| 1. РЕЗКА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПРОКАТА Картинки можно увеличить>>>
Особенности высокоскоростных 3-х осевых дисковых отрезных станков с ЧПУ по металлопрокату
2.
| |||||


 0
0 10-100
10-100 РЕЗКА ЛИСТОВОГО ПРОКАТА
РЕЗКА ЛИСТОВОГО ПРОКАТА 5/5.0
5/5.0 35мм/100мм
35мм/100мм 008
008 6
6Отрезные станки по металлу — Makita Shop
- компактная портативная конструкция;
- удобная при работе и транспортировке D-образная ручка;
- оперативная и точная фиксация заготовки;
- плавный пуск и электрический тормоз двигателя;
- простая замена пильного диска – дополнительный инструмент не требуется, шпиндель блокируется;
- электронная защита привода от перегрузки с индикацией;
- искрозащитный кожух с регулируемым положением;
- возможность реза под углом с изменяемым положением зажимной планки;
- выключатель увеличенного размера, не требующий напряжения при нажатии;
- отрезной диск в комплекте поставки.

- Монтажная пила Makita LW1400 предназначена для резки металла, цветных металлов, ПВХ.
- Мощный двигатель.
- D-образная рукоятка — для удобства пользования монтажной пилой Makita LW1400.
- Кожух — для защиты от искр.
- Замена оснастки без дополнительных инсрументов.
- Регулируемая направляющая пластина (45° вправо, 3 положения).
- Регулируемый ограничитель глубины реза.
- Глубина пропила без наклона:
- прямоугольник — 102×194 или 70×233 мм
- квадрат — 119×119 мм
- труба — 127 мм
- уголок — 137×137 мм (толщина 10 мм)
- Глубина пропила с наклоном 45 градусов:
- прямоугольник — 115×103 мм
- квадрат — 106×106 мм
- труба — 127 мм
- уголок — 100×100 мм (толщина 10 мм)
- Для хранения или транспортировки в сложенном положении используется замок в задней части станины.
- Предназначена для резки металла, цветных металлов, ПВХ.
- Мощный двигатель.
- D-образная рукоятка — для удобства пользования.
- Кожух — для защиты от искр.
- Замена оснастки без дополнительных инсрументов.
- Регулируемый ограничитель глубины реза.
- Глубина пропила без наклона:
- прямоугольник — 102×194 или 70×233 мм
- квадрат — 119×119 мм
- Для хранения или транспортировки в сложенном положении используется цепочка в передней части станины.
- труба — 127 мм
- уголок — 137×137 мм (толщина 10 мм)
- Глубина пропила с наклоном 45 градусов:
- прямоугольник — 115×103 мм
- квадрат — 106×106 мм
- труба — 127 мм
- уголок — 100×100 мм (толщина 10 мм)
- Удобная D-образная рукоятка
- Мощный двигатель для резки металла, цветных металлов, камня, керамики, ПВХ
- Специальная конструкция защитного кожуха защищает пользователя от искр
- Регулируемая направляющая пластина (45 ° вправо, 3 положения)
- Быстрозажимное приспособление для установи угла резания
- Регулируемый ограничитель глубины
- Глубина пропила без наклона:
- прямоугольник — 102×194 или 70×233 мм
- квадрат — 119×119 мм
- труба — 119 мм
- уголок — 137×137 мм (толщина 10 мм)
- Глубина пропила с наклоном 45 градусов:
- прямоугольник — 115×103 мм
- квадрат — 106×106 мм
- труба — 115 мм
- уголок — 100×100 мм (толщина 10 мм)
- Для быстрой резки труб, кабелей, и швеллера
- Настройка угла резания с помощью рычага, без дополнительного инструмента
- Прочный твердосплавный диск
- Чистый рез без заусенцев, искр и прожига материала
- Увеличенный срок службы по сравнению с абразивным диском
- Без кейса


Показ всех — 5 результатов
Абразивный станок по металлу | Дисковые отрезные станки
Абразивно отрезные станки – необходимый инструмент при работе с абразивным кругом мерных заготовок из черных и цветных металлов. Данные станки используют круги различного диаметра для резки материала разных профилей: квадратный, прямоугольный, круглый и прочие.
Данные станки используют круги различного диаметра для резки материала разных профилей: квадратный, прямоугольный, круглый и прочие.
Абразивно отрезные станки в основном применяются на малых предприятиях, в заготовительных цехах, и даже в бытовых условиях. Круг вращается с высокой окружной скоростью параллельно с мощной работой привода. Все это приводит к максимально эффективной резке металла, и низкой изнашиваемости станка.
Абразивно отрезные станки работают следующим образом: заготовка разрезается под любым углом в пределах сорока пяти градусов (в поперечном положении), при этом материал удерживают комбинированные тиски и происходит поворот шпиндельной головки в обе стороны.
Абразивно отрезные станки имеют отличительное преимущество – один рабочий может самостоятельно разрезать длинномерный материал с помощью мерной линейки и выдвижных удерживающих упорных конструкций.
Некоторые абразивно отрезные станки имеют насосное устройство подачи специальной охлаждающей жидкости, установку для снятия «заусенцев» с заготовки и систему удаления пыли.
Абразивный станок SF31 имеет удобные крепления и устанавливается на стол, который поставляется в комплекте. Запуск станка осуществляется нажатием кнопки, которая установлена на рукоятке. Дисковые станки оснащены мощным двигателем на 2.2 кВт, а также поворотными тисками. Абразивный диск в комплект не входит. Возможность резки заготовки от -45 до +45 градусов. Абразивные станки Силома, вы можете узнать по нашим фирменным цветам — серый и синий. Посмотреть другие отрезные станки Силома
Технические характеристики абразивного отрезного станка
SF 31 Siloma.
Важно!
На данный дисковый отрезной станок подходят диски только с размером 305х3,2х32 мм.!
Дополнительная информация:
В базовую комплектацию входит стол
Фотографии станка SF31:
Габариты транспортировки дисковый отрезной станок:
Станок:
Высота: 700мм
Длина: 800мм
Ширина: 500мм
Стол:
Высота: 750мм
Длина: 800мм
Ширина: 700мм
Ленточнопильный или дисковый — какой станок выбрать
Новые технологии и достижения в резке постепенно сокращают разницу и разрыв в работе между ленточнопильными
станками и дисковыми отрезными станками. Дисковые отрезные станки стали более крупными, на них теперь могут устанавливаться отрезные диски с твердосплавными напайками, поэтому они отрезают уже более толстые заготовки из более тяжёлообрабатываемых материалов. Технологии увеличили точность ленточнопильного станка и улучшили качество отрезаемой им поверхности. Однако, всё ещё дисковые отрезные станки предлагают широкий диапазон своего
применения, более высокие скорости резания и более чистую поверхность реза, в то время, как ленточнопильные станки остаются известными своей мощностью и способностью универсальной резки от одного типа материала или толщины к другим. Производственные требования остаются решающим фактором для выбора правильной технологии распиливания и подбора нужного типа оборудования. Если сварочному участку, небольшому производству или ремонтному цеху нужно резать различные заготовки в небольшом количестве или крупногабаритные заготовки, то лучшим выбором является и подходит по всем параметрам гибкий ленточнопильный станок, обладающий меньшей стоимостью.
Дисковые отрезные станки стали более крупными, на них теперь могут устанавливаться отрезные диски с твердосплавными напайками, поэтому они отрезают уже более толстые заготовки из более тяжёлообрабатываемых материалов. Технологии увеличили точность ленточнопильного станка и улучшили качество отрезаемой им поверхности. Однако, всё ещё дисковые отрезные станки предлагают широкий диапазон своего
применения, более высокие скорости резания и более чистую поверхность реза, в то время, как ленточнопильные станки остаются известными своей мощностью и способностью универсальной резки от одного типа материала или толщины к другим. Производственные требования остаются решающим фактором для выбора правильной технологии распиливания и подбора нужного типа оборудования. Если сварочному участку, небольшому производству или ремонтному цеху нужно резать различные заготовки в небольшом количестве или крупногабаритные заготовки, то лучшим выбором является и подходит по всем параметрам гибкий ленточнопильный станок, обладающий меньшей стоимостью. А если производству будет нужна резка большого количества однотипных и соразмерных заготовок, то дисковый отрезной станок с его возможностью для автоматизации будет самым подходящим вариантом. Потому что у него получается отрезать заготовки с хорошим качеством поверхности и такой точностью, что они могут поступать на следующий этап производства без вторичной доработки, чтобы выправить габаритный размер.
А если производству будет нужна резка большого количества однотипных и соразмерных заготовок, то дисковый отрезной станок с его возможностью для автоматизации будет самым подходящим вариантом. Потому что у него получается отрезать заготовки с хорошим качеством поверхности и такой точностью, что они могут поступать на следующий этап производства без вторичной доработки, чтобы выправить габаритный размер.
Использование ленточнопильного станка
Прежде чем выбрать ленточнопильный станок или дисковый отрезной станок, нужно ответить на все эти вопросы: Каковы мои производственные требования? Какой тип материалов нужно резать? Это твёрдые или мягкие материалы? Насколько большие габариты заготовок для резки? Есть требования по качеству отрезанной поверхности заготовки? Будет ли вторая операция на отрезанной поверхности заготовки? Технические требования остаются решающим фактором при выборе подходящей технологии отрезки и правильного отрезного станка.
Резка ленточнопильным станком похожа на использование швейцарского ножа. Это менее дорого и более универсально, чем работа дискового отрезного станка. Можно эффективно отрегулировать скорость резания, величину подачи, уменьшив давление на заготовку и скорость движения ленточного полотна при резке многих различных видов материалов и различных форм, диаметров и толщин заготовок. Но у ленточнопильных станков есть несколько существенных особенностей. Должно использоваться конкретное ленточное полотно для резки заготовок из конкретных материалов, диаметров и твердости. Поэтому нет того удобства, как на дисковом отрезном станке. В определённых ситуациях ленточнопильный станок может проводить пакетную резку, намного увеличив свою эффективность. Пакетная резка — это отличная опция, которая помогает экономить время и, соответственно, затраты на производство деталей. Если диаметр или ширина заготовки более 150 мм, то, скорее всего, уже нужно использовать только ленточнопильный станок. У некоторых ленточнопильных станков есть возможности отрезать заготовку быстрее — это зависит от конкретной модели ленточнопильного станка и его характеристик.
Это менее дорого и более универсально, чем работа дискового отрезного станка. Можно эффективно отрегулировать скорость резания, величину подачи, уменьшив давление на заготовку и скорость движения ленточного полотна при резке многих различных видов материалов и различных форм, диаметров и толщин заготовок. Но у ленточнопильных станков есть несколько существенных особенностей. Должно использоваться конкретное ленточное полотно для резки заготовок из конкретных материалов, диаметров и твердости. Поэтому нет того удобства, как на дисковом отрезном станке. В определённых ситуациях ленточнопильный станок может проводить пакетную резку, намного увеличив свою эффективность. Пакетная резка — это отличная опция, которая помогает экономить время и, соответственно, затраты на производство деталей. Если диаметр или ширина заготовки более 150 мм, то, скорее всего, уже нужно использовать только ленточнопильный станок. У некоторых ленточнопильных станков есть возможности отрезать заготовку быстрее — это зависит от конкретной модели ленточнопильного станка и его характеристик. Поэтому в этих определённых случаях изменение скорости резания и величины подачи для более быстрой резки будет значительно сокращать машинное время без уменьшения стойкости ленточного полотна. Ленточнопильные станки также являются отличным выбором, если нужно резать заготовки из труднообрабатываемых материалов, как INCONEL или титан.
Поэтому в этих определённых случаях изменение скорости резания и величины подачи для более быстрой резки будет значительно сокращать машинное время без уменьшения стойкости ленточного полотна. Ленточнопильные станки также являются отличным выбором, если нужно резать заготовки из труднообрабатываемых материалов, как INCONEL или титан.
Дисковый отрезной станок
Главное преимущество дискового отрезного станка — это чистовая финишная отрезанная поверхность заготовки. В
большинстве случаев качество этой поверхности сравнимо с качеством поверхности после фрезерования. Отсутствие рисок, зазубрин и других следов процесса резки отличает дисковый отрезной станок от ленточнопильного станка, на котором, скорее всего, это редко достижимо. Дисковый отрезной станок выбирается, чтобы выполнить определённую задачу. Например, перед тем, как купить дисковый отрезной станок, нужно определить, будет ли происходить резка стальных или цветных металлов, определить толщину и твёрдость этих заготовок, проверить — нужна ли угловая резка и нужна ли резка на высоких скоростях резания партий заготовок большого количества. Если отрезаемый материал должен быть отрезан холодным во избежание нагрева и последующей деформации, то дисковый отрезной станок быстро уводит тепло от процесса резки в стружку. Дополнительная подача СОЖ объединяет эти эффекты и улучшает отвод тепла от отрезаемого материала и отрезного диска. Дисковый отрезной станок специально разработан, чтобы обеспечить высокую производительность процесса резки выбранной группы материалов. Современные технологии позволяют использовать отрезные диски с твердосплавными напайками на дисковом отрезном станке, что приводит к ещё более быстрому процессу резки, а также возможности металлообрабатывающим предприятиям отрезать высокие объёмы более толстых заготовок. Например, можно отрезать пруток или тяжёлую толстостенную трубу за считанные секунды вместо минут. Толщина отрезного диска почти такая же небольшая, как и ленточное полотно на ленточнопильном станке. Таким образом, отходы материала в стружку значительно уменьшены. Доступна высокая степень автоматизации.
Если отрезаемый материал должен быть отрезан холодным во избежание нагрева и последующей деформации, то дисковый отрезной станок быстро уводит тепло от процесса резки в стружку. Дополнительная подача СОЖ объединяет эти эффекты и улучшает отвод тепла от отрезаемого материала и отрезного диска. Дисковый отрезной станок специально разработан, чтобы обеспечить высокую производительность процесса резки выбранной группы материалов. Современные технологии позволяют использовать отрезные диски с твердосплавными напайками на дисковом отрезном станке, что приводит к ещё более быстрому процессу резки, а также возможности металлообрабатывающим предприятиям отрезать высокие объёмы более толстых заготовок. Например, можно отрезать пруток или тяжёлую толстостенную трубу за считанные секунды вместо минут. Толщина отрезного диска почти такая же небольшая, как и ленточное полотно на ленточнопильном станке. Таким образом, отходы материала в стружку значительно уменьшены. Доступна высокая степень автоматизации. Например, можно загрузить 10 прутков на автоподающее устройство и, когда дисковый отрезной станок отрежет первую заготовку, то автоподатчик сам продвинет пруток дальше для нового реза. Это позволяет использовать дисковый отрезной станок без оператора, что значительно повышает темп его работы. Отрезной дисковый станок обычно более дорогой, чем ленточнопильный станок, но если нужно сделать 300 резов за час, например, прутка 75мм из углеродистой стали, то по времени выполнения на дисковом отрезном станке этот будет быстрее в три раза, чем резка на ленточнопильном станке.
Например, можно загрузить 10 прутков на автоподающее устройство и, когда дисковый отрезной станок отрежет первую заготовку, то автоподатчик сам продвинет пруток дальше для нового реза. Это позволяет использовать дисковый отрезной станок без оператора, что значительно повышает темп его работы. Отрезной дисковый станок обычно более дорогой, чем ленточнопильный станок, но если нужно сделать 300 резов за час, например, прутка 75мм из углеродистой стали, то по времени выполнения на дисковом отрезном станке этот будет быстрее в три раза, чем резка на ленточнопильном станке.
В последнее время промышленность стала более прогрессивной. Ленточнопильные станки стали намного более точными, намного более быстрыми в скорости резания, величине подачи и давления, и ленточные полотна стали более качественными. Несколько лет назад, когда были необходимы точность, качество поверхности заготовки и прямолинейность отрезаемой плоскости, не было никаких сомнений, что нужно использовать дисковый отрезной станок. А для этого нужно было платить большие деньги за его приобретение. Производители быстродействующих дисковых
отрезных станков сейчас выпускают более крупные модели, чтобы резать более толстые заготовки и конкурировать с продвигающейся обновлённой технологией, такой как, резка металла на ленточнопильном станке.
А для этого нужно было платить большие деньги за его приобретение. Производители быстродействующих дисковых
отрезных станков сейчас выпускают более крупные модели, чтобы резать более толстые заготовки и конкурировать с продвигающейся обновлённой технологией, такой как, резка металла на ленточнопильном станке.
Тенденции развития отрезных станков
Сегодня уже можно сэкономить во многих подобных случаях. В некоторых других случаях, когда требуется отрезать небольшие по габаритам заготовки, раньше металлообрабатывающие производства покупали и традиционно использовали отрезной дисковый станок, сейчас уже можно проводить операцию резка металла ленточнопильным станком европейского типа, который является очень компактным по габаритам и может отрезать
заготовки приблизительно до 250мм. Небольшой ленточнопильный станок европейского типа может выдавать скорость резки только, как дисковые отрезные станки прошлого поколения, но но теперь он может делать рез достаточно точно. А для быстрой резки заготовок больших диаметров нужны уже большие дисковые отрезные станки. Например, отрезной круг диаметром 250 мм отрезает трубу или трубные сцепления приблизительно за минуту — против шести минут на ту же операцию на ленточнопильном станке. Но если нужно отрезать заготовку диаметром 100 мм, то уже придётся более подробно сравнивать обе технологии резки с учётом всех параметров, чтобы выбрать лучший вариант. Сегодня, при нынешнем достойном уровне обеих технологий отрезки, итоговый выбор будет зависеть от конкретных задач металлообрабатывающего производства. Чтобы отрезать большое количество заготовок в единицу времени, то выбор падает на дисковый отрезной станок. Если же такой необходимости нет, а более важна низкая цена оборудования, то лучше выбрать ленточнопильный станок. Потому что будет неправильно не вкладываться в дисковый отрезной станок, а потом долго ждать отрезки новой партии заготовок для следующей операции, более дорогое оборудование которой будет из-за этого простаивать.
А для быстрой резки заготовок больших диаметров нужны уже большие дисковые отрезные станки. Например, отрезной круг диаметром 250 мм отрезает трубу или трубные сцепления приблизительно за минуту — против шести минут на ту же операцию на ленточнопильном станке. Но если нужно отрезать заготовку диаметром 100 мм, то уже придётся более подробно сравнивать обе технологии резки с учётом всех параметров, чтобы выбрать лучший вариант. Сегодня, при нынешнем достойном уровне обеих технологий отрезки, итоговый выбор будет зависеть от конкретных задач металлообрабатывающего производства. Чтобы отрезать большое количество заготовок в единицу времени, то выбор падает на дисковый отрезной станок. Если же такой необходимости нет, а более важна низкая цена оборудования, то лучше выбрать ленточнопильный станок. Потому что будет неправильно не вкладываться в дисковый отрезной станок, а потом долго ждать отрезки новой партии заготовок для следующей операции, более дорогое оборудование которой будет из-за этого простаивать.
Дополнительную техническую информацию можно прочитать в разделе «Статьи».
шлифовальный станок шлифовальный диск
Полезный набор для шлифовки и полировки из нержавеющей стали DIY
Полезный набор для шлифовальной полировки из нержавеющей стали DIY Угловые шлифовальные диски. Детали 100 Совершенно новый и качественный Изготовлен из высококачественного материала, более прочного. Лепестковый шлифовальный диск из нетканого материала, специально используемый для чистовой полировки металлов. Нейлоновый полировальный круг для шлифования
Chat OnlineКитай Производитель станков с откидным диском Абразивная ткань
Производственная база отрезных и шлифовальных дисков основана в 1999 году.Вся продукция соответствует европейскому стандарту EN12413. Ежедневно каждая партия отрезных и шлифовальных дисков будет проверяться.
Чат ОнлайнШлифовальный полировальный лоскутный диск из CBN для дерева
Шлифовальный шлифовальный полировальный диск из CBN для древесного бетона для шлифовального станка. 1. Многоразовое использование для шлифования нормальной стали, мягкой стали, алюминия, чугуна, нержавеющей стали 2. Современное оборудование
1. Многоразовое использование для шлифования нормальной стали, мягкой стали, алюминия, чугуна, нержавеющей стали 2. Современное оборудование
Вращающийся инструмент Шлифовальные круги Лезвия Шлифовальный диск Заслонка
Вращающийся инструмент Шлифовальные круги Лезвия Шлифовальный диск Лепестковые диски Угловой шлифовальный станок Износостойкий, длинный срок службы.Особенно подходит для нержавеющей стали, а также для мягкой стали. Идеально подходит для обработки дерева, металла и пластика. Угловой шлифовальный станок Металлообработка Шлифовальные станки Цинциннати Инструментальный шлифовальный станок в металлообработке Шлифовальный инструмент Угловой шлифовальный станок
Chat OnlineБестселлеры Высокоскоростной лепестковый диск для шлифования металла
Используется для углового станка средней / высокой мощности, демонстрирующего наилучшую производительность. Используется для работы с высокими нагрузками. Отличные абразивные свойства. Высокая стабильность при шлифовании труб. Металлический шлифовальный диск обеспечивает высокую производительность
Высокая стабильность при шлифовании труб. Металлический шлифовальный диск обеспечивает высокую производительность
4-дюймовые шлифовальные круги с алмазными лепестками для шлифовальных кругов для шлифовальных кругов
.SUNJOYCO 4 Diamond Cup Шлифовальный круг 12-сегментный усиленный турбо-рядный шлифовальный круг по бетону Угловой шлифовальный круг для
Chat OnlineПринадлежности для защиты шлифовального станка
Защитный кожух для шлифовального диска с заслонкой 4 1/2 «Jumbo. D284991. Просмотр продукта. 5» Jumbo Защита без ключа с лепестковым диском для малой угловой шлифовальной машины. D284992. Посмотреть продукт. 6 «Jumbo Flap Disc Защитное ограждение шлифовального станка без ключа для малой угловой шлифовальной машины
Chat OnlineCGW Шлифовальные круги с верблюжьей лапой, диски и абразивы
Шлифовальные круги с верблюжьей лапкой, диски и абразивы.Шлифовальные круги на смоле и на керамической связке отрезные круги лепестковые диски с абразивным покрытием.
Amazon Flap Disc Диски с абразивными колесами
8 декабря 2020 г. · Amazon Flap Discs Диск с абразивными колесами S SATC, 20 шт.Шлифовальные ленты Шлифовальный диск Шлифовальные круги RS Components
Шлифовальные диски, предназначенные для шлифования и придания формы таким материалам, как камень или металл.Они немного отличаются по дизайну, поэтому лучше проверить совместимость с материалом, с которым вы будете их использовать. Лепестковые диски
Chat OnlineAmazon 20 Лепестковые диски для угловой шлифовальной машины 4-1 / 2 дюйма Плоские 80
S SATC 20 Лепестковых дисков в упаковке 40/60/80/120 Шлифовальный круг с зернистостью 4,5 дюйма x 7/8 дюймов со скосом высокой плотности Тип Шлифовальный диск для угловой шлифовальной машины Абразивный шлифовальный диск # 29 Лепестковые диски 4,5 дюйма от LotFancy20PCS 40 60 80120 Шлифовальный круг с разным зерном Страница 1 из 8 Важное примечание Абразивные материалы с покрытием — это инертные продукты, которые не представляют опасности при обращении или хранении. При использовании на шлифовальных станках
При использовании на шлифовальных станках
Лепестковый диск Лепестковый диск Шлифовальный станок Угловой шлифовальный станок Лепестковый диск
Все вышеперечисленные диски изготовлены с запатентованной пластинчатой конструкцией, гарантирующей, что наибольшая часть используемого абразива находится на периферии диска и, следовательно, значительно увеличивает срок службы инструмента по сравнению с обычными лепестковыми дисками. У нас есть широкий ассортимент лепестковых дисков серии IQ.
Chat OnlineПолезный набор для шлифовки и полировки нержавеющей стали DIY
Полезный набор для шлифовальной полировки из нержавеющей стали DIY Угловые шлифовальные диски.Детали 100 Совершенно новый и качественный Изготовлен из высококачественного материала, более прочного. Лепестковый шлифовальный диск из нетканого материала, специально используемый для чистовой полировки металлов. Нейлоновый полировальный круг для шлифования
Chat OnlineКитай Производитель станков для производства абразивных дисков Flap Disc
Henan Province Machine Manufacturing Group Co. Ltd. Является ведущим поставщиком станков для абразивных материалов в качестве производителя станков для производства шлифовальных кругов, лепестковых дисков, лепестковых дисков в Китае. может предложить индивидуальные решения для автоматической линии по производству шлифовальных кругов автоматическая линия по производству откидных дисков с автоматической заслонкой
Ltd. Является ведущим поставщиком станков для абразивных материалов в качестве производителя станков для производства шлифовальных кругов, лепестковых дисков, лепестковых дисков в Китае. может предложить индивидуальные решения для автоматической линии по производству шлифовальных кругов автоматическая линия по производству откидных дисков с автоматической заслонкой
Откидной диск Откидной диск шлифовальный станок Угловой шлифовальный станок с заслонкой
Все вышеперечисленные диски производятся с запатентованной пластинчатой конструкцией, обеспечивающей большую часть пригодный к употреблению абразив расположен по периферии диска и, следовательно, значительно увеличивает срок службы инструмента по сравнению с обычными лепестковыми дисками.У нас есть широкий ассортимент лепестковых дисков серии IQ
Chat OnlineШлифование лепестковых дисков Шлифование Абразивный диск 40/60 / 40-120 10/20
Совместим с большинством угловых шлифовальных машин с максимальной скоростью 18000 об / мин (только среднее 13000 МАКС. Об / мин). Высокая универсальность Наши лепестковые диски с зернистостью 40 обладают отличными характеристиками для удаления сильной ржавчины, снятия заусенцев, шлифования сварных швов.
Об / мин). Высокая универсальность Наши лепестковые диски с зернистостью 40 обладают отличными характеристиками для удаления сильной ржавчины, снятия заусенцев, шлифования сварных швов.
Угловая шлифовальная машина Использует угловую шлифовальную машину для
инструмент, который выполняет резку, шлифовку или полировку и может быть заменен в случае износа.Познакомьтесь со своей угловой шлифовальной машиной. Перед покупкой шлифовальной машины полезно ознакомиться с настройкой
Chat OnlineЛепестковые диски Три рабочие поверхности Modern Machine Shop
26 октября 2016 · Лепестковые диски Polifan-Curve от Pferd Inc. предназначены для обеспечивают быстрый производительный и экономичный способ перехода от грубого шлифования к гладкой чистовой обработке за один этап, особенно при сварке угловых швов. Диски
Chat OnlineFlap Discsmfgnewsweb
1 ноября 2019 · Доступны диски Instant Polish диаметром 4-1 / 2 и 5 дюймов для использования при максимальной скорости 7300 об / мин и оптимальных 2000 об / мин и подходят для автомобильного транспорта продуктов питания
Chat OnlineЛепестковые диски для шлифовки и полировки металлов Empire Abrasives
Использование угловых шлифовальных машин Т27 следует использовать под углом 0-15 ° от поверхности. T29 Конические диски. Лепестковые диски типа 29 имеют абразивные листы, расположенные под небольшим углом к поверхности диска. Такая конструкция допускает более агрессивное шлифование и обычно предпочтительна для контурной обработки и обработки поверхностей. Использование угловой шлифовальной машины T29 с заслонкой
T29 Конические диски. Лепестковые диски типа 29 имеют абразивные листы, расположенные под небольшим углом к поверхности диска. Такая конструкция допускает более агрессивное шлифование и обычно предпочтительна для контурной обработки и обработки поверхностей. Использование угловой шлифовальной машины T29 с заслонкой
Полезный набор для шлифовальной полировки из нержавеющей стали DIY
Полезный набор для шлифовальной полировки из нержавеющей стали DIY Диски для угловой шлифовальной машины. Детали 100 Совершенно новый и качественный Изготовлен из высококачественного материала, более прочного.Лепестковый шлифовальный диск из нетканого материала, специально используемый для чистовой полировки металлов. Нейлоновый полировальный круг для шлифования
Chat OnlineДревесно-бетон CBN Шлифовальный шлифовальный полировальный диск
Деревянный бетон CBN Шлифовальный шлифовальный полировальный диск с заслонками для шлифовального станка. 1. Многоразовое использование для шлифования нормальной стали, мягкой стали, алюминия, чугуна, нержавеющей стали 2. Современное оборудование
1. Многоразовое использование для шлифования нормальной стали, мягкой стали, алюминия, чугуна, нержавеющей стали 2. Современное оборудование
Amazon 9-дюймовый лепестковый диск Industrial Scientific
WORKPRO Циркониевый лепестковый диск из 5 штук в упаковке Угловой шлифовальный диск с зернистостью 40 4-1 / 2-дюймовые шлифовальные круги с лепестковым шлифовальным кругом № 27 для шлифовально-смешивания и гладкой чистовой обработки 5.0 из 5 звезд 3
Chat OnlineКак шлифовать лепестковым диском на угловой шлифовальной машине YouTube
10 марта 2016 · Учебное пособие по безопасному шлифованию лепестковым диском на угловой шлифовальной машине. Абразивные продукты могут быть опасными, если они используются неправильно. Чтобы избежать
Chat OnlineКак шлифовать лепестковым кругом на угловой шлифовальной машине YouTube
10 марта 2016 · Учебное пособие по безопасному шлифованию лепестковым кругом на угловой шлифовальной машине. Абразивные материалы могут быть опасны при неправильном использовании.Чтобы избежать
Абразивные материалы могут быть опасны при неправильном использовании.Чтобы избежать
Китай производитель станков для производства абразивных дисков Flap Disc
Henan Province Machine Manufacturing Group Co.Ltd. Является ведущим поставщиком станков для абразивных материалов и производителем станков для производства шлифовальных кругов, лепестковых дисков, лепестковых дисков в Китае, мы можем предложить индивидуальные решения для автоматической линии по производству шлифовальных кругов автоматическая линия по производству лепестковых дисков автоматическая заслонка
Chat OnlineШлифовальные круги McMaster-Carr
Опорную пластину на этих дисках можно срезать, поскольку абразивные заслонки изнашиваются, что позволяет использовать больше диска вместо замены на новый.Лепестковые шлифовальные диски с охлаждением Шлифовальные диски
Chat OnlineЛепестковые диски Norton Abrasives
Лепестковые диски Лепестковые диски обеспечивают универсальное шлифование под прямым углом и позволяют шлифовать и чистить за одну операцию. Абразивные закрылки приклеены к жесткой опорной плите. Это задняя пластина, на которой
Абразивные закрылки приклеены к жесткой опорной плите. Это задняя пластина, на которой
Китай Диск шлифовального станка Китай Диск шлифовального станка
Циркониевый абразивный дискЦиркониевый абразивный шлифовальный круг — это шлифовальный станок для нержавеющей стали 1. Абразивный шлифовальный диск.2-A dvantage износостойкость 3- Области применения нержавеющая сталь металлическая деревянная фурнитура factroy. 4- Зернистость 40 # 60 # 80 # 100 # 120 # 150 # 180 # 240 # 320 # 5- размер 100 16мм 115 22мм 125 22мм 150 22мм 180 22мм 6- Шлифовальный круг марки SHARPNESS
Chat OnlineAmazon 9-дюймовая заслонка диск Industrial Scientific
WORKPRO 5 Pack Zirconia Flap Disc 40 Grit Угловая шлифовальная машина Шлифовальный диск 4-1 / 2-дюймовые шлифовальные круги Лепестковые круги Тип # 27 для шлифования, смешивания и гладкой финишной обработки Использует, как использовать угловую шлифовальную машину для
Диск (также известный как круг или лезвие) — это часть инструмента, которая выполняет резку, шлифовку или полировку, и может быть заменена при износе. Познакомьтесь со своей угловой шлифовальной машиной. Перед покупкой шлифовальной машины полезно узнать настройки.
Познакомьтесь со своей угловой шлифовальной машиной. Перед покупкой шлифовальной машины полезно узнать настройки.
Лепестковые диски Instant Polish Flap Discsmfgnewsweb
1 ноября 2019 г. · Лепестковые диски Instant Polish доступны в размерах 4-1 / 2 «и 5» размеры диаметра для использования при максимальной скорости 7300 об / мин и оптимальной 2000 об / мин и подходят для автомобильного транспорта еды
Chat OnlineШлифовальные / шлифовальные диски из оксида алюминия для угловых
Премиум-диски из оксида алюминия для угловых шлифовальных машин Выберите размер Зернистость сверху Обзор Диапазон качества шлифовальных / шлифовальных дисков из оксида алюминия, предназначенных для использования с ручными угловыми шлифовальными машинами.Все диски
Chat OnlineAmazon 20 Лепестковые диски для угловых шлифовальных машин 4-1 / 2 дюйма, плоские 80
S SATC 20 Лепестковых дисков в упаковке 40/60/80/120 Шлифовальный круг с зернистостью 4,5 дюйма x 7/8 дюймов Угловая шлифовальная машина с угловой шлифовальной машиной по плотности Шлифовальный диск Абразивный шлифовальный диск # 29 Лепестковые диски 4,5 дюйма от LotFancy20PCS 40 60 80 120 Зернистость Шлифовальная с разным зерном
Chat OnlineШлифовальные круги Отрезные круги Принадлежности для шлифовальных машин
Какие шлифовальные круги являются одними из самых популярных Отрезные круги Одними из самых популярных шлифовальных кругов являются отрезные круги DIABLO 4. 5-дюймовый алмазный круг для резки металла с 280
5-дюймовый алмазный круг для резки металла с 280
Уменьшение искрения EB Алмазные шлифовальные и отрезные диски
Алмазные шлифовальные диски EB уменьшают искрообразование до 1/100 от искрения, возникающего при использовании шлифовальных кругов на синтетической основе (вставка слева).
Алмазные шлифовальные круги Eco Brazing (EB) — лучший выбор, чем резиноид для использования в некоторых опасных средах
- Уменьшение искры до 1/100 искры, производимой кругами из синтетической резины
- Алмазная крошка выступает выше алмаза EB диск по сравнению с традиционными алмазными кругами, обеспечивая большую износостойкость, более длительный срок службы и режущую способность
- Опорный диск из высокопрочной стали уменьшает толщину листа для легкого круга, что позволяет выполнять шлифование с большим числом оборотов
- Высокий предел текучести делает стальной опорный диск эластичным, помогая
- Уменьшение искрообразования увеличивает видимость детали
- Не одобрено ATEX — искры возникают во время шлифования (см. примечание ниже)
- Алмаз EB круг изнашивается примерно на 1% больше, чем круг из резиноида, что значительно снижает количество абразивной пыли t emitted
 примечание ниже)
примечание ниже) Выбор алмазных шлифовальных и отрезных дисков EB с уменьшенным искрообразованием
Отрезные круги EB — «Слайсер» для резки металла и др.
Алмазные отрезные круги Eco Brazing (EB) от CS Unitec предназначены для резка стальных и нержавеющих труб, труб, болтов и пластин, а также композитов, стекловолокна и других материалов.- Технические характеристики
- Информация для заказа
| Размеры | Диаметр: 4 дюйма, 4-1 / 2 дюйма, 7 дюймов, 9 дюймов |
|---|---|
| Зернистость | 30, 50 |
| 7/8 « |
| Деталь № | Размер (диаметр x оправка) | Зернистость | Макс. скорость скорость | Количество | |
|---|---|---|---|---|---|
| EBC40078664 | x «50 | 13000 об / мин | 1 диск | ||
| EBC4507830C | 4-1 / 2″ x 7/8 « | 30 | 13000 об / мин | 1 диск | EBC |
| 50 | 13000 об / мин | 1 диск | |||
| EBC7007850C | 7 дюймов x 7/8 « | 50 | 8,500 об / мин | 1 диск | 9 дюймов x 7/8 дюймов | 90 266 508,500 об / мин | 1 диск |
EB Комбинированные (шлифовально-отрезные) круги
Комбинированные алмазные шлифовальные и отрезные круги Eco Brazing (EB) по металлу от CS Unitec предназначены для шлифования и резки стали и болты из нержавеющей стали и пластина.
- Технические характеристики
- Информация для заказа
| Размеры | Диаметр: 4 дюйма, 5 дюймов, 7 дюймов |
|---|---|
| Зернистость | 35, 50 | ” |
| Номер для заказа | Размер (диаметр x оправка) | Зернистость | Макс. Скорость Скорость | Количество | |
|---|---|---|---|---|---|
| EB400783566CM | 4 | 13000 об / мин | 1 диск | ||
| EB4507850CM | 4 «x 7/8» | 50 | 13000 об / мин | 1 диск | |
| EB5007850CM | 713000 об / мин | 1 диск | |||
| EB7007835CM | 7 дюймов x 7/8 дюймов | 35 | 8,500 об / мин | 1 диск | |
| EB700785066 7 | 7 66 508,500 об / мин | 1 диск |
Кластерные круги EB (чистка — шлифование)
Алмазные кластерные круги Eco Brazing (EB) от CS Unitec предназначены для удаления краски, ржавчины и эпоксидной смолы с металла .Также для удаления большого количества материала со стекловолокна, композитов и пластмасс без нагрузки, как традиционные абразивные материалы.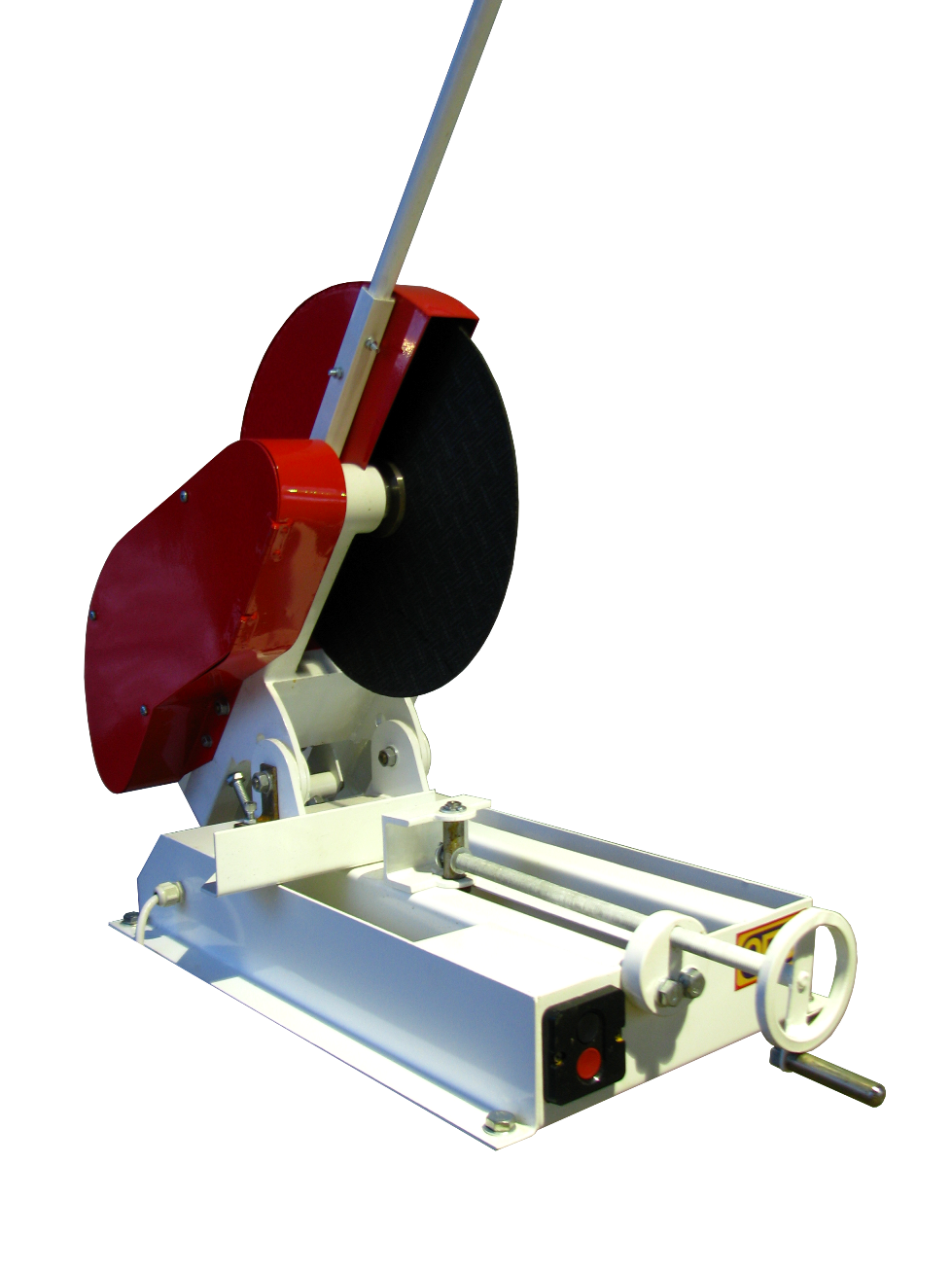
Осторожно: Пользователь должен соблюдать все соответствующие правила техники безопасности при выборе инструмента для своей конкретной рабочей среды. Соблюдайте все соответствующие правила техники безопасности (ATEX, OSHA, ANSI и т. Д.) Для всех шлифовальных работ, в том числе для работы в опасных средах. Соблюдайте все соответствующие OSHA и международные правила техники безопасности при шлифовании металла, стекловолокна, твердых пластмасс и т. Д.
- Технические характеристики
- Информация для заказа
| Размеры | Диаметр: 4 дюйма, 4-1 / 2 дюйма, 7 дюймов |
|---|---|
| Зернистость | 80 |
| Размер оправки | 7/2 902 « |
| Номер детали | Размер (диам. X оправка) | Зернистость | Макс. Скорость | Количество |
|---|---|---|---|---|
| EB4007880CLSF | 4 «x 7/8» | 80 | 13000 об / мин | 1 диск |
| EB4507880CLSF | 7 4-1 / 2 » | 13000 об / мин | 1 диск | |
| EB7007880CLSF | 7 дюймов x 7/8 дюймов | 80 | 8,500 об / мин | 1 диск |
92360 EB700 Хотя было доказано, что алмазные диски EB уменьшают искрение, мы не утверждаем, что искрение будет устранено.
 Соблюдайте все соответствующие правила техники безопасности (ATEX, OSHA, ANSI) для всех шлифовальных работ, в том числе для работы в опасных средах.
Соблюдайте все соответствующие правила техники безопасности (ATEX, OSHA, ANSI) для всех шлифовальных работ, в том числе для работы в опасных средах.- Технические характеристики
- Информация для заказа
| Размеры | Диаметр: 4 дюйма, 7 дюймов |
|---|---|
| Макс. скорость | 13000 об / мин (4 дюйма) или 8500 об / мин (7 дюймов) |
| Идеальная скорость | 6000 об / мин (4 дюйма) или 3300 об / мин (7 дюймов) |
| Крупа | 50, 60 |
| Размер оправки | 7/8 ” |
| Арт. | Размер (диам. X оправка) | Зернистость | Макс. Скорость | Количество |
|---|---|---|---|---|
| EB4007850 | 4 «x 7/8» | 50 | 13000 об / мин | 1 диск |
| EB4007860 | 4 «x 7/866» | об / мин об / мин1 диск | ||
| EB7007850 | 7 дюймов x 7/8 дюймов | 50 | 8,500 об / мин | 1 диск |
| EB7007860 | 7 дюймов x 7/8 дюйма | 7 дюймов x 7/8 дюймов 902 | 1 диск |
Металлы | Бесплатный полнотекстовый | Характеристики абразивного диска при сухой резке среднеуглеродистой стали
1. Введение
Абразивные диски обычно используются в цехах металлообработки для резки слябов и прутков из низко- и среднеуглеродистых сталей. Этот тип инструмента позволяет выполнять резку, обрезку, удаление заусенцев, подготовку сварочных заготовок и полировку поверхности. Для механиков и техников стоимость дисков и срок их службы являются важными аспектами повседневного производства. С другой стороны, (а) тип и размер абразива и (б) дисковая связка являются двумя наиболее влияющими переменными. Принимая это во внимание, существует два типа абразивных дисков для ручных машин: (а) диски с металлическим корпусом, использующие алмаз в качестве абразива, обычно используемые для резки кирпичной кладки, мрамора и керамики [1,2], и (б) те, которые обычно включая оксид алюминия (Al 2 O 3 ) или карбид кремния (Si 3 N 4 ) в качестве зернистых материалов, обычно используемых для резки металлов [3,4]. Введение
Введение Абразивная резка — это, в основном, операция по созданию узкой и глубокой канавки путем абразивного истирания до достижения всей отрезанной детали. Например, в представленной работе абразивные диски используются для резки прямоугольных прокатных профилей из конструкционной стали. Эта операция обычно выполняется в сухих условиях, поскольку использование охлаждающих жидкостей с помощью ручных или полуавтоматических машин всегда сложно.
Например, в представленной работе абразивные диски используются для резки прямоугольных прокатных профилей из конструкционной стали. Эта операция обычно выполняется в сухих условиях, поскольку использование охлаждающих жидкостей с помощью ручных или полуавтоматических машин всегда сложно.
 В шлифовании хорошо известны операции правки и восстановления формы круга. Правка круга требуется, когда (а) либо шлифовальный круг должен сохранять свою форму, либо (б) когда твердость связки круга настолько высока, что не позволяет высвободиться только что изношенным абразивным частицам. Следовательно, требуется правка, чтобы вернуть форму круга к его исходной геометрии и / или режущей способности. Таким образом, Chowdhury et al. [6] разработали метод оценки износа колеса с помощью изображений, полученных с топографии колеса, при различных условиях правки с использованием вращающихся инструментов правки.Более того, Daneshi et al. [7] работал над вращательной правкой кубического нитрида бора (CBN) и корундовых шлифовальных кругов. Они обнаружили, что переодевание по сравнению с перевязкой значительно улучшает шероховатость шлифованных деталей. Однако их выводы относились только к корпусу корундового круга, поскольку круги из CBN не претерпели поддающегося количественной оценке износа (Кроме того, Палмер и др.
В шлифовании хорошо известны операции правки и восстановления формы круга. Правка круга требуется, когда (а) либо шлифовальный круг должен сохранять свою форму, либо (б) когда твердость связки круга настолько высока, что не позволяет высвободиться только что изношенным абразивным частицам. Следовательно, требуется правка, чтобы вернуть форму круга к его исходной геометрии и / или режущей способности. Таким образом, Chowdhury et al. [6] разработали метод оценки износа колеса с помощью изображений, полученных с топографии колеса, при различных условиях правки с использованием вращающихся инструментов правки.Более того, Daneshi et al. [7] работал над вращательной правкой кубического нитрида бора (CBN) и корундовых шлифовальных кругов. Они обнаружили, что переодевание по сравнению с перевязкой значительно улучшает шероховатость шлифованных деталей. Однако их выводы относились только к корпусу корундового круга, поскольку круги из CBN не претерпели поддающегося количественной оценке износа (Кроме того, Палмер и др. [8] выполнили полную работу по алмазной правке двух типов шлифовальных кругов, один из которых имеет специальную зернистость. (специальный и определенный рисунок) и другой со случайной зернистостью, оба предназначены для шлифования никелевых суперсплавов.Таким образом, они изучили влияние скорости подачи и правки на производительность процесса. Они измерили мощность и шероховатость на шлифованных поверхностях, с одной стороны, и топографию абразивных кругов с помощью SEM, с другой; Главный вывод заключался в том, что скорость подачи алмазного правочного станка является наиболее влияющим параметром, из чего следует вывод, что при увеличении подачи одновременно снижается потребление энергии, но одновременно увеличивается и шероховатость. Для инженерной крупы эта взаимосвязь не казалась столь очевидной. Lagel et al. [9] сравнили диски с эко-смолами в качестве связующего с традиционными.Эти эко-диски включали три различных средних размера абразива: 0,7, 0,4 и 0,25 мм. Эко-диск с зернистостью 0,25 мм и 150% долей абразивного материала / связующего показал лучшие характеристики.
[8] выполнили полную работу по алмазной правке двух типов шлифовальных кругов, один из которых имеет специальную зернистость. (специальный и определенный рисунок) и другой со случайной зернистостью, оба предназначены для шлифования никелевых суперсплавов.Таким образом, они изучили влияние скорости подачи и правки на производительность процесса. Они измерили мощность и шероховатость на шлифованных поверхностях, с одной стороны, и топографию абразивных кругов с помощью SEM, с другой; Главный вывод заключался в том, что скорость подачи алмазного правочного станка является наиболее влияющим параметром, из чего следует вывод, что при увеличении подачи одновременно снижается потребление энергии, но одновременно увеличивается и шероховатость. Для инженерной крупы эта взаимосвязь не казалась столь очевидной. Lagel et al. [9] сравнили диски с эко-смолами в качестве связующего с традиционными.Эти эко-диски включали три различных средних размера абразива: 0,7, 0,4 и 0,25 мм. Эко-диск с зернистостью 0,25 мм и 150% долей абразивного материала / связующего показал лучшие характеристики. Байдакова и Орлова [10] сосредоточились на оценке влияния формы и однородности абразивных частиц на производительность резания; шлифовальные круги с специально разработанной зернистостью дали хорошие результаты, так как они сократили время резания, улучшили шероховатость заготовки и прослужили на 20% и 25% дольше. Ni et al. [11] провели испытания на резку с использованием четырех различных методов охлаждения смазки, все из которых были экологически чистыми (сухая; вода; вода + графит; вода + поверхностно-активное вещество; вода + графит + поверхностно-активное вещество).Благодаря одновременному измерению коэффициента ускорения, усилия сдвига и наклона поверхности реза наилучшие результаты были получены в случае вода + поверхностно-активное вещество. Однако не было установлено никакой связи между физическими свойствами смазочных жидкостей и полученными результатами. Один из видов деградации абразивного круга обычно известен как «засорение». Родригес и др. [12] экспериментировали с различными системами смазки (обычная, минимальное количество смазки MQL и чистящая струя MQL +) при внешнем круглом шлифовании стали AISI 4340, принимая засорение в качестве основного индикатора процесса деградации.
Байдакова и Орлова [10] сосредоточились на оценке влияния формы и однородности абразивных частиц на производительность резания; шлифовальные круги с специально разработанной зернистостью дали хорошие результаты, так как они сократили время резания, улучшили шероховатость заготовки и прослужили на 20% и 25% дольше. Ni et al. [11] провели испытания на резку с использованием четырех различных методов охлаждения смазки, все из которых были экологически чистыми (сухая; вода; вода + графит; вода + поверхностно-активное вещество; вода + графит + поверхностно-активное вещество).Благодаря одновременному измерению коэффициента ускорения, усилия сдвига и наклона поверхности реза наилучшие результаты были получены в случае вода + поверхностно-активное вещество. Однако не было установлено никакой связи между физическими свойствами смазочных жидкостей и полученными результатами. Один из видов деградации абразивного круга обычно известен как «засорение». Родригес и др. [12] экспериментировали с различными системами смазки (обычная, минимальное количество смазки MQL и чистящая струя MQL +) при внешнем круглом шлифовании стали AISI 4340, принимая засорение в качестве основного индикатора процесса деградации. Они пришли к выводу, что в предлагаемой системе очистки струей MQL + используется на 75% меньше смазочно-охлаждающей жидкости, но при этом наблюдается немного более высокая адгезия. Тем не менее, сталь AISI 4340, похоже, не вызывала засорения абразивных кругов. Денкена и Гроув [13] изучали взаимозависимости между алмазными шлифовальными кругами на бронзовой связке во время шлифования твердых металлов. Результаты показали, что силы шлифования (нормальные и тангенциальные), а также износ абразивного круга уменьшились. Однако влияние температуры резания на износ круга не рассматривалось.Zhao et al. [14] провели испытания мелкозернистого шлифования титанового сплава с обычным CBN и другого с модифицированными абразивными зернами. Они регистрировали шлифовальные усилия, коэффициент ускорения и износ. Основной вывод заключался в том, что большее количество режущих кромок, доступных в модифицированном зерне CBN, сделало процесс усовершенствованным. Настоящая работа направлена на оценку режущих характеристик абразивных дисков при сухой резке прутков из среднеуглеродистой стали.
Они пришли к выводу, что в предлагаемой системе очистки струей MQL + используется на 75% меньше смазочно-охлаждающей жидкости, но при этом наблюдается немного более высокая адгезия. Тем не менее, сталь AISI 4340, похоже, не вызывала засорения абразивных кругов. Денкена и Гроув [13] изучали взаимозависимости между алмазными шлифовальными кругами на бронзовой связке во время шлифования твердых металлов. Результаты показали, что силы шлифования (нормальные и тангенциальные), а также износ абразивного круга уменьшились. Однако влияние температуры резания на износ круга не рассматривалось.Zhao et al. [14] провели испытания мелкозернистого шлифования титанового сплава с обычным CBN и другого с модифицированными абразивными зернами. Они регистрировали шлифовальные усилия, коэффициент ускорения и износ. Основной вывод заключался в том, что большее количество режущих кромок, доступных в модифицированном зерне CBN, сделало процесс усовершенствованным. Настоящая работа направлена на оценку режущих характеристик абразивных дисков при сухой резке прутков из среднеуглеродистой стали. Критерий испытания «стоп-резание» был установлен на основе общей поверхности стали, которую нужно разрезать, в то время как другие авторы использовали длину резания [4].Аналогичным образом, износ диска измеряли по (а) изменению внешнего диаметра колеса и (б) потере веса диска. Кроме того, были оценены окончательный профиль абразивного диска и мелкая топография для определения связывания абразивных частиц с матричным связующим.
Критерий испытания «стоп-резание» был установлен на основе общей поверхности стали, которую нужно разрезать, в то время как другие авторы использовали длину резания [4].Аналогичным образом, износ диска измеряли по (а) изменению внешнего диаметра колеса и (б) потере веса диска. Кроме того, были оценены окончательный профиль абразивного диска и мелкая топография для определения связывания абразивных частиц с матричным связующим.2. Материалы и методы
Испытываемым материалом служили горячекатаные прямоугольные профили из низкоуглеродистой стали (сталь AISI 1020, U.T.S. 424 МПа, твердость 120 HBN) сечением 32 мм × 8 мм. Сталь AISI 1020 (C 0,21 мас.%, Mn 0,42 мас.%) Очень распространена в конструкциях, а также используется в качестве профилей для легкого машиностроения.«Собственный» испытательный стенд был специально разработан и адаптирован для тестирования в этом проекте; он был очень жестким, чтобы исключить вибрации и геометрические неточности. Стенд для испытаний (рисунок 1) состоял из стола, на котором прокатанные профили зажимались губками. Рабочий стол мог перемещаться в горизонтальной плоскости по двум осям с помощью двух серводвигателей постоянного тока, управляемых программируемым управлением.
Рабочий стол мог перемещаться в горизонтальной плоскости по двум осям с помощью двух серводвигателей постоянного тока, управляемых программируемым управлением.Что касается главного шпинделя, то это была ручная угловая шлифовальная машина (Dewalt ™ модель DWE 4214, Леола, Пенсильвания, США) мощностью 1200 Вт и 11000 об / мин, способная перемещать абразивно-отрезные круги с максимальным диаметром 115 мм.Эта передняя бабка была закреплена на структурной перемычке, расположенной над столом, с возможностью ручной регулировки высоты для установки положения между дисками и испытательным образцом. Все испытания проводились в сухих условиях, чтобы ускорить процесс износа и, таким образом, сделать возможными лабораторные испытания без огромного количества испытательных образцов; с другой стороны, сухой — типичный способ резки в мастерских. Операции по отсечке часто выполняются на месте, где использование охлаждающей жидкости или минимального количества смазки затруднено.
Были проведены некоторые предварительные испытания для определения максимальной скорости подачи с учетом максимального электрического тока 7 А, обеспечиваемого шлифовальной машиной. В результате скорость 250 мм / мин оставалась постоянной во всех проведенных испытаниях. В качестве «критерия окончания испытаний» было установлено количество резов на диск из 12, что эквивалентно общей поверхности реза 3072 мм 2 за эксперимент, чтобы измерение износа было более независимым от обоих стальных профилей. и диаметр диска (диаметр диска изменяется во время испытаний из-за износа).Всего было протестировано шестьдесят восемь различных типов дисков 17 различных композиций. Наконец, в этой работе были подробно изучены четыре типа, которые показали уровни износа со значительными различиями:
В результате скорость 250 мм / мин оставалась постоянной во всех проведенных испытаниях. В качестве «критерия окончания испытаний» было установлено количество резов на диск из 12, что эквивалентно общей поверхности реза 3072 мм 2 за эксперимент, чтобы измерение износа было более независимым от обоих стальных профилей. и диаметр диска (диаметр диска изменяется во время испытаний из-за износа).Всего было протестировано шестьдесят восемь различных типов дисков 17 различных композиций. Наконец, в этой работе были подробно изучены четыре типа, которые показали уровни износа со значительными различиями:
с наиболее высоким износом, названные DE;
с наименьшим износом, обозначенные PE и SP; и
с промежуточным износом, обозначенные TB.
Для каждого типа диска было выполнено четыре повторения резания; максимальное допустимое расхождение составляло 5% перед повторением одного нерегулярного теста.
PE, SP и TB имели размер зерна № 46, что соответствует среднему диаметру 0,355 мм и различным связующим материалам. Толщина диска варьировалась от 1,60 мм до 1,65 мм. С другой стороны, диск типа DE имел размер зерна 0,250 мм и толщину 1,50 мм.
Толщина диска варьировалась от 1,60 мм до 1,65 мм. С другой стороны, диск типа DE имел размер зерна 0,250 мм и толщину 1,50 мм.
После испытаний на резку макрогеометрический износ диска был измерен с использованием различных методов, а именно (i) штангенциркуля, (ii) по изменению веса диска непосредственно перед и после каждого испытания, (iii) с помощью оптической микроскопии и (iv) конфокальным микроскопом.Целью измерения было оценить потерю массы дисков и уменьшение диаметра. Вариация диаметра проверялась с помощью цифрового штангенциркуля Tesa © модель 00530084 (Tesa, Renens, Швейцария). Для изменения веса использовались электронные весы Moretti © модели OAC 2.4 с разрешением 0,2. Измерения дисков проводились до (новых) и после (финальных) испытаний.
Впоследствии поверхности дисков были оцифрованы для оценки потери абразивно-режущей способности (микрогеометрический износ). Так, для этой цели использовались оптический микроскоп Leica © DMS300 и конфокальный микроскоп Leica DCM30 (Leica, Wetzlar, Германия). Стандартные параметры шероховатости ISO 25178 были использованы для количественной оценки микрогеометрического износа.
Стандартные параметры шероховатости ISO 25178 были использованы для количественной оценки микрогеометрического износа.
Шероховатость поверхности стальных образцов измерялась портативным профилометром (Taylor Hobson ® , модель Surtronic 3+, Лестер, Великобритания), а изображения поверхности среза были получены с помощью сканирующей электронной микроскопии (FEI ™ модель QUANTA 250 FEG, Хиллсборо, штат Орегон, США). СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ). Наконец, диски были проанализированы с помощью компьютерной томографии с помощью X-Cube A5
3. Результаты и обсуждение
Экспериментальные результаты, касающиеся различных аспектов, объясняются в следующих разделах, а именно: макрогеометрический износ, микрогеометрический износ и качество конечной поверхности реза.
3.1. Макрогеометрический износ
Макрогеометрический износ определяется как потеря или уменьшение диаметра диска. Этот тип износа следует типичной кривой износа, аналогичной нескольким процессам деградации при истирании. Результаты собраны в таблице 1, которая показывает среднее изменение диаметра и веса четырех проанализированных типов дисков.Также указаны средняя толщина каждого типа диска, удаленный материал и расчетное соотношение G. После 12 разрезов на диск результаты показали, что диски PE и TB удалили наибольший объем, а затем диски SP и DE. В отличие от [5] показатель износа G-ratio показал заметные отличия. Наибольшую способность к удалению материала относительно износа показал диск из полиэтилена, за которым следовал диск SP. На рисунке 2 представлен износ, измеренный на миллиметр ширины диска. Результаты показывают линейную корреляцию, которая дает представление о надежности полученных результатов.Общая тенденция аналогична представленной Мартыненко и др. [2] для резки бетона. Измерения, проведенные с помощью конфокального микроскопа, показали износ по поперечному сечению диска, который в некоторых случаях оказался неоднородным.
Этот тип износа следует типичной кривой износа, аналогичной нескольким процессам деградации при истирании. Результаты собраны в таблице 1, которая показывает среднее изменение диаметра и веса четырех проанализированных типов дисков.Также указаны средняя толщина каждого типа диска, удаленный материал и расчетное соотношение G. После 12 разрезов на диск результаты показали, что диски PE и TB удалили наибольший объем, а затем диски SP и DE. В отличие от [5] показатель износа G-ratio показал заметные отличия. Наибольшую способность к удалению материала относительно износа показал диск из полиэтилена, за которым следовал диск SP. На рисунке 2 представлен износ, измеренный на миллиметр ширины диска. Результаты показывают линейную корреляцию, которая дает представление о надежности полученных результатов.Общая тенденция аналогична представленной Мартыненко и др. [2] для резки бетона. Измерения, проведенные с помощью конфокального микроскопа, показали износ по поперечному сечению диска, который в некоторых случаях оказался неоднородным. Следовательно, на рис. 3 показаны четыре трехмерные топографии, полученные для каждого из четырех типов дисков. Что касается дисков DE и TB, наблюдается более однородная текстура без различия между зерном и связующим материалом, поскольку выступы зерна меньше. То есть, если взять длину от 4 мм до 10 мм по оси X, высота будет варьироваться примерно от 1100 мм до 1300 мм.Таким образом, результаты на Рисунке 3 показывают, что диски DE и TB имеют самые плоские области, в то время как диски PE и SP показывают абразивные зерна с промежутком между ними, что подразумевает большую абразивную резку и свободное пространство для удаления небольших стружек. Некоторые более конкретные измерения показаны на рисунке 4. На рисунке 4 показаны профили, которые определяют деградацию формы дисков. Результаты показывают, что диск DE теряет материал равномерно по всей ширине с самым плоским профилем. Однако у остальных дисков более выраженный износ проявляется по бокам, при этом диск SP имеет меньший радиус в профиле (менее равномерный износ).
Следовательно, на рис. 3 показаны четыре трехмерные топографии, полученные для каждого из четырех типов дисков. Что касается дисков DE и TB, наблюдается более однородная текстура без различия между зерном и связующим материалом, поскольку выступы зерна меньше. То есть, если взять длину от 4 мм до 10 мм по оси X, высота будет варьироваться примерно от 1100 мм до 1300 мм.Таким образом, результаты на Рисунке 3 показывают, что диски DE и TB имеют самые плоские области, в то время как диски PE и SP показывают абразивные зерна с промежутком между ними, что подразумевает большую абразивную резку и свободное пространство для удаления небольших стружек. Некоторые более конкретные измерения показаны на рисунке 4. На рисунке 4 показаны профили, которые определяют деградацию формы дисков. Результаты показывают, что диск DE теряет материал равномерно по всей ширине с самым плоским профилем. Однако у остальных дисков более выраженный износ проявляется по бокам, при этом диск SP имеет меньший радиус в профиле (менее равномерный износ). Этот износ тесно связан с классом диска и необходим для предотвращения повреждения поверхности среза прутка. Форма выравнивания профиля подразумевает большую контактную поверхность детали колеса с большей силой [15].
Этот износ тесно связан с классом диска и необходим для предотвращения повреждения поверхности среза прутка. Форма выравнивания профиля подразумевает большую контактную поверхность детали колеса с большей силой [15].3.2. Микрогеометрический износ
Во-первых, был рассмотрен микрогеометрический износ каждого диска. Были проанализированы кривые Эботта-Файерстоуна трехмерной оцифрованной поверхности, поскольку они являются одним из графиков, на которых в измерениях шероховатости не используется линия среднего значения, что интересно для этого типа неоднородной поверхности.
Функциональные параметры кривой Аботта-Файерстоуна (основанные на графическом построении): Sk, Spk и Svk. Таким образом, Sk — «толщина» центральной части поверхности, то есть сердцевины; Spk — высота пика над ядром; Svk — глубина впадины под ядром. Принимая во внимание эти определения, Spk представляется наиболее репрезентативным параметром для количественной оценки износа поверхности дисков, поскольку он является показателем плоскостности поверхности по сравнению с сердечником и впадинами.
 Арматурные конструкции могут следовать разным схемам.В исследуемых дисках арматура выполнена из стекловолокна с плоским рисунком. Однако между ними были большие различия, потому что они были от разных производителей. На рис. 7 показаны различные структуры дисков из DE и PE, полученные с помощью микроскопа Leica DMS300 при 10-кратном увеличении. Это было измерено для количественной оценки различных рисунков поверхности.
Арматурные конструкции могут следовать разным схемам.В исследуемых дисках арматура выполнена из стекловолокна с плоским рисунком. Однако между ними были большие различия, потому что они были от разных производителей. На рис. 7 показаны различные структуры дисков из DE и PE, полученные с помощью микроскопа Leica DMS300 при 10-кратном увеличении. Это было измерено для количественной оценки различных рисунков поверхности.Таким образом, диск DE имеет более широкую структуру с внутренней квадратной стороной 1,75 мм и шириной из стекловолокна 0,62 мм. С другой стороны, полиэтиленовый диск имеет размер стороны 1.00 мм при ширине стекловолокна 0,90 мм. Размер диска SP составляет 1,16 мм при ширине стекловолокна 0,85 мм, а размер диска TB — 1,36 мм со стороны отверстия сетки при ширине стекловолокна 0,85 мм (значения являются средними из 20 измерений на диск).
Таким образом, диск SP имеет более рассеянную структуру, даже несмотря на то, что геометрия аналогична геометрии диска PE. Диск TB, однако, имеет менее плоскую структуру.
Диск TB, однако, имеет менее плоскую структуру.
На основании этих изображений и испытаний на резку сделан вывод, что наибольший износ наблюдается у дисков с большой «открытой сеткой» и меньшей шириной стекловолокна, что придает им меньшую стойкость к радиальному износу (макроизнашиванию).Остальные диски показали аналогичное соотношение, так как диск с наименьшим износом был диском с самой плотной сеткой.
На рисунке 8 показана взаимосвязь между коэффициентом G и размером открытой ячейки, из чего следует, что размер ячейки также является еще одним параметром, который следует учитывать при анализе износа диска из-за его влияния на жесткость диска. Что касается рентгеновского контроля, он показывает, что все диски имели одинаковую плотность во всем их объеме снаружи внутрь (каждый), хотя между ними были различия в плотности.Рисунок 9 показывает разницу. Таким образом, в дисках DE были большие области с меньшей плотностью, чем в дисках из PE, то есть удерживание сетки меньше в дисках DE, которое увеличивается из-за меньшего размера зерна. Это еще одна причина, по которой диски DE имели больший износ, чем другие три типа, которые имеют более однородную плотность. Некоторые литературные наблюдения связаны с разрушением стекловолокна, армированного тканым стекловолокном [16,17].
Это еще одна причина, по которой диски DE имели больший износ, чем другие три типа, которые имеют более однородную плотность. Некоторые литературные наблюдения связаны с разрушением стекловолокна, армированного тканым стекловолокном [16,17].3.3. Качество детали
Чтобы изучить, повлияло ли на деталь деградация диска и качество, были проанализированы некоторые поверхности обрезанных стальных профилей в случаях дисков с наибольшим износом (т.е.д., ДЭ — образец ДЭ1) и наименее износостойкого (ПЭ — образец ПЭ3).
Для этого была измерена шероховатость поверхностей реза и получены изображения с помощью СЭМ. Результаты по шероховатости показаны в Таблице 2. Как показано в Таблице 2, шероховатость после абразивной резки с диском DE на 49% больше, чем с диском из ПЭ. С одной стороны, зерно, оставшееся более прочным, приводит к плоскому износу зерна , таким образом создавая сильно отрицательные передние углы при микрогеометрии резания (абразивные зерна вызывают процесс резания материала с микроудалением, поэтому передний угол можно определить, как в случае механической обработки). Этот тип износа увеличивает потребление энергии и может повредить стальную деталь в тяжелых случаях, но в то же время улучшает качество поверхности за счет преобладания эффектов шелушения и трения над срезанием (срезание является наиболее важным процессом при резке). С другой стороны, более мягкий диск с более высоким износом имеет связующее, которое удерживает абразивные зерна с меньшим усилием, тем самым высвобождая их вместо сильного износа зерна. Следовательно, его абразивные режущие способности более агрессивны, оставляя более шероховатые поверхности среза.Кроме того, хотя этот тип диска приводит к более высокому потреблению колеса, обычно он потребляет меньше энергии [18]. На рис. 10 показаны СЭМ-изображения, соответствующие поверхностям среза прутка с дисками из DE и PE.
Этот тип износа увеличивает потребление энергии и может повредить стальную деталь в тяжелых случаях, но в то же время улучшает качество поверхности за счет преобладания эффектов шелушения и трения над срезанием (срезание является наиболее важным процессом при резке). С другой стороны, более мягкий диск с более высоким износом имеет связующее, которое удерживает абразивные зерна с меньшим усилием, тем самым высвобождая их вместо сильного износа зерна. Следовательно, его абразивные режущие способности более агрессивны, оставляя более шероховатые поверхности среза.Кроме того, хотя этот тип диска приводит к более высокому потреблению колеса, обычно он потребляет меньше энергии [18]. На рис. 10 показаны СЭМ-изображения, соответствующие поверхностям среза прутка с дисками из DE и PE. Следовательно, на поверхности, прорезанной DE-диском (мягкий диск), появился более неровный рисунок поверхности с некоторыми участками, включающими прилипшие частицы. Частицы принадлежали самому стальному бруску, которые не были должным образом эвакуированы, поскольку охлаждающая жидкость не использовалась, в то время как другие частицы принадлежали зернам абразивного диска, которые были отделены во время абразивного процесса.
Поверхности, соответствующие резке ПЭ диском (более твердый диск), имели более однородный вид, почти без адгезии, поэтому в этом случае качество поверхности детали было лучше. Хотя металлографические исследования также проводились с целью определения возможных изменений микроструктуры (зона термического влияния, размер зерна, микротвердость), никаких различий в ходе этих исследований не наблюдалось.
Наконец, таблица 3 оценивает отрезные диски во время испытаний, оценивая их от 1 (лучший) до 4 (худший), так что случай с наименьшим суммированием будет в целом лучшим, а вариант с наибольшим суммированием будет в целом худшим.Таким образом, диски ранжируются PE, SP, TB и DE от лучших до худших по общим характеристикам. Что касается цен, то между ними нет существенной разницы.
4. Выводы
В данной работе был проведен анализ износа дисков, используемых для абразивной резки прутков из мягкой стали.
Были исследованы четыре типа дисков разного состава.
Полиэтиленовый диск обеспечивает максимальную режущую способность при минимальном износе (большее соотношение G).Износ диска был измерен макро- и микрогеометрически.Уменьшение диаметра оценивалось двумя способами: контролем веса и измерением диаметра штангенциркулем, в то время как потеря абразивно-режущей способности анализировалась с помощью функциональных параметров 3D кривой Abott-Firestone (в основном Spk) и с помощью 2D оценка поверхности реза.
Что касается абразивной структуры внутренней сетки, можно сделать вывод, что диски с наибольшим износом были диски с более «открытой сеткой». Также была установлена линейная зависимость между качеством открытой сетки и коэффициентом G для исследуемых дисков.
С помощью рентгеновских лучей была оценена внутренняя плотность связки дисков, и сделан вывод, что диски с наибольшим износом (DE) имеют низкую плотность, что увеличивает их износ из-за отсутствия сопротивления.
Круги абразивного диска определялись четырьмя параметрами: плоскостность контакта диска с поверхностью, экспонирование зерна, параметр Spk и размер ячеек.
 Полиэтиленовый диск обеспечивает максимальную режущую способность при минимальном износе (большее соотношение G).
Полиэтиленовый диск обеспечивает максимальную режущую способность при минимальном износе (большее соотношение G).
Таким образом, абразивные диски для деталей из низкоуглеродистой стали должны соответствовать:
Более крупный размер зерна с большим выступом зерна
Более высокое удерживание зерна за счет связующего материала
Более плотная сетка из стекловолоконной матрицы
В будущих работах будет установлен датчик веса, чтобы регистрировать силы резания при сухой резке с целью сбора потребляемой мощности.Также будут проверены изменения в зерновых формах [19]. Ожидается, что по мере износа диска потребление энергии будет увеличиваться. Тем не менее, должно быть очень интересно узнать, как изменяется кривая мощности в зависимости от стадии износа, чтобы можно было проанализировать способность к заточке дисков. Следующим шагом будет резка разнородных материалов [20], потому что трубы и металлические профили регулярно отрезаются с помощью ручных пил.
Глоссарий терминов по электроинструментам
Абразивный круг (включая алмазные круги) — вращающийся аксессуар, предназначенный для шлифования, резки или удаления материала с различных материалов, таких как металл или бетон.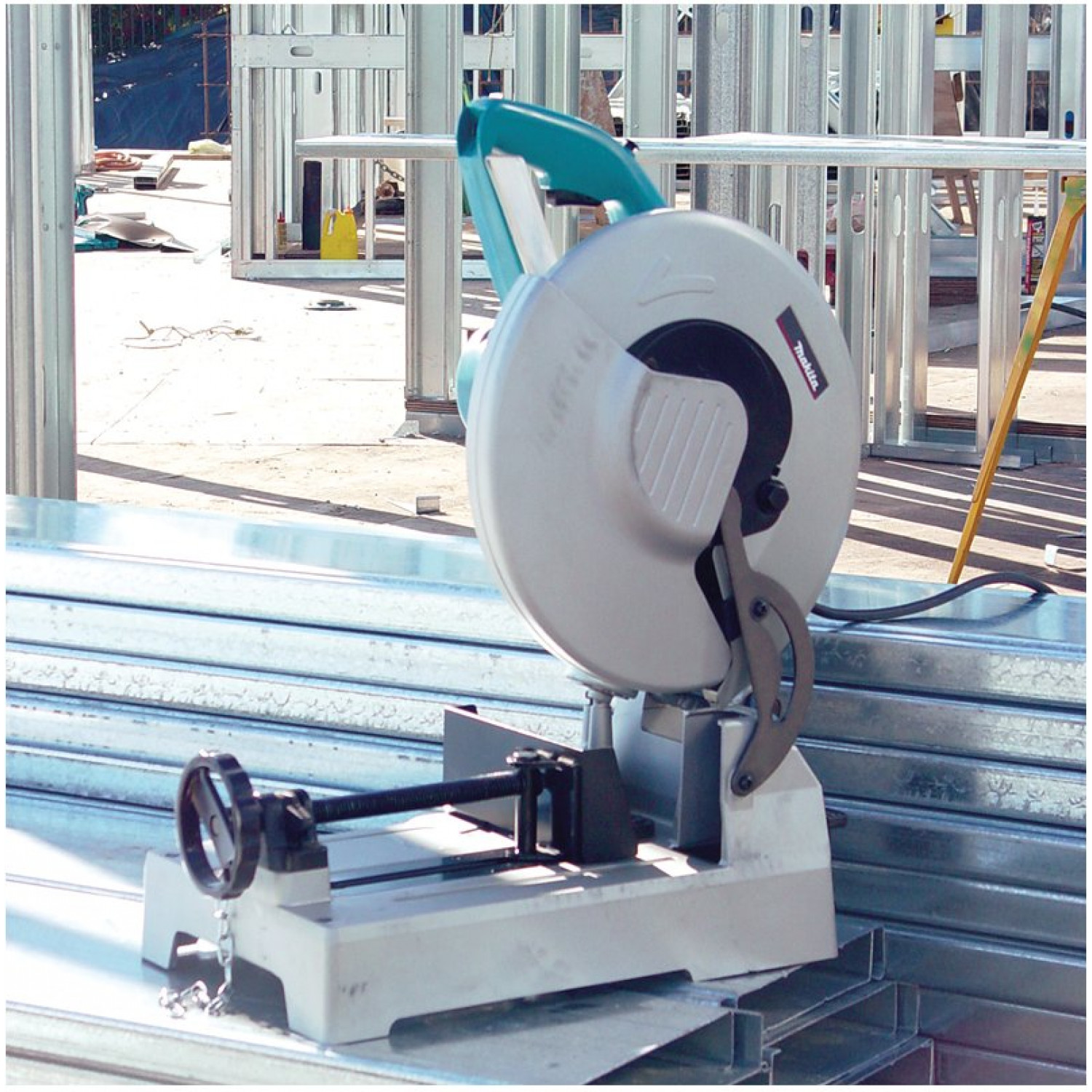 Вот некоторые колеса, которые встречаются чаще всего:
Вот некоторые колеса, которые встречаются чаще всего:
Круг типа 1 — Круг с толстым диском, предназначенный для шлифования по периферии, как в настольных или прямых шлифовальных машинах.
Колесо типа 41 л (ранее отрезной круг Тип 1А) — Круг в форме диска, предназначенный для резки по периферии круга, используемого с абразивно-отрезными станками или угловыми шлифовальными машинами, оснащенными соответствующим защитным кожухом.
Круг типа 11 — круг в форме чашки, предназначенный для шлифования торцом круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг, тип 27 — Круг с тарелкой / центральным углублением, предназначенный для шлифования лицевой поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Лепестковый круг, тип 27 — Круглый шлифовальный круг с тарелкой / центральным углублением с абразивным покрытием, предназначенный для наплавки на лицевую поверхность круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг типа 28 — Круг с конической чашей, предназначенный для шлифования внешней поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг типа 29 — Круг с тарелкой / центральным углублением, предназначенный для шлифования поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующим кожухом.
Лепестковый круг, тип 29 — Круглый шлифовальный круг с тарелкой / центральным углублением с абразивным покрытием, предназначенный для наплавки на лицевую поверхность круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг Тип 42 (ранее отрезные круги Тип 27А) — Круглый круг с тарелкой / углублением в центре, предназначенный для резки с периферией круга, используемого с угловыми шлифовальными машинами, снабженными соответствующим кожухом.
Сила тока (Ампер / номинальная сила тока) — мера протекания электрического тока. Если вы думаете о воде через шланг, сила тока будет мерой объема воды, протекающей через шланг. Применительно к электроинструментам «Номинальная сила тока» — это то, сколько ампер использует инструмент при испытании в определенных условиях. Номинальная сила тока полезна при выборе правильного калибра и длины удлинительного шнура (см. Руководство по эксплуатации инструмента.
Устройство защиты от отдачи — Устройство, встроенное в некоторые электроинструменты, предназначенное для минимизации последствий отдачи (см. Отдача).
Собачка против отдачи — Устройство с зубьями, предназначенное для обеспечения движения только в одном направлении и помогающее минимизировать эффект отдачи. (См. «Устройство предотвращения отдачи».)
Защитный кожух — см. Защитный кожух.
Щиток для стружки — Насадка для инструментов, предназначенная для удержания деревянной или металлической стружки и опилок, а также для защиты от них оператора.
Зажим — фиксирующее устройство, используемое для удержания заготовки на месте во время работы с ней.
Защитный кожух — см. Защитный кожух.
Двойная изоляция (DI) — форма электрической защиты с двумя отдельными системами изоляции для защиты от поражения электрическим током из-за внутренних неисправностей. Инструменты DI не имеют заземления (нет третьего заземляющего контакта) и оснащены поляризованной вилкой с двумя контактами (см. «Поляризованная вилка»). Инструменты с двойной изоляцией будут отмечены «двойным квадратом» [[]] или словами «с двойной изоляцией» на паспортной табличке инструмента.
Средства защиты ушей — Устройства, такие как наушники или беруши, которые снижают интенсивность шума, попадающего в ухо. Защита ушей будет иметь рейтинг шумоподавления NIOSH или «NRR», который указывает, насколько снижается уровень шума (в децибелах) при правильном использовании устройства.
Удлинитель — Электрический шнур, используемый между электроинструментами и розетками для увеличения диапазона инструментов. Чем больше сила тока, которую использует ваш инструмент, и чем больше расстояние, тем больше размер провода, необходимого для удлинителя (больший провод = меньший калибр).
Защита глаз — Очки или очки, предназначенные для защиты глаз. Защита глаз должна соответствовать требованиям ANSI Z87.1 (США — эти продукты будут иметь маркировку «Z87.1» или «Z94.3». Примечание: маска для лица не является «защитой для глаз», если она не используется с защитными очками или очками для соответствуют ANSI Z87.1.
Face Shield — Ударопрочный экран, который помогает защитить ваше лицо от сколов, искр, мелкого мусора или щетины от колеса.Маски для лица следует использовать только вместе с очками или защитными очками.
Featherboard — приспособление в виде нескольких пальцев, используемое для надежного удержания заготовки у упора или стола, когда вы протягиваете заготовку через инструмент. Устройство, используемое, когда в противном случае вашим рукам пришлось бы пройти рядом с лезвием или резаком. (См. Толкающий блок / толкатель)
Устройство, используемое, когда в противном случае вашим рукам пришлось бы пройти рядом с лезвием или резаком. (См. Толкающий блок / толкатель)
Забор — Устройство, которое помогает находить и / или направлять заготовку в процессе резки.
Очки защитные (защитные очки) — см. «Защита глаз».
Прерыватель цепи при замыкании на землю (GFCI) — устройство безопасности, предназначенное для обнаружения утечки тока на землю и быстрого отключения цепи для предотвращения поражения электрическим током.
Розетки с заземлением (Розетки) — Электрическая розетка в типичном приложении на 120 В оборудована двумя вертикальными прорезями и третьим закругленным отверстием («заземление»). Использование адаптера с заземленной розеткой устраняет защиту от заземления.
Защитный кожух — Защитное устройство, которое образует барьер между опасным объектом, таким как лезвие, колесо или резак, и оператором.
Средства защиты органов слуха — См. «Средства защиты органов слуха».
Прижимного — устройство, которое используется, чтобы помочь держать заготовку вниз к опорной поверхности во время работы. (См., Например, «Зажим» или «Перья».)
Лошадиная сила (л.с.) — мера мощности, то есть объем работы, выполненной за данный момент времени.В пересчете на электрическую мощность одна ЛС = 746 Вт. Мощность электроинструмента в лошадиных силах обычно указывается следующим образом:
Мощность двигателя только в лошадиных силах — измерение мощности в лошадиных силах, выполняемое только на выходе двигателя без понижающих передач или ремней.
Мощность инструмента в лошадиных силах — измерение мощности в лошадиных силах, выполняемое на «рабочем конце» инструмента, другими словами, в точке, где прикреплен аксессуар, выполняющий работу, то есть лезвие на шпинделе или сверло в патроне.
Длительная мощность в лошадиных силах — максимальная мощность, которая может производиться непрерывно без превышения номинального тока. Непрерывная мощность двигателя обычно ниже его пиковой мощности. Иногда это называют «лошадиные силы для непрерывного режима работы».
Peak Horsepower — максимальная мощность, которую можно развить в реальных условиях.
Энергия удара — представляет собой объем работы, который может быть выполнен одним ударом ударного механизма.Обычно она измеряется в фут-фунтах (или дюймах-фунтах) энергии.
Руководство по эксплуатации (Руководство, Руководство пользователя / оператора, Руководство по эксплуатации и уходу) — Брошюра, прилагаемая к вашему электроинструменту, с описанием опасностей и безопасными процедурами эксплуатации, описывает основные операции с инструментом, уход и техническое обслуживание.
Отдача — Внезапное и непреднамеренное движение инструмента или заготовки. Обычно это вызвано заеданием или защемлением заготовки.
Обычно это вызвано заеданием или защемлением заготовки.
Внесено в список — Внесение в список UL означает, что продукт был протестирован на соответствие применимым национальным стандартам. Перечисленные продукты можно идентифицировать по «метке» на паспортной табличке инструмента (например, знак или символ «UL», «ETL» или «CSA»).
Двигатель — В электроинструментах обычно используются электродвигатели нескольких типов:
Электродвигатель переменного тока — Электродвигатель, работающий от «переменного тока» — источника питания, используемого в бытовых розетках.
Двигатель постоянного тока — электродвигатель, работающий на «постоянном токе».
Асинхронный двигатель — двигатель переменного тока без щеток, обычно крупнее, тяжелее, медленнее и используется в настольном и стационарном оборудовании, таком как настольные пилы, строгальные станки, ленточные пилы и фуганки.
Универсальный двигатель — щеточный двигатель переменного или постоянного тока, маленький, легкий и быстрый, обычно используется в аккумуляторных и проводных ручных электроинструментах (дисковых пилах, фрезерных станках, дрелях и т. Д.) и некоторое стационарное оборудование.
Двигатель с постоянным магнитом — двигатель постоянного тока, который обычно используется в аккумуляторных инструментах.
NRTL — Национально признанная испытательная лаборатория — Программа OSHA признает организации частного сектора как NRTL, и признание означает, что организация выполнила необходимую квалификацию, указанную в правилах программы. Примеры лабораторий, которые перечислены OSHA как NRTL, включают CSA, ETL и UL.
Чрезмерное вытягивание — Вытягивание тела с помощью инструмента или заготовки в руке так, что вероятна потеря равновесия. Например: дотянуться до лезвия или резака; или тянуться от строительных лесов, чтобы вкрутить винт.
Поляризованная вилка — вилка, у которой один контакт больше другого, поэтому ее можно вставить в розетку только одним способом.
Источник питания — Бытовая электрическая розетка, аккумулятор или генератор на рабочем месте, обеспечивающие электроэнергию для вашего инструмента.Источник питания должен соответствовать требованиям, указанным на паспортной табличке инструмента; напряжение, сила тока, переменный или постоянный ток, частота.
Выключатель питания — устройство управления, которое подает питание на инструмент в положении «включено» и отключает питание инструмента в положении «выключено».
Толкающий блок / Толкатель — Ручное устройство подходящей формы и конструкции, используемое для проталкивания заготовки в режущие кромки и за их пределы на стационарных электроинструментах.
Защита органов дыхания — Устройство, размещаемое на вашем лице и предназначенное для фильтрации воздуха, которым вы дышите. Доступные в различных стилях (например, одноразовые пылезащитные маски, респираторы-полумаски и полнолицевые респираторы), устройства защиты органов дыхания обычно имеют рейтинг одобрения NIOSH (например, «N95»).
Доступные в различных стилях (например, одноразовые пылезащитные маски, респираторы-полумаски и полнолицевые респираторы), устройства защиты органов дыхания обычно имеют рейтинг одобрения NIOSH (например, «N95»).
оборотов в минуту (об / мин) — для инструмента, который вращает аксессуар (например, дрель, пилу, фрезерный станок …), RPM — это количество полных оборотов, которое аксессуар делает за одну минуту.
Защитные очки (Очки) — см. «Защита глаз».
Скорость
Максимальная скорость — максимальная скорость, с которой продукт (то есть инструменты, аксессуары, навесное оборудование) может безопасно работать.
Скорость холостого хода — Скорость, измеренная, когда инструмент работает при номинальном напряжении, но не работает. Обычно он указан на заводской табличке инструмента.
Номинальная скорость — Скорость, измеренная, когда инструмент работает при номинальном напряжении и нагружен для работы при номинальном токе нагрузки.
Крутящий момент — скручивающее действие, вызывающее вращение, обычно измеряемое в фут-фунтах или дюймах-фунтах.
Тиски — см. «Зажим».
Напряжение — Разность электрических потенциалов, измеренная между двумя проводниками, такими как «горячий» и «нейтральный» для источника питания переменного тока, или разность потенциалов между полюсами + и — источника постоянного тока. Если представить себе воду через шланг, напряжение будет давлением воды.Таким образом, чем выше напряжение, тем большее «давление» толкает электричество.
Мощность (Вт) — мера мощности, то есть объем работы, выполненной за данный момент времени. Если вы думаете о воде через шланг, мощность — это мера того, какое давление требуется, чтобы протолкнуть объем воды, доставленный за определенный период времени.
Режущие и шлифовальные инструменты для сварки
>>> Режущее и шлифовальное оборудование <<<
Кислородно-ацетиленовая резка
Резка металла газовой горелкой осуществляется нажатием на рычаг горелки, который выпускает поток чистого O2 в предварительно нагретый металл. Это вызывает химическую реакцию, в результате которой металл на своем пути начинает ржаветь, когда пламя горелки попадает в область резки. Конечно, это работает только со сталью и другими черными металлами. Для алюминия, титана, меди и других цветных металлов необходим альтернативный метод резки.
Это вызывает химическую реакцию, в результате которой металл на своем пути начинает ржаветь, когда пламя горелки попадает в область резки. Конечно, это работает только со сталью и другими черными металлами. Для алюминия, титана, меди и других цветных металлов необходим альтернативный метод резки.
По общему мнению, кислородно-ацетиленовый «комплект» на сегодняшний день остается самым дешевым универсальным сочетанием сварки / резки на рынке. Ацетилен, смешанный с кислородом, дает температуру около 7000 градусов по Фаренгейту, чего достаточно для множества различных сварочных задач.Также необходим сильный нагрев, чтобы вызвать реакцию ржавчины, которая облегчает резку. Другие виды топлива, такие как пропан и газ Mapp, также могут использоваться для резки черных металлов с помощью газовой горелки.
Кроме того, с помощью специального наконечника, называемого бутоном розы, газовая горелка позволяет нагревать металл для формования или отжига. Бутон розы также поможет ослабить затянутые болты и гайки. Также можно использовать наконечник для предварительного нагрева сварного шва перед сваркой.
Также можно использовать наконечник для предварительного нагрева сварного шва перед сваркой.
Нагрев металла горелкой
Комплект кислородно-ацетиленового газа должен включать ручку горелки, несколько сопел разного размера (сварочные наконечники), режущий наконечник (и рычаг) и наконечник «бутон розы».К сожалению, во многих недорогих наборах отсутствуют некоторые из этих аксессуаров, поэтому будьте внимательны при покупках. Что еще более важно, ручка горелки должна быть оборудована пламегасителями и обратными клапанами для обеспечения безопасности. Эти предметы предотвращают распространение пламени по шлангам, что может привести к смешиванию газов и воспламенению внутри шлангов. Вам также придется приобрести многоразовые газовые баллоны, которые будут обеспечивать ваше топливо, как показано на фотографии внизу справа.
— — — —
Хороший комплект также включает высококачественные регуляторы для кислородного и ацетиленового (или альтернативного топлива) бака, а также газовый шланг для каждого (красный и зеленый). В большинство комплектов входят очистители наконечников, кремневый ударник и набор защитных очков. Вам нужно будет предоставить собственные перчатки и подходящее рабочее место для сварки. Как правило, это означает, что приобретение шамота кирпича, либо из керамики магазина или компании, которая продает камин и другие огнеупорные материалы.
В большинство комплектов входят очистители наконечников, кремневый ударник и набор защитных очков. Вам нужно будет предоставить собственные перчатки и подходящее рабочее место для сварки. Как правило, это означает, что приобретение шамота кирпича, либо из керамики магазина или компании, которая продает камин и другие огнеупорные материалы.
На приведенной выше диаграмме показана базовая установка операции кислородно-ацетиленовой резки.
Плазменная резка
Плазменная резка всех металлов, черных и цветных, тонких и толстых.Он особенно эффективен для продольной обработки отверстий в алюминии или нержавеющей стали, не оставляя следов углерода. Однако он менее эффективен для грязных металлических и алюминиевых пластин с отложениями оксида алюминия. Поэтому не забудьте очистить заготовки перед резкой.
В этом процессе используется инертный газ (азот, аргон или кислород), который проходит через узкую трубку внутри сопла. Электрическая дуга плазменной пушки поражает газ, ионизируя его. Это то, что генерирует плазму, которую физики любят называть «четвертым состоянием материи».Концентрированного тепла, производимого этой химией, достаточно, чтобы продуть твердый металл, как лист бумаги.
Это то, что генерирует плазму, которую физики любят называть «четвертым состоянием материи».Концентрированного тепла, производимого этой химией, достаточно, чтобы продуть твердый металл, как лист бумаги.
Углеродно-дуговая резка на воздухе
Резка с воздушной угольной дугой — это процесс резки, прокалывания или строжки металла путем его нагрева до расплавленного состояния с последующим выдуванием расплавленного металла сжатым воздухом. Что касается того, что вы держите в руке, он устроен так же, как и при сварке прилипанием. Есть электрододержатель и «палочка». Здесь палка сделана из графита и углерода.Он покрыт медью, чтобы поддерживать электрическое соединение через держатель с машиной. В процессе воздушно-угольной дуги струя сжатого воздуха направляется в точку контакта с основным металлом. В держателе есть клапан для включения и выключения сжатого воздуха. В отличие от сварочного аппарата, это оборудование включает воздушный компрессор и шланг. Размер компрессора составляет от одной до десяти лошадиных сил, в зависимости от размеров электродов, диапазона силы тока и рабочего цикла, при котором работает машина.
ВМС США
Этот процесс можно использовать для резки металла, вырезания дефектного металла или плохих сварных швов или снятия фаски в канавке под сварку. В большинстве случаев вам, вероятно, придется после этого провести шлифовку и прочую очистку металла, поскольку выполненные разрезы обычно не такие точные и красивые, как плазменная резка. С другой стороны, стоимость намного дешевле. Использование сжатого воздуха также избавляет вас от хлопот и затрат на заправку баллонов с ацетиленом и кислородом. Кроме того, поскольку площадь воздействия мала и процесс протекает быстро, окружающий основной металл не достигает достаточно высокой температуры, чтобы потенциально ухудшить его структурные свойства.
Воздушно-угольная дуговая резка осуществляется либо вручную (как показано на фото выше), либо с помощью тележки для длинных и ровных резов. Ручной процесс можно использовать во всех положениях, но резка над головой может быть затруднена.
Можно резать алюминий, медь, чугун, магний и нержавеющую сталь. Доступны держатели нескольких размеров, в зависимости от продолжительности включения оборудования, сварочного тока и размера используемого угольного электрода.Для особо тяжелых работ необходимы держатели с водяным охлаждением.
Доступны держатели нескольких размеров, в зависимости от продолжительности включения оборудования, сварочного тока и размера используемого угольного электрода.Для особо тяжелых работ необходимы держатели с водяным охлаждением.
Подробнее о CAC читайте в обзоре на WeldGuru.com
Шлифовальные машины
После сварки стыка обычно стачивают сварной шов с помощью угловой шлифовальной машины. (Покровные сварные швы обычно остаются нетронутыми, но корневые и заполняющие проходы при сварке труб часто шлифуются.) Помимо чистовой обработки поверхностей, угловые шлифовальные машины также можно использовать для создания скошенных кромок на лету для соединений листов или труб, или для подготовки поверхностей основного металла перед шлифовкой.Средство легко удаляет ржавчину и другие оксиды. В настоящее время наиболее широко используемая угловая шлифовальная машина работает с шлифовальными дисками диаметром 4 1/2 дюйма. В более крупных шлифовальных машинах используются диски размером до 9 дюймов, и они идеально подходят для снятия фаски с толстостенных труб. Другая переменная, которую следует учитывать при покупке болгарки, — это сила тока двигателя. Больше ампер означает больше мощности и возможность измельчения быстрее. Угловая шлифовальная машина на 10 ампер является стандартной в промышленности, в то время как студенты и любители чаще выбирают шлифовальную машину на 6-7,5 ампер.
Другая переменная, которую следует учитывать при покупке болгарки, — это сила тока двигателя. Больше ампер означает больше мощности и возможность измельчения быстрее. Угловая шлифовальная машина на 10 ампер является стандартной в промышленности, в то время как студенты и любители чаще выбирают шлифовальную машину на 6-7,5 ампер.
— —
Угловые шлифовальные машиныподходят для использования с различными абразивными дисками, которые делятся на пять категорий:
Шлифовальные диски— удаляют такие материалы, как излишки металла сварного шва, брызги сварного шва, заусенцы и неровности кромок материала с кислородной резкой.
Отрезные диски— работают как циркулярная мини-пила для резки металла.
Откидные диски— это полировка и шлифовка металла перед окраской, порошковым покрытием или испытанием на изгиб.
Диски с проволочной щеткой — используются для удаления сварочных брызг и шлака со сварных швов без изменения поверхности основного металла или металла шва.
— для работы с плоскими закругленными листами наждачной бумаги требуется специальный адаптер шпинделя.
Откидной диск
Меньшие типы шлифовальных машин и инструментов для удаления заусенцев питаются от воздушного компрессора, а не от электрической розетки.Поскольку они не содержат двигателя или аккумулятора, эти инструменты предназначены для использования в ограниченном пространстве, например в углах и внутри.
Инструмент для снятия заусенцев
Вы также найдете стационарную шлифовальную машину ( или ), установленную в большинстве магазинов. Это оборудование используется для заточки инструментов, сглаживания скосов на металлической заготовке или для быстрого удаления ржавчины с небольших пластин перед сваркой. Магазины товаров для дома, как правило, продают доступные модели для потребителей, поэтому обязательно подумайте о них, если вы открываете магазин.
— — — — —
Вольфрамовая шлифовальная машина (слева) и настольная шлифовальная машина.
Для сварки TIG также необходим специальный шлифовальный станок для вольфрама. Доступны как портативные, так и стационарные модели для заточки этого исключительно твердого металла до острой формы. (И то и другое дорого.) Во время сварки вольфрамовый наконечник иногда соприкасается с расплавленной лужей, теряя острие. Вот почему болгарка всегда должна быть рядом. В полевых условиях переносная версия подключается к розетке на сварочном аппарате-генераторе. См. Видео по этой теме на странице Руководства по сварке и видео.
— — — — — — — — — — — — — — — — — — — — — — — —
Далее: Прочие инструменты для магазинов
— — — — — — — — — — — — — — — — — — — —
Если у вас есть предложения или проблемы с веб-сайтом, напишите rregello [at] thecityedition [dot] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2021 TheCityEdition. com
com
Станки для резки металла и пилы для резки металла
ITM предлагает самый большой в Австралии ассортимент пил по металлу. Предлагая высококачественные и сверхмощные промышленные пилы для резки металла, в том числе ленточные, холодные, фрикционные пилы и T.C.T. пилы для промышленного применения и использования в мастерских.
Ленточные пилы
В ITM имеется более 25 различных моделей, подходящих для любой мастерской по распиловке металла.
Ленточнопильные станкиявляются одними из самых универсальных доступных устройств для резки металла и предназначены для резки с большой производительностью и большими объемами, а горизонтальное полотно обеспечивает превосходное качество резки.
Биметаллические сменные полотна M42 подходят для всего нашего ассортимента ленточных пил.
Т.C.T Пилы
Режьте цветные металлы, такие как алюминий, латунь и медь, без смазки с помощью пилы T.C.T.
Благодаря превосходному лезвию с твердосплавными напайками не требуется времени на шлифование или охлаждение при использовании пилы T.C.T для резки металла. По сравнению со стандартным лезвием карбид вольфрама в два раза жестче и плотнее стали, что обеспечивает повышенную мощность резания. Обеспечьте более быстрый и чистый рез с помощью лезвия T.C.T, поскольку это более прочное лезвие может обеспечить более высокую скорость резания и поддерживать уровень стружки на зуб.
Пилы фрикционные
Фрикционные пилыоснащены высокоскоростным дисковым полотном, которое использует тепло трения для резки самых сложных материалов.
Принадлежности для пил
Наш ассортимент принадлежностей для пил по металлу включает в себя тяжелые промышленные роликовые конвейеры с размерами от 1,5 м до 3 м в длину и шириной 300 мм, 450 мм и 600 мм.
Мы рекомендуем покупать по три стойки на каждую приобретенную конвейерную станину. Их высота регулируется от 715 мм до 1050 мм.
У нас также есть одинарные роликовые конвейеры со стойкой с плоской или V-образной вершиной и фиксированными упорами, которые подходят для наших роликовых конвейеров. К концу конвейера прикреплены фиксированные упоры, чтобы предметы не упали с конца.
Как правильно и безопасно пользоваться пилой по металлу
Всегда будьте предельно осторожны при работе с пилой по металлу любого типа, поскольку лезвие очень острое, а оборудование может быть очень тяжелым.Перед настройкой пилы убедитесь, что вы носите защитные очки для защиты глаз, а также наушники, чтобы защитить уши от высоких уровней шума.
Если вы будете резать металл, лучше всего выбрать лезвие с несколькими зубьями вдоль внешнего обода. Также важно убедиться, что лезвие, которое вы используете, находится в хорошем состоянии. Если на пиле заметны какие-либо признаки повреждения, ее следует заменить.
Если на пиле заметны какие-либо признаки повреждения, ее следует заменить.
Мы рекомендуем использовать жидкость для обработки металлов с вашими холодными и ленточными пилами.Эта жидкость действует как эффективная система охлаждения, обеспечивая отличную чистоту поверхности при резке. Эта смазка также продлит срок службы вашего лезвия, подавляя коррозию.
Вы должны защитить себя от любых движущихся частей, установив на машине защитные ограждения. Когда вы будете готовы поместить предмет, который нужно разрезать, под вашу холодную пилу, ленточную пилу или ножовку для трансформатора, убедитесь, что вы надежно зажали его в тисках станка. Деталь, с которой вы работаете, еще не должна касаться лезвия перед запуском станка.
Когда все настроено правильно и разрезаемый материал надежно закреплен на месте, пора начинать резку. Во время резки материала никогда не заставляйте лезвие резать, так как это может привести к поломке лезвия. При правильной настройке лезвие должно легко резать материал без каких-либо усилий.
Для получения более подробной информации о том, как работать с конкретной моделью пилы для резки металла, обратитесь к руководству по эксплуатации продукта.
PROXXON — Режущие диски
Биты и фрезы промышленного и стоматологического качества: отрезные диски.
НЕТ 28 838
Отрезной диск из карбида вольфрама
Толщина ок.2 мм (5/64 «). Для резки и профилирования дерева, CFK, GRP, резины, силикона. Отверстия для охлаждения уменьшают нагрев. Вал Ø 2,35 мм (3/32″).
Отверстия для охлаждения уменьшают нагрев. Вал Ø 2,35 мм (3/32″).
Оксид алюминия с армированием
Доступны отрезные диски 22 x 0.8 и 38 x 1 мм (7/8 дюйма или 1 1/2 дюйма x 1/32 дюйма). Практически не ломается,
делая его пригодным для удаления инвентаря. Будет резать легированные, стандартные и нержавеющие стали, цветные металлы и даже дерево и пластмассы.
Оправка Ø 2,35 мм (3/32 дюйма).
Отрезные диски
Отрезные круги на связке из оксида алюминия на синтетической смоле для резки металла, цветных металлов, сплавов, нержавеющей стали, дерева, пластика и некоторых более мягких камней. Примечание: отрезной круг предназначен для резки только по внешней кромке! Не используйте для шлифования торец круга! Все хвостовики оправки Ø 2,35 мм (3/32 дюйма). Колеса размером 22 или 38 x 0,7 мм (7/8 дюйма x 1/32 дюйма или 1 1/2 дюйма x 1/32 дюйма).
Примечание: отрезной круг предназначен для резки только по внешней кромке! Не используйте для шлифования торец круга! Все хвостовики оправки Ø 2,35 мм (3/32 дюйма). Колеса размером 22 или 38 x 0,7 мм (7/8 дюйма x 1/32 дюйма или 1 1/2 дюйма x 1/32 дюйма).
НЕТ 28 830
Лезвия для резки металла
Отрезной металлический из пружинной стали
лезвия для резки цветных металлов, пластика и
дерево.Идеально подходит для создания моделей. Колесо: каждое
Ø 16, 19, 22 мм (5/8 «, 3/4» и 7/8 «), толщина 0,1 мм,
хвостовик оправки: Ø 2,35 мм (3/32 дюйма).
Отрезные диски с алмазным покрытием и отверстиями для охлаждения
Для
резка, шлифование и удаление заусенцев. Такое же приложение, как описано
слева. Меньший нагрев благодаря отверстиям для охлаждения.
Никаких следов ожогов! Вал Ø 2,35 мм (3/32 дюйма).
Такое же приложение, как описано
слева. Меньший нагрев благодаря отверстиям для охлаждения.
Никаких следов ожогов! Вал Ø 2,35 мм (3/32 дюйма).
Алмазные отрезные круги
Для очень твердой и
хрупкие материалы. Только 0,6 мм (3/128 дюйма), колесо
Ø 20 мм (13/16 «) или 38 мм (1 1/2»), хвостовик оправки:
Ø 2.35 мм (3/32 дюйма).
ВНИМАНИЕ:
Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной системы. Для получения дополнительной информации посетите www.P65Warnings.ca.gov.
