Плавка меди в домашних условиях: температура, инструменты, правила
Ювелирные изделия, другие предметы из меди или с элементами меди получили широкое распространение во всем мире. Найти ее у себя дома, в металлоломе не составит труда. Применений для этого металла масса. Нередко, чтобы добиться поставленной цели необходимо расплавить медь, причем сделать это в домашних условиях. Процедура довольна проста, если знать ее характеристики и температуру плавления.
Характеристики
Медь относится к одному из первых металлов, который люди начали получать и использовать для дальнейшей переработки. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Материал имеет характерный красно-желтый оттенок, а за счет мягкости, можно легко деформировать, переплавлять, обрабатывать и делать разные предметы. Поверхность при контакте с кислородом начинает образовывать оксидную пленку, что и дает красивый оттенок.
Очень значимая характеристика – электро и теплопроводность материала, которые имеют второе место среди всех видов металлов, на первом месте стоит серебро. Эти характеристики дали возможность применять ее в электрической сфере, а также для быстрого отвода тепла.
Температура плавления
Плавление – процесс, при котором металл переходит из твердой формы в жидкое состояние. Для каждого материала есть своя температура плавления, под которой можно получить жидкое состояние. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Сам металл начинает плавиться от 1083 градусов. Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Данный металл может кипеть при относительно невысокой температуре для металлов. Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Чтобы знать, как плавить материал дома, нужно изучить пошаговую инструкцию и различные варианты процедуры, описанные ниже.
Пошаговая инструкция по плавлению
Чтобы переплавить медь в домашних условиях, нужно сделать температуру немного выше, чем та при которой она будет плавиться. В данном случае не получится использовать банку и костер или подобные методы. Результата не будет.
Рекомендуется использовать доменную печь, причем важно, чтобы была возможность регулировать жар. Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Для создания печи часто используются старые огнетушители. Если выбрать такой метод, то надо срезать верхнюю часть и сделать крышку, которая будет закрываться. Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Выплавка должна проводиться в такой емкости, которая сама не будет от высокой температуры плавиться и деформироваться, соответственно способная выдержать более 1100 градусов. Дополнительно переплавка медных изделий требует создания азотной среды, если ее не будет, то материал испортится.
Когда все готово можно переплавить материал и получить из него единый слиток, который можно применять в дальнейшем для своих нужд.
Плавление в муфельной печи
Расплавлять медь дома можно при помощи такого инвентаря:
- Тигель, в который будет закладываться металл для плавки.
- Щипцы, которые могут достать тигель из печи.
- Муфельная печь или горн для нагревания.
- Форма для выливания жидкой меди.
- Стальной крючок.
Пошаговый алгоритм отливки следующий:
- Металл для плавки надо измельчить и положить в тигель. Чем мельче будет состояние, тем быстрее получится расплавить материал.
 Готовый тигель ставится в прогретую до нужной температуры печь.
Готовый тигель ставится в прогретую до нужной температуры печь. - Когда медь станет жидкой и полностью расплавиться, надо щипцами изъять тигель, причем нужно действовать аккуратно, но быстро. На поверхности жидкой массы будет плева, крюком ее надо сдвинуть и слить материал в приготовленную емкость.
- Не рекомендуется использовать чистый металл для создания сложных фигур или маленьких предметов, это вызвано плохой текучестью меди без примесей. В данном случае лучше использовать сплавы, в которых будет цинк, олово и другие металлы.
 Готовый тигель ставится в прогретую до нужной температуры печь.
Готовый тигель ставится в прогретую до нужной температуры печь.Самодельные приспособления
Чтобы выплавлять медь необязательно использовать специальные устройства, можно применять самодельные конструкции. Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
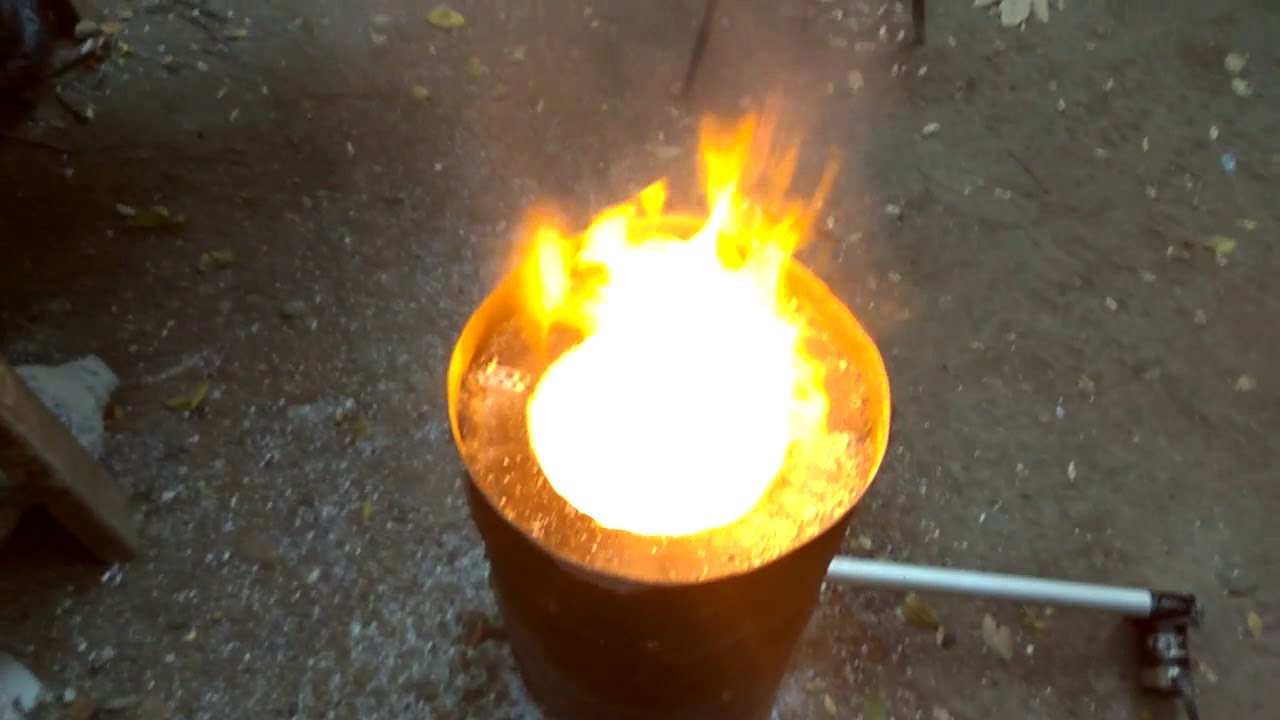
Если муфельной печи или горна нет, то используется простая горелка на газу. Правда, сама медь будет контактировать с кислородом, за счет чего происходит быстрое окисление. Для исключения появления толстой плевы на поверхности, надо использовать измельченный уголь, когда металл примет жидкую форму.
Для получения жидкой консистенции материала надо:
- Установить на земле опору, для этого используются силикатные кирпичи, на них кладется сетка из металла с малыми ячейками.
- На сетку насыпается уголь и раскаляется, используя газовую лампу. Для получения высокой температуры можно использовать пылесос, который направляется на уголь и дает сильный воздушный поток.
- На раскаленный материал ставится тигель, нужно подождать, пока все расплавиться. После чего слить полученную жидкость в форму.
Еще можно использовать в домашних условиях пропан-кислородное пламя. Его рекомендуется использовать для сплава, где есть олово или цинк.
Если дома есть мощная микроволновая печь, то провести плавильную процедуру можно в ней. Для безопасности, а также сохранения тепла, защиты самой печи необходимо тигель обернуть в жаропрочный материал, а также использовать накрытие для него. После помещения надо поставить максимальный режим и ждать, когда металл переплавиться.
За счет невысокой температуры плавления медь можно легко использовать для изготовления различных деталей, предметов прямо у себя дома. Применяя описанные методы можно добиться качественного результата с минимальными вложениями. Как только температура будет снижаться, материал начнет принимать твердое состояние и после этого остывает окончательно. Для создания мелких или сложных деталей, надо применять сплавы.
В ходе выполнения работы рекомендуется не доводить материал до кипения, поскольку он теряет свои свойства, становится после остывания не таким твердым, портится визуально. В результате кипения выделяется газ, а после остывания изделия будут иметь пористую поверхность.
Процесс плавки латуни в домашних условиях, температура плавления и необходимые инструменты
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.
Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.
О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
Кроме цинка многокомпонентная латунь может содержать:
- Алюминий.
- Олово.
- Никель.
- Марганец.
- Кремний.
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.
В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
- Видео:
- Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.

Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.
В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.![]()
Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.

- Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
- Видео:
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов.
Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой.
Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз.
Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний.
Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
 В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
(4
Источник: https://plavitmetall.ru/obrabotka/temperatura-plavleniya-latuni.html
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы.
Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера.
Проводить его можно на предприятии или в домашних условиях.
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)

Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.

Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге.
По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы.
Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы.
Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.

Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Плавка латуни очень просто Особенности литья латуни Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/lityo/latuni
Как расплавить латунь в домашних условиях: технология, температура, оборудование
Латунь является уникальным сплавом, использующимся не только в промышленности, но и в быту. Из него выполнены разнообразные интерьерные предметы, а также многочисленные конструкции.
Для умельца знание температуры плавления этого металла станет хорошим подспорьем при сооружении или же ремонте разнообразных предметов.
Данный сплав имеет медную основу с цинковой легирующей составляющей, которая может дополняться никелем, марганцем, а также свинцом либо железом.
Характеристики металла
Латунных материалов выпускается несколько разновидностей, имеющих обширное применение. К наиболее распространенным данным металлическим соединениям относятся:
К наиболее распространенным данным металлическим соединениям относятся:
- многокомпонентный состав;
- двойной из сплава цинка с медью.
Температура плавления латуни зависит от ее компонентов. Помимо промышленности, из нее изготавливают различные предметы интерьера и детали мебельных конструкций. Это стало возможным благодаря литью, которое предоставляет возможность придать изделию любую форму.
Плавка в домашних условиях не составляет особых проблем при соответствующих познаниях и наличии необходимого спецоборудования. Для этого обязательно следует знать, при какой температуре этот металлический состав плавится.
Он имеет желтоватый цвет, который без дополнительной защиты чернеет от воздействия воздушной среды.
Нижний предел, при котором происходит плавление латунного состава составляет порядка 880 °С, а его верхнее значение доходит до 950 °С. Для снижения температурной точки плавки латуни в нее добавляют больше цинковой составляющей.

На характеристики металла оказывают негативное влияние висмут или же свинец. Учтите, что температура плавления меди отличается от латунного состава.
При нагреве материала они значительно снижают его способность к пластичной деформации.
Латунь способна оказывать высокую сопротивляемость коррозии, обладает повышенной текучестью и отличными антифрикционными характеристиками.
Благодаря всем этим свойствам ее активно используют как в общепромышленных изделиях, так и в узконаправленных компонентах. Поверхность состава превосходно полируется, что позволяет надолго сохранять его великолепный вид.
Температуру плавления латунь и бронза имеют различную, что учитывается при выборе режима работы.
Особенности обработки
В быту находятся множество изделий, имеющих в составе латунные компоненты. Для их ремонта или же изготовления применяются несколько методов. Все они построены на технологии плавления латуни.
Этот процесс имеет свои нюансы и особенности, которые могут значительно усложнить ремонт.
Сплавы на основе меди, а также бронзы имеют несколько отличающиеся характеристики, поэтому важно знать с каким именно составом придется работать.
Мягкие латунные сплавы содержат цинковую часть до 32,5 %, что предоставляет возможность для легкой обработки материала не только в горячем состоянии, но также и в холодном. Эта процедура выполняется протяжкой или же прокаткой. Данные составы маркируются: Л 68, Л 80, ЛМ 70, а также ЛТ 90.
Увеличение цинка приводит к значительному повышению твердости состава, который становится обрабатываемым в горячем виде. Холодное воздействие на эти материалы весьма ограничено и требует наличия специальных инструментов.
Помимо этого, производятся сплавы смешанного вида, отличающиеся достаточной универсальностью.
Что необходимо для плавки
Имея необходимый комплект оборудования и специальных принадлежностей можно не только заниматься восстановлением разнообразных изделий, но и изготавливать латунные компоненты дома. Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Основной составляющей мастерской служит печь индукционного типа, позволяющей в домашних условиях плавить латунь. Она собирается из огнеупорного кирпича, соединенного раствором, выдерживающим высокие термальные нагрузки.
Источник тока, который будет использоваться для нагревательных элементов должен выдерживать нагрузку порядка 25 кВт. Для работы с разнообразными сплавами, можно приобрести специальную печь, рассчитанную на работу свыше 1000 °С.
Это позволит выплавлять бронзу, а также многие цветные металлы.
Дополнением к плавильной печке служит тигель графитового типа, в котором непосредственно будет расплавляться латунный состав. Для каждого из типов металла используется собственная емкость. Новый тигель обязательно закаливается при температуре порядка 95 °С. В печи он должен прогреться на протяжении 20 минут, после чего остужается.
Для рабочего процесса потребуются стальные щипцы, а также большая ложка. С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.
С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.
Располагать плавильную печь необходимо на хорошо проветриваемом месте. Наилучшим расположением будет навес на улице. Это будет способствовать быстрому выветриванию углекислого газа и различных токсинов при плавке.
Помимо этого, свободный доступ воздуха значительно улучшит процедуру плавки. Обязательным атрибутом безопасной работы является ящик с песком. Он располагается рядом с печкой и только над ним можно переносить жидкий сплав и разливать его по формам.
Для дополнительной безопасности можно положить на пол асбестовый лист.
К специальной экипировке относятся особые кожаные перчатки, жароупорный защитный фартук, маска или же очки, а также ботинки высокого типа. Одежда должна быть с длинными рукавами и состоять из хлопковой ткани. Длинные штаны надежно защитят ноги от горячих капель жидкого металлического сплава.
Длинные штаны надежно защитят ноги от горячих капель жидкого металлического сплава.
Технология плавления
Когда все оборудование смонтировано и необходимые материалы подготовлены, переходят к самой процедуре плавления. Технологию процесса можно посмотреть на соответствующем видео. В тигель помещаются измельченные кусочки материала, при этом их величина будет оказывать влияние на скорость начала плавки.
После этого сосуд ставится в печку и начинается ее нагрев до необходимого температурного значения плавления. На печах заводского изготовления имеется специальное окошко, которое предоставляет возможность для наблюдения за процессом.
При использовании самодельной конструкции для этого служит огнеупорная крышка, закрывающая емкость.
Извлекать тигель можно лишь после полного плавления металлического состава. Поверхностная пленка на латуни подлежит снятию при помощи простой стальной проволоки. После удаления этого слоя окислов выполняется заливка массы в заранее заготовленную форму. По окончании остывания латунное изделие можно вынимать из формочки и окончательно обрабатывать.
По окончании остывания латунное изделие можно вынимать из формочки и окончательно обрабатывать.
Домашняя плавка латуни может использовать и упрощенную вариацию аналога обычной печи. В ней нагревателем выступает стандартная газовая горелка, надежно закрепленная под плавильным сосудом.
При работе необходимо следить за равномерным прогревом нижней части печи.
Такой способ обработки латуни в домашних условиях создает повышенное окисление плавящегося металла, что можно минимизировать с помощью древесного угля.
Что необходимо учитывать при работе
Расплавить латунь в домашних условиях можно при соблюдении некоторых особенностей работы. В процессе нагревания тигля в печи необходимо следить за состоянием массы. Готовая к заливке масса пылает ярким желтым светом, имеющим оранжевый оттенок. При дневном освещении этот цвет становится практически невидимым.
При температурном значении выше точки плавления, скорость процесса заметно повышается. Учтите, что это провоцирует ускорение окисления металлического сплава. Запрещается перемешивать сплав даже при снятии окислительной пленки. Необходимо предотвращать возникновение воздушных пузырьков в жидкой латуни, которые помешают отливке качественного изделия.
Запрещается перемешивать сплав даже при снятии окислительной пленки. Необходимо предотвращать возникновение воздушных пузырьков в жидкой латуни, которые помешают отливке качественного изделия.
Не забывайте, что плавящийся металл является опасной субстанцией, способной нанести значительный вред при неправильном обращении.
Учитывайте необходимость использования противопожарных средств, а также индивидуальную экипировку для защиты во время работы.
Заранее позаботьтесь о наличии хорошей вентиляции в рабочей зоне, которая предохранит организм от воздействия опасных паров и газов. Соблюдайте меры предосторожности, что защитит от пожара и сохранит не только здоровье, но и жизнь.
Источник: https://oxmetall.ru/metalli/latun/kak-rasplavit-v-domashnih-usloviyah
Температура плавления латуни: плавка в домашних условиях
09.04.2019
Иногда необходимо провести срочный ремонт латунных изделий или изготовить какую-то деталь. Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Основные характеристики латуни
Прежде, чем решить, как же расплавить латунь в домашних условиях, нужно определить температурный режим. Латунные сплавы на основе меди по химическому составу бывают двухкомпонентные с различной долей цинка, и многокомпонентные, содержащие свинец, висмут и другие металлы. Зная маркировку сплава, легче определить точную температуру плавки латуни. Эти данные есть в справочных таблицах.
Часто приходится пользоваться непонятным ломом, сложно определить марку металла по цвету, сплавы незначительно различаются оттенками. Чтобы расплавить немаркированный лом, нужно ориентироваться на температурный диапазон 880–950°С. Чем меньше цинка в составе, тем ниже температура плавления.
Желательно предохранять от окисления металл, который темнеет со временем. Такой лом, прежде чем расплавить, зачищают до блеска. Лом присыпают угольной крошкой. Плавление металла под такой шубой будет проходить быстрее.
Такой лом, прежде чем расплавить, зачищают до блеска. Лом присыпают угольной крошкой. Плавление металла под такой шубой будет проходить быстрее.
Важно учитывать, что не все сплавы обладают хорошей текучестью, расплавить их иногда сложно.
Особенности обработки и область применения
Как и другие медные сплавы, латунь хорошо поддается резке, ковке, штамповке. Она обладает хорошими антифрикционными свойствами, не корродирует, эстетично выглядит, за это ценится дизайнерами.
Найти дома кусочки желтого металла не трудно. Из него делают декор, светильники, радиодетали, фурнитуру. Латунь тверже меди, из нее делают запорную арматуру, переходники, отводы для трубопроводов, системы отопления.
Расплавить дома можно любые ненужные части трубопровода.
Сварка труб из полипропилена
Что понадобится для плавки
Расплавлять латунь в домашних условиях можно газовой горелкой. Ее устанавливают под тиглем вертикально. Для снижения потерь тепла зону нагрева экранируют огнеупорными материалами или толстым железом.
Удобно использовать муфельную компактную печь фабричного производства. Если приходится заниматься домашней плавкой металлов, такую вещь стоит приобрести. Владельцы частных домов сооружают горн из шамотного кирпича с воздушным поддувом. Сразу делают каркас для установки тигля, крышку.
Необходимо подготовить огнеупорный тигель.
Можно использовать готовый керамический, выдерживающий температуру до 1300°С или графитовый, он очень надежный, подходит для многоразового применения, главное вовремя удалять шлак, когда он только хватился.
Умельцы делают тигли самостоятельно из шамотной крошки, кремнезема, жидкого стекла, обмазывают готовую форму тальком. Для захвата горячего тигля используют длинные щипцы. Желательно приготовить мощную подставку, которую сложно расплавить.
Для отливки деталей делают формы:
- из гипса, облепляют им восковую копию будущей детали;
- смеси цемента и тормозной жидкости.
Эти формы нужно поставить на песок или огнеупорную подставку большого размера, их нужно будет заполнять расплавленной субстанцией.
Для снятия шлака с латуни понадобится ложечка или проволочная петля. Не стоит забывать про противопожарную и собственную безопасность.
Плавка латуни в домашних условиях: пошаговая инструкция
Когда все подготовительные работы завершены, можно приступать к работе. Небольшая инструкция поможет справиться с плавкой латуни в домашних условиях. Нужно четко соблюдать последовательность операций:
- Подготовка лома заключается в его нарезке, чем меньше кусочки, тем быстрее образуется расплав. Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.
- В процессе подготовки печи к работе до 100°С прогревают формы, устанавливают их на подставку или песок, выравнивают.
- Греют тигель, его лучше раскалять до желтоватого свечения. Затем заполняют его латунным ломом. Сверху присыпают измельченным древесным углем.
- В прогретую печь погружают тигель с ломом, повышают температуру до 950°С. Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
- Когда металл полностью расплавится, с нее нужно снять шлак, окалину. Делают это ложечкой или петлей.
- Пора заполнять форму. Расплавленную латунь быстро переливают из тигля, оставляют застывать. Затем снимают оставшуюся корочку металла с тигля.
 Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.Как приварить нержавейку к черному металлу
Плавить лом нужно небольшими порциями по 30–50 грамм, при необходимости тигель загружают несколько раз.
При выполнении всех условий можно сделать латунную отливку самостоятельно. Когда нужно расплавить небольшой кусочек металла, его кладут на изложницу. Направляют пламя газовой горелки на лом. Через 2–3 минуты образуется большая капля. Занимаясь расплавкой медных сплавов нужно надевать плотную х/б спецовку. При случайном попадании горячей латуни на кожу риск ожогов в такой одежде снижается.
Температура плавления латуни: плавка в домашних условиях Ссылка на основную публикацию
Источник: https://svarkaprosto. ru/tehnologii/plavka-latuni
ru/tehnologii/plavka-latuni
Температура плавления латуни
Что такое латунь? Это сплав металлов на основе меди. Основным легирующим компонентом является цинк, но при необходимости он может заменяться марганцем, железом, никелем или свинцом. Вот почему промышленность выпускает несколько марок сплава.
Самые популярные из них две: двухкомпонентная (в составе только медь и цинк) и многокомпонентная латунь (в составе помимо меди и цинка есть несколько легирующих элементов). У каждой марки свой температурный предел, позволяющий перевести твердый металл в жидкое состояние.
Данная статья расскажет о том, какой должна быть температура плавления латуни, как можно расплавить металл в домашних условиях, на что нужно обращать внимание, желая соблюсти все технологические особенности процесса.
Как расплавить латунь в домашних условиях?
Специалисты знают, что латунь плавится при температуре, диапазон которой составляет 880-950 градусов по Цельсию (он гораздо меньше, чем у бронзы).
Следовательно, важно приобретать печь, которая позволит расплавить сплав до того момента, когда другие компоненты металла окислятся.
Если эксперименты со сплавами перестают быть просто хобби, целесообразно приобретать и устанавливать печи, способные нагреваться до 1100 градусов и выше. Тогда доступен будет процесс плавки бронзы и других цветных металлов.
Кроме печи для работы понадобится специальный набор инструментов. Нужно приобрести графитовый тигель – емкость, в которой будет плавиться латунь, нарезанную кусками, а потом расплавить ее в печи.
Каждый тигель лучше использовать под определенный сплав металла (тигель для бронзы нельзя потом применять для плавки латуни). Новый тигель предварительно закаливается, только после этого он становится пригодным для плавки цветного металла.
Делается это просто: печь прогревается до температуры 95 градусов, в нее погружается емкость для плавления, и оставляется там минут на двадцать. После этого тигель должен остыть.
Тигель в печь погружается и вынимается из нее при помощи стальных щипцов. Еще под рукой должна быть большая ложка. Она поможет удалить с поверхности жидкого металла шлак. Литейный ковш – приспособление, при помощи которого придерживают тигель, наклоняют его, желая вылить жидкую латунь в форму.
Перед тем, как помещать сплав в топку, важно почистить латунь, промыть металла мылом, очистить при помощи него загрязнения в виде масляных пятен, продуктов окисления. Если изделия, выбранные для переплавки, покрыты лаком, лучше снять его слой специальным химическим составом (разбавителем лака, например).
Обратите внимание! Снимать лак нужно на улице или в хорошо проветриваемом помещении. Руки лучше защитить перчатками.
Печь устанавливается в хорошо проветриваемом помещении, специалисты рекомендуют просто выставлять ее на улицу под навес. Во время нагрева любого металла (латуни и бронзы в том числе) в воздух попадают токсины, углекислый газ, сама печь эффективнее работает при наличии большого количества воздуха. Поэтому улица – лучшее место для монтажа описываемого оборудования.
Поэтому улица – лучшее место для монтажа описываемого оборудования.
Рядом с печью важно установить ящик с песком. Он является необходимой частью обеспечения безопасности проведения подобного рода работ. Только над ящиком с сухим песком можно переносить жидкую латунь и переливать ее в форму. Если капля жидкого металла (бронзы в том числе) соприкоснется с капельками влаги, вода моментально превратиться в пар и разбрызгает горячий металл.
Там, где продается оборудование для плавки, продается и специальные атрибуты одежды, помогающие обезопасить человека и во время плавки бронзы, и во время плавки латуни. Это перчатки, сшитые из прочной кожи, высокие ботинки и жароупорный фартук. Их необходимо надевать на одежду из хлопка, имеющую длинные рукава и длинные штаны. Они защитят кожу от случайных капель горячего металла.
Обратите внимание! Ни в коем случае перед плавкой металла нельзя надевать на себя синтетику. Этот материал быстро загорается, долго горит, в случае форс-мажора синтетика усугубит ситуацию.
Последний предмет экипировки — защитная маска (или очки) на лице, а также респиратор с фильтром Р100. Без него плавить латунь нельзя. Компонентные добавки имеют более низкую температуру плавления, чем медь. Поэтому, прежде чем латунь расплавится,все примеси сгорят, выделяя едкий дым. Он при дыхании попадет в легкие. Последствия могут быть опасными для здоровья человека.
Подробный алгоритм плавки
- Нагреваем формы в печи до 100 градусов по Цельсию. Подобная операция позволит избавиться от влаги, способной спровоцировать разбрызгивание металла. По этой же причине важно прожечь и ложку. Горячие детали нужно положить в ящик с песком.
- Кладем латунь в тигель.
- Прогреваем печь наполовину необходимой температуры (точки плавления).
- Помещаем тигель в тело печи. И повышаем температуру до 930 градусов. При необходимости температуру можно повышать на 30 градусов. Выбор режима нагрева зависит от типа выбранной латуни. Опытный специалист способен на глаз определить, готов ли металл к заливке. Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.
 Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.
Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.Обратите внимание! Увеличение температуры выше токи плавления латуни поможет заметно ускорить процесс плавки, но подобное действие способно спровоцировать окисление металла.
- После того как латунь в печи расплавится, с ее поверхности ложкой нужно снять продукты окисления. Перемешивать сам состав ни в коем случае нельзя. Действовать важно осторожно. Главное – предотвратить образование пузырьков воздуха в сплаве. Они не позволят вылить качественную форму.
- Когда латунь полностью расплавится, ее можно будет вынимать из печи. Стальными щипцами подцепляется тигель и аккуратно укладывается на литейный ковш. После этой операции будет легко перелить жидкий металл из тигеля в форму. Чтобы печь не остыла, необходимо в тигель положить новую порцию латуни и отправить ее в жаровню.
Плавка латуни – опасный процесс, под рукой обязательно должен быть огнетушитель. Специалисты рекомендуют всем новичкам предварительно тренироваться и плавить небольшие порции металла и только потом осваивать большие объемы.
Специалисты рекомендуют всем новичкам предварительно тренироваться и плавить небольшие порции металла и только потом осваивать большие объемы.
Печь для плавки можно купить в специализированном магазине, но при необходимости ее можно собрать и самостоятельно, но делать это можно только в присутствии опытного печника.
В процессе плавки латуни выделяются опасные для человека газы (оксид цинка), вот почему так важно соблюдать все правила безопасной экипировки.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/latun-svojstva-plavka.html
Температура плавления латуни и бронзы: плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях.
Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения.
Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.

Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Характеристики и сферы применения латуни
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная.
Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%.
Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера.
Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях.
Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки.
Более того, для соединения латунных деталей можно использовать сварку.
На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.
Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их.
Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками.
Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь.
Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич.
Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.
Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич.
В качестве материала для нее подойдут графит или шамотный кирпич.
Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич.
Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.
Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент.
Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа.
Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик.

Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности.
Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.
Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни.
Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро.
Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни.
Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко.
В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.

Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился.
Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно.
На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.
Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.
Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.
Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Источник: http://met-all.org/cvetmet-splavy/latun/temperatura-plavleniya-latuni-bronzy-plavka-domashnih-usloviyah. html
html
плавка в домашних условиях алюминиевой бронзы
Металлы и сплавыБронза – первый сплав, который научился изготавливать человек тысячи лет назад. С тех пор изделия из бронзы пользуются большой популярностью. В наши дни современные мастера пытаются адаптировать литейные технологии к домашним условиям, для этого необходимо знать химический состав и физические свойства бронзы, а также технические характеристики получаемых из нее сплавов, в том числе алюминиевой бронзы.
В этой статье рассказывается о таком важном показателе, как температура плавления, а также о том, как поэтапно осуществить процесс плавки и литья бронзы.
Температура плавления
Существует таблица температур плавления разных видов бронзы. Прежде чем приступить непосредственно к плавке, необходимо понять, от чего зависит температура, при которой тот или иной металл начинает плавиться или полностью переходит в жидкое состояние. Бронза на самом деле представляет собой целый ряд различных сплавов, в состав которых в качестве основного компонента входит медь, а в качестве дополнительных (легирующих) – другие элементы.
Такими легирующими веществами могут быть алюминий, бериллий, олово, кремний и так далее. Вот как раз от химического состава бронзы зависят все физические свойства металла, в том числе и температура плавления. Чтобы расплавить медный сплав, необходимо знать его химический состав, только так можно правильно определить температуру плавления в градусах Цельсия. Давайте ознакомимся с температурами плавления.
Чистого металла
Хотя чистую медь производить крайне невыгодно, поскольку ее технические свойства во многом уступают особым маркам, которые производят из этого металла в металлургической промышленности, тем не менее знать температуру плавления меди необходимо.
Почему? Дело в том, что те марки меди, которые используются в народном хозяйстве, имеют в своем составе ничтожно малое количество легирующих веществ, которые рассматривают как примеси. Таким образом, благодаря несущественности их количества, температура плавления марок меди близка к температуре плавления чистой меди и составляет примерно 1084,5 градуса Цельсия.
Как уже говорилось, температура плавления зависит от состава вещества, по этой причине температура плавления бронзы варьируется в пределах 900-1140 градусов Цельсия.
Смесей
Олово в составе бронзы снижает температуру плавления таких сплавов, она не превышает 900-950 градусов Цельсия.
Безоловянные, в том числе и алюминиевые бронзы обладают более широким диапазоном таких температур, которые зависят от химического состава медного сплава. Их температура плавления составляет 950-1080 градусов. Также необходимо учитывать, что бронза обладает большой вязкостью, поэтому ее перегревают после окончательного расплавления для обеспечения лучшей текучести расплава. Давайте рассмотрим процесс плавки и литья бронзы поэтапно.
Пошаговая инструкция
В кустарных условиях в основном изготавливают небольшие бронзовые изделия, например, элементы декора. Более сложные детали требуют высокоточного литья, технологию которого очень сложно осуществить без специально приспособленного для этих целей помещения, а также особого оборудования. В некоторых случаях приходится прибегать к доводке отливки до нужного состояния с помощью правки в домашних условиях, такой как удаление излишков расплавленного материала вручную, шлифовки и полировки изделия.
Прежде чем приступить к расплавлению металла, необходимо подготовить помещение и обзавестись необходимыми инструментами и оборудованием. Главным требованием, предъявляемым к помещению, является наличие хорошей вытяжной вентиляции, а также пол, выполненный из негорючих материалов, таких как бетон, цемент либо кирпич. При изготовлении небольших изделий эти требования соблюсти довольно просто, в противном случае придется воспользоваться гаражом.
Для того чтобы осуществить плавку бронзы в домашних условиях, необходимо приобрести специальную муфельную печь с возможностью регулирования температуры, но можно обойтись простым горном, топливом для которого послужит древесный уголь.
Подготовка инструментов
Начинающему литейщику следует приобрести либо самостоятельно изготовить следующие инструменты.
- Огнеупорный тигель из огнеупорного материала (такого как чугун или сталь) – специальный сосуд с носиком, куда кладутся куски расплавляемого металла.
- Приспособления для извлечения тигля из печи, которые сводят к минимуму риск обжечься – специальные крючки и щипцы.
- Форма для заливки расплавленного металла, которая изготавливается с помощью опоки и модели.
- Сама опока – два ящика, которые удерживают литейную форму с наполнителем из формовочной смеси.
- Костюм сварщика или просто очень плотный фартук и рукавицы, назначением которых является защита человека от летящих искр и брызг расплавленного металла.
После того как вы убедились в наличии всего вышеперечисленного, можно приступать непосредственно к плавлению бронзы.
- Разогревают печь, выставляя температуру с помощью регулятора. Температура зависит от химического состава бронзы, о чем мы говорили выше. Например, для алюминиевой бронзы такая температура будет равняться 1040-1084 градусам Цельсия.
- Далее следует обязательно прогреть форму, это делается, чтобы расплавленный металл не застыл при попадании в холодную емкость. Форму помещают в печь, когда та прогреется до температуры 600 градусов, после чего выставляют терморегулятор в положение 900 градусов. Когда температура внутри печи поднимется до 900 градусов, оставляют форму прогреваться на 3-4 часа, после чего аккуратно ее извлекают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия.
- Помещают тигель с кусками бронзы, предназначенной для плавки, внутрь разогретой до нужной температуры плавления печи и доводят до полного расплавления металла. После этого оставляют тигель перегреваться еще на 5 минут, чтобы добиться лучшей текучести металла и лучшего качества отливки.
- Достают тигель из печи или горна с помощью крюков и щипцов и приступают к заливке в форму.
Давайте рассмотрим, как правильно изготовить форму для получения изделия высокого качества. В литейных мастерских такую форму изготавливают при помощи опоки, куда засыпают смесь, состоящую из глины, песка и каменноугольного порошка. Опока состоит из двух половин, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.
- Сначала берут первый ящик и начинают наполнять его смесью, насыпав ее до половины, помещают внутрь ящика модель.
- Далее продолжают насыпать сыпучий материал, пока не заполнят ящик до самого верха. Во время работы требуется постоянно разравнивать и утрамбовывать формовочную смесь.
- Устанавливают сверху второй ящик и продолжают насыпать смесь глины, песка и каменноугольного порошка.
- Во втором ящике необходимо предусмотреть литники – отверстия для заливки расплавленной бронзы внутрь формы.
- Когда оба ящика окажутся наполнены доверху, разделяют их с помощью острого предмета. Одна половина модели находится в одном ящике, другая – в другом.
- Достают аккуратно модель, вновь соединяют оба ящика – получившаяся внутри пустота и есть форма для заливки.
Заливка в литейную форму
Расплавленный металл тонкой струйкой переливают из тигля в литейную форму, следя, чтобы струйка текла непрерывно. Если отливаемая деталь отличается сложностью очертаний, нужно использовать специальную центрифугу, которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью заполнив ее.
Как повысить качество изделия?
На самом деле, по-настоящему качественную вещь невозможно получить в домашних условиях без доводки.
Также можно улучшить качество и внешний вид, изготовив форму с помощью легкоплавкого материала. Для этого предварительно делают гипсовый слепок с модели, по которой будет изготавливаться наша деталь, этот слепок должен состоять из двух частей, которые скрепляют друг с другом. В образовавшуюся полость заливают растопленный в кипящей воде парафин или воск, а после его застывания убирают гипсовую оболочку.
Далее помещают получившуюся легкоплавкую модель в специальную литейную массу, формируя отверстия для слива парафина и залива расплавленной бронзы. После этого литейную массу помещают в кипяток, парафин тает, и его легко выливают из формы.
Образовавшаяся литейная форма обладает большей гладкостью, из нее получаются более качественные изделия, чем из формы, изготовленной обычным способом.
В следующем видео представлен процесс плавки бронзы в домашних условиях.
химический элемент, температура плавления и кипения, пошаговая инструкция
Медь входит в семёрку самых древних металлов, с которыми люди познакомились на самом начальном этапе своего существования. Период с 4 по 3 тысячелетие до нашей эры так и называется медный век в истории развития человечества. Древние люди изготавливали из неё предметы быта, орудия труда и боевое оружие. Это стало возможным благодаря относительно невысокой температуре плавления меди.
Купрум: характеристика элемента
Научное наименование меди Cuprum (Купрум) происходит от названия греческого острова Кипр, где медь начали добывать ещё в середине третьего тысячелетия до нашей эры. В периодической таблице Менделеева химический элемент медь имеет 29 атомный (порядковый) номер, находится в 11 группе четвёртого периода. Принадлежит к пластичным переходным металлам. В чистом виде имеет характерный золотисто-розовый цвет. Чистую медь легко окислить, поэтому в естественных условиях она всегда образует на своей поверхности тонкую оксидную плёнку, которая придаёт ей красноватый оттенок.
Физические свойства
Это второй металл после серебра по уровню электропроводности, что делает её крайне востребованной в современной электронике. Второе ценное качество — высокая теплопроводность, это позволяет её широко применять во всевозможных теплообменниках и в холодильной аппаратуре.
- Температура плавления 1083 градуса.
- Температура кипения 2567 градусов.
- Удельное сопротивление при 20 градусах составляет 1,68·10 -3 Ом·м.
- Плотность 8,92 г/см.
Нахождение в природе
В природе встречается в самородном виде и в виде соединений.
Самые крупные месторождения самородной меди находятся в США в районе озера Верхнего. Именно в этом районе был найден самый крупный медный самородок весом 3560 килограмм. А также много самородной меди встречается в рудных горах Германии.
В России и на постсоветском пространстве добыча меди происходит путём извлечения из сульфидной руды. Её можно добыть, извлекая из медного колчедана или халькопирита CuFeS2. Наиболее известны такие месторождения, как Удокан в Забайкалье и Джезказган в Казахстане.
Сульфиты меди чаще всего образуются в так называемых среднетемпературных гидротермальных жилах. Могут образовываться и в осадочных породах в виде медистых песчаников и сланцев.
Как правило, медная руда всегда добывается открытым способом. Процентное содержание чистой меди в руде составляет от 0,2 до 1,0 процента в зависимости от месторождения.
Медные сплавы
Являются самыми первыми металлическими сплавами, получение которых человечество освоило ещё на самой заре своего развития. При какой температуре плавится медь, зависит от того, в каком сплаве она находится. В настоящее время наиболее известны и востребованы такие сплавы, как:
- Латунь. Сплав с добавление цинка, содержание которого может доходить до 40%. Цинк повышает пластичность и прочность металла. Температура, при которой латунь плавится, составляет 880 — 950 градусов.
- Бронза. Сплав с оловом, с добавлением некоторых других компонентов, таких как кремний, бериллий, свинец. Получать бронзу из меди человек научился ещё в самом начале бронзового века. Бронза не утратила своей актуальности даже с наступлением века железа, например, ещё в начале 20 века стволы пушек изготавливали из так называемой орудийной бронзы. Температура, при которой бронза начинает плавиться, составляет 930 — 1140 градусов.
- Мельхиор. Кроме меди, содержит в своём составе 5−30% никеля. Никель увеличивает прочность медного сплава и повышает его электрическое сопротивление. Кроме того, сильно повышается коррозионная стойкость. Температура плавления — 1170 градусов. По своим внешним характеристикам мельхиор очень похож на серебро, раньше его называли белой медью. Но он обладает более высокой механической прочностью, чем обычное серебро.
- Дюраль, или дюралюминий. Основную массу сплава составляет алюминий 93%, на медь приходится 5%, оставшиеся 2% занимают марганец, железо и магний. Название происходит от названия немецкого города Дюрен, где в 1906 году был впервые получен этот высокопрочный сплав алюминия. Одной из его особенностей является тот факт, что его прочностные характеристики с течением времени имеют тенденцию к увеличению. Поэтому он не теряет своей прочности после нескольких лет эксплуатации, как другие металлы. В настоящее время этот сплав является основой самолётостроения.
- Ювелирные сплавы. Сплавы меди с золотом. Тем самым увеличивается устойчивость драгметалла к механическим воздействиям и истиранию.
Переплавка меди дома
Этот металл обладает целым набором полезных свойств, которые делают её весьма желанным металлом в домашнем хозяйстве. А относительно невысокая температура при плавлении и изрядное количество медного лома, которое можно обнаружить на ближайшей свалке, позволяют задавать вопрос о том, как расплавить медь в домашних условиях, не как риторический, а вполне реальный и практический.
График плавления меди
Расплавление любого металла заключается в том, что под воздействием высоких температур разрушается кристаллическая решётка и металл переходит из твёрдого состояния в жидкое. Можно выделить некоторые закономерности, свойственные любому металлу в процессе расплавления:
- Во время нагревания температура внутри металла повышается, но кристаллическая решётка не подвергается разрушению. Металл сохраняет своё твёрдое состояние.
- При достижении температуры плавления, для меди это 1083 градуса, температура внутри металла перестаёт повышаться, несмотря на то что общий нагрев и передача тепла продолжаются.
- После того как вся масса метала переходит в расплавленное состояние, температура внутри металла снова начинает резко повышаться.
В случае процесса охлаждения расплавленного металла происходит всё то же самое, но в обратной последовательности. Сначала происходит резкое снижение температуры внутри металла, затем на значении 1080 градусов падение температуры прекращается до тех пор, пока вся масса метала не перейдёт в твёрдое состояние. После этого температура снова начинает резко падать, пока не сравняется с температурой окружающего воздуха и кристаллизация не завершится окончательно.
Температура кипения
Медь начинает активно выделять углерод в виде пузырьков газа при температуре 2560 градусов. Внешне это очень напоминает кипение воды. На самом деле это процесс активного окисления меди, в результате которого металл теряет практически все свои уникальные свойства. Детали, отлитые из кипящей меди, имеют в своей структуре большое количество пор, которые будут уменьшать механическую прочность материала и ухудшать его декоративные свойства. Потому в процессе плавки необходимо внимательно следить за температурой и не допускать закипания меди.
Способы плавки
Медный лом можно переплавить в домашних условиях разными способами в зависимости от технического оснащения домашней мастерской. При этом нужно иметь в виду, что придётся нагревать медь не до её температуры плавления, а чуть выше — примерно до 1100−1200 градусов.
Для этих целей годятся следующие приспособления:
- Муфельная печь. Наиболее рациональное решение проблемы расплавления меди, так как такая печь позволяет регулировать температуру во время процесса плавки, что очень удобно. Подобные лабораторные печи оснащены специальным окном из жаропрочного стекла, что позволяет постоянно осуществлять визуальный контроль всего процесса.
- Газовая горелка. Ручная газовая горелка размещается под дном ёмкости из тугоплавкого материала, в которой непосредственно будет размещаться медный лом. Этот способ предполагает наличие тесного контакта расплавляемой массы металла с воздухом, что будет способствовать усилению процесса окисления расплавляемого металла. Чтобы этому как-то противостоять, на расплавляемую массу сверху насыпают слой древесного угля.
- Паяльная лампа. Способ практически ничем не отличается от плавки с помощью газовой горелки. Но в этом случае невозможно достигнуть относительно высоких температур, поэтому он годится для переплавки сплавов меди, которые обладают меньшей температурой плавления, чем чистая медь.
- Кузнечный горн. На раскалённые древесные угли специального костра помещается тугоплавкий тигель с измельчённым металлом. Для ускорения процесса расплавления задействуют обычный бытовой пылесос, включённый в режиме выдувания. Труба пылесоса должна быть небольшого диаметра и иметь металлический наконечник, в противном случае она расплавится. Данный способ подходит для тех, кто занимается плавкой меди дома регулярно и имеет дело с большими объёмами исходного материала, который необходимо отжечь.
- Микроволновая печь. Бытовая мощная микроволновка с небольшими изменениями конструкции может легко плавить довольно большие объёмы медного лома. Для этого необходимо убрать из микроволновки вращающуюся тарелку, а вместо неё поместить соответствующих размеров тигель, который необходимо сделать из тугоплавкого материала, например, из шамотного кирпича.
Пошаговая инструкция
Процесс плавления любого металла происходит поэтапно и подчиняется определённому алгоритму, который одинаков как для промышленного производства, так и для кустарного. Для тех, кто озадачен вопросом плавки меди в домашних условиях, пошаговая инструкция будет выглядеть следующим образом:
- Необходимо взять тугоплавкий тигель. Металл в измельчённом состоянии насыпается в тигель. После этого тигель помещается в предварительно прогретую муфельную печь. С помощью специального окошка наблюдают за процессом расплавления.
- После полного расплавления всего объёма медного лома тигель с помощью специальных длинных щипцов извлекается из печи.
- На поверхности расплавленного металла образуется плёнка его оксида. Эту плёнку необходимо аккуратно сдвинуть в сторону к одной из стенок тигля. Для этих целей используют специальный крючок, изготовленный из тугоплавкого металла.
- После того как металл освобождён от оксидной плёнки, необходимо его очень быстро разлить в предварительно подготовленные формы.
Практические рекомендации
Температура плавления меди в домашних условиях зависит от того, в каком сплаве она содержится.
Техническая чистая медь содержится в проводах и кабелях, а также в обмотках трансформаторов, электродвигателей и генераторов. При этом нужно иметь в виду, что химически чистая медь содержится только в столовых приборах и в прочей кухонной утвари. Во всех остальных случаях в ней присутствуют те или иные вредные компоненты.
В чистом виде обладает повышенной вязкостью в расплавленном состоянии, поэтому отливать из неё изделия сложной конфигурации и небольших размеров очень сложно. Гораздо легче для этих целей использовать латунь.
В сплавах бронзы, изготовленных вначале и середине прошлого века, использовали в качестве компонентов мышьяк и сурьму. Поэтому следует избегать расплавления так называемой старинной бронзы, так как пары мышьяка могут привести к отравлению организма.
Оцените статью: Поделитесь с друзьями!Как расплавить медь в домашних условиях: технология и пошаговый процесс
Медь – пластичный материал, не подверженный окислению. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Основные характеристики и температура плавления меди
Медь в древности использовать, расплавлять стали раньше, чем другие металлы. Металл ценится за химическую нейтральность, долговечность, электромагнитные свойства. Теплопроводность у медных сплавов чуть ниже, чем у серебра.
Домашняя плавка меди по сути ничем не отличается от промышленного литья. Переплавить можно кусочки отслуживших радиодеталей, недорогие ювелирные изделия, столовые предметы из мельхиора. Плавка меди в чистом виде происходит при +1083°С, такой режим в бытовых условиях создать не проблематично. Сплав с цинком, оловом не нужно расплавлять до температуры плавки меди, достаточно до +900 – 950°С. Подбирая кусочки лома, важно знать, что для электротехнических деталей используют чистые сплавы. Бронза, латунь может содержать вредные химические компоненты, они начнут выделяться из металла при расплавлении. Кипит металл при сравнительно низкой температуре, +2560°С, сплав начинает пузыриться.
Плавка меди в домашних условиях: пошаговая инструкция
Для расплавления не подойдет жестяная банка и костер. Нужны другие источники тепла, например, самодельные печи или готовые горелки с высокой температурой пламени. Для расплавления выбирают жаропрочные посудины, лучше всего использовать готовый тигель из огнеупорного сырья, выдерживающий температуру до +300°С. Для литья используют изложницу или форму. При работе с тиглем применяют специальные щипцы с длинными ручками, они должны хорошо зажимать тигель.
Теперь небольшой поэтапный инструктаж, как плавить медный лом в домашних условиях:
- Подготовка лома, в качестве сырья используют небольшие кусочки металла.
- Подготовка очага, где будет установлен тигель. Для расплавления лома используют готовые или импровизированные печи, горелки.
- Лом засыпают в тигель для расплавления металла. Специалисты советуют предварительно нагреть тигель, чтобы металл равномернее прогревался.
- Подготовка формы или изложницы – место, куда будет выливаться металл после расплавления. Для изготовления используют материал, имеющий температуру расплавления выше, чем у меди.
- Перед разливом с горячего металла снимают окалину с помощью длинной ложечки. Окислы не должны попасть в литье.
- Расплав осторожно выливают в подготовленную формочку. Работать нужно аккуратно, от капель остаются плохо заживающие ожоги.
Для подставки используют огнеупорный ровный лист, на него ставят тигель или специальный бокс для расплавления.
Муфельная печь
Лабораторный муфель – самое удобное устройство для расплавления металла.
Несколько советов, как расплавить медный сплав в лабораторных условиях:
- у муфельной печи есть ручка температурного регулятора, ее нужно поставить на отметку, незначительно превышающую температуру расплавления сплава;
- графитовый или керамический тигель перед загрузкой шихты хорошо прогревают;
- после отливки с горячего тигля проволочным крюком снимают окалину.
Литье в муфеле прогревается равномерно, плавильщик изолирован от летучих вредных компонентов, Через огнеупорное стекло дверцы удобно наблюдать за ходом расплавления меди.
Газовая горелка
Плавка меди в небольших объемах осуществляется ручной газовой горелкой. Мощность портативного устройства большого значения не имеет. Горелку располагают под тиглем, в котором будут плавить медный лом, направляют пламя на донце, языки должны охватывать его полностью. Процесс трудоемкий, длительный. Для защиты от кислорода цветной лом присыпают угольной крошкой.
Горн
Плавят медь в домашних условиях, используя тигельную печь или горн. Он представляет собой ограниченное пространство, куда на подставке помещается тигель. Снизу поджигаются угли или подводится горелка. Необходимо организовать воздухоподдув, чтобы повысить температуру горения топлива. Для ускорения процесса расплавления сверху горн прикрывают плотной крышкой. Хорошо раскаленный древесный уголь разогревают, засыпают в тигель с ломом. Метод используют специалисты, часто занимающиеся литьем в небольших объемах.
Паяльная лампа
Сплав с цинком, оловом плавится при невысокой температуре. В качестве источника энергии для расплавления используют обычную паяльную лампу, ее располагают вертикально под тиглем так, чтобы пламя охватывало поверхность дна и нижнюю часть боковой стенки. Для снижения объема окалины лом присыпают древесным углем. Процесс окисления при расплавлении под слоем угольной крошки будет протекать не так интенсивно.
Микроволновая печь
Плавить медь в домашних условиях можно в микроволновке, из нее достают поворотный механизм. Под размер тигля делают огнеупорный контейнер с крышкой из шамотного кирпича. Сначала в течение 15 минут на максимальном режиме нагревают керамический тигель, он разогревается до желтоватого свечения. Затем в него засыпают подготовленный лом, снова убирают шамотный контейнер в печь, плавить медный лом необходимо 20-30 минут на максимальном режиме, создается температура порядка +1200°С. Затем сплав выливают в заранее подготовленную изложницу или форму.
Для изготовления мелких деталей лучше выбирать многокомпонентные сплавы: латуни, бронзы, они не такие текучие, их проще плавить, не нужны слишком высокие температуры. Когда плавят медь в домашних условиях, соблюдают технику безопасности, предусматривают противопожарные меры.
Как сделать сургучную печать своими руками? Инструкция, советы и видео
С необходимостью нанести сургучную печать мы впервые столкнулись 3 года назад. Клиент пожелал декорировать сургучом подарочный шоколад. А желание клиента, как известно, – закон…
Мы накупили кучу ненужного (как позже выяснилось) оборудования и приступили к работе. Процесс шел медленно и выглядел следующим образом. Один человек старательно наносил сургучные печати. Второй – методично их отрывал: оттиски получались кривыми и добрая их половина уходила в брак. Заказ мы, конечно, выполнили. Но времени, нервов и денег потратили немало.
В общем, как и положено, первый блин вышел у нас комом. Но сама идея использовать сургучные печати на упаковке корпоративных подарков и брендированного шоколада показалась нам интересной. Мы начали экспериментировать. И наши эксперименты увенчались-таки успехом.
Сейчас мы активно используем сургучные печати при оформлении шоколадных плиток и корпоративных подарков. Мы научились быстро и аккуратно делать оттиски на различных материалах: от крафтовой бумаги до стекла и дерева. И решили поделиться своим опытом с вами. Надеемся, что он поможет вам делать качественные сургучные печати в домашних условиях.
Содержание:
Подготовка к работе: что нужно иметь под рукой?
Для того чтобы начать делать сургучные печати никакого сложного оборудования не требуется. Все что нужно для начала работы, вы сможете найти дома или купить буквально «за копейки» в ближайшем магазине.
Вам потребуются:
- Сургуч. Мы рекомендуем покупать кусковой сургуч – он стоит дешевле свечного. Хотя если вам нужно декорировать несколько пригласительных, например, на свадьбу или корпоративный юбилей, можно воспользоваться сургучом в свечах: работать с ним несколько проще.
- Клише по сургучу. Заказать клише можно в компании, которая специализируется на изготовлении печатей и штампов. А подготовить макет – в любой векторной программе (например, в Corel, Illustrator).
- Металлическая чашка для плавления сургуча. Мы используем дешевые армейские походные миски.
- Чайная ложка.
- Строительный фен поможет снять остатки сургуча с ложки или ускорить процесс плавления вещества.
- Электроплита. Если вы планируете сделать несколько оттисков, то вполне можно обойтись домашней кухонной плитой или даже строительным феном. Если же работы предстоит много или она будет проводиться регулярно, то лучше приобрести недорогую плиту с одной конфоркой. В противном случае вы можете основательно подпортить домашнюю печь подтеками сургуча.
Абсолютно бесполезны:
- Сургучный пистолет. По своей сути – это обычный термопистолет. Пользоваться им не просто неудобно, а практически невозможно.
- Сургучницы. Стоят они недешево, а пользы не несут никакой. Заявляем со всей ответственностью: использование сургучницы не ускорят процесс и не улучшает качество готовых печатей. Поэтому советуем не выбрасывать деньги на ветер, а потратить их на что-то действительно полезное.
Сургучная печать своими руками: пошаговая инструкция с видео
Итак, всем необходимым мы запаслись, теперь можно приступать к изготовлению сургучных печатей.
Прежде чем ставить сургучные печати на свадебные приглашения, подарки, конверты и тому подобное, рекомендуем сделать на бумаге несколько пробных оттисков. Это поможет приноровиться к процессу и «почувствовать» вещество.
При работе следуйте такому алгоритму:
- Твердый сургуч следует расколоть на мелкие части.
- Растопите сургуч на плите при средней температуре, постоянно помешивая.
- Зачерпните сургуч ложкой и налейте на нужное место.
- Дождитесь застывания сургуча и снимите клише.
- Повторяйте пункты три и четыре для последующих изделий.
Так он будет плавиться гораздо быстрее. Кроме того мелкие куски удобней подсыпать в чашку для плавления в процессе работы.
Мы не рекомендуем плавить сразу много вещества: с ним будет сложно работать. Также не следует доводить расплавленную массу до вскипания. Вскипевший сургуч образует пузырьки, которые придают готовым оттискам неаккуратный вид.
По заявлениям производителей, температура плавления сургуча составляет 60°C. Но, как показала наша практика, этот показатель может значительно колебаться в зависимости от цвета вещества. По всей видимости, это связано с пигментами, которые используются для окрашивания сургучной массы.
Так у черного и белого сургуча температура плавления намного меньше, чем у красного. Бронзовый сургуч имеет наиболее высокую температуру плавления и застывает гораздо быстрее сургуча других цветов.
Следите за тем, чтобы сургуч не был слишком жидким, иначе он растечется по поверхности и даст некрасивый оттиск. Полученный сгусток придавите клише и подождите некоторое время.
Сургучу разных цветов требуется разное время для застывания. Наиболее сложен в работе черный сургуч – он застывает очень долго (в несколько раз дольше, чем, к примеру, красный).
После того как сургуч застынет, клише само легко отстанет от готовой печати. Снимать клише лучше немного вбок, а не горизонтально.
В интернете можно найти рекомендации использовать жир для смазки клише. Мы это не практикуем: при соблюдении технологии нанесения клише не прилипает к оттиску, снимается легко и просто.
Не забывайте по мере использования подсыпать в миску для плавления новые партии колотого сургуча – это позволит избежать его вскипания.
В дополнение к статье мы подготовили видео о том, как мастера нашей компании наносят сургучные оттиски на корпоративные подарки. Надеемся, что видеоматериал даст вам наглядное представление о процессе нанесения сургучных печатей своими руками в домашних условиях.
Проблемы при работе с сургучом и способы из решения
- Вскипание сургуча.
- Печать отваливается после застывания.
- Сургуч прилипает к клише.
При работе с сургучом в домашних условиях могут возникнуть те или иные проблемы. Одной из них является вскипание сургуча, ведущее к дефектам печати. Если вещество вскипело при плавлении, то нужно уменьшить температуру плиты и интенсивно помешать сургуч. Благодаря размешиванию из сургуча уйдут пузырьки воздуха, снижающие качество оттисков.
Еще одна проблема – слабое сцепление сургучной массы и материала, на который она наносится. Это приводит к тому, что после застывания печать просто отваливается. В нашей практике подобное случилось с крафт пакетами, к которым сургуч не хотел прилипать. Мы провели много экспериментов и нашли решение. Если в расплавленный сургуч добавить небольшое количество термоклея (стержни для термопистолетов), то печать надежно сцепится с крафтовой бумагой.
В этом случае мы используем строительный фен. С его помощью нагреваем клише и аккуратно удаляем тряпкой размягченную сургучную массу. Некоторые советуют использовать для очистки клише растворитель. Мы этот способ не практиковали. Но вы можете попробовать оба метода и решить, какой из них эффективнее.
Сургучные печати в декоре: варианты использования
С помощью сургучных оттисков можно оформлять самые разные предметы. Фактурные печати придают им винтажный вид, делают нарядными и эффектными.
- Посылка строителю
1 410.0p
мин. тираж 10 шт.
Шоколадная фигура «Кирпич», окрашенная по массе в деревянном коробе в виде посылки, с логотипом компании на этикетке и сургучной печати.
- Полезные ископаемые
1 395.0p
мин. тираж 10 шт.
Деревянная вагонетка с очень вкусными «полезными ископаемыми», которые вы можете выбрать по своему желанию.
- Посылка деда мороза
555.0p
мин. тираж 25 шт.
Новогодний подарок состоящий из 4 шоколадных плиток, уложенных в индивидуальную упаковку.
- Нанесение сургуча на бумагу и картон.
- Нанесение сургуча на ткань.
- Нанесение сургуча на дерево.
- Нанесение сургучного оттиска на стекло.
Классика жанра – свитки и конверты с сургучными печатями. С нанесением оттисков на конверты никаких сложностей не возникает. Что касается свитков, то здесь есть одна хитрость. Для того чтобы сделать свиток следует взять круглую палку и навернуть на нее бумагу. В нужное место необходимо налить сургуч – он не должен быть слишком жидким, иначе сгусток растечется. Сургуч нужно плотно придавить клише, и свиток готов.
Таким образом можно, например, красиво оформить подарочные мешочки. Особенность: при нанесении сургуч протекает сквозь волокна ткани. Поэтому под полотно нужно подложить что-нибудь металлическое – тонкую линейку или мастерок.
Очень эффектно выглядят на подарках и свитках веревки, скрепленные сургучной печатью. Чтобы получить такой оттиск возьмите металлический лист или строительный мастерок и смажьте его жиром. На металл положите веревки, залейте их сургучом и поставьте клише. После полного застывания сургучная печать легко отстанет от металлической поверхности.
Этот прием мы нередко используем для декорирования деревянных коробок с корпоративными подарками. Сургучную печать, кстати, можно совместить с этикеткой. Нанесение сургуча на дерево никаких проблем, как правило, не вызывает.
Этот метод можно применять при оформлении бутылок. Для нанесения на стекло требуется густой сургуч консистенции «сметана». Чтобы его получить, достаточно снизить температуру нагрева плиты. Также можно добавить в чашку с расплавленным сургучом несколько твердых кусочков и интенсивно размешать массу.
- CLASSIC 100 гр.
220.0p
мин. тираж 55 шт.
Плитка из молочного шоколада с малиной и клубникой, в крафтовой упаковке с нанесением логотипа на этикетку и сургучную печать
- Бабушкина посылка
2 035.0p
мин. тираж 10 шт.
Травяной чай и кедровые орехи в льняных мешочках с обечайкой и две баночки варенья, упакованные в деревянную посылку с сургучной печатью.
- CHOCO LETTER 16 шт
980.0p
мин. тираж 15 шт.
Корпоративное «послание» со сладостями – набор ChocoLetter, в состав которого входит 16 очень вкусных авторских конфет.
Если у вас остались вопросы задавайте их в комментариях – мы с удовольствием ответим. Мы также будем рады, если вы поделитесь своими секретами работы с сургучом в домашних условиях.
расплавление газовой горелкой или в микроволновке в домашних условиях и какая температура нужна для этого
Ювелирные изделия, другие предметы из меди или с элементами меди получили широкое распространение во всем мире. Найти ее у себя дома, в металлоломе не составит труда.
Применений для этого металла масса. Нередко, чтобы добиться поставленной цели необходимо расплавить медь, причем сделать это в домашних условиях. Процедура довольна проста, если знать ее характеристики и температуру плавления.
Характеристики
Медь относится к одному из первых металлов, который люди начали получать и использовать для дальнейшей переработки. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Материал имеет характерный красно-желтый оттенок, а за счет мягкости, можно легко деформировать, переплавлять, обрабатывать и делать разные предметы. Поверхность при контакте с кислородом начинает образовывать оксидную пленку, что и дает красивый оттенок.
Очень значимая характеристика – электро и теплопроводность материала, которые имеют второе место среди всех видов металлов, на первом месте стоит серебро. Эти характеристики дали возможность применять ее в электрической сфере, а также для быстрого отвода тепла.
Температура плавления
Плавление – процесс, при котором металл переходит из твердой формы в жидкое состояние. Для каждого материала есть своя температура плавления, под которой можно получить жидкое состояние. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Сам металл начинает плавиться от 1083 градусов. Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Данный металл может кипеть при относительно невысокой температуре для металлов. Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Чтобы знать, как плавить материал дома, нужно изучить пошаговую инструкцию и различные варианты процедуры, описанные ниже.
Пошаговая инструкция по плавлению
Чтобы переплавить медь в домашних условиях, нужно сделать температуру немного выше, чем та при которой она будет плавиться. В данном случае не получится использовать банку и костер или подобные методы. Результата не будет.
Рекомендуется использовать доменную печь, причем важно, чтобы была возможность регулировать жар. Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Для создания печи часто используются старые огнетушители. Если выбрать такой метод, то надо срезать верхнюю часть и сделать крышку, которая будет закрываться. Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Выплавка должна проводиться в такой емкости, которая сама не будет от высокой температуры плавиться и деформироваться, соответственно способная выдержать более 1100 градусов. Дополнительно переплавка медных изделий требует создания азотной среды, если ее не будет, то материал испортится.
Когда все готово можно переплавить материал и получить из него единый слиток, который можно применять в дальнейшем для своих нужд.
Плавление в муфельной печи
Расплавлять медь дома можно при помощи такого инвентаря:
- Тигель, в который будет закладываться металл для плавки.
- Щипцы, которые могут достать тигель из печи.
- Муфельная печь или горн для нагревания.
- Форма для выливания жидкой меди.
- Стальной крючок.
Пошаговый алгоритм отливки следующий:
- Металл для плавки надо измельчить и положить в тигель. Чем мельче будет состояние, тем быстрее получится расплавить материал. Готовый тигель ставится в прогретую до нужной температуры печь.
- Когда медь станет жидкой и полностью расплавиться, надо щипцами изъять тигель, причем нужно действовать аккуратно, но быстро. На поверхности жидкой массы будет плева, крюком ее надо сдвинуть и слить материал в приготовленную емкость.
- Не рекомендуется использовать чистый металл для создания сложных фигур или маленьких предметов, это вызвано плохой текучестью меди без примесей. В данном случае лучше использовать сплавы, в которых будет цинк, олово и другие металлы.
Самодельные приспособления
Чтобы выплавлять медь необязательно использовать специальные устройства, можно применять самодельные конструкции. Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
Если муфельной печи или горна нет, то используется простая горелка на газу. Правда, сама медь будет контактировать с кислородом, за счет чего происходит быстрое окисление. Для исключения появления толстой плевы на поверхности, надо использовать измельченный уголь, когда металл примет жидкую форму.
Для получения жидкой консистенции материала надо:
- Установить на земле опору, для этого используются силикатные кирпичи, на них кладется сетка из металла с малыми ячейками.
- На сетку насыпается уголь и раскаляется, используя газовую лампу. Для получения высокой температуры можно использовать пылесос, который направляется на уголь и дает сильный воздушный поток.
- На раскаленный материал ставится тигель, нужно подождать, пока все расплавиться. После чего слить полученную жидкость в форму.
Еще можно использовать в домашних условиях пропан-кислородное пламя. Его рекомендуется использовать для сплава, где есть олово или цинк.
Если дома есть мощная микроволновая печь, то провести плавильную процедуру можно в ней. Для безопасности, а также сохранения тепла, защиты самой печи необходимо тигель обернуть в жаропрочный материал, а также использовать накрытие для него. После помещения надо поставить максимальный режим и ждать, когда металл переплавиться.
За счет невысокой температуры плавления медь можно легко использовать для изготовления различных деталей, предметов прямо у себя дома. Применяя описанные методы можно добиться качественного результата с минимальными вложениями.
Как только температура будет снижаться, материал начнет принимать твердое состояние и после этого остывает окончательно. Для создания мелких или сложных деталей, надо применять сплавы.
В ходе выполнения работы рекомендуется не доводить материал до кипения, поскольку он теряет свои свойства, становится после остывания не таким твердым, портится визуально. В результате кипения выделяется газ, а после остывания изделия будут иметь пористую поверхность.
Источник: https://oxmetall.ru/metalli/med/plavka-v-domashnih-usloviyah
Температура плавления меди: как расплавить металл в домашних условиях — пошаговая инструкция
Медь – крайне популярный и распространенный металл, используемый при производстве электроники, передаче электроэнергии, а также изготовлении разнообразных сплавов.
Какова же температура плавления меди, как ее добывают и чем она интересна? Расскажем обо всем этом.
Как получают медь
Запасы этого металла на Земле сравнительно невелики (по сравнению с другими элементами). Причем встречается он как в виде самородков, так и в составе сложных соединений. Чаще всего это медный колчедан, халькопирит, борнит и халькозин. Находят их в осадочных породах, но чаще всего – в гидротермальных жилах.
Общее количество месторождений меди в мире довольно велико, однако действительно крупных, имеющих важное стратегическое значение, всего несколько.
Это интересно! Содержание меди в руде очень невелико – 0,3–1%, в зависимости от конкретного месторождения.
На территории России это Удокан, расположенный в Забайкальском крае. Если рассматривать Европу, то крупнейшим месторождением является немецкий Мансфельд. В ближнем зарубежье такими запасами может похвастать Казахстан – они есть в городе Жезказган.
Серьезный медоносный пояс расположен в Центральной Африке. В США также имеется крупное месторождение – Моренси. Наконец, Чили может похвастать сразу двумя серьезными точками добычи – Кольяуси и Эскондида.
Добывается медная руда открытым методом. Лишь сравнительно малая часть месторождений, где сырье залегает на большой глубине, использует шахтный метод.
После добычи руда проходит сложнейшую обработку, позволяющую отделить чистый металл от шлака. Для этого применяются разные методы: электролиз, гидрометаллургия, а также пирометаллургия.
Каким образом наши предки плавили медь
Это древнейший металл, который освоили люди. Удивительная пластичность стала ее главным достоинством. Именно благодаря ему даже при наличии примитивных орудий труда можно обрабатывать металл, изготавливая из него предметы обихода и разнообразные орудия труда.
Обрабатывать первый металл наши предки научились примерно в 4 тысячелетии до нашей эры. Находя необычные по цвету булыжники, люди пытались обрабатывать их, привычно ударяя тяжелыми камнями. Однако самородки не раскалывались, а лишь деформировались. Таким образом первобытные мастера получили возможность изготовить первые орудия труда.
Этим и был обусловлен переход от каменного века к медному. На изготовление металлического оружия уходило не больше сил, чем на каменное. Зато оно служило значительно дольше, а при повреждении медный топор или нож можно было отремонтировать – каменные аналоги приходилось делать заново.
Однако для древних металлургов она была недостижимой, так что плавить материал для полноценной обработки научились значительно позже – только в 3 тысячелетии до нашей эры, когда появились необходимые технологии. Однако и до этого во многих поселениях мастера нагревали медные самородки на кострах, замечая, что горячий металл поддается обработке значительно легче.
Что изменилось со временем
Конечно, современные медные изделия не идут ни в какое сравнение с теми, которые изготавливались пять тысячелетий назад. Вместо грубых медных ножей, топоров и наконечников для стрел и копий сегодня выпускаются сложнейшие детали для электроники. А ведь все свойства металла остались неизменными.
При какой температуре плавится медь сегодня, при такой плавилась и тысячи лет назад. Зато значительно улучшились технологии. Например, раньше чистый (сравнительно чистый, конечно) металл из руды добывали самыми примитивными способами. Например, в глиняный кувшин складывали руду и уголь.
Сосуд устанавливали в яму, смесь поджигали, а яму засыпали. При горении угля выделялся угарный газ. Контактируя с рудой, он запускал реакцию, в результате которой выделялся металл и небольшое количество воды.
Сегодня, как уже говорилось выше, для удаления примесей из руды применяют разные методы. Используя специальный график плавления меди и различные методы обработки, специалисты могут получить практически абсолютно чистый металл. Рассмотрим для примера гидрометаллургический как самый простой для понимания.
Медная руда заливается серной кислотой. Медь как сравнительно активный металл вступает в реакцию, превращаясь в сульфат меди. Железо при контакте с ним вытесняет медь. В результате реакции получается сульфат железа и медь.
Физические свойства
Обладает редким цветом – золотисто-розовым, что весьма необычно для металлов. Сравнительно легко вступает в реакцию, а также соединяется с другими металлами, значительно изменяя их свойства. Демонстрацией этого является процесс горения – достаточно смешать чистый металл с серой и нагреть смесь.
Востребованным ее делает прекрасная электропроводность – лучшими показателями обладает только серебро. Кроме того, она может похвастать хорошей теплопроводностью, что делает незаменимым материалом при производстве тепловых трубок и радиаторов охлаждения. Температура кипения меди довольно велика – 2567 градусов по Цельсию.
Плавка металла в домашних условиях или промышленных проходит одинаково. Температура повышается постепенно и постоянно. Однако при получении достаточного количества тепла кристаллическая решетка разрушается.
В этот момент температура прекращает подниматься, несмотря на то, что нагрев не прекращается. Температура плавления меди, как говорилось выше, составляет 1085 градусов по Цельсию. Только после того, как металл полностью расплавится, будет продолжаться повышение температуры. Кипит он при 2567 градусов по Цельсию.
При охлаждении кристаллическая решетка восстанавливается и металл затвердевает. Температура кристаллизации – 1085 градусов, а при понижении она становится еще более плотной. Сплавы могут иметь сильно отличную температуру плавления. Например, температура плавления алюминия и меди – 1040 градусов по Цельсию.
Как расплавить в домашних условиях
Некоторые люди имеют хобби, связанные с литьем из металлов. Те же, кто только встает на этот увлекательный путь, часто интересуются, как расплавить медь в домашних условиях. Для этого понадобится:
- форма для плавления;
- щипцы;
- сырье для плавки;
- газовая горелка высокого давления – лучшее решение, так как горн есть не в каждом хозяйстве;
- защитное снаряжение (очки, толстые перчатки).
Если у вас есть все необходимое, можно начинать плавку в домашних условиях. Пошаговая инструкция довольно проста:
- Металл по возможности измельчить – можно при помощи напильника превратить в опилки. Это позволит быстрее расплавить его.
- Поместить в форму для плавления – она должна быть из материала с высокой температурой плавления.
- Надеть защитное снаряжение, зажечь горелку и направить струю пламени на сырье.
- Когда медь расплавится, захватить форму для плавления щипцами и вылить жидкий металл в подготовленную форму.
Как видите, все довольно просто. Впрочем, этот метод подойдет не для всех сплавов. Например, температура плавления и стали слишком высока – обычная горелка здесь не подойдет. Это касается также сплава меди и железа. Сфера применения весьма обширна. Приведем лишь несколько примеров:
- передача электричества – низкое сопротивление делает этот металл крайне востребованным;
- приборостроение – устойчивость перед водой, в том числе морской, очень важна во многих сферах;
- при пайке – также благодаря хорошей электропроводности;
- водопроводные трубы – она прекрасно проводит тепло;
- радиаторы охлаждения – теплопроводность металла позволяет не только согревать помещения, но и охлаждать оборудования.
Источник: https://stroim.guru/polezno-znat/temperatura-plavleniya-med.html
Как расплавить серебро с помощью буры? — Знай самый простой способ сделать это
Серебро — один из наиболее часто используемых металлов во всем мире. Помимо золота, это тот металл, который находит множество применений — от ювелирного до промышленного. Многие люди могут этого не знать, но серебро также используется в производстве большого количества электроники и промышленных машин. Теперь, когда мы перерабатываем все, чтобы извлечь из него максимальную пользу, многие люди также любят перерабатывать серебро и использовать его по-другому.
Как расплавить серебро с помощью буры?Температура плавления серебра составляет 961 градус Цельсия, что выше, чем у золота.Плавить золото сравнительно легко по сравнению с серебром, но, как и другие металлы, плавить серебро и повторную формовку не так уж и сложно. Этот металл можно быстро расплавить в домашних условиях, если известна правильная процедура. Из этого расплавленного серебра можно сделать предметы искусства, украшения и многое другое. И хотя существует множество способов плавления серебра, в основном мы рассмотрим, как плавить серебро с помощью буры.
Имейте в виду, что этот метод предназначен в основном для хлорида серебра, и плавление 1 кг хлорида серебра даст вам примерно 500-700 граммов серебра. Borax используется для плавления металла, так как он способствует размягчению и растворению окисленного слоя руды. Этот процесс также известен как промывка буры, которая помогает обнажить свежий слой металла для дальнейшего использования. Благодаря своей способности обнажать металлический слой, не влияя на чистоту металла, бура используется для плавления золота, серебра, алюминия и т. Д.
Необходимые материалы:
- Защитное снаряжение
- Состав серебра
- Боракс
- Тигель
- Сода
- Нитрат натрия
- Пара ремешков
- Отливка или отливка
- Таз с холодной водой
Шаг 1
Первый шаг — собрать все принадлежности и надеть маски, перчатки и прочее. защитное снаряжение для плавления серебра в домашних условиях.Вы можете сделать это в хорошо проветриваемом помещении дома или на улице.
Step 2
Если у вас есть печь, вы можете поместить в нее металл или взять тигель, чтобы начать процесс. Поместите хлорид серебра в тигель и убедитесь, что он достаточно большой, чтобы удержать металл, когда он начнет кипеть. Если вещества, которое вы хотите растопить, много, то рекомендуется разбить его на части, а затем начать плавить. Разделение металла на более мелкие части с легкостью ускоряет его плавление.
Шаг 3:
Вы можете использовать газовую горелку или паяльную лампу, чтобы расплавить серебро в тигле. Время, необходимое для плавления серебра, зависит от размера и состава вещества. Кроме того, многие горелки не оснащены датчиком температуры, поэтому вам нужно следить за процессом, пока серебро не начнет плавиться. Теперь приготовьте смесь буры и соды в пропорции 1: 1. На 1 кг серебра 500 г смеси будет достаточно, чтобы расплавить серебро.
Шаг 4:
Добавьте эту смесь в тигель и продолжайте обжигать серебро.Вы также можете постепенно добавлять нитрат натрия, пока не увидите металл. Будьте осторожны при использовании нитрата натрия, так как это легковоспламеняющееся химическое вещество и неправильное обращение с ним может вызвать взрыв.
Шаг 5:
Дайте серебру расплавиться, как только вы увидите металлический слой в тигле. А после того, как он закипит, вы можете прекратить нагрев и использовать графитовый стержень для перемешивания или любой другой инструмент, чтобы избавиться от шлака из расплавленного серебра. Шлак — это примеси и другие металлы , плавящиеся вместе с серебром.Важно удалить остатки другого металла, а затем продолжить.
Шаг 6:
Наденьте термостойкие перчатки и с помощью щипцов возьмитесь за тигель, чтобы вылить расплавленное серебро. Разливайте этот расплавленный металл в формы или отливки, когда он сам находится в жидкой форме. После того, как вы избавились от всех примесей, вы можете напрямую разливать серебро в формы. Будьте осторожны при заливке и убедитесь, что металл правильно попадает в отливку, чтобы вы могли получить желаемую форму и угол.
Шаг 7:
Оставьте расплавленное серебро на форме некоторое время, пока оно полностью не застынет. В зависимости от типа формы и количества металла на ее затвердение может уйти от 30 секунд до 2 минут. После того, как металл осел в форме, выньте его ремешками и погрузите в воду, чтобы он остыл и затвердел. Этот процесс охлаждения металла называется закалкой, и очень важно получить металл в желаемой форме.
Заключительные замечания
Плавить серебро в домашних условиях может быть легко, если у вас есть печь и формы.Однако бура хорошо справляется со своими свойствами по удалению оксидов из металла, не влияя на его чистоту. Поскольку серебро плавится при более высокой температуре, убедитесь, что вы надели все защитное снаряжение и выполняете этот процесс, зная все подробно. Вы также можете найти другие статьи по химии на сайте Geometry of Molecules.
Как сделать бронзу
Образование, Алоха и большинство
удовольствие, которое вы можете получить в отделке
Лучший в мире ресурс для отделки с 1989 года
Звонок прямо сейчас — вход в систему не требуется
Обсуждение началось в 2002 г., но продолжаются до 2018 г.
2002 г.Q.Мне 15 лет, и мне интересно, как сделать бронзу. Я знаю, что он состоит из меди (90%) и олова (10%), которые должны составлять 9 частей на 10 частей меди. Могу ли я использовать алюминий, как банки с газировкой? Пожалуйста, дайте мне советы и методы изготовления бронзы.
Спасибо,
Мэтт [фамилия удалена редактором для конфиденциальности]— Хендерсон, Невада
2002
A. Медь нужно расплавить и добавить к ней олово. Алюминиевые банки не выдерживают высоких температур и расплавятся еще до того, как вы расплавите медь.
Кстати, есть большой выбор бронзовых композиций, все разного цвета. Бронзы с низким содержанием меди могут быть серебристого цвета, а бронзы с высоким содержанием меди — золотисто-коричневыми или даже с оттенками зеленого.
Вы не сделаете этого, если у вас нет доступа к печи, температура которой может значительно превышать 1000 ° C. Это не только опасно, но и такие печи дороги в эксплуатации.
Тревор Крайтон
Научный сотрудник, практикующий
Чешем, Бакс, Великобритания
2003
Как делать бронзу и т. Д.
Мистер Крайтон: Ваш ответ был очень интересным, кратким и по существу. Я часто задавался вопросом, как делать бронзу, медь и т. Д., И случайно попал на этот сайт. Я решил — в своем маленьком уме — что ты, должно быть, человек выдающийся! ~
Большое спасибо.
Рут К. [фамилия удалена редактором в целях конфиденциальности]— Санта-Моника, Калифорния,
2004 г.
A. Привет, сообщение № 2 неверно с температурами, пожалуйста, НЕ Публикуйте, если вы не знаете, о чем говорите, это очень раздражает.В любом случае, я просто подумал, что опубликую почти все, что вы когда-либо хотели знать о бронзе:
Бронза была изобретена около 3500 г. до н.э. древними шумерами в долине реки Тигр-Евфрат. Историки не знают, как был открыт этот сплав, но верят в это. . .
Мэтью Д. [фамилия удалена редактором в целях конфиденциальности]Нью-Йорк, Нью-Йорк
—-
Ред. примечание: баланс этого сообщения был удален, потому что ниже точно указано, что он был просто скопирован и вставлен с другого сайта без указания авторства.Если читатели хотят увидеть исходный контент, перейдите на сайт www.americanbronze.com/WhatsBronze.htm.
Фактический автор статьи, Джон Пол, был достаточно любезен, чтобы войти в систему и прокомментировать дальше в ветке.
2007 г.
Я учусь в 7-м классе, и мне нужно было научиться делать бронзу. Спасибо, Мэтт, что задал этот вопрос, чтобы мне не пришлось. Мистер D, будьте менее резкими.
Aileen s [фамилия удалена редактором для конфиденциальности]— oakridge, Massachusetts
2004
Мэтью Д.,
Мне не нравится ваш ответ, поскольку я понимаю, что вы просто скопировали этот текст с другой веб-страницы (www.americanbronze.com/WhatsBronze.htm).
Вы, кажется, не понимаете, что пайка (которая требует, чтобы металл был нагрет до температуры ниже точки плавления, или 430 ° C (800 ° F)) — это просто способ соединения других металлов с помощью бронзы. Это не имеет ничего общего с изготовлением бронзы, и я полагаю, если бы вы действительно прочитали и поняли, что вы заимствуете, вы бы уже это знали.
Роберт З. [фамилия удалена редактором для конфиденциальности]— Прово, Юта
2005
! Хотя второй пост в этой теме, возможно, был точным, и я считаю, что его намерения были довольно обескураживающими. Пятнадцатилетний пытливый ум задает вопрос людям, у которых есть опыт, который может предложить, и ему категорически запрещают пытаться что-либо, поскольку это невозможно. Мой личный опыт показывает, что большинство цветных металлов можно совершенно безопасно отливать в домашних условиях, если провести небольшое исследование и проявить большую осторожность.
Если первый плакат все еще ищет, я бы начал с www.theworkshop.ca. Владелец этого сайта полезен, проницателен и, прежде всего, никто не говорит ему, что он может, а что не может.
С уважением,
— Окленд, Новая Зеландия
2005
Спасибо за ссылку, Грегг! Но я вообще не читал это по-вашему …
Тревор Крайтон чрезвычайно терпеливо и без какой-либо личной выгоды ответил более чем на тысячу студенческих вопросов здесь , часто с исчерпывающими подробностями.Просто используйте поисковую систему с его именем в качестве поискового запроса, чтобы увидеть его усилия йомена. Люди, которые еще не ответили ни на один вопрос студента, сами критикуют его за несовершенство, возможно, не лучшая идея: это вполне может заставить его задаться вопросом, почему он беспокоит, когда студенты редко его благодарят, а взрослые заходят критиковать.
У нас здесь 10 000 вопросов студентов, и каждый день появляется полдюжины новых. Если вы и / или владелец www.theworkshop.ca предложите добровольно попытаться ответить на крошечную часть этих студенческих вопросов, это избавит господинаКрайтона и, возможно, позволит ему составлять более подробные ответы вместо того, чтобы быть ограниченным временем. Еще раз спасибо за ссылку!
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2004
В. Хорошо, ребята, я пытаюсь вспомнить два основных ингредиента бронзы с помощью Интернета. У вас есть еще несколько вопросов к любому из вас, у которых есть идеи относительно ответа. Как мы узнаем, откуда появилась бронза, как они решили, что могут получить ее из руды, как они построили эти печи и генерировали такое тепло, были ли остаточные материалы, которые нужно было переместить? Веб-ссылки будет достаточно, если я задаю слишком много вопросов, спасибо.
Глен [фамилия удалена редактором для конфиденциальности]— Манчестер, Великобритания
2005 г.
A. Дорогой Мэтт,
Вы правильно поняли, бронза должна содержать от 10 до 20% олова, а остальное должно быть медью. То, что говорят остальные ребята, тоже правы. Вам нужно будет найти способ нагреть медь до 1000 градусов и более. Температура плавления олова составляет менее половины от температуры плавления меди (около 480 градусов), но даже плита может расплавить его … но не пытайтесь это сделать. Я не собираюсь сваливать вам кучу чуши о том, что нельзя делать ничего опасного или работать с горячим огнем, я делал это в юности и никогда не пострадал, но это только потому, что я был ЧРЕЗВЫЧАЙНО осторожен и всегда был в порядке. ситуация, когда я мог бы получить помощь, если бы она мне понадобилась.Меня тоже не волнует, что вы делаете с бронзой, если вы проявляете творческий подход и не причиняете вреда другим, тогда кого это волнует?
Удачи в кузнечном деле,
Эрик М. [фамилия удалена редактором в целях конфиденциальности]— Нью-Йорк, Нью-Йорк
2005
A. Я бы рекомендовал не использовать только медь и олово сами по себе, но также добавить небольшое количество свинца или цинка, или и того, и другого. Это укрепит бронзу и придаст ей более красивый вид.
Гарри C [фамилия удалена редактором в целях конфиденциальности]— Веллингтон, Новая Зеландия
2005
Q.Я хотел бы знать, сколько свинца или цинка нужно добавить в смесь, чтобы получить бронзу?
Сайрус C [фамилия удалена редактором в целях конфиденциальности]— Акрон, Огайо
2005
В. Мне 13 лет, мы с отцом собираемся делать бронзу, и я не знаю, что правильно: 1000 ° F или 800 ° F? Пожалуйста, ответьте скорее. =)
Дэнни Л. [фамилия удалена редактором для конфиденциальности]— Гранд Марэ, Миннесота
2005
A. Привет, Дэнни! Я не думаю, что сейчас 800 ° F; Я думаю, что это более 1000 ° F на господина.Крайтон. Но вы уже узнали, что Интернет на самом деле не является авторитетным источником информации. Пожалуйста, попробуйте посетить библиотеку и получить помощь от библиотекаря, если необходимо найти точки плавления в книге по металлам. Вы можете найти классные диаграммы эвтектических точек и такие интересные 🙂
Американское общество металлов имеет серию из двух десятков крупных томов, которые составляют «Справочник по металлам». Если вы найдете библиотеку, в которой она есть, вы будете поражены ее исчерпывающими подробностями.Удачи!
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2007
A. Температура плавления олова составляет 449 ° F. Температура плавления меди составляет 1984 ° F. Следовательно, температура плавления бронзы зависит от того, какой процент металла вы используете; бронза с высоким содержанием олова будет иметь более низкую температуру плавления, чем бронза с низким содержанием олова. Надеюсь, что это проясняет любую путаницу; Никто не может сказать вам температуру плавления бронзы, не зная предварительно ее состава.
Бен Фризен— Дулут, Миннесота
2006 г.
В. Я хотел бы из бронзового листа сделать пару шасси для ламповых усилителей. Если использовать сталь, я бы использовал калибр 16. У меня к вам, эксперты, два вопроса;
а) какая бронза дала бы мне больше розового цвета (в отличие от яркого золота из латуни), и;
b) Обеспечит ли бронзовый лист 16-го калибра ту же жесткость, что и сталь 16-го калибра, или мне следует использовать более толстый лист?
Большое спасибо в ожидании ваших добрых ответов,
Дэвид Б.Нил— Бербедж, Лестершир, Англия.
2006 г.
В. Мне было интересно, как сделать бронзу, и я наткнулся на этот сайт. Мне 16 лет, и у моего дяди (дом которого я часто бываю) есть здание, полное инструментов, так что у меня есть неплохие ресурсы. У меня много олова и меди. я хотел спросить
3 вопроса:
1) Как мне придать форму смеси?
2) Сколько каждого материала мне нужно добавить, чтобы получить прочную, долговечную бронзу?
3) Будет ли работать паяльная лампа с температурой 1000-1500 ° F для плавления этих материалов?
— Ланетт, Алабама
2007
Q.Привет, мне, ну, мне почти 13, и я хочу сделать бронзу. Могу ли я разжечь огонь в земле и с помощью насоса подуть воздух в огонь, добавляя уголь, и я смогу достичь температуры около 1000 градусов по Цельсию? Я бы использовал тигель, пожалуйста, помогите!
спасибо 🙂
УИЛЛ П. [фамилия удалена редактором для конфиденциальности] Дом— Херефорд, Херефордшир, Англия
2007 г.
A. Эй, Уилл, как и вы, мне 13 лет, и, отвечая на ваш вопрос, я не думаю, что это хорошо работает. вам может понадобиться кузнечная печь или духовка, но я могу ошибаться.Если да, то поправьте меня, пожалуйста.
Зак Х [фамилия удалена редактором для конфиденциальности]— Уиллмар, Миннесота,
, 13 мая 2012 г.
A. Всем, кто интересуется литьем металлов и изготовлением самодельных сплавов и инструментов, следует посетить сайт backyardmetalcasting.com. Человек, который ведет веб-страницу, является любителем и предоставляет много полезной информации по этой теме, в том числе о том, как сделать себе печи, тигли и литьевые пески. Идеально подходит для любопытных мастеров работы с металлом из моей книги. Однако имейте в виду, что работа с расплавленным металлом довольно опасна.У меня был расплавленный алюминий (точка плавления 1440 ° F, легко достижимый с помощью древесного угля и фена или пропановой горелки), взорвавшийся из лотка для литья слитков, который я использовал (я предполагаю, что грязь или какая-то форма влаги ниже металла) на моем лице. К счастью, сгорела только бровь, но я бросил литье, пока не купил металлическую каску для защиты кожи головы и маску, закрывающую все лицо, которую можно купить в магазинах сварочных материалов. Вы также должны убедиться, что не делаете этого по бетону, поскольку даже самая сухая подъездная дорожка будет иметь достаточно влаги, чтобы вызвать небольшие взрывы (личный опыт), поэтому хорошее песчаное место во дворе будет лучшим местом.С хорошим защитным снаряжением это очень веселое и полезное хобби. Идите туда и получайте удовольствие, дети.
Дэвид Кирк— Чарльстон, Западная Вирджиния,
, 2007 г.
A. Мне 15 лет, и последние несколько лет я работал в металлургии, имея только яму в земле, и достиг температуры до 1500 ° F и выше, используя твердую древесину и какой-нибудь вентилятор, или фен, или небольшой вентилятор. вентилятор, вентилятор, который я использую, менялся в зависимости от желаемой температуры, и то, что у меня есть под рукой, — это яма для костра всего в 5 дюймов глубиной и примерно 3 фута в диаметре, яма в земле со стеной из кирпичей примерно 2,5 фута высотой вокруг Это и с этой простой установкой я расплавил медь и нагрелся до достаточно высоких температур, чтобы сделать дамасскую сталь, и, как я предупреждал, вы должны быть в безопасности, потому что я был обожжен, и лучше всего получить помощь взрослого.
Джон В. [фамилия удалена редактором для конфиденциальности]— Монтесано, Вашингтон
—-
Ред. Примечание: Спасибо, Джон. Это было потрясающе!
2007 г.
А. Вау. Множество комментариев и рекомендаций. Я создал статью для American Bronze в качестве справочника для клиентов, которым нужна общая информация о бронзе. Что касается работы с металлами в домашних условиях, проблем нет. Многие так поступают.
Что касается изготовления металлов в домашних условиях, я думаю, что потребуется много исследований и усилий, чтобы получить правильные смеси.Кроме того, использование лома потребует удаления примесей перед использованием. Очень много времени.
Я бы порекомендовал обратиться в литейный завод, который производит металлы для промышленности. Мы использовали Everdure Bronze для статуй с определенным содержанием меди, цинка и некоторых других материалов. Другое использование требует другого процентного содержания ингредиентов.
Вы можете приобрести небольшие инструменты и оборудование для литья через Интернет. Главное, что нужно запомнить, — это быть очень безопасным. Бронза плавится при 1750 F, а мы разливаем наши продукты при 2250 F.При таких температурах контакт с водой вызовет взрывное действие. Контакт с вашей кожей был бы очень серьезным. НЕ ПЫТАЙТЕСЬ РАБОТАТЬ ПРИ ДАННЫХ ТЕМПЕРАТУРАХ БЕЗ НАДЛЕЖАЩЕГО КОНТРОЛЯ, НАСТРОЙКИ И ЗАЩИТЫ!
В противном случае проявите изобретательность, получайте удовольствие и учитесь.
Джон Пол— Делтона, Флорида
2007
A. Привет, ребята,
Если вы хотите выплавить свою бронзу и просто попробовать, то это следующее должно быть хорошим введением.
Это вызовет множество вопросов.
В истории бронза может быть такой же простой, как 90% меди и 10% олова, или может содержать драгоценный металл, такой как серебро и золото, при этом олова вообще не видно (считалось, что Колосс Родосский был сделан из этот сплав называют черной бронзой).
Добавление большего количества олова осветлит бронзу. 80/20 (металлический колокол) почти белый (почти), но он хрупкий и разрушится при тонком литье.
Итак, для вашей цели используйте 90/10, это сделает очень прочную бронзу золотисто-коричневого цвета, подходящую для ювелирных изделий и других предметов.
Это то, что я создал для испытания огнеупорных материалов: —
members.optushome.com.au/charlesanderson/img/MicroFurnace.jpg
И это, вероятно, настолько дешево и несложно, насколько это возможно при плавке бронзы.
Корпус печи не должен стоить дороже 20 долларов, тигель 13 долларов. (и это самый маленький из тех, что я смог достать … помню, просто тест материалов), клещи за 13 долларов, а дорогой компонент — шланговый резак JTH-7 Bernzomatic и переходники, чтобы приспособить его к стандартному баллону для барбекю.Вы можете взять цилиндр барбекю с вашего папы 😉
Корпус печи изготовлен из сухого молока может (о размере кофе может), K26 огнеупорного кирпича а, проложенный с некоторыми привет-службы kaowool и скреплено немного циркониевой краски (вы можете использовать отвердитель kaowool вместо краски).
Если вы решите, что вам не нравится плавить металл и лить его, то на следующий день на день отца вы можете отдать нагревательные элементы своему папе, а печь — другу.
** Внимание: эта маленькая печь очень быстро нагревается, температура плавления бронзы составляет 800 ° C, но температура текучести на 100-200 градусов выше.
** Примечание: сначала приправьте тигель, иначе он разобьется (см. Вопрос о тиглях для приправ).
Процедура для этой печи для бронзы следующая: —
1) Заполните тигель до краев жидкостью. Бура [аффил. ссылку на информацию / продукт на Amazon], а затем сообщите об этом. Это покрывает тигель «флюсом» и заставляет металл плавно течь.
2) Поместите олово в тигель (мне нравится делать это в первую очередь, так как олово эффективно снижает температуру плавления меди).
3) Далее ваша медь отправляется в тигель. Лучше всего подходит для этой операции гранулированная медь, но небольшие кусочки подойдут, если олово покрыто крышкой. Сверху насыпьте еще немного буры.
5) Зажгите печь, опустите тигель (щипцами) и накройте печь крышкой. Проверьте примерно через три минуты.
** Следующий старый трюк работает, но если вы не чувствуете себя комфортно с ним, купите графитовый стержень для перемешивания.
6) Ваша бронза должна быть расплавленной или очень близкой.Возьмите зеленую палочку (не мокрую или набухшую) и используйте ее, чтобы перемешать сплав. Загрязнения будут прилипать к зеленой палочке. В качестве дополнительного бонуса палка превратится в древесный уголь, и ее можно будет использовать как палочку для перемешивания, пока она не распадется.
7) Ваша бронза готова для заливки в форму (и это тоже большая тема).
Вот и все.
Ой, и я не могу сказать об этом достаточно, хотя печь и небольшая, она все равно может очень сильно обжечься. Если вы не уверены в себе, не пытайтесь это сделать.
В сети много кастинговых групп, которые с радостью помогут вам в этом хобби.
С уважением Чарльз
Чарльз Андерсон— Мортдейл, Новый Южный Уэльс, Австралия
2007
Я искал, как сделать бронзу для школьного проекта, и это был сайт, который я нашел, и он помог (некоторым)
Бека Х. [фамилия удалена редактором в целях конфиденциальности]— Хиллиард, Огайо
(Вы находитесь на 1-й странице этой темы) Следующая страница>
чистовая.com стало возможным благодаря …
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, относящуюся к отделке металлов, пожалуйста, проверьте эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Пайн-Бич, Нью-Джерси, США
Как спаять металл вместе | Паяльный металл
Пайка — это процесс соединения двух независимых металлических частей для образования одного прочного несущего соединения.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте пруток, подходящий для металла, используемого в вашем проекте.
- Пруток для припоя должен расплавляться за счет тепла соединяемых металлических деталей, а не за счет прямого контакта с пламенем горелки.
- Используйте горелку, излучающую пламя высокой интенсивности.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, никелевые сплавы, медные сплавы, чугун, карбид вольфрама:
Прутки для пайки и сварки нейзильбера
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- С помощью металлической щетки или наждачной бумаги потрите поверхность металла.Затем очистите поверхности мыльной водой или обезжиривающим средством.
- Расположите металл по желанию. В большинстве случаев соединение внахлест прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы закрепить детали на месте.
- Нагрейте стык в месте соприкосновения двух металлических частей до тех пор, пока стык не загорится.
- Приложите пруток к стыку, продолжая нагревать металлические поверхности. Для больших площадей нагрейте участки стыка до температуры, а затем переходите к следующему прилегающему участку.
- После пайки используйте проволочную щетку для очистки паяной поверхности от окисления или остатков.
Советы
- Прочтите наши Общие меры безопасности перед тем, как начать свой проект.
- Прочтите инструкции, прилагаемые к горелке и пайке, прежде чем приступить к проекту.
- После завершения проекта всегда снимайте горелку с топливного цилиндра и храните топливо в вертикальном положении.
Ключевые шаги для увеличения срока службы тигля
Тигли с неизменно долгим сроком службы высоко ценятся руководителями плавильных цехов.Такие тигли позволяют менеджерам планировать более длительные производственные кампании, планировать время замены тиглей, что сводит к минимуму время простоя, и сокращает частоту замены, сокращая затраты на покупку тиглей. В то время как качество продукта, заложенного в тигель его производителем, является одним из ключей к долгому сроку службы, другой ключ принадлежит самим металлическим роликам. Этот ключ обеспечивает наилучший уход за тиглями во время работы.
Выбор правильного тигляДостижение длительного и стабильного срока службы тиглей начинается еще до того, как тигли прибудут на приемную станцию.Он начинается со всесторонней консультации с вашим поставщиком тиглей по выбору тигля, точно подходящего для вашего применения. Конкретный сплав или диапазон сплавов, которые вы плавите, тип печи, в которой вы работаете, поддерживаемые температуры плавления и / или выдержки, скорость изменения температуры, которую будет испытывать тигель, способ загрузки тигля, используемые флюсы, как шлак или Удаление окалины и способ заливки тигля — это лишь некоторые из многих факторов, которые необходимо учитывать при выборе тигля.Но выбор правильного тигля для вашего приложения — это отдельная статья. Эта статья начинается с прибытия тигля, который вы выбрали, на ваше предприятие.
Осторожное обращение с тиглемПринятие мер по максимальному увеличению срока службы тигля начинается с момента его доставки на приемную станцию. Особенно важно осмотреть тигель, чтобы убедиться, что он не получил повреждений при транспортировке. Сначала убедитесь, что он был хорошо защищен упаковочными материалами во время транспортировки и что они не повреждены.Затем очистите достаточно упаковки, чтобы хорошо видеть весь тигель. Осмотрите тигель, как если бы вам доставили новую машину из выставочного зала. Ищите сколы, видимые трещины, потертости или другие повреждения поверхности. Если вы видите какие-либо повреждения или подозреваете скрытые повреждения, обратитесь к поставщику тиглей. Ни в коем случае не ставьте тигель с повреждением при транспортировке в эксплуатацию. Он может выйти из строя и представляет серьезную угрозу безопасности.
Если новый тигель прошел тщательный осмотр, будьте очень осторожны при перемещении его на хранение или в печь.В идеале тигли следует перемещать на поддоне или в транспортной коробке, используемой для доставки на ваш объект. Но учтите, что есть определенные вещи, которые нельзя делать при перемещении тигля:
- Никогда не катите тигель. Хотя может показаться, что круглая форма тигля способствует его перекатыванию с места на место, перекатывание на бок, основание или верх приведет к раздавливанию защитной глазури тигля и, возможно, к повреждению лежащего под ним материала. Повреждение глазури приведет к окислению тигля.
- Никогда не ставьте один тигель внутрь другого. Вес верхнего тигля может сломать нижний тигель, а истирание в местах соприкосновения внутренней и внешней поверхностей приведет к повреждению защитной глазури. При штабелировании тиглей разделяйте их ДВП или подобным материалом.
- Никогда не ставьте тигли прямо на пол. Твердая поверхность может повредить дно тигля. Но что еще более важно, тигель может поглощать влагу, исходящую от пола, и создавать тепловой удар при нагревании.Поставьте тигли на поддоны.
- Ни в коем случае не используйте бандаж для фиксации тигля во время движения, не добавляя подкладку под лентой для защиты поверхности тигля.
Даже незначительные повреждения, вызванные неправильным обращением, сократят срок службы тигля и могут привести к поломке тигля, создавая угрозу безопасности в случае выделения расплавленного металла. Никогда не используйте поврежденный тигель.
Также обратите внимание, что тигли всегда следует хранить при температуре выше 32oF / 0oC и в сухом месте.Холодные и / или влажные тигли не должны использоваться. Они могут вызвать опасные взрывы воды / расплавленного металла.
Установка тигляЕсли ваш тигель будет постоянно помещен в печь, правильная установка внесет важный вклад в срок службы тигля. Несмотря на то, что процессы установки тигля различаются в зависимости от типа, размера и конструкции печи, необходимо соблюдать несколько стандартных методов.
- Еще раз осмотрите тигель непосредственно перед установкой, чтобы убедиться:
- Что температура тигля выше точки замерзания воды.Если тигель подвергался воздействию высокой влажности, он может быть поврежден из-за теплового расширения (льда) в стенках тигля, если температура упадет ниже точки замерзания.
- Он не был поврежден при обращении или хранении. Не разрешается устанавливать поврежденный тигель.
Обеспечьте зазор не менее 1/3 дюйма (8 мм) между тиглем, верхом и сторонами печи, чтобы тигель мог расшириться. Недостаточный расширительный зазор приведет к растрескиванию тигля.
Используйте одеяло из керамического волокна, чтобы закрыть пространство между верхом печи и верхним краем тигля.
В съемной тигельной печи главное внимание при установке — убедиться, что тигель не поврежден и имеет размер, соответствующий вашей печи. Также убедитесь, что подъемные стойки соответствуют размерам тигля.В целях безопасности подъемные стойки должны надлежащим образом поддерживать весь тигель.
Предварительный нагрев тигля перед первым использованиемВсе новые тигли и тигли, которым было позволено полностью остыть, должны быть предварительно нагреты пустыми перед вводом в эксплуатацию для плавления или выдержки. Чтобы обеспечить максимальную надежность и срок службы тиглей, необходимо точно соблюдать цикл предварительного нагрева, указанный производителем тигля, и никогда не торопиться. Правильный цикл предварительного нагрева, указанный для вашего тигля, будет зависеть от материала тигля, металла, который он будет удерживать, будет ли он использоваться для плавки или выдержки, а также от типа печи.
Для индукционных печей цикл предварительного нагрева также учитывает частоту печи, размеры змеевика и удельное сопротивление расплавляемого металла.
Во всех случаях предварительный нагрев на ранних стадиях следует проводить постепенно, чтобы предотвратить повреждение тигля тепловым ударом.
Правильный предварительный нагрев также требуется для тиглей, используемых для переноса расплавленного металла.
Уход за тиглем при нормальной эксплуатацииПри обращении с новым тиглем или его установке сравнительно легко проявлять осторожность.Это происходит не каждый день, и рабочие стараются не повредить свой новый тигель. Но правда в том, что большая часть повреждений, сокращающих срок службы тигля, происходит во время нормальной работы. Это происходит в условиях спешки с соблюдением производственных графиков, когда рабочие просто не думают о том, чтобы ухаживать за тиглем. Вот почему менеджеры, которые хотят максимально продлить срок службы тиглей и предотвратить поломку тиглей в процессе эксплуатации, подчеркивают необходимость надлежащего ухода за тиглями в своих программах обучения эксплуатации и безопасности.
Вот некоторые правила эксплуатации, которым должен следовать каждый оператор печи:
- Зарядка тигля — Неправильная зарядка убивает тигель. Физические повреждения, вызванные падением тяжелых материалов заряда в пустой тигель, не просто сократят срок службы тигля, но также могут вызвать внезапный отказ тигля. При загрузке пустого тигля небольшие отходы и отходы сначала должны быть осторожно помещены на дно тигля, чтобы защитить эту внутреннюю поверхность.Затем можно аккуратно добавлять слитки. Если загружаются только слитки, их следует медленно опускать вертикально в печь, используя щипцы, если печь глубокая. Не упаковывайте металл плотно, оставьте место для расширения металла и уменьшения вероятности образования перемычек. Некоторые материалы тиглей более устойчивы к физическим повреждениям, чем другие. Знайте, насколько ваш тигель устойчив к физическим повреждениям, и уважайте его ограничения.
- Нагрев тигля — Даже теплый, недавно опорожненный тигель требует постепенного и контролируемого нагрева перед подачей тепла до полного плавления.Правильный нагрев предотвратит повреждение от теплового удара. Для разных типов тиглей требуются разные циклы нагрева, потому что некоторые материалы тиглей более чувствительны к быстрым изменениям температуры, чем другие. Знайте и следуйте инструкциям по нагреванию, предоставленным производителем тиглей.
- Защита тигля от химического воздействия. Если в процессе плавления или выдержки требуется интенсивное использование флюсов или образуется большое количество шлака или шлака, необходимо использовать тигель, устойчивый к химическому воздействию и эрозии.Но вы можете помочь тиглю любого типа противостоять химическому воздействию, накоплению шлака и шлака, используя минимальное необходимое количество флюса и добавляя флюс только после того, как металл полностью расплавится. Также важно ежедневно тщательно очищать тигель, пока он еще не остыл. Окалина имеет высокую скорость расширения и вызывает внутреннее давление, которое может повредить тигель. Он также ускоряет химическую атаку.
- Никогда не перегревайте тигель — каждый тигель имеет ограничение по максимальной температуре.Вы должны знать этот предел и действовать ниже него. Превышение этого предела приведет к повреждению тигля, уменьшит срок его службы и может привести к выходу тигля из строя. Лучшая защита от перегрева тигля — это частое снятие показаний температуры ванны расплава портативным или стационарным пирометром. Выведите из эксплуатации все тигли, которые подвергались воздействию температур выше максимального предела.
Тесно сотрудничайте с поставщиком тиглей, чтобы выбрать правильный тигель для плавления, выдержки или транспортировки металла.Внимательно осмотрите новый тигель и осторожно обращайтесь с ним при перемещении на хранение или в печь. Установите его правильно. Разогрейте его в соответствии с рекомендациями производителя. Эксплуатируйте его в пределах проектных параметров. Берегите его от физических и термических повреждений. И немедленно замените его, если он поврежден или изношен. Следуйте этим правилам, и ваши тигли обеспечат длительный срок службы, эффективность работы и значительную экономию.
Плавильная медь. Пожалуйста, помогите | Машинист по производству моделей двигателей
Kolten etal, Медь — очень газообразный металл для литья.Вы можете дегазировать с помощью различных веществ, таких как хлор и другие очень неприятные химические вещества. Газ может привести к тому, что отливка будет выглядеть как «булочка с отрубями». Мне пришлось некоторое время бороться с собой, прежде чем я сказал вам это. Пожалуйста, будьте ОЧЕНЬ осторожны при использовании любых химикатов. Помните, вентиляция, вентиляция, вентиляция. Они могут превратить вашу жизнь в ад.
Тем не менее, есть два способа не допустить попадания газа в отливки. Прежде всего, вам следует использовать флюс для покрытия, для этого отлично подходит Glass.Он плавится, покрывая металл, и удерживает от него воздух. Когда я был подростком и слонялся по цеху литья латуни в Манаскуане, штат Нью-Джерси, они использовали свои старые пивные бутылки, да, когда-то промышленность работала на пиве. Попробуйте это и посмотрите, как это работает.
Насколько ваш темп. Говорят, Tin Falcon был прав, когда начинал использовать древесный уголь. Если вы можете плавить железо с помощью древесного угля, вы, безусловно, сможете плавить с ним медь. Мне кажется, тебе нужно больше воздуха, иди прямо к пылесосу в магазине и посмотри, что он делает.Но убедитесь, что на нем есть перепускной клапан, чтобы выпустить немного воздуха, прежде чем он попадет в печь, если это необходимо. Но помните, что вы будете сжигать больше древесного угля, и, если вы используете брикеты из продуктового магазина, ОСТАНОВИТЕ ЭТО. Вам нужно использовать настоящий древесный уголь Harwood. Вот почему существует так много планов сделать собственный уголь. Брикеты из продуктовых магазинов обычно на 50% состоят из связующего … как бентонит или глина.
Что касается того, что вы плавите, то первым выбором будет металл, поставляемый промышленностью, что означает правильный сплав для правильной работы.Следующий пункт — свалка, меблированная ЧИСТЫМИ медными трубами и проводом. Не плавите медную электрическую арматуру, поскольку многие из них состоят из бериллиевой меди, а дым от этого металла ядовит. То же самое и со старой сантехникой, многие из них содержат много свинца, а если они новее, то, вероятно, из Китая … нужно ли говорить больше?
Помните, что Silicon Bronze выполнит практически все, что вам нужно, и с ней отлично работать, очень низкое образование окалины. Alum., А также почти все медные сплавы и сама медь с высоким содержанием окалины.
Совет по здоровью: если цинковый дым от латуни, марганцевой бронзы и т. Д. Беспокоит вас, старый литейный трюк состоит в том, чтобы пить молоко, по крайней мере, от него вылетает привкус изо рта.
Джефф Олбрайт
История скульптуры: от глины до бронзы
| ||||
Центробежное и вакуумное литье ювелирных изделий: пошаговое руководство
IGS может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице.Узнать больше.Почему стоит попробовать восковое литье?
Литье из воска — это техника, используемая художниками для создания больших и малых скульптур. Восковая модель объекта используется для создания слепка. Затем расплавленный металл можно вылить в форму для создания скульптуры. Этот метод использовался тысячи лет в культурах по всему миру. Ближе к нам по времени стоматологи в 1940-х годах использовали эту технику для создания изделий для стоматологической работы. Потребность ювелиров в создании небольших ювелирных украшений привела к тому, что многие адаптировали методы воскового литья из стоматологии для изготовления ювелирных изделий.
Ювелиры могут найти восковое литье очень полезным по ряду причин. С помощью этого метода легче создать индивидуальные настройки и крепления для камней произвольной формы, а также защитные конструкции для мягких драгоценных камней, таких как диоптаза и опал. (Варианты — это хорошо. Оборачивание лицевой проволокой камней через некоторое время может утомить). Ювелиры также могут создавать резиновые формы для оригинальных изделий и использовать их для изготовления восковых моделей для копий.
Пожалуй, лучшее в восковом литье — это то, как оно может помочь раскрыть творческий потенциал ювелира.Воску можно придать практически любую форму, которую только можно вообразить. Также легко экспериментировать с различными текстурами и украшениями. Если ювелиры не добиваются желаемых результатов, просто приложите немного тепла, и они вернутся к совершенно новой рабочей поверхности. Возможность настраивать индивидуальные настройки воскового литья также означает, что ювелиры не ограничены в использовании купленных форм для установки цен.
Эти протезы были созданы студентами Школы стоматологических технологий, Военно-морской учебный центр, Фаррагут, штат Иллинойс, в 1945 году. Среди представленных здесь частей есть восковая резьба.«09-8018-3» от Navy Medicine. Всеобщее достояние.
Существует множество методов литья из воска. Для литья в песчаные формы в качестве материала формы используется песок. Литье из туфа включает вырезание формы из туфа, мелкозернистого вулканического пепла. Литье каракатицы включает вырезание формы или вдавливание модели в каракатицу. Литье водой — интересный способ создания объектов произвольной формы. Расплавленный металл медленно выливается в воду и остывает, приобретая необычные, случайные формы, которые можно использовать для изготовления форм. Литье с водяным паром использует силу пара, чтобы заставить металл попасть в форму.
В этой статье основное внимание уделяется центробежному и вакуумному литью с использованием метода выплавляемого воска (так называемого, потому что восковая модель разрушается или теряется при литье металла).
Инструменты и принадлежности для центробежного и вакуумного литья
Есть два типа людей, которые прочтут следующий список: те, кто решит, что эта техника не для них, и те, кто попытается заполучить средства из фондов колледжа своего ребенка, чтобы получить здесь все.
- Модель или воск для моделей .Модель или выкройку можно сделать из воска или любого полностью горючего материала. Ключевые слова здесь «полностью горючие». Материал модели, который оставляет какие-либо остатки, вызовет проблемы с литой частью, от неприглядных пятен до потери деталей. Удивительное разнообразие типов воска доступно в магазинах и в Интернете. Есть воск, который можно подпиливать, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и воск для литников.Воск — самый универсальный из всех материалов для моделирования, он не так токсичен и вреден, как другие варианты.
- Воск для литников . Рекомендуется диаметр 3/8 дюйма для главного литника и меньшие калибры для крепления моделей к главному литнику.
- Основания литников и колбы . Купить базы и фляги> в комплекте. Колбы должны иметь достаточно большой диаметр, чтобы обеспечить зазор 3/8 дюйма между моделью и стенкой колбы, и быть достаточно высокими, чтобы покрыть модель как минимум 1/2 дюйма паковочной массы.Если не обеспечить адекватных вложений, форма может взорваться и разрушить модель. (Выдувание при использовании центробежной машины может привести к выбросу большого количества расплавленного металла по вашей мастерской. Удар всего одного кусочка расплавленного металла, вероятно, гарантирует, что вы не забудете вложить достаточно средств, чтобы покрыть модель в следующий раз).
- Инвестиции . Поставщики осуществляют инвестиции в малых и больших количествах. Однако инвестиция — это водный магнит, поэтому покупайте только то, что собираетесь использовать в течение шести месяцев или около того.Имейте в виду, что большие инвестиции высушат ваши руки. (Так что купите хороший лосьон для рук).
- Масштаб . Лабораторные весы для взвешивания металла, воска и паковочной массы.
- Смесительное оборудование . Гибкая резиновая миска для смешивания, совок и что-то для перемешивания паковочной массы. Рекомендуется ручной миксер только с одним венчиком. Электрический миксер может вызвать пузыри в паковке, чего следует избегать. Внимание: никогда не используйте повторно миксер для паковочной массы для приготовления пищи, потому что паковочная масса никогда не будет полностью удалена с миксера.
- Дебубблизатор . Вибрирующая платформа для удаления пузырей в модели и паковке.
- Обжиговая печь с пирометром . Требовалось сжечь модель. Печь с пирометром сразу покажет точную температуру в печи.
- Горелка . Кислородно-ацетиленовая горелка для плавки металла. Наконечник «бутон розы» используется для более быстрого плавления металла.
- Средства защиты глаз . Найдите достаточно темные очки, чтобы защитить ваши глаза от яркого света фонарика и при этом позволить вам хорошо видеть, чтобы перемещаться по мастерской.
- Защита рук . Термостойкие перчатки для извлечения горячих колб из печи и щипцы для работы с горячими колбами.
- Тигель . Возьмите достаточно большой тигель, чтобы в нем поместилось достаточно расплавленного металла для отливки. Если металла недостаточно для заполнения формы, вы потеряете отливку.
- Штанга для перемешивания . Я использую угольный стержень для перемешивания металла, чтобы убедиться, что он полностью расплавлен, и для удаления примесей из расплава.
- Флюс .Рекомендуется Twenty Mule Team Borax.
- Ведро на пять галлонов . После заливки колбы наполнить водой для закалки.
- Огнетушитель .
И последнее, но не менее важное, литейная машина.
Машина центробежного литья «IMG_0853» от StonesoftheEarth под лицензией CC By 2.0
Центробежные и вакуумные литейные машины
Центробежная разливочная машина
использует вес металла и центробежную силу (даже если только кажущуюся силу) для заполнения формы.Машина для вакуумного литья использует вакуум для всасывания расплавленного металла в форму.Сила необходима для преодоления поверхностного натяжения расплавленного металла. В противном случае металл превратится в каплю и просто останется там. Если ваша модель хрупкая, потребуется больше силы, чтобы протолкнуть расплавленный металл в крошечные участки формы. Слишком небольшое усилие — форма не заполняется должным образом. Слишком большое усилие — риск выдувания формы. Идея состоит в том, чтобы иметь устойчивое постоянное давление, толкающее или втягивающее расплавленный металл в форму.
Центробежная машина должна быть надежно закреплена болтами на ровной поверхности с защитным ограждением вокруг нее. Можно использовать металлический таз для стирки или барабан от сушилки для белья. В ограждении не должно быть отверстий для предотвращения утечки расплавленного металла в случае выброса.
Вы можете рассчитывать хотя бы на один выброс. Продувки могут значительно повысить вашу осведомленность о безопасности.
Центробежная машина должна находиться на удобной рабочей высоте. Помните, что вы будете работать с горячими колбами, расплавленным металлом и пылающим факелом.Вы не хотите принимать неудобные и небезопасные позы. Сделайте все необходимое, чтобы сделать этот процесс максимально простым.
Каждая опока, используемая при центробежном литье, должна быть сбалансирована. Выполните следующие действия:
- Поместите залитую, но не сгоревшую колбу в центробежную машину.
- Вставьте тигель в форму и поместите предварительно отмеренный металл для этой колбы в тигель.
- Ослабьте центральную гайку, чтобы рычаг качнулся.
- Отрегулируйте противовесы так, чтобы при легком прикосновении рука двигалась вверх или вниз.
- Убедитесь, что вы затянули гайку груза и центральную гайку. Проверьте их еще раз, а затем еще раз, чтобы убедиться. Если вы работаете с другими, даже если вы наблюдаете, как они затягивают гайки, проверьте их сами.
Если вы понимаете физику центробежного процесса, вы поймете необходимость обеспечения безопасности при работе.
Установки для вакуумного литья дорогие.Если вы можете себе это позволить, обязательно купите его. (Одно из преимуществ вакуумного литья заключается в том, что вам не нужно выполнять утомительную процедуру балансировки, описанную выше). Доступны отличные пакеты машин и принадлежностей.
Процедуры центробежного и вакуумного литья
Различия между центробежным и вакуумным литьем будут объяснены в пошаговом руководстве ниже. В противном случае эти шаги применимы к любому методу.
- Сделайте или купите восковую модель или выкройку.
- Проверить модель на предмет дефектов и при необходимости отремонтировать. Чем более закончена модель, тем меньше потребуется очистки готовой отливки. С модельными материалами работать легче, чем с металлом.
- Взвесьте и отметьте резиновые основания литников.
- Закрепите воск для дерева на основании литника. Расплавьте воск там, где встречаются воск литника и основание литника. Можно использовать спиртовую лампу и большую швейную иглу, воткнутую в конец деревянного дюбеля. Нагрейте иглу и используйте ее, чтобы расплавить и нанести воск. Также доступны коммерческие восковые ручки.
- Установите на модель небольшой литник, желательно в таком месте, которое не будет видно на готовой детали. Поместите галстук из воска там, где литник прикреплен к модели.
- Закрепите модель с литниками на дереве. Делайте литник модели как можно короче. Модель с литником можно прикрепить с помощью «липкого воска» или снова использовать горячую иглу. Поместите галстук из воска на стыке литника модели и дерева. При установке нескольких моделей начните с верхней части литника дерева и двигайтесь к основанию.Размещайте модели на расстоянии не менее 1/8 дюйма друг от друга. Проверьте зазор между моделями и стенкой колбы.
- Соберите колбу и основание и еще раз проверьте зазоры. Модели должны располагаться на расстоянии не менее 3/8 дюйма от стенки колбы. Оставьте не менее 1/2 дюйма для паковочной массы, чтобы покрыть модель.
- Снимите колбу с основания и взвесьте литниковое основание. Вычтите вес основания литника, и вы получите вес ваших моделей и литников. Чтобы рассчитать, сколько металла потребуется, вам придется провести небольшую математику.См. «Как рассчитать количество литейного металла» ниже. Отметьте колбу, чтобы отличать ее от других.
- Снова соедините колбу и литниковое основание. Еще раз проверьте свои зазоры. ( Для вакуумного литья нарежьте соломинки соды на 1/2–3 / 4 дюйма короче, чем высота колбы. P выступ на одном конце с воском и закрепите его сбоку закройте стенку колбы заколкой и закройте ее конец. Это повысит вакуум за счет создания канала в форме, где соломинки выгорели.После того, как колба вставлена, удалите заклепки ).
- Инструкции по смешиванию паковочной массы прилагаются к паковке. В общем, налейте воду в резиновую миску для смешивания. Затем добавьте вложение. Смешайте паковочную массу до консистенции теста для блинов. Убедитесь, что нет комков. Если вы положите паковочную массу в миску, а затем добавите воды, у вас появятся комочки.
- Вибрируйте миксерную чашу на вибрирующей платформе. ( ) Если вы ‘re , используя a вакуум машина , поместите миксерную чашу на паковочный стол. P Установите колпак над чашей и включите вакуум. Вложение «закипит» и станет пенистым. Это воздух, вытягиваемый из паковочной массы вакуумом. Пена немного утихнет. Пылесосьте около полутора минут. O ver вакуумирование вызовет пузыри в паковке ) .
- Наклоняя колбу, медленно вылейте паковочную массу в колбу, пока она не наполнится. Если у вас недостаточно смешанных вложений для полного наполнения колбы, вылейте ее и смешайте больше вложений.Использование двух наливов для наполнения колбы просто вызывает проблемы. ( Если вы собираетесь лить под вакуумом , убедитесь, что колба будет герметичной. C убедитесь, что на ободе колбы нет паковочной массы. В паковке можно выцарапать небольшой канал в месте соприкосновения со стенкой опоки ) .
- Вибрируйте колбу на вибрирующей платформе или пропылесосьте колбу так же, как и миксерную чашу. Встряхивая колбы, постучите по бокам металлическим стержнем или отверткой.Это поможет избавиться от пузырей. (Если вы литье в вакууме, c воротников из жесткого гибкого материала необходимы для опок. Манжеты предотвращают разлив паковочной массы по всему паковочному столу, когда она вспенивается. Манжету можно удерживать на месте с помощью резиновых лент Пылесосить около полутора минут ) .
- Позвольте инвестициям закрепиться. Сделайте отметку о личности на инвестиции.
- Снимите резиновый литник вращательным движением.
- Перед тем, как поместить опоки в печь, найдите способ убрать расплавленный воск со дна печи. Без этой защиты печь долго не прослужит. Хорошо подойдет керамическая плитка с бороздками для удерживания воска до его испарения. Вы можете удалить воск из фляг, поместив их в тостер, установленный на температуру плавления воска. Не делайте этого в кухонной духовке! Подставьте под колбы поддон для сбора расплавленного воска.
- Удалите засохшие паковочные массы с внешней стороны опок и с кромки, если вы литье под вакуумом.Поставьте колбы в холодную печь. Убедитесь, что между колбами есть свободное пространство.
- Следуйте «графику выгорания» в зависимости от размера колб. Купите и изучите хорошую книгу по кастингу. Я рекомендую Practical Castin g: Studio Reference от Тима МакКрайта.
- У вас должны быть емкости с отвешенным металлом для каждой колбы. Используйте металл, который не плавился с момента получения с завода, или металл, который плавили только один раз (например, старые кнопки и литники от предыдущих отливок), плюс не менее пятидесяти процентов по весу нового металла.Литые литники и кнопки можно дважды переработать для литья металла.
- Выключите печь по окончании цикла выгорания. Дайте колбам остыть до температуры на 300–400 градусов ниже точки плавления используемого металла.
- Флюсируйте и прогрейте тигель.
- Поместите горячую колбу в центробежную машину, проверив выравнивание. Вставьте тигель в отверстие колбы.
- Расплавьте металл. Используйте палочку для перемешивания, чтобы проверить расплав на наличие комков. Сдвиньте любые примеси на край тигля, наиболее удаленный от горловины колбы.Не кипятите металл. Если расплав закипает, добавьте в смесь немного флюса и снова включите горелку, пока металл не остынет.
- Когда металл расплавится, снимите горелку и плавным движением отпустите литейный рычаг. Дайте машине перестать вращаться и снимите фляжку с машины. Ставьте еще горячую колбу на огнеупорную поверхность, пока она не остынет до тускло-красного цвета. Затем охладите колбу в ведре с водой или дайте ей постоять, пока вы наливаете другие колбы. ( Для литья под вакуумом выньте колбу из печи и поместите ее застежкой вверх на литейную площадку.Включите вакуум и убедитесь, что у вас есть хорошее уплотнение между колбой и разливочной подушкой. Когда будет достигнут самый высокий вакуум, расплавьте и разлейте металл. Оставьте вакуум, пока металл не затвердеет. Отложите колбу для охлаждения, закалки или продолжения литья ) .
- Используя щипцы, охладите фляги в ведре с водой, покачивая его взад и вперед. Вода удалит отливки из паковочной массы. Подождите немного, прежде чем забрать отливки. Они все еще будут горячими.
- Теперь у вас есть уродливый кусок металла, покрытый паковочной массой и черным оксидом. Очистите отливки зубной щеткой и удалите как можно больше паковочной массы.
- Вырежьте отливки и их литники из дерева. При необходимости уберите больше вложений. Вырежьте литники из модели. Очистите место, где был прикреплен литник. Нагрейте и протравите отливки. Обработайте детали пайкой, опиливанием и полировкой.
Готово!
Как рассчитать количество литого металла
Количество металла, необходимое для заполнения формы = (W x SG w x SG м ) + 15.55 грамм.
Когда:
- W = Граммы воска или другого модельного носителя.
- SG w = Удельный вес воска или другой модельной среды.
- SG м = Удельный вес металла, используемого для литья.
В следующем примере в качестве модельного материала используется воск, а в качестве металла — серебро.
Допустим, вес основания литника, модели и литников составляет 325 граммов. База весит 144 грамма. 325 граммов минус 144 грамма равняются 181 грамму восковой модели и литников.
Воск имеет удельный вес 1. Стерлинговое серебро имеет удельный вес 10,4.
Итак, 181 грамм x 1 x 10,4 = 1882,4 грамма серебра.
Чтобы обеспечить достаточное количество металла для заполнения формы, добавьте 10 центов металла для пуговицы. Один пеннивейт (dwt) равен 1,555 грамма, так что 10 пенни равняются 15,55 грамму.
1882,4 + 15,55 = 1897,95 грамма. Чтобы наполнить колбу, округлите полученное количество до 1898 граммов стерлингов.
Соблюдайте меры предосторожности при изучении центробежного и вакуумного литья
Вы будете работать с пылающими факелами, расплавленным металлом и горячими колбами.В вашей мастерской будет температура, которая может серьезно повредить любой материал. Найдите время, чтобы узнать об инструментах, оборудовании, материалах и процедурах, которые вы будете использовать.
Сделать собственное центробежное или вакуумное литье несложно. Однако, как и в случае с любым новым опытом, у него есть кривая обучения. Спланируйте размещение оборудования и выполните пробный прогон один или два (или двенадцать) раз, пока не почувствуете себя комфортно с процедурами. Держите под рукой огнетушитель.
Если вы проводите литье в помещении, вам потребуется отличная вентиляция. Достаточной вентиляции здесь не будет. Пары горелки и парафин ядовиты. Другие материалы модели могут быть хуже. Помните о своем здоровье и здоровье других людей.
Последнее предупреждение: не выбрасывайте инвестиции в канализацию.