Сколько весит куб металла? | Вес стройматериалов
Для того, чтобы ответить сколько весит куб металла, придется разобраться в этом непростом вопросе. Вещества, называемые металлами, обладают определенными свойствами. Среди них характерными являются высокая прочность, электропроводность, теплопроводность, пластичность. Кроме того, металлы имеют присущий им металлический блеск, определенный для каждой группы. Качественные характеристики, а также и весовые характеристики металлов и их сплавов имеют свои особенности. Существуют определенные критерии металлов, каждый из которых обладает определенными свойствами. Эти свойства и определяют удельный вес металла.
Удельный вес металла находится как отношение веса к объему тела из определяемого металла. Иными словами, удельный вес металла — это сила тяжести объема данного металла, взятого за основу. К удельному весу имеет непосредственное отношение плотность вещества, которая рассчитывается по специальной формуле и, для каждого металла будет различной.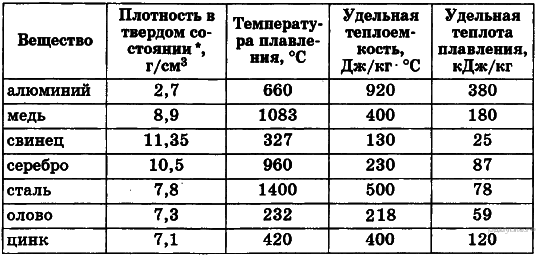
Каждый металл или сплав имеют различную плотность, поэтому следует рассчитывать вес кубического метра для каждого металла отдельно. Существуют готовые таблицы плотности для различных металлов и сплавов. Для того, чтобы узнать сколько весит куб металла, надо объем — в нашем случае кубический метр умножить на плотность рассчитываемого металла
| Вес куба металлов, кг | |
| Алюминий | 2689 |
| Железо | 7874 |
| Медь | 8960 |
| Латунь | 8200-8800 |
| Бронза | 7500-9100 |
| Сталь | 7700-7900 |
Информация по видам лома черных металлов
Наша компания принимает лом черных металлов всех категорий и классов по самым выгодным ценам в регионе. Обеспечиваем точное взвешивание и оперативную оплату удобными для клиента способами. Оказываем помощь при транспортировке крупных объемов, а также с оформлением необходимой сопроводительной документации.
Обеспечиваем точное взвешивание и оперативную оплату удобными для клиента способами. Оказываем помощь при транспортировке крупных объемов, а также с оформлением необходимой сопроводительной документации.Виды черного лома. Классификация и ключевые отличия.
Классификация осуществляется по составу отходов. Всего существует три общие группы, в которые входят:- Отходы стали.
- Чугунный лом.
- Нержавейка.
Чугунный лом отличается от железного значительно более высоким содержанием углерода, за счет чего он является более хрупким. В отличие от стали чугун не обладает пластичностью и не склонен к деформациям. При резких механических нагрузках раскалывается на фрагменты.
Нержавейка – это вид стали, которая устойчива к воздействию коррозии за счет содержания в ее составе хрома.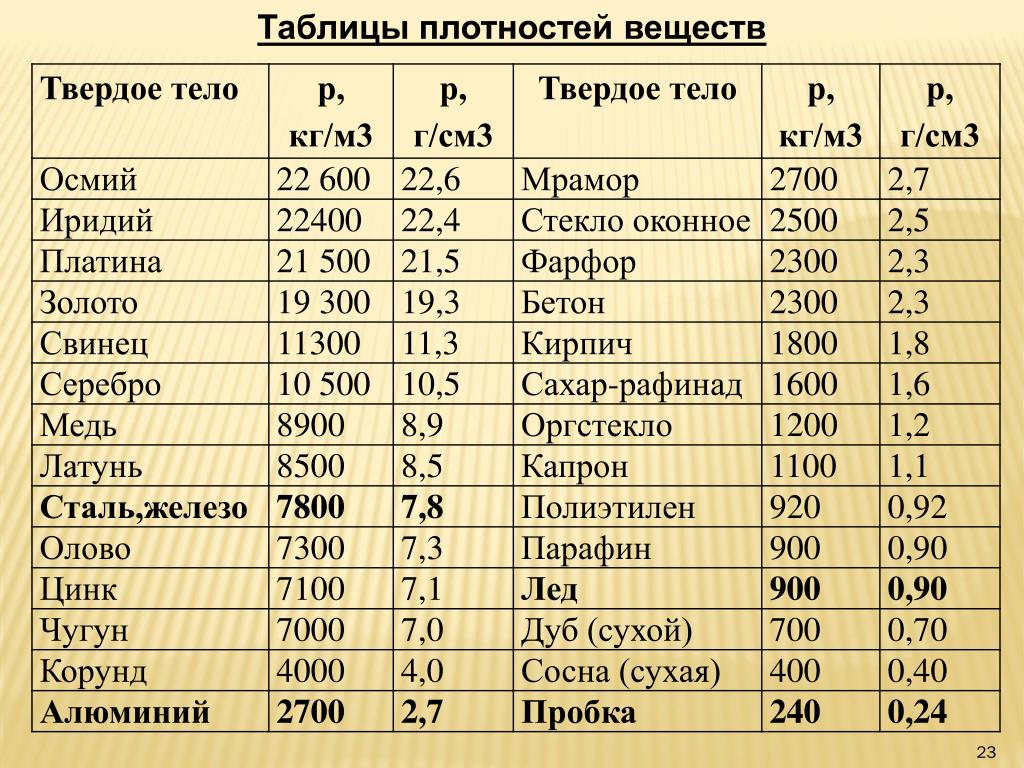
Сортировка черных металлов
Одним из основных требований при приемке лома черных металлов является сортировка.Ее цель – разделение отходов по:
- габаритам;
- группам;
- классам;
- видам;
- качеству.
Правила приема
Приемка осуществляется в соответствии со следующими основными правилами:- Отходы черных металлов принимаются партиями.
- Одна партия – это определенное количество отходов одного класса, поставленного на пункт приема в одной транспортной единице, и сопровождаемого одним документом о качестве вторсырья.
- В партии не должно содержаться сторонних предметов.
- Для формирования партии отходы предварительно должны быть отсортированы в соответствии с вышеприведенными принципами.
- Цена зависит от качества, вида, класса и степени засоренности.

- Оплата осуществляется в соответствии с массой и действующими тарифами.
- Крупные партии взвешиваются на промышленных весах с вычетом массы транспортного средства.
- Мелкие партии взвешиваются на профессиональных малогабаритных весах.
- В случае засоренности партии на ее вес делается скидка. Размеры определяются по фактической засоренности.
- Оплата осуществляется по факту взвешивания и согласования стоимости с клиентом.

Транспортировка лома черных металлов
В соответствии с действующим законодательством для транспортировки лома черных металлов, состоящего из мелких бытовых отходов, сопроводительная документация не требуется.Для перевозки крупных партий металлолома не бытового происхождения физическое лицо или юридическая организация обязаны обеспечить водителя транспортного средства или лицо, которое сопровождает партию лома до пункта приема, такими документами, как:
- Путевой лист.
- Транспортная накладная.
- Удостоверение о взрывобезопасности груза.
- Подтверждающий право собственности на перевозимый лом документ.

Преимущества работы с нами
При обращении в нашу компанию для сдачи лома черных металлов вы получаете следующие выгоды:- возможность сдать лом черных металлов любой категории;
- высокие цены на все классы отходов черных металлов;
- разгрузка крупногабаритного лома при помощи спецоборудования;
- оперативный расчет за вторсырье в любых объемах;
- вывоз крупных партий лома нашим транспортом.
1. Стальные канаты и проволока 13А
Обозначение по ГОСТ 2787-75 | Обозначения по данному СТО СМК | Требования к габаритным размерам и массе |
2А | 2А1 | Габаритный кусковой лом. |
2АТ | Рельсы, разделанные колесные пары. Габариты не более 1000х500х500 мм. Засоренность безвредными примесями не более 0,5% по массе. Содержание хрома, никеля, меди не более 0,05% по массе каждого. | |
3А | 3А | Габаритный кусковой лом стальной углеродистый лом без примесей доменного присада, стального скрапа. Остальные требования согласно ГОСТ 2787-75. |
3А1 | Габаритный кусковой лом стальной углеродистый лом без примесей доменного присада, стального скрапа. Габариты не более 800х500х500 мм. Толщина не менее 4 мм, допускается 20% от массы партии с толщиной не менее 2 мм. Засоренность безвредными примесями не более 1,5% по массе. | |
3АЕ | Габаритный кусковой стальной углеродистый лом без примесей доменного присада, стального скрапа. Габариты не более 1500х500х500 мм. Толщина не менее 4 мм, допускается 10% от массы партии с толщиной не менее 2 мм. Диаметр труб не более 150мм. Трубы с большим диаметром должны быть сплющены, либо разрезаны по образующей. Засоренность безвредными примесями не более 1,5% по массе. | |
3АН | Габаритный лом, полученный от механической ножничной резки. Габариты не более 800х500х500 мм, без ограничений по толщине. Засоренность безвредными примесями не более 2,2% по массе. Насыпная плотность не менее 0,6 т/м3. | |
8А | 8А | Пакеты из чистовых листовых, полосовых и сортовых металлоотходов. Пакеты должны иметь размеры не более 2000х1050х750 мм и плотность не менее 1500 кг/м3. |
8А1 | Пакеты из легковесных стальных отходов и лома плотностью не менее 1500 кг/м3. Пакеты должны иметь размеры не более 800х800х800 мм. Засоренность безвредными примесями не более 1,5% по массе. Не допускается наличие лома и отходов цветных металлов, углеродистая сталь не должна смешиваться с легированной. Металл не должен быть луженым, эмалированным, покрытым цветными металлами, горелым, разъеденным кислотами, проржавленным.
| |
8А2 | Пакеты из чистых листовых, полосовых и сортовых металлоотходов производства Тольяттинского автозавода и ему аналогичных. | |
8АБ | Пакеты из чистых листовых, полосовых и сортовых металлоотходов. Габариты не более 800х800х1500 мм. Засоренность безвредными примесями не более 0,5% по массе. Содержание хрома, никеля, меди не более 0,05% по массе каждого. | |
10А | 10А | Пакеты из легковесных стальных отходов и лома плотностью не менее 1000 кг/м3 (допускается плотность не менее 0,7 т/м3 в количестве не более 10% от массы партии). Пакеты должны иметь размеры не более 2000х1050х750 мм. Засоренность безвредными примесями не более 2,0% по массе. Допускается стружка. Не допускается наличие лома и отходов цветных металлов, углеродистая сталь не должна смешиваться с легированной. Металл не должен быть луженным, эмалированным, покрытым цветными металлами, горелым, разъеденным кислотами, проржавленным. |
 Габариты не более 650х350х250 мм. Толщина не менее 4 мм, насыпная плотность не менее 0,8 т/м3. Засоренность безвредными примесями не более 1% по массе.
Габариты не более 650х350х250 мм. Толщина не менее 4 мм, насыпная плотность не менее 0,8 т/м3. Засоренность безвредными примесями не более 1% по массе.
 Засоренность безвредными примесями не более 1,0% по массе. Не допускается наличие лома и отходов цветных металлов, углеродистая сталь не должна смешиваться с легированной. Металл не должен быть луженым, эмалированным, покрытым цветными металлами, горелым, разъеденным кислотами, проржавленным. Углеродистая стружка не допускается. Легированная стружка допускается в пакетах из легированных металлоотходов. Масса пакета не менее 40 кг.
Засоренность безвредными примесями не более 1,0% по массе. Не допускается наличие лома и отходов цветных металлов, углеродистая сталь не должна смешиваться с легированной. Металл не должен быть луженым, эмалированным, покрытым цветными металлами, горелым, разъеденным кислотами, проржавленным. Углеродистая стружка не допускается. Легированная стружка допускается в пакетах из легированных металлоотходов. Масса пакета не менее 40 кг. Габариты не более 800х800х800 мм. Засоренность безвредными примесями не более 0,5% по массе. Содержание хрома, никеля, меди не более 0,05% по массе каждого.
Габариты не более 800х800х800 мм. Засоренность безвредными примесями не более 0,5% по массе. Содержание хрома, никеля, меди не более 0,05% по массе каждого. Масса пакета не менее 40 кг.
Масса пакета не менее 40 кг.
ОАО «НЛМК» Техническими условиями №2 от 01.05.2014 г. ввел следующую классификацию ломов, принимаемых предприятием на переплав:
Обозначение лома | Требования к размерам и массе |
Габаритный стальной лом | |
3А | ГОСТ 2787-75. Габаритный кусковой стальной углеродистый лом без примесей чугуна, стружки, проволоки, доменного присада, тросов, стального скрапа. Габариты: 800х500х500 мм, толщина от 6 мм, диаметр труб до 150 мм. Засоренность безвредными примесями не более 1,5%. |
3А2 | Габаритный кусковой стальной углеродистый лом без примеси чугуна, стружки, проволоки, доменного присада, тросов, скрапа. Габариты: 1500х500х500 мм, толщина от 4 мм, диаметр труб до 150 мм. |
9А, 10А* | ГОСТ 2787-75. Допускается наличие оцинкованного лома в количестве не более 15% от массы партии. Масса пакетов должна быть не менее 40 кг, при плотности не менее 700 кг/м3. Засоренность безвредными примесями не более 2%. |
8А * | Состав, степень чистоты, габариты и масса согласно ГОСТ 2787-75. Засоренность безвредными примесями не более 0,5%. |
Лом из-под пресс-ножниц | |
3АН | Стальной углеродистый лом, полученный от механической ножничной резки. Габариты: не более 800х500х500 мм, толщина не регламентируется. Засоренность безвредными примесями не более 2%. Насыпная плотность не менее 0,65 т/м3. |
3А2НЦ* | Оцинкованный стальной углеродистый лом, полученный от ножничной резки с предварительной подпрессовкой. |
Негабаритный стальной лом | |
5А* | ГОСТ 2787-75. Негабаритный кусковой стальной углеродистый лом без примесей чугуна, стружки, проволоки, доменного присада, тросов, скрапа. Негабаритные стальные трубы очищенные от вредных примесей. Габариты не лимитированы, толщина от 6 мм, вес куска до 10 тн. Засоренность безвредными примесями не более 3% |
5А1* | Обрезь и отходы судовой стали: Негабаритный кусковой стальной углеродистый лом без примесей чугуна, стружки, проволоки, доменного присада, тросов, скрапа. Негабаритные стальные трубы очищенные от вредных примесей. Габариты не лимитированы, толщина от 6 мм, вес куска до 5 тн. Засоренность безвредными примесями не более 0,5%. |
Лом для пакетирования | |
11А, 12А* | ГОСТ 2787-75. |
12А1* | Обрези стали 08ПС, 08Ю, 2215П. Габариты не лимитированы, толщина менее 4 мм. Засоренность безвредными примесями не более 0,5%. Обрезь арматуры. Габариты: 800х500х500 мм, толщина от 4 мм. Засоренность безвредными примесями не более 0,5%. |
Стальная стружка | |
14А* | ГОСТ 2787-75. |
Железнодорожный лом | |
ЖДЛ 1 | Рельсы нерегламентированных размеров, колесные пары, детали верхнего строения ж/д путей, тележки. Резаные полувагоны (рамы, сцепки, борта), резаные платформы, цистерны. |
Шредированный лом | |
Шрот* | Дробленные и резанные на шредерной установке стальные лом и отходы: кровля, легковесный промышленный и бытовой лом; листовые, полосовые и сортовые отходы. Допускается наличие стального оцинкованного лома. Толщина не более 6 мм. Засоренность безвредными примесями не более 0,5%. |
Легированный стальной лом | |
2-5Б22* | ГОСТ 2787-75. Засоренность безвредными примесями не более 2%. |
 Засоренность безвредными примесями не более 2%.
Засоренность безвредными примесями не более 2%.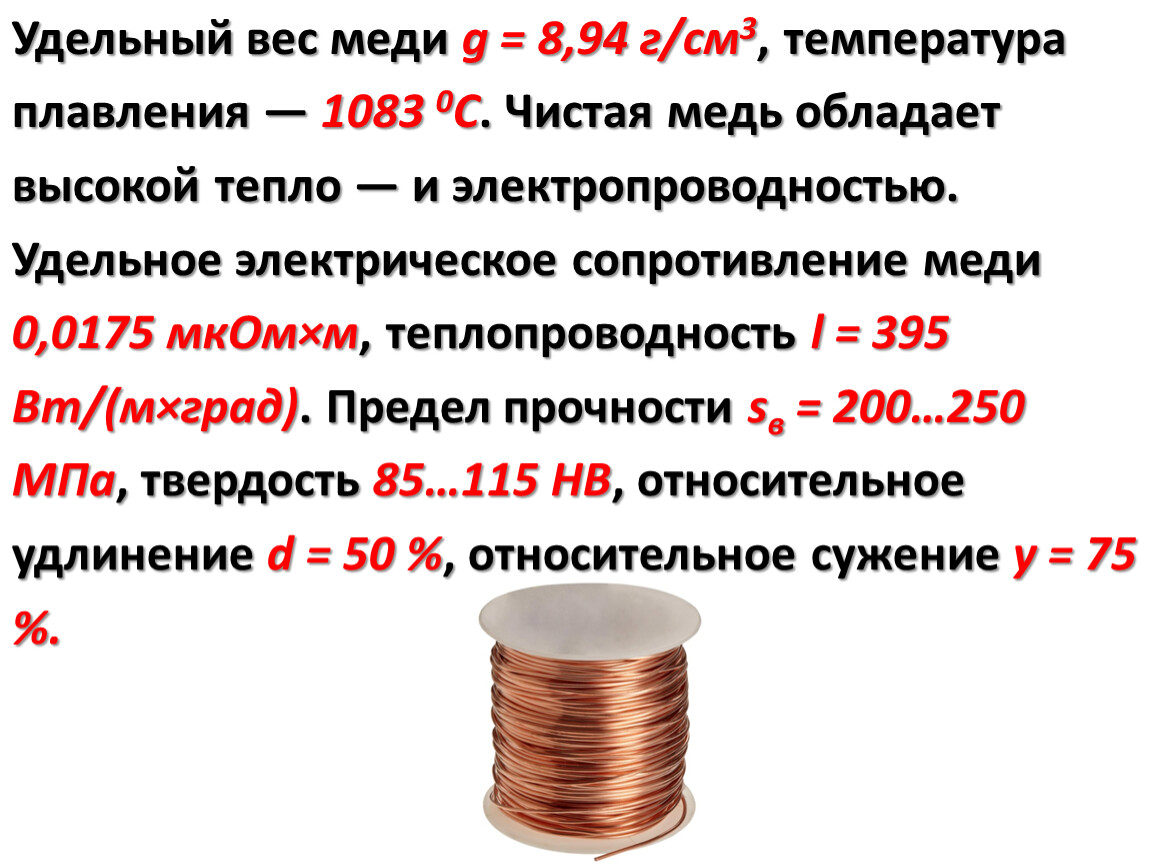 Габариты: не более 1500х500х500 мм, толщина не регламентируется. Засоренность безвредными примесями не более 2%
Габариты: не более 1500х500х500 мм, толщина не регламентируется. Засоренность безвредными примесями не более 2% Стальные листовые, полосовые и сортовые отходы, кровля, легковесный промышленный и бытовой лом, проволока. Габариты не лимитированы, толщина менее 4 мм. Засоренность безвредными примесями не более 2%.
Стальные листовые, полосовые и сортовые отходы, кровля, легковесный промышленный и бытовой лом, проволока. Габариты не лимитированы, толщина менее 4 мм. Засоренность безвредными примесями не более 2%.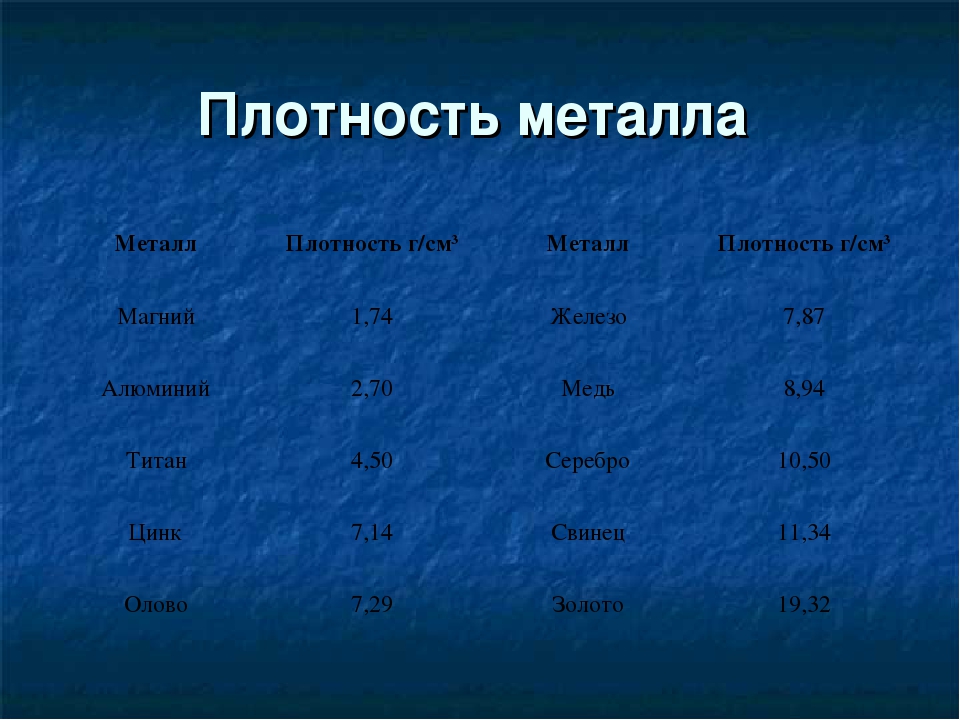 Габариты не лимитированы, засоренность безвредными примесями не более 1%.
Габариты не лимитированы, засоренность безвредными примесями не более 1%. * Лом и отходы черных металлов видов 8А, 9А, 10А, 3А2НЦ, 5А, 5А1, 11А, 12А, 12А1, 14А, Шрот, 2-5Б22 возможны к поставке только после письменного согласования с ООО «Вторчермет НЛМК».
ЧУГУННЫЕ ЛОМА И ОТХОДЫ,
ПОДГОТОВЛЕННЫЕ ДЛЯ ПЕРЕПЛАВА 17А, 18А, 19А .
Общие требования к кусковому лому 17А, 18А, 19А для переплава:
1. Не допускается наличие лома и отходов цветных металлов.
2. Углеродистые лом и отходы не должны смешиваться с легированными.
3. Металл не должен быть горелым, разъеденным кислотами и проржавленным (налет ржавчины допускается).
4. Засоренность безвредными примесями не должна превышать 2% по массе.
5. Допускается примесь трудноотделимой стали не более 5% по массе.
6. Куски массой менее 0,5 кг допускаются в количестве не более 2% от массы партии.
Отличаются лома 17А, 18А, 19А составом, габаритами и массой куска.
Вид лома | Состав | Максимальный размер куска, см | Масса куска,
кг | Другие требования |
17А | Куски машинных чугунных отливок, а также чушки вторичного литейного чугуна. | 30 | 20-0,5 | нет |
18А | Куски чугунных изложниц и поддонов. | 30 | 40-0,5 | По требованию потребителя разрешается поставка кусков повышенных габаритов и массы. |
19А | Куски чугунных отливок с повышенным и высоким содержанием фосфора (печных, посудных, художественных). Куски ковкого чугуна, чугунные трубы. | 30 | 20-0,5 | нет |
СКРАП СТАЛЬНОЙ
Обозначение по ГОСТ 2787-75 | Обозначение по ТТ 177-01-2008 | Требования к габаритным размерам и массе* |
1 Габаритный стальной скрап и шлак металлургический | ||
25 А
| 25А1 | Крупность кусков скрапа не более 1000*800*300 мм. Кусков с максимальным линейным размером менее 300 мм — не более 10% от массы партии. Кусков скрапа с размерами не более 1500*1000*800 мм — не более 10% от массы партии. Масса куска – не более 1,5 тонн. Допускаются куски массой до 3-х тонн в количестве – не более 10% от массы партии. Массовая доля неметаллической составляющей скрапа (шлак), загружаемой в дуговую печь – не более 15%. Масса неметаллической составляющей скрапа (шлак, бой огнеупоров, ветошь, древесные отходы и др.) выгрузка которой из вагонов магнитной шайбой невозможна, не более 5%. |
2 Негабаритный стальной скрап и шлак металлургический | ||
26 А | 26А1 | Количество кусков скрапа с максимальным линейным размером свыше 1000 мм – более 10 % от массы партии. Кусков скрапа с максимальным линейным размером свыше 1500 мм – не более 10% от массы партии. Масса куска – не более 10 тонн. Массовая доля неметаллической составляющей скрапа (шлак), загружаемой в дуговую печь – не более 20%. Масса неметаллической составляющей скрапа (шлак, бой огнеупоров, ветошь, древесные отходы и др.) выгрузка которой из вагонов магнитной шайбой невозможна, не более 5%. |

5. КЛАССИФИКАЦИЯ ВТОРИЧНЫХ ЦВЕТНЫХ МЕТАЛЛОВ.
Алюминий и его сплавы
Группа | Характеристика группы | Показатель | Норма |
А1 | Чистые отходы из нелегированного алюминия от производства проката, профилей, труб, листов, лент и т.д. Марки А85, А8, А7, А7Е, А6, А5, А0, АД00, АД0, АД1, АД и др. | Содержание металла по массе, %, не менее Засоренность безвредными примесями по массе, % не более Засоренность железом
Толщина, мм, не менее | 98
2 Не допускается
1 |
А2 | Лом нелегированного алюминия — провода, голые жилы кабелей и шнуров, шины распределительных устройств, трансформаторов, выпрямители, теплообменники холодильников. Марки А85, А8, А7, А7Е, А6, А5, А0, АД00, АД0, АД1, АД и др. | Содержание металла по массе, %, не менее Засоренность безвредными примесями по массе, % не более В том числе железом, %, не более
| 97
3
2 |
А26 | Лом кабельных изделий | Содержание металла по массе, %, не менее Засоренность безвредными примесями по массе, % не более Засоренность железом
| 85
15
Не допускается |
А27 | Лом бытовой с определенным химическим составом | Содержание металла по массе, %, не менее Засоренность безвредными примесями по массе, % не более Засоренность железом | 90
10
1 |
А37 | Лом из-под напитков с покрытием бумагой, без наличия остатков, грязи и прочих примесей. Марки АМг2, АМг АДЗ1, АД0 | Содержание металла по массе, %, не менее Содержание меди по массе, %, не более Засоренность безвредными примесями по массе, %, не более Засоренность железом
| 96
0,2
4
Не допускается |
А32 | Дробленный лом алюминиевых банок из-под напитков отмагниченный, без пластиковых банок, стекла и дерева. Марки АМг2, АДЗ 1, АД0 и др. | Содержание металла по массе, %, не менее Засоренность свинцом
Засоренность железом по массе, %, не более Засоренность безвредными примесями, включая влагу, по массе, %, не более Лом с большей засоренностью поставляется по согласованию между продавцом и покупателем. | 95
Не допускается 0,2 5 |


Рассмотрим таблицу 7 для лома и отходов меди.
В этой таблице приведены требования к 13 видам лома и отходам меди.
Выписка из табл. 7
Группа | Характеристика группы | Показатель | Норма |
М1 | Медные проводники тока: проволока и шины чистые без покрытий и изоляций Марки: М00 М001к МО Мок М1 М1к | Увязанные в бухтах, в мягких контейнерах или пакетах. Не содержит неметаллических примесей, других металлов. Без сгоревших хрупких участков, блестящая поверхность, без влаги и масла. Выход металла, %, не менее Содержание меди, %, не менее Засоренность, %, не более Диаметр проволоки, мм, не менее Масса пакета, кг, не более |
98 99,9 2 0,3 250 |
М8 | Стружка чистой меди Марки: М00, М0, М1, М2, М3 | Без наличия других металлов. Выход металла, %, не менее Засоренность, % , не более В том числе маслом и водой, %, не более Содержание меди, % ,не менее |
98 2 1,5
99,5 |
М9 | Лом электродвигателей марки: М0, М1, М2, М3 | По соглашению сторон | — |
М13 | Лом плакированная другим цветным металлом | По соглашению сторон | — |
Рассмотрим таблицу 8 для лома и отходов латуни.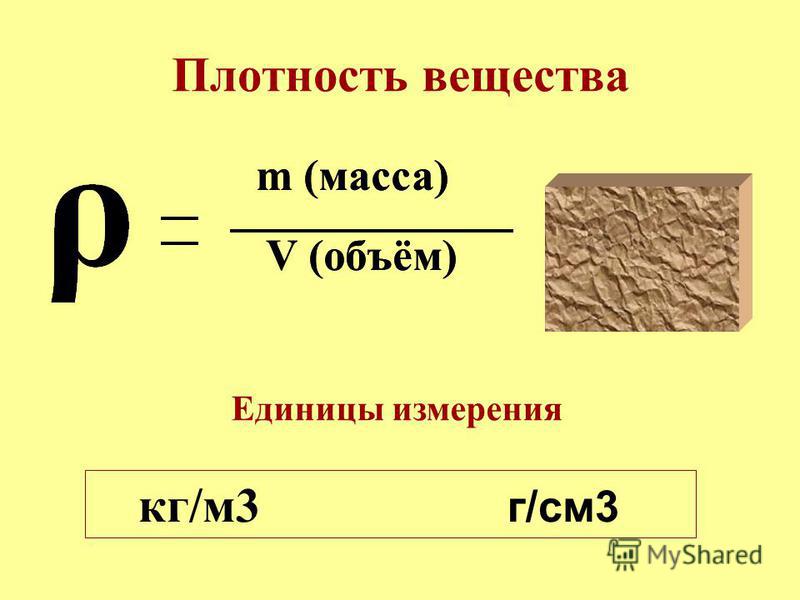
В этой таблице приведены требования к 22 группам лома и отходам латуни.
Выписка из таблицы 8
Группа | Характеристика группы | Показатель | Норма |
Л1 | Кусковые отходы двойных латуней: обрезь, брак листов, лент, полос, прутков, слитков, трубы и трубки. | Содержание других металлов и сплавов не допускается. В бухтах, мягких контейнерах или пакетах. Без воды и масла. Содержание металлов, %, не менее Содержание меди, %, не менее Содержание цинка, %, не более Содержание свинца, %, не более Засоренность неметаллическими материалами, %, не более Масса отдельных кусков, кг, не более Масса пакета, кг, не более |
98 60 37 0,07 2
100 250 |
Марки: Л96, Л90, Л85, Л80, Л70, Л68, Л63, Л60 | |||
Л20 | Стружка латуни, легированной кремнием. | Содержание других металлов и сплавов не допускается. Содержание металлов, %, не менее Засоренность, %, не более в том числе механическими примесями черных металлов, %, не более Содержание воды и масла, %, не более |
95 5
0,5 2,5 |
Марки: ЛК80-3, ЛК80-3Л, а также ЛКС80-3-3 | |||
Л21 | Стружка латуни смешанная | Содержание других металлов и сплавов не допускается. Поставка по соглашению сторон. Содержание меди, %, не менее Содержание металлов, %, не менее Засоренность, %, не более в том числе механическими примесями черных металлов, %, не более Содержание воды и масла, %, не более |
50 95 5
0,5 2,5 |
Л22 | Лом и отходы специальных латуней: листы, полосы, ленты, прутки, трубы, проволока, манометрические трубки, конденсаторные трубы в морском судостроении, сетка бумагоделательных машин. | Содержание других металлов и сплавов не допускается. |
|


Рассмотрим таблицу 9 для лома и отходов бронзы.
В этой таблице приведены требования к 14 видам лома и отходам бронзы.
Выписка из табл. 9
Группа | Характеристика | Показатель | Норма |
Бр1 | Кусковые отходы бронз с высоким содержанием олова: проволока, прутки, ленты, сетки, полосы, подшипниковые детали, трубки-заготовки, трубки для КИП.
Марки: БрОС, БрОФ, БрОЦС | Содержание других металлов и сплавов не допускается. Содержание металлов, %, не менее Засоренность, %, не более Масса отдельных кусков, кг, не более Содержание олова, %, не более |
97
3 100 8,5 |
Бр3 | Кусковые отходы бронз безоловяннх: плиты, листы,полосы, ленты, трубы, проволока, прутки, поковки. Марки: БрА5, БрА7, БрАЖ | Содержание других металлов и сплавов не допускается. Содержание металлов, %, не менее Засоренность, % масс. не более Масса отдельных кусков, кг, не более |
97 3 100 |
Бр14 | Лом и кусковые отходы смешанные
| По соглашению сторон. Содержание металлов, %, не менее Засоренность, %, не более в том числе железом, %, не более |
60 40 3 |


Виды металла, характеристика механических свойств металла
Металлопродукция достаточно популярна в любой сфере деятельности, ведь металл имеет такие свойства, как высокая электропроводимость, теплопроводимость, прочность, доступность и универсальность и многие другие.
Из известных химических элементов 83 — металлы, которые можно использовать, как основной материал для производства сталей, так и для их отделки и работ повышения качественных характеристик.
Металлы разделяют на две основные группы — цветные и черные металлы, каждая группа обладает уникальными свойствами, как внешними, так и качественными.
Виды черных металлов
Черные металлы имеют темный цвет (от темно-серого до черного), обладают полиморфизмом, имеют большую плотность, высокую температуру плавления и высокий уровень твердости.
Черные металлы по своим характеристикам разделаются на отдельные группы:
- Железные металлы (ферромагнетики) — к ним относят железо, кобальт, никель, марганец. Как добавки к сплавам железа применяют никель, марганец и кобальт. Их используют, как основы для определенных сплавов, похожих на высоколегированные стали.
- Тугоплавкие металлы используют, как в качестве основы, так и как добавки к легированным сталям. Температура их плавления выше, чем у железа, чем +1539 градусов;
- Урановые металлы (актиниды) часто применяют в атомной энергетике;
- РЗМ (редкоземельные металлы), к ним относят лаптан, церий, празеодим, неодим и др. Каждый из этих металлов имеет уникальные физические свойства, применяются они, как добавки к сплавам других металлов. В природе они образуют смесь, которую сложно разделять на отдельные металлы, поэтому в металлургической промышленности используют ее цельную. Называется мишметалл, содержит в себе 40-45 % Се и другие редкоземельные металлы. Такими смешанными сплавами считают дидим (сплав в основе которого неодим и празеодим), ферроцерий (цений и железо в основе) и другие.
- Щелочноземельные металлы, они применяются только в редких особых случаях (теплоносители в атомных реакторах).
 В природе они образуют смесь, которую сложно разделять на отдельные металлы, поэтому в металлургической промышленности используют ее цельную. Называется мишметалл, содержит в себе 40-45 % Се и другие редкоземельные металлы. Такими смешанными сплавами считают дидим (сплав в основе которого неодим и празеодим), ферроцерий (цений и железо в основе) и другие.
В природе они образуют смесь, которую сложно разделять на отдельные металлы, поэтому в металлургической промышленности используют ее цельную. Называется мишметалл, содержит в себе 40-45 % Се и другие редкоземельные металлы. Такими смешанными сплавами считают дидим (сплав в основе которого неодим и празеодим), ферроцерий (цений и железо в основе) и другие.Применение металлов берет свои корни в те времена, когда еще не было металлургии, но уже применялись такие металлы, как серебро и золото, так как они встречаются в природе в чистом виде и не нужны специализированные методы и техника, чтобы их добывать. Далее начали применять такие металлы. Как олово, свинец, железо. Большая часть металлов была открыта в 19 веке. По статистике на сегодняшний день наиболее распространенный металл в металлургии — железо, благодаря его свойствам: доступная стоимость высокий уровень механических свойств, возможность массового изготовления, распространенность в природе.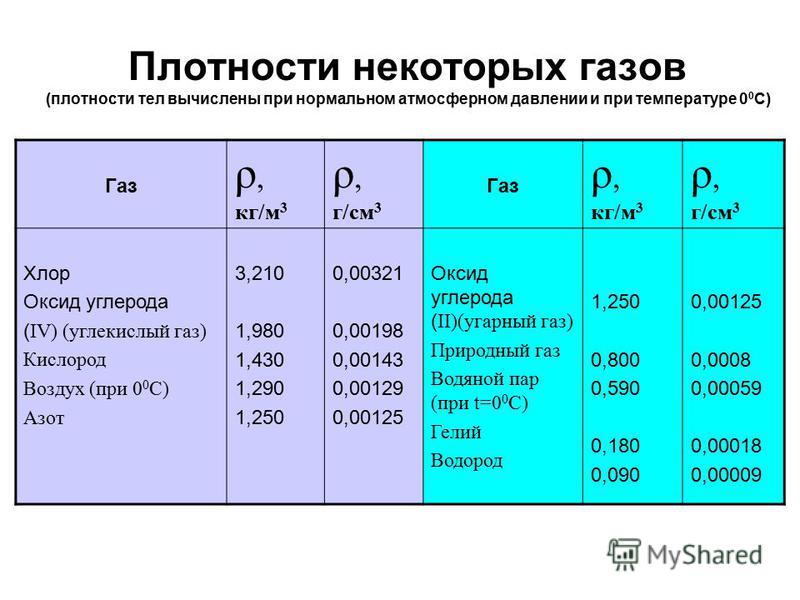
Виды цветных металлов
Цветные металлы также используются в металлургической промышленности.
Разделяют цветные металлы на три основных вида:
- Легкие металлы, главной характеристикой которых является низкий уровень плотности. Сюда относят магний, бериллий, алюминий. Изделия из таких металлов обладают значительно меньшей массой, чем, например, изделия черного металла.
- Благородные (дорогие) металлы — золото, серебро, платина, родий, осмий, и т.д. Они достаточно крепкие, высокий уровень устойчивости к коррозиям, но имеют высокую стоимость, поэтому в металлургической промышленности используются в очень редких случаях.
- Легкоплавкие металлы — кадмий, цинк, ртуть, олово, свинец, сурьма, галлий и т.д.
Характеристика механических свойств металлов
Очень важный момент в использовании какого-либо вида металла в производстве, это его механические свойства. Под этими характеристиками подразумевается поведение металла под действием приложенных внешних механических сил. К ним относят:
Под этими характеристиками подразумевается поведение металла под действием приложенных внешних механических сил. К ним относят:
- Сопротивление металла деформации;
- Пластичность;
- Вязкость;
- Температуростойкость;
- Способность не разрушаться при наличии трещин.
При оценке механических свойств металла существуют критерии, которые делятся на группы:
- Критерии, определяемые вне зависимости от конструктивных особенностей и характера службы изделия. Оценку по таким критериям проводят путем растяжения, сжатия, изгиба металла, а также его твердости и ударного изгиба с надрезом.
- Критерии конструктивной прочности металлических материалов, которые находятся в наибольшей корреляции со служебными свойствами данного изделия, характеризуют работоспособность материала в условиях эксплуатации. К таким критериям относят надежность металла, а именно вязкость, долговечность и т.д. Испытывают металл статистическими и динамическими методами. Важный момент, это сопротивление к разрушению при присутствии трещин, так как они под нагрузкой на металл, сильно меняют его поведение, так как являются концентраторами напряжения. Также к критериям данного типа относятся свойства, которые напрямую влияют на долговечность металла — сопротивляемость к коррозиям, износостойкость, прочность и т.д.
- Критерии оценки прочности конструкции в целом. При этих испытаниях выясняется степень влияния на металл напряжений, дефектов, а также технологий изготовления из металла изделия.
 Важный момент, это сопротивление к разрушению при присутствии трещин, так как они под нагрузкой на металл, сильно меняют его поведение, так как являются концентраторами напряжения. Также к критериям данного типа относятся свойства, которые напрямую влияют на долговечность металла — сопротивляемость к коррозиям, износостойкость, прочность и т.д.
Важный момент, это сопротивление к разрушению при присутствии трещин, так как они под нагрузкой на металл, сильно меняют его поведение, так как являются концентраторами напряжения. Также к критериям данного типа относятся свойства, которые напрямую влияют на долговечность металла — сопротивляемость к коррозиям, износостойкость, прочность и т.д.Для характеристик металла важны все этапы проверки его по критериям, так как в основном во всех видах производства и строительства на металл возлагается главная задача, и материал не должен поддаваться деформациям м коррозиям.
Изделия металлопроката применяются во всех видах производственной деятельности: в машиностроении, легкой промышленности, строительстве, мебельной промышленности, судостроении, авиастроении и т.д.
Купить качественный металлопрокат вы можете у нас, Металлобаза «УМП» предлагает широкий ассортимент металлопроката по доступной цене и на выгодных условиях.
 Также мы предоставляем услуги доставки, удобной для вас, и услуги порезки, которая совершается по современным технологиям с профессиональным подходом.
Также мы предоставляем услуги доставки, удобной для вас, и услуги порезки, которая совершается по современным технологиям с профессиональным подходом.| Каждый специалист отбирает для своей работы металлы, имеющие определенные свойства. Машиностроитель стремится использовать для создания машин прочный, легкий, износостойкий металл. Специалист по радио- и электроаппаратуре обязательно обращает внимание на его электропроводность. Кузнецу необходимо, чтобы металл при ковке имел высокую пластичность. Литейщик, прежде всего, обращает внимание на жидкотекучесть и температуру плавления металла.
Художнику, использующему металл как материал для творчества, приходится учитывать многие механические, химические и физические свойства металлов. Вместе с тем он особое внимание уделяет цвету, отражательной особенности металла, декоративной отделке. Ведь от этого во многом зависит внешний вид художественного изделия.
Знание механических, химических и физических свойств металла позволяет художнику найти наиболее приемлемые способы его обработки, раскрывающие с наибольшей полнотой заложенные в нем декоративные возможности. О таком художнике говорят, что он чувствует материал. Художник, работающий в области декоративно-прикладного искусства, преобразует в произведения искусств окружающий нас предметный мир. Посуда, светильники, кованая мебель, созданные при его непосредственном участии, вносят в наш быт частицу радости, доставляя эстетическое наслаждение.
Свойства металлов подразделяются на физические, механические, химические и технологические.
Основные физические свойства металлов: плотность, температура плавления, теплопроводность, тепловое расширение, удельная темплоемкость, электропроводность, отражательная способность.
Основные механические свойства металлов: прочность, пластичность, вязкость, упругость, твердость.
К технологическим и химическим свойствам металлов относятся: ковкость, жидкотекучесть, свариваемость, обрабатываемость резанием, коррозийная стойкость, износостойкость.
В повседневной жизни довольно часто встречаются выражения «стальной цвет», «бронзовый загар», «медная кожа», «свинцовые тучи». Они указывают на определенный цвет, присущий каждому металлу. С развитием в металлургии принято делить металлы на цветные и черные. Для художника все металлы цветные. Порой один металл отличается от другого еле уловимыми оттенками, как, например, сталь, цинк, алюминий, свинец.
В Древнем Египте железо называли небесным металлом, и не только потому, что приходилось использовать метеоритное железо, которое в буквальном смысле слова падало с неба. Глаз древнего художника хорошо различал синеватую цветовую окраску металла, окраску, напоминающую цвет неба. Поэтому железные предметы изображали синим цветом. В фольклоре русского народа железо и его сплав — сталь — тоже имеют синий цвет.
В современном химическом энциклопедическом словаре в некоторых случаях подчеркиваются цветовые оттенки металлов. Если серебро — белый металл, то олово — серебристо-белый, свинец — синевато-серый. Глаз художника улавливает легкую зелень в окраске цинка и едва заметную желтизну алюминия, особенно в сравнении со сталью. Медь имеет четко выраженный розовато-красный цвет. Древние китайцы называли его «цветом осени». Чистое золото окрашено в яркий желтый цвет. Окраска эта преобладает в осеннем пейзаже России. Недаром один из самых живописных осенних периодов называют у нас «золотой осенью». Хотя сплавы на медной основе — латунь и бронза — тоже желтого цвета, но они быстро покрываются патиной, имеющей приятный буро-оливковый цвет. Так называемая благородная патина — одна из характерных особенностей бронзы.
Цвет металла имеет важное значение в декоративных изделиях.
Выбирая металлы и их сплавы для работы, художник должен учитывать и характер изображения. Известно, что медь, латунь и бронза имеют теплый оттенок, в то время как сталь, алюминий, цинк — холодный. Исходя из этого, скажем: чеканку по мотивам зимней природы предпочтительнее изготовить из металла с холодным оттенком, например алюминия. Умело подобранный цвет металла может намного усилить выразительность произведения декоративно-прикладного искусства.
На разнице цветовой окраски металлов основывается инкрустация, апплике (аппликация) и наводка. При инкрустации в металл врезают кусочки другого металла, контрастного по цвету.
Если отлить кубики из различных металлов со стороной 1 см, а затем взвесить, то можно узнать плотность каждого из этих металлов. После такого взвешивания выяснится, что золотой кубик будет в два раза тяжелее медного, в три раза — оловянного, в семь раз — алюминиевого. Кубики из различных металлов уже давно взвешены с высокой точностью, и плотность любого металла можно узнать из справочной таблицы. Плотность очень важная характеристика металла.
Известен исторический факт, когда плотность металла послужила основной уликой при разоблачении мошенников, живших в III веке до н. э.
Плотность металлов учитывается при самых различных обстоятельствах, особенно при холодной ковке металла. Скажем, никому в голову не придет сделать рыболовное грузило из алюминия, имеющего, как известно, низкую плотность. В то же время легкий алюминиевый котелок в походе более удобен, чем сделанный из меди, чугуна, стали. По той же причине, а именно из-за плотности металлов, алюминий широко применяется в авиастроении.
|

 В старинных загадках стальная игла «синенька, маленька по городу скачет, всех людей красит» или «синенька синичка весь белый свет одела».
В старинных загадках стальная игла «синенька, маленька по городу скачет, всех людей красит» или «синенька синичка весь белый свет одела». В зависимости от художественных задач, которые собирается решить мастер, он иногда подчеркивает естественную окраску металла, полируя его и затем покрывая тонким слоем лака, предохраняющим металл от окисления. В иных случаях художник наносит патину на поверхность металла, выявляя природный цвет металла лишь в отдельных местах. Так поступают при декоративной отделке литого и чеканного рельефа.
В зависимости от художественных задач, которые собирается решить мастер, он иногда подчеркивает естественную окраску металла, полируя его и затем покрывая тонким слоем лака, предохраняющим металл от окисления. В иных случаях художник наносит патину на поверхность металла, выявляя природный цвет металла лишь в отдельных местах. Так поступают при декоративной отделке литого и чеканного рельефа. Такова насечка золотом по железу. Сущность техники апплике заключается в накладывании на украшаемую поверхность разноцветных металлических накладок. Например, якутские мастера накладками из листового серебра украшали посуду и металлические детали седел. Наводка, по сути дела, это аппликация на меди очень тонкими слоями золота и серебра, нанесенными с помощью амальгамы.
Такова насечка золотом по железу. Сущность техники апплике заключается в накладывании на украшаемую поверхность разноцветных металлических накладок. Например, якутские мастера накладками из листового серебра украшали посуду и металлические детали седел. Наводка, по сути дела, это аппликация на меди очень тонкими слоями золота и серебра, нанесенными с помощью амальгамы. Когда придворные ювелиры сделали сиракузскому тирану Гиерону золотую корону, он усомнился в том, что для ее изготовления было использовано чистое золото: уж очень легкой показалась ему корона. Он поручил Архимеду проверить качество золота. Взвесив корону, ученый опустил ее в сосуд с водой. По поднявшемуся уровню он определил объем вытесненной воды и разделил на него массу короны. Определенная таким способом плотность металлов, пошедшего на изготовление короны, оказалась ниже плотности чистого золота. На этом основании Архимед сделал вывод, что в короне содержатся значительные примеси более легкого и дешевого металла.
Когда придворные ювелиры сделали сиракузскому тирану Гиерону золотую корону, он усомнился в том, что для ее изготовления было использовано чистое золото: уж очень легкой показалась ему корона. Он поручил Архимеду проверить качество золота. Взвесив корону, ученый опустил ее в сосуд с водой. По поднявшемуся уровню он определил объем вытесненной воды и разделил на него массу короны. Определенная таким способом плотность металлов, пошедшего на изготовление короны, оказалась ниже плотности чистого золота. На этом основании Архимед сделал вывод, что в короне содержатся значительные примеси более легкого и дешевого металла. Сравнительно небольшой вес чеканных и литых рельефов из алюминия упрощает их монтаж при декоративном оформлении архитектурных сооружений.
Сравнительно небольшой вес чеканных и литых рельефов из алюминия упрощает их монтаж при декоративном оформлении архитектурных сооружений.Плотность металлов — Энциклопедия по машиностроению XXL
Исходной заготовкой для начальных процессов обработки металлов давлением (прокатки, прессования) является слиток. Кристаллическое строение слитка неоднородно (кристаллиты различных размеров и форм). Кроме того, в нем имеется пористость, газовые пузыри и т. п. Обработка давлением слитка при нагреве его до достаточно высоких температур приводит к деформации кристаллитов и частичной заварке пор и раковин. Таким образом, при обработке давлением слитка может увеличиться и плотность металла. [c.58]При литье в кокиль сокращается расход формовочной и стержневой смесей. Затвердевание отливок происходит в условиях интенсивного отвода теплоты от залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, [c.
 152]
152]Контроль отливок прежде всего осуществляют визуально для выявления брака или отливок, подлежащих исправлению. Правильность конфигурации и размеров проверяют разметкой, плотность металла отливки — гидравлическими испытаниями под давлением воды до 200 МПа. Внутренние дефекты выявляют в специализированных лабораториях. Технический контроль возложен на отдел технического контроля завода. [c.180]
Все шпиндели быстроходных станков проходят балансировку. Неточности обработки и монтажа шпинделя, а также неодинаковая плотность металла, из которого он сделан, приводят к неуравновешенности шпинделя, вызывая при эксплуатации станка вибрации, снижающие стойкость режущего инструмента, качество обрабатываемой поверхности. Все это приводит к быстрому износу опор шпинделя. Так как на шпиндель монтируют зубчатые колеса, втулки, подшипники, фланцы и др., то весь узел подвергают динамической балансировке. [c.373]
При массовом методе не учитывается плотность металла, в то время как при одной и той же потере массы для разных металлов уменьшение сечения металла будет различным. По этой причине массовый показатель коррозии металлов часто пересчитывают на так называемый глубинный показатель, который характеризует уменьшение толщины металла в единицу времени.
[c.338]
По этой причине массовый показатель коррозии металлов часто пересчитывают на так называемый глубинный показатель, который характеризует уменьшение толщины металла в единицу времени.
[c.338]
Put — плотность металла, т — число атомов металла в молекуле окисла [c.10]
Горячая обработка оказывает положительное влияние на макро-и микроструктуру увеличивается плотность металла, завариваются имеющиеся в нем усадочные раковины, пустоты и газовые пузыри, уничтожается дендритная структура и т. д. [c.88]
Для перевода мм/год в г/(м. сут) и наоборот надо знать плотность металла. Одна и та же потеря массы на единицу площади для легкого металла (например, алюминия) соответствует большей глубине проникновения коррозии, чем для тяжелых металлов (например, свинца). Таблицы для пересчета этих единиц даны в приложении 9. [c.26]
Примем число прибылей П] — 6 и расположим их так, чтобы каждая прибыль занимала сектор окружности на верхнем фланце. В этом случае дистанции действия прибылей будут существенно перекрывать друг друга, что обеспечивает получение хорошей плотности металла по всему контуру отливки.
[c.400]
В этом случае дистанции действия прибылей будут существенно перекрывать друг друга, что обеспечивает получение хорошей плотности металла по всему контуру отливки.
[c.400]
За счет вращения изложницы достигается большая плотность металла отливки, повышается жидкотекучесть, практически отсутствуют затраты на изготовление стержней. При этом способе литья значительно снижается расход металла, так как отсутствует или очень мала литниковая система. За счет центробежных сил примеси, неметаллические включения скапливаются на внутренней поверхности отливки и могут быть удалены механической обработкой. [c.39]
Штамповка жидкого металла занимает промежуточное положение между обычной штамповкой и литьем под давлением. Этим способом получают тонкостенные заготовки, различные по сложности И ПО массе (до 10 кг), с высокой плотностью металла и повышенными механическими свойствами заготовки зубчатых колес, фланцы, корпусные детали и крышки, пресс-формы для переработки пластмасс, барабаны и т.
 п.
[c.110]
п.
[c.110]Определение давлений на кинематические пары звена. Положим, что вал с деталью вращается вокруг оси с постоянной угловой скоростью со. Получающаяся при технологическом процессе производства детали (отливке и последующей механической обработке) неоднородная плотность металла всегда приводит к тому, что центр тяжести S вращающейся системы смещается с геометрической оси вращения. Иногда на валу вместе с деталями симметричной формы находятся кулачки, эксцентрики и другие тела, имеющие несимметричную форму и вызывающие смещение с оси вращения общего центра тяжести вращающейся системы. [c.415]
Неуравновешенность ротора обычно возникает в процессе его изготовления. При правильных размерах и геометрических формах ротор может оказаться неуравновешенным из-за неравномерной плотности металла, наличия раковин и пустот, смещения и перекоса осей отверстий (рис. 241) в результате недостаточно точной его установки при обработке или смещения стержней при отливке, неточной сборки ротора и т. д. Все эти недочеты могут быть обнаружены в готовом роторе и лишь путем его экспериментального исследования. Исправить их можно путем добавления или удаления масс с целью добиться нужного распределения всей массы ротора относительно оси вращения.
[c.336]
д. Все эти недочеты могут быть обнаружены в готовом роторе и лишь путем его экспериментального исследования. Исправить их можно путем добавления или удаления масс с целью добиться нужного распределения всей массы ротора относительно оси вращения.
[c.336]
ГJ= (здесь р — плотность металла). Отсюда следует, что если = 1-3 1, то [c.36]
Наклеп приводит к уменьшению плотности металла пропорционально степени пластической деформации, что объясняется увеличением количества дислокаций и вакансий в наклепанном металле. При наклепе происходит также изменение свойств металла повышается сопротивление деформации и твердость, понижается пластичность. [c.76]
Установлено, что скорость волн зависит от изменения модулей упругости и сдвига, относительное изменение которых соответственно составляет = 6,8 % и AG = 7,8 %. Плотность металла, которая связывает значения скорости волн с модулями, изменяется незначительно в пределах Др = 0,4.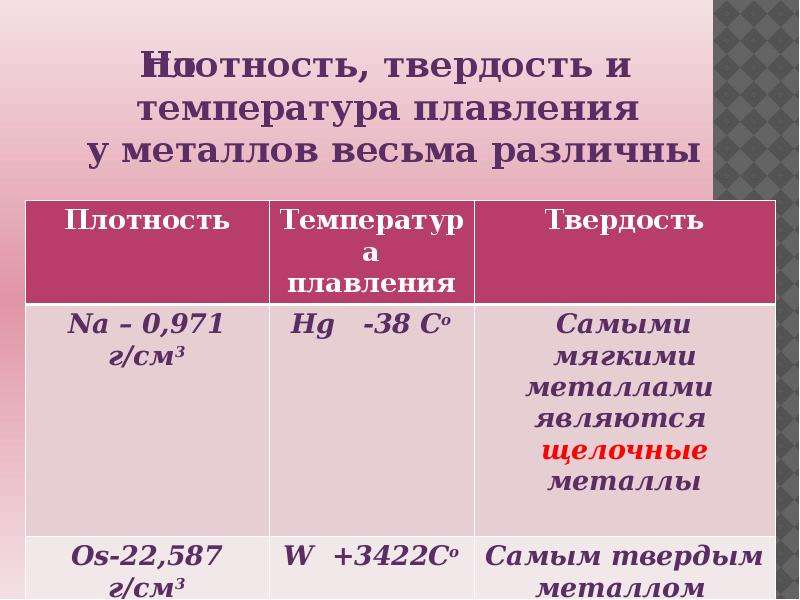 .. 0,75 %. В свою очередь Е и G изменяются под воздействием различного структурного состояния металла в разных зонах закаленного слоя. Картина микроструктуры различных участков закаленного слоя сталей для валков складывается из мелкоигольчатого мартенсита (активная зона I), который сменяется трооститом (переходная зона II), далее следует сорбитообразный, а затем зернистый перлит (зона III).
[c.422]
.. 0,75 %. В свою очередь Е и G изменяются под воздействием различного структурного состояния металла в разных зонах закаленного слоя. Картина микроструктуры различных участков закаленного слоя сталей для валков складывается из мелкоигольчатого мартенсита (активная зона I), который сменяется трооститом (переходная зона II), далее следует сорбитообразный, а затем зернистый перлит (зона III).
[c.422]
На основании зависимости скорости ультразвука и плотности металла от структурного состояния стали поверхностно закаленный слой можно представить как акустически неоднородную среду, свойства которой закономерно меняются в пространстве. [c.423]
Выще отмечалось, что первые очаги повреждений — микро-поры — появляются на стадии квазиравномерной ползучести. Это подтверждают многие исследования измерения плотности металла образцов стали аустенитного класса, испытанных на длительную прочность. [c.169]
Все эти изменения приводят к тому, что с увеличением деформации уменьшается плотность металла. На рис. 66 приведены результаты о пытов по определению плотности разорванного образца чистого железа. После разрыва в месте шейки (участок 9) деформация была максимальной, а у головки (участ0 К /) почти отсутствовала. По мере приближения к более деформированным участкам плотность уменьшается.
[c.85]
На рис. 66 приведены результаты о пытов по определению плотности разорванного образца чистого железа. После разрыва в месте шейки (участок 9) деформация была максимальной, а у головки (участ0 К /) почти отсутствовала. По мере приближения к более деформированным участкам плотность уменьшается.
[c.85]
Кмасс — массовый показатель скорости коррозии в г1(м -ч)-, у — плотность металла. [c.338]
Здесь М и Рок — молекулярная масса и плотность окалины m и рм — атомная масса и плотность металла п — число атомов металла в молекуле оксида (например, для AI2O3 п = 2). [c.191]
При пластическом деформировании одна часть кристалла перемещается (сдвигается) гю отношению к другой. Если нагрузку снять, то смещенная часть кристалла не возвратится на прежнее место, деформация сохранится. Эти сдвиги обнаруживаются при микрострук-турном исследовании. Пластическая деформация вызывает уменьшение плотности металла и увеличение его удельного объема. Пластически деформированный при резании слой не может свободно уиеличиваться в объеме, так как этому препятствует недеформированный металл, поэтому в наружном слое возникают напряжения сжатия, а в остальной части изделия — напряжения растяжения. Этот механизм реализуется, если деформируемый слой не находится в состоянии ползучести. В результате механическая прочность и микротвердость поверхностных
[c.48]
Пластически деформированный при резании слой не может свободно уиеличиваться в объеме, так как этому препятствует недеформированный металл, поэтому в наружном слое возникают напряжения сжатия, а в остальной части изделия — напряжения растяжения. Этот механизм реализуется, если деформируемый слой не находится в состоянии ползучести. В результате механическая прочность и микротвердость поверхностных
[c.48]
При этом возрастает величина внутренних напряжений, ограниченных малыми объемами. Все эти изменения приводят к тому, что с увеличением деформации уменьшается плотность металла. Таким образом, пластическая деформация при обработке металлов обусловливает изменение их микроструктуры, выражающееся в деформации и ориентации зерен (текетурирование) и сопровождающееся изменением механических свойств (наклеп). Наряду с этим наблюдаются и белее глубокие фазовые превра1цения в поверхностных слоях металлов в результате высокого поверхностного нагрева, а также быстрого охлаждения.
 [c.51]
[c.51]Газовая плотность. Кинетику развития усталостных трещин на ранних стадиях разрушения и их влияние на газовую плотность металла тонкостенных трубчатых образцов исследуют на установке, имеющей герметическую камеру с помещенной в ней электрорезонансной машиной ЭВМ-1, течеискатель ПТИ-6 и ультразвуковой дефектоскоп ДУК-6В. [c.41]
Жидкость с плотностью 900 кг м3. Какую плотность имеет золото. Удельный вес цветных металлов
Нет такого человека, который бы за всю свою жизнь не видел желтого металла. В природе встречается несколько минералов, которые по внешнему виду похожи на желтый металл. Но как говорят: «не все золото, что блестит». Чтобы точно не спутать драгоценный металл с другими материалами, необходимо знать плотность золота.
Плотность благородного металла
Молекулярная структура золота.
Одной из важных характеристик драгоценного металла является его плотность. Плотность золота измеряется в кг м3.
Плотность золота измеряется в кг м3.
Удельная плотность очень значительная характеристика для золота. Это обычно не принимают во внимание, так как ювелирные украшения: кольца, сережки, кулоны имеют очень малый вес. Но если подержать в руках килограммовый слиток настоящего желтого металла, то можно убедиться, что он очень тяжелый. Значительная плотность золота способствует облегчению его добычи. Так, промывка на шлюзах, обеспечивает высокий уровень извлечения золота из промываемых горных пород.
Плотность золота составляет 19,3 грамма на сантиметр кубический.
Это означает, что если взять определенный объем драгоценного металла, то оно будет весить почти в 20 раз больше, чем такой же объем простой воды. Двухлитровая пластиковая бутыль золотого песка имеет массу около 32 кг. Из 500 грамм драгметалла можно выложить куб со стороной 18,85 мм.
Таблица плотности золота различных проб и цветов.
Плотность первоначального золота на несколько единиц ниже, чем у уже очищенного металла и может варьироваться от 18 до 18,5 грамм на сантиметр кубический.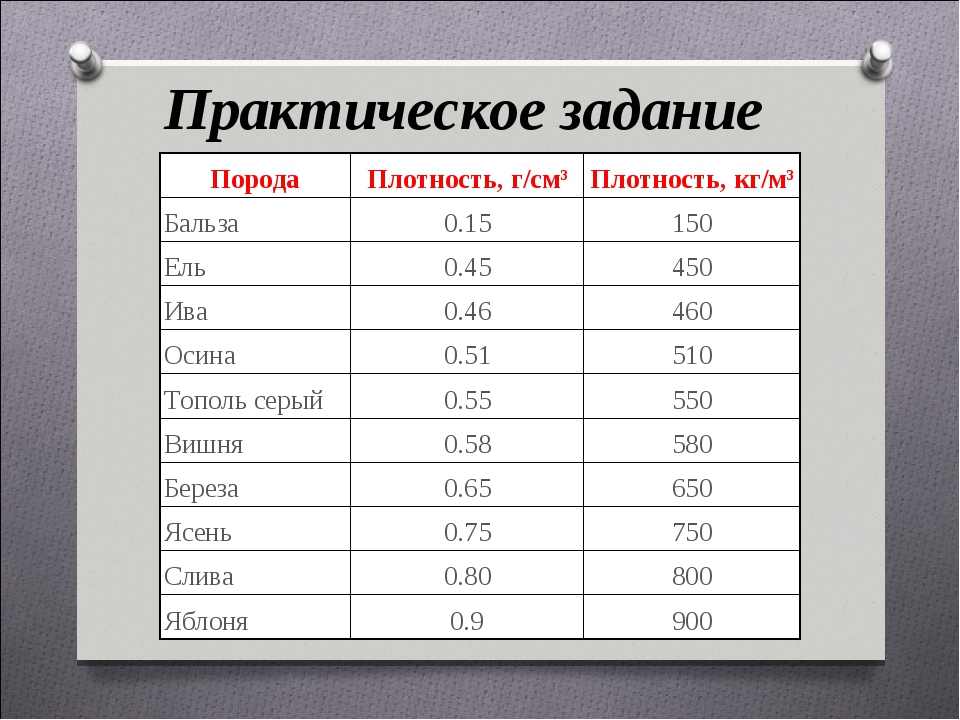
583 проба золота менее плотная, так как это сплав состоит из разных металлов.
В домашних условиях можно определить самим плотность золота. Для этого необходимо взвесить изделие из драгметалла на обычных весах, в которых цена деления должна составлять не менее 1 грамма. После этого емкость с маркировкой объема необходимо заполнить жидкостью, в этом случае водой, в которую следует опустить украшение. Необходимо следить за тем, чтобы жидкость не начала переливаться через край.
После этого измеряем насколько объем жидкости изменился после опускания в емкость золотого изделия. По специальной формуле, известной со школьной скамьи, вычисляем плотность: масса, деленная на объем.
Необходимо помнить, что изделие из драгметалла состоит не из чистого золота, поэтому необходимо сделать корректировку на плотность пробы сплава.
Как отличить настоящий желтый металл от подделки
На данный момент как на российском, так и зарубежном рынках присутствует очень большой процент поддельного золота. Возникает огромный риск приобрести золотое украшение, содержащее до 5 % драгоценного металла или вообще без такового. Не почувствовать себя обманутым помогут основные правила при покупке золота.
Возникает огромный риск приобрести золотое украшение, содержащее до 5 % драгоценного металла или вообще без такового. Не почувствовать себя обманутым помогут основные правила при покупке золота.
Для начала следует хорошо осмотреть изделие. На нем должна обязательно присутствовать проба. Причем она должна состоять не из кривых цифр или смазанного клейма. В обратном случае, это первый признак контрофакта.
Образец единого государственного клейма для золотых изделий.
Следующим признаком подделки является изнанка украшения из драгметалла. Она должна быть так же хорошо выполнена, как и лицевая сторона, в противном случае – это некачественный товар. Также возможно определить качество изделия с помощью такой характеристики, как плотность золота, однако в магазине провести такой эксперимент невозможно.
Существует и такой способ определения, как проверка на прочность. Правда, не всегда получится поцарапать золотое изделие на глазах у продавца, поэтому этот способ не может быть реализован.
Проверка йодом.
Неплохими способами определения качества изделия могут послужить следующие химические приемы. Можно капнуть на украшение из желтого металла немного йода. В случае, если пятнышко будет темного цвета, то можно с уверенностью говорить о качественности предлагаемого товара. Еще может помочь столовый уксус. В случае, если после трех минут, проведенных в нем, драгоценный металл потемнел, то можно смело относить изделие на свалку.
В определении качества может отлично помочь хлорное золото. Из курса химии стала известна не только плотность золота, но и то, что оно не может вступать ни в какие химические реакции. Поэтому, если после нанесения на драгоценный металл хлорного золота оно начало портиться, то это самая настоящая подделка и место ее в мусорке.
Одним из самых хороших способов ограждения от приобретения контрафакта, является покупка изделий из драгметалла в хорошо известных специализированных магазинах.
В этом случае есть большая вероятность покупки по-настоящему качественного изделия. Пусть цена в них немного больше, чем в различных лавках и на рынках, однако качество того стоит. Иначе можно приобрести поддельный товар и очень сильно пожалеть о сэкономленных денежных средствах.
Пусть цена в них немного больше, чем в различных лавках и на рынках, однако качество того стоит. Иначе можно приобрести поддельный товар и очень сильно пожалеть о сэкономленных денежных средствах.
Близнецы золота
В природе встречаются несколько металлов, которые имеют такую же плотность, как у золота. Это уран, который радиоактивен, и вольфрам. Он более дешевый, чем желтый металл, но плотность вольфрама и золота почти одинакова, разница – в три десятых. Отличает вольфрам от золота то, что у него другой цвет, и он намного тверже желтого металла. Чистое золото очень мягкое, его можно легко поцарапать ногтем.
Фальшивый слиток золота, наполненный вольфрамом изнутри.
То, что плотность таких элементов как вольфрама и золота одинакова, очень привлекает фальшивомонетчиков. Они производят замену золотых слитков на схожий по плотности и весу вольфрам, а сверху покрывают тонким слоем драгоценного металла. В тоже время высокая стоимость желтого металла делает вольфрам более популярным среди молодых людей. Вольфрамовые изделия намного дешевле и устойчивее к царапинам.
Вольфрамовые изделия намного дешевле и устойчивее к царапинам.
Плотность свинца
Чем более чистое золото, тем менее оно твердое, поэтому раньше желтый металл для проверки надкусывали. Данный метод ненадежен. Украшение может быть сделано из свинца, покрытое очень тонким слоем золота. А свинец также имеет мягкую структуру. Можно попытаться процарапать украшение не с лицевой стороны, и под очень тонким слоем драгоценного металла может быть обнаружен неблагородный металл.
Плотность элемента таблицы Менделеева – свинца и его собрата – золота отличается. Плотность свинца намного меньше, чем золота и составляет 11,34 грамм на сантиметр кубический. Таким образом, если взять желтый металл и свинец одинакового объема, то масса золота будет намного больше, чем свинца.
Белое золото – это сплав желтого драгметалла с платиной или другими металлами, которые придают ему белый, точнее матово – серебристый цвет. В быту ходит мнение, что «белое золото» это одно из названий платины, однако это не так. Данная разновидность золота стоит на немного дороже обычного. По внешнему виду белый металл похож на серебро, которое намного дешевле. Плотность таких элементов таблицы Менделеева, как золота и серебра различна. Как же отличить белое золото от серебра? Данные драгоценные металлы обладают различной плотностью.
Данная разновидность золота стоит на немного дороже обычного. По внешнему виду белый металл похож на серебро, которое намного дешевле. Плотность таких элементов таблицы Менделеева, как золота и серебра различна. Как же отличить белое золото от серебра? Данные драгоценные металлы обладают различной плотностью.
Серебро – наименее плотный материал со всех рассмотренных в статье.
Плотность золота больше, чем плотность серебра. Его плотность составляет 10,49 грамм на сантиметр кубический. Серебро намного мягче белого металла. Поэтому, если провести серебряным изделием по белому листу, то останется след. Если проделать тоже самое с белым драгоценным металлом, то следа не будет.
Все металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката . Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Удельным весом металла называется отношение веса однородного тела из этого вещества к объему металла, т.е. это плотность, в справочниках измеряется в кг/м3 или г/см3. Отсюда можно вычислить формулу как узнать вес металла. Чтобы это найти нужно умножить справочное значение плотности на объем.
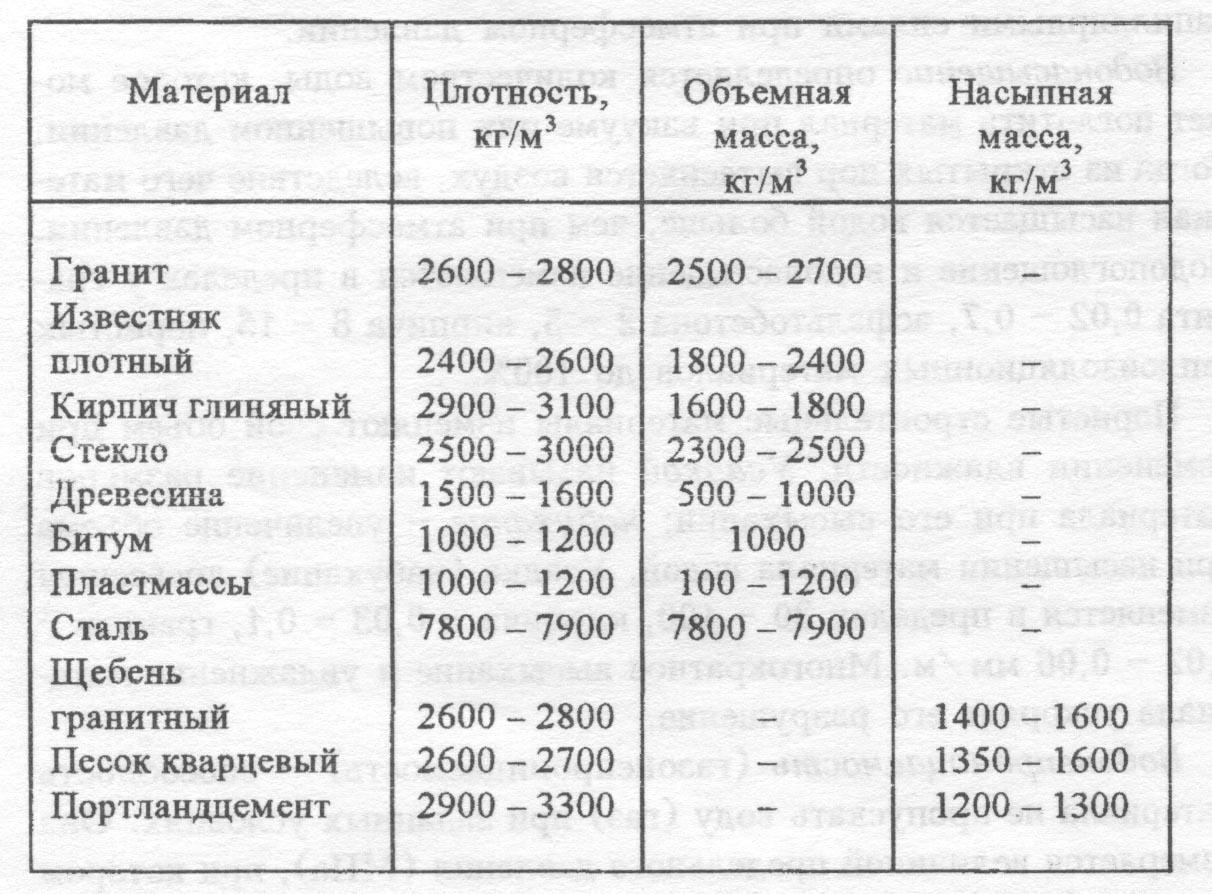
В таблице даны плотности металлов цветных и черного железа. Таблица разделена на группы металлов и сплавов, где под каждым наименованием обозначена марка по ГОСТ и соответствующая ей плотность в г/см3 в зависимости от температуры плавления. Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.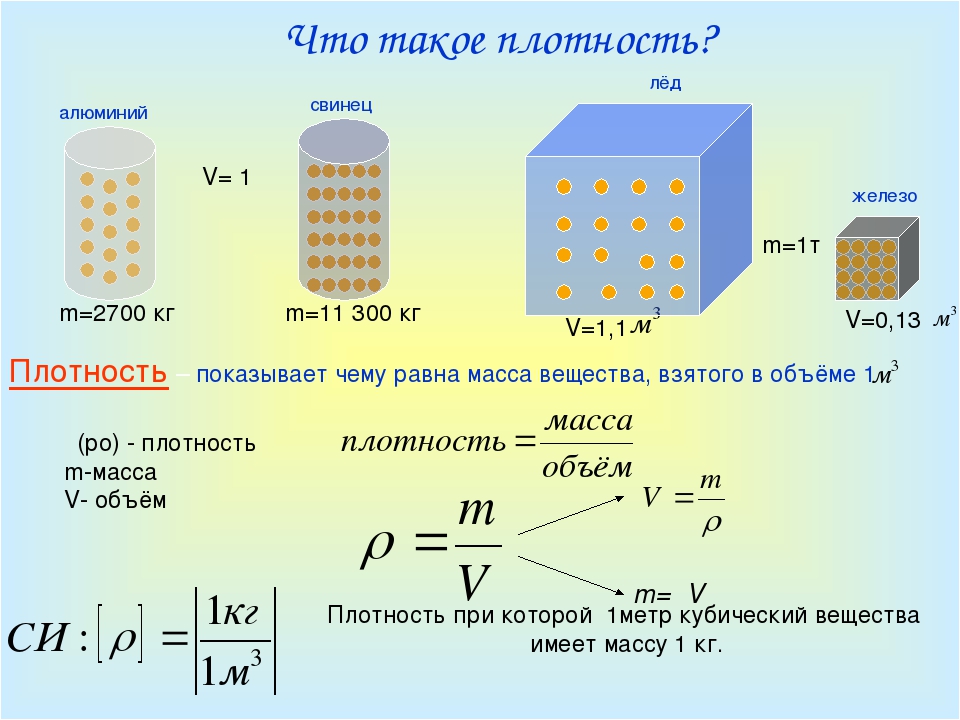
Наиболее типичным черным металлом является железо. Значение плотности — 7,85 г/см3 можно считать удельным весом черного металла на основе железа. К черным металлам в таблице относятся железо, марганец, титан, никель, хром, ваннадий, вольфрам, молибден, и черные сплавы на их основе, например, нержавеющие стали (плотность 7,7-8,0 г/см3), черные стали (плотность 7,85 г/см3) в основном используют , чугун (плотность 7,0-7,3 г/см3). Остальные металлы считаются цветными, а также сплавы на их основе. К цветным металлам в таблице относятся следующие виды:
− легкие — магний, алюминий;
− благородные металлы (драгоценные) — платина, золото, серебро и полублагородная медь;
− легкоплавкие металлы – цинк, олово, свинец.
Удельный вес цветных металлов
Таблица. Удельный вес металлов, свойства, обозначения металлов, температура плавления | |||
| Наименование металла, обозначение | Атомный вес | Температура плавления, °C | Удельный вес, г/куб.см |
| Цинк Zn (Zinc) | 65,37 | 419,5 | 7,13 |
| Алюминий Al (Aluminium) | 26,9815 | 659 | 2,69808 |
| Свинец Pb (Lead) | 207,19 | 327,4 | 11,337 |
| Олово Sn (Tin) | 118,69 | 231,9 | 7,29 |
| Медь Cu (Сopper) | 63,54 | 1083 | 8,96 |
| Титан Ti (Titanium) | 47,90 | 1668 | 4,505 |
| Никель Ni (Nickel) | 58,71 | 1455 | 8,91 |
| Магний Mg (Magnesium) | 24 | 650 | 1,74 |
| Ванадий V (Vanadium) | 6 | 1900 | 6,11 |
| Вольфрам W (Wolframium) | 184 | 3422 | 19,3 |
| Хром Cr (Chromium) | 51,996 | 1765 | 7,19 |
| Молибден Mo (Molybdaenum) | 92 | 2622 | 10,22 |
| Серебро Ag (Argentum) | 107,9 | 1000 | 10,5 |
| Тантал Ta (Tantal) | 180 | 3269 | 16,65 |
| Железо Fe (Iron) | 55,85 | 1535 | 7,85 |
| Золото Au (Aurum) | 197 | 1095 | 19,32 |
| Платина Pt (Platina) | 194,8 | 1760 | 21,45 |
При прокате заготовок из цветных металлов необходимо еще точно знать их химический состав, поскольку от него зависят их физические свойства.
Например, если в алюминии присутствуют примеси (хотя бы и в пределах 1%) кремния или железа, то пластические характеристики у такого металла будут гораздо хуже.
Другое требование к горячему прокату цветных металлов – это предельно точная выдержка температуры металла. К примеру, цинк требует при прокатке температуры строго 180 градусов — если она будет чуть выше или чуть ниже, капризный металл резко утратит пластичность.
Медь более «лояльна» к температуре (ее можно прокатывать при 850 – 900 градусах), но зато требует, чтобы в плавильной печи непременно была окислительная (с повышенным содержанием кислорода) атмосфера — иначе она становится хрупкой.
Таблица удельного веса сплавов металлов
Удельный вес металлов определяют чаще всего в лабораторных условиях, но в чистом виде они весьма редко применяются в строительстве. Значительно чаще находится применение сплавам цветных металлов и сплавам черных металлов, которые по удельному весу подразделяют на легкие и тяжелые.
Легкие сплавы активно используются современной промышленностью, из-за их высокой прочности и хороших высокотемпературных механических свойств. Основными металлами подобных сплавов выступают титан, алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры.
В основе тяжелых сплавов лежит медь, олово, цинк, свинец. Среди тяжелых сплавов во многих сферах промышленности применяют бронзу (сплав меди с алюминием, сплав меди с оловом, марганцем или железом) и латунь (сплав цинка и меди). Из этих марок сплавов производятся архитектурные детали и санитарно-техническая арматура.
Ниже в справочной таблице приведены основные качественные характеристики и удельный вес наиболее распространенных сплавов металлов. В перечне представлены данные по плотности основных сплавов металлов при температуре среды 20°C.
Список сплавов металлов | Плотность
сплавов |
Адмиралтейская латунь — Admiralty Brass (30% цинка, и 1% олова) | 8525 |
Алюминиевая бронза — Aluminum Bronze (3-10% алюминия) | 7700 — 8700 |
Баббит — Antifriction metal | 9130 -10600 |
Бериллиевая бронза (бериллиевая медь) — Beryllium Copper | 8100 — 8250 |
Дельта металл — Delta metal | 8600 |
Желтая латунь — Yellow Brass | 8470 |
Фосфористые бронзы — Bronze — phosphorous | 8780 — 8920 |
Обычные бронзы — Bronze (8-14% Sn) | 7400 — 8900 |
Инконель — Inconel | 8497 |
Инкалой — Incoloy | 8027 |
Ковкий чугун — Wrought Iron | 7750 |
Красная латунь (мало цинка) — Red Brass | 8746 |
Латунь, литье — Brass — casting | 8400 — 8700 |
Латунь, прокат — Brass — rolled and drawn | 8430 — 8730 |
Легкиесплавыалюминия — Light alloy based on Al | 2560 — 2800 |
Легкиесплавымагния — Light alloy based on Mg | 1760 — 1870 |
Марганцовистая бронза — Manganese Bronze | 8359 |
Мельхиор — Cupronickel | 8940 |
Монель — Monel | 8360 — 8840 |
Нержавеющая сталь — Stainless Steel | 7480 — 8000 |
Нейзильбер — Nickel silver | 8400 — 8900 |
Припой 50% олово/ 50% свинец — Solder 50/50 Sn Pb | 8885 |
Светлый антифрикционный сплав для заливки подшипников = | 7100 |
Свинцовые бронзы, Bronze — lead | 7700 — 8700 |
Углеродистая сталь — Steel | 7850 |
Хастелой — Hastelloy | 9245 |
Чугуны — Cast iron | 6800 — 7800 |
Электрум (сплав золота с серебром, 20% Au) — Electrum | 8400 — 8900 |
Представленная в таблице плотность металлов и сплавов поможет вам посчитать вес изделия. Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава. Рассчитанные на калькуляторе по формулам значения массы могут отличаться от реальных на несколько процентов. Это не потому, что формулы не точные, а потому, что в жизни всё чуть сложнее, чем в математике: прямые углы — не совсем прямые, круг и сфера — не идеальные, деформация заготовки при гибке, чеканке и выколотке приводит к неравномерности ее толщины, и можно перечислить еще кучу отклонений от идеала. Последний удар по нашему стремлению к точности наносят шлифовка и полировка, которые приводят к плохо предсказуемым потерям массы изделия. Поэтому к полученным значениям следует относиться как к ориентировочным.
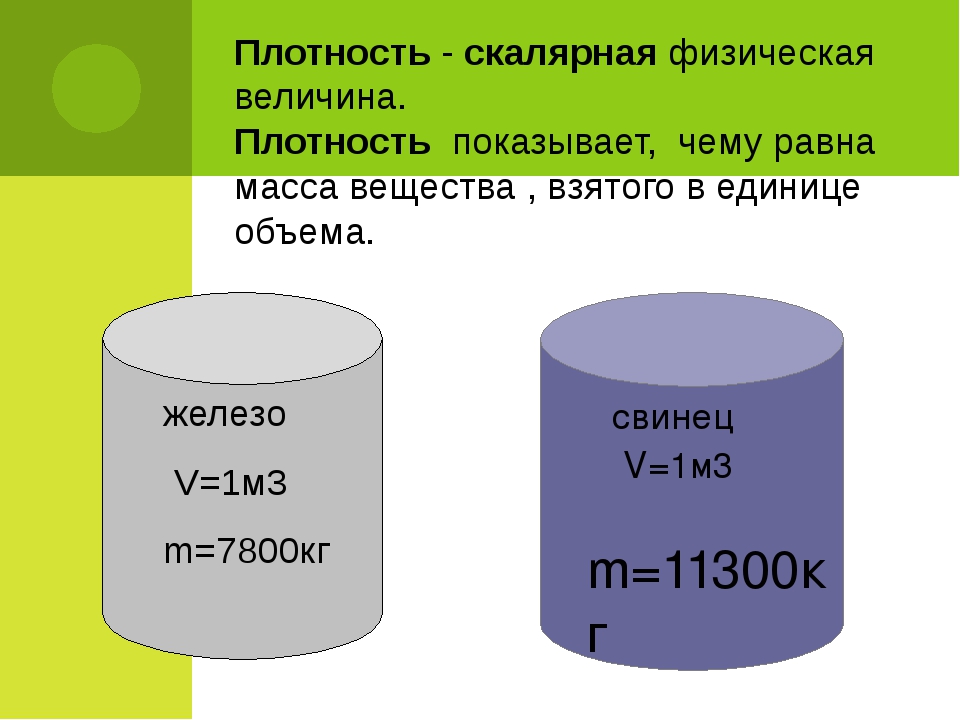
Поставим на чашки весов (рис. 122) железный и алюминиевый цилиндры одинакового объема. Равновесие весов нарушилось. Почему?
Рис. 122
Выполняя лабораторную работу, вы измеряли массу тела, сравнивая массу гирь с массой тела. При равновесии весов эти массы были равны. Нарушение равновесия означает, что массы тел не одинаковы. Масса железного цилиндра больше массы алюминиевого. Но объемы у цилиндров равны. Значит, единица объема (1 см 3 или 1 м 3) железа имеет большую массу, чем алюминия.
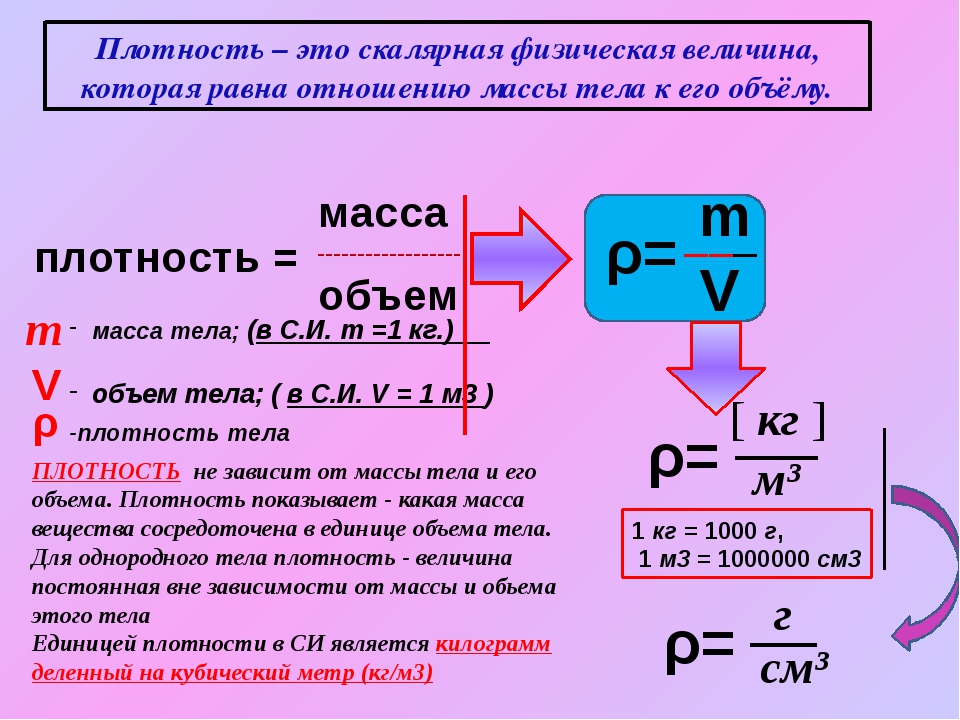
Масса вещества, содержащегося в единице объема, называется плотностью вещества . Чтобы найти плотность, необходимо массу вещества разделить на его объем. Плотность обозначается греческой буквой ρ (ро). Тогда
плотность = масса/объем
ρ = m/V .
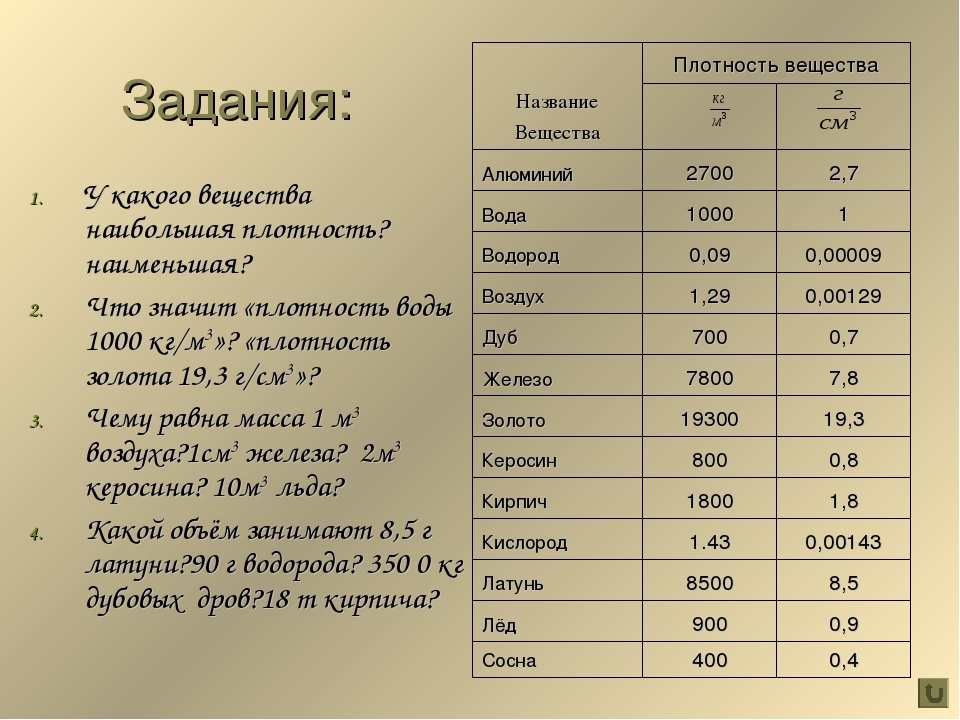
Единицей измерения плотности в СИ является 1 кг/м 3 . Плотности различных веществ определены на опыте и представлены в таблице 1. На рисунке 123 изображены массы известных вам веществ в объеме V = 1 м 3 .
Рис. 123
Плотность твердых, жидких и газообразных веществ
(при нормальном атмосферном давлении)
Как понимать, что плотность воды ρ = 1000 кг/м 3 ? Ответ на этот вопрос следует из формулы. Масса воды в объеме V = 1 м 3 равна m = 1000 кг.
Из формулы плотности масса вещества
m = ρV .
Из двух тел равного объема большую массу имеет то тело, у которого плотность вещества больше.
Сравнивая плотности железа ρ ж = 7800 кг/м 3 и алюминия ρ ал = 2700 кг/м 3 , мы понимаем, почему в опыте (см. рис. 122) масса железного цилиндра оказалась больше массы алюминиевого цилиндра такого же объема.
Если объем тела измерен в см 3 , то для определения массы тела удобно использовать значение плотности ρ, выраженное в г/cм 3 .
Формула плотности вещества ρ = m/V применяется для однородных тел, т. е. для тел, состоящих из одного вещества. Это тела, не имеющие воздушных полостей или не содержащие примесей других веществ. По значению измеренной плотности судят о чистоте вещества. Не добавлен ли, например, внутрь слитка золота какой-либо дешевый металл.
Подумайте и ответьте
- Как бы изменилось равновесие весов (см. рис. 122), если бы вместо железного цилиндра на чашку поставили деревянный цилиндр такого же объема?
- Что такое плотность?
- Зависит ли плотность вещества от его объема? От массы?
- В каких единицах измеряется плотность?
- Как перейти от единицы плотности г/cм 3 к единице плотности кг/м 3 ?
Интересно знать!
Как правило, вещество в твердом состоянии имеет плотность большую, чем в жидком. Исключением из этого правила являются лед и вода, состоящие из молекул H 2 O. Плотность льда ρ = 900 кг/м 3 , плотность воды? = 1000 кг/м 3 . Плотность льда меньше плотности воды, что указывает на менее плотную упаковку молекул (т. е. большие расстояния между ними) в твердом состоянии вещества (лед), чем в жидком (вода). В дальнейшем вы встретитесь и с другими весьма интересными аномалиями (ненормальностями) в свойствах воды.
Средняя плотность Земли равна примерно 5,5 г/cм 3 . Этот и другие известные науке факты позволили сделать некоторые выводы о строении Земли. Средняя толщина земной коры около 33 км. Земная кора сложена преимущественно из почвы и горных пород. Средняя плотность земной коры равна 2,7 г/cм 3 , а плотность пород, залегающих непосредственно под земной корой, — 3,3 г/cм 3 . Но обе эти величины меньше 5,5 г/cм 3 , т. е. меньше средней плотности Земли. Отсюда следует, что плотность вещества, находящегося в глубине земного шара, больше средней плотности Земли. Ученые предполагают, что в центре Земли плотность вещества достигает значения 11,5 г/cм 3 , т. е. приближается к плотности свинца.
Средняя плотность тканей тела человека равна 1036 кг/м 3 , плотность крови (при t = 20°С) — 1050 кг/м 3 .
Малую плотность древесины (в 2 раза меньше, чем пробки) имеет дерево бальса. Из него делают плоты, спасательные пояса. На Кубе растет дерево эшиномена колючеволосая, древесина которой имеет плотность в 25 раз меньше плотности воды, т. е. ρ = 0,04 г/cм 3 . Очень большая плотность древесины у змеиного дерева. Дерево тонет в воде, как камень.
Сделайте дома сами
Измерьте плотность мыла. Для этого используйте кусок мыла прямоугольной формы. Сравните значение измеренной вами плотности со значениями, полученными вашими одноклассниками. Равны ли полученные значения плотности? Почему?
Интересно знать
Уже при жизни знаменитого древнегреческого ученого Архимеда (рис. 124) о нем слагались легенды, поводом для которых служили его изобретения, поражавшие современников. Одна из легенд гласит, что сиракузский царь Герон II попросил мыслителя определить, из чистого ли золота сделана его корона или ювелир подмешал туда значительное количество серебра. Конечно же, корона при этом должна была остаться целой. Определить массу короны Архимеду труда не составило. Гораздо сложнее было точно измерить объем короны, чтобы рассчитать плотность металла, из которого она отлита, и определить, чистое ли это золото. Трудность состояла в том, что она имела неправильную форму!
Рис. 124
Как-то Архимед, поглощенный мыслями о короне, принимал ванну, где ему пришла в голову блестящая идея. Объем короны можно определить, измерив объем вытесненной ею воды (вам знаком такой способ измерения объема тела неправильной формы). Определив объем короны и ее массу, Архимед вычислил плотность вещества, из которого ювелир изготовил корону.
Как гласит легенда, плотность вещества короны оказалась меньше плотности чистого золота, и нечистый на руку ювелир был уличен в обмане.
Упражнения
- Плотность меди ρ м = 8,9 г/cм 3 , а плотность алюминия — ρ ал = 2700 кг/м 3 . Плотность какого вещества больше и во сколько раз?
- Определите массу бетонной плиты, объем которой V = 3,0 м 3 .
- Из какого вещества изготовлен шар объемом V = 10 см 3 , если его масса m = 71 г?
- Определите массу оконного стекла, длина которого a = 1,5 м, высота b = 80 см и толщина c = 5,0 мм.
- Общая масса N = 7 одинаковых листов кровельного железа m = 490 кг. Размер каждого листа 1 x 1,5 м. Определите толщину листа.
- Стальной и алюминиевый цилиндры имеют одинаковые площади поперечного сечения и массы. Какой из цилиндров имеет большую высоту и во сколько раз?
Единица измерения
Плотность алюминия и любого другого материала – это физическая величина, определяющая отношения массы материала к занимаемому объему.
- Единицей измерения плотности в системе СИ принята размерность кг/м 3 .
- Для плотности алюминия часто применяется более наглядная размерность г/см 3 .
Плотность алюминия в кг/м 3 в тысячу раз больше, чем в г/с м 3 .
Удельный вес
Для оценки количества материала в единице объема часто применяют такую не системную, но более наглядную единицу измерения как «удельный вес». В отличие от плотности удельный вес не является абсолютной единицей измерения. Дело в том, что он зависит от величины гравитационного ускорения g, которая меняется в зависимости от расположения на Земле.
Зависимость плотности от температуры
Плотность материала зависит от температуры. Обычно она снижается с увеличением температуры. С другой стороны, удельный объем – объем единицы массы – возрастает с увеличением температуры. Это явление называется температурным расширением. Оно обычно выражается в виде коэффициента температурного расширения, который дает изменение длины на градус температуры, например, мм/мм/ºС. Изменение длины легче измерить и применять, чем изменение объема.
Удельный объем
Удельный объем материала – это величина, обратная плотности. Она показывает величину объема единицы массы и имеет размерность м 3 /кг. По удельному объему материала удобно наблюдать изменение плотности материалов при нагреве-охлаждении.
На рисунке ниже показано изменение удельного объема различных материалов (чистого металла, сплава и аморфного материала) при увеличении температуры. Пологие участки графиков – это температурное расширение для всех типов материалов в твердом и жидком состоянии. При плавлении чистого металла происходит скачок повышения удельного объема (снижения плотности), при плавлении сплава – быстрое его повышение по мере расплавления в интервале температур. Аморфные материалы при плавлении (при температуре стеклования) увеличивают свой коэффициент температурного расширения .
Плотность алюминия
Теоретическая плотность алюминия
Плотность химического элемента определяется его атомным номером и другими факторами, такими как атомный радиус и способ упаковки атомов. Теоретическая плотность алюминия при комнатной температуре (20 °С) на основе параметров его атомной решетки составляет:
Плотность алюминия: твердого и жидкого
График зависимости плотности алюминия в зависимости от температуры представлена на рисунке ниже :
- С повышением температуры плотность алюминия снижается.
- При переходе алюминия из твердого в жидкое состояние его плотность снижается скачком с 2,55 до 2,34 г/см 3 .
Плотность алюминия в жидком состоянии – расплавленного 99,996 % – при различных температурах представлена в таблице.
Алюминиевые сплавы
Влияние легирования
Различия в плотности различных алюминиевых сплавов обусловлены тем, что они содержат различные легирующие элементы и в разных количествах. С другой стороны, одни легирующие элементы легче алюминия, другие – тяжелее.
Легирующие элементы легче алюминия:
- кремний (2,33 г/см³),
- магний (1,74 г/см³),
- литий (0,533 г/см³).
Легирующие элементы тяжелее алюминия:
- железо (7,87 г/см³),
- марганец (7,40 г/см³),
- медь (8,96 г/см³),
- цинк (7,13 г/см³).
Влияние легирующих элементов на плотность алюминиевых сплавов демонстрирует график на рисунке ниже .
Плотность промышленных алюминиевых сплавов
Плотность алюминия и алюминиевых сплавов, которые применяются в промышленности, представлены в таблице ниже для отожженного состояния (О). В определенной степени она зависит от состояния сплава, особенно для термически упрочняемых алюминиевых сплавов.
Алюминиево-литиевые сплавы
Самую малую плотность имеют знаменитые алюминиево-литиевые сплавы.
- Литий является самым легким металлическим элементом.
- Плотность лития при комнатной температуре составляет 0,533 г/см³ – этот металл может плавать в воде!
- Каждый 1 % лития в алюминии снижает его плотность на 3 %
- Каждый 1 % лития увеличивает модуль упругости алюминия на 6 %. Это очень важно для самолетостроения и космической техники.
Популярными промышленными алюминиево-литиевыми сплавами являются сплавы 2090, 2091 и 8090:
- Номинальное содержание лития в сплаве 2090 составляет 1,3 %, а номинальная плотность – 2,59 г/см 3 .
- В сплаве 2091 номинальное содержание лития составляет 2,2 %, а номинальная плотность – 2,58 г/см 3 .
- У сплава 8090 при содержании лития 2,0 % плотность составляет 2,55 г/см 3 .
Плотность металлов
Плотность алюминия в сравнении с плотностью других легких металлов:
- алюминий: 2,70 г/см 3
- титан: 4,51 г/см 3
- магний: 1,74 г/см 3
- бериллий: 1,85 г/см 3
Источники:
1. Aluminum and Aluminum Alloys, ASM International, 1993.
2.
FUNDAMENTALS OF MODERN MANUFACTURING – Materials, Processes, and Systems /Mikell P. Groover – JOHN WILEY & SONS, INC., 2010
В таблице представлена плотность (удельный вес), теплопроводность, удельная теплоемкость и другие теплофизические свойства ртути Hg в зависимости от температуры. Даны следующие свойства этого металла: плотность, удельная массовая теплоемкость, коэффициент теплопроводности, температуропроводность, кинематическая вязкость, коэффициент теплового расширения (КТР), удельное электрическое сопротивление. Свойства ртути указаны в интервале температуры от 100 до 1100 К.
Плотность ртути равна 13540 кг/м 3 при комнатной температуре — это достаточно высокая величина, она в 13,5 раз больше . Ртуть является самым тяжелым из . Плотность ртути при ее нагревании уменьшается, ртуть становится менее плотной. Например при 1000К (727°С) удельный вес ртути снижается до значения 11830 кг/м 3 .
Удельная теплоемкость ртути равна 139 Дж/(кг·град) при 300К и слабо зависит от температуры — при нагревании ртути ее теплоемкость уменьшается.
Теплопроводность ртути при низких отрицательных температурах имеет высокое значение, при температуре 250 К теплопроводность ртути минимальна с последующим ее увеличением по мере нагрева этого металла.
Зависимость вязкости, числа Прандтля и удельного электрического сопротивления ртути такова, что при росте температуры значения этих свойств ртути уменьшаются. Температуропроводность ртути увеличивается при ее нагреве.
Следует отметить, что ртуть имеет очень большое значение КТР , по сравнению с , иными словами, при нагревании ртуть очень сильно расширяется. Это свойство ртути используется при производстве ртутных термометров.
Плотность ртути
Плотность ртути настолько велика, что в ней плавают такие металлы, как , родий и другие тяжелые металлы. С ростом температуры значение плотности ртути уменьшается. Ниже приведена таблица значений плотности ртути в зависимости от температуры при атмосферном давлении с точностью до пятого знака после запятой. Плотность указана в интервале температуры от 0 до 800°С. Плотность в таблице выражена в размерности т/м 3 . Например, при температуре 0°С плотность ртути равна 13,59503 т/м 3 или 13595,03 кг/м 3 .
Таблица давления паров ртути
В таблице приведены значения давления насыщенного пара ртути в диапазоне температуры от -30 до 800°С. Ртуть имеет сравнительно большую величину давления паров, зависимость которого от температуры довольно сильна. Например, при 100°С давление насыщенного пара ртути, по данным таблицы, равно 37,45 Па, а при 200°С — повышается до 2315 Па.
Сплавы драгоценный металлов различных цветов. Перспективы изготовления ювелирных изделий из цветных сплавов.
Введение
Золото является уникальным ювелирным драгоценным металлом. У него теплый и глубокий желтый цвет. Оно также уникально тем, что, в отличие от других драгоценных металлов, из него можно получить сплавы в диапазоне цветов от красного до розового или пурпурного, нескольких оттенков желтого и даже зеленого цвета, а также получить сплав белого цвета просто путем изменения количества и соотношения легирующих металлов.
Менее известно, но для нас гораздо интереснее то, что также возможно выпускать золотые украшения необычных цветов, таких как фиолетовый, черный, коричневый и синий. Золотые украшения с такими цветовыми эффектами становятся все более коммерчески доступными и все более популярными. Кроме того, стало возможно получать интересные цвета ювелирных изделий из платины и палладия.
Некоторые из этих экзотических цветов получаются путем сплавления золота с другими металлами с образованием специальных структур сплава — интерметаллических соединений. Остальные цвета получаются путем образования оксидов или патины на поверхности ювелирных изделий с помощью химических или термических обработок, подобных тем, которые используются для цветного тонирования бронзовых скульптур, или путем нанесения на поверхность тонкого слоя других материалов.
Все вышеуказанное можно использовать и для работы с тремя другими драгоценными металлами: серебром, палладием и платиной, но до сих пор это не нашло коммерческого интереса.
Ранее опубликованные статьи Rapson [3] и C. Cretu и E van der Lingen [4] были сосредоточены исключительно на золоте и в обзорной статье C. W. Corti [5,6]. Кроме того, некоторые из возможных методов получения золота черного цвета были рассмотрены Faccenda [7].
В этой статье основное внимание уделено золоту, но я буду делать ссылки на некоторые специальные цвета, которые могут быть получены для других драгоценных металлов, а также обозначены другие возможные подходы к расширению диапазона цветов ювелирных изделий, которые могут возникнуть в будущем.
Цветные сплавы: интерметаллические соединения
Многие металлы, в том числе золото и платина, при легировании некоторыми другими металлами в определенном соотношении могут образовывать интерметаллические соединения привлекательных цветов. Проще говоря, они аналогичны химическим соединениям, где различные химические атомы элементов соединяются в эквивалентных количествах, образуя химические соединения, например, как хлорид натрия — NaCl.
Многие металлы, в том числе золото и платина, при легировании некоторыми другими металлами в определенном соотношении могут образовывать интерметаллические соединения привлекательных цветов. Проще говоря, они аналогичны химическим соединениям, где различные химические атомы элементов соединяются в эквивалентных количествах, образуя химические соединения, например, как хлорид натрия — NaCl. В случае золота мы знакомы c образованием упорядоченных интерметаллидов, АuСu и АuСu3, придающих сплаву твердость, но они не изменяют цвет сплава. Эти соединения образуются в атомных соотношениях золото : медь 1: 1 и 1: 3, соответственно, т.е. 50 ат.% золота : 50 ат.% меди и 25 ат.% золота : 75 ат.% меди.
В некоторых бинарных системах интерметаллические соединения образуются при строго определенных соотношениях, а в других это может происходить в узком диапазоне составов. Первые обычно подчиняются закону эквивалентности, в то время как последние известны в качестве электронных соединений. В общем, интерметаллические соединения термодинамически очень стабильны. Однако, как правило, это очень твердая и хрупкая фаза. Так как они не пластичны, то из них невозможно получить сложные формы с помощью обычных производственных операций, применяемых в ювелирном деле. Поэтому их использование при изготовлении ювелирных изделий является непростым делом.
Цветные интерметаллиды золота
Есть три золотые интерметаллические фазы, которые, как известно, имеют привлекательные цвета, отвечающие формуле AuX2, где Х представляет собой легирующий металл. Из них наиболее известным является золотое соединение с алюминием, AuAl2 интенсивного пурпурного или фиолетового цвета. Оно известно как «пурпурноe золото» или «аметистовое золото». Впервые было запатентовано 1930 году Degussa [8,9].
Пурпурный интерметаллид AuAl2, (более строго описывающийся [10] как Au6Al11) образуется при содержании золота 32,9 — 33,9 ат.%, т.е. около 79 вес.% золота и 21 вес.% вес алюминия [11]. Таким образом, теоретически это 18-каратное золото. Интересно, что его можно получить соединением золотой проволоки с алюминиевом листом, используемым в электронной промышленности, под действием температуры свыше 250°С это приводит к совместному охрупчиванию и разрушению. В электронной промышленности это явление известно как «фиолетовая чума» и ее формирование нежелательно. Материал обладает высокой твердостью, до HV 334.
Два другие цветные интерметаллиды золота — это соединение золота с индием (46 вес.% золота) AuIn2, которое имеет чистый синий цвет [4,12[ и плавится при 544°С, и соединение золото-галлий (58,5 вес.% золота) AuGa2 голубоватого цвета [4,12[. Оба мягкие, твердость HV 2 также приводит к появлению синего цвета [9].
Кривые отражательной способности для этих трех пурпурных и голубых интерметаллидов показаны на рисунке 2 [12]. Для AuAl2, как и для чистого золота, существует сильная отражательная способность на красно-желтом конце спектра, но, в отличие от чистого золота, есть также сильный рост коэффициента отражения в сине-фиолетовой части спектра, что приводит к появлению красновато-фиолетового цвета. Для индиевых и галлиевых интерметаллидов падение в середине спектра менее заметно, в частности, для соединения галлия, а красный конец спектра обладает меньшей отражательной способностью, следовательно, это придает сплаву голубую окраску.
Для этих соединений также были измерены координаты цвета CIELAB [4,13] и нанесены на график на рисунке 3 [4].
Есть сведения о других цветных интерметаллидах золота: Марк Grimwade [14] отметил, что в старой немецкой литературе (до 1937) сообщается о золото-калиевой системе. Описано два окрашенных интерметаллида: Au4K (4,7% калия) оливково-зеленого цвета и Au2K (9% калия) фиолетового цвета, но они реагируют с воздухом и имеют игольчатую структуру. Кроме того, известен темно-зеленый интерматаллид золото-рубидий Au2Rb. Они вряд ли будут иметь практическое значение для ювелирной промышленности.
Использование в ювелирном производстве
Твердый сплав. Твердые кусочки пурпурного интерметаллида золота могут быть изготовлены с помощью вакуумной плавки золота и алюминия в правильном соотношении с последующим литьем. Как упоминалось ранее, этот материал является хрупким и разрушится, если ударить молотком или от падения на пол; его нельзя механически обрабатывать в традиционной манере. Минтек в Южной Африке продемонстрировали использование фиолетового золота в виде граненого псевдо драгоценного камня, изготовленного фрезерованием [4] и вставленного в обычное каратного золота ювелирное изделие.
Японский патент [15] предлагает добавлять 7-30% порошков кобальта, никеля или палладия к порошковому золоту и алюминию, их прессуют и спекают, вероятно, для получения двухфазных микроструктур. Утверждают, что получается фиолетовое золото с удовлетворительной обрабатываемостью. Аналогичный патент был выдан Сингапурскому политехническому институту в 2000 г. [16]. Фиолетовые золотые украшения, сделанные в соответствии с этим патентом компанией Aspial Corporation, Сингапур (www.purplegold.com), поступили на рынок. Новый японский патент [17] предлагает декоративные фиолетовые сплавы золота, содержащие 70-85% золота (остальное алюминий). Сплав получают вакуумной плавки и распыляют порошок. Затем порошок прессуют в форме и спекают электрическим разрядом.
Другой подход заключается в связывании покрытой алюминием золотой проволоки с покрытой золотом алюминиевой проволоки и сплющивании их вместе в композитный материал. Затем его подвергают диффузионной термической обработке в восстановительной атмосфере при 450-700°С. Таким образом получается волокнистая проволока из пурпурного золота с двухфазной структурой, упругая и гибкая [20]. В другом японском патенте [19] на золотые изделия фиолетового цвета металл содержит частицы AuAl2, встроенные в обычную золотую матрицу золото-серебряно-медного сплава.
Снижение хрупкости. Некоторые из этих патентов косвенно выражают тот факт, что можно уменьшить степень хрупкости и получить некоторую степень обрабатываемости пурпурных интерметаллических материалов золота, которые содержат вторую, ковкую фазу, т.е. нестехиометрические соединения. Другой подход [20],когда хрупкость AuAl2 может быть преодолена путем получения материала с очень мелким размером зерна — ниже 50 мкм, что может быть достигнуто путем горячей обработки или закалкой. В этом патенте [20] сделано конкретное упоминание о композиции: золото 34 ат. % — алюминий 66 ат. % и о тройном сплаве: золото 31 ат. % — медь 3 ат. % — алюминий 66 ат. %. Как влияет медь на цвет композиции не указано (но см. ниже в разделе о новых цветах интерметаллидов).
Недавно Fischer-Bühner и др . [21] исследовали характер разрушения пурпурного и синего интерметаллидов золота (с галлием) путем дополнительного легирования. Таким простым и оригинальным методом оценки поведения трещины они продемонстрировали, что улучшенное сопротивление трещинам может быть достигнуто за счет микролегирования голубых интерметаллидов золото-галлий, но природа микролегирования в работе не выявлена. Легирование палладием пурпурного золота с 2 и 4 вес. % палладия дало некоторое улучшение, но за счет снижения интенсивности цвета. Когда эти палладийсодержащие материалы были также микролегированы, то пластичность еще повысилась. Предполагается, что эти сплавы с улучшенным сопротивлением к растрескиванию содержат, по крайней мере, две фазы в микроструктуре, как при обычном микролегировании золота [22] и, следовательно, показывают улучшенное сопротивление растрескиванию. Другие недавние работы Wongpreedee [23] показали, что легирование фиолетовых золотых интерметаллидов кремнием и кобальтом приводит к измельчению зерна после быстрого охлаждения до 5 мкм по сравнению с 280 мкм у традиционного фиолетового интерметаллида золото-алюминий, в результате чего в материале проявляется улучшение сопротивления к растрескиванию.
Покрытия. Получение фиолетового золота можно осуществить путем нанесения алюминиевого слоя на золотую поверхность и далее проведением диффузионного нагревания [18]. Интерметаллические материалы золота могут быть получены путем нанесения их на подложку из обычного каратного золота способом термического напыления в газовой струе. Для получения фиолетового золота используют расплавленный порошок сплава золото-алюминий, либо порошок золота и алюминия [24]. Расплавленные частицы сплава прилипают к поверхности подложки с образованием декоративного пурпурного золотого покрытия. Вакуумное напыление (PVD) с испарением и напылением золота и алюминия также может быть использовано для получения пурпурных золотых покрытий. Ювелирные изделия с такими пурпурными покрытиями уже производятся.
В работе Klotz [25] рассмотрел нанесение пурпурных и голубых интерметаллидов на подложки из каратного золота, серебра и платины 950 с помощью различных технологий нанесения покрытий, в том числе: гальванических, лазерной обработки, плакирования, а также путем погружения в жидкий галлий. Как он отмечает, эти интерметаллиды являются хрупкими и имеют низкую стойкость к коррозии. Гальванические покрытия наносили чередующимися слоями золота и индия в правильном соотношении толщины на каратное золото и серебро с последующим диффузионным отжигом. На поверхности толщиной до 50 микрон был получен синий интерметаллический слой при условии соблюдения разумного времени отжига. Для покрытия на подложке из серебра, было рекомендовано применять подслой либо родия, либо никеля.
Предварительные испытания с использованием лазерной или газовой горелки для расплавления пурпурного или синего золото (в виде прутка и порошка), чтобы сцепить с основой из каратного золота, не были очень успешными из-за реакции с металлом подложки. Пурпурное золото имеет высокую температуру плавления, 1060°C, что приводит к сильному взаимодействию с подложкой и последующему разрушению геометрии элемента. Можно было использовать эту технику для синего золота, но только при условии тщательного контроля. Лазерное плавление голубого золота в пазы на поверхности платины 950 было достигнуто частично, поверхность получилась шероховатой и пористой. Опять же, существует взаимодействие с подложкой с образованием серых пятен в отдельных местах. Погружение каратного золота в жидкий галлий для получения голубого золота на поверхности, аналогично процессу цинкования стали, оказалось затруднительным из-за необходимости достижения высокой чистоты поверхности и небольшой смачиваемости золота галлием и поэтому оказалось нежизнеспособной методикой.
Литье. В своем исследовании Fischer-Bühner и др. [21] и их партнеры по проекту исследовали изготовление ювелирных изделий из цветного золота в виде интерметаллических соединений обычным литьем по выплавляемым моделям и литьем биметаллических ювелирных изделий.
Последний представляет собой двухстадийный процесс. Вначале делают отливку обычным способом. Затем на отливку в нужных частях наносят воск, помещают в форму, воск выжигают и заливают металл (окрашенный интерметаллид).
Эти исследования показали, что таким способом микролегирования синим галлиевым интерметаллидом, имеющим низкую температуру плавления (ликвидус — около 490°С), можно успешно отливать изделия из золота с хорошей заполняемостью форм и без образования трещин, но только некоторых изделий, определенной конструкции. Не все изделия получаются качественными при таком способе. На финишных операциях, при сильном нажиме, может возникнуть опасность образования трещин. Было отмечено, что на поверхности отливки иногда возникает темно-голубоватый оксид, но его легко можно удалить. Партнерская компания также показала, что иногда появляются шарообразные наплывы как на пурпурном, так и на синем (индиевом) интерметаллидах золота. Необходимо проводить вакуумное литье для предотвращения окисления и потери цвета.
Биметаллическое литье голубого галлиевого интерметаллида золота с 14-каратным желтым, а также с белым золотом оказалось проблематичным. Смешение золота происходит, но с окислением на границе раздела фаз. Немного больший успех был достигнут при сплавлении пурпурного палладиевого интерметаллида золота с (более высокой температурой плавления) с 14-каратным белым золотом. Литье пурпурного золотого интерметаллида (содержащего 4% Pd) и синего золота способом микролегирования с палладием 950 было успешным, с хорошей связью и стабильностью.
Интенсивность и стабильность цвета. Если пурпурный золотой сплав обогащен алюминием (свыше стехиометрического состава), то при отверждении образуются две фазы сплава: первая содержит дендриты AuAl2, вторая — твердый раствор алюминия. Пурпурный цвет разбавляется алюминием. Богатая золотом сторона, вторая фаза, состоит из бесцветного интерметаллида AuAl. Наличие второй фазы приведет к ухудшению интенсивности цвета, несмотря на снижение хрупкости. По словам Hori [26], пурпурный цвет сохраняется при содержании алюминия менее 15%. Тем не менее, работа Leach & Garner [13] показала, что пурпурный цвет быстро теряется, как только состав отклоняется от стехиометрического, что видно на рисунке 4. Fischer-Bühner отмечает, что добавление палладия свыше 4% в пурпурное золото сдвигает цвет от глубокого пурпурного в бледно пурпурный, что подтверждается количественными измерениями цвета в системе CIELAB Klotz [25]. Klotz отмечает, что добавки > 2% ряда металлов, таких как палладий, медь или серебро в пурпурное золото вызывает быстрое обесцвечивание.
Он также отмечает, что добавление платины (которая также образует цветные интерметаллиды с алюминием, галлием и индием) к синему индиевому золотому интермателлиду приводит к образованию смеси интерметаллических фаз и вызывает абрикосовый цвет (желто-розовый) за счет образования интерметаллида PtIn2. Осаждение этой фазы PtIn2 в голубом золоте AuIn2 приводит к измельчению зерна и снижению хрупкости.
Стабильность цвета интерметаллидов также имеет важное значение. Фиолетовое золото, как правило, становятся коричневым(тускнеет) из-за высокого выделения алюминия, как показали испытания, представленные в работе [25]. Добавление палладия к пурпурному золоту, как правило, снижает скорость высвобождения металлов. Синие золотые интерметаллиды также имеют тенденцию к высвобождению металла, в случае галлиевого синего золота, цвет быстро меняется на золотисто-коричневый из-за высокого содержания золота, остающегося в поверхностном слое. Тем не менее, не было отмечено никаких изменений цвета для индийсодержащего голубого золота. Klotz приходит к выводу, что прозрачные защитные покрытия, вероятно, необходимы для применения в производстве ювелирных изделий с тем, чтобы защитить их от потускнения и, следовательно, ухудшения цвета.
Как уже было отмечено ранее, производство фиолетовых ювелирных изделий из золота уже сейчас коммерчески доступно. Использование синих интерметаллических соединений золота в производстве коммерческих ювелирных изделий, представляется более ограниченным из-за их очень бледного голубого цвета и относительной мягкости (около 140 HV), поэтому они легко царапаются [25].
Интерметаллиды других драгоценных металлов
Вероятно, самым известным из интерметаллидов других драгоценных металлов является платиновое соединение алюминия, PtAl2 золотисто-желтого цвета, оно содержит 78 мас.% платины. Согласно Cahn [27], добавление некоторого количества меди смещает цвет в оранжево-розовый. Он сообщает, что обе формы были использованы для изготовления коммерческих ювелирных изделий компанией Минтек из Южной Африки. PtAl2 с медными добавками продавали как псевдо-драгоценный камень под торговой маркой «Platigem28». Изменяя соотношение платины, алюминия и меди при содержании платины в диапазону 58-80 вес.%, цвета варьируются от грязно-розового через нежно-оранжевый до богатого желтого ]29]. Лепешки могут быть получены путем плавления в инертной атмосфере, а затем их можно сформировать в виде кабошона или фасетированного псевдо-камня. Фасетирование также предполагает и некоторую полировку.
Как и золото, платина образует цветные интерметаллиды с галлием и индием: PtGa2 и PtIn2, также желтые (PtIn2 абрикосового цвета). Палладий образует окрашенное интерметаллическое соединение с индием, PdIn. Оно красное, но при избытке палладия цвет смещается в желтую область [27]. Это подтверждают Argarwal и Raykhtsaum [13], которые сообщают о том, что соединение палладий-индий, PdIn, имеет красноватый медно-желтый цвет и отклонения от стехиометрического состава приводят к быстрой потере цвета аналогично случаю для AuAl2, показанному на рисунке 4 (б). Добавление некоторого количества серебра к этому соединению ведет к проявлению более интенсивной желтой окраски (снижению красной составляющей цвета).
На сегодняшний день цветные интерметаллиды драгоценных металлов, в том числе и «Platigem», не нашли широкого коммерческого применения и нет никаких сообщений об исследованиях их технологических свойств. Несомненно то, что они будут внутренне хрупкими. Вполне возможно, что есть и другие цветные интерметаллиды драгоценных металлов, о которых пока не сообщается в литературе. Будет ли какой-либо из них иметь привлекательные яркие цвета, представляющие интерес для изготовления ювелирных изделий, пока этот вопрос остается открытым.
Окрашивание поверхности драгоценного металла: оксиды, патина и покрытия
Мы все видели бирюзовую патину меди на крышах зданий, коричнево-черную патину, покрывающую бронзовые скульптуры, потускнение серебра и медленное потемнение изделий из низкокаратного золота за счет образования сульфидов меди [30]. Все это примеры природных патин, т.е. цветных поверхностных слоев, возникающих в результате химической реакции металла с окружающей средой (коррозии). В некоторых случаях патину наносят сознательно для придания изделию определенного декоративного эффекта, в то время как потускнение серебра и золота считается вредным фактором, снижающим позитивное восприятие их внешнего вида.
Цветные патины можно создавать искусственно путем погружения объекта в различные химические вещества [31,32], литейные бронзы часто подвергаются такой обработке. Кроме того, можно искусственно генерировать слой оксида (или анодировать поверхность) на алюминиевых, титановых и ниобиевых ювелирных изделиях [33], которые либо имеют естественную окраску, либо проявляют эффект интерференции, либо могут быть окрашены путем введения красителей в анодированный слой.
Другие методы, такие как, например, гальваническое осаждение, также используются для окрашивания поверхностей ювелирных изделий из золота и других драгоценных металлов. Типичные цвета, доступные для коммерческого производства золотых украшений, включают в себя черный, серый, коричневый и синий. Существует растущий интерес к ювелирным изделиям перечисленных цветов, но следует подчеркнуть, что эти цвета возникают в тонком поверхностном слое, поэтому не стойки к царапинам и износу – под ними проявится драгоценный металл основы. Их использование допускается законами по маркировке и клеймению до тех пор, пока основной металл соответствует заявленной пробе.
Рассмотрим технологии получения цветных покрытий.
Черное — Серое золото
Как уже обсуждалось Faccenda [7], существует несколько подходов к получению черного поверхностного слоя на ювелирных изделиях из каратного золота:
Гальваническое осаждение «чёрных» металлов
Окисление сплавов с образованием устойчивых черных оксидов
Осаждение из паров аморфного углерода
Патинирование
К этому списку следует добавить:
Гальваника. Как правило, диапазон черных цветов на поверхности ювелирных изделий из каратного золота и других драгоценных металлов может быть достигнут путем нанесения гальванического покрытия называемым «черным родием» или «черным рутением». Это специальные ванны со специальными добавками для получения жесткого черного родия или рутения. На поверхности изделия образуется гальванический слой толщиной до 0,5 т мкм. После проведения техпроцесса нанесения покрытия необходима дополнительная обработка с тем, чтобы придать изделию цветовую стабильность и износостойкость. Цвета варьируются от серого до антрацитово- черного (глубокий черный цвет каменного угля). Значения твердости обычно варьируются от HV230 до HV310, твердость находится в обратной зависимости от количества черного в покрытии. Утверждают, что износостойкость получается хорошая. Подробная информация о процессе нанесения покрытия приведена в справочнике [7]. Можно наносить гальваническим способом покрытия черного золота, но они не остаются стабильными с течением времени. Тем не менее, запатентованная система нанесения черного золота в последнее время стала коммерчески доступна под торговым названием «Neropal34». Кроме того, черные и серые гальванические покрытия золотом из золото-никелевых ванн являются также коммерчески доступны [35].
Оксидирование. Отжиг обычного каратного золота на воздухе приведет к образованию слоя черного оксида меди, это физически нестабильный и непрочный слой. Поэтому были разработаны специальные сплавы золота для получения хороших, стабильных черных оксидных слоев. Многие из них содержат кобальт, который образует плотный черный оксид, когда золотой сплав подвергают окислительной обработке. Делается это на готовом изделии; черный оксид может быть впоследствии отшлифован и отполирован для получения качественной отделки. Утверждают, что сплавы золота с добавками никеля или железа также дают серо-черные оксиды.
Японский патент Tanaka KKK [36] предлагает использовать кобальтсодержащие сплавы, которые образуют блестящий черный слой оксида кобальта толщиной 0,1-10 мкм. Этот патент также применим к сплавам платины и серебра. В патенте США 5,139,739, Такаянаги и соавт. [37] представляет сплавы золота, которые содержат, по меньшей мере, один металл из группы: медь, железо, кобальт и титан, а также, возможно, один из платиноидов, серебро и никель. В приведенных примерах кобальт и железо являются основными дополнениями для 10,14 — 18 каратного золота, каждый из которых содержится, как правило, в пределах 5-20%. Окисление проводят на воздухе при температуре 700-950°С в течение около 20-60 минут. Некоторые коммерческие японские ювелирные изделия, сделанные по этому патенту, показаны на рисунке 5.
Повышенная износостойкость черного золота может быть получена для кобальтсодержащего 18 каратного золота, содержащего добавки хрома [38] и с последующим использованием электролитической закалки. Добавление хрома приводит к образованию более тонких слоев оксида, состоящих в основном из оксида хрома, Cr2O3, который придает слою оливково-зеленый оттенок. Оксид на 18 каратном золоте, содержащем 15% кобальта и 10% хрома имеет более высокую износостойкость, чем на 18 каратном золоте с 25% кобальта [4].
Осаждение паров аморфного углерода (CVD) плазменным способом. Этот способ обсуждается в работе Faccenda [7]. Процесс протекает при 200-400°С, в результате получается жесткое черное покрытие толщиной 1,0 — 1,5 мкм с хорошей стойкостью к износу. Далее покрытие покрывают китайским лаком. Твердость этого слоя очень высока, около HV 1800 — HV2000. Процесс может быть применен к золоту и другим ювелирным металлам. Испытания по износостойкости показали, что это покрытие более прочное, чем гальваническое покрытие черным рутением.
Патинирование. Обработка химическими веществами, содержащими соединения кислорода и серы, приводит к образованию черного или другого цвета слоя на поверхности каратного золота вследствие реакции их с медью в сплаве [31]. Самый старый метод состоит в погружении детали в неочищенный раствор соли сульфида калия, известный как «серная печень». Используются и другие жидкие сульфиды и полисульфиды, предпочтительно в разбавленном виде: в этом случае осадок образуется медленней, но он более плотный и прочный. Untracht [31] предлагает погружать золото в горячий раствор для получения черного цвета или использовать добавку аммиака (гидроксида аммония) при комнатной температуре. Погружение в сульфидные растворы бария даст голубовато-черную окраску.
Коричневое золото
В последние годы на рынке стали модными ювелирные изделия из шоколадно-коричневого золота. Как и для черного золота, эта расцветка достигается нанесением поверхностного слоя. Используемый метод не разглашается, но, вероятно, это коричневый нитрид циркония, нанесенный вакуумным напылением (PVD) [39]. Другой метод обсуждается в работе Untracht [31], это патинирование «серной печенью».
Получение оксидов требуемых цветов может быть достигнуто на специальных сплавах золота. Коричневые оксиды могут быть получены добавками металлов, таких как железо, марганец, никель и медь. Содержащие эти металлы каратные сплавы золота при окислении их в контролируемых условиях дают коричневые оксиды на поверхности изделий. Яркие коричневые цвета, полученные таким способом, как утверждается в японском патенте [40], достигаются для золото-серебряных сплавов (
Синее золото
Синие покрытия могут быть получены путем окисления золотых сплавов, содержащих специальные добавки. Изделия такого цвета были выпущены в 1988 году VA Blue Gold SA of Switzerland [41] на основе патента Muller [42]. Изделия из каратного золота (18-23 карат), содержащих железо и немного никеля окисляют при температуре 450 — 600°C в течение 10-12 минут. Для 18-каратного сплава, содержащего 24,4% железа и 0,6% никеля, получается сине-зеленый цвет оксидов, в то время как 20-каратное золото, содержащее 14,4% железа и 0,6% никеля, дает хороший синий цвет.
Kretchmer [42] также разработал синие покрытия золотых ювелирных изделий. Покрытие становится синим за счет оптического эффекта интерференции на оксидной пленке. Разработаны также золотые сплавы, содержащие 25% мышьяка или железа, для получения синего цвета. Friso и др. [43] недавно указали, что сплав из 75% золота, 23% железа и 2% меди образует синий цвет при окислении при температуре 400 — 500°C. Если к этому сплаву добавить 2% хрома, интенсивный красновато-фиолетовый цвет может быть получен при низких температурах окисления.
В последние годы ювелирная компания Jarretiere из Италии выпустила несколько коллекций ювелирных изделий с голубым, синевато-черным и черным золотом.
Применение специальных цветов для производства ювелирных изделий
Как было отмечено выше, ювелирные изделия из пурпурного золота, на основе интерметаллида алюминида золота, AuAl2, уже производятся на коммерческой основе. Тем не менее, для дизайнеров и производителей, желающих включить этот материал в их дизайн, найти поставщиков сплава пурпурного золота нелегко. Это не стандартные изделия. Есть несколько поставщиков такого сплава, которые будут производить его по первому требованию. Кроме того, изделия нелегко производить в домашней мастерской, так как для их производства требуется вакуумная плавка и литье. Характерная для этого сплава хрупкость также затрудняет процесс, как уже говорилось ранее. Как правило, это требует обработки фрезерованием / шлифованием или применения методов порошковой металлургии (но остерегайтесь нарушения патентных прав). Литье по выплавляемым моделям также не всегда применимо. Необходимо соблюдать осторожность при полировке, так как излишнее давление может привести к образованию трещин. Те же замечания справедливы и для голубых интерметаллидов золота. Низкая сопротивляемость коррозии / потускнению этих интерметаллических материалов является недостатком, что обуславливает необходимость использования тонких прозрачных защитных покрытий (аналогичных тем, которые разработаны для серебра [54].
Черные, коричневые и синие золотые ювелирные изделия также коммерчески доступны, они производятся путем оксидирования сплавов золота специального состава. Опять же, для потенциальных производителей изделий достаточно трудно найти поставщиков сплавов, их нужно делать на заказ. Вдобавок, достаточно сложно в этом случае избежать нарушения патентного законодательства. Тем не менее, эти сплавы могут быть обработаны, но обработку окислением действительно нужно проводить в контролируемых условиях, чтобы обеспечить достижение нужного цвета. Можно использовать гальванические покрытия черным, синим или красным родием / рутением на золотую основу. Обеспечить специальные цвета относительно просто для специалиста в области гальванотехники. Соответствующее оборудование имеется у многих производителей ювелирных изделий. Для тех, кто его не имеют, как вариант, можно воспользоваться платными услугами специализированных фирм.
Для ювелирных изделий из серебра, платины и палладия наблюдается отсутствие интереса к обеспечению цветовых эффектов, за исключением биметаллических ювелирных изделий из золота, хотя золочение серебра — это традиционная технология. Тем не менее, нет никаких причин, почему не могут быть использованы гальванические покрытия черным / синим / красным родием / рутением. Кроме того, можно разработать специальные сплавы для обработки оксидированием, как, например, предложено в патентеTanaka [36]. Платино-кобальтовый сплав образует голубоватую окраску на поверхности, это дает интересный цветовой эффект. Лазерная обработка поверхности также является полезным вариантом для получения новых цветов на поверхности ювелирного изделия.
Будущее: новые цвета ювелирных изделий
Как уже было сказано, совершенно новые специальные цвета золота и других драгоценных металлов вряд ли появятся. Тем не менее, есть некоторые свидетельства об обратном. Конечно, спорно нужны ли такие цвета! Некоторые считают, что такие термины, как «черное золота» и «голубое золото» совершенно ненормальны не должны использоваться, так как золото само по себе не образует эти цвета [43].
Зеленое золото
В патенте Takayanagi [35], предложена технология патинирования медьсодержащих каратных золотых сплавов с содержанием меди в диапазоне 15-67,5% для получения зеленого покрытия. Получается тонкий слой «ярь-медянки». Для получения зеленой патины предложены несколько химических реактивов, большинство с содержанием солей меди. Мне не известно производятся ли такие изделия с зеленым патинированием на коммерческой основе, однако изделия из стандартного золото-серебряного сплава «зеленого золота» давно выпускаются серийно (на самом деле сплав желтого цвета с зеленым оттенком, а не сильного зеленого цвета).
Красное золото
Как указано в разделе, посвященном голубому золоту, Friso и др. [43] показали, что можно получить интенсивный красновато-фиолетовый цвет на поверхности сплава за счет низкой температуры окисления 18-каратного золото-железо-медного сплава с 2% хрома. Вероятно, здесь проявляется окраска за счет оптического эффекта интерференции, а не за счет собственного цвета оксида.
Гальваника: синий и красный родий
В последнее время были разработаны гальванические покрытия синим и красным родием [46,47], аналогичные черному родию, хотя их применение для производства ювелирных изделий из каратного золота до сих пор не материализовалось. Предположительно, синие и красные цвета получаются за счет добавок в электролит, также как и для черного родия. Износостойкие, блестящие покрытия черным, красным или синим родием толщиной до 0,3 мкм можно получить за 30-90 секунд [37]. Их можно наносить на золото, серебро и никель.
Обработка бором
В своем докладе, представленном на конференции IPMI в 1984 г., Matsuda и сотр. [48] изучили поверхностное упрочнение сплавов золота путем обработки бором. Сплав золота погружают в порошок бора и подвергают термической обработке при 900-950°С (1650 — 1740°F) в течение около 6 часов. Было установлено, что чистое золото не реагирует на борирование, но легирующие металлы в сплавах золота реагируют. Интересно, что в дополнительных экспериментах, некоторые бинарные сплавы золота, содержащие до 15% легирующей добавки, прокатывались в лист и борировались при температуре 850°С в течение до 48 часов. Было показано, что некоторые сплавы образуют цветные слои, как указано в таблице 1.
Таблица 1
Цвета, полученные борированием золотых сплавов (с более 15% добавок) [48]
| Сплав | Цвет |
|---|---|
| Золото-лантан Золото-церий Золото-неодим | Пурпурно-синий или голубой |
| Золото-гольмий | Глубокий зеленый |
| Золото-бериллий | Красно — пурпурный |
| Золото-марганец | Желтовато-коричневый |
| Золото- иттрий | Без изменения |
Для индиевой голубой фазы, AuIn2, добавки платины сдвигают цвет в абрикосовый желтый. Можно предположить, что и другие металлические добавки могут иметь различный эффект для всех трех интерметаллических соединений. В случае платины, Cahn [27] отметил, что добавление меди к PtAl2 сдвигает желтый цвет в оранжево-розовый. Эти наблюдения, по всей видимости, не были продолжены дальше, за исключением «драгоценных камней» Platigem, разработанных Mintek. Они предполагают, что тройные или более высокого порядка интерметаллические сплавы могут дать новые цвета, аналогичные меняющимся цветовым пигментам, как, например, сульфид кадмия, используемый при производстве пластмасс и керамических эмалей.
Цвета коллоидного золота
Красное рубиновое стекло окрашивается коллоидной суспензией наночастиц золота. Тот же эффект используется для пурпурно-красного и розового декоративного стекла и горячей эмали. Коллоидное золото, известное как «кассиев пурпур», — древнейшая технология [49]. Коллоидное серебро желтого цвета, а сплавы коллоидного золота и серебра используются для получения декоративных стеклянных эмалей в диапазоне цветов от фиолетового до розового. Варьируя размер наночастиц , можно изменять цвет до синего. Такие цветные наночастицы золота разрабатываются для окрашивания шерсти [50], красок и пластмасс [51].
В нашем захватывающем мире нанотехнологических исследований нанооболочки являются интересным усовершенствованием. Они состоят из металла, такого как золото, нанесенного на диэлектрик, такой как кремний. Они поглощают свет и поэтому имеют характерный цвет, который зависит от соотношения толщины металла и размера частицы. Цвет получается с помощью механизма плазменного резонанса. Когда золотые частицы сделаны тоньше, пурпурный цвет смещается в сторону зеленого и синего. Возможно, этот эффект может быть использован для создания новых стеклянных эмалей для ювелирных изделий? Использование платины и других драгоценных металлов в виде нанооболочек также может привнести некоторые интересные цветовые эффекты.
Поверхностная лазерная абляция
Недавние исследования в Университете Рочестера, США, показали, что использование лазерной абляции на металлических поверхностях может привести к образованию черного слоя [52] на металлах, таких как золото и платина за счет наноразмерной шероховатости поверхности. Возможно, это альтернативный подход к получению черного цвета на ювелирных изделиях из благородных металлов. Таким образом можно получить различные интересные декоративные узоры. И не только, путем изменения условий обработки, можно получить и другие цвета, например, золотой цвет на платине [53].
Выводы
Я попытался показать, что золотые ювелирные изделия могут быть сделаны с некоторыми специальными цветовыми эффектами, достигаемыми либо за счет цветных интерметаллических фаз, либо поверхностных слоев, образованных путем взаимодействия разных веществ с металлами лигатуры или методом осаждения покрытий. Широкий выбор цветов, таких как синий, черный, коричневый и фиолетовый может быть достигнут целым рядом используемых методов. Тем не менее, есть некоторые недостатки: интерметаллические цветные соединения драгметаллов по своей природе хрупкие, а предлагаемые покрытия при любой технологии хрупкие и не стойкие к износу, их можно сколоть, поцарапать и они стираются при долгой носке. Однако отдельные коммерческие партии ювелирных изделий некоторых из этих специальных цветов доступны на рынке.
Я также указал, что ювелирные изделия из других благородных металлов, таких как платина и серебро также могут быть окрашены теми же методами, хотя общий диапазон может быть не столь впечатляющим, как у золота.
И, наконец, я попытался изложить перспективу появления новых цветовых эффектов и возможных технических подходов к их развитию. Задача состоит в том, чтобы развивать их коммерческую реализацию.
Ссылки
1. T. K Rose and W A C Newman, “The Metallurgy of Gold”, 7th Ed., Charles Griffin & Co., 1937, Reprinted by Met-Chem Research Inc., 1986, p56-59
2. Gmelin’s Handbuch der Anorganischen Chemie,, 8th edition, System No 62, “Gold”, 1954, p.954-956
3. W. S. Rapson and T. Groenewald, “Gold Usage”, Academic Press, 1978, p30-85.
4. C. Cretu and E van der Lingen, “Coloured Gold alloys”, Gold Bulletin, 32 (4), 1999, p115-126 and Gold Technology, no 30, 2000, pp.31-40
5. C. W. Corti, “Blue, Black and Purple: The Special Colours of Gold”, Proc. Santa Fe Symposium, 2004, Met-Chem Research Inc, p121-133
6. C. W. Corti, “Blue, Black and Purple: The Unusual Colours of Gold”, Presented at the International Jewellery Symposium, St Petersburg, Russia, 3-7 July 2006. Proceedings published in Russian
7. V. Faccenda, “Advanced Technology for the Jewelry Industry”, Proc. Santa Fe Symposium, 2002, Met-Chem Research Inc. p177-188
8. L Weiss & J Spanner, “Application of coloured gold alloys to jewellery”, Degussa AG, German patent DRP 659 155, 1935
9. L Weiss & G Buchenauer, “Coloured gold aluminium alloys“, Degussa AG, German patent DRP 710 934, 1939
10. W. S. Rapson, “Intermetallic Compounds of Gold”, Gold Bulletin, 29 (4), 1996, p141-142
11. “Phase Diagrams of Binary Gold alloys”, ed. Okomoto, H. & Massalski, T.B., ASM International,,1987, p13
12. K. E. Saeger and J. Rodies, “The Colour of Gold”, Gold Bulletin, 10(1), 1977, p10-14
13. D. P. Agarwal and G Raykhtsaum, “Color Technology for Jewelry Applications”, Proc. Santa Fe Symposium, 1988, Met-Chem Research Inc. p.229-244
14. Private communication, M.F. Grimwade, May 2004. [See ‘Phase Diagrams of Binary Gold Alloys’, ed. H.Okamoto & T.B.Massalski, ASM International, 1987, p.155 for references on Au-K colours]
15. S. Fukayama, Japanese patent JP62240729, 1987 (Seiko Instruments)
16. P. C. Loh, World patent WO 00/46413, 2000 (Singapore Polytechnic)
17. S. Yamazaki, N. Ishii and K. Sawada, Japanese patent 2003183710, 2003 (Ishifuku Metal Industry)
18. M. Yukio, Japanese patent JP4176829, 1992 (the Pilot Corp)
19. Japanese patent JP2115329, 1991 (Seiko Epson Corp)
20. S. Steinemann, European patent EP 284699, 1988
21. J Fischer-Bühner, “New Opportunities for Blue and Purple Gold in Jewelry Casting”, Proc. Santa Fe Symposium, 2009, Met-Chem Research Inc, p.151-165
22. C. W/ Corti, “Metallurgy of Microalloyed 24 ct Golds”, Proc. Santa Fe Symposium, 1999, Met-Chem Research Inc, p379-402; ibid, Gold Bulletin, 32 (2), 1999, p39-47. Also: “Microalloying of High Carat Gold, Platinum and Silver”, presented at the Jewellery Technology Forum, Vicenza, Italy, 17-18th June 2005. Publ. in conference proceedings.
23. Private communication, K. Wongpreedee, Srinakharinwirot University, Bangkok, Thailand, August 2011
24. Derouwaux, P. and Hofman, C., Swiss patent 533,691, 1973
25. U. E. Klotz, “Blue and Purple Gold: Chance and Challenge”, Proc Santa Fe Symposium, 2009, Met-Chem Research Inc, p.229-245
26. S. Hori et al,”The Use of Precious Metals in Jewelry and Ornaments”, in “Precious Metals Science and Technology”, IPMI, 1991, p.421-470
27. R. W. Cahn, “A Precious Stone that Isn’t”, Nature, 396 10 December 1998, p.523-524
28. J. Hurly, US patent 5,045,280, 1991; South African patent 90/7777, 1990
29. J. Hurly and P T Wedepohl, “Optical properties of coloured platinum intermetallic compounds”, J.Mats. Sci., 28, 1993, 5648-5653
30. For example: C W Corti, “High Carat Golds do not Tarnish”, Proc. Santa Fe Symposium, 2000, Met-Chem Research Inc. p.29-56
31. Untracht, O., “Jewelry Concepts and Technology”, Robert Hale Ltd, 1982, chapter 17, p.714-730
32. R. Hughes and M. Rowe, “The Colouring, Bronzing and Patination of Metals”, Whitney Library of Design, February 1991
33. For example, B Seeley, “Niobium: A Primer in the Semi-Precious”, Proc. Santa Fe Symposium, 2003, Met-Chem Research Inc. p.357-372
34. Publicity leaflet, ‘Neuheiten/News 2010’, Wieland Dental + Technik GmbH & Co KG, Germany, on Neropal black gold, 2010. www.wieland-international.com
35. K. Nakama, European patent EP 0438 980, 1991 (Tanaka KKK, Japan)
36. Leaflet from Pino Aliprandini SA, Switzerland, 2004 (black Au-Ni baths)
37. T. Takayanagi et al, US patent USP5,139,739, 1992 (AIST & Seki Co, Japan)
38. L. Van Graan, and E van der Lingen, MSSA Proc., ed. M.McClean et al, Microscopy Soc. of S.Africa, 28, 1998, p. 19
39. V. Facenda, Private communication, 2004.
40. T. Takayanagi et al, Japanese patent JP 2185934, 1990 (AIST)
41. L. Muller, US patent USP 5,059,255, 1991 (Ludwig Muller SA, Switzerland)
42. M. Lutwak and Y York, “Kretchmer’s Blues”, Aurum, No 34, 1989, p.36-38
43. Unpublished work, A Friso, M Magrini, M Dabala, M Poliero & A Basso, University of Padua, Italy, 2004
44. P. Gainsbury, “Colour in Gold alloys”, Aurum, no 20, 1984, p.40-41
45. T. Takayanagi, Japanese patent JP 2002191421, 2002, (AIST)
46. Leaflet from Oftec GmbH, Germany 2004 (black, blue and red rhodium)
47. Leaflet from Pino Aliprandini SA, Switzerland, 2004 (black & blue rhodium)
48. F. Matsuda, K. Nakata, K. Tohmoto, and M. Morikawa, “Surface Hardening of Gold with Boronizing Technique”, in “Precious Metals”, ed. T P Mohide, IPMI, 1984, p.131-145
49. L. B. Hunt, “The True Story of Purple of Cassius”, Gold Bulletin, 9(4), 1976, p.134-139
50. J. H. Johnston, K A Lucas, “Nanogold synthesis in wool fibres: novel colourants”, Gold Bulletin, 44 (2), 2011, p.85-89
51. C. Gautier, A Cunningham, L Si-Ahmed, G Robert & T Bürgi, “Pigments based on silica-coated gold nanorods…”, Gold Bulletin, 43 (2), 2010, p.94-104
52. P. Daukantas, “Microstructure technique “blackens” metals”, Optic and Photonics News, February 2007, p.8 and
53. “Researchers create gold aluminium, black platinum, blue silver”, Nanowerk News, 1 February 2008, www.nanowerk.com/news/newsid=4350.php. Report on work by C Guo, published in Applied Physics Letters on 1 February 2008
54. N. Isomäki, “Thin film anti-tarnish method for silver”, Jewellery Technology Forum, Vicenza, 16th January 2011. Also: Proc. Santa Fe Symposium, 2010, Met-Chem Research Inc, p.243-251
Плотность металлов
, диаграмма плотности всех распространенных металлов и таблица PDF
Плотность металлов — Список металлов по плотности
Различные металлы имеют разную плотность, и разница в плотности между некоторыми металлами огромна. Например, наиболее плотным металлом является осмий (Os) с плотностью 22,59 г / см3, что в 42 раза больше, чем у наименее плотного металлического лития (0,534 г / см3).
Плотность обычных металлов, таких как железо, составляет 7,87 г / см3, низкоуглеродистая сталь — 7,85 г / см3, нержавеющая сталь 304 — 8.0 г / см3, алюминий — 2,7 г / см3, медь — 8,93 г / см3, золото — 19,3 г / см3, серебро — 10,49 г / см3, больше металлов см. В таблице плотности металла и таблице ниже.
Таблица плотности обычных и редких металлов / Таблица
В таблице ниже указаны плотности различных металлов, включая обычные металлы и менее распространенные металлы, в г / см3, кг / м3, фунт / дюйм3, фунт / фут3.
| График плотности металла | ||||
| Различные металлы | Плотность, г / см3 | Плотность, кг / м3 | Плотность, фунт / дюйм3 | Плотность, фунт / фут3 |
| Низкоуглеродистая сталь | 7.85 | 7,850 | 0,284 | 490 |
| Среднеуглеродистая сталь | 7,83 | 7 830 | 0,283 | 489 |
| Высокоуглеродистая сталь | 7,81 | 7 810 | 0,282 | 488 |
| Утюг | 7,87 | 7 870 | 0,284 | 491 |
| Нержавеющая сталь | 7,7-8,0 | 7,700-8,000 | 0.278-0,289 | 481-499 |
| Алюминий | 2,70 | 2,700 | 0,098 | 169 |
| Медь | 8,93 | 8 930 | 0,323 | 557,5 |
| Латунь | 8,50-8,80 | 8,500-8,800 | 0,307-0,318 | 531-499 |
| Золото | 19,30 | 19 302 | 0,697 | 1205 |
| Серебро | 10.49 | 10 490 | 0,379 | 655 |
| Свинец | 11,34 | 11,340 | 0,410 | 708 |
| Никель | 8,90 | 8 902 | 0,322 | 556 |
| Хром | 7,19 | 7,190 | 0,260 | 449 |
| Сурьма | 6,70 | 6 697 | 0,242 | 418 |
| мышьяк | 5.78 | 5,778 | 0,209 | 361 |
| Барий | 3,5 | 3,500 | 0,126 | 218,5 |
| Бериллий | 1,85 | 1848 | 0,067 | 115 |
| висмут | 9,81 | 9 808 | 0,354 | 612 |
| Бор | 2,45 | 2,450 | 0,089 | 153 |
| кадмий | 8.64 | 8 642 | 0,312 | 540 |
| Кальций | 1,55 | 1,550 | 0,056 | 97 |
| Углерод (графит) | 2,25 | 2,250 | 0,081 | 140,5 |
| Церий | 8,16 | 8,160 | 0,295 | 509 |
| цезий | 1,90 | 1 903 | 0,069 | 119 |
| Кобальт | 8.83 | 8 832 | 0,319 | 551 |
| Диспрозий | 8,55 | 8,551 | 0,309 | 534 |
| Эрбий | 9,07 | 9 066 | 0,328 | 566 |
| Европий | 5,24 | 5 244 | 0,189 | 327 |
| Гадолиний | 7,90 | 7 901 | 0,285 | 493 |
| Галлий | 5.91 | 5 907 | 0,213 | 369 |
| Германий | 5,32 | 5 323 | 0,192 | 332 |
| Гафний | 13,31 | 13,310 | 0,481 | 831 |
| Гольмий | 8,795 | 8 795 | 0,318 | 549 |
| Индий | 7,3 | 7,300 | 0,264 | 456 |
| Иридий | 22.562 | 22 562 | 0,815 | 1409 |
| лантан | 6,15 | 6 146 | 0,222 | 384 |
| Литий | 0,533 | 533 | 0,019 | 33,3 |
| Лютеций | 9,84 | 9 841 | 0,356 | 614 |
| Магний | 1,74 | 1,738 | 0,063 | 108.5 |
| Марганец | 7,43 | 7 430 | 0,268 | 464 |
| Меркурий | 13,55 | 13 546 | 0,489 | 846 |
| молибден | 10,22 | 10220 | 0,369 | 638 |
| Неодим | 7,01 | 7 008 | 0,253 | 438 |
| Ниобий | 8.57 | 8 570 | 0,310 | 535 |
| Осмий | 22,587 | 22 587 | 0,816 | 1410 |
| Палладий | 12,02 | 12 020 | 0,434 | 750 |
| фосфор (белый) | 1,83 | 1,830 | 0,066 | 114 |
| Платина | 21,45 | 21 450 | 0.775 | 1339 |
| Плутоний | 19,86 | 19 860 | 0,717 | 1240 |
| Калий | 0,855 | 855 | 0,031 | 53 |
| празеодим | 6,773 | 6,773 | 0,245 | 423 |
| Прометий | 7,264 | 7 264 | 0,262 | 453 |
| Протактиний | 15.43 | 15,430 | 0,557 | 963 |
| Рений | 21,02 | 21 020 | 0,759 | 1312 |
| родий | 12,41 | 12 410 | 0,448 | 775 |
| Рубидий | 1,532 | 1,532 | 0,055 | 96 |
| рутений | 12,45 | 12 450 | 0.450 | 777 |
| Самарий | 7,52 | 7 520 | 0,272 | 469,5 |
| Скандий | 2,99 | 2,989 | 0,108 | 187 |
| Селен | 4,81 | 4 809 | 0,174 | 300 |
| Кремний | 2,33 | 2,329 | 0,084 | 145 |
| Натрий | 0.97 | 967 | 0,035 | 60 |
| Стронций | 2,6 | 2,600 | 0,094 | 162 |
| тантал | 16,6 | 16,600 | 0,600 | 1036 |
| Технеций | 11,5 | 11 500 | 0,415 | 718 |
| теллур | 6,24 | 6 237 | 0,225 | 389 |
| Тербий | 8.23 | 8,230 | 0,297 | 514 |
| Таллий | 11,87 | 11 872 | 0,429 | 741 |
| торий | 11,8 | 11 800 | 0,426 | 737 |
| Тулий | 9,32 | 9 321 | 0,337 | 582 |
| Олово | 5,765 | 5 765 | 0,208 | 360 |
| Титан | 4.51 | 4 507 | 0,163 | 281 |
| Вольфрам | 19,25 | 19 254 | 0,696 | 1202 |
| Уран | 19,05 | 19 050 | 0,688 | 1189 |
| Ванадий | 6,16 | 6,160 | 0,223 | 385 |
| Иттербий | 6,90 | 6 903 | 0.249 | 431 |
| Иттрий | 4,47 | 4 469 | 0,161 | 279 |
| цинк | 7,13 | 7 133 | 0,258 | 445 |
| цирконий | 6.51 | 6 505 | 0,235 | 406 |
Теги: Таблица плотности металлов , Таблица плотности металлов PDF , Плотность обычных металлов
Статьи по теме: Вес и плотность нержавеющей стали, Плотность алюминия, Нержавеющая сталь 18/8, Сталь A36, Теплопроводность нержавеющей стали
Обзор легких черных материалов: стратегии и перспективы
Совершенно очевидно, что стратегии производства сталей с низкой плотностью, представленные выше, не совсем подходят для массового производства, и поэтому исследования этих концепций довольно ограничены.Однако объемные железные сплавы с низкой плотностью, которые легче производить с использованием современного способа массового производства, состоящего из плавки и литья, являются очень многообещающими, и они захватили воображение специалистов по черной металлургии. Учитывая его сильное влияние на снижение плотности (плотность Al = 2,7 г / см -3 ), а также на технические аспекты, такие как изготовление сплава и обрабатываемость, Al стал основным легирующим элементом в объемных сталях с низкой плотностью. Иногда Si добавляют в сочетании с Al, в том числе из-за его низкой плотности (2.3 г см -3 ), хотя обработка сталей с высоким содержанием Si представляет собой проблему. Как видно из фазовой диаграммы Fe-Al14, показанной на рис. 1, Al образует неупорядоченный твердый раствор в Fe с содержанием легирования примерно до 11 мас.%; помимо этого количества Al появляются различные интерметаллические фазы, такие как Fe 3 на основе D0 3 Al и FeAl на основе B2. Эти интерметаллиды обычно имеют хрупкую природу и были предметом тщательных исследований25–17 в последние десятилетия 20-го века, особенно для высокотемпературных применений, с целью замены нержавеющих сталей и суперсплавов на основе никеля.Поэтому в данном обзоре эти материалы рассматриваться не будут.
Фиг.1Эффективность Al в снижении плотности стали можно увидеть на рис. 2, где показано снижение плотности сплавов Fe-Al и Fe-Mn-Al-C в зависимости от содержания Al18,19. 8 мас.% Al вызывает снижение плотности на ~ 10%. Марганец, который часто добавляют в многофазные стали с низкой плотностью, также несколько снижает плотность сталей.
Рис. 2Снижение плотности в системах Fe-Al и Fe-Mn-Al-C в зависимости от содержания Al.18,19 содержание Mn в системе Fe-Al-Mn-C 14 мас.%; Помимо большого влияния Al на плотность, также можно наблюдать небольшое влияние Mn
Классификация объемных железных сплавов
В зависимости от наличия различных фаз стали с низкой плотностью можно разделить на различные типы, такие как ферритные ( α ), 20,21 аустенитные ( γ ), 22,23 дуплексные фазные ( α + γ ), 24–27 и трехфазные ( α + γ + κ -карбиды) стали.5,19 В соответствии с механизмами оперативного упрочнения и повышения пластичности стали с низкой плотностью можно разделить на следующие категории. Чистые ферритные стали с высоким содержанием алюминия могут быть без примесей (IF) 20 и закаливаться; 28 некоторые из сталей с низкой плотностью, содержащих аустенит, могут упрочняться дисперсионным твердением (по κ -карбидам) 21,29–31. пластичность, индуцированная трансформацией (TRIP; в том числе δ -TRIP), 32–34 пластичность, индуцированная двойникованием (TWIP), 18,22,35,36 пластичность, индуцированная полосой сдвига (SIP), 19 или пластичность, индуцированная микрополосками (MBIP) , 37,38 в зависимости от состава сплава и параметров обработки.Кроме того, дуплексные стали иногда могут содержать определенное количество F м3 -типа D0 3 или фазы B2 типа CsCl, образовавшейся в результате разложения L’12 κ -карбидов во время упорядоченной термообработки39. Для сталей, содержащих κ -карбиды, также сообщалось об образовании хрупкой фазы β -Mn при очень высоком содержании Mn (> 35 мас.%) 40.
Металлургия массивных железных сплавов
Стали в соответствии с фазовой структурой
Ферритные стали
Ферритные стали Fe-Al получили наименьшее внимание в литературе, вероятно, из-за их ограничений в отношении прочности и пластичности.18,20,21 Однако эти сплавы проще обрабатывать и проявляют механические свойства, подходящие для применения в автомобильных внешних панелях. Ферритные стали с низкой плотностью содержат по существу Al, который, будучи стабилизатором феррита, значительно уменьшает аустенитную петлю, одновременно расширяя поле ферритной фазы14. Это приводит к полностью ферритной микроструктуре при комнатной температуре. Хотя Al может быть добавлен в ферритные стали с низкой плотностью до довольно высокого количества, составляющего 11 мас.%, 14 было высказано предположение, что содержание Al должно быть ограничено до менее 6.5 мас.% 18 Ближний порядок, который увеличивает хрупкость и, следовательно, ухудшает формуемость, может иметь место при более высоком содержании Al (> 6,5 мас.%) В пределах ферритного диапазона.
Также было показано, что содержание C в Al-содержащих ферритных сталях должно быть минимизировано, чтобы избежать возможного образования упорядоченных карбидов, Fe 4- y Al y С x (0.8 ≤ 9 · 1024 y 9 · 1025 ≤ 1,2; 0 ≤ 9 · 1024 x 9 · 1025 ≤ 1), 41 которые ухудшают формуемость листа. Это привело к разработке сталей IF с высоким содержанием алюминия и низкой плотностью20 с добавлением стехиометрического количества стабилизирующих элементов, таких как Ti, аналогично традиционным сталям IF. Считается, что промежуточные элементы (C, N и S) в этих IF-сталях с низкой плотностью связаны с микролегирующим элементом в виде его карбида, сульфида или карбосульфида, и поэтому они не подвержены образованию упорядоченных карбидов. .
Очень интересно влияние Al на размер зерна ферритных сталей с низкой плотностью. Алюминий, при добавлении к стали в небольших количествах (<0,04 мас.%) В качестве раскислителя, вызывает измельчение зерна, вероятно, за счет сопротивления Зенера, оказываемого частицами AlN.42 Однако ферритные стали с низкой плотностью, содержащие большое количество растворенного алюминия, имеют более крупные зерна. чем у низкоуглеродистых сталей, хотя результаты были немного смешаны с эффектами обработки.20 Напротив, было показано, что присутствие свободного углерода в матрице приводит к уменьшению размера зерна, возможно, за счет эффекта сопротивления растворенного вещества C.20 Типичные размеры зерна, полученные в различных ферритных сталях Fe-Al с низким содержанием C и Fe-Al IF, показаны на рис. 3 в сравнении с типичной традиционной сталью IF.
Рис. 3Типичный размер зерна в некоторых Fe-Al ферритных сталях с низкой плотностью по сравнению с ферритной сталью без алюминия.20 Стали с низкой плотностью со сверхнизким C и достаточным количеством «стабилизатора» (6,8 и 8,1 мас.% Al) имеют больший размер зерна, чем традиционная сталь IF, тогда как сталь с более высоким уровнем C и недостаточным количеством стабилизирующего элемента (9.7 мас.% Al) обладает мелким размером зерна по сравнению с размером в традиционной стали IF
.Прокаливаемые стали с низкой плотностью используют присутствие свободного углерода в ферритной матрице, прежде всего, для достижения более высокой прочности после стандартной обработки лаком для обжига.28 Механизм заключается в блокировании дислокаций избыточным количеством промежуточных элементов в матрице. Сообщается, что предел текучести около 80 МПа может быть достигнут за счет упрочнения этих сталей с высоким содержанием алюминия при использовании правильной конструкции сплава (рис.4) .28
Рис. 4Реакция закаливания (BH) в ферритных сталях Fe-Al после пропекания краски (2% деформация + 170 ° C, 20 мин) .28 Также показаны значения предела текучести до и после BH ( YS) сплавов
Аустенитные стали
Аустенитные стали с низкой плотностью представляют собой сплавы Fe-Mn-Al-C с очень высоким содержанием (> 25 мас.%) Mn-содержащих 22,23 Эти стали представляют собой концентрированные твердые растворы аустенита с атомной долей Fe, часто меньше 0.5. В аустените обычно имеет место ближний порядок из-за термодинамических факторов, вызванных тяжелым легированием. Такой ближний порядок существует в сталях, обрабатываемых даже при высокой скорости охлаждения, например, при закалке в воде. Карбиды κ выделяются в аустенитных сталях в существующем ближнем порядке. Энергия дефекта упаковки аустенита, а также наличие карбидов κ изменяют деформационные характеристики аустенитных сталей и приводят к появлению различных механизмов повышения пластичности, таких как TWIP, SIP и MBIP, что приводит к очень привлекательным механическим свойствам в этих сталях. сплавы, как показано в следующем разделе.Вышеупомянутые механизмы повышения пластичности обсуждаются в разделе «Стали в соответствии с механизмами повышения прочности и пластичности».
Дуплексные стали
Дуплексные стали с низкой плотностью — это в основном сплавы Fe-Mn-Al-C с двумя фазами, ферритом и аустенитом, сочетающими в себе лучшие свойства этих двух фаз. Fe-Al-стали с низкой плотностью в основном ферритные. Следовательно, чтобы сделать возможным фазовое превращение в этих сталях, добавляются стабилизаторы аустенита, такие как C и Mn, и это является ключевым аспектом при определении состава дуплексных и трехфазных сталей.В зависимости от относительных количеств Al и Mn + C в дуплексных сталях феррит (с более высоким содержанием Al) или аустенит (с более высоким содержанием Mn + C) может выступать в качестве основной фазы в микроструктуре, что позволяет разделить эти стали на ферритные. Дуплексные стали на основе и на аустенитной основе, соответственно.6 Дуплексные стали на основе феррита более эффективны в снижении плотности, чем стали на основе аустенита, поскольку они легированы более высоким содержанием Al, чем Mn. Одна интересная особенность дуплексных сплавов Fe-Mn-Al-C, показанная на рис.5 для бедной легированной дуплексной стали, 5 заключается в том, что в межкритической фазовой области содержание аустенита ( γ ) уменьшается, а содержание феррита ( α ) увеличивается с повышением температуры, в отличие от случая со стандартной низкой температурой. углеродистые стали. Во время непрерывного охлаждения или изотермического превращения α распадается на два типа гранецентрированных кубических (ГЦК) фаз — зернограничную ГЦК ( γ 21 ) и зернистая внутренняя ГЦК ( γ 22 ) — и игольчатые частицы мартенсита 18R ( γ ′ 2 ).43,44 Считается, что превращение объемно-центрированного кубического (ОЦК) феррита в игольчатую фазу, которая обладает долгопериодической структурой дефектов упаковки, вызвано атомами углерода. трансформируется в ГЦК структуру за счет введения пар отрицательных дислокаций (с вектором Бюргерса, равным отрицательному направлению инвариантного сдвига решетки) 46 с сопутствующей эволюцией состава Mn и Al.47 Кроме того, образование додекаэдра α -Mn фазы, который представляет собой твердый раствор Fe, Mn и Al, также возникает после длительного старения мартенсита 18R с соотношением ориентации кубическая на кубической матрице-выделение.47
Рис. 5Фазовые доли в сплаве Fe-6.57Al-3.3Mn-0.18C (мас.%) Как функция температуры, рассчитанная с помощью программного обеспечения JMatPro 6.1 (Sente Software, Ltd., Суррей, Великобритания) 5
Триплекс стали
Триплекс стали с низкой плотностью также представляют собой сплавы Fe-Mn-Al-C, в основном состоящие из трех фаз: феррит, аустенит и карбиды κ .19 Таким образом, основная металлургия дуплексных сталей относится к ОЦК и ГЦК-фазовые превращения справедливы и для этих сталей.В зависимости от химического состава сталей основной технологический маршрут производства триплексных сталей включает отжиг на раствор, обычно в двухфазном ( α + γ ) или трехфазном ( α + γ + κ ). -карбид) поле и закалка с последующим этапом старения5,32 или непрерывным охлаждением из однофазного ферритного домена.48 -карбиды κ растут из обогащенных углеродом областей аустенитной матрицы, образованной, скорее всего, в результате спинодального разложения во время закалки. и выпадать в осадок.49,50 Как схематично показано на рис. 6,48 для сталей с низким содержанием Mn при непрерывном охлаждении, сначала аустенит образуется из феррита, а затем κ -карбиды образуются на межфазных границах аустенита и феррита. При более низких температурах аустенит разлагается на феррит и κ -карбид в результате эвтектоидной реакции. Если это превращение частично завершено, то κ -карбидов осаждаются в аустените, образуя модулированную структуру.
Фиг.6Схематическое изображение последовательностей фазовых превращений, участвующих в образовании κ -карбида из феррита в бедном Mn-содержащем сплаве Fe-Mn-Al-C48
Стали в соответствии с механизмами повышения прочности и пластичности
Основными механизмами упрочнения сталей с низкой плотностью являются дисперсионное упрочнение, твердорастворное упрочнение, деформационное старение, и т. Д. . Деформационное старение обсуждалось в контексте прокаливаемых сталей, а упрочнение твердым раствором будет обсуждаться в следующем разделе, касающемся механических свойств.Ниже кратко изложена металлургия дисперсионно-твердеющих сталей. Также можно отметить, что механизмы повышения пластичности, такие как эффекты TRIP, TWIP, SIP и MBIP, которые представлены ниже, не только повышают пластичность, задерживая пластическую нестабильность, но также эффективны для повышения прочности сталей за счет за счет увеличения скорости деформационного упрочнения.
Стали с дисперсионным упрочнением
Дисперсионное упрочнение сталей с низкой плотностью происходит в основном за счет образования карбидов κ .Эти карбиды κ могут успешно использоваться как в ферритной, так и в аустенитной матрице для упрочнения. Углерод, который является мощным аустенитным формирователем и упрочнителем, успешно использовался в сплавах Fe-Mn-Al-C в качестве более дешевого легирующего элемента для образования κ -карбидов, (Fe, Mn) 3 AlC x .21,29–31 Это открывает возможность дальнейшего упрочнения аустенита за счет дисперсионного твердения.29–31 Карбиды κ выделяются в аустенитных сталях обычно во время старения сплавов Fe-Mn-Al-C в диапазоне температур 500–750 ° С.В то время как κ -карбиды могут выделяться как межзеренно, так и внутризеренно в аустените, внутризеренные выделения считаются эффективными для значительного увеличения предела текучести сплава. Сообщалось о повышении предела текучести до 90% для сплава Fe-30Mn-10Al-1C-1Si (мас.%) Из-за осаждения κ во время старения.29 Кроме того, было показано, что режим осаждение в этих сталях сильно зависит от концентрации легирующих элементов.51 Исследования ряда сплавов составов Fe- (23–32) Mn- (2–10) Al- (0,4–1) C (мас.%) Привели к выводу, что внутризеренный карбид κ не может выделяться в осадок. в этих сплавах только при содержании Al и C ниже примерно 6,2 и 1 мас.% соответственно. Напротив, межкристаллитное выделение карбида κ в этих сплавах возможно, если содержание Al и C превышает 5,5 и 0,67 мас.% Соответственно. Кроме того, следующая приблизительная граница состава для образования внутризеренных выделений κ -карбида была получена для сплавов с вышеуказанным диапазоном составов на основе расчета более низкой критической постоянной решетки аустенита, ниже которой κ -карбид не будет образовываться. : 0.098Al + 0,208C = 1 — 0,0054Mn. Алюминий повышает сольвус как межзеренных, так и внутризеренных карбидов κ , тогда как Mn вызывает небольшое уменьшение сольвуса. Эти эффекты в некоторых конкретных композициях показаны на рис. 7.52.
Рис.7Влияние легирования на сольвус κ -фазы: 52 (a) влияние Al в сплавах Fe-30Mn- x Al-1C и (b) влияние Mn в Fe- x Сплавы Mn-7Al-1C. γ = аустенит, κ = внутризеренная k-фаза, κ * = межзеренная κ -фаза.Содержание сплава указано в мас.%. x = переменное количество Al и Mn
В ферритных сплавах Fe-Al-C карбид κ в основном не содержит марганца (FeAlC 0,5 ) и является мощным упрочнителем феррита. Увеличение содержания C в ферритных сталях увеличивает количество частиц FeAlC 0,5 , и, следовательно, улучшается реакция упрочнения.53 Кроме того, феррит в сплавах Fe-Al-C также может быть значительно упрочнен за счет присутствия небольшого количества осадка упорядоченная фаза Fe 3 Al за счет увеличения содержания Al за пределы диапазона неупорядоченных твердых растворов.53 Однако эти фазы упрочнения отрицательно влияют на пластичность материала53.
Как уже упоминалось, различные механизмы повышения пластичности, такие как TRIP, TWIP, SIP и MBIP, могут быть активированы в сталях с низкой плотностью, особенно когда в микроструктуре присутствует аустенит. Некоторые металлургические аспекты этих эффектов приведены ниже с соответствующими примерами.
TRIP Steels
Преобразование аустенита со смещением, вызванное деформацией, в объемноцентрированный тетрагональный мартенсит происходит, когда энергия дефекта упаковки аустенита меньше примерно 20 мДж м −2 ; выше этого количества энергии дефекта упаковки аустенит деформируется двойникованием.54,55 В обоих случаях удлинение улучшается за счет задержки начала пластической нестабильности во время деформации растяжения. О существовании эффекта TRIP сообщалось в бедных Mn-содержащих дуплексных сталях (например, Fe-3,5Mn-5,8Al-0,35C по массе) 45. Было также обнаружено, что эффект TRIP зависит от температуры отжига в межкритическое фазовое поле, потому что оно контролирует разделение элементов в аустените и феррите и, следовательно, стабильность аустенита.
Постоянная замена аллотриоморфного феррита ( α ) в микроструктуре сталей с низкой плотностью вместо δ -феррита привела к разработке сталей δ -TRIP.33,34 В этих сталях большое количество δ -феррита остается в микроструктуре от процесса затвердевания при всех температурах. Остальная часть микроструктуры сталей δ -TRIP состоит из бейнитного феррита и остаточного аустенита. Преимущества сохранения δ -феррита вместо аллотриоморфного феррита включают предотвращение полностью мартенситной структуры в зоне термического влияния после контактной точечной сварки и налипания фаялитовой окалины во время горячей прокатки.Последнее преимущество возникает из-за того, что в конструкции сталей δ -TRIP используется добавка довольно большого количества алюминия (3–5 мас.%), Что делает феррит δ термодинамически стабильным и подавляет образование цементита. Однако в стандартные стали с добавкой TRIP без присутствия δ -феррита в качестве микроструктурного компонента обычно добавляют Si для предотвращения образования цементита, и в то же время Si образует прилипшую фаялитовую окалину во время горячей прокатки. То, что Al добавлен в стали δ -TRIP в относительно большом количестве, приводит к снижению плотности стали примерно до 5%.
TWIP Steels
Возможно обеспечить эффект TWIP в сталях с низкой плотностью благодаря их высокому содержанию Mn и межкритическому отжигу.18,36,56 Когерентные двойные границы действуют как препятствия скольжения аналогично границам зерен, и скорость деформационного упрочнения увеличивается из-за взаимодействия между дефектами упаковки и дислокациями.57 Превращение аустенита в гексагональный мартенсит подавляется добавлением Al в сплавы Fe-Mn-Al-C, и двойникование становится доминирующим механизмом деформации.Однако было обнаружено, что очень высокое количество Al снижает плотность деформационных двойников в сплаве Fe-30Mn-7Al-0,95C (мас.%) Из-за увеличения энергии дефекта упаковки57. Когда энергия дефекта упаковки аустенита мала. , аустенит деформируется в основном за счет плоского скольжения, а не за счет волнообразного скольжения. Однако было несколько сообщений, в которых наблюдалось плоское скольжение даже при очень высокой энергии дефекта упаковки аустенита.19,24,37
Сталь SIP
Эффект SIP, основанный на однородной деформации сдвига, описан в трехслойных сталях с приблизительным составом Fe- (26–28) Mn- (11–12) Al- (0.9–1,15) C (мас.%) 19. Регулярное распределение наноразмерных карбидов κ , когерентных в аустенитной матрице, приводит к образованию равномерно расположенных полос сдвига на плоскостях {111}, как показано на рис. 8.19. Механизм деформации SIP в этих триплексных сталях проистекает из очень стабильного аустенита, который обладает высокой положительной энергией Гиббса для аустенита до мартенситного превращения (1755 Дж моль -1 ) и относительно высокой энергией дефекта упаковки (110 мДж м -2 ). 19
Фиг.8Развитие микроструктуры в триплексных сталях Fe- (26-28) Mn- (11-12) Al- (0,9-1,15) C (мас.%), Деформированных при комнатной температуре испытанием на растяжение, с эффектом SIP: 19 ( a) светлопольное изображение, полученное методом просвечивающей электронной микроскопии, демонстрирующее полосы сдвига на плоскостях {111} в аустените, и (b) изображение, полученное посредством просвечивающего электронного микроскопа, в темном поле, показывающее регулярное расположение карбидов κ (размер 20–30 нм), когерентных аустенитной матрице. Темнопольное изображение было получено с использованием сверхрешеточного отражения (210) от оси ГЦК зоны 〈001〉
.MBIP Steels
В отличие от эффекта SIP, который наблюдался в вышеупомянутых триплексных сталях, MBIP был постулирован как определяющий механизм повышения пластичности в Fe-28Mn-9Al-0.Аустенитная сталь 8С (мас.%). 37,38 Микрополосы, состоящие из геометрически необходимых дислокаций, зарождаются на границах доменов и постепенно растут с деформацией, вызывая повышенную плотность дислокаций. Очевидно, что более высокая скорость деформационного упрочнения связана с повышенной плотностью дислокаций, что приводит к большему удлинению.
Механические свойства объемных железных сплавов
Диапазоны прочности на разрыв и общего удлинения некоторых сталей с низкой плотностью показаны на так называемой «банановой диаграмме» на рис.9.20 Также на графике показано снижение плотности этих сталей. Как можно видеть, стали, содержащие аустенит (дуплексные и триплексные стали), превосходят по балансу прочности и пластичности, а также по снижению плотности, чем ферритные стали, поскольку в сталях первой категории (I) действуют другие механизмы повышения прочности и пластичности. действующие (как упоминалось в разделе «Металлургия сыпучих железных сплавов») и (II) они имеют более высокое содержание легирующих элементов (Al и Mn).
Фиг.9График зависимости удлинения от прочности для некоторых сталей с низкой плотностью 20 Также указано снижение плотности в этих сталях
Прочность ферритных сплавов обусловлена главным образом твердорастворным упрочнением Al (~ 40 МПа / мас.% Al). Упрочнение Холла – Петча посредством измельчения зерна также может быть использовано с пользой за счет правильного режима обработки и легирующих добавок.20 Кроме того, как уже говорилось, деформационное старение во время прокаливания и дисперсионное твердение являются дополнительными источниками упрочнения ферритных сталей.Однако, как уже упоминалось, для получения удовлетворительной пластичности без предварительного заказа содержание Al в ферритных сталях должно быть ниже 6,5 мас. %.18 Присутствие свободного C в ферритных сталях может вызвать прерывистую текучесть на кривой растяжения (рис. 10) 20, которые могут вызывать появление следов растяжки поверхности на листах после формования, поэтому углерод предпочтительно должен быть стабилизирован. Сообщалось, что характеристики ферритных сталей при растяжении и глубокой вытяжке ниже, чем у обычных IF-сталей из-за ослабления γ -текстуры и уменьшения показателя деформационного упрочнения ферритной матрицы с добавкой алюминия.20
Рис. 10Кривые растяжения ферритных сталей с низкой плотностью, демонстрирующие прерывистую текучесть в результате наличия свободного углерода в матрице в отличие от непрерывной текучести в сплавах с высоким содержанием алюминия и обычных сплавах, не содержащих межузельных включений20
В сталях с низкой плотностью, содержащих аустенит, хотя часть прочности происходит за счет легирования и κ -карбидов, основными причинами превосходных механических свойств являются наличие механизмов повышения пластичности, описанных выше, которые увеличивают скорость деформационного упрочнения. при деформации.Следовательно, скорость деформационного упрочнения является ключевым механическим свойством этих сталей, влияющим на прочность и пластичность. В качестве примера, кривая истинное напряжение – истинная деформация и соответствующая скорость деформационного упрочнения как функция истинной деформации показаны на рис. 11.37 для стали MBIP. Ясно, что высокая скорость деформационного упрочнения является основной характеристикой этих сталей с низкой плотностью, содержащих аустенит, что отличает его с точки зрения механических свойств от ферритных сталей.
Фиг.11Типичная кривая истинное напряжение – истинная деформация стали MBIP, показывающая очень высокую скорость деформационного упрочнения37
Важно обсудить некоторые примеры механических свойств сталей с низкой плотностью по сравнению с традиционными автомобильными сталями, чтобы пролить свет на потенциал этих новых сталей. Типичные свойства при растяжении различных сталей с низкой плотностью приведены в Таблице I, 20, 26, 28, 32, 58, и то же самое для некоторых традиционных сталей, используемых в настоящее время в автомобилях, перечислены в Таблице II. 59 для сравнения.
Таблица I Типичные характеристики при растяжении, указанные в литературе для некоторых сталей с низкой плотностью20,26,28,32,58 Таблица II Типичные свойства при растяжении некоторых обычных листовых сталей, используемых в настоящее время в автомобильной промышленности59Хотя высокая прочность сталей будет в основном способствовать сопротивлению вмятинам и ударопрочности компонентов, необходимы высокое удлинение, показатель деформационного упрочнения ( n ) и нормальный коэффициент анизотропии (\ (\ bar {r} \)). для хорошей деформируемости стальных листов.20 Кроме того, удлинение определяет пластичность стальных листов, тогда как значения n, и \ (\ bar {r} \) рассматриваются как показатели растяжимости и способности к глубокой вытяжке соответственно. Из таблиц I и II очевидно, что ферритные стали IF с высоким содержанием алюминия обладают более высокой прочностью, чем традиционные высокопрочные стали IF (IF-Rephos.) Из-за сильного упрочнения твердого раствора алюминием. Кроме того, они имеют аналогичную пластичность, показатель деформационного упрочнения и более высокий коэффициент нормальной анизотропии, чем обычно используемые двухфазные (DP) и высокопрочные низколегированные (HSLA) марки стали (DP500 и HSLA350), которые имеют аналогичные уровни прочности. .Ферритные стали с низкой плотностью прокаливания (таблица I) прочнее традиционных сверхнизкоуглеродистых сталей (ULC), закаливаемых горячим способом (ULC-Bh440, таблица II), и их удлинение также сравнимо с традиционными марками сталей аналогичной прочности, такими как как DP600 или TRIP600.
Аустенитные и дуплексные (на основе феррита или аустенита) стали с низкой плотностью демонстрируют одинаковые уровни прочности на разрыв; однако аустенитные стали с низкой плотностью обладают высокой пластичностью из-за различных механизмов повышения пластичности, как обсуждалось ранее.По сравнению с обычно используемыми марками стали с даже немного меньшей прочностью, такими как DP800 и TRIP780, эти стали с низкой плотностью являются гораздо более пластичными и податливыми (таблицы I и II). Триплексные стали с низкой плотностью могут иметь немного более низкую прочность, чем аустенитные или дуплексные варианты; однако общее удлинение по-прежнему выше, чем у коммерчески доступных марок стали с аналогичной прочностью на разрыв.
Таким образом, помимо более низкой плотности (рис. 2), из вышеизложенного следует, что стали с высоким содержанием алюминия вполне сопоставимы с лучшими с точки зрения механических свойств, чем обычные автомобильные стали, используемые в настоящее время.Однако отрицательный эффект добавления алюминия в сталь заключается в том, что он вызывает уменьшение модуля Юнга сталей, как показано на рис. 12.18,20. Это может отрицательно повлиять на применение сталей с низкой плотностью в автомобилях, поскольку модуль Юнга материала напрямую контролирует жесткость.
Рис. 12Снижение модуля Юнга в сталях с низкой плотностью в результате добавления алюминия6,18,20
Способы обработки объемных железных сплавов
Стадии термомеханической обработки объемных сталей с низкой плотностью аналогичны тем, которые используются для традиционных автомобильных сталей, хотя, как обсуждалось ниже, трудности при обработке сталей с низкой плотностью существуют в основном из-за их высокого содержания в составе .В качестве примера типичные этапы обработки, описанные в литературе для производства сталей с низкой плотностью Fe-Al- (C) и Fe-Al-Mn-C в лаборатории, показаны на блок-схеме на рис. 13.6. Эти этапы обработки соответствуют промышленные производственные маршруты, используемые для обычных автомобильных сталей, без дополнительных этапов технологического процесса.
Рис. 13Типичные этапы обработки, которые применялись для производства различных ферритных и многофазных листовых сталей Fe-Al и Fe-Al-Mn-C в лабораторных условиях6
Термомеханические параметры ( эл.грамм. температура, скорость охлаждения, обжатие и т. Д. ), используемые на этапах обработки на фиг.13, зависят от химического состава сплава и желаемой микроструктуры 5,6,20,26 После горячей прокатки скорость охлаждения полос до Температура намотки в таблице биения важна для определения дальнейшей технологичности и формуемости материала. Было высказано предположение, что для высоколегированной дуплексной стали закалка материала до комнатной температуры с высокой скоростью охлаждения, сравнимой с закалкой в воде, полезна для улучшения формуемости материала при окончательной холодной прокатке и отжиге, поскольку высокая скорость охлаждения подавляет выделение хрупких карбидов κ при намотке.26 Выбор температуры намотки также зависит от типа обрабатываемого сплава. Достаточно высокая температура наматывания (650 ° C) использовалась для сверхнизких C или для сплавов Fe-Al- (C) без зазоров, 20 тогда как низкая температура наматывания (400 ° C) 5 и намотка при комнатной температуре26 использовались для обедненных и высоколегированные стали Fe-Mn-Al-C соответственно. Более низкие температуры наматывания использовались, возможно, для облегчения дальнейшей обработки (холодная прокатка) и улучшения формуемости в конечном состоянии обработки за счет минимизации выделения карбидов в горячей полосе, особенно для сплавов Fe-Mn-Al-C.Путем управления параметрами предшествующего технологического процесса (скорость охлаждения рабочего стола и температура наматывания) достаточно высокая степень деформации холодной прокатки (уменьшение толщины на 66,67%) может быть применена к многофазным сплавам Fe-Mn-Al-C.5,26 As Al повышает температуру перехода из пластичного в хрупкое состояние (DBTT) в сталях, более высокие Al-содержащие ферритные сплавы растрескиваются во время холодной прокатки, и поэтому теплая прокатка применялась для уменьшения толщины этих сталей с содержанием Al более 8 мас.%. 20
Сыпучие стали с низкой плотностью могут подвергаться непрерывному отжигу для окончательного отжига холоднокатаного материала.5,6,20,26,32 Выбор конечной температуры отжига после холодной прокатки очень важен для достижения желаемых микроструктур и механических свойств. Хотя для отжига ферритных сплавов можно использовать широкий диапазон температур из-за их ограниченной чувствительности к фазовому превращению к температуре, температуры, используемые для работы промышленных установок непрерывного отжига (9 · 1024, например, 9 · 1025 800–850 ° C), использовались в лабораторных условиях. 6,20 Кроме того, соображения рекристаллизации и роста зерна30 также могут ограничить практический диапазон температур отжига для этих сталей.В случае сталей Fe-Mn-Al-C, предназначенных для создания различных многофазных микроструктур (дуплекс, триплекс, и т. Д. ), температура отжига и охлаждение после отжига определяют характеристики фазового превращения и, следовательно, конечные фазы.26,32 Сплавы Fe-Mn-Al-C иногда подвергаются обработке старением после непрерывного отжига для образования или изменения состояния выделений карбидов5,32. Этот низкотемпературный (400–450 ° C) этап можно легко выполнить на участке выдержки. которая присутствует на большинстве линий непрерывного отжига современных предприятий по обработке листовой стали.Сообщается, что истощение улучшает механические свойства5.
Проблемы при производстве объемных железных сплавов в массовом масштабе
Основные проблемы производства и коммерциализации сталей с низкой плотностью возникают из-за трудностей обработки и экономических проблем. Обработка сталей с низкой плотностью в больших объемах остается сложной задачей, и для этой цели следует опробовать инновационные термомеханические методы обработки. Литейные качества сталей с высоким содержанием алюминия плохие из-за потери жидкой стали текучести.Поведение этих высоколегированных сталей при горячей деформации требует лучшего понимания, поскольку окисление оказалось сильным60. Из-за присутствия большого количества легирующих элементов холодная деформация была затруднена.20. Альтернативные решения, такие как теплая деформация. или холодная деформация с промежуточным отжигом.
Поведение при отжиге микроструктуры, содержащей феррит и аустенит, в этих сталях очень сложное.27 Было указано, что очень трудно добиться рекристаллизации обеих фаз при одной температуре.Было обнаружено, что температура прекращения рекристаллизации аустенита намного выше, чем у феррита в дуплексной стали с преобладанием феррита. Из-за более высокой энергии дефекта упаковки феррита он очень быстро восстанавливается, в то время как восстановление аустенита замедляется. Рекристаллизация не начинается в аустените до тех пор, пока не будет достигнута очень высокая температура (~ 1200 ° C), когда восстановление не будет завершено. Такая сложность поведения при отжиге сталей с низкой плотностью, содержащих феррит и аустенит, безусловно, окажет негативное влияние на механические свойства и формуемость.
Экономическая проблема сталей с низкой плотностью в основном связана со стоимостью легирования. Тот факт, что стали с низкой плотностью являются высоколегированными, делает их дорогими. Производство аустенитных или многофазных сталей с низкой плотностью обходится дороже, поскольку они содержат в больших количествах как основные легирующие элементы — Mn, так и Al. Однако ферритные стали будут дешевле из-за добавления только алюминия.
Аспекты применения объемных железных сплавов по сравнению с традиционными автомобильными сталями
Как упоминалось во введении, очевидно, что стали с низкой плотностью принесут большую пользу в автомобильном секторе.В автомобилях существует три основных типа рабочих параметров, а именно жесткость, сопротивление вмятинам и сопротивление столкновению. Более низкая плотность стальных листов повлияет на все эти три показателя производительности по толщине листов.5,20 Ниже приведен пример компьютерного инженерного исследования (CAE), в котором учитывается жесткость стали с низкой плотностью по сравнению с à — против некоторых традиционных сталей.
Виртуальная симуляция CAE включает модель автомобиля Golf V, которая рассматривалась в проекте консорциума SuperLIGHT-Car (SLC) Европейской комиссии в 2005–2009 годах.В исследовании все стальные листы HSLA, используемые в BIW автомобиля, были фактически заменены дуплексной сталью на основе феррита низкой плотности, содержащей 6.57Al-3.3Mn по весу. 5 Компоненты BIW, изготовленные из сталей HSLA, преимущественно контролируется жесткость, а не устойчивость к ударам, подразумевая, что характеристики этих компонентов не зависят от прочности материала. Выбранная сталь с низкой плотностью имеет плотность 7,27 г / см -3 и модуль Юнга 181 ГПа, что примерно на 14% ниже, чем у традиционных сталей.5 Поскольку модуль Юнга напрямую влияет на жесткость, 5,20 это связанное с жесткостью исследование с участием стали низкой плотности с пониженным модулем Юнга можно считать очень важным. Модуль Юнга и плотность сталей HSLA, которые в основном являются сталями на основе феррита, были приняты равными 210 ГПа и 7,85 г / см -3 соответственно.
Жесткость на кручение, которая представляет собой отношение приложенного крутящего момента к углу кручения, пытались сохранить постоянной для всего BIW после замены стальных листов HSLA на стальные листы низкой плотности.Толщина обечайки различных деталей BIW, изготовленных из HSLA и сталей с низкой плотностью, обеспечивающих одинаковые значения жесткости на кручение для всей BIW, показана на рис. 14. Ясно, что для достижения такого же уровня жесткости на кручение требуется толщина низкоуровневой жесткости. Плотность стальных листов должна измениться из-за более низкого модуля Юнга. Однако даже с изменением толщины было предсказано снижение веса на 14,5% от BIW при замене всех стальных листов HSLA рассматриваемыми стальными листами низкой плотности.Однако, хотя другие соображения, помимо жесткости на кручение, могут повлиять на размеры деталей и, следовательно, на их вес, этот анализ определенно дает некоторое представление о потенциале снижения веса при использовании сталей с низкой плотностью без ухудшения рабочих характеристик.
Рис. 14Результаты инженерного исследования по замене стали HSLA в BIW Golf V, Volkswagen дуплексной сталью на основе феррита: 5 (a) толщина корпуса для сталей HSLA и (b) толщина корпуса с низко- Плотность стали.Заметен сдвиг толщины оболочки в сторону более низких значений, что, по прогнозам, приведет к снижению веса на 14,5% в BIW (цветное изображение онлайн)
Перспективы исследований объемных железных сплавов
Несмотря на то, что накоплен значительный объем знаний, необходимо пройти долгий путь исследований сталей с низкой плотностью, прежде чем очевидные преимущества таких инновационных сплавов могут быть реализованы на практике. Исследования этих сталей должны быть сосредоточены на понимании термодинамики этих сплавов, металлургии термической обработки (отжиг и истощение) дуплексных сплавов, разъяснении основ механизмов деформации, действующих в многофазных сплавах, легировании и стратегиях процесса для улучшения модуль Юнга и формуемость, особенно в ферритных типах, наряду с преодолением проблем обработки (как на входе, так и на выходе).
Черные или цветные металлы — Технические механические системы
Определение: Цветные металлы — это, как вы, наверное, догадались, любой металл, не содержащий большого количества железа.
Свойства цветных металлов
Поскольку цветные металлы (кроме алюминия) менее распространены в земной коре по сравнению с железом, их обычно выбирают из-за их уникальных свойств, а не их способности вести себя аналогично железу или стали.
Например, такой металл, как медь, демонстрирует чрезвычайно высокую проводимость, что делает его гораздо лучшим выбором, чем, например, железо или сталь для электрического провода, несмотря на его более высокую общую стоимость.Несколько свойств, по которым могут быть выбраны цветные металлы:
- Более легкий вес по сравнению со сталью или железом (например, алюминий или титан)
- Различная проводимость
- Коррозионная стойкость
- Немагнитные свойства
- Роскошь или традиция
В зависимости от конкретных потребностей проекта, цветной металл может быть лучшим выбором. Например, титан можно использовать там, где важна прочность, но плотность и вес стали или железа делают его второстепенным выбором.
Общие типы цветных металлов
Естественно, существует очень большой список цветных металлов — каждый металл, не содержащий железа. Итак, давайте просто рассмотрим несколько наиболее распространенных типов цветных металлов ниже.
- Драгоценные металлы — Драгоценные металлы, такие как серебро, платина и золото, часто используются в декоративных целях, но также используются в производстве. Золото является отличным проводником и часто используется в небольших количествах в электронных устройствах и печатных платах.
- Алюминий — Алюминий очень прочен и легок по сравнению с железными сплавами и устойчив к коррозии, что делает его отличным вариантом для применений, где важен вес, например, в аэрокосмической отрасли.
- Медь — из-за своей пластичности и высокой проводимости медь является чрезвычайно распространенным типом цветных металлов, используемых для изготовления труб, электрических соединителей и т. Д.
- Бронза и латунь. Бронза — это сплав меди и олова, а латунь — это сплав меди и цинка.Бронза и латунь были впервые разработаны еще в 5-м тысячелетии до нашей эры. Латунь прочна, но пластична, а бронза очень плотная и хорошо проводит ток.
- Титан — Титан очень дорогой, но чрезвычайно прочный, несмотря на свою низкую плотность, что делает его идеальным для применений, где требуются малый вес и высокая прочность. Обычно он легирован другими металлами, такими как железо, ванадий, алюминий и молибден.
Хотя существует множество других типов цветных металлов, это одни из самых известных и широко используемых типов.
Виды цветных металлов — какие они
Какие цветные металлы?Разделение металлов на две группы — черные и цветные — сложилось исторически. Цветные металлы в зависимости от свойств и распространения делятся на четыре группы:
- Легкие цветные металлы — алюминий, магний, титан и др. Плотностью менее 4500 кг / м3
- Тяжелые цветные металлы — свинец, медь, никель, олово, сурьма и др.плотностью более 4500 кг / м3
- Драгоценные металлы — золото, серебро и платиновые металлы
- Редкие металлы — к ним относятся 55 металлов периодической системы элементов с различными физическими и химическими свойствами. Большинство из них очень необычны в природе и редко образуют самостоятельные руды.
Цветных металлов производится значительно меньше, чем черных. Отношение мирового производства железа к производству всех других металлов составляет 20: 1.Меньший объем производства цветных металлов объясняется очень низкой распространенностью большинства из них и сложностью их производства.
Первые цветные металлы вошли в жизнь человека со времен седой древности как золото и медь , как они встречаются в природе в естественном состоянии . Сравнительно позже началось производство и использование олова и свинца и их медных сплавов. Этот период исторического развития, непосредственно связанный с производством металлов и производством инструментов из них, известен как бронзовый век и характеризуется быстрым развитием материальной культуры людей и важными социальными изменениями в человеческом обществе.
Производство и применение цветных металловНесмотря на неоспоримые преимущества металлов как строительных материалов , их потребление к концу 18 века было низким. Потребность в больших количествах цветных металлов возникла только в XIX веке в результате развития крупного машинного производства, которое не могло быть удовлетворено примитивными и ремесленными методами их производства. В результате развитие машиностроения также привело к бурному развитию методов производства цветных металлов , что привело к выделению металлургии в отдельную отрасль промышленности.Она занимается производством цветных металлов от формы сырья до формы, пригодной для использования.
Цветные металлы широко используются в машиностроении, энергетике, электронике, химической промышленности, атомной энергетике и др. Развитие этих отраслей немыслимо без использования цветных металлов, так как большинство из них обладают специфическими свойствами. особенно железа и его сплавов. Например, высокая проводимость меди, серебра и алюминия определяет важность этих металлов в развитии электроники и энергетики.Развитие авиационной промышленности является результатом прогресса в производстве алюминия и его сплавов , а разработка полупроводниковой электроники является результатом производства редких и драгоценных металлов.
Цветные металлы образуют множество сплавов, которые обладают лучшими механическими, физическими, антикоррозионными и другими свойствами, чем чистые металлы, благодаря чему область их применения расширяется.
Настоящее развитие цветной металлургии в Болгарии началось после 9 сентября 1944 года.Основными предприятиями цветной металлургии в Болгарии являются завод по производству свинца в Курило, свинцово-цинковый завод в Кырджали, медеплавильный завод в Пирдопе и завод цветных металлов в Софии и многие другие небольшие литейные предприятия.
КАК ПЕРЕРАБОТАТЬ ЦВЕТНЫЕ МЕТАЛЛЫЕжедневно постоянно образуются отходы, количество которых постоянно растет. Их хранение нежелательно, и при их уничтожении выделяются вредные выбросы. Наиболее разумным решением является повторное включение вторичного сырья в производственный цикл путем переработки его ингредиентов .
Переработка цветных металлов представляет собой переработку отходов от них, таких как куски, провода и другие отходы домашнего хозяйства и промышленности. С целью переработки различных типов цветных металлов необходимо собрать, отсортировать и упаковать отходы, при необходимости из-за высокой плотности, транспортировать и подготовить их к переработке в различные не -фабрики и заводы по переработке цветных металлов.
Электрические, газовые и прочие печи используются для переработки цветных металлов. Доменные печи, также называемые металлургическими высокотехнологичными печами непрерывного цикла, могут быть упрощены, поскольку лом нагревается до достижения точки плавления; эти простые печи называются литейными.
Переработка цветных металлов — это высокотехнологичный процесс , который лежит в основе работы и чаяний многих ученых. Основываясь на своих технологиях, перерабатывающая промышленность развивается каждый день.
Переработка и переработка цветных металлов полезна, потому что металлических отходов цветных металлов можно использовать для создания новых продуктов . В современной переработке есть электронные устройства, предназначенные для точного измерения химического анализа цветных металлов . Благодаря им цветные металлы выходят из печей с определенным химическим анализом. После чего они входят в повседневную жизнь людей .
Марки черных металлов — давайте утилизируем.com
Общие условия для всех марок:
Все поставки лома должны соответствовать всем законодательным и законодательным требованиям, включая те, которые касаются здоровья, безопасности и окружающей среды, и должны обрабатываться соответствующим образом.
Grade OA
Пластины и конструкции, состоящие из нарезанных конструктивных элементов и пластин толщиной преимущественно 6 мм и размерами не более 1,50 м x 0,60 м x 0,60 м (или по иной договоренности), подготовленных таким образом, чтобы обеспечить компактную зарядку.Может включать в себя правильно подготовленный вагонный материал толщиной менее 6 мм. Исключая трубку и полую секцию.
Grade 1
Old Steel, преимущественно толщиной 6 мм, размером не более 1,50 м x 0,60 м x 0,60 м (или по иной договоренности), подготовленная таким образом, чтобы обеспечить компактную зарядку. Может включать трубы и полые секции, трос, подготовленный надлежащим образом по согласованию с потребителем, надлежащим образом подготовленный материал для тяжелых коммерческих автомобилей, включая колеса, но исключая кузов и колеса для легковых автомобилей.
Grade 2
Старая сталь, преимущественно толщиной 3 мм, размером не более 1 м x 0,60 м x 0,60 м (или по иной договоренности), подготовленная таким образом, чтобы обеспечить компактную зарядку. Может включать надлежащим образом подготовленный материал из разобранных транспортных средств, включая колеса легковых автомобилей, но не должен включать образования кузова транспортных средств, а также бытовые приборы.
Класс 3A
Фрагментированные, старые образования из легкой стали, раздробленные на куски, не превышающие 150 мм в любом направлении. Должен быть очищен от грязи, свободных цветных металлов и посторонних материалов, а также исключен излишняя влажность, внесенный рыхлый чугун, материал печи для сжигания, шлифовка, стружка, стружка и расточки.Также не должно быть консервных банок. Должен соответствовать следующим спецификациям:
- Плотность: минимум 1 тонна на кубический метр
- Содержание Sn: максимум 0,03%
- Содержание Cu: максимум 0,20%
Grade 3B
Фрагментированные, старые образования легкой стали, раздробленные на части не более 200 мм в любом направлении. Должен быть очищен от грязи, свободных цветных металлов и посторонних материалов, а также исключен излишняя влажность, внесенный рыхлый чугун, материал печи для сжигания, шлифовка, стружка, стружка и расточки.Также не должно быть консервных банок. Должен соответствовать следующим спецификациям:
- Плотность: минимум 0,8 тонны на кубический метр
- Содержание Sn: максимум 0,03%
- Содержание Cu: максимум 0,25%
Grade 3C
Фрагментированные, старые образования легкой стали, раздробленные на куски . Должен быть очищен от грязи, свободных цветных металлов и посторонних материалов, а также исключен излишняя влажность, внесенный рыхлый чугун, материал печи для сжигания, шлифовка, стружка, стружка и расточки.Также не должно быть консервных банок.
- Плотность: 0,60 тонны на кубический метр
Марка 4A
Тюки из прессованного стального листа нового производства (толщиной менее 3 мм) в размерах заводских печей, без каких-либо покрытых, луженых, оцинкованных, эмалированных и вредных материалов (других чем по совместному соглашению из указанного источника). Плотно запакованный и свободный от рыхлого материала.
Марка 4C
Прессованный стальной лист нового производства (толщиной менее 6 мм) Тюки в размерах заводских печей, включая часть материала с покрытием, но исключая олово, эмаль и терновое покрытие, штамповку и ковку оплав, концы прутков и заготовок и другие высокий остаточный материал.Плотно запакованный и свободный от рыхлого материала.
Марка 4E
Новые производимые тюки прессованной стали, включая катанку и проволоку, в размерах заводских печей, включая часть материала с покрытием, но исключая оловянный черный материал и исключая стальную проволоку, промытую медью, кроме как по совместному соглашению. Плотно запакованный и свободный от рыхлого материала.
Марка 4F
Стальная лента нового производства и / или катушки с проволокой. В размерах заводских печей, включая долю материала с покрытием, но исключая оловянный черный материал и исключая проволоку, промытую медью, за исключением случаев, предусмотренных совместным соглашением.Должен быть надежно закреплен.
Марка 4G
Новое производство стальной прессованный де луженый лист (толщиной менее 0,25 мм) Тюки в размерах заводских печей. Плотно запакованный и свободный от рыхлого материала.
- Содержание Sn макс. 0,05%
- Содержание Cu макс. 0,15%
- Содержание Cr макс. 0,04%
- Содержание Ni макс. 0,02%
Grade 5A
Сжатая старая легкая сталь в размерах заводских печей. На нем не должно быть оловянных и неметаллических материалов.Не должно быть тяжелого чугуна и стали, тросов, проволоки, топливных баков или материалов с луженым покрытием, а также не должно быть рыхлой или свободной грязи или шин.
Марка 5В
Прессованная и резаная старая легкая сталь. Включая материал, исходящий от пресс-ножниц, состоящий из прессованных и измельченных, очищенных от загрязнений легковых автомобилей, бытовой техники и старых легких чугуна и стали. Не должно быть тяжелого чугуна и стали, тросов, проволоки, топливных баков или материалов с луженым покрытием, а также не должно быть рыхлой или свободной грязи или шин.
Марка 5C
Старая легкая сталь рыхлая. Может состоять из очищенных автомобилей, бытовой техники и старых легких чугуна и стали. Не должно быть тяжелого чугуна и стали, тросов, проволоки, топливных баков или материалов с луженым покрытием, а также не должно быть рыхлой или свободной грязи или шин.
Grade 6A
Тюки для мусоросжигательного завода — Прессованные стальные тюки, состоящие преимущественно из стальных банок с оловянным покрытием, обработанных на мусоросжигательной установке и магнитно разделенных после сжигания и перед упаковыванием в тюки.Размер и плотность тюка согласовываются совместно.
Сорт 6B
Сжигание в сыпучем виде — Сталь, образующаяся в сыпучем виде, состоящая преимущественно из стальных банок с оловянным покрытием, обработанных на установке для сжигания и сепарированных магнитным способом после сжигания.
Grade 6C
Несжигаемые стальные банки с магнитным извлечением — тюки. Стальные банки для пищевых продуктов, напитков и другие бытовые консервы, извлеченные магнитным способом из несортированных и несгоревших бытовых отходов на муниципальных и частных предприятиях по переработке отходов и на предприятиях по переработке материалов.Может иметь незначительное видимое присутствие других материалов, таких как бумага и пластик. Размер и плотность тюка согласовываются совместно.
Grade 6D
Несжигаемые стальные банки с магнитным извлечением — без упаковки. Стальные продукты питания, напитки и другие бытовые отходы на муниципальных и частных предприятиях по переработке отходов и переработке материалов. Могут быть незначительные видимые присутствия других материалов, таких как бумага и пластик.
Grade 6E
Чистые стальные банки — тюки. Сталь от пищевых продуктов, напитков и бытовых аэрозольных баллончиков, собранных у населения e.грамм. банками и схемами сбора «от двери до двери». Банки не должны быть чрезмерно загрязнены другими материалами. Размер и плотность тюка согласовываются совместно.
Grade 6F
Чистые стальные банки — без упаковки. Сталь из дерева, напитки и бытовые аэрозольные баллончики, собранные у населения, например по банкам и схемам сбора «от двери до двери». Банки не должны быть загрязнены другими материалами.
Grade 7A
Точение токарной обработки из тяжелой углеродистой стали.Измельченные или естественно короткие, пригодные для перетаскивания, за исключением густых или сильно окисленных стружек, свободных цветных металлов, окалины, шлифовальной пыли или других материалов химической промышленности и без чрезмерного количества масла.
Grade 7B
Точение токарной обработки из тяжелой углеродистой стали. Большая часть дробленая или естественно короткая, но с допустимым содержанием кустов до 20% (по объему, определенному визуальным осмотром), не подлежит перемещению, за исключением свободных цветных металлов, окалины, шлифовальной пыли, сильно окисленной стружки или других материалов химической промышленности, и без излишков масла.
Grade 8A
Новые стружки рыхлой легкой стали. Подходит для прессования, без покрытия, лужения, эмали и всех вредных материалов (кроме случаев, когда по совместному соглашению от указанного поставщика). Может включать оцинкованную сталь (хотя пропорция может быть ограничена по совместному соглашению).
Grade 8B
Обломки легкой стальной рассыпной стали, пригодные для прессования. Может включать согласованное количество материала с покрытием, за исключением материала с оловянным, терновым и эмалированным покрытием.
Марка 9А
Тяжелый чугун. Толщина не менее 13 мм, в заводских размерах печи, без пригоревшего металла.
Grade 9B
Блок цилиндров. Железо с низким содержанием фосфора, обычно возникающее при разборке транспортных средств и обычно известное как возникновение блока цилиндров (включая головку блока цилиндров). Коробки передач, содержащие шестерни, подлежат утилизации. Коробки передач без шестерен могут быть включены. Стальные коленчатые валы, шатуны, алюминиевые поршни и все другие алюминиевые детали необходимо снять.
Grade 9C
Безмасляный новый производственный или сгоревший блок цилиндров. Низкое содержание фосфора в железе. Головки блока цилиндров и редукторы со снятой изоляцией могут быть включены в комплект, если они не содержат масла и удалены все компоненты из стали, сплавов и цветных металлов.
Марка 10
Легкий чугун. В заводских размерах печи без пригоревшего металла.
Grade 11A
Чистые отверстия и сверла из чугуна или ковкого чугуна, без стальной стружки, окалины, комков и чрезмерного количества масла.
Grade 11B
Брикетированные чугунные буры, не содержащие корродированных комков и чрезмерного количества смазочно-охлаждающей жидкости.
Grade 12A
New Production Heavy Steel, исключая поковку, отливку и штамповку, толщиной преимущественно 6 мм и размерами, не превышающими 1,50 м x 0,60 м x 0,60 м (или по иной договоренности), подготовленную таким образом, чтобы обеспечить компактную зарядку, может включать трубки и полый профиль с толщиной стенки не менее 6 мм и максимальным общим внешним диаметром или размером от стены до стены 50 мм.
Grade 12C
New Production Heavy Steel, преимущественно толщиной 3 мм и размерами не более 0.60 м x 0,60 м x 0,60 м, или по иной договоренности, подготовленный таким образом, чтобы обеспечить компактную зарядку. Может включать трубы и полые секции, новые автомобильные колеса, штамповки и штамповки.
Марка 12D
Сталь нового производства, пригодная для чистовой лопаты, размером не более 150 мм в любом направлении. Может включать в себя новые заводские обрезки листов, штамповки и штамповки.
Переработка металлов — одно из крупнейших предприятий по переработке вторичного сырья в Великобритании. Приведенные здесь цены указывают на суммы, которые могут быть выплачены предприятиями вторичной переработки металлов, как правило, средними и крупными предприятиями, которые получают материалы от торговцев и местных сборщиков.Наши цены являются ориентировочными и нацелены на то, чтобы дать хорошее представление о рыночной цене, но не могут быть гарантированы.
The playsrecycle.com Цены на черные металлы обычно пересматриваются в начале каждого месяца, а цены на цветные металлы — еженедельно.
В рамках торговли качество представленных материалов и их объемы могут влиять на уплаченные цены.
МЕТАЛЛЫ | Цветные металлы
Свинец: Свинец плотностью 0,409 фунта на кубический дюйм является отличным источником веса.Доступны в слитках, свиноматках, проволоке, прутках, противовесах, листах, пластинах, прутках, таможенном литье.
Цинк: Плотность 0,258 фунтов на кубический дюйм. Плиты, пруток, пластины, аноды, цинковое покрытие (для крыш), металл для раструбов, литье по индивидуальному заказу и т. Д. Специальная высшая марка (SHG) с минимальной чистотой 99,99% цинка является основой для наших сплавов перед легированием.
Баббит: Свинец или бессвинцовый. Свинцовый баббит — это сплав свинца, обычно с добавками сурьмы и олова.Бессвинцовые баббиты обычно изготавливаются на основе олова с добавками меди и сурьмы. Баббит обычно представляет собой футеровку для подшипников, уменьшающую трение. Небольшие количества твердого металла в мягкой матрице из олова или свинца создают материал, достаточно прочный, чтобы выдерживать относительно высокие скорости и нагрузки, и в то же время достаточно мягкий, чтобы заделывать грязь или другие загрязнения и не заедать на вращающемся валу в случае отказа смазки. Баббиты на основе олова можно использовать при более высоких температурах, чем более дешевые свинцовые сплавы, и они более терпимы к отсутствию смазки.
Pewter: Также называется «Britannia Metal» или «Белый металл». Полная линейка оловянных сплавов на основе олова и свинца для формования резины и центробежного литья. Используется для изготовления ювелирных изделий, подарков, предметов коллекционирования, новинок, статуэток, аксессуаров для скульптур, наград и украшений.
Сурьма: Хотя сурьма в чистом виде хрупкая, она является отличным сплавом для других металлов. Основная функция — закалка свинца, который используется в различных сплавах баббита, припоев, пуль, аккумуляторов, колесных грузов и других.Это увеличивает твердость и увеличивает механическую прочность. Сурьма — один из немногих металлов, который при затвердевании расширяется и помогает заполнить небольшие участки и углы
Олово: Олово мягкое и податливое, известное своей текучестью и низкой температурой плавления. В основном используется в припоях, баббите, олове, пулях и легкоплавких сплавах, а также в лужении в пищевой промышленности.
Iron Powder — обзор
7.4.2 Суспензия CIP в силиконовом масле (MR жидкость 2)
Суспензия CIP в силиконовом масле изучалась в потоке под давлением через капилляр в присутствии градиента магнитного поля ( Рисунок 7.1). Как описано ранее, экспериментальные кривые разности давлений как функции расхода представляли падающую ветвь (рисунок 7.3), на которой были получены нестабильности потока, о чем свидетельствует колебание разности давлений при постоянном расходе (рисунок 7.7).
Вероятная физическая причина этих колебаний — градиент магнитного поля, который вызывает тенденцию агрегатов магнитных частиц концентрироваться вокруг максимума магнитного поля. Этот факт вместе с взаимодействием агрегатов частиц со стенками капилляра заставляет агрегаты двигаться с другой скоростью, чем жидкий носитель, что вызывает фильтрацию жидкости через массив агрегатов частиц.Таким образом, пренебрегая гравитационными силами, массив агрегатов частиц подвергается гидродинамическому сопротивлению, F h , приложенному жидким носителем, магнитной силе F м , исходящей от градиента магнитного поля. , а сила взаимодействия со стенками капилляра — F w . Затем, используя второй закон Ньютона, примененный к элементарному объему, δV = πR 2 dz , мы можем оценить скорость агрегатов.В этом выражении R — это внутренний радиус капилляра, а z — вертикальная координата (см. Рисунок 7.1). Таким образом, второй закон Ньютона в безынерционном пределе может быть записан как:
[7.5] Fh + Fm + Fw = 0
Для решения задачи нам нужны аналитические выражения этих сил. Мы оценили силу гидродинамического сопротивления на единицу объема, f h , по закону фильтрации Дарси [NOT 94, MOR 99]:
[7,6] fh = η0K (u − ua)
, где η 0 — вязкость жидкости-носителя, u — ее скорость, u a — скорость агрегатов частиц и K — гидравлическая проницаемость массива агрегатов частиц.Обратите внимание на то, что мы рассмотрели гексагональный массив цилиндрических агрегатов. Аналитическое выражение для K можно найти в [BRU 93] и [ROD 13]. Наконец, z-составляющая силы гидродинамического сопротивления, F h , может быть вычислена путем интегрирования по рассматриваемому элементарному объему.
Магнитная сила, действующая на агрегаты, содержащиеся в элементарном объеме δV и подверженные градиенту магнитного поля, определяется как [ROS 85]:
[7.7] Fm = μ0MdHdzδV
, где M — намагниченность суспензии.
Что касается взаимодействия со стенкой, из-за шероховатой внутренней поверхности капилляра, используемого в этой работе, можно было с уверенностью предположить, что магнитные частицы вблизи стенки будут захвачены шероховатостями стенки. Затем сила взаимодействия со стенками возникает из-за напряжения сдвига, необходимого для разрушения агрегатов частиц вблизи стенок, как показано на рисунке 7.1 — весь агрегат разрывается от частиц, захваченных в неровности стенок.В этом контексте напряжение сдвига стенки может рассматриваться как статический предел текучести MR жидкости, σ Y , и сила взаимодействия со стенками в элементарном объеме, δV , рассчитанная как [ROD 13 ]:
[7.8] Fw = −sgn (ua) ∫δ∫SσYdS = −sgn (ua) 〈σY〉 δS
, где δS = 2 πRdz и −sgn ( u a ) означает, что сила стенки противоположна движению агрегата. Мы можем аппроксимировать среднее значение σ Y в пределах области интегрирования уравнения [7.8], < σ Y >, с пределом текучести, соответствующим сдвиговому течению между двумя параллельными пластинами. Однако мы должны быть очень осторожны, чтобы учесть зависимость σ Y от концентрации частиц и магнитного поля, которые оба зависят от координаты z вдоль капилляра. Для этой цели мы можем использовать эмпирическое выражение, полученное путем аппроксимации экспериментальных данных Chin и соавторов [CHI 01, ROD 13]:
[7.9] 〈σY〉 ≈σY = cΦn (MSμ0) 1 / 2B3 / 2
, где M s — намагниченность насыщения частиц, μ 0 — магнитная проницаемость вакуума, B — плотность магнитного потока, а c = 0,1 и n = 1,85 — подгоночные параметры.
На этом этапе мы можем заменить выражение сил в уравнении [7.5] и решить его для скорости агрегатов [ROD 13]:
[7.10] ua = 0, at2σYR> | η0usK + μ0MdHdz |
[7.11] ua = uS − Kη0 (2σYR − μ0MdHdz), at2σYR <| η0usK + μ0MdHdz |
Кроме того, распределение объемной доли частиц Φ (z) вдоль капилляра можно получить из уравнения сохранения массы, уравновешивая поток частиц в заданном месте z с потоком на входе капилляра:
[7.12] Φ (z) ua (z) = Φ0ua0
, где Φ 0 и u a 0 — объемная доля частиц и скорость агрегата на входе в капилляр, соответственно.Комбинируя уравнения [7.11] и [7.12], мы получаем одно уравнение для профиля концентрации Φ ( z ), которое численно решается относительно неизвестной функции Φ (z).
Наконец нам нужна теоретическая кривая давление – расход. Для этого мы проинтегрировали уравнения движения нашей двухфазной суспензии (магнитные частицы и взвешенная жидкость перемещаются с разными скоростями) и получили следующее выражение для градиента перепада давления dP / dz как функции поверхностной (заданной) скорости u S подвески:
[7.13] dPdz≈ − 2η0usK1 / 2R − 2σYR
Интегрируя уравнение [7.13] по длине капилляра L , мы получили кривую перепада давления как функцию заданной скорости [ROD 13]:
[7.14 ] ΔP≈2η0usR∫ − L / 2L / 2dzK1 / 2 + 2R∫ − L / 2L / 2σYdz
При выполнении этого интегрирования учитываем, что величины K и σ Y зависят от профиля концентрации Φ ( z ), которая была найдена путем решения уравнений [7.11] и [7.12].
Теоретические предсказания этой модели качественно согласуются с экспериментальными тенденциями, как показано на рисунке 7.3. Появление убывающей ветви кривых давления-расхода интерпретируется с точки зрения взаимодействия между гидродинамическими и магнитными взаимодействиями, действующими на структуры частиц. Более подробно наш анализ показывает, что магнитные частицы могут сильно скучиваться в области сильного магнитного поля между полюсными наконечниками электромагнита на средней длине капилляра (Рисунок 7.1). По мере увеличения заданной скорости частицы имеют меньше времени, чтобы накапливаться там, и их концентрация в этой области уменьшается до начального значения Φ 0 в бесконечном пределе скорости. Это вызывает постепенное уменьшение вызванного полем предела текучести и, следовательно, второго члена в правой части уравнения [7.14] с заданной скоростью. И наоборот, увеличение скорости вызывает более интенсивное гидродинамическое рассеяние на структурах частиц. В результате первый член в правой части уравнения [7.14] увеличивается на u S . Сочетание обоих этих эффектов приводит к немонотонной форме кривой давление – расход с глубоким минимумом (рис. 7.3). Подробное обсуждение возможных причин количественных расхождений между теорией и экспериментом см. В [ROD 13].
Чтобы лучше понять колебания с микроскопической точки зрения, мы провели аналогичные эксперименты, что и для жидкости MR 2, но для разбавленной суспензии (5 об.% от концентрации частиц) и с использованием прозрачного капилляра. Одновременно с измерениями перепада давления и расхода на выходе из капилляра при приложении поля H max = 188 кА / м и заданной скорости u с = 0,52 м / с регистрировали с камерой устройства с зарядовой связью (ПЗС) поток внутри прозрачного капилляра (см. результаты на рис. 7.12). В начале процесса прилипания мы выделили столбчатые агрегаты вдоль всего видимого объема капилляров (рис.7.12 (а)). По мере развития процесса прилипания агрегаты постепенно прилипали к стенке капилляра и накапливались вблизи полюсов электромагнита (рис. 7.12 (b)). Во время процесса приклеивания агрегаты не двигались, и структура казалась застывшей. Тем не менее, медленная фильтрация жидкости-носителя через сеть агрегатов наблюдалась по движению немагнитных примесей. Во время процесса скольжения, когда был преодолен максимум разницы давлений, большинство агрегатов отделялось от стенки капилляра и быстро перемещалось к его выходу (рисунки 12 (c) и (d)).На основании этих наблюдений мы можем сделать вывод, что колебания разности давлений возникли в результате периодического заедания и разрушения агрегатов на стенках капилляров, на которые сильно влияет сжимаемость МР флюида.
Рисунок 7.12. Визуализация движущихся структур разбавленной (Φ = 0,05) суспензии МР в прозрачном капилляре в потоке под давлением. Моментальные снимки были сделаны вдоль кривой зависимости давления от времени, показанной в верхней части рисунка.Как видно на нижней части каждого снимка, агрегаты прикреплены к стенкам и не перемещаются во время прилипания (a и b), в то время как они испытывают интенсивное движение к выходному отверстию капилляра во время скольжения (c и d).