Отливка посуды из алюминиевых банок
Как отлить алюминиевую посуду в домашних условиях? Несмотря на кажущуюся сложность, алюминиевый лом можно превратить в полезную вещь, не обладая особыми познаниями в металлургии и почти без затрат.Понадобится
Все, что нужно для работы, можно добыть в ближайшем карьере, собрать на улице или купить у приемщика металла:
- алюминиевый лом;
- металлическую бочку;
- стальную емкость;
- древесный уголь;
- кварцевый песок и глину;
- тальк.
Для соблюдения технологии и безопасности процесса обзаведемся: клещами, трамбовкой и колотушкой, лопатой и мастерком, точильным камнем и наждачкой.
Процесс алюминиевого литья в условиях дома
Эта работа состоит из следующих этапов:
- изготовления песчаных форм;
- плавки алюминиевого лома;
- заливки жидкого металла в формы;
- охлаждения водой формы с литьем;
- выемки отливок из песчаных форм;
- обработки отливок.


Изготовление песчаных форм
Формовочную смесь готовим из кварцевого песка (90%), обыкновенной глины (7%) и воды (3%). Все хорошо перемешиваем лопатой, чтобы не было комочков и посторонних включений.
Для изготовления нужной полости в формовочном миксте лучше использовать готовое изделие: кастрюлю, казан, крышку и т. д.
Насыпаем на негорючий пол формовочную смесь. Кладем на нее готовое изделие и уплотняем смесь под ним, придавливая формообразующий предмет ногами.
Подгребаем и подсыпаем микст по периметру модели и также уплотняем ногами и колотушкой. Мастерком удаляем с формообразующего предмета лишнюю смесь.
Устанавливаем деревянную опоку на уплотненную смесь с моделью внутри. Насыпаем в нее микст из песка и глины, уплотняя его трамбовкой и ногами.
Сверху делаем в смеси отверстие для заливки жидкого металла. Удаляем лишний микст вокруг опоки, приподнимаем ее с верхним отпечатком выплавляемого предмета в формовочной смеси и отставляем в сторону.

На полу остался нижний отпечаток вещи, который мы собираемся сделать, прикрытый моделью. Осторожно удаляем ее и поправляем поверхность нижнего отпечатка при необходимости.
Посыпаем обе поверхности, встряхивая мешочек из редкой ткани с тальком. Это предотвратит прилипание смеси к отливке при кристаллизации.
По меткам устанавливаем опоку с верхним отпечатком на нижний. Форма готова к заливке жидкого металла.
Плавка алюминиевого лома
Вместо печи используем металлическую бочку с вырезом у дна для закладки топлива и поступления воздуха для горения. Также для этой цели можно сделать ряд отверстий в бочке.
На горящие угли ставим тигель с чистым и размельченным алюминиевым ломом, который скоро начнет плавиться и переходить в жидкое состояние.
При этом примеси и загрязнения поднимутся на поверхность расплава, которые необходимо удалить.
Заливки жидкого металла в формы
Тигель с расплавом клещами подносим к опоке и заливаем содержимое непрерывной струей до заполнения полости и литника.
 Если отливка сложной формы, сверху опоки делаем отверстия для выхода воздуха.
Если отливка сложной формы, сверху опоки делаем отверстия для выхода воздуха. Кристаллизация металла начинается вместе с заливкой его в форму. Чтобы процесс шел быстрее и лучше, сбрызнем водой наружную поверхность формы для охлаждения.
Выемки отливок и их обработка
После высыхания воды, переворачиваем опоку и хватаем отливку клещами. Пока она еще горячая, зачерпываем немного формовочной смеси и начинаем вращать изделие. Так мы избавимся от прилипшей земли.
Остывшие отливки обрабатываем точильным камнем и наждачной бумагой, чтобы придать им товарный вид. Неплохо посуду тщательно помыть и прокипятить в ней воду.
Смотрите видео
Литье алюминия под давлением: оборудование, машины и производители
Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации..1396616684743.JPG) Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
Алюминий – мягкий, но весьма прочный металл, которые сложно поддается различным видам обработки, но отличается довольно низкой температурой плавления, позволяющей заниматься его литье даже в домашних условиях или в условиях небольшой мастерской. Конечно наиболее точный налаженный процесс возможен при использовании профессионального оборудования, установленного в производственных цехах.
Подготовка к процессу
В процессе литья алюминия под давлением расплавленный металл заливают в специально подготовленные формы, нагнетая его с помощью поршня.
Процесс алюминиевого литья
Поршень, движущийся с большой скоростью, не дает возможности горячему металлу изменить запланированную форму и полностью устраняет их его массы пузырьки воздуха, обеспечивая отсутствие усадки.
Распределение горячей массы жидкого алюминия происходит стремительно, подготовленная форма заполняется очень быстро, после чего вся масса, заполнившая ее, постепенно застывает в точности повторяя установленную конфигурацию детали.
При изготовлении элементов с полостями используются машины, оснащенные специальными поршнями, обеспечивающими проникновение внутрь заполненной формы.
Процесс литья под давлением алюминиевых сплавов получил широкое распространение, а изготовленные таким образом детали, пользуются огромным спросом благодаря высоким показателям ковкости и пластичности исходного материала.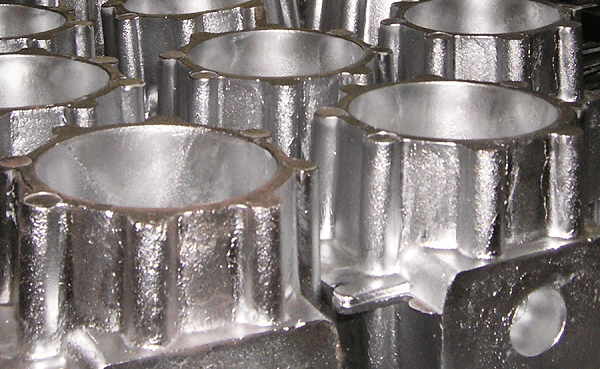
Во время работы используют так называемые пресс-формы, в которых и осуществляется процесс литья алюминия под давлением.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.
Пресс-форма
Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.
Это машины, оснащенные камерой прессования:
- горячей;
- холодной.
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Литье цветных металлов под давлением
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Пользуясь специальным оборудованием для литья алюминия можно создавать предметы, необходимые в быту и детали, весьма значимые при сборке различных машин и агрегатов.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Алюминиевое изделие в пресс-форме
Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Устройства
Машины для литья алюминия под давлением отличаются рядом особенных технических характеристик. Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
- Производительность. Стоимость машины для литья алюминия под давлением напрямую зависит от того, сколько деталей она способна изготовить за один час и при использовании в производственном режиме за 8–10 рабочего времени. Чем выше производительность, те выше стоимость машины.
- Масса отливок. Этой характеристики зависит и то какими насосами, двигателями поршнями с наконечниками должно быть укомплектовано устройство.
- Габариты и вес оборудования. Выбор полностью зависит от размера производственного помещения и общих производственных площадей.
Машины, предназначенные для литья алюминия под давлением, имеют непосредственное отношение к крупногабаритной производственной технике, хотя современные производители предлагают и оборудование, созданное для использования на мини-заводах. Большую роль в выборе играет стоимость машины. Она основана на совокупности всех выше перечисленных качеств, которыми должно обладать оборудование, используемое как в производстве, так и в условиях небольшой мастерской.
Большинство современных моделей машин для литья алюминия под давлением оснащены компьютерным блоком, многочисленными датчиками, способными считывать и анализировать данные о выполнении операций, высококлассной гидравлической системой. Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.
Видео: Точное литье алюминия
Отливка алюминиевых деталей дома – это просто! Литье по пенопластовым моделям
Описание моего способа литья небольших деталей из алюминия в домашних условиях.
В прошлой статье я достаточно подробно рассказал о том, как собрать миниатюрную муфельную печь из подручных материалов, чтобы отливать небольшие детали из алюминиевого сплава в домашних условиях, и лишь кратко о самом литье. В этой статье я постараюсь подробно описать то, каким образом отливаю я.Несмотря на то что я описываю способы, подходящие в принципе для отливки любых, даже самых сложных деталей, у самого меня потребности пока небольшие, а именно литье гусениц, катков и опорных рычагов для самодельного р/управляемого танка СУ-101. Постройки самого танка я касаться не буду, так же как и выкладывать какие то либо фото, отчет о постройки будет по окончании. Здесь же я постараюсь описать сам принцип.
Изготовление модели. Я делаю из пенополистерола – плит теплоизоляции, продающихся в строительных магазинах, есть нескольких цветов и марок. Если нужен листовой определенного размера – режу нихромовой струной подключенной к трансформатору, детали круглой формы режу по лекалам. Наскоро изготовил несколько моделей чтобы наглядно продемонстрировать всю простоту. Отдельные детали модели скрепляю разведенным водой клеем для потолочной плитки (Титан), стараясь наносить минимальное количество. Все полости и швы следует также тщательно заклеивать, иначе при заливки гипсового раствора он затечет в них, а вот алюминий уже нет. К готовой модели необходимо сделать заливной канал, по которому будет затекать алюминий, его желательно делать побольше и подлиннее, чтобы алюминий тек в форму не только самотеком, но и на него немного давил алюминий в литнике. Вход в форму также стоит сделать побольше, чтобы не пришлось при заливке целиться в отверстие. После беглого изучения статей и форумов по металлургии и отливки, сделал вывод что объем литника спокойно может быть больше объема самого изделия. Когда пенопласт сгорает, газам нужно дать выход, поэтому следует предусмотреть газоотводные каналы. Я например втыкаю перед заливкой в модель алюминиевые присадочные прутки для аргонно-дуговой сварки, после затвердевания гипса их вытаскиваю.
Заливка – дело очень быстрое. Все должно стоять наготове. У меня например гипс начинает схватываться меньше чем через 2 минуты после разведения смеси. Порядок такой – выбираю тару, куда буду заливать форму, исходя из размеров модели. В тару желательно положить полиэтиленовый мешок – это намного упростит извлечение формы после отвердевания. Наливаю в маленькое ведерко воды, объемом на четверть больше чем объем планируемой формы, в отдельной емкости уже насыпано гипса примерно столько же сколько и объем формы. Миксером (шуруповертом) начинаю мешать воду, понемногу но быстро добавляя приготовленный гипс. Консистенцию готовой смеси регулирую, добавляя гипс уже отдельной ложкой. Необходимая консистенция – жидкая сметана. Если гуще – схватиться еще быстрее, можно просто не успеть залить форму/повредить модель при заливке. Если жиже – форма будет рассыпчатой, излишки воды будут поверх формы, такую можно сразу выкидывать. Либо при сушке, либо при отливке она даст трещины и алюминий вытечет… Песок я как правило не добавляю, но он всегда есть под рукой. Иногда кладу, но немного, не более 4-5 части объема, в основном когда нужна большая форма, потому что из такой очень долго испаряется влага. Тару под форму достаточно просто изготовить из того же пенополистерола, используя клеевый пистолет. Даю гипсу схватиться и остыть, вытаскиваю и оставляю сушиться. Сушить в таре его бесполезно. Он конечно просохнет, эдак через пару лет))). Как правило неделю форма стоит в теплом сухом месте, лишь после этого ее можно сушить в духовке, понемногу увеличивая температуру.
Отливка уже дело техники. Перед заливкой алюминия необходимо снять весь всплывший шлак и окислы, например нержавеющей ложкой. Форма в момент заливки должна стоять в каком нибудь металлическом подносе/тазике, на случай если расплавленный сплав протечет мимо. При заливке из формы идет огонь с дымом и копотью – вытяжка обязательна, причем нужно заливать форму до конца, несмотря на эти светопредставления, пока алюминий полностью не заполнит литник. После заливки оставляем форму до полного естественного остывания.
На фото ниже – часть заготовки для гусеницы и готовый ведомый каток для танка. Катки я отдаю для рихтовки после отливки знакомому токарю, он очень быстро и за симфолическую плату придает им идеально круглую форму. Также отлил заготовку для саркофага знакомому. Он хочет установить внутрь регулятор для своей TT eMTA.
П.С. сейчас начал делать формы полностью по технологии литья по газофицируемым моделям. Ее суть такова – пенопластовую модель на заливаю гипсом, его вообще почти не используют. Модель обмазывают газопроницаемой обмазкой на основе гипса/мела и засыпают в таре песком. При заливке алюминия, пенопласт выгорает и его газы выходят не через каналы как в гипсе, а прямо через стенки обмазки в песок (там создают разряжение насосом). Я решил чуть упростить, обмазываю, точнее окунаю дважды в гипс модель, потом засыпаю песком. Как будет свободное время, и просохнет обмазка – отолью первые экземпляры гребных винтов.
Спасибо за внимание!
изготовление плавильной печи и гипсовой формы своими руками
Есть несколько способов литья алюминия в промышленных условиях. Но если плавка планируется в бытовых условиях, то технология литья под давлением вряд ли подойдёт. Наиболее подходящий вариант-заливка расплавленного металла в самодельную форму. Об этой технологии и пойдёт речь. Однако перед тем как узнать нюансы литья, необходимо разобраться с некоторыми характеристиками алюминия.
Характеристики алюминия
Необязательно знать все характеристики алюминия, но чтобы знать, как расплавить алюминий в домашних условиях, необходимо иметь в виду некоторые особенности, исключающие технологические ошибки. Кроме того, при работе необходимо соблюдать повышенную осторожность, в связи с высокой травмоопасностью процесса отливки.
В домашних условиях плавить металл на газовой плите вряд ли получится, поскольку температура плавления алюминия составляет 660,3C, а бытовые газовые приборы не в состоянии создать нужную температуру.
Снижения температуры плавления сырья можно добиться, растерев его в порошок. Кроме того, можно использовать готовое сырьё в виде порошка. Однако здесь необходимо учесть ещё один момент. Алюминий является довольно активным металлом и, при взаимодействии с кислородом, содержащемся в воздухе, может окисляться либо даже воспламеняться. В процессе плавления, в незначительном количестве, образуется оксид, который способствует образованию окалины. Ещё один неприятный сюрприз в виде взрыва может произойти при попадании воды в расплавленный металл. Поэтому при добавлении необходимых компонентов, необходимо убедиться, что они сухие.
Сырьё для плавки
Если планируется плавка металла в бытовых условиях, не стоит использовать для плавки порошковый алюминий. Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Если требования к качеству изделия невысоки, то для получения сырья допустимо использование любых предметов, состоящих из алюминия.
Плавка алюминия в домашних условиях
Для получения в домашних условия качественного алюминия применяются флюсы, которые способствуют связыванию и выводу на поверхность расплавленного металла ненужные загрязняющие элементы и примеси. Лучше воспользоваться готовыми флюсами, но, в случае невозможности их приобретения, можно изготовить их самостоятельно. Для этого используют технические соли. Покровный флюс состоит из следующих компонентов:
- 45% хлорида натрия;
- 45% хлорида калия;
- 10% криолита.
Для получения металла с низкой пористостью необходим рафинирующий флюс. Для его получения, в покровный флюс требуется добавить фтористый натрий — 25% от общей массы.
Средства индивидуальной защиты при плавке
Процесс плавки в домашних условиях небезопасен. Для предотвращения травм рекомендуется пользоваться средствами защиты. Сырьё для плавки может содержать в себе остатки грязи или краски, поэтому необходимо защитить дыхательные органы от их выделения вследствие выгорания. Защитить руки от ожогов помогут перчатки сварщика. Для защиты глаз подойдут очки или маска.
Литейная форма
Чтобы отлить алюминий для припоя, достаточно жидкий металл вылить на лист железа и подождать, пока он остынет. Но, для изготовления даже простой детали будет необходима литейная форма.
Форму для литья можно изготовить из гипса. В смазанную маслом форму заливают жидкий гипс, помещают в него модель и накрывают другой ёмкостью с жидким гипсом. Лить расплавленный металл можно исключительно в сухую форму. В ещё незастывший гипс необходимо вставить какой-нибудь цилиндрический предмет, чтобы создать канал для последующей заливки в форму расплавленного металла. После окончательного застывания гипса, две половинки формы разъединяются, модель извлекается, и форма соединяется снова.
Тигель для плавки
Тигель-это специальная ёмкость из тугоплавкого материала с «носиком». Если готового тигля нет, то его можно изготовить самостоятельно. Подойдёт отрезок трубы довольно большого диаметра. Для изготовления такого тигля потребуется сварочный аппарат и болгарка. Размер тигля зависит от того, какое количество металла требуется расплавить.
Печи для плавки
Технологический процесс плавки алюминия довольно прост. Лом алюминия нагревается в тигле до температуры, необходимой для плавления металла, выдерживается некоторое время в расплавленном состоянии, с поверхности удаляется шлак, затем расплавленный металл выливается в форму. Время плавки зависит от температуры, которую может создать печь.
Плавильную печь несложно изготовить своими руками. Основание печи выкладывается из кирпичей в виде колодца, в нижней части которого будет разведён огонь. Сверху на кирпичи укладываются стальные прутья, на которые ставится тигель с ломом алюминия.
Плавка с помощью паяльной лампы
Пошаговая инструкция литья алюминия в гипсовую форму
- Сверху на кирпичи ставится тигель с сырьём. Его надо прогревать около 20 минут.
- После этого паяльную лампу включают на полную мощность и начинают прогревать металл сверху.
- Через некоторое время алюминий начинает плавиться. Для более равномерного прогрева, металл необходимо помешивать стальным прутком, соблюдая при этом меры предосторожности.
- Когда расплавленный металл приобретает однородную консистенцию, его можно залить в форму или вылить на стальной лист, если нужно получить алюминий для пайки.
- После остывания, разделив форму на две половины, вынимаем из неё отлитую деталь, которую нужно ещё дополнительно обработать: зачистить и, если потребуется, просверлить необходимые отверстия.
Ничего сложного в процессе плавки алюминия нет, поэтому для этого не нужны особые навыки литейщика. Достаточно умелых рук и желания.
Литье алюминия в домашних условиях
В детстве многие пытались начать плавить свинец. Материал можно было взять из использованных аккумуляторов. Он легко плавился в огне и отлично выливался в простые формы.
Литье алюминия в домашних условиях тоже можно выполнить. Этот металл более выгоден и представляет некий интерес для многих мастеров. Однако для литья надо создавать в два раза большую температуру.
Алюминий: основные характеристики
Этот металл до нахождения и внедрения доступного способа промышленного получения, был драгоценным. Когда-то давно, этот материал считался дороже золотых слитков. Его свойства могли бы пригодиться в разных отраслях.
- Алюминий — простой и пластичный материал. Он поддается штамповке, разгибается, отлично отливается в сложные формы, особенно под давлением. Температурный режим его плавления составляет 660 °C, его можно достигнуть и без специального оборудования. А значит, отливка алюминия в доме, вполне реальна.
- Кому это будет нужно? Алюминий — материал качественный. Из него создавали и посуду, и детали для авиации и космической промышленности. Отливки, которые обладают прекрасной теплопроводностью, большой стойкостью и отличной прочностью, обожают любители мастерить. Материал подходит для создания сувениров, интересных элементов утвари, для ремонта или восстановления изделий и узелков в технике.
Отливка алюминия на дому
Дойти до температуры плавления, без применения специальных технологий можно разными методами. Раньше кузнецы ковали сталь и подогревали ее углем. Это первый способ, но для его выполнения потребуется печь со специальной подачей воздуха.
Второй способ — применение природного, или сжиженного газа. Процесс можно сделать в самодельной печке. Есть и иная возможность, если объемы плавления небольшие. В таком случае можно взять простую газовую плиту.
Отливка алюминия своими руками на дому тоже можно выполнить, если в хозяйстве есть ацетиленовый генератор и резак. Подойдет и способ с электрической специальной печкой. Такое оборудование уже можно относить к промышленному типу. Но если вы не хотите делать печь, его вполне можно взять на определенное время и заказать услуги оператора.
Технологический процесс
В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
Техника литья алюминия состоит из нескольких шагов. Подготовленный лом расправляют. При достижении текучей фазы с поверхности расплава стаскивается шлак. На последней фазе формочка наполняется жидким металлом. Одноразовая форма разламывается после остывания.
Предварительно надо выбрать, что предстоит отливать. Даже если это пробный вариант плавления, придется подготовить хоть какую-то форму. А вдруг получится достичь необходимой температуры? Любопытно же увидеть результат плавления и оценить свою работу: вид алюминия, его пористость и чистоту. Любой опыт, даже плохой, будет вам только в пользу.
Условия и специальное оборудование
- При плавлении вторичного материала обгорает покрытие, создаются испарения, появляется дым. Работать в условиях закрытой комнаты без сильной функционирующей вытяжки проблемно. Наилучший вариант — открытое пространство.
- Даже в таком случае будет нужен вспомогательный источник вентиляции. Формовочная отливка материала в пенопласт проходит с большим выделением продуктов горения. Вентилятор с боковым обдуванием какого-либо места будет убирать весь дым, что обеспечит прекрасные условия для литья своими руками.
- Оборудованное и полностью продуманное в организационном смысле рабочее пространство также важно. Лучше всего иметь в качестве основания на столике листовой металл или иную поверхность, не поддающуюся большой температуре расплавленного алюминия. Вероятность брызг и проливания жидкой массы очень велика. Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Самодельная печка для плавления
Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Внутрь заложим древесный (каменный) уголь. Разожжем огонь, и тогда, включится подача воздуха. Сосуд, где будем плавить алюминий, ставится внутрь печки. С боков он тоже обкладывается углем. Лучше всего на печку сделать крышечку, чтобы тепло не ушло напрасно, а оставить только дырку для отводов дыма.
В идеале топливник создают цельным с круглым сводом. Применяют нужные смеси для кладки жаропрочного материала и футеровки печек. Такую конструкцию точно можно сделать из старого ведра. Внутренний свод создают, применяя пластмассовые цветочные горшки нужного размера. Внутрь массы для армирования можно вставить металлическую сеточку. После застывания смеси выйдет прекрасная печка, которая сможет выдержать не одну плавку и отливку форм. Не так-то и сложно заниматься литьем алюминия и делать формы, если немного потренироваться. Главное, это работать и не запрещать себе экспериментировать из-за страха.
Плавка алюминия в домашних условиях: инструкция
Алюминий используется в быту и промышленности на протяжении многих лет. Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Характеристики
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом. На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него. Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Особенности технологического процесса
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
- Фарфор.
- Сталь.
- Чугун.
- Корунд.
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.
В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага. Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл. Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков. Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества. Жидкий алюминий наливают в форму, которая разбивается после затвердевания.
Какой источник тепла использовать?
Для переплавки алюминия в бытовых условиях применяются:
- Муфельная печь, которую можно изготовить самостоятельно. Это эффективный метод, позволяющий быстро расплавить алюминий.
- Паяльная лампа может расплавить алюминий в малых количествах.
- Иногда используется газовый резак.
Из кирпичей сооружается очаг, каркас изготавливается из металлической емкости. Сбоку сверлится отверстие для подачи кислорода. К металлической трубке присоединяется пылесос, фен или другой прибор, нагнетающий воздух. После разведения огня тигель помещают в очаг.
Чтобы добиться лучшей термообработки, по бокам тоже выкладываются угли. Чтобы избежать потери тепла, можно соорудить крышку, оставить отверстия для выхода дыма. Если металл нужно расплавить один раз, нет необходимости оборудовать печь. Простая газовая плита поможет раскалить алюминий до нужной температуры. Небольшие куски металла плавятся примерно за полчаса.
Обычно жестяная банка применяется в качестве тигля. Чтобы добиться равномерного распределения температуры, емкость с алюминием помещают в другую банку таким образом, чтобы зазор между стенками равнялся 1 см. Чтобы обеспечить доступ пламени, нужно проделать в большой банке несколько отверстий по 3-4 см в диаметре. Рассекатель на конфорке удалять необязательно. Так можно добиться равномерного обогрева банки с металлом. Большую жестянку накрывают крышкой, чтобы тепло не выходило.
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
- Открытый.
- Закрытый.
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Распространенные ошибки и как их избежать
Гипсовые формы отличаются удобством и высокой чувствительностью к влаге. Простая сушка не позволяет удалить жидкость, поэтому качество отливки ухудшается. Придется ждать несколько дней, добиться полного высыхания гипсовой формы. Алюминий нужно держать на огне до самой заливки, чтобы успеть распределить его по всей форме.
Нежелательно использовать воду для охлаждения детали. Внутренняя структура вещества при этом нарушается, появляются трещины.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Плавка алюминия в бытовых условиях не представляет сложности. Металл разогревается в заранее подготовленной емкости. С поверхности жидкого вещества удаляются шлаки, затем чистый алюминий заливают в форму. Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.
Лучшее домашнее алюминиевое литье по выгодной цене — Выгодные предложения по домашнему алюминиевому литью от мировых продавцов домашнего алюминиевого литья Отличные новости !!! Вы попали в нужное место для домашнего алюминиевого литья. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая отливка из алюминия для дома в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили домашнее алюминиевое литье на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в домашнем алюминиевом литье и думаете о выборе аналогичного товара, AliExpress — отличное место, чтобы сравнить цены и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести home aluminium casting по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
литейных механизмов в домашних условиях | Hackaday
Автоматические двери и ворота великолепны, за исключением случаев, когда они выходят из строя, что, по нашему опыту, происходит примерно каждые три дня.У [MAD WHEEL] была как раз такая поломка, виной всему пластиковая шестерня. Вместо того, чтобы покупать новый привод, они начали отливать замену из металла.
Видео содержит мало инструкций и сильно отсылает к прогрессивному року, поэтому новичкам может быть сложно следовать. Процесс начинается со склеивания оригинальной пластмассовой детали и заполнения зазоров эпоксидной замазкой. Затем создается форма, помещая шестерню в смесь желатина и глицерина. Затем эта форма заполняется воском, чтобы создать восковую копию оригинальной детали.Восковая шестерня оснащена цилиндрическими стержнями, которые служат в качестве направляющих для расплавленного металла, а затем вокруг воскового позитива изготавливается гипсовая форма. Изготовлены две гипсовые формы, которые помещаются в духовку для расплавления воска.
Целью было отлить сменную деталь из алюминия. Первая попытка не удалась, алюминий остыл слишком быстро. Это означало, что мелкие детали, такие как зубья шестерни, просто не отливались должным образом, создавая бесполезный металлический шарик. Во второй попытке гипсовая форма была нагрета первой, и это оставило вещи достаточно горячими, чтобы алюминий мог заполнить более мелкие детали.После этого осталось просто выполнить некоторую постобработку, чтобы удалить полозья, очистить зубья шестерни и улучшить форму шестерни на токарном станке.
Полученная в результате деталь хорошо выполняет свою работу, правильно взаимодействуя с другими шестернями трансмиссии и эффективно перемещая ворота. Многие в комментариях заявили, что оригинальная шестерня, сделанная из пластика, скорее всего, в качестве меры безопасности отключится в случае заклинивания ворот. Хотя это может быть правдой, гораздо более надежной практикой является использование ломкого пластикового ключа, а не поломки всего механизма в случае проблемы.
Casting вполне доступно увлеченному домовладельцу. После того, как вы изучите основы, это отличный способ изготавливать металлические детали на заказ! Видео после перерыва.
Алюминий Vs. Литая алюминиевая мебель
На рынке представлены два различных типа алюминия: полый (или экструдированный) и литой (что по сути означает твердый).
Большинство полых алюминиевых комплектов проходят процесс, называемый экструзией. Проще говоря, это означает, что кусок металла пропускается через машину, которая формирует из него полую, круглую или квадратную раму.Изображение показано ниже:
При поиске экструдированного алюминия хорошего качества следует учитывать несколько факторов.
Индикаторы качества
- Вес : Чем тяжелее стул, тем лучше качество материала. Это означает, что у вас потенциально больше поддержки, и стул с меньшей вероятностью разнесется. Однако более легкий стул лучше подходит для пожилых клиентов или семей с детьми, потому что стулья легко перемещаются.
- Опора : поскольку экструдированный алюминий полый, он с большей вероятностью будет вмятины или согнут, если его бросить на ветер.Некоторые производители включают опоры в металл, чтобы обеспечить дополнительную опору для предотвращения вмятин и изгибов.
- Методы : Порошковое покрытие — это метод, используемый для окраски металлов, при котором поверхность металла очищается и сглаживается, а затем окрашивается с помощью пистолета Corona. Краска выходит в виде порошка и притягивается к металлу электростатическим зарядом. Затем он запекается, чтобы он стал глянцевым и плавился вокруг металла для получения чистой отделки. Другие производители могут просто использовать стандартную краску в виде спрея или жидкости и наносить ее на металл, что часто делает его более подверженным отслаиванию.Большинство наших наборов имеют порошковое покрытие. Основные дефекты возникают, когда металл не очищается должным образом ДО того, как будет нанесена краска Corona. Это вызывает появление пузырей, отслаивание краски и выцветание краски или появление пятен.
- Сварка : Некоторые производители будут использовать латунь для сварки соединений вместо алюминия или стали. Большинство сварочных работ выполняется из алюминия, цинка и стали.
- Хранение : Большинство комплектов из экструдированного алюминия можно штабелировать.В основном потому, что рекомендуется зимнее хранение во избежание повреждений от замерзания. Предлагая альтернативу штабелированию, покупатели могут быть уверены в том, что они могут правильно хранить и защищать свои вложения.
Литые алюминиевые комплекты часто формируются в форме. Они помещают чрезвычайно горячий расплавленный металл в литой каркас и дают ему затвердеть. Это гарантирует, что к вашей садовой мебели можно будет применить более замысловатый дизайн. Это также обеспечивает большую стабильность структуры продукта, поскольку отсутствуют полые компоненты.
Как и экструдированный алюминий, для литого алюминия есть несколько отличительных черт:
Индикаторы качества
- Наполнители : Некоторые производители будут использовать наполнители в алюминии, которые делают их менее плотными и более восприимчивыми к трещинам и поломкам. Продукты Hanamint и Gensun — это самые чистые продукты, которые мы продаем, и предлагаем 10-15-летнюю структурную гарантию.
- 3D-формы : Вы заметите, что некоторые комплекты отливок выглядят так, как будто они закончены только с одной стороны.Спинки стульев будут выглядеть вогнутыми. 3D-форма гарантирует, что изделие будет закончено со всех сторон и привлекательно с любой точки зрения.
- Шлифование сварных швов : Некоторые сварные швы мы называем «сварными швами с пузырчатой резинкой», что означает, что производитель не нашел времени на шлифовку и сглаживание места сварки. Уравновешивающий аргумент состоит в том, что иногда, если сварной шов слишком сильно зашлифовать, соединение становится слабым.
В любом случае, у экструдированного и литого есть много плюсов и минусов.Любой, кто ищет стул, который легкий и легко перемещается, должен искать экструдированный стул. Тем, у кого сильный ветер и кому нужен продукт на всю жизнь, стоит подумать о литом алюминии.
Существуют также комбинированные кресла — они отлично подходят для ограниченного бюджета и позволяют получить лучшее из обоих миров.
Просмотрите наши изделия из алюминия и литого алюминия, чтобы найти идеальный вариант:
Китай Литье под давлением алюминия, Производители литья алюминия под давлением, Поставщики, Цена
Цена FOB для Справки: US $ 0.95-1,0 / шт.
Мин. Заказ: 1 шт.
Чертеж → Форма → Матрица Отливка → Удаление заусенцев → Сверление отверстий → Нарезание резьбы → Обработка с ЧПУ → Центр управления с ЧПУ → Полировка → Поверхность …
Поставщики с проверенными бизнес-лицензиями
Виртуальный тур 360 °
Shandong Kaiyuan Electronic Co., ООО- Шаньдун, Китай ISO9001: 2015, ISO14001: 2015, OHSAS18001: 2007, IATF16949, GB / T 29490-2013
Посмотреть увеличенное видео и изображение Свяжитесь сейчас Корзина запросов Услуги литья алюминия под давлением | Компания по литью под давлением алюминия
Услуги литья алюминия под давлением
Литье алюминия под давлением является специальностью компании Premier Die Casting Company более 70 лет.Наши услуги по литью алюминия помогли инженерам, дизайнерам и архитекторам воплотить свои проекты в жизнь с помощью современных деталей и надежного качества. Благодаря нашему опыту в отрасли, а также нашему современному оборудованию, нашим опытным инженерам по производству и качеству, а также производственному персоналу, вам гарантировано качественное производство ваших деталей и продуктов по экономичным ценам с Premier Die Casting.
Мы являемся сертифицированным производителем литья алюминия под давлением по стандарту ISO 9001: 2008, который специализируется на услугах по литью алюминия для ведущих отраслей и компаний мира.Наше оборудование покрывает почти все инженерные, конструкторские и опытно-конструкторские потребности вашей компании в области литья под давлением, а наш завод по литью алюминия расположен на шести акрах.
Свяжитесь с нами через Интернет, чтобы получить БЕСПЛАТНОЕ ценовое предложение или дополнительную информацию от наших опытных сотрудников о наших услугах по литью алюминия. Для вашего удобства теперь вы можете заполнить онлайн-запрос на предложение и заказать бесплатный компакт-диск с дизайном для литья под давлением .
Каковы преимущества услуг по литью алюминия под давлением?
Наш революционный процесс литья алюминия под давлением предлагает ряд важных преимуществ, в том числе:
- Индивидуальная настройка: облегчает создание сложных конструкций и форм, упрощая адаптацию отливки к конкретным производственным процессам.
- Более высокие показатели: литье под давлением из алюминиевого сплава позволяет изготавливать детали с гораздо большей скоростью, чем из других металлических сплавов. Роботизированные ячейки для литья под давлением также используются для повышения эффективности производства.
- Легкость прочности: алюминиевые отливки представляют собой ценное сочетание легкого веса и превосходной прочности.
- Низкая стоимость: литые под давлением детали из алюминия обычно дешевле, чем другие металлические сплавы.
- Универсальность и устойчивость к коррозии: алюминиевые отливки чрезвычайно универсальны и обладают отличной устойчивостью к коррозии.
Как производитель полностью литого алюминия, Premier Die Casting также предлагает вам полную и тщательную сборку и тестирование всех литых под давлением деталей и изделий. Если вас интересуют специальные элементы, такие как литье алюминия под давлением или вакуумное литье под давлением, или вы просто хотите создать прототип новой детали, вы получите полный спектр услуг на нашем заводе для литья алюминия под давлением.
Наша автоматизированная установка для литья алюминия под давлением
Основной причиной, по которой Premier является одним из ведущих производителей литья алюминия под давлением в Соединенных Штатах, является наша постоянная приверженность совершенствованию процессов, включая использование инновационного оборудования.Premier инвестирует в самое современное оборудование для производства продукции высочайшего качества в больших и малых объемах.
Наша установка для литья алюминия под давлением включает в себя самые современные технологии, включая автоматизированные машины Prince от 550 до 850 тонн. Роботизированные ячейки для литья под давлением предлагают преимущества непревзойденной стабильности процесса, точности, эффективности и снижения затрат на рабочую силу.
Другие примеры технологически передового оборудования, которое использует наша компания по литью алюминия под давлением:
- Широкий ассортимент оборудования для литья под давлением с ассортиментом машин с холодной камерой.
- Дополнительное автоматизированное оборудование для литья под давлением, включая автоматические ковши, автоматические системы распыления и передовые роботы Kawasaki.
- Технологическое оборудование для литья под давлением, такое как системы мониторинга Visitrac на каждой машине с мониторами технологических ограничений, устройства рециркуляции масла и вакуумные устройства MFT.
- Полностью оборудованный плавильный цех с печами Central Reverb, низкоэнергетическими высокоэффективными алюминиевыми раздаточными печами и комбинированной печью плавильня / держателя.
- Отделение чистовой обработки, содержащее Tumblast Wheelabrator, вибромельницы, ленточные шлифовальные машины и полностью автоматизированную шлифовальную и полировальную роботизированную ячейку.
Меры контроля качества при литье алюминия под давлением
Premier — производитель литья алюминия под давлением, который уделяет первоочередное внимание контролю качества на всех этапах процесса. Visi-Trak ™ System — это система мониторинга процесса литья под давлением Premier, и устранение производственных ошибок — ее игра! Предотвращение дефектов обходится дешевле, чем обнаружение дефектов на производстве, что позволяет нам переложить нашу экономию на вас!
Благодаря внедрению нашей передовой системы Visi-Trak ™ качество гарантировано как оно есть:
- Постоянно контролирует баланс машин и «ячеек замкнутого цикла».
- Обеспечивает постоянство качества продукта «от кадра к кадру»
- Ускоряет устранение неполадок при эксплуатации
- Обеспечивает постоянство производства изо дня в день
В дополнение к нашему первоклассному автоматизированному оборудованию, наш опытный персонал взаимодействует с машинами для устранения обнаруженных проблем и проверки продукта на наличие дефектов.
Вакуумное литье алюминия под давлением
Premier также является одной из ведущих компаний по литью алюминия под давлением в США. Использование вакуумной системы Thurner Minimum Fill Time (MFT) улучшает целостность наших отливок и снижает износ штампа за счет откачивания воздуха из полости перед впрыском сплава. Этот процесс позволяет детали «быстро заполняться» за счет сочетания пониженного противодавления и высокой скорости впрыска.
Система MFT производит продукт с:
улучшенная обработка поверхности пониженная газовая пористость уменьшенные проблемы утечки Благодаря MFT ваши творения станут лучше как внутри, так и снаружи, что повысит экономическую эффективность нашего процесса литья под давлением.
Отрасли, которые мы обслуживаем
Premier Die Casting предлагает услуги по литью алюминия под давлением для промышленных деталей на многих ведущих сегодня рынках.Мы помогаем клиентам поставлять продукты, которые могут превосходить требования по качеству. Как ведущий производитель литья алюминия под давлением, мы обслуживаем широкий спектр отраслей, в том числе:
- Торговое и промышленное оборудование: услуги литья под давлением алюминия для поршней и шатунов компрессоров, радиаторов, корпусов подшипников и многих других специфических деталей
- Электрооборудование: Производитель алюминиевого литья под давлением для электрических корпусов, охватывающих все, от светодиодных модулей до оборудования вышек сотовой связи.
- Огнестрельное оружие: детали для винтовок и дробовиков, включая литые под давлением алюминиевые предохранители спускового механизма и ствольные коробки
- Освещение: светодиоды и другие осветительные приборы, а также алюминиевые радиаторы, литые под давлением, и другие компоненты
- Медицинские приборы и продукты. Мы — ведущая компания по литью алюминия под давлением для ультразвуковых систем, дозаторов лекарств, кардиомониторов, редукторов кроватей и т. Д.
- Счетчики: Услуги по литью алюминия под давлением для электрических, водо-, газовых, парковочных и других счетчиков
- Рекреационные транспортные средства: детали, разработанные методом вакуумного литья алюминия под давлением для транспортных средств для отдыха, а также газонных и садовых тракторов.
- Малые двигатели: получите проектирование и разработку небольших деталей двигателя и аксессуаров от одной из самых опытных компаний по литью алюминия под давлением в США.С.
- Автозапчасти: Мы специализируемся на деталях и системах для грузовиков, от цилиндров и раздаточных коробок до
Почему выбирают литье под давлением Premier
Возвращение вашего алюминиевого литья под давлением на американскую территорию гарантирует, что вы получите лучшую в мире поддержку в области проектирования и производства, а также значительно снизите риски, связанные с качеством и кражей интеллектуальной собственности.
Мы готовы подписать ваше соглашение о неразглашении информации (NDA) и тем самым помочь защитить вашу интеллектуальную собственность и защитить дизайн вашего продукта.
Premier Die Casting твердо верит в то, что производство будет передано американским компаниям, поскольку это улучшит нашу экономику и качество американских продуктов, продаваемых дома или за рубежом. Узнайте больше об инициативе Reshoring Initiative и ознакомьтесь с их полезным инструментом Total Cost of Ownership Estimator®, чтобы помочь компаниям лучше оценивать свои решения о привлечении поставщиков.
Американское мастерство и защита партнерства могут помочь вам сократить время выполнения заказа, улучшить связь, снизить затраты на обслуживание, снизить риск отказа матрицы и многое другое.
Свяжитесь с нами, чтобы узнать больше о наших экспертных услугах по литью под давлением для производства алюминиевых сплавов
Узнайте, что делает Premier Die Casting одной из ведущих компаний по литью алюминия под давлением в США. Для получения дополнительной информации о специализированных услугах Premier по литью алюминия под давлением свяжитесь с нами через Интернет.
Технические характеристики
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Размер матрицы Вместимость 40 ″ x 40 ″ x 35 ″ Размер детали до 13 фунтов Материалы Алюминиевые сплавы: 380, 13, 360, 390, 413 Предпочитаемый формат файла Solidworks, ProE, IGES, STP, 2D-чертежи Промышленность - Телекоммуникации
- Корпуса электрооборудования
- Грузовик, Авто (только 2-й уровень)
- Промышленное оборудование
- Освещение
- Мебель
- Эйр Продактс
- Огнестрельное оружие
- Потребительские товары
Отраслевые ассоциации Североамериканская ассоциация литья под давлением — корпоративный член Сертификация ISO 9001: 2008
Перечень оборудования
Перечень оборудования
Отдел перечня оборудования - Инжиниринг и дизайн
- 3 сиденья CAD, Cadkey и ProE
- 1 Программное обеспечение для проектирования инструментов для штампов для литья под давлением
- Система FlowPred, RunDes, FanDes
- 1 Программное обеспечение для моделирования потока
- 1 Пакет связи с файлами печати модема
- Плоттер 1 л. С.
- 1 копировальный аппарат Xerox
Литье под давлением - Алюминиевая холодильная камера на 1400 тонн, HPM Castmaster
- Алюминиевая холодильная камера на 2 600 тонн, HPM Castmaster 1 600-тонная алюминиевая холодная камера, Kux
- Камера охлаждения алюминия 3 650 тонн, Prince
- Алюминиевая холодильная камера на 3800 тонн, HPM Castmaster
- Камера охлаждения алюминия 4850 тонн, Prince
- 1 950-тонная алюминиевая холодильная камера, Prince
- 2 2 × 2 камера нагрева цинка, Techmire
- 2 4 × 4 камера нагрева цинка, Techmire
- 1 6 × 6 Камера нагрева цинка, Techmire
- 1 Камера нагрева цинка 80 тонн, Frech
Вспомогательное оборудование для литья под давлением - 13 Автоматический ковш модели 305, Rimrock Corp.
- 7 Автоматическая система опрыскивания с экстрактором, модель 195, Rimrock Corp.
- 6 роботов Kawasaki, модель ZX165U
Процесс литья под давлением - Технологическое оборудование для литья под давлением
- 1 Центральная система мониторинга Visitrac, модель 7700
- 1 Центральная система мониторинга Visitrac, модель AT2020
- 8 блоков рециркуляции масла: охлаждение / нагрев штампа
- 2 вакуумных блока MFT: 14 вместимость литейных машин
Плавильный цех - 1 Центральная печь реверберации, MPH Industries, модель AC4000
- 1 Центральная печь реверберации, Warwick Industries, модель WBT85
- 13 печи выдержки алюминия, модель
термизатора с низким энергопотреблением- 1 Комбинированная печь расплавитель / держатель, Kemp Industries (модель GRMS600, возможность использования специальных сплавов)
Отделение отделки - 17 28-тонные гидравлические четырехстоечные силовые прессы, Greenlee Mfg.
- 11 8-тонные гидравлические силовые прессы, Dennison
- 2 25-тонный гидравлический четырехстоечный силовой пресс, Hannifan
- 2 Гидравлические пресса Magnum 15 тонн
Обрабатывающий цех - 1 Вертикальный обрабатывающий центр Fadel с ЧПУ, с устройством смены инструмента
- 5 Робод-сверл с ЧПУ, Fanuc Controls, с устройством смены паллет
- 2 роботизированных сверла с ЧПУ, Fanuc Controls
- 5 специализированных машинных центров, корпуса усилителей
- Многократное сверление / нарезание / растачивание
Отделение отделки - 1 Tumblast Wheelabrator, Wheelabrator-Frye
- 1 Вибрационная мельница, Sweco, модель 10 FT3
- 1 Вибрационная мельница, Sweco, модель 20 FT3
- 1 вибромельница, Rotofinish, модель 55S
- 1 Автоматическая шлифовально-полировальная роботизированная ячейка
Отдел качества - 1 Валидатор Brown & Sharp, модель 7100-2418 с HP 9815
- 1 Координатно-измерительная машина Helmel, модель PCMM + Руководство
Монтажный цех - 6 станций проверки герметичности, кожухи CATV
- Прессы для сборки 6 компонентов, кожухи CATV
- 1 Анализатор цепей для электронного тестирования
Инструментальная Различные фрезерные станки, токарные станки, шлифовальные станки, радиально-сверлильные станки, сварочное оборудование для опоры
Литье алюминия под давлением
Алюминий для литья под давлением — это наиболее распространенный сплав, используемый сегодня для процесса литья под давлением, так как он используется в широком спектре продуктов.Одним из основных преимуществ алюминиевых литых под давлением деталей является то, что они очень легкие, сохраняя при этом способность выдерживать самые высокие рабочие температуры среди всех литых под давлением сплавов. Алюминий также обладает очень высокой стабильностью размеров для изделий сложной формы и тонкостенных конструкций. Литые детали из алюминия также выбираются из-за их коррозионной стойкости и хороших механических свойств, что делает их основным выбором для широкого спектра применений, от корпусов бытовой электроники до морских применений.Алюминиевые литые под давлением детали также обладают высокой теплопроводностью и электропроводностью, а также экранированием от электромагнитных помех, что делает алюминий отличным выбором для корпусов для сетевых и телекоммуникационных приложений, поскольку он обеспечивает экранирующие свойства, обеспечивая при этом эффективное рассеивание тепла для электронных компонентов, размещенных внутри. Легкость алюминиевых литых под давлением деталей делает их идеальным выбором для портативных устройств, таких как электроинструменты и другие портативные устройства, а также широко используются в автомобильной и аэрокосмической промышленности для снижения веса и экономии топлива.
Мин. Заказ: 1 шт.
Поставщики с проверенными бизнес-лицензиями
Виртуальный тур 360 °
Shandong Kaiyuan Electronic Co., ООО- Телекоммуникации
- Корпуса электрооборудования
- Грузовик, Авто (только 2-й уровень)
- Промышленное оборудование
- Освещение
- Мебель
- Эйр Продактс
- Огнестрельное оружие
- Потребительские товары
- Инжиниринг и дизайн
- 3 сиденья CAD, Cadkey и ProE
- 1 Программное обеспечение для проектирования инструментов для штампов для литья под давлением
- Система FlowPred, RunDes, FanDes
- 1 Программное обеспечение для моделирования потока
- 1 Пакет связи с файлами печати модема
- Плоттер 1 л. С.
- 1 копировальный аппарат Xerox
- Алюминиевая холодильная камера на 1400 тонн, HPM Castmaster
- Алюминиевая холодильная камера на 2 600 тонн, HPM Castmaster 1 600-тонная алюминиевая холодная камера, Kux
- Камера охлаждения алюминия 3 650 тонн, Prince
- Алюминиевая холодильная камера на 3800 тонн, HPM Castmaster
- Камера охлаждения алюминия 4850 тонн, Prince
- 1 950-тонная алюминиевая холодильная камера, Prince
- 2 2 × 2 камера нагрева цинка, Techmire
- 2 4 × 4 камера нагрева цинка, Techmire
- 1 6 × 6 Камера нагрева цинка, Techmire
- 1 Камера нагрева цинка 80 тонн, Frech
- 13 Автоматический ковш модели 305, Rimrock Corp.
- 7 Автоматическая система опрыскивания с экстрактором, модель 195, Rimrock Corp.
- 6 роботов Kawasaki, модель ZX165U
- Технологическое оборудование для литья под давлением
- 1 Центральная система мониторинга Visitrac, модель 7700
- 1 Центральная система мониторинга Visitrac, модель AT2020
- 8 блоков рециркуляции масла: охлаждение / нагрев штампа
- 2 вакуумных блока MFT: 14 вместимость литейных машин
- 1 Центральная печь реверберации, MPH Industries, модель AC4000
- 1 Центральная печь реверберации, Warwick Industries, модель WBT85
- 13 печи выдержки алюминия, модель термизатора с низким энергопотреблением
- 1 Комбинированная печь расплавитель / держатель, Kemp Industries (модель GRMS600, возможность использования специальных сплавов)
- 17 28-тонные гидравлические четырехстоечные силовые прессы, Greenlee Mfg.
- 11 8-тонные гидравлические силовые прессы, Dennison
- 2 25-тонный гидравлический четырехстоечный силовой пресс, Hannifan
- 2 Гидравлические пресса Magnum 15 тонн
- 1 Вертикальный обрабатывающий центр Fadel с ЧПУ, с устройством смены инструмента
- 5 Робод-сверл с ЧПУ, Fanuc Controls, с устройством смены паллет
- 2 роботизированных сверла с ЧПУ, Fanuc Controls
- 5 специализированных машинных центров, корпуса усилителей
- Многократное сверление / нарезание / растачивание
- 1 Tumblast Wheelabrator, Wheelabrator-Frye
- 1 Вибрационная мельница, Sweco, модель 10 FT3
- 1 Вибрационная мельница, Sweco, модель 20 FT3
- 1 вибромельница, Rotofinish, модель 55S
- 1 Автоматическая шлифовально-полировальная роботизированная ячейка
- 1 Валидатор Brown & Sharp, модель 7100-2418 с HP 9815
- 1 Координатно-измерительная машина Helmel, модель PCMM + Руководство
- 6 станций проверки герметичности, кожухи CATV
- Прессы для сборки 6 компонентов, кожухи CATV
- 1 Анализатор цепей для электронного тестирования