История токарного станка — полезная информация Универсальные токарно винторезные станки
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
 Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
 Этим было завершено принципиальное совершенствование токарного оборудования.
Этим было завершено принципиальное совершенствование токарного оборудования.Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5.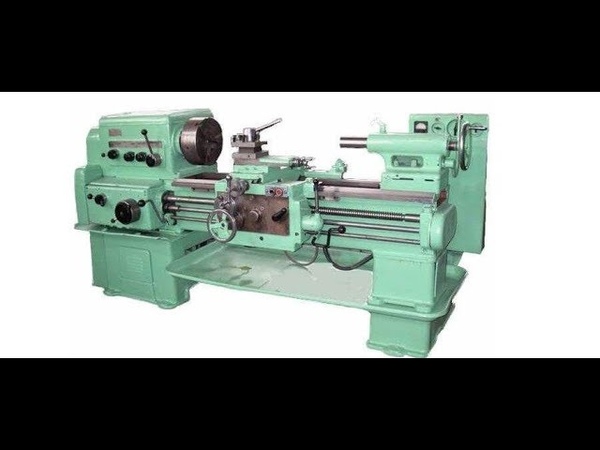 На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.
Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до «толщины маленького пальца».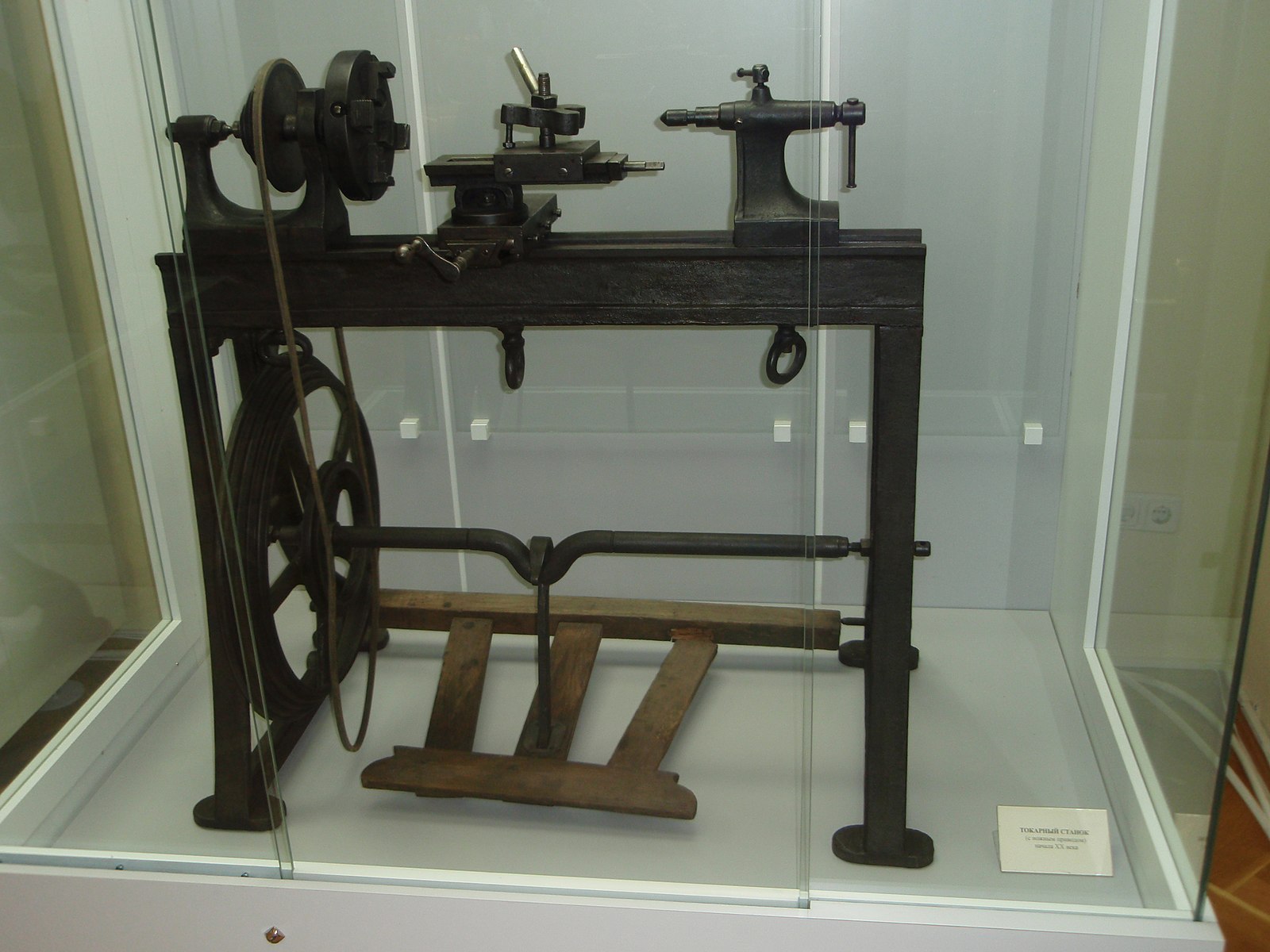
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 — 1756)
Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий».
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле».
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум».
Генри Модсли (Maudslay Henry 1771-1831)
Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
История изобретения токарного станка | Великие открытия человечества
Согласно дошедших до нас сведений токарный станок был изобретен примерно в середине седьмого столетия до нашей эры. Между двумя соосно установленными центрами зажималась заготовка из кости или дерева. Подмастерье вращал заготовку, а мастер прижимал резец к заготовке в нужном месте и снимал стружку, пока заготовка не приобретала требуемую форму. Позже заготовку приводили в движение с помощью лука с провисающей тетивой. Ее оборачивали петлей вокруг заготовки. Когда лук начинали двигать, словно пилу при распилке бревен, заготовка начинала вращаться вокруг своей оси то в одну, то в другую сторону. В XIV — XV веках получили распространение токарные станки, имевшие ножной привод. Упругая жердь (очеп) крепилась консольно над станком. На конец жерди крепили бечевку, обернутую на один оборот вокруг заготовки. Нижний конец бечевки крепили к педали. Когда на педаль нажимали, натягивалась бечевка и заготовка делала 1-2 оборота, а жердь сгибалась. Если педаль отпускали, жердь выпрямлялась и подтягивала бечевку вверх, заготовка совершала 1-2 оборота, но в другую сторону.
Древний токарный станок
К 1430 году очеп заменили механизмом, состоящим их педали, кривошипа и шатуна. Получился привод, аналогичный ножному приводу в швейной машинке XX-го столетия. Теперь заготовка в течение всего процесса не совершала колебательного движения, как раньше, а вращалась в одну сторону. В 1500 г. на станке уже были стальные центры и люнет, позволившие обрабатывать достаточно сложные детали. Однако маломощный привод и недостаточная сила в руке рабочего делали обработку металла малоэффективной. Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон.
Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон.
Со временем токарные станки стали часто использовать для нарезки металлов, а не дерева. Возникла необходимость в жестком креплении резца и механизированного передвижения его по обрабатываемой поверхности. Проблема самоходного суппорта разрешилась с изобретением А. К. Нартовым в 1712 году токарно-копировального станка. Во второй половине XVIII века значительно расширилась сфера использования металлорежущих станков, начались усиленные поиски универсального токарного станка. Проблема механизированного передвижения резца стала особенно острой, когда приходилось нарезать резьбу, изготавливать зубчатые колеса, наносить на предметы роскоши сложные узоры. А. К. Нартов успешно решил вопрос механизации операции. Копировальный палец и суппорт двигались благодаря одному ходовому винту, но шаг нарезки под копиром и резцом были разные. Соответственно была решена проблема автоматического передвижения суппорта вдоль оси заготовки. Поперечная подача пока отсутствовала, ее заменило качание системы «копир-заготовка».
Токарный станок
Над созданием совершенного суппорта трудились многие изобретатели, наиболее удачную конструкцию изобрел англичанин Г. Модсли. В 1798 году он улучшил конструкцию суппорта и изобрел универсальный токарный станок. В 1800 году станок был усовершенствован и создан новый вариант, включавший все детали, имеющиеся на токарно-винторезных станках и сегодня. Модсли впервые применил стандартизацию резьб на гайках и винтах и стал выпускать наборы плашек и метчиков для нарезания резьбы. Ученик изобретателя Р. Робертс установил ходовой винт перед станиной, на переднюю панель станка вынес ручки управления, добавил зубчатый перебор, улучшив тем самым токарный станок. Еще один сотрудник Модсли — Клемент изобрел лоботокарный станок, позволивший обрабатывать детали с большим диаметром. Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
кто изобрел, история создания и производства
Прообразом вращения детали на токарном станке послужило простое устройство для добычи огня и просверливания с помощью песка, деревянной палочкой в камне дырочки под рукоятку. За XXVII веков эти примитивные механизмы дошли до уровня станков с ЧПУ.
История создания первого станка в мире
История появления и развития токарного станка берет свое начало в 650 г до н. э. Это документально подтверждает гравюра, найденная археологами. На ней изображены люди в хитонах, наблюдающие за работой мастера Федора на ножном токарном станке. Деталь закреплялась между 2 центрами и приводилась в движение рычагом.
Заготовка в таком станке вращалась попеременно на несколько оборотов к инструменту, затем обратно, от него. Резец держали в руках. Усилие при резании было слабым, точность низкая. На таком станке могли обрабатывать:
- дерево;
- рог;
- кость;
- цветные металлы;
- бронзу.
Историки нашли украшения, сделанные на аналогичном оборудовании.
Справка! Времени на изготовление самого простого изделия затрачивалось много, половина его уходила на обратное вращение. Но по сравнению с ручной обработкой технология была высокопроизводительной и отличалась высокой точностью создания круглой поверхности.
Первые упоминания
Первые изображения токарных станков нашли в древнем Египте. На фресках хорошо видно лучковый механизм привода. Тетиву обвивали вокруг зажатой в центре детали с одного конца, и натягивали на лук. Раб двигал приспособление вперед и назад, вращая деревянную заготовку то в одну, то в другую сторону. Мастер сидит на полу и направляет инструмент.
Мастер сидит на полу и направляет инструмент.
Со временем на египетских лучковых токарных станках появилась продольная линейка. Она имела деления и на нее опирался резец при работе. Теперь можно было создавать относительно одинаковые детали, например ножки для столов, колонны.
Со временем появились токарные станки с ножным приводом. Они работали, как и лучковые, но можно было обойтись без раба. Использовалась сила упругости живой ветки дерева. Один конец веревки, обмотанной вокруг детали, висел петлей внизу, второй привязывался к ветке на дереве. Мастер вставлял ногу в петлю, нажимал вниз. Деталь делала несколько оборотов в одну сторону. Затем он отпускал веревку, ветка выпрямлялась и вращала конструкцию в обратном направлении.
На рисунке 1400 года деревянный станок установлен в помещении и имеет подвижные бабки для работы с заготовками разной длины. В 1518 году был изготовлен станок императора Максимилиана. Он имел металлические центры и подвижный люнет, перемещающиеся по направляющим. Все корпусные детали были покрыты узорами, имитирующими старинные башни, замки. Ручки сделаны в виде воинов.
Справка! Первые станки с непрерывным вращением в одну сторону описаны в Книге Соломона в 1615 году. Подручный вращал ручку большого колеса, соединенного ременной передачей со шкивом на станке. На таких станках обрабатывали не только поверхность, но и торцы детали, делали расточку.
Ученые изобретатели, кто изобрел?
До нашего времени сохранились чертежи токарных станков и отдельных узлов, разработанные Леонардо да Винчи. Но ни один агрегат не был построен по ним. Примерно в 1570 году Карл IV, будучи французским королем, поручил Жаку Бессону создать токарный станок для нарезания резьбы. Он установил третью бабку, которая держала резец и отводила его при обратном вращении.
К ученым-изобретателям токарного станка относятся:
- Андрей Константинович Нартов, механик Петра 1, механизировал нарезку резьбы.
- Алексей Супонини и Павел Захава – тульские механики усовершенствовали конструкцию суппорта.

- Француз Ж Вокансон создал прообраз универсального станка на мощной станине с металлическими узлами.
- Англичанин Д Рамедон спроектировал 2 вида станков, нарезающих резьбы.
- Французский механик Сено создал оборудование для нарезки винтов.
- Мондсли построил универсальный токарный станок, ставший со временем базовой моделью.
- Д Клемент установил ходовой винт в передней части станины и протянул его через фартук.
- Д Виворт автор автоматической поперечной подачи.
- Американец Фитч разработал и построил револьверный станок.
- К Випиль и Т Слоан создали деревообрабатывающие автоматы.
- Хр Спенсер построил первый универсальный автомат.

Генри Мондсли усовершенствовал суппорт, автоматизировал нарезку резьбы, и первым поднял вопрос об унификации некоторых деталей. Он разработал основные типоразмеры и стандартизировал резьбы.
Идею Мондсли подхватили американцы, и вскоре стали изготавливать стандартизированные детали. Это позволило им запустить конвейеры, в разы повысить производительность труда, сократив большую часть рабочих.
Важно!
До открытия Нартова для нарезки резьбы на вал наматывали полоску бумаги по ширине равную шагу. Затем острым инструментом намечали винтовую линию в зазоре между полосками. После этого вручную напильниками вытачивали резьбу.
Устройство первых моделей
Первыми моделями, которые можно с уверенностью назвать токарными станками, были конструкции с канатно-ручным приводом и станок, описанный в 1671 году Шерюбеном. Он имел ножной привод и коленвал, благодаря которому вращение было в одну сторону. Ступенчато-шкивный привод позволял изменять частоту вращения детали.
С появлением водяного колеса станки перевели на механический привод. Через цех тянулся длинный вал с большим количеством шкивов. Каждый станок соединялся с ведущим валом ременной передачей.
Управление
После внедрения в 1712 году изобретения Нартова – самоходного суппорта, была решена проблема крепления и перемещения инструмента. Теперь вращение детали включалось и регулировалось перекидывание ремня на шкив нужного диаметра.
Теперь вращение детали включалось и регулировалось перекидывание ремня на шкив нужного диаметра.
Продольное перемещение суппорта осуществлялось от винта, связанного с приводом. Шаг подачи регулировался копировальным пальцем. Он регулировал соотношение шага и подачи суппорта. Затем было изобретение Вокансона и суппорт получил механическую поперечную передачу и одновременно мог управляться вручную.
Начиная с 1800 года, токарные станки имеют все узлы современного оборудования и блоки управления. Крутящий момент передается от привода через ременную передачу. Жесткую зависимость продольных и поперечных подач от скорости вращения обеспечивают зубчатые зацепления. На суппорте появились рукоятки для переключения на разные режимы резания.
Металлические детали
Первые металлические детали на токарном станке появились на модели императора Максимилиана в 1518 году. Это были вращающиеся центра, в которых зажималась заготовка. Нартов в 1712 году создал станок для нарезания резьбы. В нем крутящий момент передавался через зубчатые шестерни и винтовой вал. Все детали были железными.
Первый полностью металлический станок был изготовлен Вокансоном в 1751 году. Французский механик относился к своему изобретению как к инструменту и убрал все декоративные украшения, оставив только функциональные узлы и детали. Его станок выглядел просто, имел массивную чугунную станину и мог выдерживать большие нагрузки при обработке металла.
Начиная с этого времени на станинах появились направляющие для суппорта и задней бабки. Станки стали изготавливать из стальных и чугунных деталей. Модели имели все узлы современного токарного оборудования.
Датчики положения
Первыми датчиками положения были копировальные пальцы. Они скользили по винту и задавали продольное и поперечное перемещение. Возможность переместить заднюю бабку позволила устанавливать детали разной длины и даже обрабатывать широкие заготовки с торца.
Когда перемещение суппорта и задней бабки стало происходить по направляющим, появились линейки с делениями, определяющими положение резца. Изготовление точных резьбы дало начало созданию лимбов. Теперь можно было уверено сказать, насколько сместится суппорт и резцедержка за полный оборот, и на какой угол следует повернуть ручку для смещения на 1 мм.
Изготовление точных резьбы дало начало созданию лимбов. Теперь можно было уверено сказать, насколько сместится суппорт и резцедержка за полный оборот, и на какой угол следует повернуть ручку для смещения на 1 мм.
Приводные механизмы
Привод токарного станка прошел несколько этапов эволюции:
- ручной и ножной с возвратным вращением;
- ручное вращение в одну сторону;
- движение от водяного колеса;
- паровой привод;
- электродвигатель.
С 1837 по 1842 год Роберт Дэвидсон конструировал электроприводы, в том числе и для токарных станков. Асинхронный трехфазны двигатель был изобретен Доливо-Добровольским в 1891 году. Но только после революции 1917 года его стали устанавливать на токарные станки и другое оборудование.
Габариты и вес
На первых станках обрабатывались детали диаметром до 200 мм и длиной до 1200 мм. Вес деревянного оборудования составлял 50–100 кг. Простейшие токарные настольные станки весят в сборе 70–120 кг. На них обрабатываются металлические заготовки весом 12–35 кг. Промышленное токарное оборудование весит от 1,2 тонны. На него устанавливают металлические детали от 200 мм диаметром и длиной 800–3000 мм.
Какие особенности были у ранних моделей?
Ранние модели имели общий для всех привод. Вращение передавалось через ременные передачи. Количество оборотов заготовки невозможно было выставить точно. Продольное и поперечное перемещение суппорта зависело от числа оборотов вала и регулировалось перестановкой шестерен в коробке подач. Скорость вращения шпинделя выставлялась перебрасыванием ремня на шкив нужного диаметра.
Точность поперечной и продольной подачи инструмента составляла 0,1 мм – погрешность ручного перемещения по лимбу. Невозможно было автоматизировать процесс обработки на ранних моделях и изготавливать большие партии деталей с высокой точностью соответствия.
Токарный станок имеет многовековую историю. Она отражает технический уровень развития народов, их стремление к упрощению изготовления деталей и создание красивых вещей правильной формы.
История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок
представлял собой два соосно установленных центра, между которыми зажималась
заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку
(один или несколько оборотов в одну сторону, затем в другую). Мастер держал
резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку,
придавая заготовке требуемую форму. Позднее для приведения заготовки в
движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву
оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала
петлю вокруг заготовки. При движении лука то в одну, то в другую сторону,
аналогично движению пилы при распиливании бревна, заготовка делала несколько
оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV
— XV веках были распространены токарные станки с ножным приводом. Ножной
привод состоял из очепа — упругой жерди, консольно закрепленной над станком.
К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг
заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка
натягивалась, заставляя заготовку сделать один — два оборота, а жердь —
согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку
и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо
очепа стали применять механизм, включающий педаль, шатун и кривошип, получив,
таким образом, привод, аналогичный распространенному в XX веке ножному
приводу швейной машинки. С этого времени заготовка на токарном станке получила
вместо колебательного движения вращение в одну сторону в течение всего
процесса точения. В 1500 г. токарный станок уже имел стальные центры и
люнет, который мог быть укреплен в любом месте между центрами.
Примерно к 1430 г. вместо
очепа стали применять механизм, включающий педаль, шатун и кривошип, получив,
таким образом, привод, аналогичный распространенному в XX веке ножному
приводу швейной машинки. С этого времени заготовка на токарном станке получила
вместо колебательного движения вращение в одну сторону в течение всего
процесса точения. В 1500 г. токарный станок уже имел стальные центры и
люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие
собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков
был слишком маломощным для обработки металла, а усилия руки, держащей резец,
недостаточными, чтобы снимать большую стружку с заготовки. В результате
обработка металла оказывалась малоэффективной. необходимо было заменить
руку рабочего специальным механизмом, а мускульную силу, приводящую станок
в движение, более мощным двигателем. Появление водяного колеса привело
к повышению производительности труда, оказав при этом мощное революционизирующее
действие на развитие техники. А с середины XIV в. водяные приводы стали
распространяться в металлообработке. В середине XVI Жак Бессон (умер в
1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических
винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик
Петра Первого, изобретает оригинальный токарно-копировальный и винторезный
станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы
по-настоящему понять мировое значение этих изобретений, вернемся к эволюции
токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое
изделие приводилось в движение уже не мускульной силой токаря, а с помощью
водяного колеса, но резец, как и раньше держал в руке токарь. В начале
XVIII в. токарные станки все чаще использовали для резания металлов, а
не дерева, и поэтому проблема жесткого крепления резца и перемещения его
вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые
проблема самоходного суппорта была успешно решена в копировальном станке
А. К. Нартова в 1712 г. В Москве услуги токарной обработки металла.
Чтобы
по-настоящему понять мировое значение этих изобретений, вернемся к эволюции
токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое
изделие приводилось в движение уже не мускульной силой токаря, а с помощью
водяного колеса, но резец, как и раньше держал в руке токарь. В начале
XVIII в. токарные станки все чаще использовали для резания металлов, а
не дерева, и поэтому проблема жесткого крепления резца и перемещения его
вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые
проблема самоходного суппорта была успешно решена в копировальном станке
А. К. Нартова в 1712 г. В Москве услуги токарной обработки металла.
К идее механизированного передвижения резца изобретатели шли долго. Впервые
эта проблема особенно остро встала при решении таких технических задач,
как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление
зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили
разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям
которой наносили контур будущей резьбы. После разметки резьбу опиливали
напильником вручную. Не говоря уже о трудоемкости такого процесса, получить
удовлетворительное качество резьбы таким способом весьма трудно. А Нартов
не только решил задачу механизации этой операции, но в 1718-1729 гг. сам
усовершенствовал схему. Копировальный палец и суппорт приводились в движение
одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль
оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо
нее было введено качание системы «копир-заготовка». Поэтому работы над
созданием суппорта продолжались. Свой суппорт создали, в частности, тульские
механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта,
близкую к современной, создал английский станкостроитель Модсли, но А.
К. Нартов остается первым, кто нашел путь к решению этой задачи. Вообще
нарезка винтов долго оставалась сложной технической задачей, поскольку
требовала высокой точности и мастерства. Механики давно задумывались над
тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался
способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке
припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта
должен был быть равен шагу того винта, который нужно было нарезать на заготовке.
Затем заготовку устанавливали в простейших разъемных деревянных бабках;
передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный
винт. При вращении винта деревянное гнездо задней бабки сминалось по форме
винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону
передней бабки. Подача на оборот была такова, что позволяла неподвижному
резцу резать винт с требуемым шагом. Подобного же рода приспособление было
на токарно-винторезном станке 1785 года, который был непосредственным предшественником
станка Модсли.
Таким образом было обеспечено автоматическое перемещение суппорта вдоль
оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо
нее было введено качание системы «копир-заготовка». Поэтому работы над
созданием суппорта продолжались. Свой суппорт создали, в частности, тульские
механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта,
близкую к современной, создал английский станкостроитель Модсли, но А.
К. Нартов остается первым, кто нашел путь к решению этой задачи. Вообще
нарезка винтов долго оставалась сложной технической задачей, поскольку
требовала высокой точности и мастерства. Механики давно задумывались над
тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался
способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке
припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта
должен был быть равен шагу того винта, который нужно было нарезать на заготовке.
Затем заготовку устанавливали в простейших разъемных деревянных бабках;
передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный
винт. При вращении винта деревянное гнездо задней бабки сминалось по форме
винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону
передней бабки. Подача на оборот была такова, что позволяла неподвижному
резцу резать винт с требуемым шагом. Подобного же рода приспособление было
на токарно-винторезном станке 1785 года, который был непосредственным предшественником
станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого
винта, наносилась непосредственно на шпиндель, удерживавший заготовку и
приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного
станка с устройством для зажима обрабатываемой детали.) Это давало возможность
делать нарезку на винтах машинным способом: рабочий приводил во вращение
заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении
Плюме, начинала поступательно перемещаться относительно неподвижного резца,
который рабочий держал на палке. Таким образом ни изделии получалась резьба,
точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность
обработки зависели здесь исключительно от силы и твердости руки рабочего,
направлявшего инструмент. В этом заключалось большое неудобство. Кроме
того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только
очень короткие винты. по удобной цене полотенца для ног для гостиниц
Здесь нарезка резьбы, служившая образцом для изготавливаемого
винта, наносилась непосредственно на шпиндель, удерживавший заготовку и
приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного
станка с устройством для зажима обрабатываемой детали.) Это давало возможность
делать нарезку на винтах машинным способом: рабочий приводил во вращение
заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении
Плюме, начинала поступательно перемещаться относительно неподвижного резца,
который рабочий держал на палке. Таким образом ни изделии получалась резьба,
точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность
обработки зависели здесь исключительно от силы и твердости руки рабочего,
направлявшего инструмент. В этом заключалось большое неудобство. Кроме
того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только
очень короткие винты. по удобной цене полотенца для ног для гостиниц
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением
сферы применения металлорежущих станков и поисками удовлетворительной схемы
универсального токарного станка, который мог бы использоваться в различных
целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим
техническим данным уже походил на универсальный. Он был выполнен из металла,
имел мощную станину, два металлических центра, две направляющие V-образной
формы, медный суппорт, обеспечивающий механизированное перемещение инструмента
в продольном и поперечном направлениях. В то же время в этом станке отсутствовала
система зажима заготовки в патроне, хотя это устройство существовало в
других конструкциях станков. Здесь предусматривалось крепление заготовки
только в центрах. Расстояние между центрами можно было менять в пределах
10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали
примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два
типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки
по параллельным направляющим передвигался алмазный режущий инструмент,
скорость перемещения которого задавалась вращением эталонного винта. Сменные
шестерни позволяли получать резьбы с разным шагом. Второй станок давал
возможность изготавливать резьбу с различным шагом на детали большей длины,
чем длина эталона. Резец продвигался вдоль заготовки с помощью струны,
накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено
изготовил специализированный токарный станок для нарезки винтов. Конструктор
предусмотрел сменные шестерни, большой ходовой винт, простой механизированный
суппорт. Станок был лишен каких-либо украшений, которыми любили украшать
свои изделия мастера прежде.
В то же время в этом станке отсутствовала
система зажима заготовки в патроне, хотя это устройство существовало в
других конструкциях станков. Здесь предусматривалось крепление заготовки
только в центрах. Расстояние между центрами можно было менять в пределах
10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали
примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два
типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки
по параллельным направляющим передвигался алмазный режущий инструмент,
скорость перемещения которого задавалась вращением эталонного винта. Сменные
шестерни позволяли получать резьбы с разным шагом. Второй станок давал
возможность изготавливать резьбу с различным шагом на детали большей длины,
чем длина эталона. Резец продвигался вдоль заготовки с помощью струны,
накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено
изготовил специализированный токарный станок для нарезки винтов. Конструктор
предусмотрел сменные шестерни, большой ходовой винт, простой механизированный
суппорт. Станок был лишен каких-либо украшений, которыми любили украшать
свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный
станок, ставший основой машиностроения. Его автором стал Генри Модсли.
В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798
г. , основав собственную мастерскую по производству станков, он значительно
улучшил суппорт, что позволило создать вариант универсального токарного
станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и
третий вариант, содержавший все элементы, которые имеют токарно-винторезные
станки сегодня. При этом существенно то, что Модсли понял необходимость
унификации некоторых видов деталей и первым стал внедрять стандартизацию
резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для
нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей
дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил
ходовой винт перед станиной, добавил зубчатый перебор, ручки управления
вынес на переднюю панель станка, что сделало более удобным управление станком.
Этот станок работал до 1909 г. Другой бывший сотрудник Модсли — Д. Клемент
создал лоботокарный станок для обработки деталей большого диаметра. Он
учел, что при постоянной скорости вращения детали и постоянной скорости
подачи по мере движения резца от периферии к центру скорость резания будет
падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел
автоматическую подачу в поперечном направлении, которая была связана с
механизмом продольной подачи. Этим было завершено принципиальное совершенствование
токарного оборудования. Вы можете купить химические насосы
, основав собственную мастерскую по производству станков, он значительно
улучшил суппорт, что позволило создать вариант универсального токарного
станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и
третий вариант, содержавший все элементы, которые имеют токарно-винторезные
станки сегодня. При этом существенно то, что Модсли понял необходимость
унификации некоторых видов деталей и первым стал внедрять стандартизацию
резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для
нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей
дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил
ходовой винт перед станиной, добавил зубчатый перебор, ручки управления
вынес на переднюю панель станка, что сделало более удобным управление станком.
Этот станок работал до 1909 г. Другой бывший сотрудник Модсли — Д. Клемент
создал лоботокарный станок для обработки деталей большого диаметра. Он
учел, что при постоянной скорости вращения детали и постоянной скорости
подачи по мере движения резца от периферии к центру скорость резания будет
падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел
автоматическую подачу в поперечном направлении, которая была связана с
механизмом продольной подачи. Этим было завершено принципиальное совершенствование
токарного оборудования. Вы можете купить химические насосы
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
История развития токарного станка
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
кафедра: профессионального образования
Доклад по дисциплине:
История развития науки, техники и технологий:
«История развития токарного станка».
Выполнила
студентка
группы 4ПО-41
Никифорова Т.В.
Проверил доцент:
Златоустов В. Д.
Череповец 2007
Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма несовершенны в работе и имели вначале ручной, а впоследствии ножной привод.
Древний токарный станок ручного привода показан на рис. 1. Обтачиваемое изделие, установленное на двух деревянных стойках, обрабатывали два человека. Один вращал при помощи веревки изделие то вправо, то влево, а другой держал в руках режущий или скоолящии инструмент и обрабатывал им изделие.
Старинный русский токарный станок ножного привода показан на рис. 2. Этот станок совершеннее предыдущего: более устойчивое взаимное положение изделия и инструмента обеспечивало и более точную обработку, а замена ручного привода ножным позволила работать на станке вместо двух одному человеку. Обтачиваемое изделие устанавливалось на заостренных деревянных клиньях 1 и 2 (первых представителях современных центров). Клин 1 закреплялся в стойке наглухо, а клин передвигался до упора в изделие 3 и закреплялся вспомогательным клином 4, Веревка 5, навитая на изделие 1-2 оборота, одним концом прикреплялась к гибкой жерди 6, а другим — к деревянной подножке 7. Нажимая ногой на подножку, токарь приводил во вращение обтачиваемое изделие. Удерживая обеими руками режущий инструмент, опирающийся о деревянный брусок 8, он прижимал инструмент к изделию и обрабатывал его.
Рис.1 Древний токарный станок
Рис.2 Старинный русский токарный станок
Затем нажим ноги на подножку прекращался, гибкая жердь выпрямлялась, тянула веревку вверх и вращала изделие в обратном направлении. Обтачивание в это время прерывалось, и таким образом, как и на предыдущем станке почти половина рабочего времени тратилась бесполезно.
Токарные станки, показанные па рис. 1 и 2 применялись главным образом для обработки деревянных изделий. Необходимость обработки металлических изделий ускорила развитие токарных станков, хотя это развитие происходило очень медленно. Приоритет в развитии токарных станков принадлежит русским техникам.
Андрей Константинович Нартов, один из самых замечательных русских техников XVIII в., воспитанник Московской школы «математических и навигационных наук», впервые в мире в 1715 г. изобрел и затем построил токарно-копировальный станок с суппортом — механическим держателем режущего инструмента, заменяющим руку человека. На этом станке, хранящемся ныне в Государственном Эрмитаже в Санкт — Петербурге, сохранилась надпись: «Начало произвождения к строению махины 1718-го, решена 1729- году. Механик Андрей Нартов». В 1719 г. Нартов писал Петру I —большому мастеру токарного дела по дереву и металлу — из Лондона о том, что он «здесь таких токарных мастеров, которые превзошли российских мастеров, не нашел, и чертежи махинам, которые ваше царское величество приказал здесь сделать, я мастерам казал, и оные сделать по ним не могут…». Так при первом знакомстве Нартова с зарубежной техникой он смог убедиться в том, что русские мастера не только не уступают зарубежным, но и превосходят их.
А. К. Нартов опередил почти на столетие Генри Модели, которому необоснованно приписывается буржуазными авторами изобретение суппорта в 1797 г. Хранящиеся в Государственном Эрмитаже станки Нартова доказывают, что он еще в начале XVIII в. работал на станках своего изобретения, на которых еще с большей точностью, чем в конце XVIII в,- у Модели, можно было изготовлять, притом автоматически, металлические изделия любой формы. Изобретение суппорта ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
Следовательно, благодаря изобретению А. К. Нартова Россия почти на столетие опередила Западную Европу и Америку в создании токарных станков с суппортами. А. К. Нартов за два с половиной столетия до наших дней предвосхитил создание металлорежущих станков, автоматически изготовляющих изделия из металла,- тех станков, которые являются наиболее важными для современной промышленности.
Заслугой Нартова является и воспитание им русских знатоков обработки металла резанием. Из петровской токарной мастерской, которой заведовал Нартов, вышел ряд учеников, в числе их особенно выделялись токари Александр Журавский и Семен Матвеев.
Ученики и последователи Нартова успешно совершенствовали и строили токарные станки. В конце 18 века тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурин разработали чертежи, по которым изготовлялись токарно-винторезные станки для обработки различных винтов. Сурин создал токарный станок и для изготовления ружейных стволов. На этом станке вращение изделия осуществлялось от трансмиссионного привода, а суппорт с режущим инструментом перемещался при помощи ходового винта. Впервые на этом станке было применено автоматическое выключение суппорта. Русские изобретатели и в этом усовершенствовании токарного станка опередили изобретателей зарубежных стран.
Особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. На рис. 3 показан один из таких станков. На нем изделие приводилось во вращение от трансмиссии через ременную передачу 1, а суппорт 2 перемещался механически при помощи шестерен 3 и винта 4.
На рис. 4 показан токарный станок со ступенчатым шкивом и перебором, созданный в середине девятнадцатого столетия. На таких станках изделию сообщалось разное число оборотов при помощи ступенчатого шкива 1 и шестеренчатого перебора 2. Движение суппорту 3 передавалось через смежные шестеренки 4 и ходовой валик или винт 5. Подобные токарные станки изготовлялись и в начале ХХ века.
В конце девятнадцатого и в начале двадцатого столетия токарные станки со ступенчатым шкивом снабжались коробками передач для изменения скорости перемещения суппорта, а так же ходовым валиком и ходовым винтом.
Рис.3 Токарный станок, изготовленный на Тульском оружейном заводе в середине 18 века.
Рис.4 Токарный станок середины 19 века со ступенчатым шкивом
Рис.5 Токарно-винторезный станок ТН-20
До Великой Октябрьской социалистической революции в России станкостроение было плохо развито. Парк станков составлял всего 75 тысяч единиц. В период довоенных пятилеток было создано большое количество станкостроительных предприятий, освоен выпуск основных типов станков, а 1940 году парк станков вырос до 710 тысяч единиц.
В 1932 году в стране было освоено производство первого токарного станка с коробкой скоростей. Станок назывался ДИП («Догнать и перегнать»). Этим девизом советские станкостроители бросали вызов миру: «Мы догоним и перегоним вас по производству станков!».
На смену ДИПу в 1957 году пришел станок 1А62, а в последующие годы 1А16, 1А64, 1620, 16К20, 1К62 и др.
Рис.6 Токарно-винторезный станок 1620 завода «Красный пролетарий»
Такой станок, показанный на рис. 5, состоит из коробки подач 1, передней бабки 2, ступенчатого шкива 3, резцедержателя 4, суппорта 5, задней бабки 6, ходового винта 7, ходового валика 8, станины ножки 10, фартука 9 и
тумбы 11.
После изобретения и успешного применения быстрорежущей стали, а затем и твердых сплавов появились быстроходные мощные станки современной конструкции. Эти станки имеют массивные станины и снабжены коробками скоростей, позволяющими быструю перемену чисел оборотов обрабатываемого изделия, и более совершенными коробками подач. На рис. 6 показан наиболее совершенный токарно-винторезный станок модель 1620, изготовляемый заводом «Красный пролетарий».
В настоящее время на производстве применяются усовершенствованные многофункциональные станки, также станки типа 16К20, и ДИП 100, ДИП 200, ДИП 300, ДИП 400, ДИП 500, ДИП 800, ДИП 1000.
Таким образом, до появления современного токарного станка был пройден тяжелый путь от древних времен, когда использовались станки с применением ручной физической силы, до сегодняшнего момента, когда применяются полностью или частично автоматизированные станки, имеющие большую производительность и меньшие затраты рабочей силы.
Список литературы:
1. Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф. техн. училищ. – М: Высшая школа, — 1972. – 304 с.
2. Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-1
Производитель токарного часового станка модели С-1 — Пензенский часовой завод «Заря». Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом «Заря»
С-1 Станок токарный настольный часовой. Назначение, область применения
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1
Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1
Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1
Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
С-1 Станок токарный настольный часовой. Видеоролик.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
История развития токарного станка | Металлорежущие станки
Простейшие токарные станки были известны еще в глубокой древности. Эти станки были весьма примитивны по конструкции: заготовка вращалась от ножного привода, а режущий инструмент (тип современного долота) приходилось держать в руках. Работа на таких станках была непроизводительной, утомительной и неточной.
Дальнейшее развитие токарного станка относится к XVIII в., когда русский механик токарь Петра I А. К. Нартов в 1712- 1725 гг. впервые в мире изобрел механический суппорт, создав тем самым исполнительный механизм токарного станка.
Изобретение суппорта освободило руки токаря от необходимости держать резец во время обтачивания детали и ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
В середине XVIII в. в отечественное станкостроение внес большой вклад гениальный русский ученый М. В. Ломоносов. Для обработки сложных поверхностей металлических зеркал он создал специальный сферо-токарный станок.
В конце XVIII в. славные традиции русских машиностроителей продолжали тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурнин. По их чертежам изготовлялись токарно-винторезные станки для обработки винтов.
Развитие машиностроения
Значительно ближе к современным станкам токарные станки, изготовлявшиеся в середине прошлого столетия. Эти станки уже имели переднюю бабку со ступенчатым шкивом, позволявшим изменять число оборотов обрабатываемых деталей. Суппорт перемещался при помощи ходового винта и сменных зубчатых колес.
Позднее на токарных станках со ступенчато-шкивным приводом для изменения скорости перемещения суппорта стали применять коробку подач; помимо ходового винта, стали применять и ходовой вал.
В начале XX в. с изобретением быстрорежущей стали появляются относительно быстроходные и мощные (по тому времени) токарные станки с приводом от трансмиссии (рис. 232).
Рис. 232. Токарно-винторезный станок со ступенчатым шкивом: 1 — коробка подач, 2 — ступенчатый шкив, 3 — ходовой винт, 4 — ходовой вал
Бурное развитие отечественного станкостроения началось у нас после Великой Октябрьской социалистической революции.
Современные токарные станки выпускаются с индивидуальным электрическим приводом; универсальные токарно-винторезные станки оборудованы коробкой скоростей, обеспечивающей быстрое изменение чисел оборотов обрабатываемой детали, и более совершенной коробкой подач.
Станкостроительных завод «Красный пролетарий»
К группе токарно-винторезных станков, получивших широкое распространение на наших машиностроительных заводах, относится станок модели 1А62 (рис. 233), выпускавшийся заводом «Красный пролетарий». Этот станок был получен в результате модернизации широко распространенного ранее токарно-винторезного станка (1Д62М) ДИП-200, у которого верхний предел чисел оборотов шпинделя был увеличен с 600 до 1200 в минуту, мощность электродвигателя — с 4,3 до 7 квт, а плоскоременная передача от электродвигателя заменена клиноременной.
Начиная с 1956 г. станок 1А62 заменен токарно-винторезным станком модели 1К62 (рис. 234). Этот новый станок более соответствующий современному уровню техники имеет более мощный электродвигатель (N= 10 квт). Коробка скоростей дает возможность устанавливать 23 различные скорости шпинделя (от 12,5 до 2 тыс. об/мин). Число подач 48 — от 0,075 до 4,16 мм на один оборот шпинделя.
Рис. 233 Токарно-винторезный станок модели 1А62 завода «Красный пролетарий»
Рис. 234. Токарно-винторезный станок модели 1К62 завода «Красный пролетарий»
Наряду с совершенствованием токарно-винторезных станков средних размеров советские инженеры и новаторы производства создали новые конструкции тяжелых токарных станков для обработки деталей большого размера. Например, коллектив Краматорского завода тяжелого машиностроения освоил производство мощного полностью механизированного токарного станка для обработки деталей диаметром до 2,5 м, длиной до 16 м и весом до 100 т.
Второй гигант тяжелого машиностроения — Коломенский станкостроительный завод — строит для токарной обработки еще более крупные станки. Здесь освоены карусельные станки, на которых можно обрабатывать детали диаметром 13 и 22 м.
Похожие материалы
Токарный станок, мать всех инструментов
Токарный станок настолько фундаментален и широко распространен, что трудно представить современный цех без него. Так получилось просто потому, что это так просто. Хотя может показаться, что это не так, через всю проводку и механизмы, лежащие в основе современного токарного станка с ЧПУ, но в принципе токарный станок по-прежнему остается самым простым и понятным из всех станков. Однако эта простота придает ему уникальную универсальность, и на самом деле токарный станок — единственный станок, который может полностью построить сам себя.
Что ж, возможно, тебе придется немного помочь.
Поэтому неудивительно, что токарный станок был первым из изобретенных станков. Но как давно это было? Индустриальная революция? Ренессанс? Даже сотни лет назад?
Нет. Не сотни — попробуйте тысячи.
Древний мир
Первый токарный станок был изобретен более трех тысяч лет назад в 1300 году до нашей эры в Древнем Египте. Это была одна из первых записанных машин, созданных человечеством, и, как и любая ранняя машина, она была поразительно простой.В устройстве использовался простой ремешок для вращения оснастки, и для этого требовался второй оператор.
Этот простой станок распространился по древнему миру, особенно в Ассирии и Греции, популярный по той же причине, что и современные токарные станки. Римляне продолжали вводить новшества, добавив токарный лук, инструмент, который позволял пользователю токарного станка выполнять токарную обработку самостоятельно, хотя это происходило за счет мощности и точности по сравнению с ремешком для двух человек.
Средневековье
Шло время и токарный станок. Рим пал, а Европа раскололась, и из этих феодальных королевств возникла следующая крупная инновация в технологии токарных станков: токарный станок для полюсов. Этот новый токарный станок не был намного сложнее, но приводился в действие педалью, освобождая руки рабочего. Эта разновидность токарных станков или их варианты были настолько полезной технологией, что они регулярно использовались до начала 20-го века.
И доиндустриальные инновации на этом не закончились, так как стремительный прогресс никогда не позволял токарному станку отставать.В 1700-х годах Англия разработала токарный станок с приводом от лошадей, который позволил им производить высококачественные пушки для Войны за независимость. Однако, несмотря на все эти нововведения, токарные станки были ограничены. Однако ни один из них не может быть слишком сложным, слишком большим, слишком мощным, поскольку человек (или лошадь) может дать только такую большую силу.
Промышленная революция
В 1800-х годах началась промышленная революция, и вместе с ней появилась паровая машина. Только после изобретения паровой машины мы увидели то, что действительно можно было считать «современным» токарным станком.Модернизированный токарный станок тоже не мог появиться достаточно скоро, поскольку революция также привела к значительному увеличению производства поездов, автомобилей и судов, а также множества других обрабатывающих инструментов, каждый из которых требовал использования станка. токарный станок производить. Новые токарные станки были экспоненциально более мощными, универсальными и эффективными, что сделало их одним из краеугольных камней промышленной революции.
Эти инструменты ничем не отличались от ручных токарных станков, которые можно найти в магазинах и по сей день.Тем не менее, это вряд ли конец инноваций для постоянно меняющегося токарного станка, и серьезные изменения все еще были не за горами.
Современная эпоха
Точно так же, как инновации в 19 веке были вызваны паром и индустриализацией, конец 20 и 21 века были определены развитием компьютерных технологий, и промышленная арена не исключение. В 1950-х годах был создан токарный станок с ЧПУ, технология, которая позволила машинистам предварительно программировать спецификации, сделав первый полностью автоматизированный токарный станок.Хотя они по-прежнему не заменяют человеческие руки в каждой работе, токарные станки с ЧПУ стали настолько полезными, что теперь они значительно превосходят по численности своих ручных аналогов в обычной мастерской.
За прошедшие годы токарный станок превратился из двух операторов в ни одного, но на протяжении всего этого чудесный станок приводился в движение по той же базовой технологии, которая была изобретена на заре цивилизации. Если вы хотите узнать больше о современном токарном станке, вы можете узнать больше о технологии, лежащей в основе токарных станков с ЧПУ, или узнать о типичных проблемах при поиске покупки бывшего в употреблении токарного станка с ЧПУ.Хотя у нас нет ничего с ножным насосом, если вы заинтересованы в покупке бывшего в употреблении токарного станка с ЧПУ, у MMI есть широкий выбор, доступный для покупки.
Токарный станок — Энциклопедия Нового Света
Малый токарный станок по металлу.A Токарный станок — это станок, который вращает блок материала для выполнения различных операций, таких как резка, шлифование, накатка, сверление или деформация с помощью инструментов, которые применяются к заготовке для создания объекта, имеющего симметрию относительно оси вращение.
История токарных станков насчитывает более 3000 лет. Свидетельства существования токарных станков были найдены еще в 700– годах до н. Э. Были даже изображения станков в египетских гробницах, датируемые 300– годом до н. Э.
Станки токарные используются в токарном, металлообрабатывающем, металлопрядильном и стекольном станках. Токарный станок, используемый для работы с глиной, более известен как гончарный круг. Наиболее подходящим образом оборудованные токарные станки для металлообработки могут также использоваться для производства большинства тел вращения, плоских поверхностей и винтовой резьбы или спиралей.На токарных станках для декоративных работ можно производить трехмерные твердые тела невероятной сложности. Материал удерживается на месте одним или двумя центрами или двумя, по крайней мере, один из которых может перемещаться горизонтально, чтобы приспособиться к материалам различной длины. Примеры объектов, которые могут быть изготовлены на токарном станке, включают держатели для подсвечников, кий, ножки стола, чаши, бейсбольные биты, коленчатые и распределительные валы.
Фигуры фигурные на токарном станке.Основные категории токарных станков
Кий токарные станки
Токарные станкиработают аналогично токарным и прядильным станкам, обеспечивая идеально радиально-симметричный рез для бильярдных киев.Их также можно использовать для полировки киев, которые носили годами.
Стеклообрабатывающие станки
Стеклообрабатывающие станки аналогичны по конструкции другим станкам, но заметно отличаются способом модификации заготовки. Станки для обработки стекла медленно вращают полый стеклянный сосуд над пламенем с постоянной или переменной температурой. Источник пламени может быть либо ручным, либо установленным на банджо / поперечных суппортах, которые можно перемещать по станине токарного станка. Пламя служит для размягчения обрабатываемого стекла, так что стекло в определенной области обрабатываемой детали становится податливым и подвергается формованию либо путем надувания («выдувание стекла»), либо путем деформации с помощью термостойкого инструмента.Такие токарные станки обычно имеют две передние бабки с зажимными патронами, которые удерживают работу и расположены так, что обе они вращаются вместе в унисон. Воздух может подаваться через шпиндель патрона передней бабки для выдувания стекла. Инструменты для деформации стекла и трубки для надувания (надувания) стекла обычно переносятся вручную.
При алмазной токарной обработке используется управляемый компьютером токарный станок с алмазным наконечником для изготовления прецизионных оптических поверхностей из стекла или других оптических материалов. В отличие от обычного оптического шлифования, сложные асферические поверхности можно легко обрабатывать.Вместо «ласточкин хвост», используемых на суппорте инструмента на токарном станке по металлу, пути обычно плавают на воздушных подшипниках, а положение инструмента измеряется с помощью оптической интерферометрии для достижения необходимого стандарта точности для оптических работ. Готовая заготовка обычно требует небольшого количества последующей полировки обычными методами, чтобы получить готовую поверхность, достаточно гладкую для использования в линзе, но время грубой шлифовки значительно сокращается для сложных линз.
Станки токарные по металлу
При прядении металла диск из листового металла удерживается перпендикулярно главной оси токарного станка, а инструменты с полированными наконечниками (ложки) удерживаются вручную, но прижимаются рукой к неподвижным стойкам для создания большого крутящего момента / давление, которое деформирует прядильный лист металла.
Токарные станки по металлу почти так же просты, как токарные станки по дереву (и на данный момент токарные станки, которые используются для прядения металла, почти всегда — это токарные станки по дереву ). Как правило, для токарных станков по металлу требуется поставляемая пользователем осесимметричная оправка, обычно сделанная из дерева, которая служит шаблоном для формования заготовки (несимметричные формы можно сделать , но это очень продвинутая технология). Например, если вы хотите сделать чашу из листового металла, вам понадобится цельный кусок дерева в форме чаши; если вы хотите сделать вазу, вам понадобится цельный шаблон вазы и т. д.
С появлением высокоскоростной промышленной штамповки под высоким давлением, формование металла стало менее распространенным, чем когда-то, но все же ценным методом для производства единичных прототипов или небольших партий, где штамповка была бы неэкономичной.
Станки металлообрабатывающие
В токарном станке для металлообработки металл удаляется с заготовки с помощью закаленного режущего инструмента, который обычно крепится к твердой подвижной опоре, называемой «стойкой для инструмента», которая затем перемещается к заготовке с помощью маховиков и / или двигателей, управляемых компьютером.
Стойка инструмента приводится в действие ходовыми винтами, которые могут точно позиционировать инструмент в различных плоскостях. Стойка инструмента может приводиться в движение вручную или автоматически для выполнения черновых и чистовых пропилов, необходимых для поворота заготовки до желаемой формы и размеров, или для нарезания резьбы, червячных передач и т. Д. Смазочно-охлаждающая жидкость также может быть перекачана на место резки для обеспечивают охлаждение, смазку и очистку детали от стружки. Некоторые токарные станки могут работать под управлением компьютера для массового производства деталей (см. «Компьютер с числовым управлением»).
Токарные станки для металлообработки обычно снабжены зубчатой передачей с переменным передаточным числом для приведения в движение главного ходового винта. Это позволяет нарезать резьбы разного шага. Некоторые старые зубчатые передачи заменяются вручную с использованием сменных шестерен с различным количеством зубьев, в то время как более современные или сложные токарные станки имеют коробку быстрой смены для обеспечения обычно используемых передаточных чисел с помощью рычага.
Резьба, которую можно нарезать, в некоторой степени определяется шагом ходового винта: токарный станок с метрическим ходовым винтом легко нарежет метрическую резьбу (включая BA), а резьба с имперским ходовым винтом легко нарежет резьбу в британской системе единиц. такие потоки, как BSW или UTS (UNF, UNC).
Заготовка может поддерживаться между парой точек, называемых центрами, или она может быть прикреплена болтами к лицевой пластине или удерживаться в патроне. Патрон имеет подвижные губки, которые надежно удерживают заготовку.
Токарно-орнаментальные станки
Токарно-винторезный станок был разработан примерно в то же время, что и промышленный токарно-винторезный станок в девятнадцатом веке. Его использовали не для изготовления предметов практического назначения, а для декоративных работ — токарной обработки, . Используя аксессуары, такие как горизонтальные и вертикальные режущие рамки, эксцентриковые и эллиптические патроны могут быть произведены с помощью различных генеративных процедур.Токарный станок специального назначения, двигатель с розеткой, также используется для декоративной токарной обработки, в частности, для токарной обработки двигателей, обычно драгоценных металлов, например, для украшения корпусов карманных часов. Помимо широкого набора принадлежностей, эти токарные станки обычно имеют сложное устройство деления, позволяющее точно вращать оправку. Резка обычно выполняется вращающимися фрезами, а не непосредственно вращением самой работы. Из-за сложности полировки такой работы обрабатываемые материалы, такие как дерево или слоновая кость, обычно довольно мягкие, а резак должен быть исключительно острым.Лучшими декоративными токарными станками обычно считаются те, которые были изготовлены Хольцапфелем на рубеже XIX века.
Редуктор токарный
Многие типы токарных станков могут быть оснащены дополнительными компонентами, позволяющими воспроизводить изделие: исходное изделие устанавливается на одном шпинделе, заготовка устанавливается на другом, и, когда оба вращаются синхронно, один конец руки «показывает» «оригинал и другой конец руки» вырезают «дубликат.
Редукционный токарный станок — это специализированный токарный станок, который разработан с этой функцией и включает механизм, аналогичный пантографу, так что, когда «считывающий» конец руки считывает деталь размером один дюйм (например) режущий конец руки создает аналогичную деталь, которая составляет (например) четверть дюйма (уменьшение 4: 1, хотя при соответствующем оборудовании и соответствующих настройках возможен любой коэффициент уменьшения).
Редукционные токарные станки используются в чеканке монет, где гипсовый оригинал (или мастер-образец, сделанный из гипсового оригинала, или мастер-образец с медной оболочкой, сделанный из гипсового оригинала, и т. Д.) Копируется и измельчается на редукционном токарном станке, создавая мастер умирает.
Токарно-карусельные станки
Токарный станок, на котором бревна хвойных пород обрабатываются очень острым лезвием и снимаются в одном непрерывном или полунепрерывном рулоне. Изобрел Иммануил Нобель (отец более известного Альфреда Нобеля).Первые такие токарные станки были созданы в США в середине девятнадцатого века.
Станки деревообрабатывающие
Современный токарный станок по дереву.Станки деревообрабатывающие — старейшая разновидность. Все остальные разновидности произошли от этих простых токарных станков. Регулируемая горизонтальная металлическая направляющая — подставка для инструмента — между материалом и оператором позволяет размещать формовочные инструменты, которые обычно переносятся вручную. При работе с деревом обычно после придания формы прижимают и скользят наждачной бумагой по все еще вращающемуся объекту, чтобы сгладить поверхность металлическими инструментами для придания формы.
Существуют также токарные станки по дереву для изготовления чаш и тарелок, у которых нет горизонтальной металлической направляющей, так как чашу или тарелку нужно удерживать только одной стороной за металлическую лицевую панель. Без этой направляющей существует очень небольшое ограничение по ширине оборачиваемой детали. Более подробную информацию можно найти на странице токарной обработки древесины.
Станки для часовщиков
Токарные станки для часовых мастеров — это хрупкие, но точные токарные станки для металлообработки, обычно без приспособлений для нарезания винтов, и они до сих пор используются часовщиками для таких работ, как токарная обработка балансирных валов.Ручной инструмент, называемый гравером, часто используется вместо инструмента, установленного на салазках. Оригинальные токарные станки для часовщиков представляли собой простой токарный станок с мертвой точкой с подвижной опорой и двумя незакрепленными передними стойками. Изделие вращалось с помощью лука, обычно из конского волоса, обернутого вокруг него.
Детали токарного станка
Токарный станок может иметь или не иметь подставку (или ножки), которая устанавливается на полу и поднимает станину токарного станка на рабочую высоту. Некоторые токарные станки маленькие, устанавливаются прямо на верстак или стол и не имеют подставки.
У всех токарных станков есть «станина», которая (почти всегда) является горизонтальной балкой (хотя некоторые токарные станки с ЧПУ имеют вертикальную балку для станины, чтобы стружка или стружка падали со станины.
На одном конце станины (почти всегда слева, когда оператор смотрит на токарный станок) находится «передняя бабка». Передняя бабка содержит высокоточные вращающиеся подшипники.
В подшипниках вращается горизонтальная ось, ось которой параллельна станине, называемая «шпинделем». Шпиндели часто бывают полыми и имеют внешнюю резьбу и / или внутренний конус Морзе на «внутренней стороне» (т.е.е., направленным вправо / в сторону станины), с помощью которых аксессуары, удерживающие заготовку, могут быть установлены на шпиндель. Шпиндели также могут иметь внешнюю резьбу и / или внутренний конус на их «внешнем» (т.е. обращенном от станины) конце и / или могут иметь маховик или другой вспомогательный механизм на своем внешнем конце. Шпиндели приводятся в действие и сообщают движение заготовке.
Шпиндель приводится в движение либо педалью от педали и маховика, либо ременной передачей к источнику питания.В некоторых современных токарных станках этот источник питания представляет собой встроенный электродвигатель, часто либо в передней бабке, слева от передней бабки, либо под передней бабкой, скрытой в стойке. Известно, что некоторые амиши покупают современные токарные станки, снимают электродвигатель, а затем переделывают их для работы с кожаными ремнями от вала воздушной линии.
На другом конце станины (почти всегда справа, когда оператор смотрит на токарный станок) может быть задняя бабка. Не все токарные станки имеют задние бабки. Задняя бабка обеспечивает вспомогательную опору для заготовки.Задние бабки не работают.
Токарные станки для металлообработки имеют «поперечные суппорты», которые представляют собой плоскую деталь, которая сидит поперек станины и может быть повернута под прямым углом к станине. Поверх поперечного суппорта находится стойка для инструментов, на которой находится режущий инструмент, снимающий материал с заготовки. Может быть, а может и не быть ходовой винт, который перемещает поперечный суппорт по станине.
Токарные станки по дереву и прядению металла не имеют поперечных салазок, но имеют «банджо», которые представляют собой плоские детали, которые располагаются на станине крест-накрест.Положение банджо можно отрегулировать вручную; передача не задействована. Вертикально от банджо поднимается стойка для инструментов, наверху которой расположена горизонтальная «подставка для инструментов». При токарной обработке древесины ручные инструменты упираются в опору для инструмента и вставляются в заготовку. При прядении металла дополнительный штифт поднимается вертикально от опоры для инструмента и служит точкой опоры, на которую инструменты могут быть закреплены в заготовке.
Принадлежности
Если на заготовке не нарезан конус, который идеально соответствует внутреннему конусу в шпинделе, или имеет резьбу, которая идеально соответствует внешней резьбе на шпинделе (две вещи, которые почти никогда не случаются), для установки заготовки необходимо использовать приспособление. к шпинделю.
Заготовку можно привинтить или прикрутить к лицевой панели, большому плоскому диску, который крепится к шпинделю. В качестве альтернативы можно использовать собачки для лицевой панели, чтобы закрепить изделие на лицевой пластине.
Заготовку можно зажать в трех- или четырехкулачковом патроне, который устанавливается непосредственно на шпиндель.
При прецизионной работе (и в некоторых типах повторяющейся работы) цилиндрические детали неизменно удерживаются в цанге, вставленной в шпиндель и закрепленной либо дышлом, либо колпачком, закрывающим цангу на шпинделе.Подходящие цанги также можно использовать для крепления квадратных заготовок.
Мягкую заготовку (деревянную) можно зажать между центрами с помощью цилиндрического привода на передней бабке, который врезается в дерево и передает ей крутящий момент.
Живой центр (вверху) и мертвая точка (внизу) .В шпинделе передней бабки используется мягкая мертвая точка, так как деталь вращается вместе с центром. Поскольку центр мягкий, его можно поправить перед использованием. Включенный угол — 60 градусов.Традиционно используется твердая мертвая точка вместе с подходящей смазкой в задней бабке для поддержки заготовки. В современной практике мертвая точка часто заменяется живым центром или (вращающимся центром), поскольку она свободно вращается вместе с деталью, как правило, на шарикоподшипниках, уменьшая тепло трения, что особенно важно при высоких оборотах. Держатель токарного станка также может использоваться при токарной обработке между двумя центрами.
При токарной обработке древесины одним из подтипов активного центра является центр чашки, который представляет собой металлический конус, окруженный кольцевым металлическим кольцом, что снижает вероятность раскола заготовки.
Круглая металлическая пластина с равномерно расположенными отверстиями по периферии, прикрепленная к шпинделю, называется «индексной пластиной». С его помощью можно повернуть шпиндель на точное количество градусов, а затем зафиксировать его на месте, облегчая повторные вспомогательные операции, выполняемые с заготовкой.
Режимы использования
Когда заготовка закреплена между передней и задней бабками, это называется «между центрами». Когда заготовка поддерживается с обоих концов, она более устойчива, и к заготовке можно приложить большее усилие с помощью инструментов под прямым углом к оси вращения, не опасаясь того, что заготовка может вырваться.
Когда заготовка закреплена только на шпинделе на конце передней бабки, работа называется «торцевой». Когда заготовка поддерживается таким образом, меньшая сила может быть приложена к заготовке с помощью инструментов под прямым углом к оси вращения, чтобы заготовка не рвалась. Таким образом, большая часть работы должна выполняться в осевом направлении, по направлению к передней бабке или под прямым углом, но осторожно.
Когда деталь устанавливается с определенной осью вращения, обрабатывается, а затем повторно устанавливается с новой осью вращения, это называется «эксцентрическим точением» или «многоосевым точением».«В результате различные поперечные сечения детали являются осесимметричными, но деталь в целом не осесимметрична. Этот метод используется для распределительных валов, различных типов ножек стульев и т. Д.
Сорта
Самые маленькие токарные станки — это «токарные станки для ювелиров» или «токарные станки для часовщиков», которые достаточно малы, чтобы их можно было держать одной рукой. Хотя детали, обрабатываемые на токарных станках ювелиров, являются металлическими, токарные станки ювелиров отличаются от всех других токарных станков по металлу тем, что режущие инструменты (так называемые «граверы») удерживаются вручную и поддерживаются Т-образной опорой, а не закреплены на поперечных суппортах.Работа обычно проводится в цанге, и два отверстия шпинделя для приема таких цанг являются обычными, а именно 6 мм и 8 мм. Распространены два типа кровати: кровать WW (Webster Whitcomb), которая встречается только на 8 мм. Часовщики токарные станки, которые представляют собой усеченную треугольную призму и континентальную прутковую станину D-стиля, используемые на токарных станках 6 мм и 8 мм такими фирмами, как Lorch and Star. Были использованы другие конструкции, например Компания Boley использовала треугольную призму в качестве станины на некоторых токарных станках диаметром 6,5 мм, а IME использовала станину с V-образной кромкой на своих станках с диаметром 8 мм.
Токарные станки, которые устанавливаются на верстак или стол, называются «настольными станками».
Токарные станки, которые не имеют дополнительных встроенных функций для увеличения производительности, а имеют производство или модификацию отдельных деталей в качестве основной роли, называются «токарными станками с двигателями».
Токарные станки с очень большим отверстием шпинделя и патроном на обоих концах шпинделя называются «токарными станками для нефтяных промыслов».
Полностью автоматические токарные станки, использующие кулачки и зубчатые передачи для контролируемого движения, называются автоматическими винторезными станками.
Токарные станки, управляемые компьютером, являются токарными станками с ЧПУ.
Токарные станки со шпинделем, установленным в вертикальном положении, а не в горизонтальном положении, называются вертикальными токарными станками или вертикально-расточными станками. Они используются там, где требуется точить очень большие диаметры, а заготовка (сравнительно) не очень длинная.
Токарный станок с цилиндрической задней бабкой, которая может вращаться вокруг вертикальной оси, чтобы иметь разные грани по отношению к передней бабке (и заготовке), являются токарно-револьверными станками.
Токарный станок, оборудованный делительными пластинами, профильными фрезами, спиральными или винтовыми направляющими и т. Д., Для выполнения декоративного точения, является токарным станком для декоративных работ.
Возможны различные комбинации: например, можно было иметь «вертикальный токарный станок с ЧПУ» и т. д.
Токарные станки можно комбинировать с другими механизмами в более сложные станки, например, с подвесным сверлом или вертикальным фрезерным агрегатом. Их обычно называют комбинированными токарными станками.
См. Также
- Алмазная токарная обработка
- Прядение металла
- Металлообработка
- Станок фрезерный
- Токарная обработка древесины
- Деревообработка
Список литературы
- Хольцапффель, Чарльз.1897. Токарная обработка и механические манипуляции. Том V. .
- Марлоу, Фрэнк. 2004. Основы механического цеха: вопросы и ответы . Хантингтон-Бич, Калифорния: Metal Arts Press. ISBN 0975996304
- Раффан, Ричард. 2001. Токарная обработка дерева с Ричардом Раффаном . Ньютаун, Коннектикут: Тонтон. ISBN 1561584177
- Спари, Лоуренс. 1947. Токарный станок на любителя . Пул, Дорсет, Великобритания: Книги моделей особого интереса. ISBN 0852422881
Внешние ссылки
Все ссылки получены 21 июня 2018 г.
| Металлообработка: | |
|---|---|
Фрезерование и обработка: | Электроэрозионная обработка | Электрохимическая обработка | Концевая фреза | Гравировка | Зубофрезерный станок | Токарный станок | Станки | Обработка | Фреза | Фрезерный станок | Рубанок | Пантограф | Шейпер |
Металлообработка Тем: Кастинг | ЧПУ | Режущий инструмент | Сверление и нарезание резьбы | Изготовление | Отделка | Шлифовка | Ювелирные изделия | Токарный станок (инструмент) | Обработка | Станки | Измерение | Металлообработка | Ручные инструменты | Металлургия | Фрезерование | Профессии | Пресс-инструменты | Кузнечное дело | Терминология | Сварка | |
Кредиты
Энциклопедия Нового Света Писатели и редакторы переписали и завершили статью Википедия в соответствии со стандартами New World Encyclopedia .Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с указанием авторства. Кредит предоставляется в соответствии с условиями этой лицензии, которая может ссылаться как на участников Энциклопедии Нового Света, , так и на самоотверженных добровольцев Фонда Викимедиа. Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних публикаций википедистов доступна исследователям здесь:
История этой статьи с момента ее импорта в Энциклопедия Нового Света :
Примечание. Некоторые ограничения могут применяться к использованию отдельных изображений, на которые распространяется отдельная лицензия.
| История токарных станков по дереву: распространенные типы до промышленной революции 17 июня 2015 г., среда Для тех, кто занимается обработкой и токарных ремесел, общеизвестно, что промышленная революция влияние на эволюцию токарного станка и дополнительных станков. Как люди начал разрабатывать инструменты и технологии, оттачивать новые навыки и начал больше эффективные способы производства, различные источники энергии стали входить в стандарт.Двигатели теперь требовали электричества, что означало обычный способ работы. станки с помощью человеческого прикосновения постепенно сокращались, поскольку все больше и больше машинистов «превратили» в автоматизацию. Но до того, как автоматизация и металлообработка стали обычными методами обработки В мире были токарные и, следовательно, токарные станки по дереву. Токарный станок по дереву обычно типичный токарный станок, широко известный благодаря своему древнему происхождению и продолжающемуся использованию. Но столько же машинисты знают, что эти древние станки также претерпели некоторые изменения, из-за чего они менялись от места к месту и менялись на протяжении веков.Тем не мение, несколько проявлений токарного станка по дереву способствовали в большей степени история, чем другие. Ниже выделено несколько разных пород дерева. токарные станки, которые сыграли свою роль в истории токарных станков по дереву. • Ремешок
Токарный станок Интересуют все темы про превращение? Надеетесь улучшить свои знания о станках? Подпишитесь на наш блог и никогда пропустить пост! Не забудьте настроиться в следующем месяце, чтобы узнать больше об истории дерева токарные станки. |
|
Что такое токарный станок (история и развитие)
Что такое токарный станок?Токарный станок — это станок, который в основном использует токарный инструмент для поворота вращающейся детали.
Биты, развертки, метчики, резьбовые плашки и накатки также могут использоваться на токарном станке для соответствующей обработки.
Токарные станки используются в основном для обработки валов, дисков, втулок и других деталей с вращающимися поверхностями.
Это наиболее широко используемый тип станков в машиностроении и ремонтных мастерских.
Что ж, после популяризации науки следует обсудить тему «мать станка» — прошлое и настоящее жизни токарного станка.
Прототип токарного станкаПервый прототип станка, токарный станок по дереву, был создан нашими предками для облегчения работы с инструментами около 2000 лет назад.
В 13 веке развивался и прототип станков, но не всегда удавалось повесить его на дереве.
В то время существовал «токарный станок с педалями», который вращал коленчатый вал с помощью ножной педали и приводил в движение маховик, который затем приводился в движение шпинделем, чтобы он вращался, также называемый токарным станком с гибкими прутками.
В то же время в Китае династия Мин издала странную книгу под названием Tian G ong Kai 903 W u , который описывает технологии династии Мин и династии до нее, и вы узнаете, что означает «мудрость древних».
В книге также описана конструкция шлифовального станка, в котором используется принцип, аналогичный принципу европейского средневекового ножного станка.
В нем используется педальный метод для вращения металлической пластины и работы с песком и водой для обработки нефрита.
Конструкция шлифовального станка из Tian G ong Kai 53 W u
от Tian G онг Кай u
Это похоже на растачивание при современной механической обработке, когда специальный безмен используется для мелкой шлифовки внутреннего нефрита.
Подумать только о древних мастерах, которые были действительно искусными мастерами.
из Tian G онг Kai W 05
0
В 1774 году британец Уилкинсон изобрел станок для растачивания стволов, который стал первым настоящим расточным станком в мире.
Станок для растачивания стволов, изобретенный Уилкинсоном, который первоначально использовался для ковки оружия
В 1775 году Уилкинсон использовал цилиндр, просверленный на этом станке для растачивания стволов, чтобы воссоздать негерметичный цилиндр Ваттнера в соответствии с требованиями парового двигателя Ватта.
Для расточки больших цилиндров в том же году он построил расточной станок с приводом от водяного колеса, что способствовало развитию паровых двигателей.
Расточной станок Wilkinson для ковки больших цилиндров
С тех пор станок стал приводиться в движение паровой машиной через коленчатый вал.
Для станков и паровой машины взаимопомощь способствовала общему развитию, и эпоха бурной промышленной революции достигла своего предела.
Рождение и популяризация прототипа современного токарного станкаЗдесь следует упомянуть «отца токарного станка» — британского изобретателя Генри Модслея.
Он для токарного станка то же, что Ватт для паровой машины.
В 1797 году Модслей изготовил первый токарно-винторезный станок с винтом и полированным стержнем.
Современный токарный станок с подвижным резцедержателем позволяет нарезать резьбу разного шага.
Токарный станок Maudslay 1797
С тех пор Модслей продолжал совершенствовать токарный станок, и в 1800 году он заменил треугольную рамку из стального прутка твердой чугунной станиной, а холостое колесо — сменными зубчатыми парами, которые вместо замены винт для проворачивания резьбы разного шага.
Это был прототип современного токарного станка, который стал эпохальным станком с инструментальной рамой, который сыграл важную роль в английской промышленной революции.
Maudslay 1800 токарный
Строго говоря, токарный станок не был изобретен Модсли, он просто заново изобрел токарный станок на основе своих предшественников и дал ему возможность автоматически резать.
Но именно новое изобретение Модслея сделало токарный станок настолько популярным, что он действительно родился.
Быстрое развитие всех типов станков
В XIX веке, в связи с развитием различных отраслей промышленности, потребовалось применять разные типы станков.
В 1817 году Робертс изобрел портальный токарный станок;
В 1818 году Уитни из США изготовил первый в мире обычный фрезерный станок.
Портальный токарный станок Roberts
Чтобы продолжить совершенствование механизации и автоматизации, в 1845 году агентство Fitch из США изобрело токарно-револьверный станок.
В 1848 году в Соединенных Штатах были представлены токарные станки.
В 1873 году Спенсер из США построил одношпиндельный токарный автомат, вскоре был изобретен трехшпиндельный токарный автомат.
В начале 20 века появились токарные станки с редукторами, приводимыми в движение одним двигателем.
Станки Spencer
В 1900 году компания American Norton использовала наждак и корунд для изготовления большого и широкого шлифовального круга, а также жесткого и прочного шлифовального станка для тяжелых условий эксплуатации.
Развитие шлифовальных станков вывело технологию производства машин на новый уровень точности.
Промышленная революция сама по себе носит взрывной характер.
Во время этого большого взрыва станки этого периода также постоянно развиваются и меняются, и они постоянно совершенствуются ради повышения эффективности промышленности и производства.
Изобретатели этих станков действительно рождены в этом мире.
С изобретением быстрорежущей инструментальной стали и применением электродвигателей, станки также были модернизированы с энергии пара до электродвигателей, что является еще одним усовершенствованием, характерным для разных эпох.
Можно видеть, что люди прошли через сотни лет развития от человеческой энергии к гидроэнергетике и от парового привода к электрическому.
1910, старый британский токарный станок
После Первой мировой войны различные высокопроизводительные токарные автоматы и специализированные токарные станки быстро развивались в связи с потребностями в производстве боеприпасов, автомобилестроении и других отраслях машиностроения.
В конце 1940-х годов были продвинуты токарные станки с гидравлическими профилирующими устройствами с целью повышения производительности малых партий заготовок.
В то же время были разработаны токарные станки с несколькими инструментами.
Электрический станок после Второй мировой войны
В середине 1950-х годов были разработаны токарные станки с программным управлением с перфокартами, защелками и циферблатами.
Технология ЧПУ начала использоваться в токарных станках в 1960-х, а микропроцессоры непосредственно использовались в станках с ЧПУ в 1970-х, что еще больше способствовало популяризации и быстрому развитию станков с ЧПУ и продолжает развиваться по сей день.
Ранние станки с ЧПУ
Китайский токарный станок: от ленточно-токарного станка до пятикоординатного
По историческим причинам можно сказать, что Китай почти полностью пропустил первые три промышленных революции.
Настоящее развитие китайских токарных станков началось после основания Китайской Народной Республики.
В начале нового Китая промышленность по производству оборудования, включая станки, была почти пустой.
первая партия Китая станков успешно скатилась с конвейера через упорный труд рабочих в условиях «быть бедным и пустым».
В 1949 году на Шэньянском станкостроительном заводе №1 появился первый в Китае токарный станок, шестифутовый ленточный токарный станок.
Рабочие на картинке работают на ленточном токарном станке
Появление этой партии станков и последующее массовое производство сильно поддержали индустриализацию страны и сотворили многие последующие производственные чудеса.
Механический цех Шэньянского станкостроительного завода №1
В период «первой пятилетки» государство отремонтировало несколько заводов по ремонту машин и построило несколько новых предприятий, а также определило 18 ключевых производственных предприятий.
Эти 18 компаний являются известными «восемнадцатью архатами» в станкостроительной промышленности.
При техническом содействии Советского Союза «Завод« Восемнадцать Архатов »постоянно совершенствует новые станки.
Например:
После того, как Шэньянский станкостроительный завод № 1 произвел первый токарный станок в новом Китае в 1949 году, он разработал первый в Китае горизонтальный токарный станок C620-1 в 1955 году и начал массовое производство.
В том же году Далянский станкостроительный завод приступил к выпуску нового станка — универсальной лопаты, а Шанхайский станкостроительный завод успешно произвел испытания нового цилиндрического шлифовального станка.
В 1956 году компания Ji’er Machine Tool начала массовое производство строгальных станков и спиральных фрикционных прессов (завод успешно разработал первый в Китае большой строгальный станок и первый большой механический пресс в 1953 и 1955 годах соответственно)
На рубеже лета и Осенью 1958 года наконец появился первый фрезерный станок с ЧПУ в новом Китае — X53K1, который был разработан совместно Университетом Цинхуа и Пекинским Первым станочным заводом, а также первым станком с ЧПУ в Азии.
Наконец-то родился первый в Китае фрезерный станок с ЧПУ — X53K1
Успешная разработка завершила большой скачок в истории машиностроения Китая.
С тех пор китайская механическая обработка стала полагаться на ремесла, чтобы полагаться на технологические изменения.
Спустя почти 30 лет из-за блокады иностранных технологий и основных внутренних условий китайская технология ЧПУ не принесла удачного развития.
До тех пор, пока после реформ и открытости, Китай не станет началом весны развития станкостроительной промышленности, типы и модели станков также постепенно обогащаются.
Разработка до сих пор, что такое вертикальные, горизонтальные, многоосевые, машины с ЧПУ, токарно-фрезерные соединения и так далее…… изобретены все типы токарных станков.
В 2012 году компания Shenyang Machine Tool самостоятельно изучила и спроектировала первую систему с сетевой интеллектуальной функцией «Система i5 с ЧПУ» и достигла индустриализации, которая положила конец истории полной зависимости Китая от импорта высококачественных станков с ЧПУ. Система ЧПУ.
Сегодня Китай восемь лет подряд стал крупнейшим в мире рынком станков, а также единственной страной в мире, производящей все категории станков.
С развитием токарных станков с ЧПУ, теперь это стало тенденцией в отрасли.
Однако, похоже, что обычные токарные станки еще какое-то время будут существовать.
В конце концов, для небольших заказов обычные токарные станки более экономичны и экономичны.
Более того, для интеллектуальной трансформации машинных замен, которые хотят «доминировать в мире», потребуется относительно много времени для завершения эволюционного перехода.
Однако уход обычных токарных станков с рынка в конечном итоге будет его уделом.
Проверить этиИстория токарного станка
Токарный станок — это станок, который используется для выполнения различных операций, таких как резка, шлифование, накатка, сверление, деформация, торцевание и токарная обработка, с применением определенных инструментов к токарному станку для создания объекта с подходящей симметрией и измеряемой осью объект. Ниже приводится подробная информация о токарном станке, начиная с его истории и заканчивая его особенностями и преимуществами.
История изобретения токарного станкаПроисхождение токарного станка Изобретение началось в 13 веке, когда египтяне впервые разработали токарный станок для двух человек. Спустя несколько лет римляне усовершенствовали токарный станок египтян, добавив поворотный лук. Теперь есть известная поговорка: «Улучшение технологий со временем — это устойчивость». Таким образом, прецизионные токарные станки по металлу развиваются с 13 века. Но в средневековый период, когда произошла промышленная революция, европейский токарный станок находился на подъеме, и он также считался матерью всех станков.
Революция в станкахРеволюция в сверхмощном токарном станке прогрессивна, например, токарный инструмент, который когда-то использовался для резки нескольких металлических листов, теперь может разрезать максимальное количество металлических листов. Инструмент для снятия фаски может более точно наклонять режущие кромки материалов, и инструмент станка полностью изменился как инструмент для нарезания резьбы, а инструмент для нарезания внутренней резьбы также улучшился со времени промышленной революции.
Кто изобрел токарный станок и как?В 1718 году русский инженер Андрей Нартов был первым производителем токарных станков, который разработал один из первых токарных станков, который представлял собой режущий инструмент с суппортом каретки и набором зубчатых колес. Токарный станок был первым в мире станком, с которого началась утилизация оборудования в промышленности. Поскольку во время промышленной революции в европейских странах было много разных металлов, рабочим требовался станок, который мог снизить рабочую нагрузку и увеличить скорость резки и обработки металла.Поэтому был изобретен высокоскоростной токарный станок. Токарный станок для двигателей не только помог ускорить производство, но и помог точному формованию металлов для паровых двигателей и других изобретений во время промышленной революции.
Токарный станок — мать всех станковТокарные станки известны как основа всех станков по определенной причине, которая заключалась в том, что токарный станок для тяжелых условий эксплуатации был первым станком, который привел к изобретению других станков.Во время промышленной революции токарные станки превратились в гидравлические токарные станки с более толстыми и жесткими деталями. В конце 19-го и середине 20-го веков отдельные электродвигатели были внедрены в токарный станок, который также назывался американским токарным станком, который заменил линейный валопровод источником энергии. Когда середина 20-го века началась медленно, началась эра токарных станков с ЧПУ, когда управление токарными станками и другими станками осуществлялось с помощью числового программного управления, это числовое управление станком было компьютеризировано, а станок также назывался компьютеризированным числовым управлением ( ЧПУ) токарный станок.С тех пор в обрабатывающей промышленности появились как ручные, так и токарные станки с ЧПУ.
Advance Lathe Machines — Особенности и преимущества ХарактеристикиТокарный станок с ЧПУ — это современный легкий токарный станок с редуктором, предназначенный для адаптации современной версии инструментов и процессов. В токарном станке металлические детали формуются с помощью различных станков. Револьверная машина используется для удержания указателей. В дополнение ко всем функциям, салазки, имеющиеся в токарно-револьверном станке, позволяют перемещать металлические детали по нескольким осям.
ПреимуществаОсновным преимуществом токарного станка для инструментального цеха является то, что даже очень подробные детали или компоненты могут быть изготовлены с использованием специальных методов обработки на токарном станке с ЧПУ. Настройка настольного мини-токарного станка выполняется легко. Токарные станки с ЧПУ могут работать автоматически под управлением компьютера. Основное преимущество высокоскоростного точного токарного станка заключается в том, что его можно использовать для массового производства. Все вышесказанное — это различные моменты из краткой истории токарного станка.
Написано Яшем Шахом
Этот блог, написанный г-ном Яшем Шахом, посвящен станкам, включая станки для мастерских, деревообрабатывающие станки, станки для обработки листового металла, предоставляемые Bhavya Machine Tools, ведущим дистрибьютором станков в Индии.
| Краткая история токарной обработки древесины Введение
Изделия токарного станка
История токарного станка
Станок ленточный токарный
Токарный станок с луком
Станок токарный
|
Покупка токарного станка: основы
Это сообщение в блоге адаптировано из статьи, опубликованной в приложении для печати Machine / Shop за февраль 2018 г. к Modern Machine Shop .
Одной из ключевых характеристик токарного станка, в отличие от вертикального или горизонтального фрезерного станка, является то, что деталь вращается, в отличие от инструмента. Таким образом, токарные работы часто называют токарными. Таким образом, токарная обработка — это процесс обработки, используемый для изготовления круглых цилиндрических деталей. Токарные станки обычно используются для уменьшения диаметра заготовки до определенного размера и получения гладкой поверхности. По сути, режущий инструмент приближается к вращающейся заготовке, пока она не начнет отслаивать поверхность, когда он движется линейно поперек стороны (если деталь представляет собой вал) или поперек поверхности (если деталь имеет форму барабана).
Очень немногие токарные станки сегодня не управляются ЧПУ, хотя вы все еще можете купить токарный станок с ручным управлением. Токарный станок с ЧПУ, оснащенный средствами для автоматической смены инструмента, например револьверной головкой, правильнее называть токарным центром. Токарные центры с ЧПУ доступны в широком диапазоне размеров и возможностей: от простых двухкоординатных токарных станков, которые перемещаются только по осям X и Y, до более сложных многоосевых токарных центров, способных выполнять сложные четырехосные токарные операции, фрезерование и т. Д. сверление, нарезание резьбы и растачивание отверстий — все за одну операцию.
Базовая конфигурация токарного станка
Базовый двухкоординатный токарный станок состоит из передней бабки со шпинделем, патрона для удержания детали, станины токарного станка, каретки и поперечных суппортов, револьверной головки и задней бабки. Хотя у большинства токарных станков есть подвижная задняя бабка для поддержки заготовки в конце, вдали от патрона, не все станки поставляются с этой функцией в стандартной комплектации. Однако задняя бабка особенно полезна, когда заготовка относительно длинная и тонкая. Если в этом случае не использовать заднюю бабку, это может вызвать «дребезжание», которое оставляет характерные следы на поверхности детали.Без опоры деталь может стать конической, так как она может чрезмерно изгибаться под давлением инструмента во время резки.
Рассматривая возможность добавления задней бабки к токарному станку, обратите внимание не только на текущую выполняемую работу, но и на размер будущей работы. В случае сомнений включите заднюю бабку при первоначальной покупке машины. Эта рекомендация, скорее всего, избавит от головной боли и сэкономит средства на ее установке позже.
Технические характеристики машины
Независимо от того, сколько осей движения требуется, при оценке покупки любого токарного станка цех должен в первую очередь учитывать размер, вес, геометрическую сложность, требуемую точность и материал обрабатываемых деталей.Также следует учитывать ожидаемое количество деталей в каждой партии.
Общим для всех покупок токарных станков является вопрос о размере патрона, который может удерживать предполагаемые детали. Для токарных центров патроны обычно имеют диаметр от 5 до 66 дюймов или даже больше. Когда детали или стержень должны выходить через заднюю часть патрона, важна максимальная пропускная способность шпинделя или стержня. Машины, разработанные с опциями «большого диаметра», доступны, если стандартный размер сквозного отверстия недостаточно велик.
Следующей важной характеристикой является диаметр поворота или максимальный диаметр поворота. Эта цифра указывает на деталь наибольшего диаметра, которая может поместиться в патрон и при этом качнуться над станиной, не задев. Не менее важна максимальная требуемая длина точения. Этот размер заготовки определяет необходимую длину станины станка. Обратите внимание, что максимальная длина поворота не совпадает с длиной станины. Например, если обрабатываемая деталь имеет длину 40 дюймов, станина станка должна быть намного длиннее, чтобы эффективно поворачивать эту деталь по всей длине.
Наконец, количество обрабатываемых деталей и требуемая точность являются основными факторами, определяющими возможности и качество станка.