Технология порошкового окрашивания | Порошковая покраска металла
Подробнее о каждом этапе:
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Полимеризация после нанесения порошковой краски
Остальные этапы:
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Оплавление и полимеризация происходят в специальной печи. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Остальные этапы:
Нанесение порошковой краски | Технология порошкового окрашивания в NAYADA
Остальные этапы:
После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т. д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами). Любой распылитель сочетает в себе ряд различных режимов работы:
- напряжение может распространяться как вверх, так и вниз;
- может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
- может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Остальные этапы:
Порошковая покраска — что это такое?
Порошковая покраска — один из самых удобных, экономичных и быстрых способов окрашивания, защиты целых конструкций от негативного воздействий окружающей среды, а также возможность декорирования отдельных деталей металлических изделий.
Лакокрасочные материалы данного типа появились менее полувека назад, но уже стали очень популярными и в бытовых, и в производственных масштабах.
Преимущества порошковой покраски:
- Экономичность и безотходность при работе.
- Краска экологически безопасна и не содержит вредных для человека веществ.
- Долговечность покрытия.

- Уникальные декоративные свойства: огромное разнообразие цветов, возможность создания матового, глянцевого, структурированного или полуматового покрытия.
- Отсутствие запаха во время работы.
- Необходимость нанесения только одного слоя на поверхности изделия.
- Хорошее сцепление с окрашиваемой поверхностью.

Технология порошковой покраски металла.
В случае необходимости нанесения порошковой краски на небольшую поверхность, в домашних условиях, можно воспользоваться специальным ручным пистолетом. Такое приспособление поможет быстро и эффективно самостоятельно справиться с поставленной задачей. При необходимости окрашивания больших по площади и объему металлических изделий, в промышленных условиях, используют специальное оборудование.
Перед покраской металла необходимо произвести тщательную очистку его поверхности от грязи и пыли, и только после этого возможно нанесение порошковой краски в специально предназначенном для этого оборудовании.
Покраска в специальной камере — один из наиболее экономичных по времени и безопасных способов нанесения порошковой краски. Изолированность всего процесса препятствует проникновению в воздух микрочастиц порошка, а его автоматизированность позволяет экономить затрачиваемое на работу время.
Аппарат порошковой покраски имеет два основных отделения:
- Окрасочная камера. Здесь происходит процесс непосредственного нанесения краски на объект.
- Печь полимеризации. Предназначена для осуществления наплавки нанесенного в окрасочной камере слоя краски на поверхность окрашиваемого предмета под воздействием высоких температур.
Порошковая покраска изделий.
Порошковая покраска позволяет быстро и качественно окрашивать:
- Ровные, плоские поверхности.
- Дверные и оконные профили.
- Решетчатые изделия.
- Сетчатые поверхности.
- Объемные объекты.
- Малогабаритные предметы и фурнитуру.
- Любые металлические конструкции.

Порошковая покраска металлоконструкций обретает большую популярность в последнее время благодаря следующим преимуществам:
- Порошковая покраска металлических изделий повышает срок службы конструкции, так как является ударопрочным и твердым покрытием.
- Обладает высокой стойкостью к химическим воздействиям.
- Препятствует возникновению коррозий.
- Устойчива к негативным воздействиям окружающей среды.
- Эстетичный внешний вид конструкций достигается быстро и экономично.
Использование порошковой краски — это быстрый, экономичный способ придать любому изделию эстетичный внешний вид без особых усилий.
Порошковая покраска — это также уникальный способ декорирования любых поверхностей, и прекрасная возможность для реализации дизайнерских задумок любой сложности.
Возврат к списку
Что такое порошковая краска | Всё о красках
Порошковые лакокрасочные материалы-многокомпонентные дисперсные системы, состоящие из твердых частиц-пленкообразующей основы и разделяющей их среды-воздуха. Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т.д.
Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т.д.
Как и к жидким краскам, к порошковым краскам предъявляется ряд требований; главные из них-способность к тонкослойному нанесению на поверхность и формированию покрытий, обладающих комплексом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку) и назначение, порошковые краски,
однако, существенно отличаются от них по свойствам. Эти отличия вытекают из разного их физического состояния. Если традиционные жидкие краски-растворы и дисперсии — типичные жидкие тела и для их оценки используются показатели и методы, свойственные жидкому состоянию вещества, то порошковые лакокрасочные материалы относятся к группе твердых (порошковых) тел; для них характерны иные свойства и идентификация осуществляется методами, типичными для твердого (порошкообразного) состояния вещества. То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ным сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ным сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Появление порошковых лакокрасочных материалов потребовало и разработки специфичных методов их нанесения на поверхность. Многие традиционные для жидких красок методы нанесения — валковый, окунание, облив, кистевой и другие-оказались, в принципе, непригодными для нанесения порошковых. Вместе с тем оправдали себя методы, основанные на применении аэрозольной технологии, -электростатическое и струйное распыление, нанесение в кипящем слое и др.
Порошковые краски-материалы, формирующие покрытия при нагревании. В связи с энергетической проблемой снижение температуры и времени формирования покрытий с целью уменьшения расхода энергии — одна из важных и первоочередных задач при разработке и использовании этих материалов. .
.
Выпускаемые краски классифицируют по химическому признаку, типу пленкообразователя и назначению покрытий. В химическом отношении выделяют две группы материалов: I) на основе термопластичных и 2) на основе термореактивных пленкообразователей. Первые образуют покрытия без химических превращений, в основном за счет сплавления частиц и охлаждения расплавов. Получаемые из них пленки обратимы-термопластичны и нередко растворимы. Их состав соответствует составу исходного материала. Краски второй группы формируют покрытия в результате сплавления частиц и последующих химических превращений. Такие покрытия необратимы-неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок. Первоначально в промышленности преобладал выпуск термопластичных красок, затем объем производства красок на термореактивных пленкообразователях резко возрос и в настоящее время в различных странах составляет до 80 % общего выпуска порошковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном исходит из названия полимера или олигомера, входящего в их состав. Так. говоря о красках эпоксидных, полиэфирных, поливинилхлорндных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких. химически стойких, антифрикционных, электроизоляционных и других покрытий.
Так. говоря о красках эпоксидных, полиэфирных, поливинилхлорндных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких. химически стойких, антифрикционных, электроизоляционных и других покрытий.
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВЫХ КРАСОК В БЕЛАРУСИ, ПОРОШКОВАЯ КРАСКА. ПО ВСЕМ ВОПРОСАМ ОБРАЩАЙТЕСЬ К НАМ, МЫ СМОЖЕМ ВАМ ПОМОЧЬ!
+375296151445 (ссылка на сайт обязательна)
Порошковая краска. Основные сведения | Всё о красках
Порошковые лакокрасочные материалы — многокомпонентные дисперсные системы, состоящие из твердых частиц-пленкообразующей основы и разделяющей их среды-воздуха. Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т. д.
д.
Как и к жидким краскам, к порошковым предъявляется ряд требований; главные из них-способность к тонкослойному нанесению на поверхность и формированию покрытий, обладающих комплексом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку) и назначение, порошковые краски, однако, существенно отличаются от них по свойствам. Эти отличия вытекают из разного их физического состояния. Если традиционные жидкие краски-растворы и дисперсии — типичные жидкие тела и для их оценки используются показатели и методы, свойственные жидкому состоянию вещества, то порошковые лакокрасочные материалы относятся к группе твердых (порошковых) тел; для них характерны иные свойства и идентификация осуществляется методами, типичными для твердого (порошкообразного) состояния вещества. То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Появление порошковых лакокрасочных материалов потребовало и разработки специфичных методов их нанесения на поверхность. Многие традиционные для жидких красок методы нанесения — валковый, окунание, облив, кистевой и другие-оказались, в принципе, непригодными для нанесения порошковых. Вместе с тем оправдали себя методы, основанные на применении аэрозольной технологии, -электростатическое и струйное распыление, нанесение в кипящем слое и др.
Порошковые краски — материалы, формирующие покрытия при нагревании. В связи с энергетической проблемой снижение температуры и времени формирования покрытий с целью уменьшения расхода энергии — одна из важных и первоочередных задач при разработке и использовании этих материалов. .
Выпускаемые краски классифицируют по химическому признаку, типу пленкообразователя и назначению покрытий. В химическом отношении выделяют две группы материалов:
В химическом отношении выделяют две группы материалов:
- на основе термопластичных,
- на основе термореактивных пленкообразователей.
Первые образуют покрытия без химических превращений, в основном за счет сплавления частиц и охлаждения расплавов. Получаемые из них пленки обратимы-термопластичны и нередко растворимы. Их состав соответствует составу исходного материала. Краски второй группы формируют покрытия в результате сплавления частиц и последующих химических превращений. Такие покрытия необратимы-неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок. Первоначально в промышленности преобладал выпуск термопластичных красок, затем объем производства красок на термореактивных пленкообразователях резко возрос и в настоящее время в различных странах составляет до 80 % общего выпуска порошковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном исходит из названия полимера или олигомера, входящего в их состав. Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Введение
Порошковая краска.Рецептуры для порошковых красокСырье для производства порошковых красок
Физико-химические основы электростатического распыления
Свойства компонентов порошковых красок
Что такое порошковая краска
Полиуретановые порошковые краски
Суспензии термопластов
Испытания пленкообразующих и пигментированных систем в жидком состоянии
Образование порошкового полимерного покрытия. Немного о сути процесса
Выбор отвердителей — распределение в композиции
Определение свойств порошковых полимерных красок
Эпоксидные порошковые краски
Основные свойства пленкообразователей — вязкость расплавов
Пленкообразование с участием растворителей
Свойства наполненных композиций и покрытий
Осаждение полимеров из растворов
Суспензии реактопластов
Свойства порошковых красок: сыпучесть и гигроскопичность
Основные свойства пленкообразователей- поверхностное натяжение расплавов
Получение порошковых красок смешиванием компонентов в расплаве
Полимеризация краски.
 Эмульсионная полимеризация
Эмульсионная полимеризацияФизико-химические особенности порошковых пленкообразователей
Выбор отвердителей: реакционная способность
Краски на основе пентапласта
Функции пигментов и наполнителей в порошковых красках и требования к ним
Отвердители и ускорители отверждения порошковых красок
Отвердители для полиэтиленовых порошковых красок
Свойство пленкообразователей-молекулярная масса
Подготовка исходного сырья при производстве порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Экономическая эффективность производства и применения порошковых красок
Cвойство пленкообразователей — температура разложения или деструкции
Эфироцеллюлозные порошковые полимерные краски
Краски на основе полиолефинов — состав и свойства красок
Основные свойства пленкообразователей — степень кристалличности
Краски на основе полифторолефинов- состав и свойства красок
Пленкообразователи для порошковых красок
Краски порошковые на основе поликарбонатов
Почему мы рекомендуем порошковые краски PULVER ?
Предпосылки для создания и применения порошковых красителей.

Пластификаторы для порошковых красок
Вспомогательные компоненты порошковых красок
Современные порошковые лакокрасочные материалы
Вещества для порошковых полимерных покрытий
Термопластические порошковые краски
Термореактивные порошковые краски
Полиэфирные порошковые краски
Акриловые порошковые краски в Минске
Сравнение порошковых покрытий полимерных
Выбор полимерного покрытия
Порошковая краска.Размер порошковых частиц
Измерение размера частиц порошковой краски
О выборе порошковой краски
Порошковые краски для получения декоративных покрытийПрименение порошковых красок в химическом машиностроении
Применение порошковых красок в вагоностроении
Применение порошковых красок в автомобилестроении
Производство бытовых приборов и оборудования
Защита труб порошковыми красками
Окраска порошковой краской различных изделий
Нанесение порошковой краски.
 Выбор порошковой краски
Выбор порошковой краскиХарактеристики, определяемые условиями последующего производственного процесса
Свойства покрытий из порошковых красок и контроль качества
Окрашивание нетермостойких материалов
Окраска силикатных строительных материаловПластики.Порошковое окрашивание
Нанесение полимерного порошкового покрытия на стекло
Нанесение полимерного покрытия на керамические изделия
Нанесение полимерного покрытия на древесину
О диоксиде титана
Китайский диоксид титана усиливает позиции на российском рынкеДиоксид титана (TiO2)- важнейший пигмент
Характеристики пигментов
Области применения диоксида титана
Чем заменить диоксид титана?
Фавориты соревнования
Различные марки диокисида титана (TiO2)
Что говорят создатели компаундов
Производство красок
Схема производства порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Оборудование для получения порошковых красок сухим смешиванием
Подготовка исходного сырья при производстве красок
Разное
Азотсодержащие смолы
Кремнийорганические или полиорганосилоксановые смолы
Полиамидные и полиуретановые смолы
Разновидности свойств полимерных покрытий. Спецэффекты
Спецэффекты
Алюминиевые и бронзовые пигменты для порошковых красок
Основный компоненты порошковых красок
Особенности порошковой окраски
Методы порошковой покраски
Зарядка порошка и применяемые распылители
Сплавление частиц при нагревании
Пигменты
Определение «всплываемости» алюминиевой пудрыОпределение угла падения пигмента на поверхность
Определение угла естественного откоса пигментов
Определение объема пигментов
Способы введения пигментов в композиции
Общие сведения и классификация пигментов
Классификация пигментов
Физико-химические и технические свойства пигментов
Химические показатели
Физические показатели
Дисперсность пигментов
Удельная поверхность пигментов
Цвет пигментов
Измерение цвета
Аддитивное и субтрактивное смешение цветов
Укрывистость пигментов
Красящая и разбеливающая способность пигментов
Смачиваемость пигментов
Маслоемкость и объем смачивания
Диспергируемость пигментов
Абразивность пигментов
Светостойкость и фотохимическая активность пигментов
Коррозионная и атмосферостойкость пигментов
Методы синтеза пигментов
Управление процессом кристаллизации
Измельчение и микронизация пигментов
Белые пигменты и наполнители
Диоксид титана
Химическое модифицирование поверхности диоксида титана
Цинковые белила
Производство цинковых белил из рудных концентратов и отходов
Получение цинковых белил по способу витериля
Получение цинковых белил по гидрометаллургическому способу
Модифицирование поверхности цинковых белил
Свинцовые белила
Белые наполнители
Свойства и функции наполнителей в лакокрасочных материалах и покрытиях
Технология производства наполнителей
Черные пигменты
Черни
Черные железооксидные пигменты
Желтые, оранжевые, красные и коричневые пигменты
Железооксидные пигменты
Синтетические железооксидные пигменты
Синие и зеленые пигменты
Смешанные зеленые пигменты
Органические пигменты
Азопигменты
Фталоцианиновые пигменты
Полициклические пигменты
Органические пигменты других классов
Осажденные органические пигменты
Пигментирование лакокрасочных материалов
Способы производства пигментированных лакокрасочных материаловВлияние пигментов на некоторые свойства пленок
Структура наполненных полимерных покрытий
Взаимодействие поверхности пигментов с компонентами пленкообразующих систем
Адсорбция на поверхности пигментов
Изменение адсорбционных свойств модификацией
Адсорбция полимеров и олигомеров из растворов и расплавов
Механизм и кинетические закономерности адсорбции
Структура покрытий
Формирование покрытий
Деформационно-прочностные свойства покрытий
Защитные свойства покрытий
Светостарение покрытий
Придание покрытиям специальных свойств
Огнестойкие покрытия
Электропроводящие покрытия
Противообрастающие покрытия
Основы процесса диспергирования пигментов
Термодинамика диспергирования
Поверхностная активность пленкообразователей
Расклинивающее действие адсорбционных слоев
Оптимизация условий диспергирования
Реологические условия диспергирования
Расчет процесса диспергирования
Стабилизация пигментных дисперсий
Агрегативная устойчивость дисперсных систем
Флокуляция дисперсий
Причины флокуляции
Обратимая флокуляция может быть полезной
Оценка степени флокуляции
Кинетическая (седиментационная) устойчивость пигментных дисперсий
Основы технологии производства пигментированных лакокрасочных материалов
Принципы выбора пигментов
Химическая совместимость пигментов с компонентами пленкообразующих систем
Адсорбционное соответствие
Термическая стойкость и светостойкость пигментов
Составление рецептур для пигментирования лакокрасочных материалов
Приборно-математический метод расчета рецептур для получения заданного цвета
Порошковая покраска, что это такое, где применяется порошковая покраска, технология порошковой покраски —
Что нужно знать о порошковой покраске металла
СодержаниеПорошковая окраска появилась вследствие долгих поисков замены жидким краскам. Эта цель была обусловлена рядом факторов в экономике, производстве и экологии. Последний фактор был наиболее насущным, так как любое производство, которое использовало в своей работе жидкие лако-красочные изделия подвергало окружающую среду опасности. Во время покрасочного процесса в среду попадало множество опасных выбросов. К тому же, это очень негативно сказывалось на организме сотрудников предприятия. Разработка порошковых красок позволило решить 3 проблемы:
Эта цель была обусловлена рядом факторов в экономике, производстве и экологии. Последний фактор был наиболее насущным, так как любое производство, которое использовало в своей работе жидкие лако-красочные изделия подвергало окружающую среду опасности. Во время покрасочного процесса в среду попадало множество опасных выбросов. К тому же, это очень негативно сказывалось на организме сотрудников предприятия. Разработка порошковых красок позволило решить 3 проблемы:
— сделать процесс безотходным;
— перестать вредить экологии;
— существенно уменьшить опасность для здоровья работников.
Впервые, порошковые краски увидели свет в 60-х годах XX века. В то же время был создан метод электростатического нанесения покрытий.
Технология порошковой покраски
Суть технологии. Чтобы на изделие можно было нанести порошок, применяется распылитель. Когда частицы распыляются, одновременно с этим они получат электрический заряд, что позволяет им прилипать к поверхности с противоположным зарядом. Но те частицы, которые не осели, не теряются, так как они остаются в камере напыления. В итоге, их можно применять повторно, что очень экономично.
Но те частицы, которые не осели, не теряются, так как они остаются в камере напыления. В итоге, их можно применять повторно, что очень экономично.Прежде всего, это существенная экономия времени, которое всегда дорого, особенно на производстве. Порошковые краски поставляются на окрасочный участок уже полностью готовыми к использованию. То есть, работникам не тратят время на то, чтобы подготовить ее, разбавить, перемешать, добиться необходимого уровня вязкости. И это уже оценили многие владельцы предприятий, так как экономия времени равна увеличению объему , а следовательно, и повышению прибыли.
ПЕРЕЙТИ В РАЗДЕЛ С УСЛУГАМИ ПО ПОРОШКОВОЙ ПОКРАСКЕ МЕТАЛЛА
В отличие от жидких, их достаточно нанести в один слой.
Стоит отметить и тот факт, что порошковую краску очень легко утилизировать. А если какая то часть осталась неиспользованной, то она полностью участвует в повторном производственном цикле.
Так как во время покрасочного процесса не нужно использовать растворители, это означает, что не нужна система вентиляции, а это существенная экономия на затратах энергии.
Перед тем, как наносить краску, не нужно грунтовать поверхность
Покрытие становится твердым всего за 30 минут
Покраска металла позволяет сделать процесс полностью автоматизированным.
У полимерного порошкового покрытия очень высокая прочность. Это отличная возможность уменьшить траты на упаковку, так как при перевозке, риск повредить изделия минимален.
Следует сказать и про высокое качество покрытия. Оно получается износостойким, привлекательным и его можно эксплуатировать долгое время.
Как происходит покраска металла
Покраска листового металла, как правило, бывает порошковой и это наиболее прогрессивный метод получения покрытия, которое будет без трещин и подтеков, радовать своим длительным сроком службы, прочностью и экологичностью.
У данного способа покраски есть много преимуществ:
- покрытие обладает электроизоляционными свойствами;
- дизайн становится более красивым;
-
материал надежно защищен от повреждений механического характера и в результате это обеспечивает долгий срок службы.

Покраска изделий из металла осуществляется с применением современных технологий, и этот способ со своими особенностями.
Порошковая покраска металла, в отличие от жидких красок, является более безопасной, так как в её составе в нет токсинных и огнеопасных растворителей. К тому же металлический лист обладает таким покрытием, у которого низкий уровень пористости и высокое сродство к поверхности металла. Благодаря этому металл получает прекрасные антикоррозийные свойства.
Перед тем, как осуществляется покраска металлического листа, нужно решить, какую поверхность вы хотите в итоге получить. Она может быть матовой или глянцевой, фактурной или гладкой, а также имитировать гранит, бронзу, хром и многие другие текстуры. К тому же, порошковая окраска, это возможность выпускать металл любого цвета.
Так как краска поставляется на производственную линию в готовом виде, это отличный способ сэкономить время, так как когда речь идет про обычную краску, возникает необходимость осуществлять колеровку, а также выполнять контроль вязкости.
 Порошковая покраска металлических листов может производиться для изделий, предназначенных к использованию в большом температурном диапазоне: от -60°C до +150°C.
Порошковая покраска металлических листов может производиться для изделий, предназначенных к использованию в большом температурном диапазоне: от -60°C до +150°C.
Как создается полимерная пленка
Когда на изделие наносится порошковая краска, его затем помещают в камеру полимеризации порошковых покрытий. Именно там начинается плавление порошка, что в итоге приводит к образованию полимерной пленки.На данный момент полимерная покраска металла, или как еще называется данная технология – порошковое эпоксидное покрытие, считается одной из наиболее совершенных технологий нанесения защитно-декоративного покрытия на металлоконструкции. По этой причине такой вид окраски все более популярный, и сейчас уже применяется в различных видах деятельности.
Преимущества полимерной технологии
Полимерная порошковая окраска от нанесения жидких составов отличается сразу несколькими существенными преимуществами. В частности порошковое полимерное покрытие:- наносится за один раз, что позволяет осуществлять обработку одного изделия в короткий срок;
- создает защитный слой с отличными параметрами прочности и долговечности;
-
окрашиваемая деталь после нанесения порошка проходит процесс полимеризации под воздействием высокой температуры, поэтому слой покрытия получается идеально ровным и гладким, а сам окрашенный элемент выглядит безукоризненно.

Преимущества и недостатки порошковой окраски
К наиболее весомым плюсам можно отнести полную экологичность, а также безопасность. В составе порошковой краски нет токсичных растворителей, чем они отличаются от жидких красителей. Таким образом, окружающая атмосфера не загрязняется, а здоровье работников не подвергается опасности. Отсутствие жидких растворителей также позволяет существенно сэкономить расход краски.Стоит отметить и прочность. Изделие, после того, как на него наносится краска, проходит термическую обработку в сети для полимеризации. В результате получается покрытие высокого качества. Оно может быть глянцевое или матовое, с разнообразной рельефной фактурой и цветовой гаммой. Есть различные варианты: кожа – крокодиловая или шагреневая, металлик, или различными фактурами – серебро, гранит, бронза и т.д.
Порошковые краски поставляются на производственную линию в готовой к эксплуатации форме.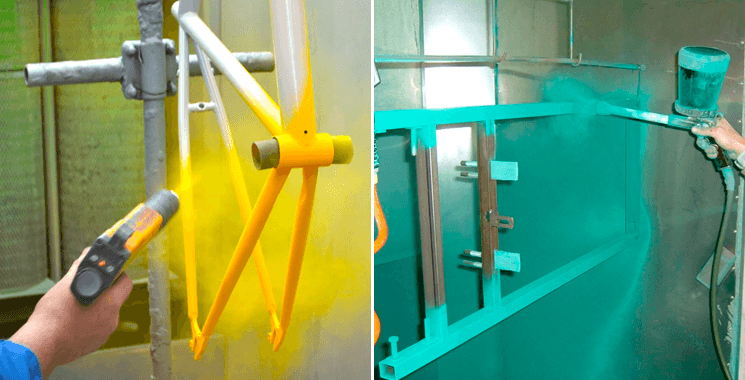 Благодаря этому, отпадает необходимость колеровки и проверки вязкости. Когда процесс запекания заканчивается, образуется покрытие повышенной прочности и с антикоррозийным эффектом. Причем покрытие легко переносит резкие перепады температуры и имеет рабочий диапазон от -60 до +150 градусов. К тому же, у покрытия высокая степень электроизоляции.
Благодаря этому, отпадает необходимость колеровки и проверки вязкости. Когда процесс запекания заканчивается, образуется покрытие повышенной прочности и с антикоррозийным эффектом. Причем покрытие легко переносит резкие перепады температуры и имеет рабочий диапазон от -60 до +150 градусов. К тому же, у покрытия высокая степень электроизоляции.
Преимущества
- у покрытия высокие декоративные и физико-химические свойства;
- не нужно предварительно грунтовать;
- не надо покрывать несколькими слоями, так как содержит сухие вещества;
- потери при окраске порошковыми красками не превышают от 1 до 4%;
- требуется не более 30 минут для того, чтобы покрытие отвердело;
- экономия на упаковке, так как покрытие прочное и при его перевозке риск получить повреждения минимален.
Недостатки
- взрывоопасность. Возгорание может произойти, если не соблюдались правила безопасности;
- сложно наносить тонкие слои краски;
- при низкой температуре могут возникнуть затруднения с покраской;
- каждый цвет находится в отдельном контейнере;
-
если форма объекта нетипичная, то могут возникнуть ограничения.

Из всего перечисленного можно сделать вывод, что порошковая покраска обладает как положительными, так и отрицательными сторонами. Чтобы правильно выбрать способ покраски, нужно исходить из поставленных задач и производственной необходимости.
Область применения порошковой покраски
Область применения настолько широка, что ее трудно охватить. Можно красить любые металлы, МДФ, стекло, керамику, ограждения из чёрного металла и многое другое.Есть проблемы в окраске массива из дерева, но сейчас ведутся работы в этом направлении, и надеемся, что лет через 5 решится и эта сложная задача. Такие покрытия могут выполнять различные функции от декоративных до суперпрочных и иметь 25 лет гарантии при эксплуатации в районах Дальнего Севера. Поскольку идет постоянная разработка новых технологий, появляются новые области применения.Частые вопросы по порошковой окраске
Когда речь заходит о заказе услуги такой окраски, возникают дополнительные вопросы. Хоть сам метод применяется уже достаточно давно, однако, всегда есть моменты, которые стоит уточнить.
Хоть сам метод применяется уже достаточно давно, однако, всегда есть моменты, которые стоит уточнить.Итак, о чем обычно спрашивают Заказчики.
Один из наиболее популярных вопросов — подготовка изделия. Т.е. в каком виде должны поставляться окрашиваемые изделия?
Изделия должны быть разобраны, и должны быть исключены все элементы, которые не выдерживают воздействия высокой температуры (уплотнители, резиновые и пластиковые элементы нужно обязательно снять).
Можно ли повторно окрашивать изделия, уже подвергшиеся такой обработке?
Обычно это нужно для изменения цвета или для повышения качества окрашивания. Перекрасить можно, но стоит это дороже, т.к. необходимо изменение технологического процесса. К тому же, есть риск снижения качества, поскольку сложно спрогнозировать как «поведет» себя ранее наложенная краска в условиях повторной термобработки.
Как подготовить поверхность к нанесению краски?
Изделия из алюминия обезжириваются и фосфатируются. Данная услуга входит в стоимость, т.к. является обязательным элементом процесса. Что касается стальных поверхностей, их необходимо дополнительно зачищать от коррозии и грунтовать. Данная услуга, как правило, оплачивается сверху, либо заказчик проводит работы самостоятельно.
Данная услуга входит в стоимость, т.к. является обязательным элементом процесса. Что касается стальных поверхностей, их необходимо дополнительно зачищать от коррозии и грунтовать. Данная услуга, как правило, оплачивается сверху, либо заказчик проводит работы самостоятельно.
И, наконец, как быстро будет готов заказ?
Срок изготовления обычно один-три дня.
Как выбрать порошковую краску
Чтобы не ошибиться и остаться довольными покупкой, необходимо серьезно подойти к этому процессу и разделить его на несколько этапов.Прежде всего, перед покраской эмалью металла необходимо иметь представление об условиях эксплуатации окрашиваемого изделия. Если объект для будущего окрашивания будет находиться на улице, то его поверхность должна характеризоваться стойкостью к изменениям в атмосфере, а также влиянию солнечных лучей. Поэтому, для покраски такого предмета требуется полиэфирная краска.
Если вам требуется высокая устойчивость к влиянию химических реагентов, таких, как бензин, кислоты, то ваш выбор – эпоксидные краски.
Если объект для покраски будет находиться внутри помещения, то в таком случае подойдут эпоксидно-полиэфирные краски. Также они идеальны для покраски велосипедов и прочих товаров для отдыха и спорта.
Теперь, нам нужно разобраться с типами поверхности. Они бывают следующие: муар, шагрень, гладкая.
Если порошковая краска гладкая, то степень блеска отличается от матового до высокоглянцевого. Если изделие красить такой краской, то вы получите в итоге гладкую декоративную поверхность. Она не требует особого ухода. Во время выбора такой краски, необходимо будет учитывать насколько гладкая поверхность самого металла, который будет окрашиваться.
Если вам нужно спрятать грубые сварные швы, то тогда вам понадобится краска, с поверхностью «шагрень». Она внешне будет напоминать корку апельсина. Она скрывает на поверхности все дефекты. К тому же, вы не будете проводить подготовительные работы перед окрашиванием. И это позволит вам значительно сэкономить свое время и деньги. Существует и крупная шагрень, которая прячет и большие дефекты поверхности, но ее понадобиться много, поэтому стоимость обойдется дороже. К тому же, следует учитывать, что чем толще полимерный слой, тем менее он пластичен.
Существует и крупная шагрень, которая прячет и большие дефекты поверхности, но ее понадобиться много, поэтому стоимость обойдется дороже. К тому же, следует учитывать, что чем толще полимерный слой, тем менее он пластичен.
Весьма нужны порошковые краски, которые создают поверхность типа «муар». Очень часто такую поверхность сравнивают с мелкозернистой наждачной бумагой, однако, на ощупь она как бархат.
Порошковая окраска для металла – выбор очевиден!
Перед строителями и дизайнерами очень часто встаёт вопрос о том, чем и как окрасить те или иные изделия. Этот выбор не стоит недооценивать, ведь именно от него зависит долговечность и устойчивость поверхности ко многим внешним факторам. Благо в 70-х годах уже решили этот вопрос, нам остаётся лишь о нём узнать и благополучно применять. Да, это порошковая окраска — самый экономичный и качественный способ окрашивания металла, который используется уже несколько десятилетий и не имеет аналогов.
После окраски неиспользуемые частицы задействуются в следующем цикле, второй слой наносить не нужно.
Такая краска недорогая и имеет линейку оттенков от каждого производителя. Но покрасить изделие без специального оборудования, увы, не получится. Причём не каждый аппарат подойдёт для той или иной вещи. Специальные камеры могут быть различных размеров, величина которых сопоставима с габаритами окрашиваемого предмета, также существуют автоматические пистолеты для окраски. Если вы красите нечасто, можно просто обратиться в ближайший салон, где производится такое окрашивание, кошелёк от этого не опустеет, а дорогой вам предмет будет выглядеть как новое ещё очень долго.
Порошковая окраска — выгодный и эффективный инструмент производства
Любой собственник стремиться минимизировать свои расходы и отходы. Сырьё должно выполнять своё назначение целиком и по максимуму — это простой и всем знакомый девиз дотошного начальника. Хотя, скорее всего, у вас больше на слуху что-то типа получать больше, а платить меньше.

Это возможно. Предположим, вы производите металлические изделия. Некоторая часть вашего бюджета тратиться на антикоррозийные эмали.
Порядка 20-30 процентов краски не используется по назначению. А порой для достижения нужного результата нужен второй, а то и третий слой краски. Всех этих лишних расходов можно избежать. Да, безусловно, многие жидкие краски достаточно неплохие, и действительно защищают металл от ржавчины. Но как бы там не старались инженеры , порошковую покраску им перегнать не удалось, причём как в качестве покрытия, так и в экономичности. Безотходная недорогая краска палитрой оттенков, ударо- и термостойкая, один слой и превосходный результат. Неплохо, правда?
Однако чтобы использовать этот вид окрашивания необходимо, чтобы ваше изделие проводило ток, ну и конечно специальное оборудование
что это такое и где применяется?
В домашних условия люди использовали краску в баллончиках, но качество окрашенной поверхности оставляло желать лучшего. Лакокрасочные материалы порой просто неэффективны. Но есть еще один способ, а точнее даже не способ, а целая технология. Итак, порошковая покраска – что это такое? Попробуем узнать ответ на этот вопрос.
Лакокрасочные материалы порой просто неэффективны. Но есть еще один способ, а точнее даже не способ, а целая технология. Итак, порошковая покраска – что это такое? Попробуем узнать ответ на этот вопрос.
Что собой представляет?
Итак, краской данного типа называют порошок очень мелкой дисперсии, который получают методом плавления пленкообразующих компонентов, различных пигментов, а также специальных добавок. Затем все составляющие смешиваются, а затем расплав экструзируется и в результате получается тонкая пластина. Затем эту пластину дробят, размалывают и фракционируют.
Что касается пленкообразующих материалов, то это зачастую полиэфирные или же эпоксидные смолы или любые их смеси. Несколько реже применяют акрилатные и уретановые материалы. Одна частица такого порошка имеет размер от 10 до 100 микрон.
Порошковая покраска – что это такое?
Считается, что такие краски полностью экологически чистые, технология окрашивания ими полностью безотходная. В результате получаются наиболее качественные декоративные, а также декоративно-защитные полимерные покрытия.
Формируется такое покрытие из полимерного порошка.
Его наносят на поверхность, которую необходимо обработать. Для этого существует специальный метод. Слой порошка очень тонкий. Затем этот слой оплавляется при температурах от 160 градусов. А затем формируется максимально равномерное и сплошное покрытие.Так как технология предусматривает высокие температуры, то покраска порошковой краской применяется только для металлических либо стеклянных изделий. Последние 10 лет эта инновационная технология смогла пробить себе дорогу в многие сферы, где ранее наносили более традиционные покрытия на основе красок и лаков.
Сегодня при помощи порошковых красок окрашивается около 15% всех изделий. И цифра эта с каждым днем увеличивается.
Преимущества технологии
Порошковая покраска, что это такое, почему этот метод так популярен? Все просто. Технология эта очень экономична. Здесь нет большого числа операций, скорость полимеризации очень высокая. Оборудование для порошковой покраски отличается компактными размерами. Также нужно сказать, что краска твердая. В составе отсутствуют любые растворителе. Коэффициент использования составляет более 95%. Это так, благодаря особой системе рекуперации таких составов. Так, неиспользованная часть порошка возвращается обратно в технологические процессы и ее можно использовать повторно.
Также нужно сказать, что краска твердая. В составе отсутствуют любые растворителе. Коэффициент использования составляет более 95%. Это так, благодаря особой системе рекуперации таких составов. Так, неиспользованная часть порошка возвращается обратно в технологические процессы и ее можно использовать повторно.
Если говорить о традиционных жидких лакокрасочных продуктах, то примерно от 40 до 60% красящего вещества остается в растворителе, а он не остается на покрытии. Значит, коэффициенты использования традиционной краски составляют всего 40-60%. Это если не учитывать различные потери, которые иногда случаются при окрашивании.
Высокая экономия, низкая себестоимость
Низкая себестоимость – это еще одно преимущество. Цена зависит от площади поверхности, а также от сложности предмета. Также цена формируется по типу краски. В чем экономия?
Порошковая покраска – что это такое? Это окрашивание без растворителей, которые в жидких аналогах играют роль всего лишь носителя для пленкообразующего вещества. Благодаря экономии на энергии для нагрева и вентиляции, а также благодаря тому, что нет необходимости затрачивать средства или энергию на процесс испарения растворителей стоимость технологии очень и очень доступная.
Благодаря экономии на энергии для нагрева и вентиляции, а также благодаря тому, что нет необходимости затрачивать средства или энергию на процесс испарения растворителей стоимость технологии очень и очень доступная.
Скорость работ
Технология позволяет в значительной мере сократить время на затвердевание обработанных покрытий. Так, пленка образуется очень и очень быстро, поэтому сушить слой нужно всего один раз, а не многократно, как в случае с обычными лакокрасочными материалами. Порошковая покраска металла, например, деталей автомобилей сегодня – очень актуальная услуга.
Простота применения
Процесс окрашивания очень прост. Здесь нет необходимости в постоянном контроле вязкости красок и постоянных доводках до нужной консистенции. Это обеспечивает не только экономию, но и высокую стабильность обработанных поверхностей. Удалять порошок из распылительных устройств значительно легче.
Многообразие цветов и оттенков
Порошковая покраска — что это такое? Это возможность использовать более 5000 различных цветов, их оттенков, а также самых различных фактур. Любые поверхности могут приобрести такие свойства, которые при традиционных технологиях окрашивания просто невозможны либо очень дорогие.
Например, порошковая покраска металла в серебристый или алюминиевый металлик, краски флуоресцентного типа, с эффектом «антизика», имитирующие муар или гранит – все это доступно. К тому же можно сделать поверхность более глянцевой либо, наоборот, более матовой.
Долговечности и прочность поверхности
Покрытие порошковой краской отличается от традиционных лакокрасочных покрытий повышенной химической стойкостью, а также отличными физико-механическими характеристиками. Так, в удар для повреждения слоя нужно приложить усилие более 500 Нм, а прочность на изгиб составляет 1 мм.
Полученное покрытие довольно ударопрочное.
Это уже успели оценить велосипедисты, мотоциклисты, автовладельцы.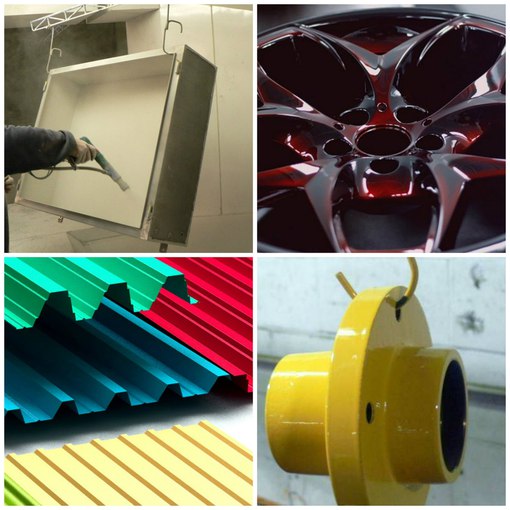 Порошковая покраска велосипеда — это популярная услуга для тех, кто предпочитает кататься в экстремальных дисциплинах и при этом хочет, чтобы рама постоянно находилась в состоянии новой.
Порошковая покраска велосипеда — это популярная услуга для тех, кто предпочитает кататься в экстремальных дисциплинах и при этом хочет, чтобы рама постоянно находилась в состоянии новой.Высокая экологичность
Этот способ окрашивания различных поверхностей помогает избавиться от различных проблем экологии. Так, нет необходимости в огнеопасных и достаточно токсичных растворителях. Процесс полностью безотходный. Порошок, который не осел на поверхности, можно использовать повторно. К тому же условия труда персонала, который работает на таком участке, значительно лучше, чем если бы они использовали обычные материалы.
Плюсы порошковой технологии
Это возможность получить довольно толстое однослойное покрытие. В случае с лакокрасочными материалами приходилось бы наносить несколько слоев.
Порошковая покраска металлических изделий, стеклянных и других полностью автоматизирована. Пленка практически не усаживает после покрасочных работ. Нет отрицательных воздействий вследствие отсутствия в составе каких-либо растворителей.
Можно полностью исключать любые потеки и сморщивания.
Порошковая краска отличается хорошей стойкостью к температурам.Как наносят ее?
Есть несколько методов нанесения таких покрытий. Самые популярные из них – это электростатический, а также трибостатический. Если вы хотите увидеть, что представляет собой порошковая покраска, фото ее есть в этой статье.
Окраска при помощи электростатического напыления
Этот способ предусматривает зарядку коронным зарядом. Это промышленная технология. Она довольно популярна вследствие высокой своей эффективности. Заряду поддаются многие порошковые краски. Метод достаточно производительный – его используют для работы на больших поверхностях.
Вместе с плюсами это электростатическое напыление имеет и некоторые минусы.
Создается сильное электрическое поле между распылителем и деталью. Это может немного усложнить процесс окрашивания в углах и в глубоких выемках. К тому же неверная настройка иногда может ухудшить качество поверхности.
Метод трибостатического напыления
Что представляет собой такая порошковая покраска? Что это такое — трибостатическое напыление?
Это зарядка трением. В отличие от электростатики, здесь отсутствует генератор высоких напряжений, который необходим для распылителя.Для этого метода применяется тефлон. Этот материал позволяет отлично зарядить многие порошковые краски. В распылителях для этой технологии нет необходимости в сильных электрических полях. Заряженные частицы способны проникать даже в самые труднодоступные места. Можно нанести краску в несколько слоев.
Краска в домашних условиях
Порошковая покраска, своими руками приготовленная, требует наличия полного комплекта оборудования.
Что касается подготовки поверхности, то она такая же, как и в случае с лакокрасочными материалами.В домашних условиях что-то красить по этой технологии – задача дорогая и трудная Если нужно окрасить одну-две детали, проще обратиться в компании, где предлагают эту услугу.
Порошковая краска — виды и характеристики сухой краски-порошка
Порошковая краска представляет собой новейшее поколение красящих составов.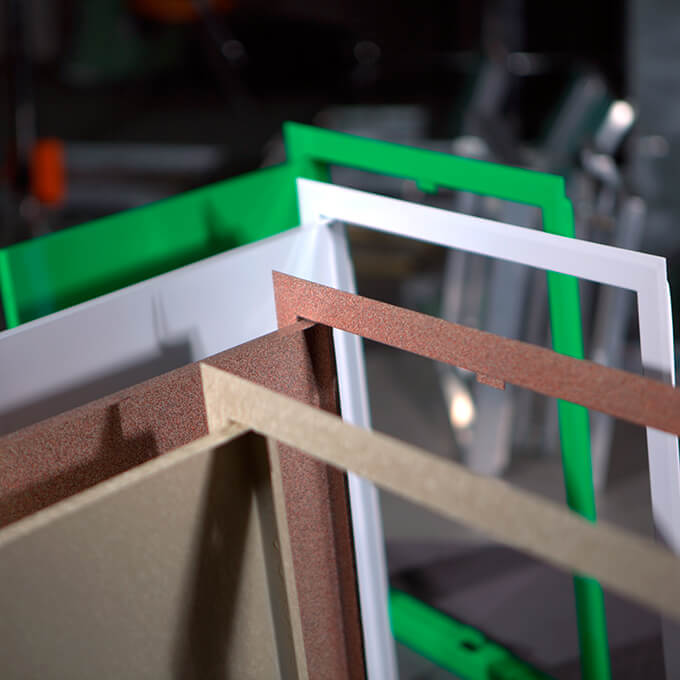 Обладая множеством достоинств и выгодных отличий, как в технологических особенностях применения, так и в конечном результате, она стала альтернативной заменой большинству лакокрасочных средств и покрытий. За короткое время она завоевала многие сферы, от промышленности и строительства, до интерьерного дизайна помещений.
Обладая множеством достоинств и выгодных отличий, как в технологических особенностях применения, так и в конечном результате, она стала альтернативной заменой большинству лакокрасочных средств и покрытий. За короткое время она завоевала многие сферы, от промышленности и строительства, до интерьерного дизайна помещений.
К преимуществам порошковой краски уверенно можно отнести:
- универсальность – она применяется практически везде, от автомобилестроения и фасадных работ, до декорирования бытовой техники, мебели и дизайнерских украшений;
- простота технологии – краска сразу готова к использованию без предварительной подготовки, а процедура окрашивания не занимает много времени;
- экономичность – процесс окрашивания можно назвать безотходным, ведь осыпавшиеся частицы порошка пригодны к повторному использованию;
- безопасность – составы абсолютно нетоксичны и не наносят вреда окружающей среде;
- качество окрашивания – ложится ровным слоем, не образует пузырей, не слоится и не течет, формируя покрытие небольшой толщины;
- высокая адгезия – надежно сцепляется со всеми типами поверхности, включая металлы;
- надежность – образуемое покрытие обладает стойкостью к различным видам воздействия, прочностью и долговечностью;
- эстетичность – широкий выбор оттенков, текстур и форматов.

По своему составу порошковая краска представляет собой смесь сухих полимеров, не требующих специальной подготовки и применения растворителей. Принцип покраски состоит в нанесении сухой красящей смеси на поверхность с дальнейшей полимеризацией. Благодаря такой технике краска наносится в один слой, образуя прочное покрытие, обладающее высокими защитными и эксплуатационными свойствами.
Структура порошковой краски
Состав и структурные компоненты порошковой краски – это смесь твердых полимерных частиц и красящих пигментов, для которой активной средой является не жидкий растворитель, а воздушный поток. И хотя химические компоненты порошковых составов похожи на состав жидких лакокрасочных средств, на практике их эксплуатационные свойства и характеристики различаются.
Ключевым моментом является отсутствие жидкой фракции, чем обусловлены:
- снижение требований к хранению и перевозке порошковой краски;
- увеличение срока пригодности;
- отсутствие вредных испарений;
- отсутствие горючих веществ и опасности возгорания.

Основой порошковых красок служат полимеры, обеспечивающие адгезию с поверхностью и плавление порошкового покрытия. Кроме основы, в состав смеси входят:
- наполнители в виде металлических оксидов, например, титановых и алюминиевых;
- пигменты, отвечающие за цветовые характеристики краски;
- пленкообразователи на смоляной основе;
- отвердители для эпоксидки;
- эфиры акриловых смол.
Все составляющие порошковых красок имеют сухую дробную консистенцию, которая отличается сыпучестью и длительным сроком пригодности. Пигмент и наполняющие вещества составляют около 50% от общего состава. В зависимости от типа и характеристик пигмента, краски могут различаться по цвету и текстуре покрытия, степени электризации и адгезионным показателям.
Пигменты, используемые для порошковых составов, полностью идентичны тем, которые используют для традиционных акриловых красок. Их количество и соотношение в композиции определяется типом краски, ее предназначением и итоговым цветом. Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Свойства порошковой краски
Основными отличиями и достоинствами, которыми обладает порошковая краска, являются ее структура и способ применения. Технология использования порошка заключается в сухом нанесении с последующей термической обработкой окрашенного изделия, в результате которой получают однородное покрытие, обладающее прочностью и устойчивостью.
Весь ассортимент порошковых красок можно разделить на категории по цветовым характеристикам и по химической основе. По цветовой пигментации различают:
- с содержанием пигмента – более плотные виды порошковой краски, выпускаемые в широком спектре оттенков и текстур, при нанесении образуют прочный слой красящего вещества, применяются для окрашивания различных изделий и материалов;
- без содержания пигмента – бесцветные порошковые структуры, образующие при полимеризации прозрачный лаковый слой, используются для лакирования окрашенных и неокрашенных поверхностей, например, придания блеска мебели или формирования защитного покрытия на токопроводящих металлах.

По химическому составу порошковую краску классифицируют на два основных типа:
- термопластичные – созданные одними из первых, представляют собой красящие составы, которые плавятся, меняя состояние полимеров, но оставаясь неизменными по химическому составу;
- термореактивные – пленкообразующие вещества, входящие в порошковую краску, при плавлении не только изменяются физически, но и вступают в реакцию, образуя новый химический продукт.
Термопластичный порошок подходит для использования в наружных и внутренних работах, покрытие обладает высокими эстетическими характеристиками и устойчивостью к влажности, атмосферному и химическому воздействию, но неустойчиво к термической нагрузке. Термореактивные краски легко переносят перепады температур, механические и атмосферные нагрузки, а также не поддаются химическим воздействиям.
Характеристики порошковой краски
Характеристики, присущие порошковой краске, принципиально отличаются от свойств и показателей привычных жидких красящих составов. Так как средой растворен
Так как средой растворен
Порошковая покраска, что это такое, где применяется порошковая покраска, технология порошковой покраски.
Технологию порошковой окраски можно смело назвать революционной. Порошковая покраска позволяет производить окрашивание любых металлических предметов, которыми изобилует приусадебное хозяйство и загородный дом. Как научиться производить покраску с использованием данной технологии?
Что представляет собой покраска порошковая
Порошковая покраска представляет собой процесс нанесения твердых компонентов дисперсионного состава со специальными пленкообразующими смолами и целевыми добавками.
Область применения технологии порошковой покраски обширна и включает перечень изделий подлежащих данному процессу окрашивания. В качестве примера назовем необходимость покрытия внутренней поверхности труб для нефтедобывающей и перерабатывающей промышленности. Таким образом, применение технологии покраски необходимо в следующих условиях:
• повышенное внутренне давление в трубах
• высокая температура рабочей среды
• присутствие агрессивных сред.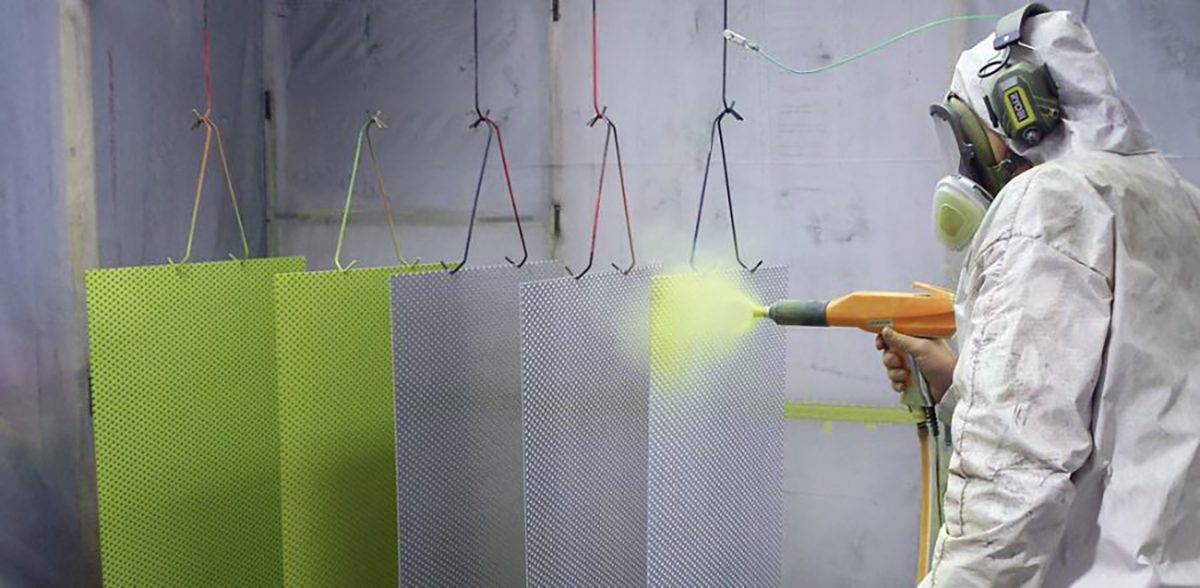
Порошковая покраска металла способна в данном случае исключить неблагоприятные факторы и обеспечить работоспособность и функционирование.
Виды порошковых красок
В зависимости пленкообразующей составляющей порошковые краски разделены на следующие виды:
• термопластичные
• термореактивные.
Порошковые краски термопластичные изготавливают с использованием пленкообразователей. Покрытие формируется без химических реакций и превращений, а производятся за счет сплавления расплавленной краски. Процесс термического сплавления и охлаждения частиц образует частично растворимую пленку. Поэтому состав пленки идентичен составу исходного вещества для покраски. Краски термопластичной группы имеют в составе:
• полиамид
• полиэтилен
• поливинилхлорид
• поливинилбутираль.
Порошковые краски на основе поливинилбутираля используются в качестве защитной пленки для электроизоляционных работ, защитно-декоративных функций для внутреннего применения.
Краски порошковые на основе поливинилхлорида используются для внешнего применения, благодаря высокой стойкости покрытия.
Термореактивные порошковые краски состоят из твердых смол с высоким молекулярным весом и компонента связующего. Основными смолами, входящими в состав термореактивной краски, являются: эпоксидная, полиэфирная и акриловая.
Состав смол наносится на предмет или оборудование методом электростатического распыления. Нагретая до рабочей температуры и нанесенная смесь смол через определенное время отвердевает, образуя устойчивую пленку – полимерную сеть. Химически преобразованный и отвердевший слой в дальнейшем не подвергается деформации даже при повторном тепловом воздействии. Наиболее востребованным является порошковая покраска металла (дверей, решеток, оград).
Технология порошковой окраски
Технология порошкового окрашивания состоит из цепочки:
• подготовка поверхности к окрашиванию
• подготовка рабочего состава краски
• нанесение порошковой краски
• полимеризация
• рекуперация.
Подготовка поверхности к окрашиванию включает ручное удаление любых видов загрязнений, а также процесс обезжиривания и фосфатирования для улучшения адгезии краски. Удаление загрязнений с рабочей поверхности предполагает правильно выбранный метод обработки, а также состав, который зависит от:
• материала поверхности обработки
• степени загрязнения.
Поэтому повсеместно используют методы обезжиривания, абразивная очистка с травлением, а также нанесение конверсионного слоя. При окраске с использованием порошковой краски своими руками необходимо продумать подготовительный этап. Для очистки и обезжиривания поверхности рекомендуется произвести:
• фосфатирование с применением фосфатов цинка или железа
• споласкивание поверхности с последующим закреплением и сушкой.
Затем следует процесс подготовки
Что такое порошковое покрытие? (с фотографиями)
Похоже на краску, но действует как броня. , заявляет Институт порошковых покрытий (PCI) этой повсеместной техники нанесения покрытий. Порошковое покрытие — это очень прочное, декоративное и долговечное покрытие, которое наносится практически на все виды продукции как для потребителей, так и для промышленности. Он может быть практически любого цвета или отделки, матового или гладкого, не подвержен ржавчине, устойчив к царапинам и экологически безопасен.
Порошковое покрытие — это очень прочное, декоративное и долговечное покрытие, которое наносится практически на все виды продукции как для потребителей, так и для промышленности. Он может быть практически любого цвета или отделки, матового или гладкого, не подвержен ржавчине, устойчив к царапинам и экологически безопасен.
Уличные барбекю, качели, садовая мебель и садовый инвентарь — это лишь несколько примеров продуктов, покрытых порошковой краской. Хотя он кажется нарисованным, на самом деле это процесс сухой отделки. Электростатически заряженные частицы распыленного пигмента и смолы распыляются на поверхности предметов, которые были электрически заземлены, тем самым притягивая сухие заряженные частицы. Затем предметы помещаются в сушильный шкаф, где порошковое покрытие плавится и прилипает к поверхности. Мало того, что процесс практически не загрязняет окружающую среду, но и очень мало отходов, так как сухой излишек распыления может быть рекуперирован. Кроме того, промышленность не должна вкладывать средства в дорогостоящее оборудование для борьбы с загрязнением, что делает порошковое покрытие чрезвычайно экономичным.
Кроме того, промышленность не должна вкладывать средства в дорогостоящее оборудование для борьбы с загрязнением, что делает порошковое покрытие чрезвычайно экономичным.
Устойчивые к сколам и выцветанию цвета изделий с порошковым покрытием сохранятся в течение многих лет. Глянцевая и слабо глянцевая отделка, даже металлическая и прозрачная, делают его идеальным выбором для стульев стадиона, перил и конструктивных элементов, инструментов, деталей двигателя, клюшек для гольфа, тележек, лыжных палок, креплений, корпусов компьютеров, сельскохозяйственного оборудования, тренажеров. , стеллажи для магазинов, детские коляски и множество других товаров.
Хотя порошковое покрытие начиналось как отделка металла, достижения привели к способности отверждать покрытие при более низких температурах, что открыло двери для керамики, пластика и даже дерева. Благодаря прозрачной отделке эти изделия дольше будут выглядеть как новые.Кухонные шкафы, офисная мебель, детская мебель и игрушки пополнили ряды продуктов, на которые наносится порошковое покрытие.
Если у вас есть что-то, что вы хотите покрыть порошковой краской, это так же просто, как найти поблизости машину для нанесения покрытия. PCI предлагает интерактивную карту, которая направит вас к списку предприятий по нанесению покрытий в вашем штате.Некоторые специалисты по нанесению покрытий выполняют только большие промышленные работы, в то время как другие выполняют как промышленные, так и частные или небольшие работы для отдельных изделий, поэтому сначала проконсультируйтесь с ним.
PCI сообщает, что порошковая окраска является самой быстрорастущей технологией отделки в Северной Америке, на которую приходится более 10% всех промышленных отделочных применений. Со всем, что у него есть, от универсальности до экономичности и экологичности, эта тенденция обязательно сохранится.
Что такое процесс порошкового покрытия? (с иллюстрациями)
Процесс порошковой окраски — это процесс сухой окраски, который в основном используется для покрытия металла. Есть несколько методов нанесения порошковой краски. Наиболее часто используемый метод — это распыление электростатически заряженных частиц пигмента и смолы на электрически заземленную деталь. Тепло используется для расплавления порошка, заставляя его растекаться, образовывать тонкую пленку и, в конечном итоге, высыхать до твердой, устойчивой к царапинам оболочки.
Есть несколько методов нанесения порошковой краски. Наиболее часто используемый метод — это распыление электростатически заряженных частиц пигмента и смолы на электрически заземленную деталь. Тепло используется для расплавления порошка, заставляя его растекаться, образовывать тонкую пленку и, в конечном итоге, высыхать до твердой, устойчивой к царапинам оболочки.
Как и в любой другой покраске, наиболее важным этапом процесса порошкового покрытия является подготовка поверхности. Перед нанесением порошкового покрытия металлические поверхности тщательно очищаются от масел, грязи и жира. После того, как металл был очищен, его обычно ополаскивают и обрабатывают кислотной ванной для протравливания поверхности. Протравленная или слегка шероховатая поверхность помогает обеспечить надлежащую адгезию и равномерное распределение во время процесса порошкового покрытия.
Отверждение термореактивного полимера включает плавление, растекание, образование геля и отверждение до твердой оболочки.
Следующим шагом в процессе является нанесение порошка. Способ нанесения зависит от типа используемого порошка. Два основных типа материалов, используемых в процессе порошкового покрытия, — это термопластичный порошок и термореактивный полимер. Оба типа порошка требуют термического отверждения, но по-разному.
Термопластический порошок обычно наносится на нагретую деталь. Горячий металл заставляет порошок плавиться, растекаться и затем затвердевать при охлаждении. Термопластический порошок не подвергается химическим изменениям при затвердевании. Это означает, что готовую работу часто можно снова нагреть, чтобы выровнять тонкие или неровные участки на отделке.
Термореактивный полимер наносится на изделие при комнатной температуре, затем термоотверждается в печи. Деталь нагревается и выдерживается в течение определенного периода времени при температуре 320–410 градусов по Фаренгейту (около 160–210 градусов по Цельсию). В течение этого времени полимер претерпевает химическое изменение, известное как «сшивание». «Отверждение термореактивного полимера происходит в четыре этапа, которые включают плавление, растекание, образование геля и, наконец, отверждение до твердой оболочки.
«Отверждение термореактивного полимера происходит в четыре этапа, которые включают плавление, растекание, образование геля и, наконец, отверждение до твердой оболочки.
Для оборудования для порошковой окраски существует несколько типов пистолетов, которые можно использовать в процессе порошковой окраски. Как правило, все они по-разному достигают одного и того же результата.Эти инструменты для порошкового покрытия предназначены для псевдоожижения краски и электростатического заряда частиц, когда они покидают пистолет. Основное отличие оружия от одного стиля к другому — это способ введения заряда.
Некоторые специалисты по порошковой окраске также используют оборудование, называемое псевдоожиженным слоем, во время процесса порошкового покрытия.Базовая система с псевдоожиженным слоем включает резервуар для хранения порошка, средство для ввода заряда и подачу воздуха низкого давления. Когда воздух входит в резервуар, заряженный порошок псевдоожижается или суспендируется в воздушном столбе, и часто он напоминает кипящую жидкость. Затем деталь погружается в суспендированный порошок и отверждается. Метод псевдоожиженного слоя позволяет порошковой машине наносить более толстый слой всего за одно нанесение.
Затем деталь погружается в суспендированный порошок и отверждается. Метод псевдоожиженного слоя позволяет порошковой машине наносить более толстый слой всего за одно нанесение.
Процесс порошковой окраски добавляет детали большей толщины, чем традиционные методы окраски.Это особенно важно для предметов, которые должны собираться вместе после порошковой окраски. Если деталь разбирается для порошкового покрытия, при повторной сборке может потребоваться шлифовка или шлифовка.
Что такое прозрачное порошковое покрытие?
Прозрачное порошковое покрытие имеет множество применений в мире порошковых покрытий — возможно, даже больше, чем вы думаете.Вот посмотрите, что такое прозрачное порошковое покрытие и как его использовать.
Типы лака
Прозрачные покрытия бывают разных типов, но акриловый термореактивный порошок является наиболее часто используемым типом порошка для прозрачных покрытий. (Фактически, акриловая пудра используется в основном для нанесения прозрачного порошкового покрытия. ) Акриловое прозрачное покрытие, как вы помните из нашей публикации о различных типах порошковых покрытий, обладает высокой прозрачностью и высокой устойчивостью к сколам. Он также имеет тенденцию быть более гладким и прозрачным, чем прозрачные покрытия, сделанные из других типов порошков.Эти черты делают акрил отличным вариантом для лака.
) Акриловое прозрачное покрытие, как вы помните из нашей публикации о различных типах порошковых покрытий, обладает высокой прозрачностью и высокой устойчивостью к сколам. Он также имеет тенденцию быть более гладким и прозрачным, чем прозрачные покрытия, сделанные из других типов порошков.Эти черты делают акрил отличным вариантом для лака.
Одна важная вещь, которую следует помнить при использовании прозрачного покрытия, заключается в том, что прозрачный лак не является невидимым. Каждый тип лака имеет свой законченный вид, поэтому выбор лака во многом зависит от типа блеска и прозрачности, которые вы хотите. Вы найдете прозрачные лаки с разной степенью блеска от плоского до полуглянцевого и до полного глянца.
Использование прозрачного лака
Прозрачное порошковое покрытие, конечно же, может использоваться как дополнительный слой защиты по сравнению с цветными порошковыми покрытиями.Он даже может улучшить внешний вид цветного порошкового покрытия, например, путем нанесения глянцевого прозрачного покрытия поверх глянцевого черного покрытия. Прозрачное покрытие также может добавить долговечности порошковому покрытию, особенно когда его осторожно наносят в середине процесса отверждения первого слоя, так как это позволяет обоим слоям сшиваться и связываться друг с другом.
Прозрачное покрытие также может добавить долговечности порошковому покрытию, особенно когда его осторожно наносят в середине процесса отверждения первого слоя, так как это позволяет обоим слоям сшиваться и связываться друг с другом.
Существует ряд других конкретных сценариев, которые также требуют использования прозрачных покрытий или смол для прозрачных покрытий. Например, при работе с хромовыми порошками необходимо нанести сверху прозрачный слой.В противном случае алюминиевые чешуйки в порошке очень быстро окислятся и начнут напоминать голый, необработанный алюминий, что сделает поверхность непривлекательной. Между тем, некоторые порошковые покрытия на самом деле являются пористыми в микроскопическом масштабе и поэтому не являются лучшими покрытиями для защиты от коррозии. Эти декоративные покрытия лучше всего обрабатывать грунтовкой-верхним слоем или грунтовкой-верхним слоем-прозрачным покрытием, чтобы добавить долговечность и функциональность. А иногда к порошкам на основе полиэстера добавляют акриловые смолы для улучшения текучести, выравнивания и улучшения пятен.
Powder Coating, простое нетехническое руководство — Quality Powder Coating
Это руководство для непрофессионала, в котором в простой нетехнической формулировке излагается, что такое порошковые покрытия. Если вы читаете его и можете вспомнить основных фактов, в конце каждого раздела предоставит вам все, что вам нужно знать о порошковых покрытиях.
Если вы дизайнер или разработчик, то чем лучше вы понимаете все тонкости порошкового покрытия, тем более уместными будут выбранные вами спецификации для конкретного продукта.
Для покупателей и отделов закупок понимание Powder Coating поможет вам выбрать более рентабельные решения для компонентов, требующих отделки, и вас не будут вводить в заблуждение оправданиями, которые ваш субподрядчик по нанесению покрытий или собственное предприятие предоставят вам, когда детали не подходят и вы пропустите сроки доставки из-за переделок.
Сухой, а не мокрый;
Это первое, что нужно запомнить, порошковая окраска — это именно «порошок».
Сухой, наносится сухим.
Но прежде чем вдаваться в подробности о порошковой окраске, неплохо понять основные факты о жидкой или влажной краске.
Краска представляет собой смесь различных соединений и химикатов, которые суспендированы во «влажном» растворе, поэтому ее можно наносить кистью, валиком, окунанием или распылением на поверхность, которая должна быть определенного цвета.
Возвращаясь к временам пещерного человека, наши предки, которые хотели записывать важные события внутри своих жилищ, собирали пигменты, ягоды и корни, а затем смешивали и измельчали их в различные цветные пасты для получения первых примитивных красок.
Краска производилась почти таким же образом до начала 1970-х годов, жидкий носитель, содержащий смесь пигментов, смол и других химических веществ, обычно на спиртовой или масляной основе, такой как скипидар или льняное масло, а затем и разбавители. Применялся различными способами; распылите, окуните, валиком или кистью, а затем дайте высохнуть на воздухе или принудительно высушите в духовке, чтобы получить гладкий ровный слой цвета.
Процесс окраски промышленных товаров был довольно трудоемким, чтобы получить прочное покрытие, устойчивое к коррозии, часто приходилось наносить 2 или даже 3 слоя краски, сначала наносился грунтовочный слой, а затем сушился, затем второй, а иногда и третий.Это отнимало много времени и довольно сильно загрязняло атмосферу, поскольку разбавители (получаемые из масла) в краске должны были быть высушены и выпущены в атмосферу через дымовые трубы сушильной печи, что усугубило загрязнение атмосферы.
Примерно в 1970-х химики красок разработали процесс, с помощью которого они брали все ингредиенты краски; Смолы, пигменты и т. Д. В сухой форме и измельчить их в порошок, после чего нагреть и расплавить сухой порошок, чтобы все смешалось вместе, и в результате получилось хрупкое вещество, подобное ириске, которое представляло собой гомогенную смесь всех ингредиентов краски.Этот предварительно смешанный материал был затем повторно измельчен до тонкого порошка, каждая крупинка порошка была толщиной с человеческий волос и содержала в точности те же пропорции всех ингредиентов, которые составляли влажную краску, за исключением того, что в ней не было жидкостей. .
.
Основные сведения. Порошковое покрытие — это нанесение сухого порошка, содержащего все ингредиенты краски, на металлические компоненты за один этап.
Электростатическое приложение, это обертка.
Следующим процессом в разработке порошковых покрытий стало электростатическое напыление.Это был хорошо известный промышленный процесс, который использовался в течение многих лет для нанесения влажной краски. Нанесенная краска заряжалась статическим электричеством, которое притягивало ее к распыляемому заземленному компоненту.
Это был гораздо более эффективный метод нанесения покрытия на детали, поскольку статическое электричество приводило к феномену « обертывания » заряженной краски (в зависимости от формы и размера покрываемых деталей) обертыванием до 50% невидимой стороны компонента из-за статического притяжения, что приводит к более эффективному использованию материалов, поскольку большая часть краски прилипает к заготовке, а не выбрасывается в атмосферу или прилипает к сторонам окрасочной камеры, и из-за обертывания части работы благодаря статическому притяжению, на нанесение покрытия на компоненты ушло гораздо меньше времени.
Было разработано оборудование на основе электростатического оборудования для распыления краски, адаптированное для распыления недавно разработанных «порошковых красок».
Оборудование для нанесения порошкового покрытия состояло из бункера, в котором находился порошок, генератора, производящего статический заряд, и пистолета-распылителя, который использовался для нанесения порошка на компоненты, требующие покрытия.
Когда был активирован спусковой крючок пистолета, бункер подавал порошок через трубку в пистолет-распылитель, где с помощью сжатого воздуха он распылялся в мелкое облако и в то же время заряжался статическим электричеством, производимым генератором.Затем оператор перемещал пистолет вокруг заготовки и наносил ровный слой порошка. Для многих деталей, таких как трубчатые конструкции и небольшие изделия, заряженное облако порошка «обернулось» вокруг детали, и можно было покрыть большую часть детали путем распыления только с одной стороны.
Порошковое покрытие имело множество преимуществ, главное из которых — за один проход оператор мог нанести 60-80 микрон порошка. Это было эквивалентно нанесению 3 слоев краски на деталь примерно за то же время, которое потребовалось бы для нанесения всего одного слоя влажной краски по старинке.
Это было эквивалентно нанесению 3 слоев краски на деталь примерно за то же время, которое потребовалось бы для нанесения всего одного слоя влажной краски по старинке.
В порошковых красках не было летучих веществ, растворителей или разбавителей, которые требовали сушки.
Условия труда в цехах отделки металла значительно улучшились, стало меньше дыма и стали намного безопаснее и чище условия труда для операторов.
После нанесения покрытия детали были помещены в печь, нагреты до 180 градусов по Цельсию и «отверждены» при этой температуре в течение 10-12 минут. Поверхность с порошковым покрытием сначала плавится, а затем превращается в гладкое покрытие при температуре около 130 градусов по Цельсию, а затем смолы в порошковой смеси сшиваются и затвердевают после отверждения в течение 10-12 минут при температуре 180-200 градусов по Цельсию.
После охлаждения детали были готовы к сборке или упаковке.
Начиная с 1970-х годов, порошковое покрытие изменило способ нанесения на металлические компоненты типа краски / цветного покрытия.
Основные факты; Электростатическая обертка вокруг улучшенного производства и использования материалов, 60-80 микрон покрытия, наносимого за один прием, меньшие затраты труда и энергии, отсутствие летучих веществ и загрязнения атмосферы.
Неспособность подготовиться означает подготовиться к поражению.
Чтобы получить максимальную отдачу от порошкового покрытия, очень важно понимать, что состояние поверхности, на которую наносится порошковое покрытие, очень важно.
Как и любая отделка поверхности, качество готового изделия определяется подготовкой подлежащей поверхности.
Очень легко попасть в ловушку нанесения порошкового покрытия и «прикрытия дефектов поверхности». Это скроет дефекты и проблемы, и они могут не проявиться в течение многих месяцев или лет.
Перед тем, как приступить к подготовке, первый и самый важный вопрос — это поверхность или основание, на которое вы собираетесь наносить порошковое покрытие.
Обычно это сталь или алюминий. Отливки могут быть из алюминия или цинка. & Нержавеющая сталь иногда покрывается в косметических целях, а также детали из латуни и меди.
Сталь; Стальбывает трех основных форм;
Сталь горячекатаная;
сталь прокатывают до нужной формы и размеров в полурасплавленном виде.В результате на поверхности остается окалина, которую иногда называют прокатной окалиной. Он состоит из оксидов железа и имеет толщину около 0,1 мм. Хотя он некоторое время защищает сталь в необработанном состоянии, он довольно легко ломается вместе с любым нанесенным на нее покрытием. Горячекатаные детали всегда следует протравить или подвергнуть дробеструйной очистке перед нанесением порошкового покрытия. Некоторые сталелитейные заводы поставляют горячекатаный материал, который после производства протравливается и смазывается маслом, который удаляет окалину с помощью кислотной промывки, а после ополаскивания его окунают в легкое масло. Если горячекатаная сталь не протравливается и не смазывается маслом, перед нанесением порошкового покрытия ее всегда следует подвергнуть дробеструйной очистке. В противном случае адгезия нанесенной пленки порошкового покрытия к подложке будет такой же хорошей, как и адгезия между прокатной окалиной из оксида железа и поверхностью стали. Это может привести к преждевременной коррозии детали и дорогостоящим ремонтным работам или возможному выходу изделия из строя.
Если горячекатаная сталь не протравливается и не смазывается маслом, перед нанесением порошкового покрытия ее всегда следует подвергнуть дробеструйной очистке. В противном случае адгезия нанесенной пленки порошкового покрытия к подложке будет такой же хорошей, как и адгезия между прокатной окалиной из оксида железа и поверхностью стали. Это может привести к преждевременной коррозии детали и дорогостоящим ремонтным работам или возможному выходу изделия из строя.
Сталь холоднокатаная или холоднокатаная;
В этом случае горячекатаный прокат подвергается дальнейшей обработке, которая улучшает допуски на размеры и прочность продукта.
Основная проблема, связанная с порошковым покрытием и окончательной обработкой этого типа стали, заключается в том, что поверхность стали холодно восстановленной стали гладкой и не имеет окалины, что означает, что на нее можно наносить порошковое покрытие без удаления окалины или поверхностной коррозии.
Zintec;
Это листовая сталь, полученная холодным обжатием, на поверхность которой нанесен очень тонкий слой цинка. Если покрываемый продукт требует долговременной коррозионной стойкости, Zintec — идеальный субстрат. Хотя продукт стоит больше, чем холоднокатаный лист, на него можно наносить порошковое покрытие без какой-либо предварительной обработки, что позволяет сэкономить время и деньги при обработке продукта.Также для продуктов, которые имеют невидимые области, такие как внутренняя часть деталей или обратная сторона, которая подходит к стене или другой части, тогда можно сэкономить, потому что эти области не нужно покрывать, потому что цинковое покрытие будет обеспечивать базовую коррозионную стойкость, в результате используется меньше порошка и сокращается время нанесения покрытия. Эта экономия во многих случаях может перевесить дополнительную стоимость материала Zintec.
Если покрываемый продукт требует долговременной коррозионной стойкости, Zintec — идеальный субстрат. Хотя продукт стоит больше, чем холоднокатаный лист, на него можно наносить порошковое покрытие без какой-либо предварительной обработки, что позволяет сэкономить время и деньги при обработке продукта.Также для продуктов, которые имеют невидимые области, такие как внутренняя часть деталей или обратная сторона, которая подходит к стене или другой части, тогда можно сэкономить, потому что эти области не нужно покрывать, потому что цинковое покрытие будет обеспечивать базовую коррозионную стойкость, в результате используется меньше порошка и сокращается время нанесения покрытия. Эта экономия во многих случаях может перевесить дополнительную стоимость материала Zintec.
Основные факты; Горячекатаный прокат, как правило, дешевле, но не подходит для порошкового покрытия без травления и / или дробеструйной обработки.Холоднокатаная сталь дороже горячекатаной, но гораздо лучшая поверхность для порошкового покрытия. Zintec — лучший материал для порошкового покрытия, поскольку тонкий слой цинка на поверхности обеспечивает очень хорошую коррозионную стойкость, а также может обеспечить экономию средств за счет того, что некоторые области не требуют покрытия.
Zintec — лучший материал для порошкового покрытия, поскольку тонкий слой цинка на поверхности обеспечивает очень хорошую коррозионную стойкость, а также может обеспечить экономию средств за счет того, что некоторые области не требуют покрытия.
Алюминий.
Алюминий используется в самых разных отраслях промышленности в виде листового металла, трубчатых или других экструдированных форм и обычно анодируется или покрывается порошковой краской для защиты поверхности от коррозии.
Алюминий имеет слой оксида, который образуется на поверхности, который может повлиять на адгезию пленки с порошковым покрытием к поверхности, который обычно удаляется химическими средствами.
Отливки алюминиевые.
Алюминий отливают тремя способами; Литье в песчаные формы, при которой расплавленный алюминий заливается в песчаную форму для получения желаемой формы. Литье под давлением, здесь снова расплавленный алюминий заливается в металлическую форму или матрицу для придания формы и, наконец, литье под давлением, когда алюминий под давлением помещается в металлическую форму. Основная проблема, которая может повлиять на порошковое покрытие, — это пористость металла. Когда расплавленный металл заливается (или принудительно в случае литья под давлением) в матрицу, он вытесняет воздух, который находится внутри матрицы, этот воздух может попасть в общую турбулентность процесса и застрять в полученной матрице. литая часть. Когда деталь покрыта порошковой краской, этот захваченный воздух может расширяться и выталкиваться из поверхности детали, вызывая пузыри пористости, которые могут быть неприглядными и приводить к отбраковке деталей.Другая распространенная ошибка заключается в неоптимальной конструкции матрицы. Когда расплавленный металл входит в матрицу, важно, чтобы металл быстро вливался в матрицу и распространялся по всем областям матрицы перед охлаждением. Если охлаждение расплавленного металла происходит слишком рано, это приводит к появлению «холодных пятен», которые неизменно содержат большую пористость, вызывающую дефекты поверхности при порошковом покрытии.
Основная проблема, которая может повлиять на порошковое покрытие, — это пористость металла. Когда расплавленный металл заливается (или принудительно в случае литья под давлением) в матрицу, он вытесняет воздух, который находится внутри матрицы, этот воздух может попасть в общую турбулентность процесса и застрять в полученной матрице. литая часть. Когда деталь покрыта порошковой краской, этот захваченный воздух может расширяться и выталкиваться из поверхности детали, вызывая пузыри пористости, которые могут быть неприглядными и приводить к отбраковке деталей.Другая распространенная ошибка заключается в неоптимальной конструкции матрицы. Когда расплавленный металл входит в матрицу, важно, чтобы металл быстро вливался в матрицу и распространялся по всем областям матрицы перед охлаждением. Если охлаждение расплавленного металла происходит слишком рано, это приводит к появлению «холодных пятен», которые неизменно содержат большую пористость, вызывающую дефекты поверхности при порошковом покрытии. Более подробная информация об этом будет представлена в разделе «Устранение неполадок» позже.
Более подробная информация об этом будет представлена в разделе «Устранение неполадок» позже.
Цинк.
также используется для изготовления отливок под давлением, и многие недостатки / проблемы, указанные выше для алюминиевых отливок, аналогичны для цинковых отливок.
Нержавеющая сталь.
Если поверхность очищена от жира, масла или парафина, на нержавеющую сталь можно успешно наносить порошковое покрытие. Важно обеспечить правильное отверждение деталей после нанесения покрытия (т.е. при достаточном нагревании / времени в печи). Существует множество промышленных деталей, которые обычно производятся из нержавеющей стали и продаются из одноцветной нержавеющей стали, но в какой-то момент заказчики иногда требуют, чтобы детали были покрыты определенным цветом. Примером этого являются дымоходы для дымоходов котлов или печей, обычно сделанные из нержавеющей стали, но часто требуется, чтобы они были покрыты черным или другим цветом.Компания Powder Coatings Ltd успешно нанесла порошковое покрытие на компоненты дымохода из нержавеющей стали без каких-либо проблем с адгезией.
Латунь и медь.
Нет проблем с порошковой окраской этих металлов. Основной проблемой снова является обеспечение чистоты поверхности и отсутствия следов масла, жира и воска. Мы успешно покрываем детали, которые имеют небольшую латунную отливку, прикрепленную к медному диску, без каких-либо проблем в течение более 20 лет. Одна небольшая проблема может заключаться в том, что пастельные тона могут показывать «растекание» медной поверхности, т.е.е. белый или пастельный оттенок показывает изменение цвета при покрытии меди. Это происходит не со всеми порошками и может варьироваться в зависимости от различных сплавов меди, поэтому иногда приходится предпринимать определенные попытки проб и ошибок, чтобы найти порошок, не имеющий обесцвечивания.
Основные факты; на все металлы можно наносить порошковое покрытие при условии тщательной подготовки деталей
Пожалуйста, держите его в чистоте.
Теперь, когда мы имели дело с наиболее популярными металлами и различными формами этих металлов, мы можем перейти к подготовке поверхности или подложки деталей.
Самый важный первый этап подготовки металла перед порошковой окраской называется обезжиривание.
Это включает удаление жира, масел, воска и других поверхностных загрязнений, которые могут быть на поверхности.
Это можно сделать тремя способами;
Обезжиривание паром.
Этот процесс включает резервуар, в нижней половине которого находится резервуар с некоторым количеством раствора хлорированного углеводорода (негорючего), который обычно нагревается газом, но лучший способ — электрический, до точки кипения около 80 градусов по Цельсию.При кипении образуется горячий пар, который медленно поднимается вверх по емкости. Детали, которые нуждаются в обезжиривании, помещаются в емкость. Поднимающийся горячий пар конденсируется на холодных деталях и вызывает в процессе мойку / очистку. Промывка прекращается, когда пар нагревает детали до той же температуры, что и пар. На сегодняшний день это лучший способ обезжирить металлические детали. Горячий пар очень эффективно удаляет масла, смазки и воск с поверхности металлических деталей. Поскольку раствор неводный, в сварных соединениях отсутствуют остатки на водной основе, которые могут стать причиной коррозии в будущем. Также, поскольку детали нагреваются во время обезжиривания, они не нуждаются в каком-либо процессе сушки. Компания Powder Coatings Ltd уже более 40 лет использует паровое обезжиривание для удаления поверхностных загрязнений с металлических деталей и обнаруживает, что этот метод, несомненно, является наиболее эффективным способом подготовки металлических деталей к порошковой окраске.
Поскольку раствор неводный, в сварных соединениях отсутствуют остатки на водной основе, которые могут стать причиной коррозии в будущем. Также, поскольку детали нагреваются во время обезжиривания, они не нуждаются в каком-либо процессе сушки. Компания Powder Coatings Ltd уже более 40 лет использует паровое обезжиривание для удаления поверхностных загрязнений с металлических деталей и обнаруживает, что этот метод, несомненно, является наиболее эффективным способом подготовки металлических деталей к порошковой окраске.
Моющее средство с водной промывкой
Другой метод обезжиривания металлических деталей перед нанесением порошкового покрытия — это промывка водой.Этот тип машины на самом деле похож на большую посудомоечную машину. Детали, которые необходимо обезжирить, загружаются в машину. В основании машины находится резервуар с горячей водой и обычно сильным моющим средством. Машинка закрывается и включается. Затем детали промываются серией форсунок, которые распыляют горячий раствор моющего средства на детали в течение нескольких минут. Затем их ополаскивают и сушат, и цикл завершается.
Затем их ополаскивают и сушат, и цикл завершается.
Этот способ очистки имеет определенные недостатки; Во-первых, внутренние части необходимо сложить так, чтобы они правильно стекли, чтобы не было участков, в которых могут скапливаться жидкости.Во-вторых, если в частях, где они были сварены, есть стыки, вода может попасть в ловушку, и цикл сушки может не удалить их полностью. Это не так важно для цветных металлов, так как со временем стыки высохнут, а очаги влаги можно высушить с помощью кусков тряпки, но со стальными деталями, если остатки не высохнут сразу, захваченные жидкости очень скоро станут ржавыми, что повредит весь объект покрытия их в первую очередь.
Очистка с погружной промывкой.
Этот метод включает серию резервуаров, содержащих горячую очистку, поэтому
Custom Powder Coating
Custom Powder CoatingПолная защита с однослойным покрытием
Вы приносите работу нам, или мы приходим к вам — в любом случае наша команда экспертов может позаботиться обо всех ваших сварочных потребностях всего за один визит! Назначьте встречу с нами сегодня!
Порошковое покрытие, алюминий, сталь, нержавеющая сталь Высококачественное порошковое покрытие — это инвестиция в защиту. У нас есть пальто в широкой цветовой гамме!
У нас есть пальто в широкой цветовой гамме!
Вы ищете лучший способ удалить ржавчину или краску? Пескоструйная очистка дает вам силу эрозии — это безопасно, эффективно и быстро!
Когда вам нужно изготовить детали по индивидуальному заказу, у вас есть один очевидный выбор: индивидуальное порошковое покрытие.В нашем магазине можно построить, вырезать и сварить все, что угодно, в точном соответствии с вашими требованиями.
Если вам нужна дуговая сварка, сварка MIG или сварка TIG, наши сертифицированные сварщики справятся с любой работой. Просто сообщите нам, каковы ваши требования к сварному шву, и мы сделаем это быстро и полностью! Вы можете быть уверены, что ваш металл или сплавы прочно закреплены вместе с помощью мощного и прочного соединения, способного выдержать сильное давление!
• Сварка собственными силами
• Портативная сварка
• Сталь и литье
• Изготовление на заказ
• Алюминий
• Нержавеющая сталь
Большинство людей думают о металлах и сплавах как о статичных и неизменных — у вас есть то, что есть. Однако, имея на вашей стороне квалифицированный механический цех, такой как Custom Powder Coating, вы можете сваривать, резать и даже изготавливать инструменты и детали непревзойденной прочности в соответствии с вашими потребностями. Вам больше никогда не придется работать с ограниченной цепочкой поставок производителя — мы просто сделаем это за вас!
Однако, имея на вашей стороне квалифицированный механический цех, такой как Custom Powder Coating, вы можете сваривать, резать и даже изготавливать инструменты и детали непревзойденной прочности в соответствии с вашими потребностями. Вам больше никогда не придется работать с ограниченной цепочкой поставок производителя — мы просто сделаем это за вас!
Получите максимум от сварочных швов! Вместе с нашими экспертами по сварке подберите лучший метод для вашей ситуации.
Гарантия на сварные швы!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
От сельхозтехники до квадроцикла и вашего автомобиля — наши бригады справятся с работой любого размера.Независимо от того, течет ли ваш радиатор или просто не соответствует вашим стандартам, обратитесь к экспертам — Custom Powder Coating! Вы можете рассчитывать на то, что мы выполним ремонт в срок и в рамках бюджета — это гарантия!
• Ремонт радиатора
• Ремонт маслоохладителя.
• Промывка радиатора
• Радиаторы для сельского хозяйства
• Радиаторы автомобильные
Готовы ли вы к новому радиатору? Первый шаг — найти производителя и модель, которая соответствует вашим потребностям. Мы будем рады помочь вам просмотреть широкий ассортимент радиаторов, а наши специалисты всегда готовы рассказать о плюсах и минусах каждого из них.
Мы будем рады помочь вам просмотреть широкий ассортимент радиаторов, а наши специалисты всегда готовы рассказать о плюсах и минусах каждого из них.
Вы готовы разжечь огонь? Новый радиатор может быть энергоэффективным способом контролировать нагрев вашего автомобиля, трактора или квадроцикла.
Разрешите установить радиатор, подходящий именно вам!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
Прочное, гибкое и защитное порошковое покрытие — идеальный способ защитить ваши инструменты и транспортные средства от ударов, коррозии и истирания.Вам больше не придется беспокоиться о ржавчине или кислотной эрозии, истирающей ваши металлы, потому что их можно защитить всего одним слоем! Поговорите с нашими экспертами по порошковым покрытиям, чтобы узнать больше о преимуществах покрытия.
• Автомобильные покрытия
• Покрытие грузовиков
• Покрытие для мотоциклов
• Любой тип покрытия обода.
• Покрытие палубной мебели
Новое порошковое покрытие обеспечивает еще один уровень защиты автомобилей и инструментов, которые вы используете чаще всего. Это отличный способ продлить срок службы любого материала из алюминия, стали или нержавеющей стали. Если вы умеете красить, то можем покрасить порошковой краской! Позвоните нам сегодня и назначьте время для нанесения покрытия — вы будете поражены тем, как быстро мы можем покрыть что угодно!
Это отличный способ продлить срок службы любого материала из алюминия, стали или нержавеющей стали. Если вы умеете красить, то можем покрасить порошковой краской! Позвоните нам сегодня и назначьте время для нанесения покрытия — вы будете поражены тем, как быстро мы можем покрыть что угодно!
Сохраняйте оригинальный внешний вид! Благодаря неограниченному количеству цветов, блеска и текстур ваше новое порошковое покрытие на ощупь имитирует исходную поверхность!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
Если вы просто ищете стальной лист в качестве фона для проекта или вам нужны арматура и балки для строительных работ, у нас есть вся сталь, которую вы ищете.Наша сталь прочнее и более универсальна, чем железо, поэтому бывает разных марок и разных классов содержания углерода. Просто поговорите с нашими экспертами по стали о ваших характеристиках, и мы найдем для вас идеальную сталь.
• Горячекатаный прокат
• Холоднокатаная сталь
• Алюминий
• Нержавеющая сталь
• Листы
• Балки
Вы можете продлить срок службы вашей новой стали, воспользовавшись нашими услугами по порошковой окраске.Обеспечивая каждую деталь дополнительным слоем защиты, вы защищаете свою новую сталь от коррозии, ржавчины и истирания. С нашей духовкой размером 8 на 20 футов мы можем порошить большое количество стали за раз. Наши бригады всегда готовы рассказать о преимуществах порошковой окраски — позвоните нам, чтобы узнать подробности!
Эта сталь — воровство!
Распространяя продукцию напрямую от производителей, мы снижаем стоимость стали и даем вам возможность сэкономить!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
От удаления стойкого слоя краски до удаления коррозионной ржавчины — нет лучшего способа очистить поверхность, чем пескоструйная обработка.Используя силу эрозии, наши специалисты по пескоструйной очистке могут зачистить поверхность с минимальным повреждением или без него за считанные секунды. Мы используем самые мелкие и мелкие зерна для действительно глубокой очистки, которая гарантирует, что вы потеряете как можно меньше материала.
• Очистка поверхностей
• Удаление краски
• Удаление ржавчины
• Удаление шерсти
• Услуги по сглаживанию
• Услуги травления
Теперь, когда ваша поверхность тщательно очищена, вам не нужно соглашаться на покупную краску.С нашими экспертами по печам и порошковым покрытиям размером 8 на 20 дюймов мы можем покрыть пескоструйную поверхность защитным слоем. Более того, благодаря нашим технологиям подбора цвета и текстуры он будет выглядеть так же естественно, как и оригинальная краска!
Он решает множество проблем: от накипи, вызванной лазерной резкой и сваркой, до ржавчины и коррозии, связанной с погодными условиями, пескоструйная очистка удаляет мусор безопасным способом.
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
Поскольку большинство полок заполнено деталями низкого качества, которые не соответствуют вашим требованиям, иногда кажется, что крупные дистрибьюторы продают товары по наименьшему общему знаменателю.В Custom Powder Coating вы можете рассчитывать на наших специалистов по изготовлению и полностью оборудованный цех, чтобы изготовить любую деталь или деталь в соответствии с вашими точными спецификациями — когда мы говорим «на заказ», мы имеем в виду «на заказ»!
• Очистка поверхностей
• Удаление краски
• Удаление ржавчины
• Удаление шерсти
• Услуги по сглаживанию
• Услуги травления
Если вы собираетесь изготовить нестандартную деталь вместо того, чтобы просто работать с материалами из больших коробочных магазинов, то вы, несомненно, захотите извлечь из этого максимальную пользу.Простое порошковое покрытие может добавить дополнительной защиты вашей новой детали. Кроме того, с нашей печью размером 8 на 20 футов мы можем выполнять большие заказы по нанесению покрытий! Сколько бы мы ни изготовили, мы можем покрыть все!
Резка, сварка и изготовление специально для вас. Предоставьте нашим специалистам свои проекты и спецификации, и мы сделаем нужную деталь из лучших доступных материалов!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
От нержавеющей стали до тяжелого чугуна, если вам требуется резка металла или сплава в соответствии со спецификациями, попробуйте наши услуги лазерной резки.Вы будете поражены точными и чистыми результатами, которых наши специалисты могут достичь в кратчайшие сроки. Наша гибкая система позволяет резать широкий спектр материалов. Более того, без использования специализированного или тяжелого оборудования, мы можем резать на месте!
• Металлические скобы
• Пользовательские знаки
• Любые стальные комплектующие
После того, как мы разрежем ваши детали в соответствии с вашими потребностями, наши мастера-сварщики помогут вам установить их.Выбирая дуговую сварку, сварку TIG или сварку MIG, вы можете быть уверены, что только что вырезанная деталь будет безупречно интегрирована в ваш проект. Как только все будет собрано, мы можем даже нанести защитное порошковое покрытие!
Лазерная резка — ваш точный недорогой вариант. Без специального оборудования или лазеров мы можем сократить расходы до минимума — особенно при работе с более толстыми материалами!
БЕСПЛАТНАЯ оценка на сварочные услуги!
507-474-2390
Том Лозенский
Владелец бизнеса
Custom Powder Coating была создана в 2008 году.Начиналось как очень небольшая операция, проводимая одним человеком. Том является владельцем бизнеса более 20 лет и занимается сваркой более 35 лет. Мы выросли из одного человека до пяти сотрудников. Мы по-прежнему малый бизнес, но можем справиться практически со всем. Мы работаем над чем угодно: от небольших рабочих мест и потребностей среднего человека до крупных коммерческих работ.
У нас есть печь длиной 20 футов, шириной 8 футов и высотой 8 футов. Большие или маленькие, мы можем все.
Сертифицированная сварка, Mig, Tig.Алюминий, нержавеющая сталь, сталь. Резка ножницами, разрывом, прессованием и лазерной резкой с ЧПУ.
Маркус Уолтерс
Менеджер по порошковому покрытию и ремонту радиатора
Митчелл Уолтерс
Порошковое покрытие
.Что такое порошковое покрытие? — Институт порошковых покрытий
Порошковые покрытия — это процесс сухой отделки, который стал чрезвычайно популярным с момента его внедрения в Северной Америке. закончился в 1960-х. Пудра, составляющая более 15% всего рынка промышленной отделки, используется в самых разных продуктов. Все больше и больше компаний используют порошковые покрытия для получения высококачественной и прочной отделки, что позволяет максимальное производство, повышенная эффективность и упрощенное соблюдение экологических требований.Используется как функциональный (защитная) и декоративная отделка, порошковые покрытия доступны в практически неограниченном диапазоне цветов и текстуры и технологические достижения привели к отличным эксплуатационным характеристикам.
Как работает порошковое покрытие
Порошковые покрытия на основе систем полимерных смол в сочетании с отвердителями, пигментами, выравнивающими добавками, текучестью. модификаторы и другие добавки. Эти ингредиенты плавятся, смешиваются, охлаждаются и измельчаются в однородный порошок, похожий на к муке для выпечки.Процесс, называемый электростатическим напылением (ESD), обычно используется для достижения цели. порошкового покрытия на металлическую основу. В этом методе нанесения используется пистолет-распылитель, который наносит электростатический заряд частиц порошка, которые затем притягиваются к заземленной части. После применения порошковое покрытие, детали попадают в сушильную печь, где при добавлении тепла покрытие химически реагирует на образуют длинные молекулярные цепи, что приводит к высокой плотности сшивки.Эти молекулярные цепи очень устойчивы к авария. Этот тип нанесения является наиболее распространенным методом нанесения порошков. Порошковые покрытия также могут быть наносится на неметаллические основы, такие как пластмассы и древесноволокнистые плиты средней плотности (МДФ).
Иногда порошковое покрытие наносят во время нанесения в псевдоожиженном слое. Предварительно нагретые детали погружаются в бункер с псевдоожижающий порошок, покрытие плавится и вытекает из детали. Пост-отверждение может потребоваться в зависимости от массы тела. температура детали и тип используемого порошка.Независимо от того, какой процесс нанесения используется, порошок покрытия просты в использовании, экологичны, экономичны и прочные!
Стойкость порошкового покрытия
Порошковое покрытие — это высококачественная отделка тысяч продуктов, с которыми вы контактируете каждый день. Пудра покрытие защищает самое грубое и прочное оборудование, а также предметы домашнего обихода, от которых вы зависите каждый день. Он обеспечивает более прочное покрытие, чем жидкие краски, при сохранении привлекательного внешнего вида.С порошковым покрытием продукты более устойчивы к ухудшению качества покрытия в результате ударов, влаги, химикатов, ультрафиолета свет и другие экстремальные погодные условия. В свою очередь, это снижает риск появления царапин, сколов, потертостей, коррозия, выцветание и другие проблемы износа.
Это сложно. Это выглядит здорово. И это длится долго-долго. Порошковое покрытие не только долговечно, но и привлекательный выбор за счет экологических преимуществ.
Все, что вам нужно знать о порошковых покрытиях
Покрасить или нанести порошковое покрытие? Как лучше всего отделать вашу металлическую конструкцию? Почему следует отдавать предпочтение порошковому покрытию вместо краски?
Paint — это традиционный подход с различными ограничениями.С другой стороны, порошковое покрытие — более продвинутый подход. Это обеспечивает повышенную долговечность, меньшее воздействие на окружающую среду и более качественный внешний вид.
ЧТО ТАКОЕ ПОРОШКОВОЕ ПОКРЫТИЕ?Порошковая окраска — это процесс нанесения сухого покрытия, используемый в качестве отделки металла в основном на промышленном оборудовании. Порошковое покрытие наносится в виде сухого порошка с помощью электростатического процесса, а затем отверждается при нагревании. Он известен тем, что обеспечивает высококачественную отделку как с точки зрения функциональности, так и с точки зрения внешнего вида.
Порошковые покрытия не только прочные, но и гибкие. Его можно использовать на различных поверхностях, включая металл, бетон, сталь и пластик. Он подходит как для внутреннего, так и для наружного применения и является одним из самых экономичных вариантов отделки.
ВИДЫ ПОРОШКОВОГО ПОКРЫТИЯСуществует два типа порошкового покрытия: термореактивные и термопласты.
Термопластичные порошковые покрытия становятся жидкими и очень мягкими при нагревании.Это устраняет химическое связывание. Этот процесс делает порошковое покрытие обратимым и многоразовым.
Термопластические покрытия обычно толще и, следовательно, более долговечны по сравнению с термореактивными покрытиями. По этой причине их можно использовать для множества вещей из металла, автозапчастей и даже холодильников.
С другой стороны, термореактивный порошок отличается тем, что после отверждения образует химические связи, что делает невозможным его переработку. Он подходит для участков с высокой температурой, поскольку склеивание предотвращает его таяние.Этот вид намного дешевле термопласта.
ПРОЦЕСС ЗАЯВКИПодготовка — это первый шаг процесса и, возможно, самый важный. Этот шаг определяет, насколько хорошо порошковое покрытие сцепляется с металлической поверхностью, и существуют различные варианты очистки и подготовки поверхности. Идеально подходит обезжириватель и / или фосфатное ополаскивание, а затем быстрое ополаскивание водой. Затем порошок наносится с помощью пистолета-распылителя, и сразу после этого начинается отверждение.
Можно использовать и другие методы, но они подходят только для определенных проектов.
КАК РАБОТАЕТ ПОРОШКОВОЕ ПОКРЫТИЕ ПО МЕТАЛЛУ?Порошковое покрытие на основе полимерной смолы в сочетании с пигментами, отвердителем, модификаторами текучести, выравнивающими агентами и некоторыми другими добавками. Все ингредиенты растапливаются, смешиваются, затем охлаждаются и растираются в порошок. Предварительный нагрев обеспечивает однородную отделку, а охлаждение способствует образованию твердого покрытия.
Процесс порошкового покрытия исключает потери из-за чрезмерного распыления, которые могут возникнуть при использовании красок на основе растворителей.Порошковые покрытия отличаются от красок тем, что для работы им требуется электрический заряд, а для красок — клей.
Для нанесения используется электростатический распылитель краски. Он сообщает порошку положительный электрический заряд и ускоряет его по направлению к компонентам за счет электростатического заряда. Процесс химического связывания укрепляет порошковое покрытие, поскольку после отверждения соединения затвердевают.
Одним из наиболее значительных преимуществ использования порошковых покрытий является то, что после затвердевания можно добавить больше слоев с желаемой толщиной.Более толстые покрытия означают долговечность и повышенную защиту. Порошковые покрытия подходят для металла, потому что они отталкивают коррозионные материалы, такие как химические вещества и вода.
НАСКОЛЬКО ПРОДОЛЖИТСЯ ПОРОШКОВОЕ ПОКРЫТИЕ?Это одно из самых прочных покрытий, которые можно использовать в качестве отделки для самых разных поверхностей, а не только для металла. Химические связи обеспечивают превосходное покрытие, которое делает его пригодным как для машин, так и для повседневных предметов. Он устойчив к экстремальным погодным условиям и физическим воздействиям, а это означает, что он устойчив к царапинам, истиранию и сколам.
НАСКОЛЬКО ДЕЙСТВУЕТ ПОРОШКОВОЕ ПОКРЫТИЕ?Срок службы продукта во многом зависит от нескольких факторов. Эти факторы включают качество подготовки, тип используемого порошкового покрытия и среду, в которой находится продукт. Порошковое покрытие может прослужить до 20 лет, но из-за постоянного использования, воздействия ультрафиолетового света и окружающей среды оно может разрушиться быстрее.
У разных покрытий разный срок службы. Например, покрытия, содержащие фторполимеры и уретаны, могут служить дольше.Они разработаны, чтобы выдерживать экстремальные условия и лучше подходят для наружных работ. С другой стороны, эпоксидные покрытия могут очень долго служить в помещении, но после воздействия на открытом воздухе они разрушаются намного быстрее.
ДРУГИЕ ПРЕИМУЩЕСТВА ВЫБОРА ПОРОШКОВЫХ ПОКРЫТИЙПорошковые покрытия имеют ряд преимуществ, что делает их отличным выбором для изготовления металлов. Помимо легендарной прочности, есть и другие сильные стороны, которые вы, возможно, захотите учесть при выборе отделки.
Экологичность : Это экологически чистый вариант, поскольку он может использоваться повторно и повторно. В отличие от термореактивных материалов, покрытия из термопластов могут быть очень легко изменены. Порошок также используется с минимальными потерями, в отличие от краски, при которой возникает много избыточного распыления.
Вы можете ожидать около 5% или меньше потерь, и тот факт, что они не нуждаются в растворителях, является большим плюсом. Порошковое покрытие не выделяет летучие органические соединения, которые могут нанести вред окружающей среде.Кроме того, его безопаснее использовать, и хотя по-прежнему рекомендуется носить защитное снаряжение, оно не представляет такой большой угрозы для здоровья, как другие виды отделки.
Рентабельность: С порошковым покрытием первоначальный опыт покажется значительным и, возможно, ошеломляющим для некоторых. Однако со временем слой покрытия становится намного меньше по сравнению с другими видами отделки.
Полироли Вид: При порошковой окраске металла довольно легко добиться полированного вида.Тот факт, что он отталкивает химические вещества, влагу и другие элементы, упрощает очистку.
А КАК НАСчет НЕДОСТАТКИ?Несмотря на то, что этот вид отделки может похвастаться массой достоинств, нельзя упускать из виду и недостатки. Дело в том, что для достижения эффективности и функциональности необходимо использовать правильную отделку.
Меньше контроля покрытия: На самом деле может быть трудно добиться толщины или контролировать толщину покрытия. Может даже получиться неравномерная толщина, что повлияет на общую текстуру.Если порошковое покрытие работает, то процесс порошкового покрытия необходимо переделать.
Получение правильных цветов: Хотя переработка и повторное использование порошковых покрытий является преимуществом, это также может привести к перекрестному загрязнению. Это просто означает, что цвета могут отображаться не так, как задумано, что снижает эффективность и делает возможными несоответствующие ретуши. Этого можно избежать, если тщательно хранить порошки в упаковке, когда они не используются.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ ПО ПОРОШКОВЫМ ПОКРЫТИЯМПорошковые покрытия — одни из лучших, когда дело касается обработки металлов.Если вы не использовали его раньше, вы упускаете что-то поистине невероятное. Если вы хотите увидеть великолепие порошкового покрытия металла, свяжитесь с нами.
Что такое порошковое покрытие? Плюсы и минусы
Узнайте, что это такое и подходит ли оно вам
Порошковая окраска — один из самых распространенных и популярных способов нанесения краски. Но означает ли это, что это правильный выбор для вашей работы?Узнайте все, что вам нужно знать, чтобы принять наилучшее решение.
Что такое порошковое покрытие?
Порошковая окраска наносится в виде сыпучего порошка в полностью сухом виде. Думайте об этом как о краске с удаленной частью растворителя. Покрытие наносится электростатическим способом, а затем отверждается под действием тепла, в результате чего образуется своего рода «корка». Обычно порошок используется для покрытия металлов, но есть ряд потенциальных применений.
Плюсы порошкового покрытия
Долговечность — После отверждения порошковое покрытие образует защитное покрытие, которое намного тверже, чем обычная краска.Однако это не обязательно означает, что порошковое покрытие является самым надежным решением на рынке. В зависимости от области применения альтернативы могут обеспечить более стойкое покрытие.
Воздействие на окружающую среду — Порошок, который не прилипает к покрываемой поверхности, собирается и повторно используется, что означает уменьшение количества отходов. А поскольку процесс нанесения покрытия происходит в закрытой среде, риск загрязнения воздуха практически отсутствует. Безусловно, это преимущество, но изменения в отраслевых стандартах означают, что большинство современных процессов нанесения покрытий работают экологически рационально.
Рентабельность — Как отмечалось выше, этот процесс дает очень мало отходов. Однако могут возникнуть значительные сопутствующие расходы, связанные с процессом нагрева / отверждения.
Минусы порошкового покрытия
Изменение цвета — Поскольку неиспользованные частицы порошка собираются и повторно используются, существует риск перекрестного загрязнения. Это делает точное соответствие цвета частой проблемой.
Толщина — Порошковое покрытие хорошо для получения толстой отделки, но в основном не позволяет добиться тонкой отделки.Проекты, требующие толщины покрытия менее 6 мил, должны полагаться на другой процесс нанесения покрытия. Таким образом, порошковое покрытие не дает гладкой поверхности
Начальные затраты — В долгосрочной перспективе порошковое покрытие может привести к снижению затрат. Но начальная стоимость входа значительна. Операторы должны построить специальную кабину и полагаться на дорогую печь, чтобы завершить процесс. Это также может ограничить размер покрываемого объекта.
Ваше решение для покрытия находится в Watson Coatings
Порошковая покраска— неплохой вариант, просто не единственный и даже не лучший вариант.Найдите решение для покрытия, необходимое для завершения вашего проекта, работая с Watson Coatings. Мы можем оценить вашу работу и помочь вам в процессе отбора. Мы также можем разработать индивидуальное покрытие в точном соответствии с вашими требованиями. Свяжитесь с нами, чтобы провести более длительный и индивидуальный разговор.
Порошковое покрытиеVs. Гальваника и мокрая краска
.
Мир состоит из важных бинарных элементов: мужчины против женщин, добро против зла, консерваторы против либералов и многие другие.В то время как большинство этих противоборствующих сил привлекают много внимания общественности в матче недовольства в стиле утренней доски, некоторые из этих двоичных файлов только всплывают на поверхность, когда они становятся важными в конкретных выборах. В мире производства листового металла соответствие между лучшими методами отделки отдельного продукта определяется раздельным решением. Совпадение порошкового покрытия с влажной краской и гальванического покрытия далеко не единодушно… и вместо этого решается в каждом конкретном случае. Чтобы лучше понять, какой метод отделки листового металла лучше всего подходит для изготовления вашего продукта.Понимая основные принципы, процессы и преимущества / недостатки как покрытия, так и влажной окраски / гальваники, вы можете создать свой продукт, который поразит всех остальных.
Порошковое покрытие
Порошковое покрытие — это завершающий процесс, при котором покрытие наносится электростатическим способом на поверхность в виде свободно плавающего сухого порошка перед использованием тепла для окончательной обработки покрытия. Пудра может быть изготовлена из любого количества продуктов: полиэстера, полиуретана, полиэфир-эпоксидной смолы, прямой эпоксидной смолы и акрила.Порошковая окраска — это процесс отделки, позволяющий получить толстое твердое покрытие, более жесткое, чем у обычных красок. Порошковое покрытие можно найти на широком диапазоне продуктов, от бытовой техники до автомобильных запчастей.
Процесс —
Порошковое покрытие может быть выполнено одним из двух процессов: термореактивным и термопластичным. При термоотверждении используются дополнительные химические вещества, которые вступают в реакцию с порошком при нагревании. Термопласты не содержат дополнительных химикатов, а просто плавятся и перетекают в окончательное покрытие.Оба процесса порошковой окраски выглядят очень похоже, за исключением этой отличительной особенности. Термореактивный или термопластический порошок создается путем взятия порошка и связывания элементов вместе. Во-вторых, нагревают смесь, раскатывают продукт, а затем разбивают полимерный продукт на стружку. Наконец, можно измельчить в мелкий порошок.
Каждый из процессов порошкового покрытия, как правило, после создания порошка путем подготовки металла для нанесения покрытия. Объект очищается с особым вниманием к удалению любого мусора и масла, которые могут препятствовать прикреплению сухого порошка.Затем сухой порошок наносится электростатическим способом — процесс, при котором частицы порошка и объект заряжаются за счет электростатического выброса высокого напряжения. Эта электростатическая стадия порошкового покрытия значительно увеличивает эффективность и производительность процесса нанесения покрытия почти на 95%. Меньше траты краски, и металлический объект полностью покрывается.
Напыленное порошковое покрытие затем отверждается при температуре до 400 градусов в течение десяти минут, чтобы покрытие могло закрепиться на объекте.Во время схватывания порошок плавится и обтекает объект. Тепло не только плавит порошок, но и связывает полимер в более тяжелый полимер, который образует плотную сетчатую отделку. Отверждение не только покрывает изделие из листового металла, но также связывает полимер в более плотное и тяжелое покрытие.
Преимущества —
Преимущества процесса порошковой окраски многочисленны. Во-первых, порошковое покрытие приводит к получению толстой и плотной отделки металлических изделий, которая может быть более прочной и долговечной, чем обычная окраска.Во-вторых, порошковое покрытие обычно представляет собой однослойное покрытие, поэтому процесс может быть довольно быстрым и легким. В-третьих, порошковое покрытие может включать в себя несколько индивидуальных цветов и текстур отделки, поскольку порошки, которые распыляются на предмет, могут быть умело обработаны. В-четвертых, порошковая окраска — это экологически безопасный процесс отделки, поскольку он производит небольшое количество летучих органических соединений. Наконец, порошковое покрытие создает наиболее ровные поверхности (горизонтальные и вертикальные), потому что порошок распыляется и нагревается без капель или следов нанесения.
Недостатки —
У процесса порошкового покрытия есть два основных недостатка. Во-первых, порошковое покрытие делает металлические изделия более толстыми. Для этого покрытия может быть довольно сложно получить тонкую отделку, особенно потому, что по мере того, как полимер истончается, он имеет тенденцию создавать неровную текстуру, похожую на кожуру апельсина. Во-вторых, для небольших работ по обработке листового металла может потребоваться менее дорогой или сложный процесс отделки. Для порошкового покрытия требуются распылители, электростатическая камера и печь — все это может быть дорогостоящим и задействованным для небольших проектов.
Мокрая краска и покрытие
Мокрая краска — это традиционный (хотя и технологичный) процесс нанесения жидкой краски на металлическое изделие для отделки. В большинстве процессов изготовления листового металла используется распылитель, насос или сосуд под давлением для равномерной подачи влажной краски. Покрытие — это процесс, при котором металл наносится на проводящую поверхность. (Подумайте, как можно позолочить ювелирные изделия.) Покрытие можно использовать для многих целей: украшения, ингибирование коррозии, улучшение износостойкости, твердость, уменьшение трения или улучшение адгезии краски.
Процесс —
Процесс мокрой окраски выполняется путем тщательной очистки металлического объекта перед струйной очисткой жидкой краски до однородной толщины примерно 15-20 микрометров. Влажная краска наносится до тех пор, пока продукт не будет равномерно покрыт краской желаемой толщины. Процесс нанесения покрытия может быть довольно сложным и зависит от желаемого металла для нанесения покрытия и желаемого эффекта. Обычно предмет покрывается желаемым металлом, и для его плавления применяется определенная комбинация тепла и давления, хотя пары, вакуум и жидкости также могут использоваться в качестве адекватной замены тепла или давления традиционных процессов нанесения покрытия.
Преимущества —
Преимущества влажной окраски и гальваники дополняют покрытие. Во-первых, влажная краска идеально подходит для изделий, которые нельзя нагревать для порошковой окраски. Мокрая краска не требует для отделки печи. Во-вторых, влажная краска может давать более широкий диапазон цветов, чем порошковое покрытие, поэтому для более нестандартной цветовой обработки может потребоваться окраска распылением и покрытие. В-третьих, влажная краска и гальваническое покрытие могут дать гораздо более тонкую поверхность, чем порошковое покрытие. Для продуктов, требующих тонкой отделки, влажная краска может принести большую пользу.Наконец, влажная окраска — гораздо более экономичный процесс отделки, особенно для небольших работ.
Недостатки —
У влажной окраски и гальваники есть два основных недостатка. Во-первых, мокрая покраска не так долговечна, как порошковая покраска. Мокрая краска может потребовать обслуживания и повторной отделки позже. Во-вторых, для мокрой окраски может потребоваться нанесение нескольких слоев, чтобы получить ровную, без повреждений поверхность. Поскольку влажная краска начинается с жидкости, отделка может быть сложной, чтобы гарантировать идеальную отделку. Таким образом, получается несколько финишных слоев.
Что лучше всего подходит для вашего приложения?
Определить победителя в битве за отличное покрытие против влажной краски и гальванического покрытия для ваших продуктов может быть трудным решением. В конечном итоге вам нужно проконсультироваться со специалистом, который поможет вам рассмотреть все возможности с особым вниманием к потребностям вашей компании, ваших клиентов и вашего продукта. Покрытие и мокрая покраска / гальваника могут предложить вам отделку вашего продукта, которая будет функциональной и привлекательной.
Следуй за мной в Google+ Теги: Покрытие, Порошковое покрытие, Мокрая краскаОбщие сведения о порошковом покрытии — процесс, компоненты и особенности выбора
Оператор наносит порошковое покрытие на металлическую деталь.Изображение предоставлено: al7 / Shutterstock.com
Порошковое покрытие — это процесс отделки, при котором сухой, сыпучий, термопластичный или термореактивный порошковый материал наносится на поверхность, расплавляется и затвердевает, образуя ровное покрытие. Этот процесс отделки подходит для различных материалов, включая металлы, пластмассы, стекло и древесноволокнистую плиту средней плотности (МДФ), и может обеспечивать как функциональные, так и декоративные покрытия поверхности в широком диапазоне цветов, отделки и текстур, которые трудно получить с помощью обычные методы жидкого покрытия.
Существует два основных метода порошкового покрытия: электростатическое напыление (ESD) и нанесение в псевдоожиженном слое. Любой из этих процессов может дать ровную твердую поверхность, которая, как правило, более долговечна, экономична и экологически безопасна, чем сопоставимое жидкое покрытие. Однако, хотя порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных применений, таких как покрытия для тонких пленок или крупных деталей.Требования и спецификации, предъявляемые к конкретному нанесению порошкового покрытия — например, среда нанесения, материалы подложки, размеры, стоимость, время выполнения работ и т. Д. — помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Несмотря на то, что каждый процесс нанесения покрытия имеет свои преимущества и недостатки, в этой статье основное внимание уделяется порошковому покрытию, излагаются основы процесса порошкового покрытия, а также необходимые компоненты и механика системы порошкового покрытия. Кроме того, в статье рассматриваются преимущества и ограничения процесса порошкового покрытия и приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Процесс порошкового покрытия
Порошковое покрытие — это многоступенчатый процесс отделки поверхности, подходящий как для металлических, так и для неметаллических поверхностей. Метод включает этапы подготовки, нанесения и отверждения и, как минимум, использует распылительный пистолет, окрасочную камеру и сушильную печь. Чтобы процесс нанесения покрытия шел гладко и с оптимальной производительностью, производители и поставщики услуг отделки должны учитывать несколько факторов, таких как материал основы, на который наносится покрытие, и его свойства, а также тип используемого порошкового материала покрытия.
Обзор процесса и оборудования
В отличие от процесса жидкого покрытия, в котором используется жидкая суспензия покрытия, порошковое покрытие представляет собой процесс сухой чистовой обработки, в котором используется порошковый материал покрытия. Во время процесса порошкового покрытия порошок наносится на предварительно обработанную поверхность основы, расплавляется, а затем сушится и затвердевает, образуя защитное / декоративное покрытие. Этот процесс состоит из трех этапов: подготовка поверхности, нанесение покрытия и термоотверждение. На каждом этапе используется набор материалов и оборудования, указывающих на его особенности (например,g., на стадии отверждения используется печь для отверждения), и при правильном завершении способствует получению прочной, ровной поверхности.
Стадия подготовки: Перед нанесением любого порошкового покрытия поверхность основы должна быть очищена и обработана, чтобы гарантировать, что на детали не будет пыли, грязи и мусора. Если поверхность недостаточно подготовлена, любые оставшиеся остатки и отложения могут повлиять на адгезию порошка и качество окончательной отделки.Полная подготовка в основном зависит от покрываемого материала. Однако некоторые из этапов, которые обычно используются на этом этапе, включают очистку, ополаскивание, травление, струйную очистку и сушку, а наиболее широко используемое оборудование включает в себя моечные станции, камеры струйной обработки и сушильные шкафы.
Масло, жир, растворитель и остатки могут быть удалены с поверхности детали с помощью слабых щелочных и нейтральных моющих средств в баках для погружения или с помощью моечных станций. Станции мойки могут опрыскивать детали горячей водой, паром, моющими средствами и другими растворами для предварительной обработки для очистки, химической подготовки и ополаскивания поверхности перед нанесением покрытия.
Для деталей с поверхностными обломками — например, ржавчиной, окалиной, имеющейся краской или отделкой и т. Д. — обычно требуется помещение для струйной обработки. Абразивная комната — это ограждение, в котором используется жидкость под давлением — обычно сжатый воздух — для продвижения абразивного материала, такого как песок, гравий или дробь, по поверхности. Подвижный абразивный материал удаляет поверхностный мусор, создавая более чистую, гладкую текстуру и поверхность, на которую наносится материал покрытия.
В некоторых случаях порошкового покрытия также используется сушильная печь.Подобно печи, используемой на стадии отверждения, сушильная печь испаряет оставшуюся воду или растворы с вымытых или ополоснутых деталей, а также нагревает детали до оптимальной температуры для стадии нанесения покрытия.
Если конструкция компонента требует, чтобы определенные участки оставались без покрытия, маскирующие продукты (например, маскирующие точки) наносятся на основу до стадии нанесения. Эти вышеупомянутые продукты доступны во множестве стандартных и нестандартных форм и форм. Однако, как правило, они изготовлены из бумаги или пластиковой пленки, покрытой чувствительным к давлению клеем, который позволяет им прилипать к подложке и защищать покрытую область от контакта с порошковым материалом во время операций порошкового покрытия.
Стадия нанесения: Как обсуждается в следующем разделе, существует два типа материалов для порошкового покрытия, которые можно наносить. Тип материала покрытия, используемого при нанесении покрытия, частично определяет метод нанесения. Производители и поставщики услуг отделки используют два основных метода порошкового покрытия — электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
- Электростатическое осаждение (ESD) : На большинство металлических деталей, покрытых порошковой краской, материал покрытия наносится посредством электростатического напыления.В этом методе нанесения используется камера для порошкового напыления, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
Покрасочная камера служит рабочей зоной для нанесения порошкового материала на деталь, а также может действовать как воздушный фильтр и система удержания и утилизации избыточного распыления порошка. Псевдоожиженный порошковый материал распределяется от устройства подачи к распылителю, который используется как для передачи электрического заряда порошку, так и для нанесения его на основу. Обычно используются три типа электростатических пистолетов — Corona, Tribo и Bell.При использовании распылителя Corona для нанесения порошковых покрытий, когда порошковый материал проходит через переднюю часть пистолета, заряжающий электрод, питаемый от блока питания, передает полевой заряд частицам порошка. В пистолетах Tribo заряд генерируется порошком, проходящим через разнородный материал, такой как ствол пистолета, а в пистолетах Bell пороховой материал заряжается за счет проводимости и коронного разряда, когда он выливается из раструба пистолета. В любом случае электрически заряженные частицы могут прилипнуть к электрически заземленной поверхности детали и останутся прилипшими до тех пор, пока сохраняют часть своего заряда.Любой излишек распыляемого материала может быть собран системами сбора и извлечения и повторно использован в будущих покрытиях.
- Порошковое покрытие в псевдоожиженном слое : В отличие от ESD, где материал порошкового покрытия электростатически распыляется и приклеивается к поверхности, в порошковом покрытии в псевдоожиженном слое предварительно нагретые детали вместо этого погружаются в порошковый материал в псевдоожиженном слое. Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который генерирует облако электрически заряженных частиц порошка над псевдоожиженным слоем, через которое проходит деталь для нанесения покрытия.
Стадия отверждения: Особенности и характеристики стадии отверждения процесса порошкового покрытия в основном определяются методом нанесения порошкового покрытия, а также типом используемого материала порошкового покрытия.
- Отверждение деталей с покрытием ESD : Детали с порошковым покрытием с помощью ESD должны быть отверждены в печи для отверждения порошка. Хотя график отверждения — температура и время, которое порошковое покрытие должно выдержать в печи для отверждения для достижения полного отверждения — для детали с порошковым покрытием в основном зависит от ее размера, формы и толщины, обычно печь для отверждения работает от 325 до При температуре 450 градусов по Фаренгейту время отверждения составляет от десяти минут до более часа.Соответственно, меньшие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупным деталям требуется больше. Когда деталь с покрытием ESD достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и сливаются вместе, образуя сплошную пленку на поверхности детали.
- Отверждение деталей с покрытием в псевдоожиженном слое : Для деталей, на которые нанесено порошковое покрытие в псевдоожиженном слое, детали нагревают перед стадией нанесения покрытия в печах, аналогичных тем, которые используются для отверждения деталей с покрытием ESD.Когда предварительно нагретая деталь погружается в материал покрытия, частицы порошка плавятся и текут вместе при контакте с нагретой поверхностью детали. Детали, на которые нанесено порошковое покрытие с электростатическим псевдоожиженным слоем, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как покрытие, полученное обычным методом псевдоожиженного слоя, — либо деталь можно нагреть и отвердить в печи для отверждения после нанесения покрытия, как и в случае покрытий, полученных методом покрытия электростатическим разрядом.
В любом случае, когда деталь с порошковым покрытием остынет достаточно, чтобы ее можно было обрабатывать, деталь можно, при необходимости, собрать, упаковать и отправить.
Автоматизированная система порошкового покрытия, управляемая рабочим.Изображение предоставлено: Alba_alioth / Shutterstock.com
Рекомендации по материалам порошкового покрытия
Как указано в предыдущем разделе и в таблице 1 ниже, в процессе порошкового покрытия используются два основных типа материалов покрытия — термореактивные и термопласты.Каждый тип может применяться одинаково, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Таблица 1 — Сравнение типов порошковых покрытийТермореактивные элементы | Термопласты |
Способен выдерживать высокие температуры | Может размягчиться / плавиться при воздействии высоких температур |
Не подлежит переплавке, риформингу и переработке | Может быть переплавлен, преобразован и переработан |
Повышенная устойчивость к царапинам и царапинам | Повышенная ударопрочность |
Чувствительность к хрупкости и чрезмерному упрочнению (особенно в толстых покрытиях) | Более гибкие при толстых покрытиях |
Для затвердевания требуется цикл отверждения | Не требует цикла отверждения для отверждения |
Проходит необратимую химическую реакцию | Химически не изменяет |
Применяется только методом электростатического разряда (обычно) | Применяется как методом электростатического разряда, так и методом псевдоожиженного слоя |
При первом нанесении на подложку материал термореактивного порошкового покрытия имеет короткие молекулы полимера.Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивки, которая связывает длинные цепи молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердеть до тонкого, ровного твердого покрытия, если соблюдается надлежащий график отверждения.
Термопластичные порошковые покрытия не требуют цикла отверждения. Вместо этого термопластическому материалу требуется только время и температура, необходимые для плавления, вытекания и создания пленочного покрытия.В отличие от термореактивного материала, который подвергается химической реакции на стадии отверждения, термопластические материалы не меняют своих физических или химических свойств при воздействии тепла. Следовательно, их можно переплавлять, реформировать и повторно использовать для нанесения покрытий в будущем.
Некоторые соображения, которые следует учитывать при выборе между термореактивным и термопластичным материалом покрытия, включают метод нанесения и предполагаемое применение покрытия. Обычно термореактивные порошки наносятся только методом ESD.Это ограничение существует потому, что погружение предварительно нагретых деталей в термореактивный порошок может вызвать сшивание любого избыточного порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивания вызывает необратимые изменения порошкового материала, такие явления могут привести к чрезмерным отходам материала покрытия. Процесс отверждения позволяет термореактивным пластикам получать более твердые покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и царапинам.Однако более твердое покрытие может также ограничивать ударопрочность термореактивных покрытий, а чрезмерное затвердевание может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластический порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок. Хотя возможность повторного плавления дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчиться или расплавиться.
Рекомендации по материалам подложки
Порошковые покрытия в основном наносятся на металлические поверхности, такие как сталь, нержавеющая сталь и алюминий. Однако их также можно наносить на неметаллические основы, такие как стекло, дерево или древесноволокнистые плиты средней плотности. Диапазон подходящих материалов для процесса порошкового покрытия ограничен материалами, которые могут выдерживать температуры, необходимые для плавления и отверждения материала порошкового покрытия без плавления, деформации или самого горения.
Выбранный материал также помогает определить используемый метод покрытия. Поскольку металлы могут быть электрически заземлены, материал покрытия обычно наносится на металлические подложки методом электростатического напыления, но их также можно наносить методом псевдоожиженного слоя. С другой стороны, поскольку неметаллы не могут быть в достаточной степени заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
Порошковые покрытия и возможности
Примеры цветных порошковых покрытий на пружинных деталях.Кредит изображения: SUWIT NGAOKAEW / Shutterstock.com
Порошковые покрытия можно наносить в широком диапазоне цветов, отделок, текстур и толщин, которые трудно получить с помощью обычных методов жидкого покрытия. Порошковые лакокрасочные материалы могут быть изготовлены практически любого цвета и могут использоваться как в защитных, так и в декоративных целях. Окончательная отделка порошкового материала варьируется от матовой до глянцевой и от прозрачной до блестящей или металлической.Также доступны различные текстуры для декоративных целей или скрытия дефектов поверхности.
Процесс порошкового покрытия позволяет наносить более широкий диапазон толщины покрытия. По сравнению с процессом нанесения жидкого покрытия, порошковое покрытие может более легко производить более толстые и ровные покрытия, особенно при использовании метода нанесения покрытия в псевдоожиженном слое. Используя метод электростатического разряда, можно также получать тонкие, ровные покрытия; хотя и не такие тонкие, как покрытия, полученные с помощью процесса нанесения жидких покрытий.
Преимущества порошкового покрытия
Процесс порошкового покрытия предлагает несколько преимуществ по сравнению с традиционными методами нанесения жидких покрытий, включая повышенную долговечность, возможность получения более специализированных покрытий, меньшее воздействие на окружающую среду, более быстрое время выполнения работ и более низкие материальные затраты.
Помимо того, что порошковые покрытия доступны с широким спектром вариантов отделки, они обычно более долговечны и долговечны, чем жидкие покрытия. Они демонстрируют более высокую стойкость к ударам, влаге, химическим веществам и износу и обеспечивают лучшую защиту от царапин, истирания, коррозии, выцветания и общего износа. Эти характеристики делают их подходящими для приложений с интенсивным использованием и высокой посещаемостью.
Еще одним преимуществом процесса порошкового покрытия является отсутствие выбросов растворителя и диоксида углерода, наличие опасных отходов, требующих утилизации, и, как правило, требований к грунтовке поверхности.Эти исключения ограничивают количество токсичных и канцерогенных веществ, выделяемых в окружающую среду на протяжении всего процесса, и способствуют признанию порошковых покрытий как более экологичных альтернатив жидким покрытиям.
Процесс нанесения порошкового покрытия может иметь гораздо более низкие долгосрочные затраты по сравнению с процессом нанесения жидкого покрытия из-за того, что он, как правило, требует более быстрого цикла обработки и большего использования материала покрытия. Поскольку стадия отверждения порошкового покрытия позволяет собирать, упаковывать и отправлять детали с порошковым покрытием сразу после того, как деталь остынет, детали тратят меньше времени на инвентаризацию, что позволяет производителям и поставщикам услуг отделки иметь более быстрый оборот и меньше требовать места для хранения.Процесс порошкового покрытия также позволяет собирать и перерабатывать материал излишков распыления вместо того, чтобы выбрасывать его впустую, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Ограничения порошкового покрытия
Хотя процесс порошкового покрытия имеет несколько важных преимуществ по сравнению с жидким покрытием, он также имеет ограничения. Ограничения порошкового покрытия включают ограниченный диапазон подходящих материалов подложки, сложность получения ровных, тонких покрытий, более длительные сроки изготовления покрытий с изменяющимся цветом, более длительное время высыхания и отверждения для больших деталей и более высокие начальные затраты.
Как упоминалось ранее, материалы подложки должны выдерживать температурные требования стадии отверждения, чтобы быть пригодными для нанесения порошкового покрытия. Даже если материал выдерживает высокую температуру, получение равномерного покрытия может оказаться проблематичным, особенно для тонких или многоцветных покрытий. Тонкие покрытия создать сложно, так как сложно контролировать количество порошкового материала, наносимого на основу во время стадии нанесения, при этом обеспечивая равномерное покрытие.Многоцветные покрытия сложно получить быстро, потому что любой излишек распыляемой краски необходимо тщательно собирать и очищать от области распыления между сменой цвета; в противном случае это может вызвать перекрестное загрязнение переработанных или повторно используемых материалов.
Хотя процесс порошкового покрытия со временем может иметь более низкие затраты, для конкретных применений покрытия может быть более рентабельным использование жидких покрытий. Например, в то время как детали с порошковым покрытием обычно имеют более быстрый цикл обработки, большие, толстые или тяжелые детали, как правило, требуют более высоких температур и более продолжительного времени отверждения и сушки; Эти удлиненные графики отверждения не только задержат производственный процесс, но и приведут к более высоким затратам на электроэнергию.Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также обычно выше, чем в случае нанесения жидкого покрытия, поскольку для этого процесса требуется распылительный пистолет, специализированная окрасочная камера и печь для отверждения. Последние две части оборудования существенно увеличивают начальные затраты на запуск и могут сделать порошковое покрытие непригодным для низкобюджетной операции.
Выбор поставщика услуг по отделке
Процесс порошкового покрытия может использоваться в самых разных производственных областях.Конкретные производственные требования приложения — например, будь то прототип, разовое производство, длительное производство и т. Д. — помогают определить поставщика услуг окончательной обработки, который лучше всего подходит для рассмотрения.
Для производителей, которые не могут выполнять операции порошковой окраски на собственном предприятии, их прототипы, краткосрочные и долгосрочные работы могут выполняться в мастерской или поставщиком отделочных услуг, который предлагает услуги по порошковой окраске. Рабочие мастерские существуют любого размера (от одного человека до предприятий с сотнями обученных сотрудников) и с широким спектром возможностей и специальностей по нанесению покрытий.Для нанесения покрытий в больших объемах, подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут спроектировать и построить индивидуальные системы для нанесения покрытий на определенные детали, что гарантирует, что детали будут покрыты равномерно и в соответствии с требуемыми спецификациями. Хотя последний вариант является дорогостоящим, если судить по первоначальным инвестициям, в течение нескольких лет он может продемонстрировать гораздо более низкую стоимость детали.
Некоторые производители могут предпочесть завершение отделочных операций собственными силами, и в этом случае им потребуется вложить средства в приобретение или покупку оборудования для порошковой окраски.Первоначальные вложения в оборудование высоки, и рабочие должны быть обучены использованию и обслуживанию машин, но в долгосрочной перспективе, особенно если операции по нанесению порошкового покрытия выполняются регулярно, это может оказаться более рентабельным вариантом. Производители отделочного оборудования могут предложить стандартное оборудование для порошкового покрытия, а также услуги по проектированию и изготовлению индивидуальных систем порошкового покрытия, а также предоставить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в приобретение стандартного оборудования или создание индивидуальной системы, обученные консультанты по порошковой окраске могут предоставить некоторую информацию и помощь, поскольку они могут предоставить как незаинтересованные знания, так и связи с поставщиками.
При выборе между выполнением работ по нанесению порошкового покрытия собственными силами или аутсорсингом работ в мастерской или подрядчику важно, чтобы производитель понимал затраты и преимущества обоих вариантов, чтобы выбрать тот, который лучше всего подходит для нанесения порошкового покрытия.
Сводка
Выше описаны основы процесса порошковой резки и оборудования, а также некоторые соображения, которые могут быть приняты во внимание производителями при принятии решения о том, является ли порошковое покрытие наиболее оптимальным решением для их конкретного нанесения покрытия.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- https://www.powdercoating.org/page/whatisPC
- https://www.rit.edu
- https://www.finishing.com/library/pennisi/powder.html
- https://www.pfonline.com/articles/understanding-fluidized-bed-powder-coating
Прочие изделия для порошковых покрытий
Больше от Custom Manufacturing & Fabricating
Что такое порошковое покрытие и как его использовать?
Изображение на обложке: Cromatti использует порошковое покрытие для своего стола Armavi C, производство в Лос-Анджелесе
Сталь с порошковым покрытием, похоже, заменила в этом году фанеру, вырезанную на станках с ЧПУ, в качестве производственного процесса, который выбирают современные дизайнеры.Просмотрите любой блог о дизайне, чтобы найти сотни ярких цветных примеров: тщательно сваренные цветочные горшки, геометрические подставки для полотенец и изящные рамы стола — нет сомнений, что этот красочный процесс возрождается.
Но почему вы предпочли бы использовать порошковое покрытие вместо более традиционных процессов, таких как покраска, и где в Шотландии можно получить порошковое покрытие?
Что такое порошковое покрытие?
Порошковое покрытие— это способ окрашивания металлов, таких как сталь и алюминий, обычно используется, потому что он имеет более прочную и прочную поверхность, чем окраска.
Цвет — это самая важная вещь, которую нужно знать о порошковой окраске, так как этот процесс может дать вам практически любой оттенок. Возможны однотонные яркие, глубокие нейтральные и цветовые сочетания, исчезающие и сливающиеся вместе в одной структуре. Мы регулярно видели, как дизайнеры предлагают различные варианты цвета изделий с порошковым покрытием, поскольку этот процесс работает как с единичными экземплярами и небольшими партиями, так и с массовым производством.
Если вы делаете несколько объектов и хотите добиться однородной отделки, идеально подходит порошковое покрытие, поскольку в нем нет растворителя.Это означает отсутствие полос, растекания цвета или явных признаков того, в каком направлении был нанесен цвет.
Еще один плюс — отсутствие растворителей. Это означает, что в процессе отсутствуют летучие органические соединения (ЛОС), которые могут быть как токсичными для изготовителя, так и вредными для окружающей среды.
Как работает порошковое покрытие?
Порошковое покрытие работает путем нанесения сухого цветного порошка на металлическую поверхность перед «запеканием» цвета на поверхности с использованием тепла для образования твердого покрытия.
Цветной порошок наносится электростатическим способом с помощью механического пистолета. Это означает, что он распыляется с помощью сжатого воздуха, проходящего через электрод в пистолете. Это дает порошку положительный заряд, который притягивается к шлифованной поверхности металла. Важно, чтобы металлические детали для порошкового покрытия были должным образом очищены, отшлифованы или подвергнуты пескоструйной обработке, прежде чем они попадут в установку для нанесения порошкового покрытия, чтобы цвет оставался на них.
В последние годы были разработаны новые методы порошкового покрытия, позволяющие использовать этот процесс на таких материалах, как МДФ, а также в металлических изделиях.
Для чего используется порошковое покрытие?
Процесс порошкового покрытия был разработан немецким ученым доктором Эрвином Геммером в 1940-х годах. С тех пор он используется во всех отраслях промышленности, где используется металл — от автомобильной промышленности, где он был впервые использован компанией Volkswagen; производителям рам для велосипедов и производителям уличной мебели. В 1960-х годах швейные машины Singer начали использовать порошковое покрытие в своем производственном процессе, что помогло расширить его использование во внутреннем производстве.
Сегодня порошковое покрытие регулярно используется как при производстве, так и при индивидуализации автомобильных запчастей («ярких колесных дисков»), до общественных скульптур, вывесок и дизайнеров продукции.
Где в Шотландии можно найти порошковую краску?
Большинство производителей художественных изделий или мастерских по металлу знают и работают с порошковыми установками для нанесения покрытий, или вы можете напрямую связаться с этими установщиками для нанесения порошкового покрытия в Шотландии.
Reekie Steeltec — это производители металла в Арброте, которые режут, складывают и сваривают сталь по проекту заказчика.Производство включает лазерную резку, гидроабразивную резку, порошковую и мокрую покраску.
Highland Color Coaters специализируется на порошковой окраске и горячем цинковании стали и алюминия в Камберно.
JGB Steel — это комплексное предприятие по производству металлоконструкций. Помимо порошковой окраски, производство включает в себя лазерную, плазменную и водоструйную резку, а также штамповку, фальцовку и изготовление с ЧПУ.
Industrial Springs производит пружины, проволочные формы и прессы с порошковым покрытием на своем заводе в Иброкс.
РешенияNPI — это производители металла в Ирвине, имеющие как порошковое покрытие, так и оборудование для нанесения адонизатора.
Если вы занимаетесь порошковой окраской и хотите, чтобы ваше имя было внесено в Make Works, вы можете зарегистрироваться здесь
Если вам понравилось это читать, возможно, вам понравится наша статья о литейных заводах по литью металлов в Шотландии
Порошковое покрытиев сравнении с краской | Отделочные системы
Порошковое покрытие в сравнении с краской
17 апреля 2018 г.В мире сборки самолетов, бытовой техники и автомобилей возникли споры о том, что лучше: порошковое покрытие или окраска распылением металлической поверхности.На самом деле оба варианта имеют свои преимущества. Однако, прежде чем вы сможете сделать выбор, важно сначала узнать ответ на основной вопрос — в чем разница между порошковой окраской и окраской?
Как работает порошковое покрытие?
Порошковое покрытие — это метод окраски, при котором вместо краски используется порошок. Порошок наносится с помощью распылителей и нагревается на выбранную поверхность для образования цветного покрытия. Порошок, используемый для этого процесса, можно сделать из множества ингредиентов, таких как акрил, полиэстер, эпоксидная смола и полиуретан.Порошковое покрытие обеспечивает более толстую и однородную поверхность, чем обычно при нанесении аэрозольной краски.
Вы видите примеры порошкового покрытия на широком спектре бытовых приборов и бытовой техники, таких как печи, холодильники, стиральные машины, столы и вазы для ламп. Порошковая окраска сегодня также довольно распространена на завершающих этапах сборки автомобилей.
Порошковое покрытие возможно с использованием термопластов или реактопластов. Первый — это безхимический процесс, который основан на нагревании для доведения порошка до состояния густого твердого покрытия.В термореактивных материалах химические добавки взаимодействуют с порошком на этапе нанесения. Конечный результат термопластичных и термореактивных порошковых покрытий практически идентичен. В обоих процессах порошок нагревается для формирования цветного покрытия на выбранной поверхности.
Перед нанесением порошкового покрытия необходимо подготовить выбранную поверхность, чтобы обеспечить надлежащую адгезию покрытия. Для промышленного применения необходимо очистить поверхность — обычно металлическую — от любого масла или грязи, которые в противном случае препятствовали бы использованию порошка.
На этапе нанесения порошок трансформируется и приводится в состояние сцепления с выбранной поверхностью посредством так называемого электростатического процесса, при котором гранулы порошка и поверхность совместно заряжаются вольтами электростатической энергии.
По сравнению с нанесением окраски распылением порошковые покрытия более эффективны благодаря электростатическому процессу, который сокращает отходы на 95%. Большинство цветных гранул, которые используются при нанесении порошкового покрытия, прибывают в предполагаемое место назначения, и то количество, которое не может быть повторно использовано для последующего нанесения.Такое сохранение невозможно при нанесении аэрозольной краски, когда случайная краска теряется на ветру.
После нанесения порошкового покрытия лак должен затвердеть не менее 10 минут при температуре выше 400 ° F. Это позволяет расплавленному порошку осесть на выбранной поверхности. По мере затвердевания покрытия первоначальные свойства полимера, акрила или эпоксидной смолы проявляются в виде плотного, толстого и блестящего поверхностного покрытия.
Преимущества порошкового покрытия
Так чем же хороша порошковая окраска? Порошковые покрытия прочны, привлекательны, долговечны и подходят для различных поверхностей.Многочисленные преимущества порошкового покрытия лучше всего описываются следующим образом:
- Долговечный . Порошковое покрытие создает толстую липкую поверхность, которая держится дольше, чем обычный слой аэрозольной краски. В споре между порошковым покрытием и краской стойкость порошкового покрытия выше.
- Быстро . Вы можете нанести порошковое покрытие за одно нанесение, что делает процесс более быстрым и эффективным.
- Разнообразие . Порошковое покрытие позволяет использовать различные цвета, потому что вы можете заранее смешивать порошки и манипулировать ими.
- Экологичный . Процесс порошкового покрытия не наносит вреда окружающей среде благодаря относительному отсутствию токсинов или отходов, образующихся при данном применении.
- Согласованный . В отличие от аэрозольной краски, которая может стекать и неравномерно растекаться, порошковые покрытия создают неизменно гладкие и твердые поверхности без следов нанесения. Можно ли покрасить порошковое покрытие? Да, если отшлифовать.
Конечно, у порошкового покрытия есть несколько недостатков.Во-первых, процесс ограничивает вас толстым слоем по поверхности данного металла. В большинстве случаев тонкое покрытие порошкообразного полимера приводит к неровной поверхности, напоминающей кожуру цитрусовых.
Второй недостаток — и самый недопустимый для небольших предприятий — это количество дорогостоящего высокотехнологичного оборудования, необходимого для порошкового покрытия. Чтобы нанести порошковое покрытие, вам понадобится промышленная печь и электростатическая кабина в дополнение к распылительным инструментам, которые могут быть дорогостоящими для мастеров своими руками или механика по дому.
Хотя многие считают порошковое покрытие более прочным и эффективным вариантом отделки металлических поверхностей, порошок не подходит для резины, которая плавится под действием электростатического заряда. Порошок может быть труднее подобрать по цвету, особенно когда речь идет о металлических цветах. Подкрашивание, хотя и редко требуется, также проблематично для отделки порошковой краской.
Тем не менее, вы можете преодолеть определенные ограничения, связанные с порошковой окраской.Например, последующих надрезов и доработок уже покрытого компонента можно полностью избежать с помощью современного современного моделирования изделий, которое стало возможным с помощью трехмерной визуализации. Присутствие инженеров по окончательной сборке в группе разработчиков также может помочь сделать процесс порошковой окраски более надежным и беспрепятственным.
Как работает окраска распылением?
Традиционно промышленные цветные покрытия получали с помощью очевидного процесса, известного как окраска распылением, когда краска наносится в виде аэрозоля с помощью насосных устройств под высоким давлением.В большинстве случаев краска наносится с помощью пневматических инструментов или механизмов для достижения однородного, равномерного покрытия по выбранной поверхности.
Перед тем, как нанести слой аэрозольной краски на выбранную поверхность, необходимо очистить металл от масляных остатков и грязи. Затем вы обрабатываете поверхность струей мокрой струи примерно 15-20 микрометров. Процесс продолжается до тех пор, пока вы равномерно не покроете всю поверхность достаточно толстым слоем краски.
К преимуществам аэрозольной краски относятся:
- Самовысыхание .Влажная краска сохнет сама по себе — печь не требуется — поэтому вы можете наносить ее на продукты, которые не подвергаются термообработке.
- Цветовая гамма . Краска может быть окрашена в более широкий диапазон цветов, чем порошки, и ее можно использовать для более широкого ассортимента продукции и вывесок.
- Тонкость / Текстура . Вы можете нанести влажную краску тонким слоем на поверхность, оставив при этом гладкую текстуру. Это делает краску более подходящим вариантом для предметов, требующих тонкого покрытия.
- Доступность . Окрашивание распылением — и инструменты, необходимые для процесса покраски — проще и доступнее, чем порошковая покраска.
Учитывая все преимущества аэрозольной краски, у этого процесса есть и свои недостатки. Во-первых, слоям краски не хватает прочности по сравнению с отделкой с порошковым покрытием. Со временем слой аэрозольной краски потребует доработки. В большинстве случаев через несколько лет на окрашенную поверхность потребуется совершенно новый слой краски.
Как правило, получить ровное покрытие влажной краской также труднее. В то время как порошковые покрытия наносятся гладко и равномерно, краска может оставлять следы и наноситься недостаточно в определенных областях, чрезмерно наноситься в других областях и стекать по точкам. Обычно требуется несколько слоев, чтобы получить гладкую, ровную поверхность с аэрозольной краской.
Краска против порошкового покрытия: что лучше?
В споре о порошковой окраске и окраске возникает множество вопросов. Насколько прочно порошковое покрытие? Порошковая покраска лучше покраски? Ответ на самом деле может сводиться к тому, какой из двух процессов лучше всего соответствует следующим критериям.
1. Экономическая эффективность лакокрасочных и порошковых покрытий
Если принять во внимание экономические факторы, основным преимуществом процесса порошкового покрытия является его эффективность. При общей эффективности переноса 60–70% примерно две трети порошка, используемого для данного применения, служат по назначению. Краска, напротив, имеет эффективность переноса только 30-35% и, таким образом, расходует две трети краски, используемой для данного применения.
Даже если принять во внимание остатки, еще не все потеряно при нанесении порошка.После завершения порошкового покрытия процент выпавшего порошка можно собрать и снова использовать в следующем цикле. Такая форма консервации невозможна с помощью аэрозольной краски, которая растворяется в воздухе, если не удается достичь своей цели с первого раза.
2. Безопасность покраски и порошковой окраски
По сравнению с окраской распылением порошковое покрытие является более безопасным процессом, поскольку активный продукт — полимерный порошок — инертен и, следовательно, не содержит токсинов. Краска, напротив, обычно содержит токсичные растворители и летучие органические соединения, которые могут нанести вред при вдыхании.
Несмотря на то, что при нанесении порошковых покрытий вам необходимо надевать защитное снаряжение, сам процесс, как правило, более чистый и не опасен для здоровья. Тем не менее, очень важно, чтобы порошок не соприкасался с вашей кожей, но этого легко добиться благодаря небольшому количеству избыточного распыления, которое возникает в результате процесса.
3. Экологичность порошкового покрытия по сравнению с окраской
Экологические преимущества порошка выходят далеко за рамки самого процесса нанесения.Поскольку в порошкообразных полимерах нет токсинов или летучих органических соединений, неиспользованные части не выделяют парниковые газы, независимо от того, используются они или нет. Поскольку большая часть заданного запаса порошка в конечном итоге действительно используется, этот вариант также удобен на свалках. Напротив, каждое нанесение аэрозольной краски выбрасывает токсины в атмосферу.
4. Механическое удобство порошковых покрытий по сравнению с красками
С механической точки зрения порошковые покрытия обладают большей прочностью и гибкостью, чем покрытия, окрашенные распылением.Во-первых, порошковая отделка имеет более прочную толщину, и ее сложнее расколоть или отслоить. Порошковые покрытия также более гибкие, и это делает порошковые покрытия лучшим вариантом для предметов, которые меняют форму, а также для всего, что имеет движущиеся части.
Гибкость порошкового покрытия делает порошок идеальным вариантом для транспортного оборудования, которое подвержено постоянным движениям и вибрациям. Покрытие с порошковым покрытием также оказалось более устойчивым к гальке, летящим обломкам и другим опасностям, которые подбрасываются шинами движущегося транспортного средства.
5. Производительность порошковых покрытий и красок
Порошковые покрытиятакже помогают ускорить производственный процесс благодаря короткому времени, которое требуется порошковому полимеру для отверждения на поверхности. В отличие от краски, для полного высыхания которой могут потребоваться дни, порошок полностью затвердеет за 20 минут или меньше. Деталь с порошковым покрытием в конечном итоге может быть запущена даже до того, как она остынет после пребывания в духовке.
Из-за долговечности и качества порошковых покрытий без образования разводов процесс нанесения порошков теперь рассматривается как необходимый навык на производственных предприятиях, где этот процесс обычно обучают персонал.
6. Доступность цвета порошковых покрытий и красок
Когда дело доходит до подбора цвета, мокрые краски дают преимущество в том, что они с самого начала демонстрируют свои окончательные цвета в сухом состоянии. Это упрощает смешивание и подгонку красок с большей точностью и позволяет получать оттенки, которые немного отличаются от основной цветовой шкалы.
В любом месте, куда вы обратитесь за влажной краской, поставщик может легко смешать основные и второстепенные цвета, чтобы добиться точного соответствия требуемого оттенка. В качестве альтернативы поставщик может добавить в смесь черный или белый цвет и уравнять оттенок, тон или светлый оттенок определенного цвета.
Напротив, смешивание порошковых красок включает специализированное производство, в котором оттенок данного цвета зависит от полимеров, которые распадаются с образованием порошка. Следовательно, может быть трудно заранее определить оттенок смешанного цвета. В отличие от жидких красок, которые смешивают свойства при смешивании, разные порошки не сливаются в чистый, однородный цвет. Вместо этого, когда порошки смешиваются в один, образуется пятнистая комбинация цветов.
7. Надежность окраски vs.Порошковое покрытие
Когда дело доходит до металлических поверхностей, окраска или порошковая отделка имеют двоякое значение. С одной стороны, покрытие призвано придавать эстетический вид, особенно если поверхность является частью коммерческого продукта, такого как бытовой прибор или автомобиль. Однако более важными являются защитные качества красок и порошковых покрытий, которые защищают металлические поверхности от коррозионного воздействия элементов окружающей среды.
При контакте с водой или влагой на металле могут появиться пятна.В местах с наибольшей концентрацией ржавчины на поверхности металла могут образовываться дыры. Твердый слой краски или порошка предотвращает распространение этого коррозионного воздействия на поверхности металла, но только до тех пор, пока покрытие остается неповрежденным. Поскольку порошковое покрытие прочнее и долговечнее, чем лакокрасочное покрытие, порошок обычно гарантирует превосходную и более длительную защиту поверхностей изделий с металлическим корпусом.
Цвета порошковых покрытий также сохраняются дольше благодаря удерживающим свойствам полимеров, которые в основном противостоят меловому воздействию влаги, тепла и ультрафиолетовых лучей.Краски, напротив, медленно разрушаются на смолу и выгорают от длительного воздействия солнечного света, влаги и тепла.