осуществляют для создания механически прочного или герметичного шва, или с той целью, чтобы получить электрический контакт с малым переходным сопротивлением. Качество монтажа зависит от того, правильно ли вы выбрали для этой работы необходимые припои. Паяние есть один из способов соединения металлов, основанное на силах молекулярного притяжения, а припой — это сплав или металл, который вводится между деталями и образуется он в процессе пайки из-за разницы температур. Припой равномерно распределяется в результате действия капиллярных сил и «смачивает» основной металл. Паяемые материалы имеют более высокую температуру плавления, а припои более низкую. Перед началом пайки все спаиваемые поверхности обезжириваются и зачищаются до металлического блеска. Припой выбираются в зависимости от того, какие металлы нужно спаять. Для того, чтобы пайка была качественной, необходимо, чтобы припой хорошо смочил соединяемые материалы и при равномерном растекании заполнил паяльные зазоры, образовывая при этом коррозионно-стойкие, плотные соединения. Прочность припоя и паяного соединения зависит от тугоплавкости припоя. В любительской практике чаще всего используются легкоплавкие припои. Они обозначаются буквами ПОС – оловянно-свинцовый и являются мягкими припоями. В припой пос вводятся другие металлы для того, чтобы они приобрели специальные свойства: кадмий, висмут, сурьму и другие. Для пайки алюминия применяется оловянно-свинцовый припой пос, рекомендованный зарубежными радиолюбителями. Заключается он в том, что на месте пайки на алюминий наносится минеральное масло, а затем поверхность зачищается ножом или скребком, чтобы удалить плёнку окиси. Хорошо нагретым паяльником наносится припой. Припой пос 40 с температурой плавления 183–238 °C востребован и используется в тех местах, если спайка будет подвержена сильной вибрации. Применяют припой пос 40 при лужении и пайке самой разнообразной радиоаппаратуры, деталей оцинкованного железа с имеющимися герметичными швами. Припой пос 60 в своём составе имеет высокое содержание олова — 60% и 40% свинца. Также используется припой пос 60 при пайке различных деталей: для пайки токоведущих деталей из латуни, луженого никеля, серебра. Припой пос 61 температура плавления 183–190 °C необходим для пайки и лужения печатных схем, радио- электроаппаратуры, точных приборов, имеющих высокогерметичные швы. Используется припой пос 61 в тех случаях, если недопустим перегрев и очень важно выдерживать нужную температуру. Самыми рапространёнными среди твёрдых припоев являются серебряные. Припой пср поможет сделать соединения деталей из различных металлов более надёжным. В готовом виде припой пср выпускается в виде ленты, проволоки, полосы и анода. Самым главным условием правильного паяния является умение работать с огнём, нагревать нужно только те места, которые требуется спаять. Температура должна соответствовать температуре плавления припоя, не выше. На паяльник в нагретом состоянии кладут капельку припоя и переносят к месту пайки. Припой выбирают с учётом того, какой механической прочности требуется спай, какими физико-химическими свойствами обладают металлы для спаивания, учитывается его стоимость и коррозийная устойчивость. Знание удельной проводимости припоя необходимо в процессе пайки токоведущих частей. Современные работы по спаиванию проводятся с учётом токсичности компонентов припоя. В последнее время в электронике и электротехнике применяются бессвинцовые припои. Многочисленные предприятия производят в настоящее время различные марки сварочных припоев, предназначенные для лужения деталей и узлов, пайки деталей из меди, стали, латуни, бронзы, и спиральных пружин.Олово, припой – это присадочный металл (сплав), который в расплавленном состоянии используется для заполнения зазора (шва) между спаиваемыми деталями. В результате затвердевания припоя образуется неразборное прочное соединение деталей. В зависимости от процентного содержания олова и свинца в своем составе, оловянно-свинцовые припои включают в себя несколько разновидностей, различающихся процентным содержанием олова, свинца, сурьмы и примесей (меди, висмута и мышьяка). Каждая из разновидностей свинцово-оловянных припоев используется для строго определенных целей. Ниже перечислим сферы применения наиболее известных из них. Так, олово припой ПОС 4-6 применяется для паяния меди, железа, белой жести и свинца, а также может выступать в качестве заменителя припоя ПОС 30. Олово припой ПОС 18 также предназначен для паяния меди, железа, латуни и свинца, а сверх того – для паяния оцинкованного железа и лужения деревянных деталей перед пайкой. Может заменять припой ПОС 40.
При помощи припоя ПОС 30 паяют медь, латунь, железо, белую жесть, цинковые и оцинкованные листы, радиоаппаратуру, приборы, бандажную проволоку электромоторов и гибкие шланги. Наконец, сферой применения припоя ПОС 90 является паяние и лужение внутренних швов медицинской аппаратуры и пищевой посуды. Самым важным свойством свинцово-оловянных припоев является высокое сопротивление срезу, значение которого выше, чем у чистого олова и свинца. Другие важные свойства припоев – высокое сопротивление разрыву и максимальная вязкость. Большую роль играет температура плавления припоев, определяющая выбор того или иного метода паяния. В среднем, значение этого показателя составляет 860С. Олово припой поставляется в виде ленты, круглой проволоки, круглых трубок с флюсом, круглых и трехгранных прутков, а также порошка. Припои делятся на несколько классов, в зависимости от их металлической основы (оловянные, кадмиевые, серебряные и золотые), а также в зависимости от температуры плавления. Так, мягкие припои плавятся при температуре до 450С, а твердые – при температуре выше 450С.
Температура плавления припоев играет большую роль, определяя выбор того или иного метода паяния. Значение этого показателя у различных разновидностей оловянно-свинцовых припоев, о которых будет говориться ниже, составляет 232С до 327С. Оловянно-свинцовые припои являются наиболее распространенными из всех. Они включают в себя несколько разновидностей, различающихся процентным содержанием олова, свинца, сурьмы и примесей (меди, висмута и мышьяка). Каждая из них предназначена для паяния определенных материалов. Перечислим сферы применения наиболее известных из таких разновидностей. В частности, олово припой ПОС 4-6 применяется для паяния меди, железа, белой жести и свинца, а также может выступать в качестве заменителя припоя ПОС 30. Олово припой ПОС 18 также предназначен для паяния меди, железа, латуни и свинца, а сверх того – для паяния оцинкованного железа и лужения деревянных деталей перед пайкой. Может заменять припой ПОС 40. При помощи припоя ПОС 30 паяют медь, латунь, железо, белую жесть, цинковые и оцинкованные листы, радиоаппаратуру, приборы, бандажную проволоку электромоторов и гибкие шланги. Олово припой ПОС 40 используется для паяния железа, латуни и медных проводов. Наконец, сферой применения припоя ПОС 90 является паяние и лужение внутренних швов медицинской аппаратуры и пищевой посуды. Самым важным свойством свинцово-оловянных припоев является высокое сопротивление срезу, значение которого выше, чем у чистого олова и свинца. Другие важные свойства, которым обладает олово припой, – это высокое сопротивление разрыву и максимальная вязкость. Олово припой поставляется в виде ленты, круглой проволоки, круглых трубок с флюсом, круглых и трехгранных прутков, а также порошка. Среди припоев на основе олова наиболее распространенными являются оловянно-свинцовые припои с температурой плавления в зависимости от состава от 232С до 327С. Самым важным свойством свинцово-оловянных припоев является высокое сопротивление срезу, значение которого выше, чем у чистого олова и свинца.
Другие важные свойства, которым обладает олово припой, – это высокое сопротивление разрыву и максимальная вязкость. Оловянно-свинцовые припои включают в себя несколько разновидностей, различающихся процентным содержанием олова, свинца, сурьмы и примесей (меди, висмута и мышьяка). Каждая из них предназначена для паяния определенных материалов. Перечислим сферы применения наиболее известных из таких разновидностей. В частности, олово припой ПОС 4-6 применяется для паяния меди, железа, белой жести и свинца, а также может выступать в качестве заменителя припоя ПОС 30. Олово припой ПОС 18 также предназначен для паяния меди, железа, латуни и свинца, а сверх того – для паяния оцинкованного железа и лужения деревянных деталей перед пайкой. Может заменять припой ПОС 40. При помощи припоя ПОС 30 (так называемого третника) паяют медь, латунь, железо, белую жесть, цинковые и оцинкованные листы, радиоаппаратуру, приборы, бандажную проволоку электромоторов и гибкие шланги. Олово припой ПОС 40 используется для паяния железа, латуни и медных проводов. Олово припой ПОС-50 (так называемый половник) применяется для паяния стали, меди и латуни.
Наконец, сферой применения припоя ПОС 90 является паяние и лужение внутренних швов медицинской аппаратуры и пищевой посуды. В различных отраслях промышленности широко используется также олово припой без свинца, популярность которого обусловлена его экологической безопасностью. В частности, распространены сплавы олова и меди разновидностей Sn97Cu3 и Sn99Cu1. Сферой их применения является электроника, машиностроение, монтаж и пищевая отрасль. Олово припой с медью и сурьмой применяется в качестве антифрикционных сплавов в подшипниках для разных механизмов. Производство других используемых для припоя сплавов налажено на основе олова-серебра, олова-серебра-меди, олова-цинка, олова-антимона. Никелевые припои. В промышленной практике часто встречается необходимость в паянии изделий, предназначаемых для работы в условиях высоких температур. Для этих целей большинство из описанных выше припоев оказываются непригодными. Наиболее надежными для высокотемпературной пайки являются никелевые припои. Эти припои в зависимости от состава имеют температуру плавления от 1000 до 1450° и могут применяться для паяния изделий из нержавеющих и жароупорных сплавов. Золотые припои. Для паяния внутренних соединений в особо ответственных электронных трубках, где даже при высоких температурах должен быть возможно полный вакуум, совершенно недопустимо применение припоев, содержащих в своем составе какие-либо летучие элементы. Для этой цели иногда применяют особо дорогие припои, представляющие собой сплавы золота с медью или никелем. Некоторые из этих припоев иногда применяют для пайки золотых изделий. Магниевые припои. Для пайки магния и его сплавов применяются специальные припои, содержащие в своем составе алюминий и иногда цинк. |
Припои и флюсы. Примеры обозначений марок припоев и флюсов. Применение и свойства.
Материал из справочника: Корякин-Черняк С.Л., Шустов М.А., Партала О.Н. «Электротехнический справочник»3.1. Классификация припоев и система их обозначений
Разновидности и применение припоев:
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Система обозначения припоев
Обозначение марки припоя обычно начинается с буквы «П» — припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округленно). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя.
Обозначение компонентов:
А — алюминий;
Ж — железо;
И — индий;
К или Кд — кадмий;
М — медь;
О — олово;
С — свинец;
Ср — серебро;
Су — сурьма;
Ф — фосфор;
Ц — цинк.
Примеры обозначений марок припоев:
ПОС61 — припой оловянно-свинцовый, олова — 61 %, остальное — свинец;
ПОССу61-0,5 — припой оловянно-свинцовый, олова — 61 %, сурьмы — 0,5 %, остальное — свинец;
ПОС61М — припой оловянно-свинцовый, олова — 61 %, остальное — свинец и добавка меди;
ПСр3И — припой серебряно-индиевый, серебра — 3 %, остальное — индий;
ПСр3Кд — серебряно-кадмиевый, серебра — 3 %, остальное — кадмий.
3.2. Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
Припой | Химический состав, % | |||||||
Вид | Марка | Олово | Сурьма | Кадмий | Медь | Свинец | Серебро | Индий |
Олово | О2 | 99,9 | – | – | – | – | – | – |
Бессурьмянистые | ПОС61 | 60–62 | – | – | – | Остальное | – | – |
ПОС40 | 39–41 | – | – | – | – | – | ||
ПОС10 | 9–10 | – | – | – | – | – | ||
ПОС61М | 60–62 | – | – | 1,5–2,0 | – | – | ||
ПОСК50-18 | 49–51 | – | 17–19 | – | – | – | ||
Малосурьмянистые | ПОССу61-0,5 | 60–62 | 0,2–0,5 | – | – | Остальное | – | – |
ПОССу40-0,5 | 39–41 | – | – | – | – | |||
ПОССу30-0,5 | 29–31 | – | – | – | – | |||
ПОССу18-0,5 | 17–18 | – | – | – | – | |||
Сурьмянистые | ПОССу95-5 | 94–96 | 4–5 | – | – | Остальное | – | – |
Серебряные | ПСрО10-90 | Остальное | – | – | – | – | 10±0,5 | – |
ПСрОСу8 (ВПр-6) | – | – | – | – | – | 8±0,5 | – | |
ПСрМО5 (ВПр-9) | – | – | – | 2±0,5 | – | 5±0,5 | – | |
ПСрОС3,5-95 | – | – | – | – | 3,5±0,4 | – | ||
ПСрОС3-58 | 57,8±1,0 | – | – | – | – | 3±0,4 | – | |
ПСр3 | – | 3±0,3 | – | |||||
ПСр3Кд | – | – | 95–97 | – | – | 3,0–4,0 | – | |
ПСрО3-97 | Остальное | – | – | – | – | 3±0,3 | – | |
ПСр2,5 | 5,0–6,0 | – | – | – | 91–93 | 2,2–2,7 | – | |
ПСр2,5С | – | – | – | – | – | 2,5±0,2 | – | |
ПСр2 | 30±1 | 2±0,2 | – | |||||
ПСрОС2-58 | 58,8±1,0 | – | – | – | – | 2±0,3 | – | |
ПСр1,5 | 15±1 | – | – | – | – | 1,5±0,3 | – | |
ПСр1 | 35±1 | – | – | – | – | 1±0,2 | – | |
Индиевые | ПОСИ30 | 42 | – | – | – | 28 | – | 3 |
ПСр3И | – | – | – | – | – | 3 | 97 | |
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
Марка припоя | температура плавления, °с | ориентировочная температура пайки, °с | плотность, кг/м³ | удельное электрическое сопротивление, мком·м | предел механической прочности при растяжении, Мпа | |
солидус | ликвидус | |||||
О2 | 232 | 232 | 280 | 7310 | – | 25 |
ПОС61 | 183 | 190 | 240 | 8500 | 0,139 | 43 |
ПОС40 | 183 | 238 | 290 | 9300 | 0,159 | 38 |
ПОС10 | 268 | 299 | 350 | 10800 | 0,200 | 32 |
ПОС61М | 268 | 192 | 240 | 8500 | 0,143 | 45 |
ПОСК50-18 | 142 | 145 | 185 | 8800 | 0,133 | 40 |
ПОССу61-0,5 | 183 | 189 | 240 | 8500 | 0,140 | 45 |
ПОССу50-0,5 | 183 | 216 | – | 8900 | 0,149 | – |
ПОССу40-0,5 | 183 | 235 | 285 | 9300 | 0,169 | 40 |
ПОССу35-0,5 | 183 | 245 | – | 9500 | 0,172 | – |
ПОССу30-0,5 | 183 | 265 | 306 | 9700 | 0,179 | 36 |
ПОССу25-0,5 | 183 | 266 | – | 10000 | 0,182 | – |
ПОССу18-0,5 | 183 | 277 | 325 | 10200 | 0,198 | 36 |
ПОССу95-5 | 234 | 240 | 290 | 7300 | 0,145 | 40 |
ПОССу40-2 | 185 | 229 | – | 9200 | 0,172 | – |
ПОССу33-2 | 185 | 243 | – | 9400 | 0,179 | – |
ПОССу30-2 | 185 | 250 | – | 9600 | 0,182 | – |
ПОССу25-2 | 185 | 260 | – | 9800 | 0,183 | – |
ПОССу18-2 | 188 | 270 | – | 10100 | 0,206 | – |
ПОССу15-2 | 184 | 275 | – | 10300 | 0,208 | – |
ПОССу10-2 | 268 | 285 | – | 10700 | 0,208 | – |
ПОССу8-3 | 240 | 290 | – | 10500 | 0,207 | – |
ПОССу5-1 | 275 | 308 | – | 11200 | 0,200 | – |
ПОССу4-6 | 244 | 270 | – | 10700 | 0,208 | – |
ПСрО10-90 | – | 280 | – | 7600 | 12,9 | – |
ПСрОСу8 (ВПр-6) | – | 250 | – | 7400 | 19,7 | – |
ПСрМО5 (ВПр-9) | – | 240 | – | 7400 | 16,3 | – |
ПСрОС3,5-95 | – | 224 | – | 7400 | 12,3 | – |
ПСрОС3-58 | – | 190 | – | 8600 | 14,5 | – |
ПСр3 | – | 315 | – | 11400 | 20,4 | – |
ПСр3Кд | 300 | 325 | 360 | 8700 | 8,0 | 54 |
ПСр2,5 | 295 | 305 | 355 | 11000 | 21,4 | – |
ПСр2,5С | – | 306 | – | 11300 | 20,7 | – |
ПСр2 | – | 238 | – | 9500 | 16,7 | – |
ПСрОС2-58 | – | 183 | – | 8500 | 14,1 | – |
ПСр1,5 | – | 280 | – | 10400 | 19,1 | – |
ПСр1 | – | 235 | – | 9400 | 26,0 | – |
ПОСИ30 | 117 | 200 | 250 | 8420 | – | – |
ПСр3И | 141 | 141 | 190 | 7360 | – | – |
Преимущественные области применения мягких и полутвердых припоев:
О2 — лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
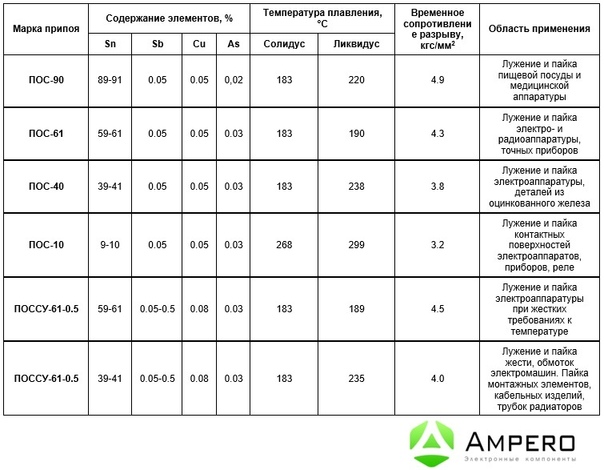
ПОС90 — лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61 — лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40 — лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18 — пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М — пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5 — лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5 — лужение и пайка авиационных радиаторов;
ПОССу40-0,5 — лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5 — лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5 –лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5 — лужение и пайка радиаторов;
ПОССу18-0,5 — лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5; ПСр3Кд — горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2 — припой широкого назначения;
ПОССу30-2 — лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2 — пайка в автомобилестроении;
ПОССу8-3 — лужение и пайка в электроламповом производстве;
ПОССу5-1 — лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6 — пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4—4 — лужение и пайка в автомобилестроении;
ПОСК2-18 — лужение и пайка металлизированных керамических деталей;
ПОСИ30; ПСр3И — пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
Параметры мягких припоев с низкой температурой плавления приведены в табл. 3.3.
Таблица 3.3 Мягкие припои (сплавы) с низкой температурой плавления
сплав | химический состав, % | температура плавления, °с | ||||||
олово | свинец | кадмий | висмут | серебро | индий | солидус | ликвидус | |
Вуда | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
Розе | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
Д’Арсе | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев приведены в табл. 3.4.
Таблица 3.4 Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев
Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации,°с | предел прочности при растяжении, Мпа | ||||
серебро | Медь | цинк | фосфор | начало | конец | |||
ПСр72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
ПСр50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
ПСр45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
ПСр25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
ПСр71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
ПСр25ф | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
ПСр15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
ПМФ7 (МФЗ) | – | Остальное | – | 7–8,5 | – | 860 | 710 | – |
Параметры медно-цинковых и медно-никелевых твердых припоев приведены в табл. 3.5.
Таблица 3.5 Медно-цинковые и медно-никелевые твердые припои
Марка припоя | химический состав, % | физические свойства | |||||||||
Медь | никель | железо | кремний | Бор | цинк | олово | температура кристаллизации, °с | плотность, кг/м3 | предел прочности при растяжении, Мпа | ||
солидус | ликвидус | ||||||||||
Л63 | 62–65 | – | – | – | – | Остальное | – | 900 | 905 | 8500 | 310 |
ЛОК59-0,1-0,3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Остальное | 0,7–1,1 | 890 | 905 | 8200 | – |
ПЖЛ500 | Остальное | ||||||||||
легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К. Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе. Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.
С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро. Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.
Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.
Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.
Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Припойиндий-свинец (In / Pb) для надежных золотых межсоединений при сборке полупроводников | Доктор Энди Маки | Блоги Indium Corporation | Припойные сплавы | Die Attach | Флюс | Флюс для припоя | Золотой припой | Индийская корпорация | Индаллой | Индий | Индиевый сплав | Индиевая проволока | Пайка | Солнечная | Нет чистого флюса | Нет чистого припоя | Бессвинцовый припой | Паяльная паста | RoHS | Припой | Паяные соединения | Заготовки для припоя | Надежность припоя | Паяльные сферы | Оловянно-свинцовый припой | Проволока для припоя | Паяемость | Паяльные материалы
Мария Дарем, новый технический специалист по индийским полупроводникам и современным сборочным материалам, провела некоторые исследования припоев из индия и свинца (In / Pb) .На этой неделе мы обсуждали ее открытия.
[Энди К. Маки: ACM] Какие припои из индий-свинцовых сплавов являются наиболее распространенными и каковы их свойства?
[Мария Дарем: доктор медицинских наук] Во-первых, использование припоев, содержащих свинец (Pb-), в некоторых областях пайки ограничено из-за местных условий окружающей среды и соответствия требованиям RoHS, но все еще существует множество приложений, где они разрешены. Исключаются многие виды использования военного, аэрокосмического и промышленного оборудования, а также многие приложения, связанные с транспортными средствами.В приведенной ниже таблице показаны наиболее распространенные сплавы индий / свинец (In / Pb) (розовые) и их свойства, отсортированные по температуре ликвидуса; более высокая из двух точек плавления (солидус и ликвидус) для неэвтектических сплавов. Синим цветом выделены три сравнительных материала.
Индаллой 205 является наиболее часто используемым, вероятно, потому, что он имеет наиболее близкую температуру ликвидуса к эвтектике олово / свинец (183 ° C), 63Sn / 37Pb (Indalloy 106). Это означает, что его можно оплавить с использованием стандартного эвтектического профиля Sn / Pb.Следующими наиболее распространенными сплавами являются индаллой7, 204 и 206. Помимо диапазона плавления, индий имеет сравнимую теплопроводность и электрическую проводимость со стандартными материалами.
[ACM] Что делает индий-свинцовые (In / Pb) припои такими привлекательными и почему мы стали свидетелями недавнего возрождения их использования?
[MD] Одним из главных преимуществ использования припоев на основе индия и свинца (In / Pb) для пайки поверхностей из драгоценных металлов является то, что, в отличие от припоев, содержащих олово, они не выщелачивают золото.То есть золото в них не растворяется в сколько-нибудь заметной степени. Во время обсуждений на Semicon West в 2011 году один из наших клиентов из Калифорнии сообщил, что он провел 8 имитационных оплавлений с использованием Indalloy 205, контактировавшего с золотой поверхностью, без потери прочности и охрупчивания суставов. Это впечатляет. Обратите внимание, что охрупчивание часто вызывается образованием интерметаллидов золота. Было отмечено, что даже при 250 ° C 50In / 50Pb растворяет Au в 13 раз медленнее, чем в 63Sn / 37Pb, хотя это, конечно, кинетическое исследование, а не предел растворимости.
Индаллой 164 с более высокой температурой плавления (92,5Pb / 5In / 2,5Ag) имеет самый низкий коэффициент теплового расширения (КТР) среди всех припоев In / Pb и способен выдерживать более высокие температурные колебания, которые можно увидеть при ступенчатой пайке. применения (где для формирования первого соединения используется припой с очень высокой температурой плавления, за которым следует сплав с более низкой температурой плавления и т. д.). Это наблюдается в таких приложениях, как сборка силовой электроники, где припой на первом этапе часто используется для прикрепления кристалла в виде паяльной пасты, проволоки или преформы.Высокая температура плавления помогает припою выдерживать рабочие температуры, связанные с электроникой под капотом, в таких приложениях, как модули управления двигателем, где Indalloy 151 (92,5Pb / 5Sn / 2,5Ag) или Indalloy 163 (95,5Pb / 2Sn / 2,5 Ag). Припой In / Pb отлично подходит для очень жестких конструкций, таких как металл-керамика или керамика-керамика. Требуемый диапазон температур солидуса / ликвидуса можно отрегулировать, изменив соотношение индий: свинец, что позволяет очень легко «настроить» сплав на конкретный процесс оплавления.
Еще одна привлекательность использования припоев In / Pb заключается в том, что они демонстрируют хорошее сопротивление усталости при термоциклировании от -55 ° C до 125 ° C. При испытаниях усталостная долговечность паяного соединения 50In50Pb примерно в 100 раз больше, чем у 63Sn / 37Pb.
[ACM] Какие флюсы используются в этих приложениях и как они сформулированы по-разному?
[MD] Флюсы, наиболее совместимые с индийсодержащими припоями с более низкой температурой плавления (<200 ° C), - это NC-SMQ-80 (паяльная паста) или TacFlux® 012 с более низкой липкостью (подходит для использования с проволокой, преформами). , и сферы).Это не требующие очистки флюсы, специально разработанные для оплавления при более низких температурах. При соответствующем низкотемпературном оплавлении эти флюсы оставляют после себя доброкачественные остатки, которые не нужно счищать (флюс «без очистки»), хотя они часто счищаются в большинстве практических применений, обычно для обеспечения надежных соединений проволоки без разбрызгивания флюса.
=====
[ACM] Мария, большое спасибо!
Чтобы узнать больше, свяжитесь с нами.
Ура! Энди
Точка плавления золота — Gold Prospecting Mining Equipment Detectors Snake Protection
Краткий ответ на вопрос «Какова точка плавления золота?» — это 1948 градусов по Фаренгейту (1064 ° C). Температура кипения золота составляет 5 173 градуса по Фаренгейту. Краткий ответ предполагает, что вы плавите чистое золото, но если присутствуют другие металлы из других сплавов (медь является наиболее часто используемым основным металлом), то температура, необходимая для плавления золота, будет изменяться.Из-за мягкости чистого (24 карата) золота его обычно легируют неблагородными металлами для использования в ювелирных изделиях, изменяя его твердость и пластичность, температуру плавления, цвет и другие свойства. Сплавы с более низким рейтингом каратов, обычно 22k, 18k, 14k или 10k, содержат более высокое процентное содержание меди или других неблагородных металлов, серебра или палладия в сплаве.
Золото — самый ковкий из всех металлов. Унция может быть увеличена до 187 квадратных футов. Сусальное золото может быть достаточно тонким, чтобы стать прозрачным.Если вы когда-нибудь слышали термин «позолоченный век», который относится к периоду американской истории примерно с 1865 по 1900 год, вы знаете, что сусальное золото использовалось для покрытия многих поверхностей и предметов мебели в домах богатых семей. Вандербильты, как и все богатые промышленники того времени, изо всех сил старались превзойти своих сверстников, превзойти их в одежде и вечеринке, и они сделали большую часть своего впечатления с помощью сусального золота.
Золото легко растворяется в ртути при комнатной температуре с образованием амальгамы и образует сплавы со многими другими металлами при более высоких температурах.Эти сплавы можно производить для изменения твердости и других металлургических свойств, для контроля температуры плавления или для создания экзотических цветов. Обычные цветные золотые сплавы, такие как розовое золото, могут быть созданы путем добавления различных количеств меди и серебра.
Золото является хорошим проводником тепла и электричества и сильно отражает инфракрасное излучение. Химически он не подвержен воздействию воздуха, влаги и большинства агрессивных реагентов, поэтому хорошо подходит для использования в монетах и ювелирных изделиях, а также в качестве защитного покрытия для других, более реактивных металлов.Золото — один из самых тяжелых металлов, и люди его использовали на протяжении тысяч и тысяч лет. Стандарты горнодобывающей промышленности относятся к тройским унциям (1 тройская унция = 31,12035 грамма). Атомный номер золота 79.
Для плавки золота требуется печь, микроволновая печь или горелка. Плавление означает превращение чего-либо из твердого в жидкое под действием тепла. Когда тепло снимается, расплавленный материал возвращается в твердое состояние. Его химический состав не изменился.Однако плавка — это металлургический термин. Это относится к «сжиганию» примесей, с которыми может быть смешано ваше золото, в результате чего получается почти чистое золото.
Большинство людей плавят золотосодержащие материалы в тигле со смесью флюса (например, кремнезема и буры). Многие природные формы золота содержат примеси, поэтому для их сбора и удаления из золота требуется флюс. Флюсы также помогают удерживать мелкие частицы золота. Тигли, используемые для плавления вашего золота, должны выдерживать используемые флюсы, а тигли из графитового углерода являются наиболее распространенным типом.Есть много вариантов форм и форм для заливки расплавленного золота. Здесь можно найти небольшие печи для плавки золота.
Если у вас есть золото небольшого размера и / или оно смешано с другими материалами, вы обнаружите, что его гораздо легче обрабатывать, продавать или хранить, если его переплавить в одну кнопку или полосу. Золотой лом ювелирных изделий можно обрабатывать таким же образом и переплавлять в одно целое.
Аппарат для определения точки плавления— OptiMelt MPA100
Прибор для определения точки плавления MPA100
OptiMelt предоставляет быстрые и точные средства автоматического определения точек плавления и диапазонов плавления химических веществ.Благодаря линейному изменению температуры, управляемому микропроцессором, встроенной цифровой камере и цене продажи, вдвое меньшей, чем у конкурирующих моделей, OptiMelt предлагает лучшую стоимость из всех имеющихся в продаже приборов для определения точки плавления.
Автоматические измерения
OptiMelt специально разработан для работы без присмотра. Он имеет встроенную цифровую камеру, которая непрерывно снимает изображения образцов в реальном времени, и использует цифровую обработку изображений для определения результатов. Точки плавления и диапазоны плавления четко отображаются на передней панели и автоматически записываются в память для последующего просмотра.
Меню настройки×MPA100 Меню настройки |
Меню параметров×MPA100 Меню параметров |
Простое управление
OptiMelt имеет интуитивно понятную переднюю панель и очень прост в использовании.Просто выберите начальную температуру, скорость линейного изменения, конечную температуру и нажмите «Старт». Результаты можно легко увидеть из любой точки лаборатории на большом ЖК-дисплее. Образцы можно просматривать на передней панели через съемную увеличительную линзу. Во время измерения вы можете отмечать соответствующие события, нажимая специальные кнопки на передней панели. Для каждого образца можно пометить до шести индивидуальных температур.
Интерактивная справка доступна для всех функций и параметров прибора. Клавиатуры для ввода текста и чисел встроены в интерфейс сенсорного экрана, поэтому внешняя клавиатура не требуется.
Быстрые измерения
Небольшая алюминиевая конструкция духового шкафа вместе с контролируемым микропроцессором изменением температуры обеспечивает быстрое и повторяемое циклическое разогревание и охлаждение. Программируемые скорости линейного изменения от 0,1 ºC / мин до 20 ºC / мин с шагом 0,1 ºC / мин обеспечивают гибкость измерения.
Возможность быстрого предварительного нагрева печи до начальной температуры немного ниже ожидаемой точки плавления сводит к минимуму время анализа.
Точные результаты
OptiMelt использует платиновый датчик RTD и выполняет измерения температуры до 400 ° C с 0.Разрешение 1 ° C. Он легко калибруется в полевых условиях по сертифицированным эталонным стандартам и соответствует дате последней калибровки, которая указана во всех отчетах.
Регистрация данных
Принтер O100P, опция×MPA100 Опция O100P Принтер |
OptiMelt соответствует современным требованиям GLP по определению точки плавления.В памяти можно сохранить до 24 различных методов анализа. Также можно сохранить восемь полных отчетов о температуре плавления. Записи могут отображаться на передней панели, распечатываться или передаваться на главный компьютер через USB. Распечатки включают идентификационные данные техника и место для подписи.
Цифровая обработка изображений
Система OptiMelt является уникальной среди анализаторов точки плавления. Он имеет встроенную цифровую камеру с высоким разрешением для захвата изображений образцов в реальном времени.Затем он использует цифровую обработку изображения для определения фазовых переходов в образцах.
Температуры плавления без присмотра и диапазоны температур плавления, определенные OptiMelt, полностью соответствуют визуальным результатам. Алгоритм цифровой обработки изображений OptiMelt значительно улучшает методы оптического поглощения или отражения.
Рисунок 1 — Твердые образцы×MPA100 Рисунок 1 — Твердые образцы |
Рисунок 2 — Точка мениска×MPA100 Рисунок 2 — Точка мениска |
Рисунок 3 — Чистая точка×MPA100 Рисунок 3 — Чистая точка |
Программное обеспечение MeltView
Программное обеспечение MeltView Window отображает живые изображения с высоким разрешением каждой пробы во время анализа.
Три снимка экрана справа были получены во время типичной плавки. На рис. 1 показаны нерасплавленные твердые образцы, на рис. 2 показана точка мениска, а на рис. 3 — конец плавления (светлая точка). Сохраненные изображения можно вызвать в любое время и воспроизвести покадрово или как фильм.
SRS также предлагает платную готовую версию FDA 21 CFR Part 11. См. Дополнительную информацию в отдельной вкладке выше.
Вход термометра и таймер
OptiMelt — единственный прибор для определения точки плавления, который также можно использовать в качестве универсального цифрового термометра и таймера.В промежутках между определениями точки плавления OptiMelt можно использовать с Pt RTD для измерения и регистрации температур в лаборатории. Также доступны три встроенных таймера для отслеживания событий во время экспериментов.
От окружающей среды до 400 ° C Тестер точки плавления на выходе USB
text.skipToContent text.skipToNavigationпереключить
- Услуги
- Конфигурируемые
- Конфигурируемые
- Зонд термопары
- Зонд термопары
- Датчики RTD
- Датчики RTD
- Датчики давления
- Датчики давления
- Термисторы
- Термисторы
- Калибровка
- Калибровка
- Инфракрасный датчик температуры
- Инфракрасная температура
- Относительная влажность
- Относительная влажность
- Давление
- Давление
- Сила / деформация
- Сила / деформация
- Расход
- Поток
- Температура
- Температура
- Служба поддержки клиентов
- Служба поддержки клиентов
- Индивидуальное проектирование
- Заказное проектирование
- Заказ по номеру детали
- Заказ по номеру детали
- Конфигурируемые
- Ресурсы
Тележка
- Услуги
- Услуги
- Конфигурируемые
- Конфигурируемые
- Зонд термопары
- Датчики RTD
- Датчики давления
- Термисторы
- Калибровка
- Калибровка
- Инфракрасная температура
- Относительная влажность
- Давление
- Сила / деформация
- Поток
- Температура
- Служба поддержки клиентов
- Служба поддержки клиентов
- Индивидуальное проектирование
- Заказное проектирование
- Заказ по номеру детали
- Заказ по номеру детали
- Ресурсы
- Ресурсы
- Справка
- Справка
- Измерение температуры
- Измерение температуры
- Датчики температуры
- Температурные датчики
- Зонды датчика воздуха
- Ручные зонды
- Зонды с промышленными головками
- Датчики со встроенными разъемами
- Зонды с выводами
- Профильные зонды
- Санитарные зонды
- Зонды с вакуумным фланцем
- Реле температуры
- Калибраторы температуры
- Калибраторы температуры
- Калибраторы Blackbody
- Калибраторы сухих блоков и ванн
- Ручные калибраторы
- Калибраторы точки льда
- Тестеры точки плавления
- Инструменты для измерения температуры и кабеля
- Инструменты для измерения температуры и кабеля
- Обжимные инструменты
- Сварщики
- Инструмент для зачистки проводов
- Термометры с циферблатом и стержнем
- Термометры с циферблатом и стержнем
- Термометры циферблатные
- Цифровые термометры
- Жидкостные стеклянные термометры
- Температурный провод и кабель
- Температурный провод и кабель
- Удлинительные провода и кабели
- Монтажные провода
- Кабели с минеральной изоляцией
- Провода для термопар
- Нагревательный провод и кабели
- Бесконтактное измерение температуры
- Бесконтактное измерение температуры
- Фиксированные инфракрасные датчики температуры
- Портативные инфракрасные промышленные термометры
- Измерение температуры человека
- Тепловизор
- Этикетки, лаки и маркеры температуры
- Этикетки, лаки и маркеры температуры
- Необратимые температурные этикетки
- Реверсивные температурные этикетки
- Температурные маркеры и лаки
- Защитные гильзы, защитные трубки и головки
- Защитные гильзы, защитные трубки и головки
- Защитные головки и трубки
- Защитные гильзы
- Чувствительные элементы температуры
- Температурные датчики
- Датчики температуры поверхности
- Датчики температуры поверхности
- Проволочные датчики температуры
- Проволочные датчики температуры
- Температурные соединители, панели и блоки в сборе
- Температурные соединители, панели и блоки в сборе
- Проходы
- Панельные соединители и узлы
- Разъемы температуры
- Клеммные колодки и наконечники
- Регистраторы данных температуры и влажности
- Регистраторы данных температуры и влажности
- Измерители температуры, влажности и точки росы
- Измерители температуры, влажности и точки росы
- Контроль и мониторинг
- Контроль и мониторинг
- Движение и положение
- Движение и положение
- Двигатели переменного и постоянного тока
- Акселерометры
- Датчики смещения
- Захваты
- Датчики приближения
- Поворотные смещения и энкодеры
- Регуляторы скорости
- Датчики скорости
- Шаговые приводы
- Шаговые двигатели
- Сигнализация
- Сигнализация
- Счетчики
- Метры
- Счетчики и измерители скорости
- Многоканальные счетчики
- Счетчики процесса
- Счетчики специального назначения
- Тензометры
- Измерители температуры
- Таймеры
- Универсальные измерители входа
- Переключатели процесса
- Переключатели процесса
- Реле потока
- Реле уровня
- Ручные выключатели
- Реле давления
- Реле температуры
- Контроллеры
- Контроллеры
- Контроллеры влажности и влажности
- Контроллеры уровня
- Контроллеры пределов
- Многоконтурные контроллеры
- ПИД-регуляторы
- ПЛК
- Регуляторы давления
- Термостаты
- Дополнительные платы
- Дополнительные платы
- Реле
- Реле
- Программируемые реле
- Модули твердотельного ввода-вывода
- Твердотельные реле
- Воздух, почва, жидкость и газ
- Воздух, почва, жидкость и газ
- Преобразователи воздуха и газа
- Контроллеры качества воды
- Датчики качества воды
- Датчики качества воды
- Клапаны
- Клапаны
- Поршневые клапаны с угловым корпусом
- Сливные клапаны
- Блокирующие предохранительные клапаны
- Игольчатые клапаны
- Пропорциональные клапаны
- Электромагнитные клапаны
- Проверка и проверка
- Проверка и проверка
- Бороскопы
- Бороскопы
- Портативные счетчики
- Портативные счетчики
- Токоизмерительные клещи
- Децибел-метры
- Газоанализаторы
- Детекторы утечки газа
- Метры Гаусса
- Твердость
- Измерители света
- Мультиметры
- Скорость
- Измерители температуры, влажности и точки росы
- Измерители вибрации
- Анемометры
- Манометры
- Аэродинамические трубы
- Аэродинамические трубы
- Весы и весы
- Весы и весы
- Тепловизор
- Тепловизор
- Воздух, почва, жидкость и газ
- Воздух, почва, жидкость и газ
- Газоанализаторы
- Решения для калибровки
- Анализаторы хлора
- Бумага для измерения pH
- pH-метры
- Измерители вязкости
- Счетчики качества воды
- Наборы для проверки воды
- Сбор данных
- Сбор данных
- Модули сбора данных
- Модули сбора данных
- Преобразователи данных и переключатели
- Преобразователи данных и переключатели
- Преобразователи данных
- Коммутаторы Ethernet
- Формирователи сигналов
- Формирователи сигналов
- Формирователи сигналов для DIN-рейки
- Формирователи сигналов для монтажа на голове
- Специальные кондиционеры
- Датчики температуры и влажности
- Универсальные программируемые передатчики
- Регистраторы данных
- Регистраторы данных
- Регистрация данных по Ethernet и беспроводной сети
- Многоканальные программируемые и универсальные регистраторы входных данных
- Регистраторы данных давления, деформации и удара
- Регистраторы данных напряжения и тока процесса
- Специализированные регистраторы данных
- Регистраторы данных состояния, событий и импульсов
- Регистраторы данных температуры и влажности
- Регистраторы
- Регистраторы
- Гибридные бумажные регистраторы
- Безбумажные регистраторы
- Программное обеспечение
- Программное обеспечение
- Интернет вещей и беспроводные системы
- IIoT и беспроводные системы
- Измерение давления
- Измерение давления
- Манометры
- Манометры
- Аналоговые манометры
- Цифровые манометры
- Манометры
- Манометры
- Принадлежности для измерения давления
- Принадлежности для измерения давления
- Давление охлаждения Элементы
- Кабели и соединители давления-силы
- Фильтры воздушной линии
- Лубрикаторы для пневмопроводов
- Трубопроводная арматура
- Демпферы давления
- Тубус по длине
- Датчики давления
- Датчики давления
- Калибраторы давления
- Калибраторы давления
- Регуляторы давления
- Регуляторы давления
- Реле давления
- Реле давления
- Измерение силы и деформации
- Измерение силы и деформации
- Весы и весы
- Весы и весы
- Тензодатчики
- Тензодатчики
- Мембранные тензодатчики
- Двойные параллельные тензодатчики
- Тензодатчики линейные
- Тензодатчики Rosette
- Принадлежности для тензодатчиков
- Тензодатчики кручения и сдвига
- Тензодатчики с Т-образной розеткой
- Манометры
- Манометры
- Услуги