Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки).
 Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
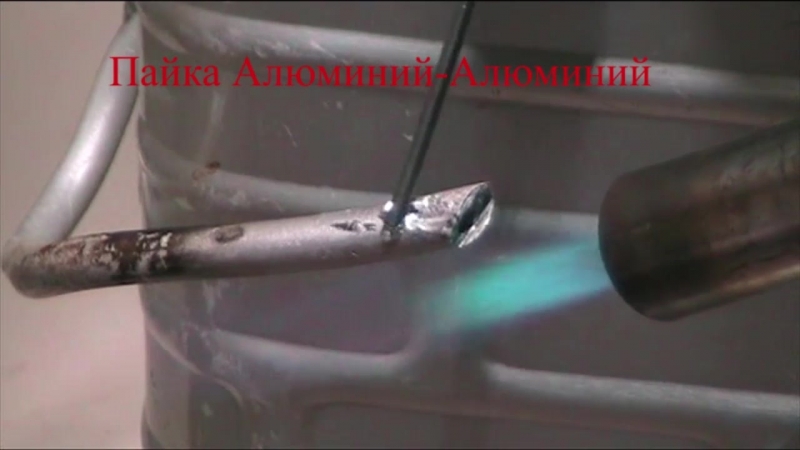
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.

После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
 youtube.com/embed/jtvOkI_pvMI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/jtvOkI_pvMI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Пайка алюминия с медью
О трудностях при пайке алюминия хорошо известно. Но следующим уровнем по сложности и трудности получения качественного и достаточно надежного соединения является пайка изделий из двух таких конфликтных и различных по своим свойствам металлов – алюминия и меди.
Этот процесс сложный, затратный, с большой вероятностью брака в работе. Но потребность в таких соединениях есть и, следовательно, такая технологическая операция становится необходимой в производственной или бытовой сфере.
Сразу предупреждение – стандартный флюс и припой, подходящий для пайки алюминия, неэффективен для такой же операции с медью. На практике приходится получать соединения из литых заготовок, листового материала, труб и проводов. Последний вариант полностью отрицается электриками, так как даже при отличном качестве пайки, надежности соединения и контакта – это место навсегда останется самым ненадежным и опасным в электропроводке из-за склонности к электрохимической коррозии.
Преимущества:
- возможность осуществления сложного по технологии соединения;
- существование нескольких способов получения соединения деталей;
- получение работником ценного опыта при пайке технологически сложных соединений.
Недостатки:
- для осуществления пайки необходимо наличие дополнительных, часто узкоспециализированных и дорогостоящих, материалов;
- специальные расходные материалы не так часто применяются – поэтому не являются распространенными и легкодоступными для их приобретения;
- с пайкой алюминий-медь справится только опытный мастер;
- в частном (бытовом) порядке такая пайка является трудноосуществимой;
- иногда требуется изготовление или подборка стальных переходных муфт; при использовании таких муфт возрастает количество применяемых расходников (для каждого металла нужен свой флюс и припой).


Трудности пайки:
- оба металла имеют оксидные поверхностные пленки;
- медь является более тугоплавкой, что часто служит причиной преждевременного прогорания легкоплавкого алюминия в процессе работы;
- металлы имеют различные коэффициенты линейного расширения.
Способы пайки
1. С использованием муфты
Этот способ основан на способности обоих металлов надежно и вполне качественно паяться со сталями. Именно к стальным переходным муфтам с разных сторон и припаивают стыкуемые заготовки.
2. С применением специальных припоев
Самый известный припой – Castolin192FBK – продается в виде прутка с сердечником из флюса. Это жидкоплавкий, низкотемпературный (380°С-430°С) припой с хорошими смачивающими свойствами на основе цинка и алюминия. Из-за низкой текучести он является отличным помощником для устранения больших трещин или отверстий.
3. Поверхностная пайка
Суть метода – увеличить площадь контакта соединяемых деталей с припоем, которая повысит прочность соединения на разрыв, излом, кручение. Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Инструмент, материалы
- Условия работы определяют выбор главного инструмента – паяльника или горелки.
- Припой. Он может быть специальным для непосредственной пайки алюминия с медью. При использовании муфт в работе понадобятся припои для каждого металла, подходящие для пайки их со сталью.
- Флюс, подходящий для используемого конкретного вида припоя.
- Муфта, если выбран данный вид соединения.
- Фиксирующие положение деталей инструменты и приспособления.
- Для поверхностной пайки – приспособление для возможности разделки раструба.
Технология пайки
- Подготовительный этап, подразумевающий разделку кромок или, по необходимости, изготовление воронки-раструба.
- Механическая обработка кромок заготовок или концов проводов и трубок с обезжириванием и удалением окислов.
- Фиксация деталей перед пайкой.
- Обработка места стыка флюсом.
- Непосредственно пайка. Если для соединения выбрана муфта, то пайка производится поочередно с двух сторон. После пайки с одной стороны муфты и остывания, выполняется соединение с другой стороны и другими расходными материалами.
- После работы дать остыть стыковому шву. Остатки флюса нужно снять после окончания работы и остывания стыка.
- Проверить качество полностью готового изделия. При отсутствии брака считать его годным к эксплуатации.

Полезные советы
- Нельзя допускать нагревания открытым огнем самого припоя в месте стыка.
- При пайке нагрев производится с разных сторон стыка с перерывами. Тепло от нагретого участка металла должно плавно перейти на сам стык.
- Начинайте прогревать с меди.
- Чем медленнее будет расти температура в месте пайки, тем выше вероятность получения качественного соединения.

Техника безопасности
- Работы производить с использованием вытяжки над местом пайки или хорошей вентиляции в рабочем помещении.
- Обязательно выполнять все требования по безопасному использованию электроприборов.
- Не нарушать правила пожарной безопасности, используя горячий инструмент и открытый огонь при пайке.
- Пользоваться специальными подставками для горячего инструмента.
- Удалить из рабочей зоны все лишние предметы и вещи, особенно легковоспламеняющиеся.
Несколько прекрасных способов пайки алюминия и дюрали в быту
Алюминий часто используют в домашних целях.
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Детали алюминия по теплопроводности также близки к медным. Поэтому алюминий используют и для радиаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Дело в том что при обычных условиях алюминий легко взаимодействует с кислородом воздуха и покрывается тонкой — 0,0002 мм, но твердой оксидной пленкой -Al2O3. Пленка защищает металл от дальнейшего его окисления и придает ему матового, сероватого цвета.
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки покрывают канифолью, рядом располагают, готовят надфиль. Все время добавляя новый канифоль надфилем зачищают алюминиевую поверхность. Пока напильник чешет место пайки под канифолью, он так срывает тот окисел. Наловчившись так,метод принесет хорошие результаты. Для пайки алюминия толщиной до 1 мм мощность паяльника достаточна в 50 Вт.
Способ 2. Пайка с мелкими железными опилками:
Канифоль как известно растворимая в этиловом спирте. Поэтому растворив твердую канифоль некоторым количеством спирта до состояния меда. Добавляем к тому раствору мелкие железные опилки. Такой «железной» канифолью залуживаем сначала жало паяльника, потом начинаем им интенсивно натирать место пайки в аллюминие.
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Чистое место пайки покрывают не толстым слоем канифоли, натирают таблеткой анальгина.

Далее прижимая жало горячего паяльника, залуживаем поверхность припоем. После чего надо смыть остатки ацетоном и еще прогреть.
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Существуют также много промышленных флюсов.
Например смесь олеиновой кислоты с йодидом лития.
Покрывая деталь даже без зачистки перед пайкой.
Можно получить хорошие результаты и качественный стык.

Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Место пайки зачищаем шкуркой и наносим на нее несколько капель медного купороса. К алюминию подключаем «минус» (например батарейки). К «плюсу» же присоединяем кусок медного провода. Зубной щеткой чуть протираем по алюминию. Провод не должен прикасаться к пластинке, только ворс щетки. Далее медную поверхность паяем как обычно.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха.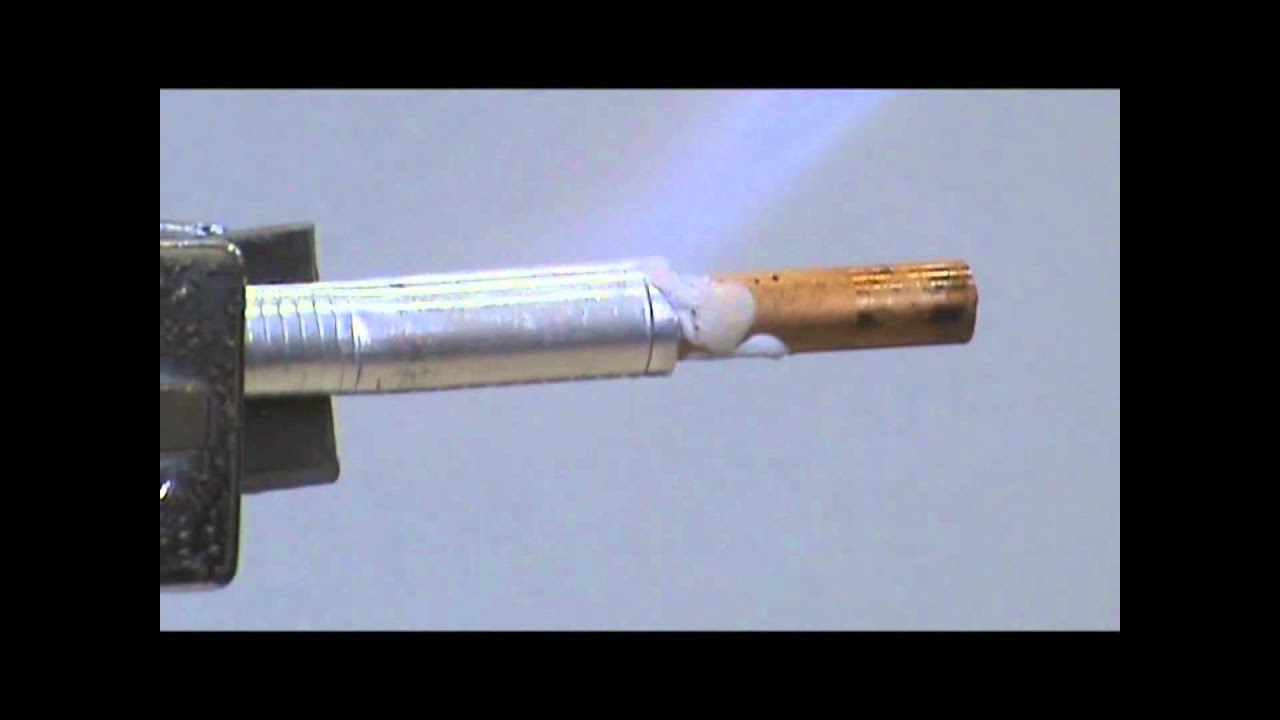 Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
ПРИПОЙ ДЛЯ ПАЙКИ [алюминия, меди, стали]
[Припой для проведения пайки алюминия] используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.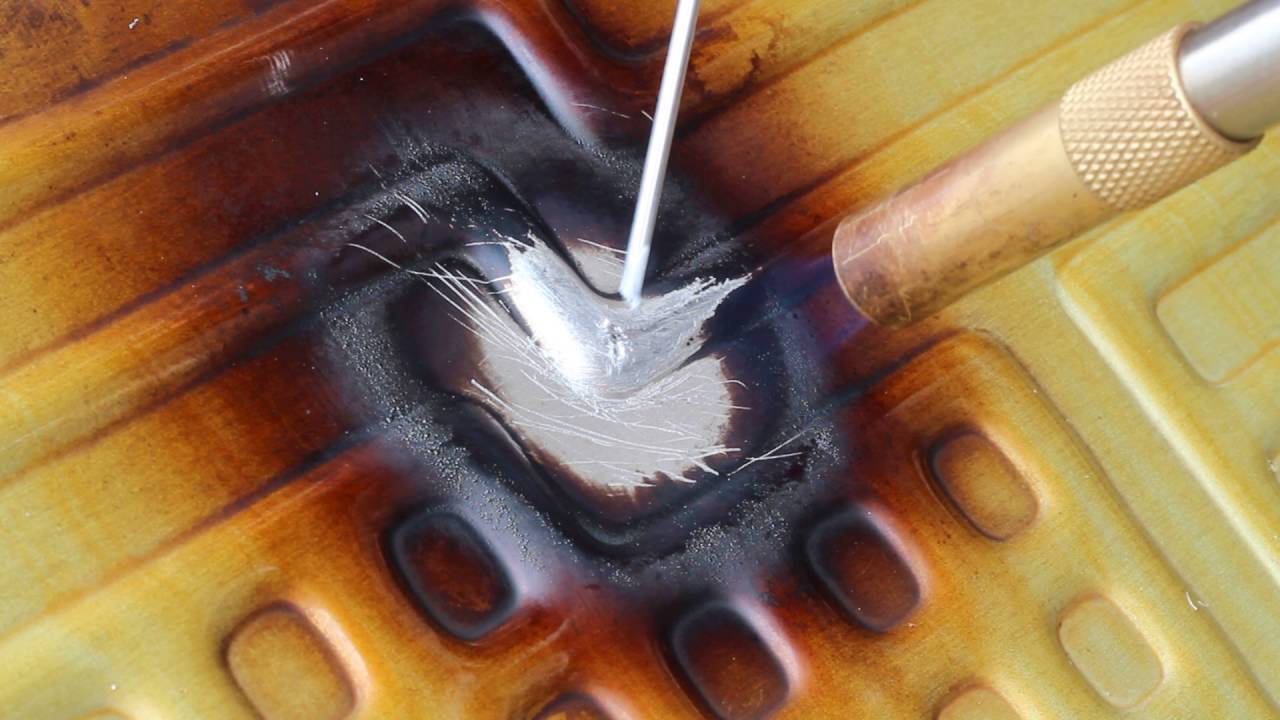
После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки.
 Можно добавить немного металлических опилок.
Можно добавить немного металлических опилок.Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.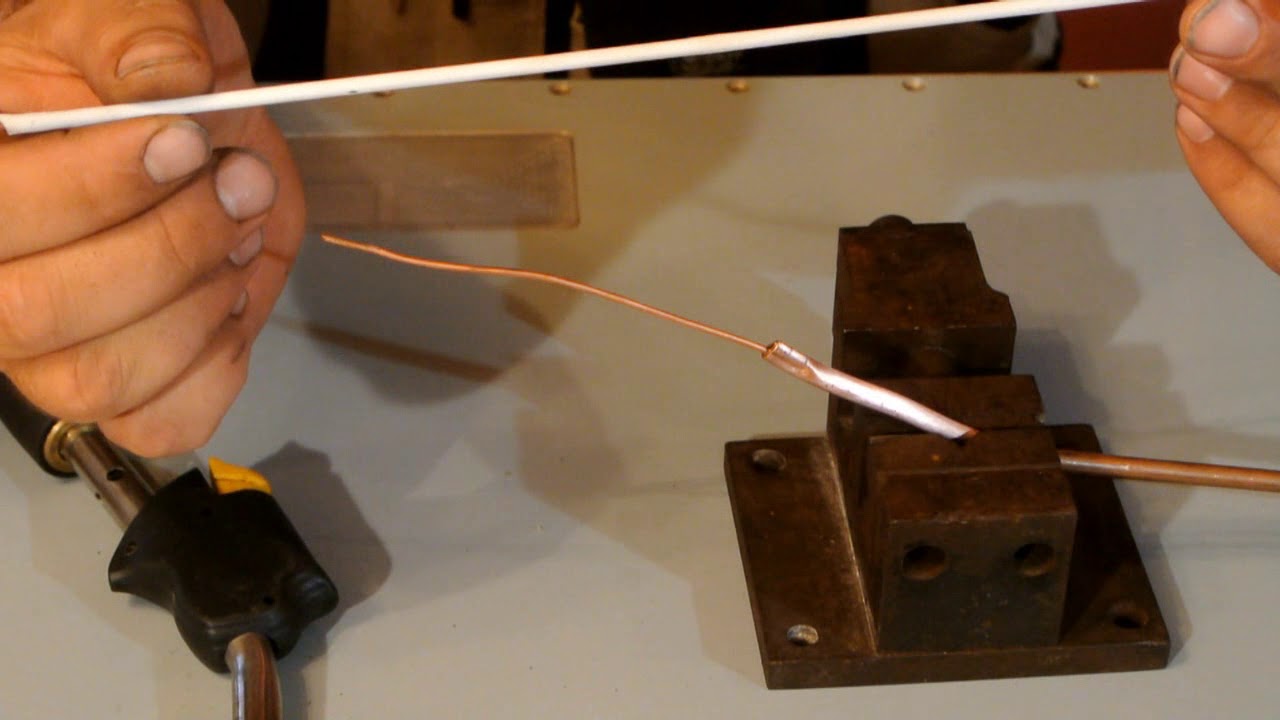
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка.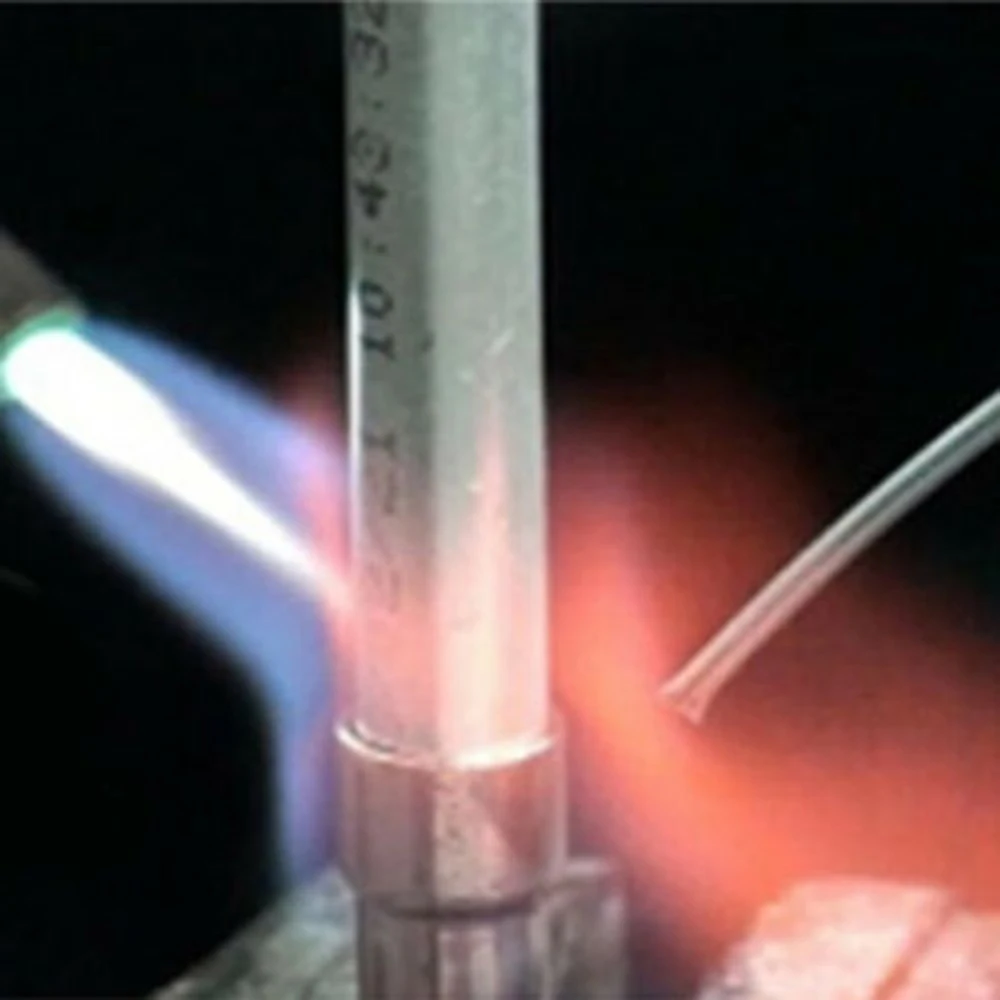 Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
Пайка алюминия: припой, флюс, горелки
Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет.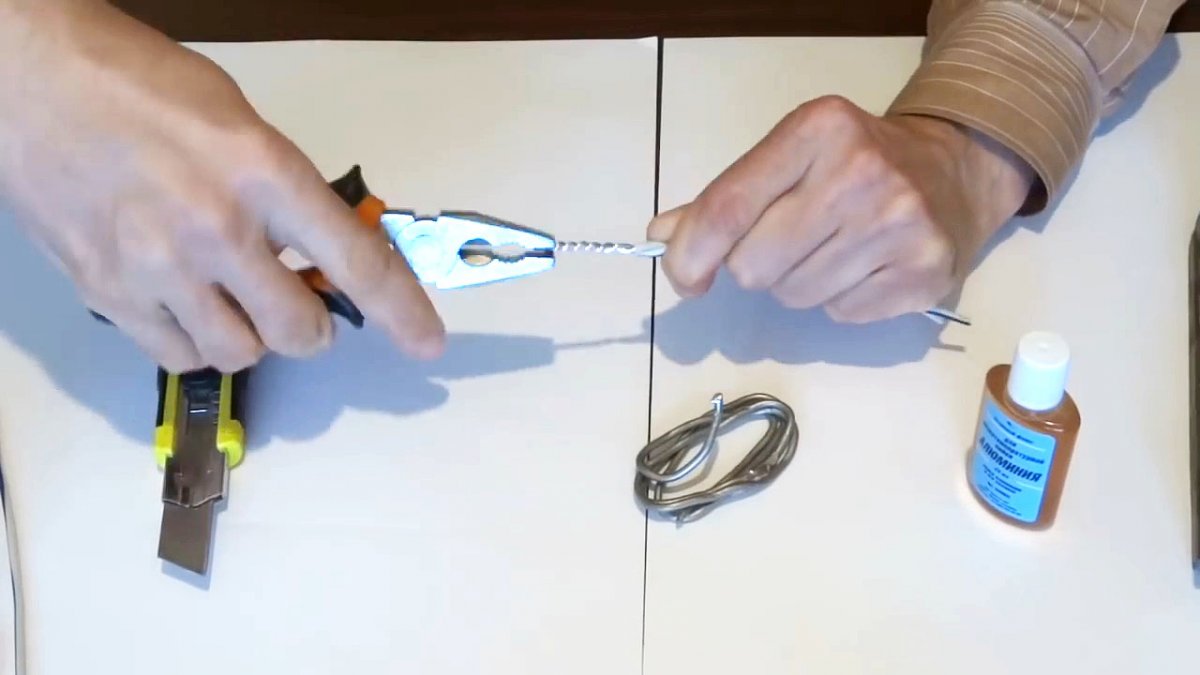 Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк лудятся без проблем стандартными флюсами. Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия под масляной пленкой.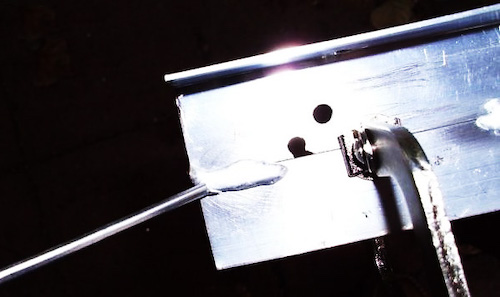 При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения термовоздушной паяльной станцией.
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Флюсы для пайки алюминия
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, канифолью можно паять алю
Как паять алюминий с медью
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
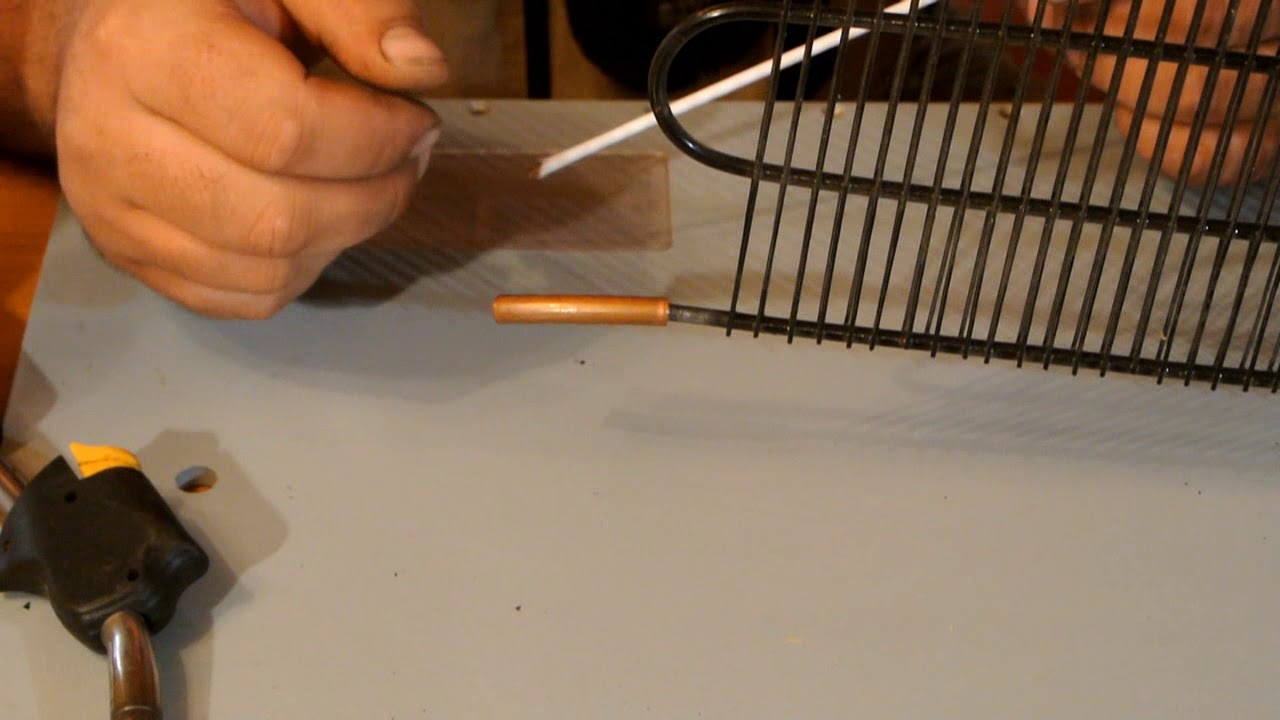
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложн
Робот для индукционной пайки — Dragon 15
перейти к содержанию- ПРИМЕНЕНИЕ
- Отжиг
- Склеивание и герметизация
- Пайка
- Карбидные наконечники
- Литье
- Наконечники катетера
- Выращивание кристаллов
- Обработка и термообработка
- Обработка и нагрев
- Исследования и испытания материалов
- Плавление
- Исследование наночастиц
- Пластиковое оплавление и тепловая стабилизация
- Предварительный нагрев и последующий нагрев
- Термоусадочная муфта
- Пайка
- Нагревание при помощи нагревателя
- ИНДУКЦИОННАЯ ПРОДУКЦИЯ
- Источники питания для индукционного нагрева
- Источники питания UltraFlex
- S (2 кВт / 350 кГц)
- SB (3 кВт / 1.2 МГц)
- SM (5 кВт / 200 кГц)
- S / Air (2-4 кВт / 30-100 кГц)
- Вт (5-15 кВт / 150 кГц)
- M / воздух (8-25 кВт / 50 кГц)
- M ( 25-35 кВт / 150 кГц)
- L (50-100 кВт / 50 кГц)
- Smart Power Systems
(50–400 кВт / 6–400 кГц) - Дополнительное оборудование
- Контроль и мониторинг температуры
- Система водяного охлаждения
- Источники питания UltraFlex
- Системы индукционного нагрева
- SmartScan ™ — Сканер для индукционной термообработки
- Системы исследования наночастиц
- Системы исследования наночастиц серии N
- Системы индукционной пайки
- Система пайки
- UBraze Ручная система Roheraze Система пайки
- Робот для индукционной пайки Dragon 15
- Машины для индукционного литья
- Dental
- Dental Centrifugal Casting Syst em
- EasyCast-D
- UltraCast D
- Ювелирные изделия
- EasyCast J
- SuperCast J
- CS Digital
- UltraCast Pro
- PressCast
- Industrial
- Static
- EasyMelt
- EasyMelt Air
- UltraMelt 4/5
- UltraMelt 10/15
- Tilting
- UltraMelt TLT-2P Ultra
UltraMelt TLT-2P
- Static
- Dental
UltraMelt TLT-2P Ultra - Источники питания для индукционного нагрева
- Научные исследования и исследования
- Аэрокосмическая промышленность и оборона
- Приборы и HVAC
- Автомобилестроение и транспорт
- Штампы и пресс-формы
- Электрооборудование и окружающая среда
- Энергия Металлообработка
- Производство и автоматизация
- Медицина и стоматология
- Горнодобывающая промышленность и материалы
- Двигатели и насосы
- Нефтегазовая промышленность
- Упаковка
- Драгоценные металлы и ювелирные изделия
- Оборудование для производства полупроводников и кристаллов
- Tube & Pipe
- Wire & Cable
- Электромагнитное моделирование и термический анализ
- Инженерные услуги
- Заказные индукционные нагревательные змеевики
- Лаборатория приложений
- Системы с добавленной стоимостью и специальные системы
- | FAQ
- Об индукционном нагреве
- Как работает индукционный нагрев
- Почему индукционный нагрев?
- Применение индукционного нагрева
- Применение индукционного нагрева
Обзор - UltraFlex в научных статьях
- Эффективность индукционного нагрева
- Контроль температуры при индукционном нагреве
- Руководство по индукции
- Инструмент расчета индукционного нагрева
- Правильный индуктор для работы
- Примеры использования индукционного нагрева
- Как выбрать поставщика индукционного нагрева
- Сравнение индукционных систем
- Руководство по литью титана с использованием
Ultraflex SuperCast - A Руководство по литью платины с помощью
Ultraflex EasyCast
- Ultraflex Power Technologies — О нас
- Карьера в области индукционного нагрева
- Партнерский портал по индукционному нагреву
- Витрина
- Новости
- События
- Пресс-релизы
- Свяжитесь с нами
- Календарь предстоящих выставок
Искать:
- ПРИМЕНЕНИЕ
- Отжиг
- Склеивание и герметизация
- 0005 Пайка
- Пайка
- Пайка 9000
- Наклон катетера
- Выращивание кристаллов
- Отверждение и нанесение покрытия
- Ковка и горячее формование
- Закалка и термообработка
- Исследования и испытания материалов
- Плавление
- Исследования наночастиц
- Оплавление пластмасс
- Последующий нагрев
- Термоусадочная муфта
- Пайка
- Нагреватель
- Нагреватель проволоки
- Применение специального нагрева
- ИНДУКЦИОННЫЕ ПРОДУКТЫ
- Источники питания для индукционного нагрева
- Ult Блоки питания raFlex
- S (2 кВт / 350 кГц)
- SB (3 кВт / 1.2MHz)
- SM (5kW / 200kHz)
- S / Air (2-4kW / 30-100kHz)
- Ult Блоки питания raFlex
- Источники питания для индукционного нагрева
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕДНЫЕ ПРОДУКТЫ — PDF Скачать бесплатно
Содержание и номенклатура
Катушки DX Состав и номенклатура Номенклатура… 1 Типы змеевиков испарителя EN … 2 EF … 2 ER … 2 EJ … 3 EK … 3 Конструкционные соединения испарителя … 4 Трубки … 4 Коллекторы … 5 Трубные опоры … 5 Катушка
ПодробнееСевероамериканский нержавеющий
Плоские нержавеющие изделия в Северной Америке Лист нержавеющей стали марки 310S (S31008) / EN 1.4845 Введение: SS310 — это высоколегированная аустенитная нержавеющая сталь, предназначенная для эксплуатации при повышенных температурах.
ПодробнееКлапан Сталь. Клапан Сталь
Клапан Сталь Клапан Сталь BÖHLER-UDDEHOLM Precision Strip AB — один из ведущих мировых производителей высококачественной полосовой стали. Более чем вековой опыт холодной прокатки дал нам уникальный
ПодробнееСевероамериканский нержавеющий
Плоские изделия из нержавеющей стали для Северной Америки Лист нержавеющей стали T409 ВВЕДЕНИЕ NAS 409 — это стабилизированная ферритная нержавеющая сталь с содержанием 11% хрома.Он не так устойчив к коррозии или высокотемпературному окислению
ПодробнееТехнические характеристики
ПРОДУКТЫ PUREFLOW PEX ЧАСТЬ 1 ОБЩАЯ ИНФОРМАЦИЯ 1.1 РЕЗЮМЕ 1.1.1 Данная спецификация охватывает ответвление и магистраль, параллельные системы распределения воды (MANABLOC), трубы и фитинги из сшитого полиэтилена с использованием PEX Press
ПодробнееРаздел 4: NiResist Iron
Раздел 4: Железо NiResist Раздел 4 Описание марок Ni-Resist…4-2 201 (Тип 1) Ni-Resist … 4-3 202 (Тип 2) Ni-Resist … 4-6 Списки акций … 4-8 4-1 Ni-Resist Описание марок Ni-Resist Dura-Bar
ПодробнееНовые классификации типов кабельных стяжек
1 Классификация типов новых кабельных стяжек UL 62275 США CSA C22.2 № 62275 Канада NMX-J-623-ANCE Мексика Технически эквивалентен IEC 62275 Не все кабельные стяжки одинаковы !!! При увеличении
ПодробнееДанные о продукте Green Thread
Green Thread Данные о продукте Области применения Разбавленные кислоты Каустические вещества Производимая вода Промышленные стоки Горячая вода Возврат конденсата Материалы и конструкция Все трубы, изготовленные методом намотки нитями с использованием
ПодробнееРАЗДЕЛ ДИЗАЙН-СТАНДАРТОВ 23 60 00
ЧАСТЬ 1 — ОБЩИЕ ПОЛОЖЕНИЯ 1.01 Работы включали: A. Трубы, НКТ и фитинги. Б. Специальности трубопроводов. C. Специальные клапаны. D. Хладагенты. E. Чиллеры. F. Мониторы хладагента. 1.02 Общие требования: А.
ПодробнееСИЛЬНЫЙ ГИБКИЙ. HyperPure PURE
STRONG FLEXIBLE PURE TM HyperPure TM HyperPure 1954 HDPE (ПОЛИЭТИЛЕН ВЫСОКОЙ ПЛОТНОСТИ) ТРУБА ПЕРВО ИСПЫТАНА ПАТЕНТ ENGEL 1965 г., PEXa 1967 PEXa ПРОИЗВОДСТВО ДЛЯ СИСТЕМ ПОЛИТИЛОВОЙ ВОДЫ БИМОДАЛЬНЫЙ ПОЛИЭТИЛЕН ПОДНЯТ
ПодробнееТЕПЛОВАЯ ОБРАБОТКА СТАЛИ
ТЕПЛОВАЯ ОБРАБОТКА СТАЛИ Термическая обработка стали Большинство операций термообработки начинаются с нагрева сплава до состояния аустенитной фазы для растворения карбида в чугуне.Практика термической обработки стали
ПодробнееСевероамериканский нержавеющий
Введение: Североамериканский плоский прокат из нержавеющей стали Лист марки нержавеющей стали 309S (S30908) / EN1.4833 SS309 — это высоколегированная аустенитная нержавеющая сталь, используемая для ее превосходной стойкости к окислению,
ПодробнееОборудование для литья под давлением
Процесс литья под давлением Оборудование для литья под давлением Классификация термопластавтоматов 1.Машина для литья под давлением обрабатывающая способность стиль зажимное усилие (кН) теоретический объем впрыска (см3)
ПодробнееСевероамериканский нержавеющий
Североамериканский нержавеющий сортовой прокат Лист нержавеющей стали 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
ПодробнееГлава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Вырабатывается пламя кислородно-ацетиленового газа с температурой по Фаренгейту
ПодробнееАккумуляторы и ресиверы
аэрокосмическая промышленность климат-контроль электромеханическая фильтрация обработка жидкостей и газов гидравлика пневматика управление процессом герметизация и защита Аккумуляторы и ресиверы Каталог C-1, октябрь 2007 г. Стр. 2 / Каталог
ПодробнееСевероамериканский нержавеющий
Лист 430 (S43000) / EN 1 из нержавеющей стали для Северной Америки.4016 Введение: SS430 — это низкоуглеродистая хромовая ферритная нержавеющая сталь без какой-либо стабилизации углерода
ПодробнееТаблица марок нержавеющей стали
Таблица марок нержавеющей стали ATLAS STEELS РАСПРЕДЕЛЕНИЕ МЕТАЛЛА Указанный химический анализ (%) C Si Mn P S Cr Mo Ni Прочие аустенитные нержавеющие стали 253MA S30815 0,05 1,1-2,0 0,8 0,040 0,030 20,0-22,0 10,0-12,0
ПодробнееПЛАНИРОВАНИЕ РЕСУРСОВ AXIS ENTERPRISE
AXIS ENTERPRISE RESOURSE PLANNING ERP ДЛЯ МЕТАЛЛОВ, ПРОВОДОВ И КАБЕЛЕЙ Оптимизация операций, повышение производительности и снижение затрат: Axis помогает вам конкурировать на сегодняшних мировых рынках с помощью превосходных инструментов и
ПодробнееСтальная пожарная спринклерная труба
Стальная пожарная спринклерная труба Продукция для пожарных спринклерных систем Wheatland Tube Компания Wheatland Tube начала производить стальные пожарные спринклерные трубы в 1931 году и на сегодняшний день предлагает самую полную линейку продукции в отрасли.Инженеры
ПодробнееТехнические услуги и возможности
Технические услуги и возможности Механическая обработка Сварка Робот MIG TIG TIG сварка трением с перемешиванием Термообработка и искусственное старение Сборки и изготовление Специалисты по раме велосипеда Технические услуги Продукт
ПодробнееСПЛАВ 2205 ТЕХНИЧЕСКИЕ ДАННЫЕ
СПЛАВ 2205 ТЕХНИЧЕСКИЕ ДАННЫЕ UNS S32205, EN 1.4462 / UNS S31803 ОБЩИЕ СВОЙСТВА ///////////////////////////////////////////////// ////////// //// 2205 (обозначения UNS S32205 / S31803) — это 22% хрома, 3% молибдена,
ПодробнееПРАКТИЧЕСКИЕ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
ПРАКТИЧЕСКИЕ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ MTK 2B — Наука о материалах Ц эпо Мпуцое 215024596 Резюме Материалы имеют разные свойства, от механических до химических. Особый интерес к
ПодробнееСВОЙСТВА МАТЕРИАЛОВ
1 СВОЙСТВА МАТЕРИАЛОВ 1.1 СВОЙСТВА МАТЕРИАЛОВ Различные материалы обладают разными свойствами в разной степени и, следовательно, ведут себя по-разному в данных условиях. Эти объекты
ПодробнееГрунтовка для автомобильных кондиционеров
Праймер для автомобильного кондиционера Кондиционер — это, по сути, холодильник без изолированной коробки. Он использует испарение хладагента, такого как фреон, для охлаждения.Механика
ПодробнееDurcomet 100 CD4MCuN. Бюллетень А / 7л
Durcomet 100 CD4MCuN Бюллетень A / 7l Durcomet 100 Введение Durcomet 100 представляет собой дуплексную нержавеющую сталь, произведенную в соответствии со спецификацией ASTM A995 или A890, класс CD4MCuN (1B). Об этом свидетельствует отливка Flowserve
. ПодробнееПодшипники скольжения из PTFE 04/10 149
10.04.149 1.0 ОБЩАЯ ИНФОРМАЦИЯ В широком диапазоне применений подшипники скольжения из PTFE превосходят обычные расширительные пластины, ролики и опоры коромысла. Поддерживают нефтехимический завод,
ПодробнееПроблемы сажи и накипи
Доктор Альбрехт Каупп Page 1 Проблемы сажи и накипи Проблема Сажа и накипь не только увеличивают потребление энергии, но также являются основной причиной выхода из строя трубок.Цели обучения Понимание значения
ПодробнееПРОЦЕДУРА ЗАМЕНЫ КОМПРЕССОРА
ПРОЦЕДУРА ЗАМЕНЫ КОМПРЕССОРА Bard Manufacturing Company Брайан, Огайо 43506 С 1914 года … Движение вперед точно так же, как и планировалось Номер руководства: 2100-003E Заменяет 2100-003D Файл: Том I, Вкладка 1 Дата: 25.06.02 Авторские права
ПодробнееСварка. Модуль 19.2.1
Сварочный модуль 19.2.1 Пайка твердым припоем Пайка твердым припоем — это общий термин для серебряной пайки и пайки твердым припоем. Эти процессы термического соединения очень похожи на мягкую пайку, поскольку основной металл
ПодробнееХолодильная установка 101
Холодильная установка 101 Сотни установок Холодильные шкафы 2 компрессорные стойки 3 компрессорно-конденсаторные агрегаты 4 холодильные камеры 5 Некоторые были выполнены очень хорошо 6 Некоторые имели некоторые проблемы… 7 8 Некоторые на вид
ПодробнееЛучшая индукционная пайка — выгодные предложения от мировых продавцов индукционной пайки
Отличные новости !!! Вы находитесь в нужном месте для индукционной пайки. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не будет побит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта верхняя индукционная пайка станет одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционную пайку на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в индукционной пайке и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционную пайку по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
| Код HS | Описание | Всего налоговых поступлений (TTI) |
|---|---|---|
| 0101.21.00 | Чистопородные племенные животные лошадей .. | 10% по налогам |
| 0101.29.00 | Лошади прочие | 10% по налогам |
| 0101.30.00 | Задницы | 10% по налогам |
| 0101.90.00 | ЖИВЫЕ ЛОШАДИ, ЖЕЛЕЗЫ, МУЛИ И ЛОШАДИ, NES | 10% по налогам |
| 0102.21.00 | Чистопородные племенные животные крупного рогатого скота | 0% по налогам |
| 0102.29.00 | КРС другой | 0% по налогам |
| 0102.31.00 | Чистопородные племенные животные буйволов | 0% по налогам |
| 0102.39.00 | Другой буйвол | 0% по налогам |
| 0102.90,10 | Прочие чистопородные племенные животные | 0% по налогам |
| 0102.90.90 | КРС живые прочие | 0% по налогам |
| 0103.10.00 | Живые чистопородные племенные свиньи | 10% по налогам |
| 0103.91.00 | Взвешивание живых свиней | 10% по налогам |
| 0103.92,00 | Живые свиньи весом> = 50 кг (кроме чистопородных пород) | 10% по налогам |
| 0104.10.00 | Овцы живые | 10% по налогам |
| 0104.20.00 | Живые козы | 10% по налогам |
| 0105.11.10 | Куры вида Gallus Domestic (однодневный цыпленок родительского стада) | 0% по налогам |
| 0105.11,90 | Живые птицы Gallus, Domesticus | 33% На разбивку по налогам |
| 0105.12.10 | Взвешивание живых индюков | 0% по налогам |
| 0105.12.90 | Взвешивание живых индюков | 33% На разбивку по налогам |
| 0105.13.10 | Родительское стадо однодневных уток | 0% по налогам |
| 0105.13,90 | Утки прочие | 33% По налогам |
| 0105.14.10 | Родительское стадо однодневных гусей | 0% по налогам |
| 0105.14.90 | Гуси прочие | 33% По налогам |
| 0105.15.10 | Родительское поголовье однодневных цыплят цесарок | 0% по налогам |
| 0105.15,90 | Другие птицы | 33% По налогам |
| 0105.94.00 | Птицы вида Gallus domesticus | 33% По налогам |
| 0105.99.00 | Живые утки, гуси, индейки и цесарки весом> 185 г | 33% По налогам |
| 0106.11.00 | МЛЕКОПИТАЮЩИЕ, ПРИМАТЫ | 10% по налогам |
| 0106.12.00 | КИТЫ, ДЕЛЬФИНЫ и … тюлени, морские львы и мухи (млекопитающие субординации ПИННИПЕДИИ) | 10% по налогам |
| 0106.13.00 | Верблюды и другие верблюдовые (Camelidae) | 10% по налогам |
| 0106.14.00 | Кролики и зайцы | 10% по налогам |
| 0106.19.00 | МЛЕКОПИТАЮЩИЕ, NES | 10% по налогам |
| 0106.20.00 | РЕПТИЛИИ (ВКЛЮЧАЯ ЗМЕИ И ЧЕРЕПАХИ) | 10% по налогам |
| 0106.31.00 | ПРЕДЫДУЩИЕ ПТИЦЫ | 10% по налогам |
| 0106.32.00 | ПСИТТАЦИФОРМЫ (ВКЛЮЧАЯ ПОПУГАЕВ, ПАРАКЕТОВ, АКАУ И КОККАТУ) | 10% по налогам |
| 0106.33.00 | Страусы; эму (Dromaius novaehollandiae) | 10% по налогам |
| 0106.39,00 | ДРУГИЕ ПТИЦЫ | 10% по налогам |
| 0106.41.00 | Пчелы | 5% по налогам |
| 0106.49.00 | Другие насекомые | 10% по налогам |
| 0106.90.00 | ДРУГИЕ ЖИВЫЕ ЖИВОТНЫЕ, NES | 10% по налогам |
| 0201.10,10 | Туши и полутуши крупного рогатого скота свежие или охлажденные, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0201.10.90 | Туши и полутуши крупного рогатого скота свежие или охлажденные, прочие | 33% По налогам |
| 0201.20.10 | Свежие или охлажденные другие отрубы крупного рогатого скота с косточкой, завернутые / консервированные до 2,5 кг | 60.31% для разбивки налогов |
| 0201.20.90 | Свежие или охлажденные другие отрубы крупного рогатого скота с косточкой, прочие | 33% По налогам |
| 0201.30.10 | Свежее или охлажденное мясо крупного рогатого скота без костей, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0201.30.90 | Свежее или охлажденное говяжье мясо без костей, Nes | 33% По налогам |
| 0202.10,10 | Замороженные туши и полутуши крупного рогатого скота, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0202.10.90 | Замороженные туши и полутуши крупного рогатого скота, прочие | 33% По налогам |
| 0202.20.10 | Замороженные другие отрубы крупного рогатого скота с косточкой, завернутые / консервированные до 2,5 кг | 60,31% По налогам |
| 0202.20,90 | Замороженные другие отрубы крупного рогатого скота с косточкой, прочие | 33% По налогам |
| 0202.30.10 | Замороженное говяжье мясо без костей, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0202.30.90 | Замороженное говяжье мясо без костей, Nes | 33% По налогам |
| 0203.11.10 | Свиньи туши и полутуши свежие или охлажденные, упакованные / консервированные до 2 шт.5 кг | 60,31% По налогам |
| 0203.11.90 | Свиньи туши и полутуши свежие или охлажденные, прочие | 33% По налогам |
| 0203.12.10 | Ветчина, лопатки и отрубы, свежие или охлажденные, с косточкой, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0203.12.90 | Свежие / охлажденные ветчины, лопатки и отрубы из них, с косточкой, прочие | 33% По налогам |
| 0203.19,10 | Свежее или охлажденное свинину, без упаковки, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0203.19.90 | Свежее или охлажденное свинину, Nes | 33% По налогам |
| 0203.21.10 | Замороженные свиные туши и полутуши, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0203.21,90 | Замороженные свиные туши и полутуши, прочие | 33% По налогам |
| 0203.22.10 | Замороженные окорока, лопатки и отрубы из них, с косточкой, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0203.22.90 | Замороженные окорока, лопатки и отрубы из них свинины с косточкой, прочие | 33% По налогам |
| 0203.29,10 | Мясо свинины замороженное, без упаковки, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0203.29.90 | Замороженное свинину, Nes | 33% По налогам |
| 0204.10.10 | Свежие / охлажденные туши и полутуши баранины, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.10.90 | Свежие или охлажденные туши и полутушки баранины, Nes | 33% По налогам |
| 0204.21.10 | Овечьи туши и полутуши свежие или охлажденные, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.21.90 | Овечьи туши и полутуши свежие или охлажденные, Nes | 33% По налогам |
| 0204.22,10 | Баранина, свежая или охлажденная, прочие с костью, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.22.90 | Баранина, свежая или охлажденная, прочие с костью, прочие | 33% По налогам |
| 0204.23.10 | Баранье мясо без костей, свежее или охлажденное, в упаковке / консервированном до 2,5 кг | 60.31% для разбивки налогов |
| 0204.23.90 | Свежее или охлажденное мясо барана без костей, Nes | 33% По налогам |
| 0204.30.10 | Замороженные туши и полутуши баранины, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.30.90 | Замороженные туши и полутуши баранины, Nes | 33% По налогам |
| 0204.41,10 | Замороженные туши и полутуши баранины, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.41.90 | Замороженные туши и полутуши овец, прочие | 33% По налогам |
| 0204.42.10 | Замороженные другие отрубы баранины с косточкой, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0204.42,90 | Замороженные прочие отрубы из баранины, с косточкой, прочие | 33% По налогам |
| 0204.43.10 | Мясо баранины замороженное, без костей, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0204.43.90 | Замороженное мясо барана, без костей, Nes | 33% По налогам |
| 0204.50.10 | Свежее, охлажденное или замороженное козье мясо, упакованное / консервированное до 2 шт.5 кг | 60,31% По налогам |
| 0204.50.90 | Свежее, охлажденное или замороженное козье мясо, Nes | 33% По налогам |
| 0205.00.10 | Мясо лошадей, ослов, мулов / лошаков, Fersh, охлажденное или замороженное, упакованное / консервированное до 2,5 кг | 60,31% По налогам |
| 0205.00.90 | Мясо лошадей, ослов, мулов или лошаков, свежее, охлажденное или замороженное, Nes | 33% По налогам |
| 0206.10,10 | Свежие или охлажденные пищевые субпродукты крупного рогатого скота, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0206.10.90 | Свежие или охлажденные пищевые субпродукты крупного рогатого скота, Nes | 33% По налогам |
| 0206.21.10 | Замороженные говяжьи языки, упакованные / консервированные, до 2,5 кг | 60,31% По налогам |
| 0206.21,90 | Frozen Bovine Tounge, Nes | 33% По налогам |
| 0206.22.10 | Замороженная говяжья печень, упакованная / консервированная до 2,5 кг | 60,31% По налогам |
| 0206.22.90 | Frozen Bovine Livers, Nes | 33% По налогам |
| 0206.29.10 | Замороженные пищевые говяжьи субпродукты (искл.Языки и печень), в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0206.29.90 | Замороженные пищевые субпродукты крупного рогатого скота (кроме языка и печени), прочие | 33% По налогам |
| 0206.30.10 | Свиньи пищевые субпродукты свежие или охлажденные, в упаковке / консервированном виде до 2,5 кг | 60,31% По налогам |
| 0206.30.90 | Свежие или охлажденные пищевые свиные субпродукты, Nes | 33% По налогам |
| 0206.41.10 | Замороженная свиная печень, упакованная / консервированная до 2,5 кг | 60,31% По налогам |
| 0206.41.90 | Замороженная свиная печень, Nes | 33% По налогам |
| 0206.49.10 | Замороженные пищевые свиные субпродукты (искл.Печень), в упаковке / консерве до 2,5 кг | 60,31% По налогам |
| 0206.49.90 | Замороженные пищевые свиные субпродукты, искл. Печень, Nes | 33% По налогам |
| 0206.80.10 | Свежие или охлажденные пищевые субпродукты овец, коз, лошадей .., упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0206.80.90 | Свежие или охлажденные пищевые субпродукты овец, коз, лошадей…, Nes | 33% По налогам |
| 0206.90.10 | Пищевые субпродукты замороженные из овец, коз, лошадей .., упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0206.90.90 | Замороженные пищевые субпродукты овец, коз, лошадей …, прочие | 33% По налогам |
| 0207.11.10 | Свежее / охлажденное мясо и пищевые субпродукты домашней птицы, не нарезанные на части, упакованные / консервированные до 2.5 кг | 60,31% По налогам |
| 0207.11.90 | Свежее или охлажденное мясо и пищевые субпродукты домашней птицы, не нарезанные кусочками, прочие | 33% По налогам |
| 0207.12.10 | Мясо и пищевые субпродукты птицы замороженные, не нарезанные на части, в упаковке / консервах до 2,5 кг | 60,31% По налогам |
| 0207.12.90 | Замороженное мясо и пищевые субпродукты домашней птицы, не нарезанные кусочками, прочие | 33% По налогам |
| 0207.13,10 | Свежие или охлажденные отрубы и субпродукты мяса птицы, упакованные / консервированные до 2,5 кг | 91,37% По налогам |
| 0207.13.90 | Свежие или охлажденные отрубы и субпродукты цыплят, прочие | 41,11% по налогам |
| 0207.14.10 | Замороженные отрубы и куриные субпродукты, завернутые / консервированные до 2,5 кг | 91,37% По налогам |
| 0207.14,90 | Замороженные отрубы и субпродукты из мяса птицы, прочие | 41,11% по налогам |
| 0207.24.10 | Мясо индейки свежее / охлажденное и пищевые субпродукты, не нарезанные на кусочки, упакованные / консервированные до 2,5 г | 60,31% По налогам |
| 0207.24.90 | Свежее или охлажденное мясо и пищевые субпродукты из фиалки, не нарезанные на части, прочие | 33% По налогам |
| 0207.25,10 | Замороженное мясо и пищевые субпродукты индейки, не нарезанные кусочками, в упаковке / консервированном до 2,5 кг | 60,31% По налогам |
| 0207.25.90 | Замороженное мясо и пищевые субпродукты индейки, не нарезанные кусочками, прочие | 33% По налогам |
| 0207.26.10 | Свежие или охлажденные отрубы и субпродукты мяса индейки, упакованные / консервированные до 2,5 кг | 60.31% для разбивки налогов |
| 0207.26.90 | Свежие или охлажденные отрубы и субпродукты из мяса лейки, не включенные в другие категории | 33% По налогам |
| 0207.27.10 | Замороженные отрубы и субпродукты мяса индейки, упакованные / консервированные до 2,5 кг | 60,31% По налогам |
| 0207.27.90 | Замороженные отрубы и субпродукты из мяса индейки, прочие | 33% По налогам |
| 0207.41,10 | Мясо и пищевые субпродукты неразрезанные, свежие или охлажденные, утки в упаковке / консервы | 60,31% По налогам |
| 0207.41.90 | Мясо и пищевые субпродукты прочие, неразрезанные, свежие или охлажденные, утиные | 33% По налогам |
| 0207.42.10 | Мясо и пищевые субпродукты нерезаные, замороженные из уток в упаковке / консервах до 2,5 тыс. | 60.31% для разбивки налогов |
| 0207.42.90 | Мясо и пищевые субпродукты прочие, не нарезанные, уток мороженые | 33% По налогам |
| 0207.43.10 | Мясо и пищевые субпродукты жирной печени, свежие или охлажденные, уток в упаковке / консервах до | 60,31% По налогам |
| 0207.43.90 | Другое мясо и пищевые субпродукты из жирной печени, свежие или охлажденные, утиные | 33% По налогам |
| 0207.44,10 | Другое мясо и пищевые субпродукты в свежем или охлажденном виде из уток в упаковке / консервах до 2,5 кг | 60,31% По налогам |
| 0207.44.90 | Прочие мясо и пищевые субпродукты, свежие или охлажденные, прочие: | 33% По налогам |
| 0207.45.10 | Мясо и пищевые субпродукты уток замороженные прочие в упаковке / консервированном до 2,5 кг | 60.31% для разбивки налогов |
| 0207.45.90 | Прочие замороженное мясо и пищевые субпродукты уток, прочие, | 33% По налогам |
| 0207.51.10 | Мясо и пищевые субпродукты, не нарезанные на части, свежие или охлажденные из гусей в упаковке / консервах до 2 | 60,31% В разбивке по налогам |
Алюминий: по своей природе хорош для шин
Еще в 1970-х годах сборные шины представляли собой плоские медные полосы, которые производители панелей покупали и устанавливали в распределительные щиты низкого напряжения.В 80-е годы появились монтажные отверстия, и шины стали рассчитаны на ток. Но выравнивание отверстий может занять много времени. Соответственно, 90-е годы были десятилетием сборных шин с экструдированными профилями, которые были легче и проще в установке.
С наступлением тысячелетия пришел алюминий, и крупные производители стали изготавливать вертикальные профилированные шины из алюминия с разными номинальными токами — 630А, 800А, 1000А и так далее.
Сегодня? Последней разработкой являются алюминиевые шины с горизонтальным профилем, которые подключаются вертикально с более широким диапазоном значений тока.
Почему рост шины?
Скромная шина эволюционировала за последние 50 лет. Думаю, можно с уверенностью сказать, что за последние 10 лет оно вытеснило проводное распределение электроэнергии в промышленности.
Одной из причин его роста является рост производства алюминия. Рост спроса на алюминий связан с его низкой стоимостью на сегодняшних жестко конкурентных рынках. Перерабатываемый алюминий не подвержен дефициту или колебаниям товарных рынков. Это может обеспечить экономию до 35%.
Неотъемлемые преимущества алюминия для шин?
Он намного легче меди — до 70%.И он мягкий. Мне нравится сравнивать это с пастой. Он выдавливается через литье под давлением, как макаронные изделия, через форму, приобретая всевозможные индивидуальные конструкции и формы — плоские, полые и экструдированные.
Один оператор может быстро и легко установить шины из алюминия, потому что они такие легкие. Благодаря индивидуальным профилям они надежно фиксируются на месте.
Как алюминиевые шины справляются с нагревом?
Полые и экструдированные профильные шины имеют большую поверхность, чем стандартные прямоугольные секции.Таким образом, происходит больший теплообмен и более эффективное рассеивание тепла. В тесном помещении это серьезное преимущество.
Фактически, вы можете выдавить свои шины для усиления естественной конвекции — одного из трех способов отвода тепла. Например, длинная и тонкая шина с дополнительными ребрами улучшает смешивание и поток тепла и воздуха. В целом, современные алюминиевые шины довольно прохладны при нагревании — повышение температуры на 60 ° C выше температуры окружающей среды в 35 ° C не имеет значения. Благодаря своим углублениям и выступам, а также ионизированным поверхностям они оптимизировали отвод тепла, рассеивают тепло и снижают удельное сопротивление.
Удельное сопротивление? Когда я слышу это слово, я думаю о его противоположности, проводимости.
Действительно ли алюминиевые шины такие же проводящие и прочные, как медные?
Да. Некоторые говорят, что алюминий только на 65% проводит меньше меди. Но так ли это? Конечно, при таком же номинальном токе площадь поперечного сечения алюминиевого шинопровода больше. Но он намного легче. Фактически, килограмм на килограмм, алюминиевые шины на 50% токопроводительнее, чем медные.
В народе говорят: «Алюминиевые шины не выдерживают электромеханической нагрузки».Но знают ли они, что алюминиевая шина с прочностью на разрыв выдерживает токи 4000А? Или что хорошие, высокопрочные алюминиевые сплавы имеют механическое сопротивление до 530 Ньютон / мм². Этого вполне достаточно, чтобы выдержать напряжение и боль теплового расширения.
А как насчет окисления?
Что насчет этого? Лужение стержней на стыках стержней решает эту проблему. Еще лучше — серебряное покрытие. Он более жесткий и дополнительно улучшает проводимость.
На самом деле, медь тоже иногда покрывает алюминиевые стержни.Это идеальная контактная полоса.
Так что не будем увлекаться. Между «медьеритами» и «алюминиевиками» нет решительной битвы. Просто в наш век заботы о стоимости и окружающей среде алюминий проявляет свои неотъемлемые свойства.
___________________________________________________________
Шины Linergy Evolution от Schneider Electric.
В запатентованных сборных шинах Linergy Evolution используется процесс сверхзвукового высокотемпературного покрытия, уникальный на рынке шин, для получения прочной медной контактной поверхности.Революционный дизайн предлагает инновационные и высококачественные медные контактные полоски, поверхность из анодированного алюминия и уникальные формы.
> Узнайте больше о шинах Linergy Evolution
железо — CuFe2P, термообрабатываемый сплав с большей прочностью, чем медь
Термообрабатываемые сплавы медь-железо имеют более высокую прочность, чем медь, при сохранении достаточно высокой электрической и теплопроводности и отличных сварочных, паяльных и паяльных свойств.
Перейти к краткой информации
История
Этот дисперсионно-твердеющий сплав был разработан Olin Brass в США в 1964 году (C19400). Он сочетал в себе высокую проводимость и прочность и оказался отличной альтернативой меди и латуни для электронных и электрических применений, таких как выводные рамки и разъемы.
В Европе этот сплав имеет обозначение CW107C и фигурирует в PD CEN / TS 13388 и как сплав выводной рамки в EN1758: 1998.Для этого сплава не существовало британского стандарта.
Термическая обработка
Дисперсионная термообработка включает нагрев медно-железного сплава до 800-900 o ° C и закалку в воде. Это называется обработкой раствора, и сплав находится в самом мягком состоянии. Последующее дисперсионное (старение) отверждение при более низких температурах от 425 до 500 o ° C приводит к образованию мелкодисперсных осадков железа в альфа-матрице; они ответственны за повышенную прочность и твердость.
Медно-железный сплав может снимать напряжение при температуре 200-300 o ° C.
Недвижимость
Сплав имеет следующую комбинацию свойств:
- Предел прочности: 370-580 Н / мм 2
- Прочность: 110-485 Н / мм 2
- % удлинение: 10-1
- Твердость (HV): 80-170
- Электропроводность: 60-65% IACS
- Теплопроводность: 260-265 Вт / м o C
Производство
| Процесс | Рейтинг |
| Формование в холодном состоянии | Отлично |
| Горячее формование | Ярмарка |
| Пайка | Отлично |
| Пайка | Отлично |
| Кислородно-ацетиленовая сварка | Не рекомендуется |
| Дуговая сварка в среде защитного газа | Отлично |
| Сварка сопротивлением | Не рекомендуется |
Обработка
Оценка составляет 20-25%, что является удовлетворительным.Свободно обрабатываемая латунь — 100%.
Устойчивость к коррозии
Медь-железо обладает хорошей устойчивостью к коррозии в промышленных и морских средах. Он нечувствителен к коррозионному растрескиванию под напряжением. Однако он подвержен атаке в присутствии аммиака, серы, сероводорода и ртути.
Релаксация стресса
Это снижение напряжения при постоянной деформации, которое обычно наблюдается у стальных болтов в корпусе турбины при высокой температуре, которые необходимо регулярно затягивать.
Для медных сплавов, используемых в электрических контактах, важно поддерживать хорошее контактное усилие на протяжении всего срока службы изделия и иметь хорошую устойчивость к релаксации напряжений.
Один показатель релаксации напряжения может быть получен путем измерения процента удерживаемого напряжения как функции температуры и времени. Результаты испытаний полосок из медного железа через 1000 часов:
| Температура o C | % остаточного приложенного напряжения |
| 100 | 70-90 |
| 150 | 50-75 |
| 200 | 30-60 |
Понятно, что% остаточного напряжения уменьшается с увеличением температуры; Такие результаты будут одним из факторов, используемых при разработке высокопроизводительных компонентов из медно-железной ленты, таких как зажимы, контакты, разъемы, переключатели, штыри и выводные рамки, которые работают в этом диапазоне температур 100-200 o C .
Прочность при температуре
Свинцовые рамы могут подвергаться воздействию температур до 350 o C в течение нескольких минут; Испытания показали, что медь-железо показывает очень небольшую потерю прочности после 100 минут при температуре 350 o C.
Приложения
Медь-железо сочетает в себе прочность и свариваемость, что делает его идеальным для следующих применений.
- Компоненты выключателя
- Пружины контактные
- Разъемы электрические
- Электрические пружины
- Зажимы
- Штекерные контакты
- Зажимы предохранителей
- Коммутаторы
- Розетки
- Обмотка кабеля
- Выводные рамки
- Решеточная матрица выводов (PGA) в полупроводниковой промышленности
Доступные формы
Медь-чугун бывает полосой, трубкой и проволокой.
Технические характеристики
Ниже приведены спецификации для Европы, США и Азии. Обратите внимание, что для США и Азии некоторые составы не идентичны. Чтобы узнать об аналогичных стандартах из других стран, посетите веб-сайт Copper Key.
- Европа: CW107C (CuFe2P) (обозначение европейского стандарта EN).
- США: C19400 (обозначение Американского общества испытаний и материалов ASTM).
- Япония: C1940 (Японские промышленные стандарты, обозначение JIS).
Дополнительную информацию о медно-железных и других проводящих материалах можно найти в Базе знаний по медным сплавам.
Пример применения 1: свинцовые рамки
Выводные рамки соединяют проводку от электрических клемм на полупроводниковой поверхности с крупномасштабными схемами на электрических устройствах и печатных платах.
Медь-железо, сочетающая прочность, электрическую и теплопроводность, формуемость, пластичность, коррозионную стойкость и способность выдерживать температуры до 350 o C в течение короткого времени без размягчения, является идеальным выбором для этого применения.
Свинцовая рама (любезно предоставлено Виландом Верке).Пример приложения 2: Решетка с выводами
Матрица сетки выводов, часто сокращенно PGA, представляет собой тип корпуса интегральной схемы. В PGA корпус имеет квадратную или прямоугольную форму, а штыри расположены в виде регулярного массива на нижней стороне корпуса. Штифты обычно расположены на расстоянии 2,54 мм друг от друга и могут закрывать или не закрывать всю нижнюю сторону упаковки.
Существует большой спрос на материалы с высокой теплопроводностью для рассеивания тепла, выделяемого при работе PGA, а также на материалы с высокой электропроводностью.Идеальным материалом для этого применения является CW107C в форме провода, который широко используется в качестве выводов PGA для персональных компьютеров, а луженые квадратные провода используются в клеммах разъемов для автомобилей.
Высокая электрическая проводимость 65% IACS, высокая теплопроводность 260 Вт / м o C и высокая прочность на разрыв до 580 Н / мм 2 являются причинами, по которым провод CW107C используется для решетчатых решеток штырей в таких приложениях, как микропроцессор.