Склейка или сварка силумина? — Сделай Сам на YaProfi.Net
Главная » Мастерская
На чтение 3 мин. Просмотров 8.3k. Опубликовано
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043.
 Они предназначены для сваривания алюминия.
Они предназначены для сваривания алюминия. - Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
 Они предназначены для сваривания алюминия.
Они предназначены для сваривания алюминия.
Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».
Сварка силумина: особенности материала, технология
Содержание
- Свариваемость сплава и возможные проблемы
- Плюсы и минусы
- Предъявляемые требования
- Пайка силумина
- Описание возможных способов сварки
- В аргоновой среде
- С использованием плавящихся электродов
- Как подготовить силуминовую поверхность
- Настройки аппаратов для сварки
- Возможности холодной сварки
- Что необходимо помнить
- Можно ли варить дома
Сварка силумина имеет некоторые технологические особенности, т. к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т. к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.
Кремний в составе силумина плохо влияет на свариваемость.Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Плюсы и минусы
Часто сварка и пайка силумина проводятся с использованием аргона. Этот метод имеет ряд преимуществ и недостатков.
К положительным сторонам такой обработки можно отнести:
- высокую прочность соединения;
- вытеснение кислорода со сварочной области;
- исключение деформации кромок;
- снижение затрат времени на формирование шва;
- исключение быстрого окисления материала.
Считается, что технология сварки силумина с применением аргона проста, поэтому более доступна новичкам.
Однако у этого способа имеется и ряд недостатков. Такая сварка невозможна на открытом воздухе, т.к. ветер мешает распределению инертного газа по рабочей поверхности. Кроме того, выполнять обработку можно только специальным оборудованием. Нередко возникают сложности с настройкой сварочных аппаратов. Если для обработки силумина используется трансформатор, дающий высокую силу тока, поверхности потребуется периодически охлаждать.
Предъявляемые требования
Для защиты силумина требуется создание прочной окисной пленки. Ее формирование усложняет процесс работы. Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Особые требования предъявляются к нагреву деталей для проплавления. Для этого можно использовать газовую горелку. Если толщина материала менее 10 мм, нагревание проводится до 250-300°C. Если заготовка толще, производится нагрев до 400°C.
Поверхность алюминия всегда покрыта тугоплавким стойким оксидом.Есть требования и к силе тока: его регулируют до начала сварки. Желательно провести тестирование на силумине схожей толщины. Сварочная работа должна проводиться непрерывно 1 электродом, т.к. формирующаяся при остывании пленка включает в себя шлаки, которые препятствуют повторному розжигу дуги. Таким нужно постараться сразу же заварить всю необходимую поверхность, т.к. преждевременное прекращение работы ухудшит качество шва.
преждевременное прекращение работы ухудшит качество шва.
Только массивные заготовки могут быть сварены в 2 прохода. Сначала разогреваются края, а затем ведется шов. При этом присадка держится в левой руке и перемещается позади электрода. Его необходимо помещать на расстоянии 7-10 мм. Нельзя допускать плавления припоя каплями, т.к. это приведет к разбрызгиванию силумина и отсутствию формирования шва.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.
Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.

Описание возможных способов сварки
Существует 2 главных метода сварки элементов из силумина. В первом случае соединение проводится аргонодуговым способом, а во втором используются плавкие электроды. Каждый вариант имеет свои особенности.
В аргоновой среде
Аргоновая сварка в большинстве случаев позволяет получить лучший результат. Однако этот способ соединения требует использования специального оборудования, например сварочного инвертора, рассчитанного на 220В или 380В.
Сила тока должна регулироваться в зависимости от толщины деталей. Кроме того, при работе задерживается осциллятор, который необходим для регуляции напряжения, поступающего на электрод при создании дуги. В процессе работы потребуются также баллон с газом и сварочное оборудование, присадочный пруток, горелка, расходные материалы.
Аргонная сварка – один из наиболее востребованных видов современной сварки.Сварка силумина с аргоном требует использования обратной полярности. Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Инертный газ начинает подводиться к рабочей области только после розжига. Шов при этом охлаждается в защитной зоне не менее 10 секунд. В этом случае обеспечивается качественное схватывание верхнего слоя.
Припой необходимо вести со средней скоростью перед горелкой. Электрод не следует приближать к поверхности на расстояние менее 2,5 мм. Движения прутка и горелки должны совпадать. Необходимо, чтобы диаметр присадочной проволоки был меньше, чем диаметр электрода.
С использованием плавящихся электродов
Для сварки плавящимся электродом со стержнем из силумина можно проводить выпрямитель или трансформатор. Перед работой поверхность требуется нагреть до 150°C, саму область стыка прогреть до 300°C. В этом случае шва не будет, т.к. произойдет сплав поверхностей. Образовавшийся шлак нужно зачистить.
Как подготовить силуминовую поверхность
Поверхность из силумина требует специальной подготовки перед сваркой и пайкой:
- Провести тщательную зачистку рабочей зоны для устранения оксидной пайки. Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
- Обеззаразить поверхность, используя бензин, ацетон или другой растворитель.
 Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
Лучше всего использовать для этого металлическую щетку или наждачную бумагу.Настройки аппаратов для сварки
Настройка зависит от типа сварочного оборудования, которое будет использоваться для сварки силумина.
Лучше всего после подготовки всех аппаратов провести тестирование на отдельном куске материала и при необходимости выполнить подстройку.
Возможности холодной сварки
Детали, которые не будут подвергаться сильным нагрузкам, можно соединять холодной сваркой.
Для этого применяют специальные клеевые составы:
- «Холодная сварка».
- PERMATEX Cold Weld.
- Abro Steel.
- Cosmopur 819.
- Mastix.
- Cosmopur 819.
- Abro Steel.
Каждый из этих материалов имеет особенности использования. Они указываются производителем на упаковке.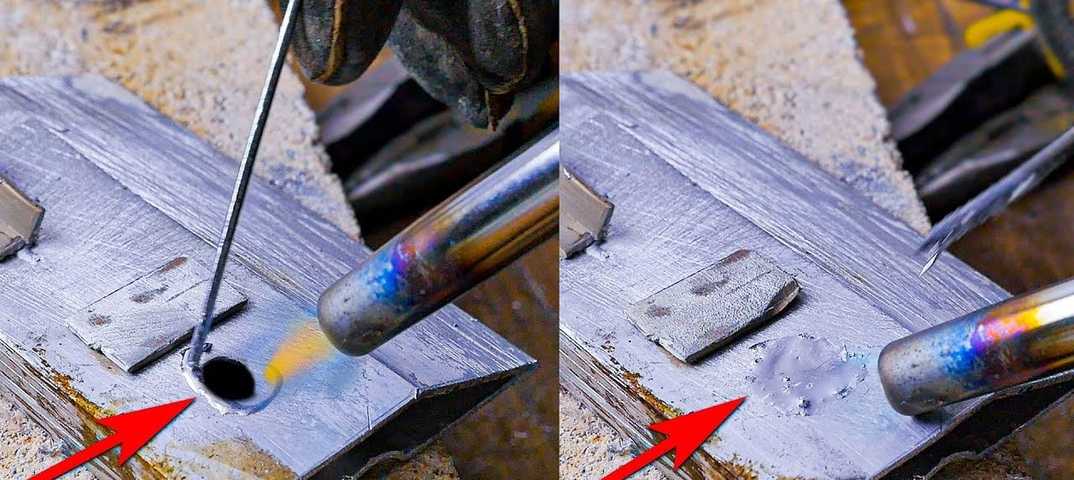 Необходимо точно следовать представленным рекомендациям.
Необходимо точно следовать представленным рекомендациям.
Что необходимо помнить
Крайне важно тщательно подготавливать поверхности к обработке. При сварке нельзя касаться электродом имеющихся заготовок. Подавать газ следует через 15 минут после розжига. После завершения работы не рекомендуется сразу же прекращать подачу газа: это обеспечит постепенное остывание поверхности.
Можно ли варить дома
В случае крайней необходимости сварку изделий из силумина можно проводить в домашних условиях. Однако необходимо соблюдать технику безопасности: надевать защитную одежду, перчатки и очки. Помещение должно проветриваться, но при этом не должно быть сквозняка. Кроме того, для проведения работ нужно иметь необходимые навыки. Новичкам не следует выполнять сварку дома.
Новичкам не следует выполнять сварку дома.
-SMT Техническая печь для оплавления, Печь для пайки SMT Reflow-cmsadmin
Каждая отдельная печатная плата создается для определенной цели, с компоновкой печатной платы, которая утомительно и специально создается вместе с целью платы. Одним из наиболее важных компонентов прототипа печатной платы является их основной материал.
Обычно основание изготавливается из материала типа стекловолокна. На самом деле жесткие и гибкие печатные платы стали обычным явлением с тех пор, как в середине 19-го века в армии США был разработан процесс автоматической сборки.50-х годов, и до недавнего времени почти все жесткие доски изготавливались из стекловолокна. Однако в мире прототипирования печатных плат произошли некоторые новые разработки. В некоторых случаях основной материал сердечника выполнен из металла.
Эти печатные платы, также известные как алюминиевые печатные платы, весьма интересны. Вот вводное руководство по работе с этими печатными платами с металлическим сердечником.
Вот вводное руководство по работе с этими печатными платами с металлическим сердечником.
Структура печатных плат с металлическим сердечником
Эти печатные платы не сильно отличаются по своей структуре от традиционных печатных печатных плат, а металл состоит из комбинации алюминия, магния и силумина. Типичная компоновка печатной платы с металлическим сердечником включает в себя:
Верхний слой: Soldermask
Второй слой: слой схемы, который представляет собой медную фольгу
.
Третий слой: диэлектрический слой
.
Базовый слой: комбинация алюминия, описанная выше
Преимущества алюминиевых печатных плат
Есть много преимуществ выбора этого конкретного типа печатной платы и сборки печатной платы. К ним относятся:
- Их теплопроводность в 10 раз выше, чем у печатных плат, изготовленных из эпоксидного стекла, и они невероятно тоньше.
- Для них не требуется много меди, поэтому вы можете сэкономить деньги, повысив их эффективность. Это может быть особенно полезно на этапе прототипирования печатной платы.
- Они идеально подходят для оптимальной теплопередачи.

Печатные платы с металлическим сердечником становятся все более распространенными в мире печатных плат, и они довольно сложны. Заинтересованы в использовании основания с металлическим сердечником в следующем прототипе печатной платы? Свяжитесь с нашими профессиональными экспертами по сборке печатных плат уже сегодня. Потому что, когда речь идет о новых инновациях в сборке печатных плат, мы всегда хотим, чтобы наши клиенты были в курсе.
Ключевые слова:
SMT PICk And Place Machine Line, Полная линейка светодиодных SMT-машин, Автоматический трафаретный принтер SMT, Настольный трафаретный принтер, Печь оплавления SMT, Вакуумная печь оплавления, Машина для пайки волной припоя Бессвинцовая пайка волной припоя, Полностью автоматическая SMT PICk And Place Machine Desktop, AutomatIC High Precision LED SMT 460 PCB Machine, Полностью автоматическая машина для трафаретной печати SMT PCB, Машина для дозирования термогеля в производстве SMT, Миниатюрная паяльная машина SMT Инфракрасный нагреватель IC, Челночный конвейер для печатных плат, Конвейер для печатных плат 500 мм, Буферный конвейер для поверхностного монтажа, Загрузчик печатных плат Разгрузчик, Lg Стиральная машина с фронтальной загрузкой PCB Board Control
I.
I.C.T предоставляет решения SMT на разных этапах в соответствии с различными потребностями клиентов. I.C.T является не только поставщиком оборудования и технологий SMT, но и сопровождает клиентов в области SMT и DIP.
Приглашаем больше людей обсудить с нами технологии и решения SMT. Свяжитесь с нами для получения дополнительной информации:
Тел.: +86 13670124230 (WhatsApp/Skype/WeChat)
Электронная почта: [email protected] / [email protected]
Каждая отдельная печатная плата создается для определенной цели, с компоновкой печатной платы, которая утомительно и специально создается вместе с целью платы. Одним из наиболее важных компонентов прототипа печатной платы является их основной материал.
Одним из наиболее важных компонентов прототипа печатной платы является их основной материал.
Эти печатные платы, также известные как алюминиевые печатные платы, весьма интересны. Вот вводное руководство по работе с этими печатными платами с металлическим сердечником.
Структура печатных плат с металлическим сердечником
Верхний слой: Soldermask
Второй слой: слой схемы, который представляет собой медную фольгу
. Третий слой: диэлектрический слой
Третий слой: диэлектрический слой
.
Базовый слой: сочетание алюминия, описанное выше
Преимущества алюминиевых печатных плат
Есть много преимуществ выбора этого конкретного типа печатной платы и сборки печатной платы. К ним относятся:
- Теплоотвод намного лучше, чем у типичных печатных плат FR-4. Это означает, что вам не нужно беспокоиться о том, что высокие температуры испортят вашу плату, и при этом не пострадает мощность светодиода.
- Их теплопроводность в 10 раз выше, чем у печатных плат, изготовленных из эпоксидного стекла, и они невероятно тоньше.
- Для них не требуется много меди, поэтому вы можете сэкономить деньги, повысив их эффективность. Это может быть особенно полезно на этапе прототипирования печатной платы.
- Они идеально подходят для оптимальной теплопередачи.
- Они обладают повышенной размерной стабильностью, поскольку металл хоть и очень тонкий, но достаточно прочный.
Печатные платы с металлическим сердечником становятся все более распространенными в мире печатных плат, и они довольно сложны. Заинтересованы в использовании основания с металлическим сердечником в следующем прототипе печатной платы? Свяжитесь с нашими профессиональными экспертами по сборке печатных плат уже сегодня. Потому что, когда речь идет о новых инновациях в сборке печатных плат, мы всегда хотим, чтобы наши клиенты были в курсе.
Заинтересованы в использовании основания с металлическим сердечником в следующем прототипе печатной платы? Свяжитесь с нашими профессиональными экспертами по сборке печатных плат уже сегодня. Потому что, когда речь идет о новых инновациях в сборке печатных плат, мы всегда хотим, чтобы наши клиенты были в курсе.
Как паять алюминий
Алюминий — очень привлекательный металл для изготовления каких-то самодельных конструкций: легкий, отлично обрабатывается, сверлится, пилится, не ржавеет и т.д. Но вот проблема: сварить два куска алюминия без специальной аргоновой сварки практически невозможно. А оборудование для такой сварки стоит не одну тысячу рублей. Но оказывается есть выход! Это пайка! Но не простой, а с использованием специальных порошковых припоев.
Понадобится
Итак, что нам понадобится, чтобы припаять две детали одну к другой:
- .
- .
- Металлическая щетка.
- Зажим.
- Тиски.

Алюминиевый припой можно заказать в сварочных мастерских. Но из-за узкого направления применение ему найти довольно сложно, а цена достаточно дорогая.
Самый доступный способ — купить по номеру
.
Там недорого, берите сразу пачку — со временем пригодится.
Так выглядит без упаковки. С виду обычный кусок проволоки, но не совсем: внутри этого стержня содержится специальный порошок.
Указана температура плавления в Фаренгейтах, если перевести удобные нам единицы, то будет 370-400 градусов Цельсия.
Припой алюминиевый своими руками
Приступаем непосредственно к пайке. Сначала нужно подготовить поверхность металлов. Берем грубую металлическую щетку и зачищаем место будущей пайки.
Если быть точнее, то необходимо не только очистить поверхность от различных загрязнений и окислов, но и создать большую шероховатость для лучшего сцепления припоя с поверхностью.
Таким способом нужно зачистить обе детали в месте будущего соединения.
Теперь фиксируем прижим детали и зажимаем все в тиски для устойчивости и надежности.
Возьмите газовую горелку. Причем, чем толще металл, тем мощнее должна быть горелка, способная прогревать детали до температуры пайки.
Греем соединение.
Через некоторое время паяльником прикасаемся к нагретым деталям на секунду.
Если плавления нет, продолжаем топить.
Пробуем еще раз. И как видите, припой начал плавиться.
Не снимая горелки, размазываем припой по соединительному шву. Он хорошо распространяется.
После того, как припой равномерно распределится, ждем пару секунд пока припой потечет во все доступные места.