Пайка дюралюминия в домашних условиях
Содержание
- Соединение проводов
- Снятие оксидной пленки
- В канифоли
- Абразивным порошком
- Химический способ очистки
- Разогрев детали
- Высокотемпературный процесс
- Почему алюминий не паяется
- Флюсы для пайки алюминия
- Высокотемпературный флюс для алюминия
- Припои для алюминия
- Припои 34A (слева) и ЦОП-40
- Припой для пайки алюминия Aluminium-13
- Для пайки пищевой посуды можно использовать олово
- Алюминиевый припой с обмазкой из флюса
- Выбор источника тепла
- Пайка металла обычным паяльником
- Применение газовой горелки
- Как спаять силумин
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.


Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр. ), способный выдерживать температуру до 610 градусов.
), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр. ), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
 youtube.com/embed/RCXV8lrZf7A»>
youtube.com/embed/RCXV8lrZf7A»> Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
пойти в магазин типа «все для сварки» и купить флюс по алюминию. По латуни он пойдет.
А паять лучше чем ? Горелкой ?
Я, как бы, не против, но . Инет пишет про горелку в основном. Почему ?
Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 – 100 Вт справится. Подойдет для подогрева и газовая плитка
Это не провод.
Если коротко на пальцах то:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два – латунный «пятак» диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть – квок это, чтобы понятней было.
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Во-первых – СИЛЬНО не проще.
Во-вторых – деревянные есть, хочу попробовать металл.
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
А не проще приклеить поксиполом?
Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
quote: Originally posted by Compa:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два – латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
ну флюс для люминия вполне должон
А таки паяло или горелка ?
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще – зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО
«А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: «А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики.
 (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
(В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).в свое время. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности.
паяетсо на ура. как писали выше или паяльником или горелкой
. будет интересно стукнись в мыло. раскажу подробнее
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Хммм. А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках – это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить – отдельная песня, литейщики пары цинка оченно не любят.
Флюсы для ляминя, что продаются в радиолавках – это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить – отдельная песня, литейщики пары цинка оченно не любят.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
——————
из этой жизни живым никто не выходил
Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
quote: Уважемый -riff –
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. 🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика. И вообще, автор, а почему именно латунь с алюминием?
Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика. И вообще, автор, а почему именно латунь с алюминием?
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Новости
Публикации
На самом деле LE — это уже третье поколение топового стационарного ЦАПа Topping D90 в котором, по многочисленным просьбам, убрали дорогостоящую лицензию MQA и добавили два дополнительных варианта…
Подобный робот должен быть у всех. Робот ILIFE V3s Max — это обновленная модель «народного» V55 Pro, но с полезными функциями. Модель с низким профилем для уборки под мебелью. Несмотря на…
Хмурое, морозное утро. Машина заметена
снегом. Мы сметаем его с автомобиля веником, взятым у сторожа на стоянке, соскребаем
наледь, обдирая краску и царапая стекло. Ожесточенно трем замерзший…
Мы сметаем его с автомобиля веником, взятым у сторожа на стоянке, соскребаем
наледь, обдирая краску и царапая стекло. Ожесточенно трем замерзший…
В данном большом обзоре будет тестирование геймпада Machenike HG510W Pro, его разборка, а так же инструкция по настройке гироскопа для игры The Legend of Zelda Breath of the Wild….
Всех приветствую! Сегодня проведу тесты кабеля со встроенным дисплеем, отображающим передаваемую мощность через кабель. После проведения всех тестов кабель пойдет «в расход», дабы проверить…
Протестируем UFSD-накопитель от Orico с поддержкой USB 3.2 Gen 1. Производитель заявил скорость чтения до 405 Мб/с, а записи до 350Мб/с — это весьма нехилые цифры. На такой скорости можно передать…
Помощь при пайке или пайке алюминия
страгенмицуко
Известный член
- #1
Ребята, я призываю мудрость этого списка.
Мне нужно припаять или припаять алюминиевый конденсатор переменного тока.
Человек, снявший его, не смог открутить гайку со стороны конденсатора и решил
крутить до тех пор, пока он не порвется ….. с обоих концов.
Толщина стенки трубы составляет 1 мм (1/32 дюйма), и хотя я считаю себя сварщиком TIG, я думаю, что это невозможно сварить.
Для такого рода ремонта требуется капиллярное соединение. непростая задача
Я знаю, что это возможно, я видел это не раз на алюминиевых системах переменного тока
У кого-нибудь есть опыт с этим
Есть флюсы, которые должны работать, но я не смог найди любой я в европе кстати
Я знаю об этих стержнях для пайки, где нужно царапать расплавленный шов вольфрамовой иглой, но, боюсь, здесь это не сработает.
Трубка наружный диаметр 12 мм со стенкой 1 мм, ремонтный внутренний диаметр 12 мм со стенкой 2 мм.
Предложения , комментарии … огонь прочь .
Изображение сломанной детали и ремонтной детали, которую я сделал.
Ник Халм
Известный член
- #2
Приобретите комплект для развальцовки труб или обратитесь за помощью к профессионалам.
киви2
Известный член
- #3
Как насчет того, чтобы попробовать соединитель swagelock. Думаю, они газонепроницаемые.
Думаю, они газонепроницаемые.
С уважением,
Алан
страгенмицуко
Известный член
- #4
У меня есть инструменты для развальцовки, но они не подходят для тонкостенных алюминиевых труб.
Работает, но ненадолго, особенно в машине.
Swagelock тоже не подойдет, для этого материал слишком мягкий.
Пайка или пайка — единственный способ.
Призрак
Известный член
- #5
Видел эту добавку на фейсбуке, ничего о ней не знаю, было нечто подобное в 80-х
https://bonxashop.com/products/easy…CWRYcINWDLkN58c3YInKkE9YEfOMREtT2ipHI5WEfixiY
Похоже, сработает.
Ура
Андрей
страгенмицуко
Известный член
- #6
Ребята, ну что сказать… Я потерял дар речи.
Мой друг, специалист по вентиляции и кондиционирования, дал мне 5 стержней.
Он сказал, что купил его много лет назад, попробовал и не смог заставить работать.
Итак, этим вечером я неохотно сделал несколько пробных образцов, используя ацетилен/кислородную горелку
в качестве источника тепла. На самом деле ничего хорошего не ожидал, но попробовать тоже не помешает.
Первое испытание было катастрофой, потому что я приложил много тепла.
Последнее редактирование:
страгенмицуко
Известный член
- #7
Итак, в следующих 3 пробах я убавлял кислород только до точки, где пламя меняет цвет с синего на желтый. А потом немного назад, совсем чуть-чуть с синей стороны, иначе я бы ничего не увидел.
И тут как по волшебству….смотрите картинки.
Последнее редактирование:
страгенмицуко
Известный член
- #8
Я разрезал последний пополам, чтобы увидеть, полностью ли он соединен.
Это было . Пробовал немного полировать, на фото плохо видно.
Большой кусок , тонкостенная трубка и очень тонкая грань между ними — соединительный материал .
Этот материал растекается как серебряный припой по меди или даже лучше.
Марка castolin , артикул 192CW .
Это стержень со встроенным флюсом, дополнительный флюс не требуется.
У них есть представительство в Бельгии, так что найти поставщика не составит труда.
Буду держать вас в курсе!
Дифердог
Известный член
- #9
Много лет назад, когда меня учили сварке алюминия плавлением в кислородно-ацетиленовой смеси, мы зажигали горелку только на ацетилене и покрывали заготовку сажей от пламени, а затем слегка науглероживающим пламенем нагревали заготовку до черного цвета. нагар просто исчезает. Тогда работа была при идеальной температуре сварки. Годы с тех пор, как я это сделал, но он все еще должен работать. Здоровья, Питер.
нагар просто исчезает. Тогда работа была при идеальной температуре сварки. Годы с тех пор, как я это сделал, но он все еще должен работать. Здоровья, Питер.
базмак
БАЗМАК
- #10
Кто-нибудь пробовал новые спеченные стержни, которые в настоящее время активно рекламируются
для металлов на основе квасцов и цинка.0007
голдстар31
Известный член
- #11
Привет, Барри
Я купил несколько удилищ Durafix у Chronos в Великобритании. Он должен был присоединиться к сломанному кронштейну на Myford ML10.
Был ли сломанный металл алюминием или дюралюминием или чем-то еще, мне не удалось
Может быть, я, может, мой инструмент, но сустав каждый раз ломался.
Я бы подумал, что можно было бы лепить мелкие детали, если бы я захотел.
Инструкции Durafix предлагают поцарапать соединение, и у меня была маленькая зубная щетка из нержавеющей стали (бывшая из набора моей покойной жены).
ОК, я был сертифицированным сварщиком еще со времен учебы в навозе и до сих пор могу с удовольствием выполнять сварку серебряным припоем и дугой, свинцовой нагрузкой и сваркой MIG. С этой штукой бесполезно.
Есть люди, которые умеют что-то сварить или спаять, а что-то нет, не только я.
Умение есть, но у меня его нет
Ура
Норма
страгенмицуко
Известный член
- #12
Да, я тоже пробовал эти «царапающие» стержни. С точно такими же результатами.
Не работает, по крайней мере, я не могу заставить их работать.
Джим Добсон
Известный член
- №13
Мне никогда не везло с али стержнями, которые можно купить в магазине и использовать сжиженный газ (предположительно) один из них.
Нил Ликфолд
Участник
- №14
Я использую пропановую горелку и Harris Al Braze 1070 https://www.harrisproductsgroup.com/en/Products/Alloys/Brazing/Aluminum/AL-Braze-1070.aspx
Я использую припой 4032 с проволокой диаметром 1 мм. , или вы можете купить алюминиевый прут для пайки, и он очень похож на 4032. Флюс для алюминиевого пайки великолепен. Очистите детали начисто и обезжирьте. Затем нанесите флюс 1070. Когда он превратится в воду, добавьте наполнитель для стержня, и он просто потечет. Когда это вода, вы всего 15F или около того от плавления 6061 или любого другого сплава, который вы паяете. Вы не можете паять 4032, если у вас нет эвтектического припоя, и вам понадобится флюс с более низкой температурой. Пропан или сжиженный газ работают очень хорошо. Я обнаружил, что ацетилен слишком грязен и слишком сильно нагревается. Я знаю людей, которые тоже используют ацетиленовые воздушные горелки.
Мне нравится стиль пушистого пламени.
Нил
Дженнифер Эдвардс
Известный член
- №15
Stragenmitsuko,
То, что я использую для очень тонких алюминиевых трубок и ремонта других крошечных металлических деталей, которые, как я боюсь, расплавятся, просто «мягкое» 9припой из белого золота карат. Желтый тоже подойдет, я просто использую белый, чтобы слиться с моей работой.
Высокое каратное золото имеет слишком высокую температуру плавления, поэтому придерживайтесь дешевого материала. Он образует очень прочное соединение и никогда не подвергается коррозии.
Используйте минимально возможное пламя (у меня есть ювелирная кислородно-ацетиленовая горелка, которая отлично подходит для тонких работ) и нейтральное пламя.
Просто немного подогрейте деталь, посыпьте ее бурой (флюсом), затем пинцетом поместите несколько крошечных кусочков золотого припоя на стык и медленно нагревайте, не торопясь. Вы увидите, как припой мгновенно потечет, когда достигнет своей температуры. НЕМЕДЛЕННО ОТКЛЮЧИТЕ пламя. Вот и все.
Вы также можете купить припой в виде пасты со встроенным флюсом, но он стоит примерно на 10 фунтов больше, чем только припой. Кроме того, мне легче увидеть, как течет стружка, чем сказать, когда паста растает.
Вот здесь-то и вступают в игру осторожность и терпение при обогреве. Разница между течением припоя и плавлением алюминия всего пятьдесят пять градусов Цельсия 605 против 660 для чистого алюминия.
Просто используйте наименьшее возможное пламя, держите его в движении и держите как можно дальше от вашей работы, но все равно нагревайте его.
Обещаю, немного потренировавшись, вы научитесь быстро паять, как профессионал.
Я считаю, что сплавы, используемые для труб HVAC, плавятся немного выше, чем чистый алюминий, но не могу поклясться в этом, может быть, кто-то на форуме знает?
Я знаю, вы говорите АРРРГГГХХ ЗОЛОТО. .. копеечка!
.. копеечка!
Это действительно не так дорого. Компании-поставщики ювелирных изделий продают изделия, предварительно нарезанные на мелкие кусочки, по пенни, некоторые компании по граммам. Вы можете купить один пеннивейт, если хотите. Цены обычно примерно на 10% выше «спотовой» цены.
Одного грамма достаточно, чтобы сделать двадцать или тридцать таких суставов, как у вас. Сегодня я нашел пеннивейт в продаже за 34 фунта стерлингов с доставкой.
Дженни
Последнее редактирование:
Мерф
Участник
- №16
Я работал с этими стержнями, и самое главное — следить за своей течкой — вы работаете с очень узким окном, чтобы заставить их работать. Пропан/воздух работают отлично, ацетилен/воздух — не так хорошо, слишком быстро нагревается!
Другой момент: используйте чистую щетку из нержавеющей стали, если она загрязнена, вы измотаны еще до того, как начнете.
Существует несколько различных стержней: сплошные, с флюсовой сердцевиной, с отдельным флюсом и без флюса. Некоторые из этих стержней изготовлены из алюминиево-цинковых сплавов, поэтому убедитесь, что то, что вы используете, подходит для вашей работы.
страгенмицуко
Известный член
- # 17
Верно , очень маленький огонь и терпение — вот путь .
Я использовал кислородно-ацетную горелку с самым маленьким наконечником, который у меня был, и очень маленьким пламенем.
И даже тогда один из моих тестовых образцов просто расплавился. Я забыл поддерживать движение пламени, пока
добавлял припой. Просто у меня нет приличной пропановой горелки.
В качестве индикатора температуры я наношу на деталь небольшую каплю припоя, а затем начинаю медленно и равномерно нагревать
ее. Как только капля начнет реагировать, пришло время добавить еще немного стержня.
Многого не надо, так как это капиллярное соединение.
Вчера я видел видео Тома Липтона, и он сказал, что фокус в том, чтобы знать, когда остановиться.
Всегда можно добавить еще немного, но когда сделано, то сделано. Отступите и дайте ему остыть.
Так или иначе, мне нужно было отремонтировать 5 деталей, и четыре из них подошли очень хорошо.
Пятый был сильно корродирован, и, хотя я очистил его как можно лучше с помощью скотчбрайта
, на нем были значительные изъязвления, и припой просто не цеплялся.
Завтра я куплю кусок 12-мм трубки и заменю весь проржавевший участок.
Спасибо за все хорошие советы. Я уверен, что в будущем я буду делать больше таких суставов.
@Jenny, я даже никогда не слышала о голдсолдере. Звучит интересно наверняка.
Хотя моей первой реакцией действительно было золото ?? как в $$$$ золоте….
Сделаю еще фото, когда 5-й раздел тоже будет готов.
Дженнифер Эдвардс
Известный член
- # 18
да, это действительно о твоем прикосновении. на самом деле не имеет большого значения, какой тип топлива вы используете. Если вы не будете делать это на регулярной основе, вам придется страдать от случайного беспорядка.
на самом деле не имеет большого значения, какой тип топлива вы используете. Если вы не будете делать это на регулярной основе, вам придется страдать от случайного беспорядка.
Когда я слонялся по южной Калифорнии, мне посчастливилось год или около того поступить в ученики к старому ювелиру, где я научился держать такие металлы, как серебро и золото, именно при той температуре, при которой плюс несколько градусов имели бы кусок лужи и несколько слишком круто и было тяжело. в основном для замены коктейльных колец или заклепок.
После этого я пошел работать в компанию по строительству алюминиевых яхт высокого класса. мы делали лодки длиной не менее 105 футов. я, должно быть, уложил тысячу миль алюминиевого валика с помощью сварочного аппарата за два с половиной года, которые я там проработал.
Мне нравится ювелирный факел Oxy/Acet, потому что у него точечное пламя. Я могу отрегулировать размер пламени немного больше или меньше по мере необходимости для контроля КОЛИЧЕСТВА тепла, которое мне требуется, и просто изменить расстояние пламени, чтобы контролировать ТЕМПЕРАТУРУ моей цели. Если вы думаете об этом в этих терминах, все становится просто.
Если вы думаете об этом в этих терминах, все становится просто.
Трюк с золотым припоем работает очень хорошо, а золото с низким содержанием карата довольно прочный материал.
Он бывает трех типов, который ювелиры называют мягким, средним и твердым, что не имеет ничего общего с твердостью металла. на самом деле твердый припой на самом деле немного мягче из-за сплавов, которые они используют.
Скорее они имеют в виду температуру плавления, самая низкая — мягкая. они делают это таким образом, чтобы вы могли определить размер кольца с помощью «твердого» припоя, а затем прикрепить вывод к стержню кольца с помощью припоя, не расплавляя соединение, которое вы сделали, измеряя кольцо. Или вы можете сделать прямо противоположное, используя жесткую, чтобы прикрепить находку, и мягкую, чтобы размер детали не упал. Вы поняли идею.
в любом случае мои пять копеек
Последнее редактирование:
добрый
Участник
- # 19
У меня давно сваренный алюминий. Секрет, которому меня научили, заключался в том, чтобы использовать очки с синими линзами, синие позволяют видеть лужу, а работать нужно быстро. Мне удалось успешно использовать бутановую воздушную горелку для мелких деталей с алюминиевым припоем. Надо будет попробовать низколегированный золотой припой.
Пат
Дженнифер Эдвардс
Известный член
- #20
пацан сказал:
У меня давно сваренный алюминий. Секрет, которому меня научили, заключался в том, чтобы использовать очки с синими линзами, синие позволяют видеть лужу, а работать нужно быстро. Мне удалось успешно использовать бутановую воздушную горелку для мелких деталей с алюминиевым припоем. Надо будет попробовать низколегированный золотой припой.
Пэт
Нажмите, чтобы развернуть…
Привет Пэт,
Синяя линза может быть уловкой, алюминий действительно светится слабым оранжевым, прежде чем расплавиться. Это очень трудно увидеть при свете пламени на пути.
Дженни
выбрать припой, флюс, канифоль, паяльник или горелку
Пайка алюминия — сложный процесс в домашних условиях. Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Contents
- 1 Why aluminum is not soldering well
- 2 How to remove the oxide film
- 3 Fluxes for aluminum brazing
- 3.1 rosin
- 3.2 Powder flux
- 3.3 Liquid flux
- 4 Solder for пайка алюминия
- 5 Порошковая проволока
- 6 Какой паяльник вам подойдет
- 7 Горелки для пайки алюминия
- 8 Что лучше — сварка или пайка
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Окраска корунда меняется в зависимости от примесей: хром красноватый, а сапфир голубоватый. Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности и тогда детали можно спаивать.
Как снять оксидную пленку
Пленка удаляется с поверхности металла несколькими способами, наиболее эффективными являются химический и механический. Оба метода требуют безвоздушной среды, где нет кислорода.
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Медный купорос в виде концентрированного раствора наносят на подготовленный к пайке участок. На чистый участок металла крепится минусовая клемма аккумулятора или другого источника питания. Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности.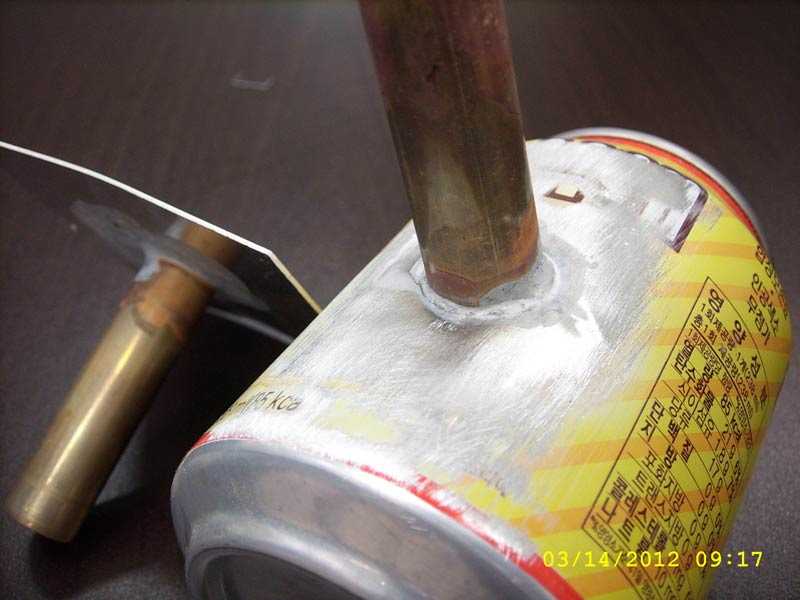 Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Масляная пленка используется для удаления оксида. Для этого метода лучше взять синтетическое или трансформаторное масло с небольшим содержанием воды. Другие сорта масла следует хранить при температуре +150…+200°С, вода испарится. При более высоких температурах содержимое начнет брызгать. Обезвоженное масло следует нанести на поверхность алюминиевой детали. Используйте наждачную бумагу, чтобы потереть алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка может быть заменена скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из гвоздя, обточенного напильником. Стружка насыпается на масло и растирается жалом паяльника по поверхности, сдирая оксидный слой. Массивную часть желательно прогреть струей горячего воздуха. Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяют редко, в случае с алюминием она малоэффективна. Флюсы используются при пайке проводов, кастрюль и прочего.
Флюсы для пайки алюминия
Флюсы обладают высокой активностью, поэтому после пайки их необходимо смывать раствором воды со щелочью. Роль щелочи хорошо выполняет пищевая сода. После каустической соды промойте соединение чистой водой. Органы дыхания должны быть защищены от попадания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них нужно рассматривать каждый в отдельности.
Канифоль
Канифоль — самый популярный из всех флюсов. Используется для соединения различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
Порошковый флюс
Алюминий паяют газовой горелкой с использованием порошковых флюсов. Не рекомендуется добавлять кислород в пламя, это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- Ф-34А;
- бура;
- Кислота ацетилсалициловая;
- смазка для припоя.
F-34A — активный флюс, содержащий 50 % хлорида калия, 32 % хлорида лития, 10 % фторида натрия и 8 % хлорида цинка. Состав используется с припоями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Бура — порошок, плавящийся при 700 °С, водорастворимый, запивается водным раствором лимонной кислоты. Его отличает невысокая стоимость.
Ацетилсалициловая кислота выпускается в виде таблеток аспирина. При нагревании паяльником выделяются вредные пары, обжигающие нос, глаза и органы дыхания.
Паяльное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорош для пайки предварительно нагретых деталей, которые подверглись лужению. После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он вызовет коррозию металла.
После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он вызовет коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе с паяльником он быстро испаряется, выделяя пары горения. Flux F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять крупногабаритные алюминиевые заготовки. Используется при пайке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке алюминиевых сплавов при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160°C.
Любой из вышеперечисленных флюсов позволяет производить пайку алюминиевой ванны, алюминиевых заготовок разных размеров, соединять пайкой дюралюминий, дюралюминиевые (дюралюминиевые) заготовки.
Припой для пайки алюминия
Припой для алюминия на основе цинка или алюминия. Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Распространенным и широко разрекламированным припоем для алюминия является HTS 2000. Его производит компания из США. Практика показывает его недолговечность: припаянные детали пропускают воздух и влагу. Без флюса его использовать нельзя.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190 для пайки меди и алюминия при температуре 280°C.
Castolin 192FBK представляет собой трубчатый припой с флюсом в сердцевине. Выпускается в стержнях, 100 г которых стоит 100-150 рублей. Хорошо подходит для пайки небольших отверстий и трещин.
Chemet Aluminium 13 — припой, используемый для сварки деталей при температуре 640°С и выше. В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Припой алюминиевый выпускается также отечественными предприятиями. Марка 34А используется для пайки газовой горелкой. Плавится при 525°С и хорошо паяет сплавы АМз, АМ3М, АМг2. 100 г стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Плавится при 425°С. Выпускается в стержнях массой 145 г. Цена за одно удилище 400 руб.
SUPER A+ производится в Новосибирске. Является аналогом HTS-2000. Используется вместе с флюсом SUPER FA. Стоит 800 рублей за 100 гр. В расплавленном состоянии он становится вязким, и для его расплющивания необходимо использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется для сварки алюминиевых деталей, для пайки не пригодна. Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. Для детали площадью 1000 см² потребуется мощность паяльника 50-60 Вт. Часто спаивают две и более детали, в этом случае мощность увеличивают до 100Вт. При нагреве соединения подойдет паяльник меньшего размера. Наконечник выбирают широкий, на нем можно сделать зазубрины для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо нагретым инструментом после снятия окисной пленки и лужения, чтобы залудился (лужить можно специальными припоями) участок хорошо прилипает к припою и хорош любой паяльник
Горелка для пайки алюминия
Нужно уметь паять газовой горелкой. Если площадь деталей большая и мощности паяльника не хватает, используйте горелку. Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
При работе с горелками необходимо соблюдать правила пожарной безопасности. Рядом не должно быть легковоспламеняющихся жидкостей и материалов.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Автомобильный радиатор лучше запаять. Этот метод дешев и надежен. Молочные фляги и другие емкости для хранения продуктов лучше сваривать. Сварное соединение более прочное, особенно для больших размеров. Часто возникает необходимость сварки деталей из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.