Расходники на плазморез в категории «Промышленное оборудование и станки»
Расходники на плазморез Cut-100/60/40 (сопла, катоды, колпачки)
Доставка по Украине
140 грн
Купить
Техно-База
Расходники на плазморез Cut-100 (сопла, катоды, колпачки) — Сопло 1.3мм
Доставка по Украине
140 грн
Купить
Техно-База
Расходники на плазморез Cut-100/60 (сопла, катоды, колпачки) | Горелка P-80 | P-60 — сопло 1.3мм
Доставка по Украине
42 грн
Купить
Техно-База
Расходники на плазморез Cut-100/60 (сопла, катоды, колпачки) | Горелка P-80 | P-60
Доставка по Украине
42 грн
Купить
Техно-База
Комплект расходников на плазморез Cut-100/ Cut-60 (сопла, катоды) | Горелка P-80 | P-60
Доставка по Украине
799 грн
Купить
Техно-База
Сопла на плазморез Cut-60 | Расходники на горелку AG-60 | Горелка SG-55 | Cut-60 Cut-40 Cut-55 Cut-50 Cut-45
Доставка по Украине
30 грн
Купить
Техно-База
Сопла на плазморез 1. 3мм | Анод на плазморез| Рукав P-80/P-60 | Расходники Cut-100
3мм | Анод на плазморез| Рукав P-80/P-60 | Расходники Cut-100
Доставка по Украине
399 грн
Купить
Техно-База
Сопла на плазморез 1.5мм | Анод на плазморез| Рукав P-80/P-60 | Расходники Cut-100
Доставка по Украине
399 грн
Купить
Техно-База
Электрод на плазморез Cut-100 | Электрод на горелку P-80 | Расходники на плазмотрон PT-80
Доставка по Украине
42 грн
Купить
Техно-База
PT31 сопло и катод, никель (набор 30 деталей)
На складе в г. Киев
Доставка по Украине
550 грн
Купить
Интернет-магазин «Электротехника»
Электрод на плазморез Cut-40 | Катод Cut-40 | Расходники PT-31
Доставка по Украине
20 грн
Купить
Техно-База
Сопло PT-31 (CUT-40) плазменное
На складе
Доставка по Украине
22 грн
Купить
Plazma
Сопло плазменное CUT-40 (PT-31) никель
На складе
Доставка по Украине
25 грн
Купить
Plazma
PT-31 набор XL (27 деталей)
На складе в г. Черноморск
Черноморск
Доставка по Украине
423 грн/комплект
Купить
Plazma
Сопло CUT-40 плазмотрона PT-31 (10 шт)
На складе
Доставка по Украине
199 грн/комплект
Купить
Plazma
Смотрите также
PT-31 завихритель, дифузор (10 шт)
На складе
Доставка по Украине
75 грн/комплект
Купить
Plazma
Сопло на плазморез Cut-40 | Анод Cut-40 | Расходники PT-31
Доставка по Украине
20 грн
Купить
Техно-База
Сопло Рт31 (хром)
На складе
Доставка по Украине
23 грн
Купить
BudeTut
Электроды на плазморез Cut-60 | Расходники на горелку AG-60 | Горелка SG-55 | Cut-60 Cut-55 Cut-50
Доставка по Украине
30 грн
Купить
Техно-База
Электрод, катод PT-31 (CUT-40) длинный
Доставка из г. Киев
22 грн
Купить
Интернет-магазин «Электротехника»
Электрод плазмореза PT-31 (CUT-40) короткий
Доставка из г. Киев
Киев
20 грн
Купить
Интернет-магазин «Электротехника»
Электрод, катод PT-31 (CUT-40) никелированный
Доставка из г. Киев
25 грн
Купить
Интернет-магазин «Электротехника»
Расходные плазмореза PT-31 набор L (15деталей)
Доставка из г. Киев
259 грн/комплект
Купить
Интернет-магазин «Электротехника»
Плазменный катод электрод длинный, под горелку РТ-31 (никель)
Доставка по Украине
18 грн
Купить
Tideru Company
Плазменный катод, электрод, под горелку РТ-31. CUT-40
Доставка по Украине
18 — 31 грн
от 2 продавцов
18 грн
Купить
Tideru Company
Катод Р80G
Доставка по Украине
от 51 грн
Купить
BudeTut
Катод Р80 GSW
Доставка по Украине
от 48 грн
Купить
BudeTut
Катод-электрод 40 А удлиненный (38,2 мм) для плазменного резака (плазматрона) PT-31
На складе в г. Днепр
Доставка по Украине
28. 10 грн
10 грн
Купить
Спарк-Центр
Сопло Ø1,0мм х 40А удлиненное для плазменного резака (плазматрона) PT-31
На складе в г. Днепр
Доставка по Украине
22.40 грн
Купить
Спарк-Центр
Расходные материалы для горелок плазменной резки
Изнашивающиеся и запасные части для горелок плазменной резки.
1-43 Из 43
Номер продукта
Название продукта
Цена
W03X0893-13A
W03X0893-13A
W03X0893-14R
Контактный наконечник для плазматрона LC65/LC105
W03X0893-21A
Удлиненный защитный колпачок для LC40-LC65 (блистер 2 шт.)
W03X0893-25A
Электрод для плазматрона LC65
W03X0893-26A
Контактный наконечник/сопло для плазматрона LC65
W03X0893-27A
Наконечник/сопло 40A для плазматрона LC65
W03X0893-28A
Наконечник/сопло 50A для плазматрона LC65
W03X0893-29A
Наконечник/сопло 60A для плазматрона LC65
W03X0893-33A
Наконечник/сопло 50A для контактной резки плазмотроном LC65
W03X0893-34A
Наконечник/сопло 60A для контактной резки плазматроном LC65
W03X0893-39A
Наконечник/сопло для строжки плазмотроном LC65
W03X0893-40A
Удлиненное сопло для LC65 40A (блистер 5 шт. )
)
W03X0893-41A
Удерживающий колпачок для плазмотрона LC65
W03X0893-43A
Удерживающий колпачок для контактной резки/строжки плазматроном LC65
W03X0893-44A
Защитный колпачок для плазматрона LC65
W03X0893-46A
Защитный колпачок для контактной резки плазмотроном LC65M
W03X0893-48A
Защитный колпачок для строжки плазматроном LC65
W03X0893-50R
Газовый диффузор для плазматрона LC65
W03X0893-52A
Наконечник 40A, контактная резка, плазмотрон LC65M
W03X0893-53A
Удлиненный электрод для LC65 (блистер 5 шт.)
W03X0893-54A
Удлиненное сопло для LC65 60A (блистер 5 шт.)
W03X0893-57A
Удлиненный электрод для LC105 (блистер 5 шт.)
W03X0893-58A
Удлиненное сопло 40A для LC105 (блистер 5 шт.)
W03X0893-59A
Удлиненное сопло 60A для LC105 (блистер 5 шт.)
W03X0893-5R
W03X0893-5R
W03X0893-60A
Электрод для плазматрона LC105
W03X0893-61A
Наконечник/сопло 40А для плазматрона LC105
W03X0893-62A
Наконечник/сопло 60A для плазматрона LC105
W03X0893-63A
Наконечник/сопло 80A для плазматрона LC105
W03X0893-64A
Наконечник/сопло 100A для плазматрона LC105
W03X0893-65A
Наконечник/сопло для строжки плазматроном LC105
W03X0893-66A
Удерживающий колпачок для плазматрона LC105
W03X0893-67A
Защитный колпачок для контактной резки плазмотроном LC105
W03X0893-68A
Защитный колпачок для резки с отступом плазматроном LC105
W03X0893-69A
Защитный колпачок для строжки плазматроном LC105
W03X0893-70R
Газовый диффузор для плазматрона LC105
W03X0893-72A
Удлиненное сопло 80A для LC105 (блистер 5 шт. )
)
W03X0893-73A
Удлиненное сопло 100A для LC105 (блистер 5 шт.)
W03X0893-74A
Удлиненный защитный колпачок для LC105 (блистер 2 шт.)
W03X0893-75A
Электрод для плазмотрона LC25
W03X0893-76A
Наконечник для плазмотрона LC25
W03X0893-77A
Удерживающий колпачок для плазмотрона LC25
W03X0893-78R
Защитный колпачок для плазмотрона LC25
1-43 Из 43
Советы по плазменной резке, которые значительно улучшат качество резки — Baker’s Gas & Welding Supplies, Inc.
Следующий пост был написан Эданом Бараком из Weldinghelmetpros.com. Если вас интересует плазменная резка, он написал подробное руководство и сравнительную таблицу, которые вы можете найти здесь.
Хотя плазменная резка может показаться достаточно простой, когда вы только начинаете, опыт показывает, что в ней есть нечто большее, чем кажется на первый взгляд. После прочтения руководства (очень важно!) и изучения основ плазменной резки вам предстоит еще многому научиться, особенно если вы хотите улучшить резку, продлить срок службы оборудования и повысить эффективность.
После прочтения руководства (очень важно!) и изучения основ плазменной резки вам предстоит еще многому научиться, особенно если вы хотите улучшить резку, продлить срок службы оборудования и повысить эффективность.
Ниже мы составили список полезных советов и приемов, которые сделают работу по плазменной резке более приятной и, что, возможно, важнее всего, более профессиональной.
1) Настройка рабочей зоны:Если вы планируете выполнять плазменную резку в любом количестве, рекомендуется настроить рабочую станцию, предназначенную для этой задачи. Ваша рабочая станция не должна быть сложной или дорогой. Вот что вам нужно:
Ваш рабочий стол может быть деревянным или металлическим. Он должен быть достаточно высоким, чтобы вам было удобно пользоваться резаком, но не настолько, чтобы вам приходилось слишком сильно вытягиваться вперед во время резки.
Используйте деревянные бруски под заготовкой для отвода дыма, сохраняя при этом хороший электрический контакт. Если вы прорежете отверстие в столешнице ниже того места, где будет находиться заготовка, вы можете использовать блок вентилятора внизу, чтобы помочь отводить пары и даже сдерживать искры с помощью разрядника.
Если вы прорежете отверстие в столешнице ниже того места, где будет находиться заготовка, вы можете использовать блок вентилятора внизу, чтобы помочь отводить пары и даже сдерживать искры с помощью разрядника.
Возьмите за правило всегда закреплять зажим заземления только на чистом металле. Избегайте зажима любого окрашенного или ржавого металла, так как это может препятствовать прохождению электричества.
Также важно закрепить зажим заземления как можно ближе к намеченной траектории реза. Если возможно, закрепите зажим заземления на самой заготовке. Периодически проверяйте кабели на наличие ослабленных соединений, изношенных мест или чего-либо, что может препятствовать прохождению электрического тока.
3) Создание шаблона: Подавляющее большинство проектов по резке требуют использования шаблона. При создании шаблона обязательно учитывайте радиус режущего наконечника (или защитного экрана). Это означает, что ваша линия разреза будет больше, чем фактический разрез. В деревообработке это известно как пропил.
Это означает, что ваша линия разреза будет больше, чем фактический разрез. В деревообработке это известно как пропил.
Толщина вашего шаблона должна быть достаточной, чтобы щит мог двигаться по нему, не перепрыгивая через него.
Вы также можете использовать роликовую направляющую для поддержания постоянного зазора, и эти направляющие очень хороши для выполнения прямых разрезов. Просто прикрепите к заготовке поверочную линейку, кусок прямого металла или другую прямую направляющую и следуйте вдоль кромки.
Направляющие круги также могут использоваться в качестве опор и позволяют идеально вырезать круги различных размеров.
4) Правильное использование режущего наконечника:Если вы работаете при токе менее 40 ампер, вы можете разместить режущий наконечник прямо на материале. Тем не менее, если ток выше 40 ампер, вы должны либо удерживать наконечник от материала рукой, либо использовать подходящий защитный экран.
5) Стабильная работа – это чистая работа: Перед тем, как резать, убедитесь, что вы приготовились. Эксперты часто делают это, используя нережущую руку для поддержки. Этот совет также поможет вам поддерживать постоянное расстояние от 1/16 до 1/8 дюйма, что имеет решающее значение для результатов профессионального уровня. Кроме того, многим опытным резчикам легче подтягивать резак к себе, чем отталкивать его от себя.
Эксперты часто делают это, используя нережущую руку для поддержки. Этот совет также поможет вам поддерживать постоянное расстояние от 1/16 до 1/8 дюйма, что имеет решающее значение для результатов профессионального уровня. Кроме того, многим опытным резчикам легче подтягивать резак к себе, чем отталкивать его от себя.
Если у вас нет особой необходимости, нет причин использовать сжатый азот или аргон. Вы можете использовать обычный сжатый воздух с отличными результатами. Однако следует отметить, что некоторые опытные специалисты по плазменной резке считают, что они могут получить более чистые результаты при резке нержавеющей стали, если используют азот; однако результаты, честно говоря, не так уж и отличаются.
Следует всегда помнить, что масло и вода загрязняют систему подачи сжатого воздуха. Это приведет к значительному сокращению срока службы ваших расходных материалов. По возможности используйте хороший встроенный воздушный фильтр, чтобы удалить эти загрязнения до того, как они попадут в резак.
По возможности используйте хороший встроенный воздушный фильтр, чтобы удалить эти загрязнения до того, как они попадут в резак.
Лучший способ убедиться, что вы используете правильные настройки силы тока и скорости перемещения, — это взять кусок металла, такой же, как рабочий металл, и сделать пробный рез. резать.
8) Слишком быстрое движение:Если во время пробной резки или во время работы вы видите искры, летящие вдоль верхней части металла, значит, вы двигаетесь слишком быстро и вам нужно замедлиться. Когда скорость движения правильная, вы увидите дугу, выходящую под углом примерно 20 градусов, и это будет в направлении, противоположном траектории движения резака.
9) Как начать первый рез: Большинство экспертов сходятся во мнении, что с первым и самым последним резом у большинства новичков возникают проблемы. Способ начала первого реза зависит от толщины металла. Если металл тонкий, можно просто поместить режущий наконечник горелки на заготовку и нажать на курок. Это действие пробьет материал насквозь. Тем не менее, для более толстого металла вы должны начать за пределами линии реза и наклонить резак примерно на 45 градусов от вашего тела; нажмите на спусковой крючок и поверните резак в перпендикулярное положение (прямо вверх и вниз). Аккуратно переместите резак к линии разреза на шаблоне и начните работать вдоль этой линии.
Если металл тонкий, можно просто поместить режущий наконечник горелки на заготовку и нажать на курок. Это действие пробьет материал насквозь. Тем не менее, для более толстого металла вы должны начать за пределами линии реза и наклонить резак примерно на 45 градусов от вашего тела; нажмите на спусковой крючок и поверните резак в перпендикулярное положение (прямо вверх и вниз). Аккуратно переместите резак к линии разреза на шаблоне и начните работать вдоль этой линии.
Имейте в виду, что при наклоне резака разрез будет скошенным. Двигайте головой, если вы не видите режущую дугу, а не резак.
Очень хороший совет, который может сэкономить как время, так и деньги, — взять за привычку отрабатывать линию разреза перед включением дуги. Это позволит вам увидеть, находитесь ли вы в правильном положении и насколько далеко вы должны растянуться, прежде чем вы действительно начнете резать. Ваша нережущая рука также может быть использована для стабилизации.
10) Большие разрезы, небольшие разрезы: Некоторые области могут быть слишком малы для резки с помощью резака.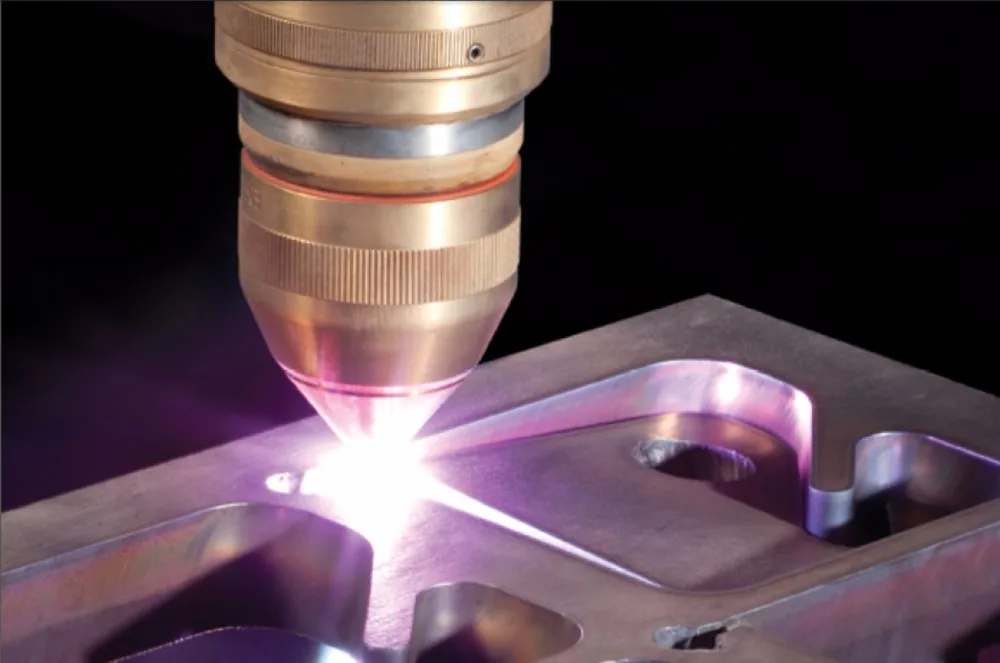 Отметьте их, прежде чем начать резать. Сначала сделайте большие надрезы, затем выключите устройство и вернитесь назад и вручную обрежьте меньшие участки.
Отметьте их, прежде чем начать резать. Сначала сделайте большие надрезы, затем выключите устройство и вернитесь назад и вручную обрежьте меньшие участки.
Ваш плазменный резак — отличный инструмент для вырезания отверстий под болты. Этот простой совет работает каждый раз: просто проткните металл, а затем сделайте круг соответствующего размера. Ваш резак может прорезать металл толщиной до половины его толщины.
12) Скошенные края:Скошенные края требуют некоторой практики, но результаты могут быть выдающимися. Скошенные кромки можно использовать для лучшей подгонки между деталями, но их также можно использовать для разрезания более толстых кусков металла.
Чтобы скосить кромку, просто наклоните головку резака под углом 30–40 градусов и выполните рез. Немного потренировавшись, вы сможете быстро освоить эту технику.
13) Устранение неполадок Расходные материалы: Если вы обнаружите, что ваши разрезы грязные или что пилот дуги не работает, прежде всего проверьте свои расходные материалы. Когда расходные материалы изнашиваются, они вызывают проблемы с резкой и/или зажиганием дуги. Вы должны регулярно проверять расходные материалы. Посмотрите на отверстие наконечника, и если оно выглядит неправильной формы или покрыто брызгами, пришло время заменить его.
Когда расходные материалы изнашиваются, они вызывают проблемы с резкой и/или зажиганием дуги. Вы должны регулярно проверять расходные материалы. Посмотрите на отверстие наконечника, и если оно выглядит неправильной формы или покрыто брызгами, пришло время заменить его.
Кроме того, электрод, который находится прямо под наконечником, содержит небольшое количество так называемого гафния. Каждый раз, когда дуга запускается, она потребляет небольшое количество гафния. Если вы видите ямку на электроде, выбросьте его.
Наконец, будьте осторожны, чтобы не перетянуть стопорную чашку. Детали, находящиеся внутри удерживающей чашки расходных материалов, должны двигаться, чтобы создать дугу. Чашка должна быть затянута только рукой.
14) Последний разрез: Последний разрез часто является проблемой для новичков. Есть две хитрости, которые вы можете использовать, чтобы получить чистый последний рез. Во-первых, сделайте паузу на секунду, когда доберетесь до самой последней части кадра, чтобы сделать его более чистым. Второй трюк заключается в том, чтобы подкатить кончик резака к последнему краю реза. Эти приемы особенно полезны при резке более толстых материалов, но они будут работать для всех толщин.
Второй трюк заключается в том, чтобы подкатить кончик резака к последнему краю реза. Эти приемы особенно полезны при резке более толстых материалов, но они будут работать для всех толщин.
Вы можете использовать шлифовальную машину или кусок металлолома, чтобы сбить любой окалина, который вы найдете после резки. Вы также можете приобрести отбойный молоток, так как он очень доступен по цене и может упростить процесс очистки.
Вывод:Используя эти советы, плазменная резка станет более приятной и менее затратной. Попробуйте их и помните – практика делает совершенным! Чтобы узнать о выгодных предложениях на плазменные резаки и оригинальные расходные материалы, посетите сайт Bakersgas.com
Наконечники для плазменной резки
Вы когда-нибудь задумывались, что такое насадки для плазменной резки? В этом сообщении блога мы расскажем все, что вам нужно знать о наконечниках для плазменной резки, в том числе о том, что они из себя представляют, как они работают, где их найти и многое другое.
Что такое плазменный резак?
Плазменная резка – это машина, использующая сжатый газ для создания электропроводящего канала ионизированных частиц, называемого плазмой. Плазма — это то, что вы видите в молнии, и она очень горячая, достигая температуры 20 000 градусов по Цельсию (40 000 градусов по Фаренгейту). Это делает плазменный резак чистым и точным методом резки металлов, таких как медь, латунь, алюминий и сталь, практически без сопротивления. Современные плазменные резаки часто используют вспомогательную дугу между электродом и соплом для ионизации газа, который генерирует плазму перед переносом дуги.
Как работают плазменные резаки?
Когда вы нажимаете на курок плазменного резака, сжатый газ проходит через машину и выходит из резака. По пути этот газ ионизируется и пропускается через устройство, создающее высокоскоростной вихрь. Другая важная вещь, которая происходит, заключается в том, что активируется какой-то пусковой механизм. Этот пусковой механизм ионизирует газ. Этот ионизированный вихрь газа создает вспомогательную дугу. Вспомогательная дуга проходит через наконечник или отверстие сопла, прежде чем в конечном итоге коснется металла. Когда это происходит, вспомогательная дуга переходит на пластину и становится режущей дугой.
Этот ионизированный вихрь газа создает вспомогательную дугу. Вспомогательная дуга проходит через наконечник или отверстие сопла, прежде чем в конечном итоге коснется металла. Когда это происходит, вспомогательная дуга переходит на пластину и становится режущей дугой.
Вы можете узнать больше о плазменной резке здесь, на нашей странице «Технологии плазменной резки».
Наконечники для плазменной резки или экраны для плазменной резки не делают ничего, кроме того, что позволяют вам перемещать резак по металлу, который вы режете. Чтобы это произошло, этот наконечник должен быть электрически изолирован от схемы горелки.
Что такое наконечник для плазменной резки?
Наконечник для перетаскивания представляет собой медный экран, который крепится к передней части резака перед соплом. Этот экран электрически изолирует сопло от металлической заготовки, чтобы устранить распространенное явление, известное как двойная дуга, поэтому вы можете перемещать резак непосредственно по заготовке, не прилипая к ней.
У драг-резки есть несколько преимуществ. Во-первых, это упрощает работу оператора. Вам не нужно беспокоиться о твердой руке. Вы можете просто перетащить резак вдоль линейки или шаблона. В большинстве случаев у вас должен получиться более аккуратно вырезанный кусок. Резка волочением также помогает увеличить срок службы расходных материалов, поскольку брызги металла и обратный удар не представляют большой проблемы. Hypertherm предлагает технологию экранированной резки до 200 ампер с помощью ручного резака.
Для чего используются наконечники плазменной резки?
Наконечник плазменного резака используется для легкой резки тонкого металла. Наконечники для перетаскивания отлично подходят для резки листового металла даже при низкой силе тока. Вы можете легко рисовать прямые линии или следовать узорам, перетаскивая их по поверхности металла, при этом полностью контролируя скорость движения предметов.
Отрасли, в которых используются плазменные резаки с наконечниками, включают:
- Производство
- Строительство
- Автомобильная промышленность
- Машины
- Электрика
В чем разница между насадкой и насадкой?
Основное различие между насадкой и наконечником для перетаскивания заключается в том, что сопло иногда является частью электрической цепи, а наконечник для перетаскивания — никогда. Когда сопло является частью цепи, дуга хочет прикрепиться к земле. После того, как дуга установлена и перенесена на металл, назначение сопла состоит в том, чтобы сформировать и сфокусировать дугу. Обе части являются расходными материалами для плазменной резки, но важно отметить, что это не одно и то же.
Когда сопло является частью цепи, дуга хочет прикрепиться к земле. После того, как дуга установлена и перенесена на металл, назначение сопла состоит в том, чтобы сформировать и сфокусировать дугу. Обе части являются расходными материалами для плазменной резки, но важно отметить, что это не одно и то же.
Использование наконечников плазменного резака
Чтобы использовать наконечник наконечника, сначала необходимо приобрести наконечник, а затем прикрепить его к горелке плазменного резака. Затем вам нужно закрепить металлическую заготовку, включить газовый и плазменный резак и установить желаемый ток.
Если в вашем станке используется вспомогательная дуга, держите наконечник на расстоянии около дюйма от заготовки. Когда все будет готово, нажмите на спусковой крючок и ведите резак по заготовке, пока рез не будет завершен. Помните, что насадки для перетаскивания являются расходными деталями, поэтому будьте готовы заменить их по мере необходимости.
Что такое драг-резка?
Резка волочением — это процесс плазменной резки, в котором для придания формы металлу используются наконечники волочения. Этот метод в основном используется для тонких металлов, таких как листы, и обеспечивает больший контроль, чем другие методы, такие как резка с отступом. Кроме того, в результате этого процесса получается гладкая кромка без заусенцев и других несоответствий.
Этот метод в основном используется для тонких металлов, таких как листы, и обеспечивает больший контроль, чем другие методы, такие как резка с отступом. Кроме того, в результате этого процесса получается гладкая кромка без заусенцев и других несоответствий.
Плазменная резка с перетаскиванием работает, когда кончик вашего резака касается материала, с которым вы работаете, а затем медленно перемещает его по поверхности, поддерживая постоянную скорость и высоту. Это позволит создать ровный и прямой срез. Вы можете тянуть факел по прямой линии или делать извилистые узоры.
Несмотря на то, что резка волочением требует терпения и практики, так как вы рисуете каждую линию, прорезая материал быстро и точно, многие люди считают резку волочением легче, чем удерживать зазор.
Распространенные ошибки при использовании наконечника для перетаскивания
Резку с перетаскиванием с помощью наконечника для плазменной резки довольно легко освоить. Самая распространенная ошибка, которую допускают новые операторы при обучении резке волочением, заключается в слишком быстром перемещении резака, из-за чего плазменной дуге не хватает времени, чтобы фактически прорезать заготовку.