Как паять сталь оловом
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках. Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Оборудование для Промышленности
- Как паять сталь оловом
- Спайка стали и меди в домашних условиях
- Как спаять сталь
- Primary Menu
- Как паять стальные детали
- Пайка железа с помощью оловянного припоя
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Наплавление Оловом
Оборудование для Промышленности
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки. Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции.
Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем. Пайка нержавейки на производстве выполняется по более сложной технологии. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:. Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию.
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской.
Их выпускают в виде тонких прутков и обозначают литерами ПСр. Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS — Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.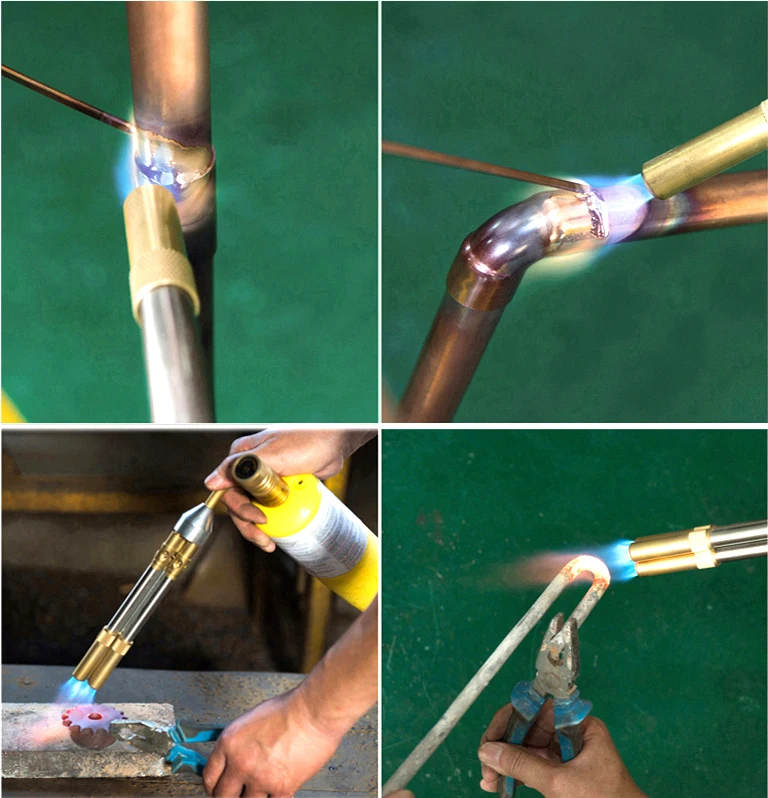 Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты.
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты.
Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава. Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны.
Жало должно быть необгораемое. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:. Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово.
Для паяльных работ по нержавейке специалисты рекомендуют:. Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово.
Для нержавейки подходит далеко не всякий флюс. Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка. Хороший повод задуматься от том, стоит ли ее пить.
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения.
Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель.
Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители , и т. Сразу после обезжиривания область пайки покрывают флюсовым составом. Если флюс входит в состав прутка припоя, то этот этап не выполняется.
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения.
При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок. Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание. Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали.
Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы.
Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык.
Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Для работы потребуется оборудовать рабочее место.
Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками. Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса.
При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке. Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их.
Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка. Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся. После остывания пайки проводят зачистку от остатков паяльного состава и флюса.
Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить. Автор: Андрей Горбунов. Портативная пропановая горелка.
Припой HTS — Изготовление флюса в домашних условиях. Пайка нержавейки оловом. Припой ПОС Ортофосфорная и паяльная кислоты. Принцип пайки нержавейки. Пайка нержавейки в домашних условиях. Зачистка нержавейки после пайки. Вам также могут быть интересны статьи: Сварка нержавейки с черным металлом Пайка латуни Пайка алюминия Пайка медных труб Пайка алюминия в домашних условиях Пайка серебра в домашних условиях.
Сообщить об опечатке Текст, который будет отправлен нашим редакторам:. Отправить Отмена.
Как паять сталь оловом
Включите JavaScript для лучшей работы сайта. Некоторые сорта стали весьма хорошо поддаются пайке. Использовать для осуществления этой операции кислоту не придется. Подойдут обыкновенные флюсы, которые используются и при пайке меди: канифоль или ЛТИ Убедитесь, что изделие, которое вы хотите припаять, изготовлено из стали такого сорта, который поддается пайке. Очень хорошо паяются скрепки, гвозди.
Очень хорошо паяются скрепки, гвозди.
Нержавеющая сталь не содержит в себе кадмия, а процентное Нужно сказать, что оловом лучше паять предметы посуды, так как.
Спайка стали и меди в домашних условиях
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем? Рассмотрим несколько способов пайки, а вы выберете себе тот, который вам подходит больше всего. Медный провод электрический или мелкие детальки легко прогреваются паяльником до температурного режима, при котором плавится оловянно-свинцовый припой. Этим же припоем и делается спайка. Флюсы, которые используют при такой пайке, должны быть на основе канифоли.
Как спаять сталь
Припой — это сплав олова и свинца. Пайка — процесс создания электрического или механического соединения 2 металлических частей при помощи химической реакции, происходящей между расплавленным припоем и металлом, без повреждения припаиваемых частей. Паяльник — это инструмент, используемый для нагрева основы и припоя. Очень важно выбрать паяльник, подходящий для вашей задачи.
Паяльник — это инструмент, используемый для нагрева основы и припоя. Очень важно выбрать паяльник, подходящий для вашей задачи.
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса.
Primary Menu
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках. Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом.
Как паять стальные детали
Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки. Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата.
Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки. Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата.
Сплав в котором 60% олова и 40% свинца. Паять им также как и обычным спирто-канифольным флюсом Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять.
Пайка железа с помощью оловянного припоя
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла. Начнём с общих представлений о пайке.
Для того, чтобы соединить две детали можно использовать три способа: клеение , сварку и пайку. Пластик, дерево и картон проще склеить, сталь большой толщины — сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку. В этой статье мы собрали для вас всё, что нужно знать о пайке — какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку — это полезно запомнить! Так же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут » смачиваться » другими металлами, с низкой температурой плавления.
Забыли пароль?
Регистрация Вход. Ответы Mail. Вопросы — лидеры Авто не знаю в чем проблема 1 ставка. Лидеры категории Антон Владимирович Искусственный Интеллект. Кислый Высший разум. Лучший ответ. Мореход Искусственный Интеллект 6 лет назад Самый простой способ с помощью аспирина ацетил салициловая кислота.
Регистрация Вход. Ответы Mail. Вопросы — лидеры Авто не знаю в чем проблема 1 ставка. Лидеры категории Антон Владимирович Искусственный Интеллект.
Как паять железо оловом — три легкодоступных способа
Содержание:
Как паять железо оловом — три легкодоступных способаПроцесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.
Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.
Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Пайка нержавеющих сталей – Британская ассоциация производителей нержавеющей стали
Введение
Пайка часто используется для соединения нержавеющей стали в таких приложениях, как кровельные и водопроводные трубы (сантехника). При пайке, как и при пайке, используются припои с более низкой температурой плавления, чем при соединении основного металла (например, нержавеющей стали). Температуры обычно ниже 450 o C для пайки нержавеющих сталей. Прочность соединения обычно ниже, чем у паяных или сварных соединений.
В то время как наличие прочной оксидной пленки затрудняет пайку нержавеющих сталей по сравнению с углеродистыми сталями, нержавеющие стали можно успешно соединять пайкой, если использовать правильные методы.
Подготовка поверхности Тщательная очистка стальной поверхности в месте соединения является залогом успешной пайки. Масло и жир можно удалить с помощью растворителей, а для устранения других форм загрязнения можно использовать проволочную щетку (щетками из нержавеющей стали) или шлифование наждачной бумагой, оставляя блестящую металлическую поверхность. Допустима слегка шероховатая поверхность абразива, которая улучшит сцепление припоя. Операцию пайки предпочтительно проводить сразу после очистки. Если это невозможно, детали могут быть «залужены» (предварительно покрыты) припоем для их защиты.
Допустима слегка шероховатая поверхность абразива, которая улучшит сцепление припоя. Операцию пайки предпочтительно проводить сразу после очистки. Если это невозможно, детали могут быть «залужены» (предварительно покрыты) припоем для их защиты.
Агрессивные флюсы необходимы для удаления оксида с подготовленной поверхности.
Флюсы на основе фосфорной кислоты, как правило, подходят и имеют то преимущество, что они безвредны, если какие-либо остатки остаются после завершения процесса соединения. Соляную кислоту иногда добавляют к флюсу на основе фосфорной кислоты при пайке молибденсодержащих нержавеющих сталей, таких как 1.4401-316. Однако следует избегать использования флюсов на основе соляной кислоты, так как коррозия может привести к плохой очистке соединений во время обслуживания или после пайки.
Хотя флюсы на основе канифоли неэффективны, их можно использовать, когда поверхности предварительно покрыты соответствующим флюсом. Эта процедура позволяет полностью удалить потенциально вызывающий коррозию флюс до того, как будет выполнено соединение, и особенно полезна, если компоненты имеют углубления или глухие зоны.
Эта процедура позволяет полностью удалить потенциально вызывающий коррозию флюс до того, как будет выполнено соединение, и особенно полезна, если компоненты имеют углубления или глухие зоны.
Для пайки нержавеющих сталей можно использовать все обычные методы нагрева. Однако теплопроводность аустенитных нержавеющих сталей относительно низкая, а их коэффициент расширения высок, поэтому необходимо позаботиться о том, чтобы вся площадь соединения равномерно доводилась до температуры пайки без перегрева, а в длинных соединениях возможна деформация. . Последнее может потребовать отсадки.
Припои Обычные оловянно-свинцовые припои можно использовать для пайки нержавеющих сталей. Рекомендуется, чтобы содержание олова составляло более 50%, чтобы обеспечить хорошую прочность соединения и свести к минимуму риск гальванической коррозии паяного соединения во время эксплуатации. Припои с высоким содержанием олова также хорошо соответствуют цвету нержавеющей стали и не темнеют значительно в процессе эксплуатации.
Ряд оловянно-серебряных припоев рекомендуется для нержавеющих сталей, поскольку они обладают большей прочностью, чем оловянно-свинцовые припои, в сочетании с высокой пластичностью. Их коррозионная стойкость также выше.
Следует выбрать соответствующий припой для ожидаемых условий эксплуатации. Факторы, которые следует учитывать, включают механическую нагрузку, возможную коррозию, совпадение цвета, контакт с пищевыми продуктами или водой и т. д.
Обработка после пайкиУдаление всех следов остатков флюса сразу после пайки необходимо, чтобы избежать обесцвечивания и предотвратить коррозию в процессе эксплуатации. Подходит горячая вода, возможно, с добавлением мягкого моющего средства. Предпочтительна проточная вода, а для ускорения процесса можно использовать щетку из неметаллического волокна.
← Вернуться к предыдущему
↑ Вверх
© Британская ассоциация производителей нержавеющей стали 2022
Дизайн и разработка веб-сайта — Grey Matter | web design sheffield
Как паять нержавеющую сталь с помощью паяльника
Иногда при монтаже сантехнических и кровельных работ вам может понадобиться соединить два куска нержавеющей стали вместе. В таких случаях пайка является одним из самых дешевых и простых решений. Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны образовывать оксидный слой на поверхности, если их оставить на воздухе. С другой стороны, нержавеющая сталь образует довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Описание
Предварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое главное — надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем стоит беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется по своей природе. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Для наилучшего скрепления используйте припой, содержащий не менее 50% олова
На рынке доступны различные виды припоев. Они различаются по составу. Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам нужно использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.
5. Нанесите припой на стык двух металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они легче сцепляются. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали. Поэтому, чтобы избежать этого, используйте воду или изопропиловый спирт для удаления остатков флюса с поверхности. Кроме того, вы также можете очистить участок щеткой или губкой, чтобы удалить остатки флюса.
Заключение Паять нержавеющую сталь не так сложно, как кажется. Если все сделано правильно, это займет всего пару минут. Самое главное — очистить поверхность от любых загрязнений и окислов перед нанесением припоя. Также очень важно удалить остатки флюса после пайки, чтобы соединение прослужило долго и не подвергалось коррозии.