Как правильно паять? Первые шаги начинающего радиолюбителя.
Прежде чем начать рассматривать вопрос: «Как правильно паять?» Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки.
 Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного проводаРасплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240°C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
 Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.


Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280°C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280°C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей «на весу» и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется «третья рука».
«Третья рука»
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
«Третья рука» в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Какой монтажный инструмент необходим начинающему радиолюбителю?
SMD монтаж. Технология поверхностного монтажа.
«Мультирозетка». Собираем многофункциональную розетку.
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ..». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
..». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
 Так я паял Maximite.
Так я паял Maximite.Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
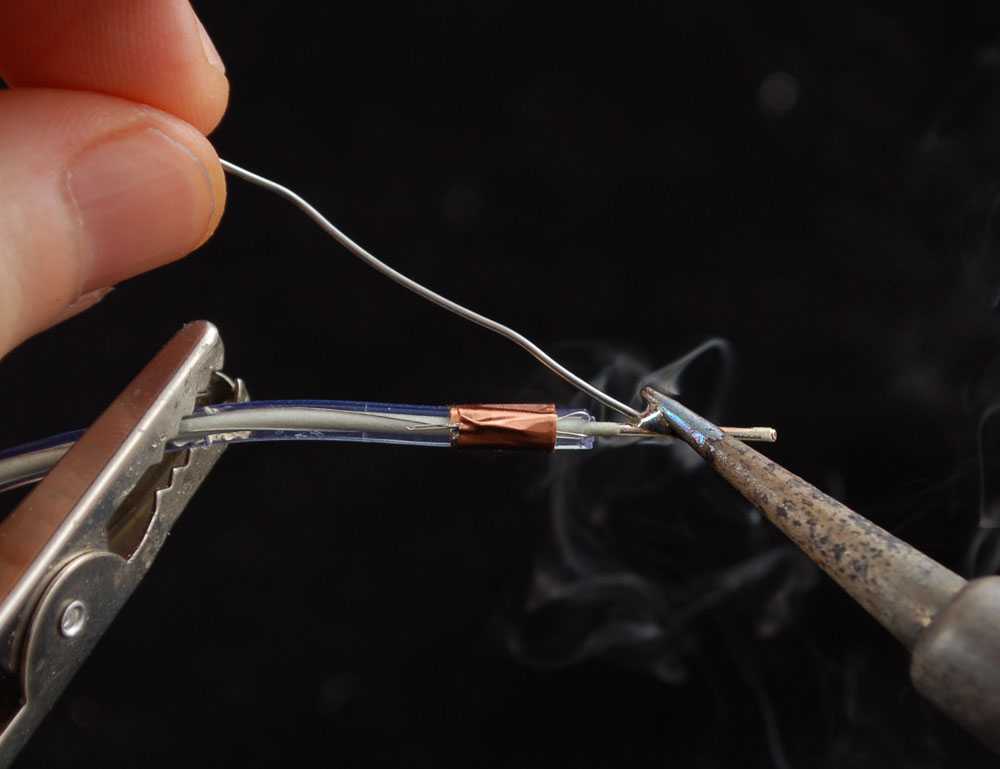
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
 Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.Успехов в пайке! Запах канифоли — это круто!
Как правильно паять — Пайка 101
Все публикации Учебные комплекты Прототипирование паяльных станций Руководство / инструкции
Ханг 0 Комментарии DIY, How-To, Makers, Prototyping, паяльник, паяльные жала
Сегодня мы хотим обсудить, как правильно паять, потому что техника пайки требуется во всех операциях по производству и ремонту электроники.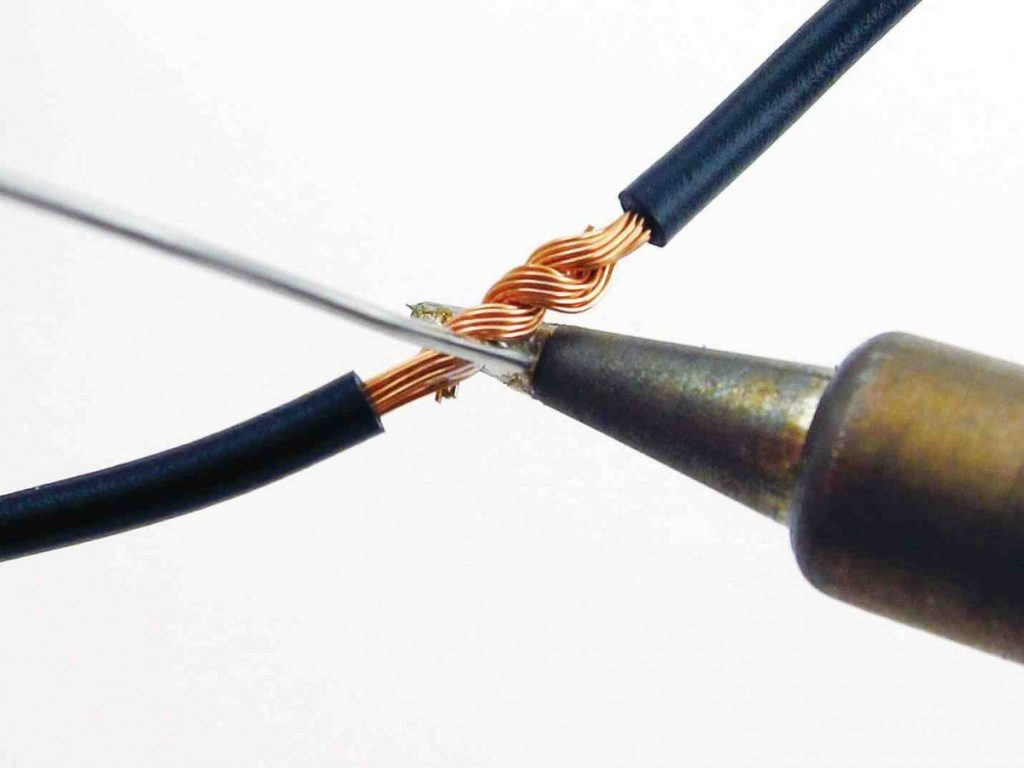 Он применялся к очень маленьким компонентам на печатных платах или к более крупным электромеханическим узлам. Методы аналогичны, но паяльник, жало и тип припоя могут различаться для каждого приложения.
Он применялся к очень маленьким компонентам на печатных платах или к более крупным электромеханическим узлам. Методы аналогичны, но паяльник, жало и тип припоя могут различаться для каждого приложения.
Содержание
- Что такое пайка?
- Как правильно паять?
- Заключение.
Что такое пайка?
Пайка — это основная процедура, включающая приложение достаточного количества тепла к двум соединяемым поверхностям. Кроме того, это может быть вывод компонента, печатная плата или провод, ведущий к металлической клемме. Кроме того, коммутируемое или другое подключение проводов к печатной плате. Наконец, практическое правило: необходимое количество тепла зависит от тепловой массы материалов и типа припоя.
Абстрактная 3D визуализация некоторых микропроцессоров на печатной плате со светящимися огнями. Поверхность доски темная, на ней написано множество строк шестнадцатеричного кода. Небольшой вывод компонента и контактная площадка печатной платы обычно требуют меньшего нагрева, чем провод большого сечения и тяжелая клемма. Однако некоторые контактные площадки печатных плат могут иметь большую плоскость заземления или питания и, следовательно, требуют большего количества тепла.
Однако некоторые контактные площадки печатных плат могут иметь большую плоскость заземления или питания и, следовательно, требуют большего количества тепла.
Как правило, для сквозной пайки мы используем наконечник большего размера. Меньший наконечник был бы лучше для небольших компонентов поверхностного монтажа. Одним из самых популярных вариантов наконечников является набор из 10 наконечников, поэтому вы можете правильно паять для любого типа работ.
Материалы для пайки должны быть чистыми и не содержать загрязнений. Некоторыми возможными загрязнениями являются грязь, жир, масло, ржавчина и окисление. Мы настоятельно рекомендуем очищать паяльное жало с помощью шарика для очистки латунной проволоки или очистителя паяльных жал с канифольным флюсом.
CSI-08C, очиститель наконечника припоя с канифольным флюсом Flux, который выполняет окончательную очистку материалов, обычно находится в припое. Иногда работа может потребовать дополнительного флюса для сложных поверхностей. Мы предлагаем широкий спектр химических веществ, которые безопасны для контура!
Мы предлагаем широкий спектр химических веществ, которые безопасны для контура!
Как правильно паять?
Во-первых, нам нужно подготовить паяльник к операции пайки, очистить жало и залудить его, чтобы обеспечить оптимальное соединение припоя.
CSI-08C, Очиститель паяльного наконечника с канифольным флюсомВо-вторых, установите температуру паяльной станции на значение, достаточное для расплавления припоя. Например, необходимое количество тепла зависит от тепловой массы материалов и типа припоя.
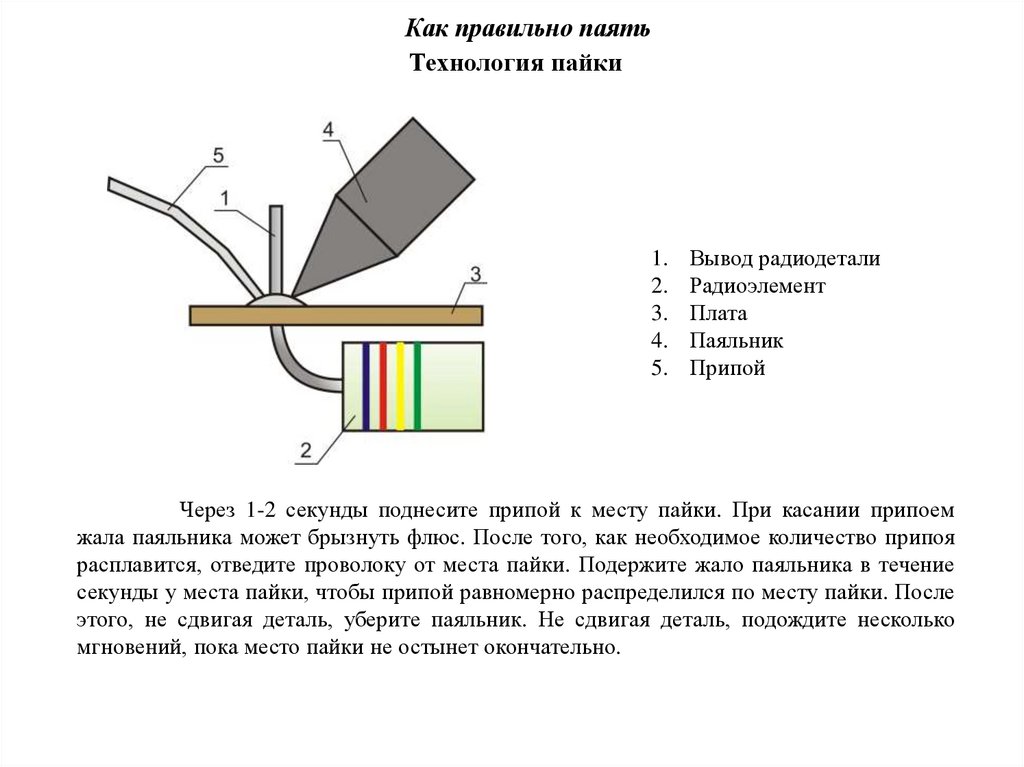
Затем приложите горячее жало к стыку обеих поверхностей (т. е. к выводу компонента и поверхности печатной платы) и удерживайте его там несколько секунд перед нанесением припоя на стык.
Изображение из pcbdesignworld Для идеального паяного соединения на стыке обеих поверхностей должен быть расплавлен припой. Чрезмерное нагревание и время могут повредить компонент и печатную плату, а недостаточное количество тепла и времени приведет к образованию холодного паяного соединения.
Заключение
Качественные паяные соединения – это сочетание правильной техники, надлежащего оборудования и материалов.
Как паять электронику
Справочные материалы
Обзор
Обзор
Что такое пайка и когда ее следует использовать?
- Пайка — это процесс, при котором два или более металлических предмета соединяются вместе путем плавления, а затем заливки в соединение присадочного металла, имеющего относительно низкую температуру плавления.
- Пайка используется для создания постоянного соединения между электронными компонентами.
- Металл, подлежащий пайке, нагревается паяльником, а затем в соединение вплавляется припой.
- Плавится только припой, а не припаиваемые детали.
- Припой — это металлический «клей», который скрепляет детали и образует соединение, позволяющее протекать электрическому току.
- Вы можете использовать макетную плату без пайки для изготовления тестовых схем, но если вы хотите, чтобы ваша схема прослужила более нескольких дней, вам нужно спаять компоненты вместе.
Материалы
Материалы и оборудование
- Паяльник
- Паяльник используется для нагрева соединений, подлежащих пайке.
- Для электронных схем следует использовать паяльник мощностью от 25 до 40 Вт (Вт).
- Паяльники с большей мощностью не обязательно горячее; они просто способны нагревать более крупные компоненты. Паяльник мощностью 40 Вт делает соединения быстрее, чем паяльник мощностью 25 Вт.
- Паяльник можно приобрести в хозяйственных магазинах и в большинстве крупных универмагов.
- Припой с канифолью
- Припой имеет более низкую температуру плавления, чем соединяемые металлы. Припой плавится, когда его нагревают паяльником, но соединяемые металлы не плавятся.
- Сердцевина из канифоли действует как флюс . Предотвращает окисление соединяемых металлов и повышает способность припоя «увлажнять» соединяемые поверхности.
- Припой, который используется для соединения медных труб, имеет кислотное ядро, которое подходит для труб, но вызывает коррозию электронных соединений. Используйте припой с канифольным ядром.
- Для большинства работ с электроникой лучше всего подходит припой диаметром от 0,75 миллиметров (мм) до 1,0 мм. Более толстый припой может затруднить пайку небольших соединений, а также увеличивает вероятность образования паяных перемычек между медными контактными площадками, которые не предназначены для соединения.
- Сплав 60/40 (60 % олова, 40 % свинца) используется для большинства работ с электроникой, но также доступны бессвинцовые припои.
- Подставка для горячего паяльника
- Доступны различные подставки. Важно всегда держать горячий утюг на подставке, когда он не используется.
- Губка
- Влажная губка используется для очистки наконечника утюга.


- Оплетка под пайку
- Используется для удаления припоя.
- Чтобы использовать оплетку, поместите ее на удаляемый припой и нагрейте сверху утюгом. Припой будет затекать в оплетку.
- Оплетка для припоя используется для извлечения электронного компонента, припаянного к плате.
- Также используется для уменьшения количества припоя в соединении.
- Плата прототипа
- Для сборки схемы используется макетная плата. Показанная плата взята с сайта www.protostack.com, но Jameco Electronics также поставляет прототипы плат. Платы-прототипы
- имеют медные дорожки или контактные площадки для соединения компонентов.
- Стальная вата или мелкая наждачная бумага
- Используется для очистки соединений перед пайкой.
- Припой , а не потечет через загрязненное соединение.
- Зажимы типа «крокодил»
- При необходимости их можно использовать в качестве радиаторов.
Безопасность и советы
Безопасность и советы
Меры предосторожности
- Внимание: Паяльник может нагреваться примерно до 400°C, что может привести к ожогам или возгоранию, поэтому используйте его осторожно.
- Отключайте утюг от сети, когда он не используется.
- Держите шнур питания вдали от мест, где о него можно споткнуться.
- Будьте особенно осторожны, чтобы не коснуться жалом паяльника линии электропередачи. Прикосновение к шнуру питания горячим утюгом может привести к ожогам и поражению электрическим током.
- Всегда возвращайте паяльник на подставку, когда он не используется.
- Ни на мгновение не кладите паяльник на рабочий стол!
- Работайте в хорошо проветриваемом помещении.
- Дым, который образуется при плавлении припоя, в основном возникает из-за флюса и может сильно раздражать. Не вдыхайте его, держите голову сбоку от работы, а не над ней.
- Припой содержит свинец, который является ядовитым металлом. Мойте руки после использования припоя.
Наконечники
Надежная работа схемы с паяными соединениями зависит от правильных методов пайки. Вот несколько советов для успешной пайки.
- Спланируйте перед началом пайки. Определите все части, которые вы будете использовать.
- Полезно прикрепить каждую часть к листу бумаги и написать, что это такое и какое значение (например, резистор №1: 100 Ом).
- Некоторые компоненты, такие как светодиоды, должны быть правильно размещены, чтобы функционировать.
- Ниже приведен рекомендуемый порядок установки различных компонентов:
- Держатели интегральных схем (ИС) (обратите внимание на ориентацию). IC будет добавлен позже.
- Резисторы
- Конденсаторы емкостью менее 1 мкФ
- Большие конденсаторы, 1 мкФ или более, обратите внимание на ориентацию.
- Диоды, обратите внимание на ориентацию.
- светодиодов, обратите внимание на ориентацию.
- Транзисторы, обратите внимание на ориентацию.
- Сплошные проводные соединения между компонентами на плате
- Сплошная проволока довольно жесткая, поэтому после прикрепления она останется на месте.
- Многожильный провод к деталям, которые соединены проводом с цепью
- Многожильный провод более гибкий, чем одножильный.
- Интегральные схемы
- Соедините их правильно.
- Многие микросхемы чувствительны к статическому электричеству.
- Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, коснувшись металлической водопроводной трубы или оконной рамы, прежде чем прикасаться к микросхемам.
- Осторожно вставьте микросхемы в держатели. Убедитесь, что все штифты совмещены с гнездом, а затем сильно нажмите на него большим пальцем.
- Соедините их правильно.

Подготовка
Подготовка
Подготовка паяльника: лужение жала
- Поместите паяльник на подставку и включите его в розетку.
- Подождите, пока паяльник нагреется.
- Смочите губку.
- Протрите кончик утюга влажной губкой. Это очистит наконечник.
- Расплавьте немного припоя на кончике утюга.
- Это называется лужением , и оно способствует передаче тепла от кончика утюга к соединению.
- Припой должен стекать на наконечник, образуя яркую блестящую поверхность.
- Если припой не стекает на наконечник, очистите его, протерев влажной губкой.
- После лужения сотрите излишки припоя влажной губкой.
- Вам не нужно лужить жало перед каждым соединением, но вы должны повторно лужить его, если оно затупилось, когда паяльник не использовался в течение нескольких минут.
- Ознакомьтесь с инструкциями производителя по лужению наконечника.
- Это называется лужением , и оно способствует передаче тепла от кончика утюга к соединению.
- Жало паяльника должно быть блестящего серебристого цвета. Если он черный и с ямками, замените его новым.
Пайка
Пайка
- Припою требуется чистая поверхность для приклеивания.
- Перед пайкой отшлифуйте медную фольгу печатной платы стальной мочалкой.
- Удалите масло, краску, воск и т. д. с помощью растворителя, стальной мочалки или мелкой наждачной бумаги.
- Для пайки нагрейте соединение жалом паяльника в течение нескольких секунд, затем нанесите припой.
- Нагрейте соединение, , а не , припой.
- Держите паяльник как ручку у основания ручки.
- Обе припаиваемые детали должны быть горячими, чтобы обеспечить хорошее соединение.
- Удерживайте паяльное жало на соединении во время нанесения припоя.
- Припой будет течь внутри и вокруг хорошо нагретых соединений.
- Используйте ровно столько припоя, чтобы образовалось прочное соединение.
- Удалите наконечник из соединения, как только припой попадет туда, куда вы хотите. Удалите припой, затем утюг.
- Не перемещайте соединение, пока припой остывает.
- Не перегревайте соединение, так как это может привести к повреждению припаиваемого электрического компонента.
- Транзисторы и некоторые другие компоненты могут быть повреждены под воздействием тепла при пайке. Зажим типа «крокодил» можно использовать в качестве радиатора для защиты этих компонентов.
- Транзисторы и некоторые другие компоненты могут быть повреждены под воздействием тепла при пайке. Зажим типа «крокодил» можно использовать в качестве радиатора для защиты этих компонентов.
- Пайка соединения займет всего несколько секунд.
- Если это занимает больше времени, см. раздел об устранении неполадок ниже.
- Внимательно осмотрите соединение. Он должен выглядеть блестящим (примечание: бессвинцовый припой может казаться тусклым, это нормально).
- Если вы припаиваете провод (называемый выводом ) к печатной плате (на дорожке ), он должен иметь форму вулкана. См. рис. 3.
- Если соединение плохое, нагрейте его и повторите попытку.
- Протрите кончик утюга влажной губкой, чтобы очистить его. Теперь кончик должен быть блестящим.
- Отключайте паяльник от сети, когда он не используется.
Поиск и устранение неисправностей
Поиск и устранение неисправностей
Распространенные проблемы и их устранение
- Припой не течет.
- Соединяемые детали могут быть загрязнены. Удалите припой и очистите детали.
- Соединение выглядит зернистым или кристаллическим.
- Детали были перемещены до того, как припой остыл.
- Разогрейте, чтобы получился хороший шов. Вам может понадобиться паяльник большего размера для адекватного нагрева соединений.
- Наконечник окислился.
- Паять намного легче с блестящим, чистым жалом.
- Очистите наконечник влажной синтетической губкой, пока утюг горячий.
- Во избежание окисления наконечника не оставляйте утюг включенным, когда он не используется.
- Не используйте утюг при более высокой температуре, чем это необходимо для расплавления припоя.
- Очистите наконечник утюга влажной синтетической губкой, как только он начнет менять серебристый цвет.
- Слишком много или слишком мало припоя.
- Использование слишком большого количества припоя может привести к образованию мостика пайки, что означает случайное соединение двух соседних соединений.
- Использование слишком большого количества припоя может привести к образованию мостика пайки, что означает случайное соединение двух соседних соединений.

