Особенности сварочной дуги под водой, зажигание и поддержание дуги
Источником тепла при сварке под водой является электрический дуговой разряд, обычно называемый электрической дугой. Дуга горит между непрерывно оплавляющимся электродом и свариваемым изделием.
Дуга под водой обладает особенностями, существенно отличающими ее от дуги, горящей на воздухе, и влияющими па характеристики процесса сварки.
Если на воздухе температура сварочной дуги, горящей между двумя железными электродами, колеблется в пределах 5000—6000 °К, то под водой температура сварочной дуги в пределах глубин, не превышающих 10 м, составляет ориентировочно 7000—9000 °К.
Под водой дуга заключена в замкнутый парогазовый пузырь, поддерживаемый за счет испарения и разложения воды, продуктов сгорания металла изделия, электрода и его минерального покрытия.
При горении дуги в парогазовом пузыре создается противодавление. Дуга как бы сама создает условия для своего существования.
Повышенное давление газов в парогазовом пузыре, а также наличие значительного количества водорода обладающего высокой теплопроводностью, оказывает охлаждающее действие на дугу. Стенки пузыря подвижны, так как часть газов периодически покидает пузырь вырываясь на поверхность.
Возбуждение сварочной дуги под водой осуществляется так же, как и на поверхности, путем соприкосновения электрода с изделием.
Схема горения дуги под водой представлена на рис. 1. Под воздействием тепла дуги металл изделия расплавляется, образуя сварочную ванну. Размер ее зависит от диаметра электрода и силы сварочного тока. В центре ванны создается углубление, называемое кратером. Между дном кратера и электродом располагается столб дуги. Глубина, на которую расплавляется металл изделия под воздействием тепла дуги, называется глубиной провара.
Глубина, на которую расплавляется металл изделия под воздействием тепла дуги, называется глубиной провара.
Рис. 1. Схема горения сварочной дуги под водой
По глубине провара судят о качестве сварки. Принято считать, что, чем больше глубина провара, тем выше качество сварки. Поэтому рекомендуется сварку вести короткой дугой, чтобы получить большую глубину провара. Дуга длиной, равной диаметру электрода, называется короткой. Обычно длина дуги не превышает 3—5 мм.
В процессе сварки оплавляющийся металл электрода перемешивается с расплавленным металлом изделия и образует сварной шов, поверх которого откладывается шлак. При сгорании стержня электрода плавится покрытие (обмазка), образуя козырек, а продукты сгорания образуют облачка мути и пузырьки газа. Горение дуги сопровождается разбрызгиванием жидкого металла, обычно связанным с переходом капель в сварочную ванну.
В зависимости от состава покрытия электрода (обмазки) при ручной сварке и состава электродного стержня перенос металла с электрода в шов приобретает различные формы.
Рис. 2. Схема переноса металла в дуге:
а — горение дуги; б — образование капли; в — переход капли в ванну; г — первоначальное положение
В первый момент горения дуги происходит расплавление торца электрода и металла изделия. Затем под воздействием тепла дуги на торце электрода образуется капля. Под действием силы тяжести за счет ослабления сил поверхностного натяжения, а также под действием электродинамических сил, направленных вдоль оси столба дуги, капля отрывается от электрода и переходит на изделие. Затем дуга возбуждается вновь и цикл повторяется.
Сварка под водой осуществляется на постоянном токе на прямой (минус на электроде) или обратной полярности (минус на изделии) в зависимости от марки электродов и вида выполняемой работы. Возможна сварка под водой и на переменном токе, но применение его нежелательно, так как на постоянном токе ведение процесса сварки и резки легче и горение дуги более устойчивое.
Возможна сварка под водой и на переменном токе, но применение его нежелательно, так как на постоянном токе ведение процесса сварки и резки легче и горение дуги более устойчивое.
Сварочная дуга является проводником электрического тока, она так же, как всякий электрический провод-пик, окружена магнитным полем. Магнитное поле дуги
При сварке крупных изделий, например суДов, коТлОв и т. д., приходит во взаимодействие с массой изделия и вызывает отклонение его от оси электрода. Дуга начинает гореть неустойчиво (блуждать), и сварка становится невозможной. Это явление носит название магнитного дутья дуги.
Рис. 3. Схема присоединения обратного провода к изделию с двух сторон:
1 — электрод; 2 — прямой провод; 3 — генератор; 4 — обратный провод; 5 — разветвление обратного провода; 6 — свариваемый металл
Блуждание дуги зависит от концентричности и толщины покрытия электродов, от распределения тока и других причин. Магнитное дутье проявляется сильнее при сварке на постоянном токе.
Один из способов борьбы с магнитным дутьем — изменение наклона электрода или изменение направления сварки, например от кромки к середине листа. Хорошие результаты дает перенесение места присоединения обратного кабеля к изделию поближе к месту сварки. Также хорошие результаты дают разветвление обратного провода и присоединение его К изделию с двух сторон.
Заметно уменьшают магнитное дутье тщательная подгонка свариваемых листов и уменьшение зазоров. Схема поста при сварке под водой приведена на рис. 4.
Рис. 4. Схема поста для сварки под водой:
1 — реостат; 2 — сварочный генератор типа СГП-3-VI; 3 — электродо-держатель; 4 — электрод; 5 — изделие
Дуга сварочная особенности — Энциклопедия по машиностроению XXL
Сварку можно выполнять непрерывно горящей или импульсной дугой. Импульсная дуга благодаря особенностям ее теплового воздействия позволяет уменьшить протяженность околошовной зоны и коробление свариваемых кромок, а также сваривать металл малой толщины при хорошем формировании шва.
В качестве источника тепла при дуговой электросварке используется электрическая дуга, представляющая собой электрический разряд между двумя электродами в газообразной среде, сопровождающийся большим выделением тепла и лучеиспусканием. Для возникновения дугового разряда необходимо ионизировать газовый промежуток между электродами, потому что при обычных условиях газы, в том числе и воздух, не проводят электричества. Для получения электрической дуги один полюс сварочной машины соединяется со свариваемым изделием, а другой — с электродом.

Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы
 137]
137]
В качестве источников сварочного тока можно применять сварочные трансформаторы, механические преобразователи тока, полупроводниковые выпрямители и сварочные агрегаты с двигателями внутреннего сгорания. Отличительной особенностью источников сварочного тока является крутопадающая характеристика, т. е. способность ограничивать величину сварочного тока до безопасного для источника тока значения при коротком замыкании сварочной дуги. Сварочные трансформаторы дают переменный ток частотой 50 Гц, остальные источники — постоянный ток.
Влияние количества и расположения сварочных проволок. Формирование шва зависят от количества одновременно подаваемых в зону дуги сварочных проволок и особенно от их расположения. На фиг. 41 приведено несколько вариантов сварки двумя и тремя проволоками. [c.363]
Источник питания, состоящий из трансформатора 1 и дросселя насыщения 2. Для повышения устойчивости горения дуги, что особенно важно при сварке на малых токах, дроссель насыщения выполнен таким образом, что сварочный ток имеет ускоренный переход через нуль. Обмотка управления дросселя питается через селеновый мостик и вариатор от сети переменного тока.
[c.108]
Для повышения устойчивости горения дуги, что особенно важно при сварке на малых токах, дроссель насыщения выполнен таким образом, что сварочный ток имеет ускоренный переход через нуль. Обмотка управления дросселя питается через селеновый мостик и вариатор от сети переменного тока.
[c.108]
Применение порошковой проволоки открыло новые возможности перед способами сварки в защитных газах. Немаловажное значение имеет и тот факт, что сварочная дуга, горящая в потоке газов, вновь стала видимой. (Это звучит, может быть, парадоксально, но при всех преимуществах погруженной во флюс закры,-той дуги проявляется и ее недостаток — затруднительность ведения дуги вдоль линии сварки, особенно при выполнении криволинейных швов). Упрощается и техника выполнения вертикальных и горизонтальных швов без принудительного формирования, совершенно необходимого при сварке под флюсом. Со сваркой в защитных газах в ряде случаев конкурирует сварка порошковой и сплошной проволокой незащищенной дугой. Это особенно важно для вьшолнения сварочных работ в полевых условиях. У процесса сварки порошковой проволокой большое будущее.
[c.25]
Это особенно важно для вьшолнения сварочных работ в полевых условиях. У процесса сварки порошковой проволокой большое будущее.
[c.25]
Питание дуги сварочным током может производиться от обычных генераторов с падающей характеристикой, предназначенных для ручной дуговой сварки или сварки под флюсом. Однако более высокую устойчивость процесса сварки, особенно при малых токах, обеспечивают генераторы с жесткой характеристикой. Поэтому при сварке тонколистовых сталей предпочтительнее применение генераторов с жесткой внешней характеристикой. [c.193]
Эта особенность флюсов является главным их преимуществом. Однако при использовании таких флюсов химический состав металла шва сильно зависит от режима сварки. Изменение величины сварочного тока, и особенно напряжения дуги, изменяет соотношение масс расплавленных флюса и металла, а следовательно, и состав металла шва, который может быть неоднородным даже по длине шва. [c.115]
При применении СОо в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СОз. При высоких температурах сварочной дуги СОа диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополни-
[c.197]
При высоких температурах сварочной дуги СОа диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополни-
[c.197]
С увеличением напряжения также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина В и длина ванны [c.22]
Измерения в переходных областях. Изучение явлений в катодной и анодной зонах, особенно в дугах высокого давления, к которым относятся почти все сварочные дуги, за исключением вакуумной, затруднено. Получение сведений о плотностях тока /з и на электродах, отношениях je/ji катода, значениях Ьк и и , напряженностях зон d , d , температурах электронов и давлениях газа вблизи них осложняется высокой температурой и малыми размерами зон. [c.70]
Распределение энергии в сварочных дугах, их энергетическая структура определяются рядом факторов, главнейшие из которых следующие два 1) состав плазмы, размеры и условия стабилизации столба дуги 2) материал, размеры и форма электродов (особенно катода). [c.92]
[c.92]
Оксид алюминия оказывает также отрицательное влияние на стабильность горения сварочной дуги при сварке на переменном токе вследствие существенного различия физических условий для эмиссии электронов с вольфрама и алюминия при смене полярности (физические особенности дуги на переменном токе подробно рассмотрены в разд. I). Для сварки алюминиевых сплавов на переменном токе используют специальные источники питания, которые позволяют устранить вредное влияние на стабильность горения дуги постоянной составляющей (металлургия сварки подробно рассмотрена в работе [16]). [c.387]
Удельный вес затрат на сварочные и вспомогательные материалы очень высок при ручной, автоматической (особенно аргонно-дуговой) и электрошлаковой сварках, а при точечной и шовной сварке ничтожен. Доля зарплаты производственных рабочих в большинстве случаев колеблется в пределах 20…30 % от общей себестоимости сварки и снижается при автоматизированных способах дугой сварки и при контактной сварке. [c.209]
[c.209]
Уже на первом этапе социалистического строительства ручная сварка не удовлетворяла запросов промышленности. Поэтому с 20-х годов предпринимались работы по автоматизации сварочных процессов. Интенсивное развертывание этих работ относится к 30-м годам. Особенно интенсивно и эффективно эти работы проводились в Киеве под руководством акад. Е. О. Патона, приведя к созданию способа автоматической сварки открытой дугой. [c.117]
Напряжение на дуге зависит от а) расстояния между концами электродов и б) подачи водорода в область вольтовой дуги. Оба фактора влияют на напряжение дуги, форму пламени и его тепловую мощность. Эта технологическая особенность используется для регулирования термического напора пламени в процессе сварки металлов различной толщины, а также при завершении отдельных этапов сварочного процесса. [c.318]
Внутри нижнего цилиндра 8 находится электромагнит 9, создающий при сварке продольное магнитное поле для направления дуги вдоль оси электрода.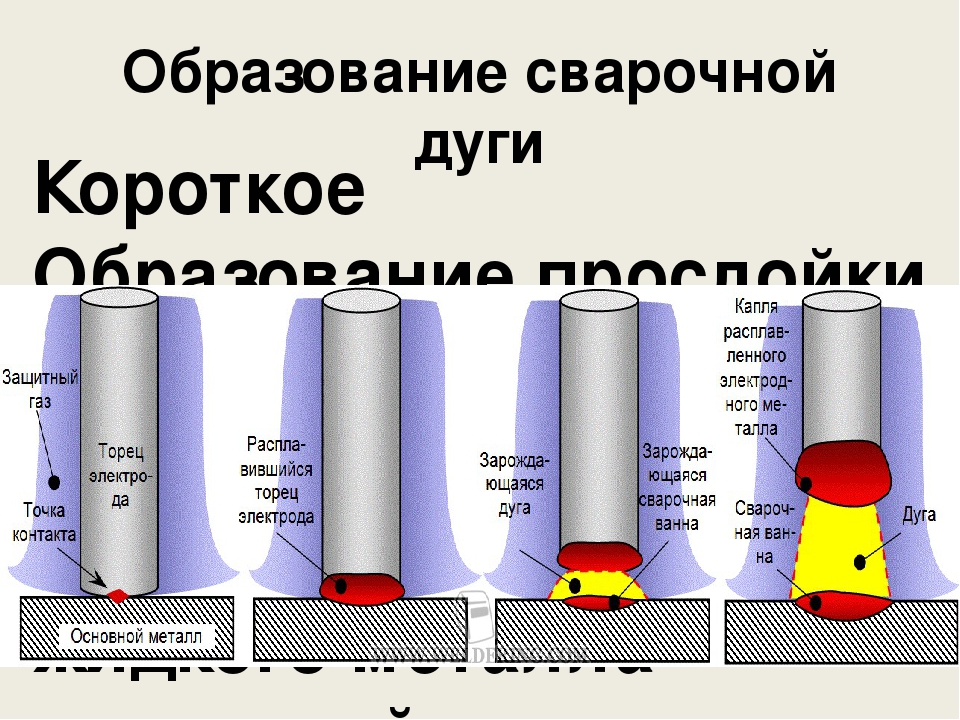 Это необходимо для борьбы с магнитным дутьём, которое особенно сказывается при сварке постоянным током. Обмотка электромагнита выполнена из медной трубки, внутри которой проходит вода, охлаждающая головку во время сварки. Сердечник магнита 9 изготовлен полым для прохода электрододержателя с электродом. На нижнем конце сердечника помещается контактная втулка 10, подводящая сварочный ток к электроду.
[c.211]
Это необходимо для борьбы с магнитным дутьём, которое особенно сказывается при сварке постоянным током. Обмотка электромагнита выполнена из медной трубки, внутри которой проходит вода, охлаждающая головку во время сварки. Сердечник магнита 9 изготовлен полым для прохода электрододержателя с электродом. На нижнем конце сердечника помещается контактная втулка 10, подводящая сварочный ток к электроду.
[c.211]
Сварочные головки конструкции ЦНИИТМАШ. Характерной особенностью сварочных головок ЦНИИТМАШ типов А, Б, В, Г и т. д. является возможность плавного регулирования скорости подачи электрода вне зависимости от напряжения на дуге, Многие сварочные головки ЦНИИТМАШ могут быть использованы как в качестве подвесных, так и в качестве тракторных, а также приспособлены для сварки на трехфазном токе. [c.183]
Особенностью адаптивных систем управления роботов для дуговой сварки является и то, что на них возлагается регулирование ряда технологических параметров. Например, они должны регулировать скорость подачи электрода, напряжение дуги и скорость перемещения сварочной головки в зависимости от толщины свариваемых заготовок и величины зазора между ними, геометрии шва и других факторов.
[c.173]
Например, они должны регулировать скорость подачи электрода, напряжение дуги и скорость перемещения сварочной головки в зависимости от толщины свариваемых заготовок и величины зазора между ними, геометрии шва и других факторов.
[c.173]
Широко применяется наварка для ремонта изношенных деталей, особенно при заделке трещин но этот способ является очень трудоемким и вызывает иногда брак вследствие термического воздействия сварочного пламени или дуги на металл. [c.6]
Наиболее совершенны инверторные выпрямители. Их особенность заключается в том, что сетевое напряжение преобразуется в высокочастотное (до 60 кГц ) с помощью управляемого транзисторного инвертора. Далее высокочастотное напряжение понижается малогабаритным трансформатором, выпрямляется блоком силовых вентилей и подается на дугу в виде сглаженного сварочного напряжения. Инверторные выпрямители могут иметь любую форму внешней характеристики, в том числе близкую к идеализированной (рис. 5.4, а). Одним из преимуществ инверторных выпрямителей является их малая масса — примерно в 10 раз меньше, чем выпрямителей других типов.
[c.226]
5.4, а). Одним из преимуществ инверторных выпрямителей является их малая масса — примерно в 10 раз меньше, чем выпрямителей других типов.
[c.226]
Индуктивное сопротивление, включенное в сварочную цепь, способствует не только повышению устойчивости горения дуги, но и ее стабильности, т.е. уменьшает колебания силы тока, возникающего по различного рода причинам. Поэтому в настоящее время некоторые сварочные источники питания дуги постоянным током (выпрямители) изготавливают с включением в сварочную цепь индуктивности. Это особенно необходимо, если производить полуавтоматическую сварку в углекислом газе чем больше диаметр сварочной проволоки и сила тока, тем большая величина индуктивности должна быть в сварочной цепи. [c.88]
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРОЧНОЙ ДУГИ [c.88]
Еще одной технологически важной особенностью сварочной дуги, влияющей на ее пространственное положение, является чувствительность столба дуги к неравномерности напряженности магнитного поля в зоне сварки.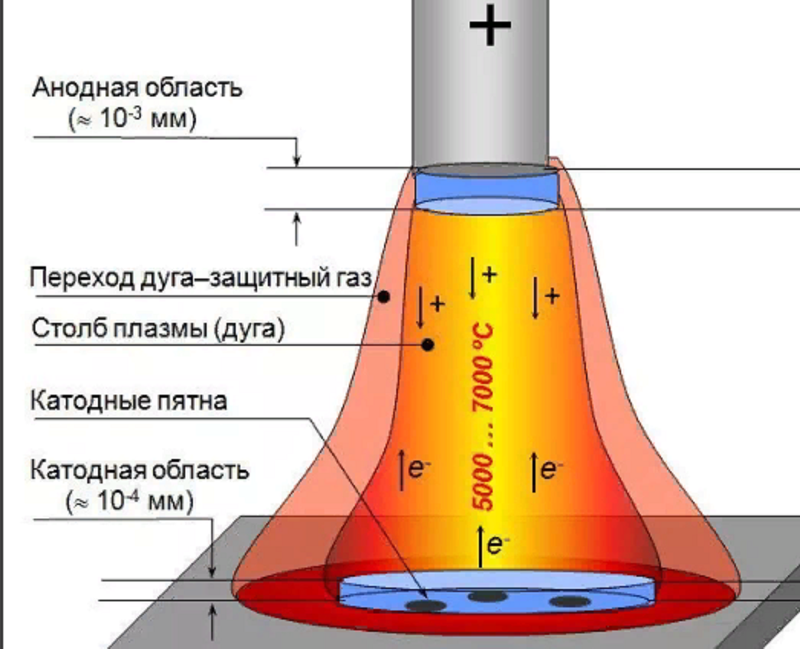 Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется
[c.90]
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется
[c.90]
Каковы особенности вольт-амперной характеристики сварочной дуги [c.92]
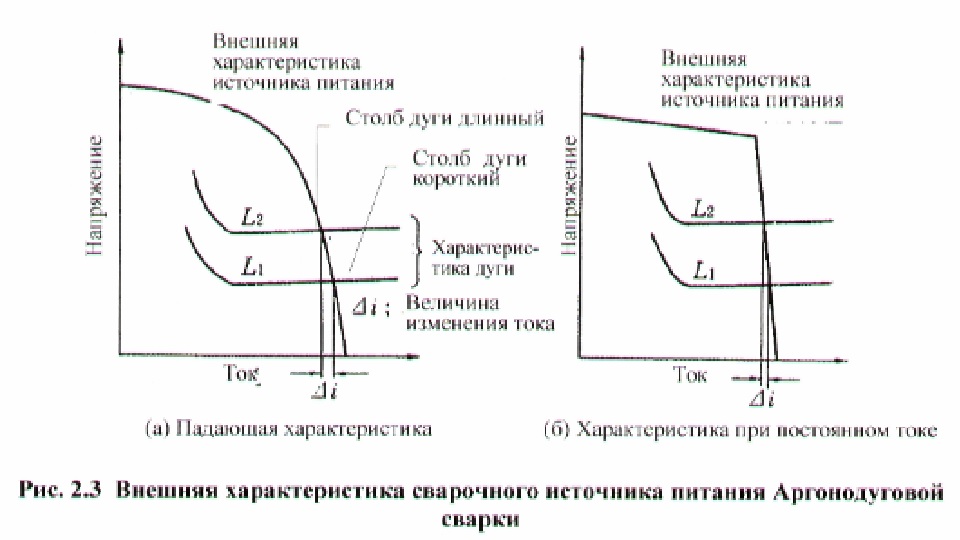
Для дуговой сварки алюминиевых сплавов в защитных газах применяют специальные установки однофазного и трехфазного токов. При сварке алюминиевых сплавов дуга, горящая с неплавящегося электрода в защитном газе, обладает особенностями. Горит она при низком напряжении, (/д = 10…20 В. Ее ВАХ имеет горизонтальный участок в большом диапазоне силы сварочного тока. При смене полярности, когда напряжение становится равным нулю, возможен обрыв дуги, что требует специальных мер по ее стабилизации. Ток дуги в один полупериод больше, чем в другой, происходит частичное его выпрямление, что обусловлено физическими свойствами тугоплавкой окисной пленки, которую алюминиевые сплавы имеют на своей поверхности. Выравнивание силы тока в оба полупериода (устранение постоянной составляющей тока) достигается включением в сварочную Цепь последовательно с обмоткой трансформатора батареи конденсаторов. Устойчивое горение дуги достигается, в частности, использованием крутопадающей ВАХ источника питания (рис. 56). Чем она круче, тем меньше изменение силы тока А/ при изменениях длины дуги, тем стабильнее будет гореть дуга.
[c.100]
Устойчивое горение дуги достигается, в частности, использованием крутопадающей ВАХ источника питания (рис. 56). Чем она круче, тем меньше изменение силы тока А/ при изменениях длины дуги, тем стабильнее будет гореть дуга.
[c.100]
Какими особенностями отличается сварочная дуга, горящая между вольфрамовым электродом и аЛюМиниевой деталью в защитном газе [c.108]
Оборудование для ПМДС включает три основные составляющие сварочную машину, аппаратуру управления и контроля, источник питания сварочной дуги. Сварочная машина имеет много общего с машиной для стыковой контактной сварки механизмы зажатия свариваемых деталей, перемещения и осадки. Однако для нее характерны свои особенности. При нагреве дугой, движущейся в магнитном поле, свариваемые детали остаются неподвижными, поэтому значительно упрощается механизм перемещения и осадки. Однако особенности нагрева и формирования сварного соединения требуют высоких относительно контактной стыковой сварки скоростей осадки, не менее 0,15 м/с. В связи с малыми плотностями сварочного тока по сравнению с контактной сваркой, зажимные губки изготовляют не из
[c.241]
В связи с малыми плотностями сварочного тока по сравнению с контактной сваркой, зажимные губки изготовляют не из
[c.241]
Нашряжение холостого хода генератора должно быть достаточно высоким для надежного возбуждения дуги, стабильного ее горения, а также для некоторого удлинения дугового промежутка без обрыва дуги. Последнее особенно важно при ручной сварке малоопытным сварщикам и при аварке в неудобных и труднодоступных местах. Ток короткого замыкания генератора не должен быть чрезмерно большим как по условиям работы машины, так и для удовлетворительного процесса сварки. При недопустимо больших токах короткого замыкания перегревается электрод, оплавляется покрытие и возрастает разбрызгивание. У сварочного генератора при этом перегреваются об.мотки и обгорают края пластин коллектора и угольные щетки. [c.12]
Особенности сварочной дуги. Сварочная дуга по сравненито с другими электрическими разря-дами чмеет с ледующие особенное I и
[c. 17]
17]
Источники сварочного тока с падающей характеристикой необходимы для облегчения зажигания дуги за счет повышенного иаиря-жеиия холостого хода, обеспечения устойчивого горения дуги и практически постоянной проплавляющей способности дуги, так как колебания ее длины и напряжения (особенно значительные при ручной сварке) не приводят к значительным изменениям сварочного [c.187]
Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга легко зажигается и горит устойчиво при напряжении 10—15 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения и снижается сто » кость электрода. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает одним важным технологическим свойством при ее действии с поверхности свариваемого металла удаляются оксиды. Одно из объяснений этого явления заключается в том, что поверхность металла бомбарди-
[c. 195]
195]
Сущность сварки в среде Oj состоит в том, что дуга горит в среде защитного газа, оттесняющего воздух от зоны сварки и защищающего наплавленный металл от О, и N2 воздуха. Особенностью данной сварки является сравнительно сильное выгорание элементов, обладающих большим сродством с Oj (С, А1, Ti, Si, Мп и др.). Окисление происходит за счет как Oj, так и атомарного О, который образуется при диссоциации Oj под действием тепла дуги. Непрерывный уход окислов С, Si, Мп из ванны приводит к значительному обеднению металла шва раскисли-телями, что ухудшает механические свойства соединения. Поэтому для получения качественных соединений необходимо при сварке в среде Oj иметь в сварочной ванне достаточное количество раскисляющих элементов, которые обычно вводят за счет проволоки (Св-08Г2С, Св-08ГС). [c.61]
В случаях, когда силы поверхностного натяжения не могут уравновесить разрушающие силы, необходил применять специальные меры — ограничивать объем сварочной ванны, применять сварку на подкладках, использовать удерживающие приспособления.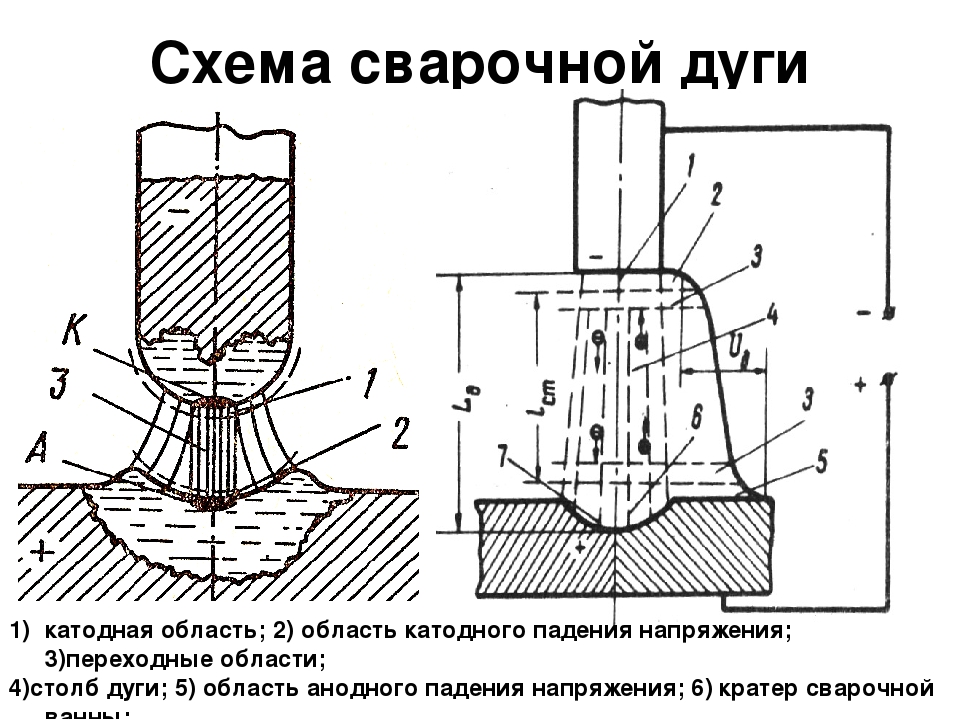 Удержание ванны от стекания имеет особенно важное значение при сварке в вертикальном и потолочном положениях. При сварке в вертикальном положении процесс можно, вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны от стекания способствует давление дуги и силы поверхностного натяжения. При сварке на подъем ванна удерживается
[c.23]
Удержание ванны от стекания имеет особенно важное значение при сварке в вертикальном и потолочном положениях. При сварке в вертикальном положении процесс можно, вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны от стекания способствует давление дуги и силы поверхностного натяжения. При сварке на подъем ванна удерживается
[c.23]
Высокие температуры, используемые при сварке плавлением, с одной стороны, понижают термодинамическую устойчивость оксидов, как это было показано в п. 9.2, но, с другой стороны, скорость их образования резко увеличивается и за очень небольшое время сварочного цикла металлы поглощают значительное количество кислорода. Поглощенный кислород может находиться в металле или в растворенном состоянии в виде оксидов (обычно низшей степени окисления), или субоксидов (TieO, TisO, Ti20), а также может создавать неметаллические включения эндогенного типа, образовавшиеся при раскислении металла более активными элементами. И то, и другое резко снижает качество сварных соединений, особенно пластичность металла шва. Исследования этого вопроса показали, что основная масса кислорода в металле обычно находится в неметаллических включениях [20]. Источниками кислорода в металле при сварке служат окислительно-восстановительные реакции между металлом и атмосферой сварочной дуги, металлом и шлаками, образующимися в результате плавления флюсов или при разложении и плавлении компонентов электродного покрытия, а также при взаимодействии с наполнителями порошковой проволоки.
[c.317]
И то, и другое резко снижает качество сварных соединений, особенно пластичность металла шва. Исследования этого вопроса показали, что основная масса кислорода в металле обычно находится в неметаллических включениях [20]. Источниками кислорода в металле при сварке служат окислительно-восстановительные реакции между металлом и атмосферой сварочной дуги, металлом и шлаками, образующимися в результате плавления флюсов или при разложении и плавлении компонентов электродного покрытия, а также при взаимодействии с наполнителями порошковой проволоки.
[c.317]
Много исследований проводится по разработке методов управления электрической дугой магнитным полем. Создана возможность получения вращающейся дуги, конусной дуги, применяемой главным образом для сварки стыков труб, а также для приварки труб к трубным доскам. Разработаны методы управления характеристиками сварочных дуг, особенно малоамперных дуг, применяемых при сварке очень тонких материалов. Исследуются методы управления плазменной дугой, электронным лучом и другими видами интенсивных излучений. [c.114]
[c.114]
Для повышения производительности труда и улучшения качества черновой наплавки, особенно при большом объеме работ, можно рекомендовать применение полуавтоматической наплавки в среде углекислого газа. Сущность этого способа наплавки заключается в том, что сварочная дуга и расплавленный металл защищаются от вредного воздействия кислорода и азота воздуха струей углекислого газа, подаваемого через специальное опло в зону сварки Л. 9]. [c.70]
Сварочные трансформаторы преобразуют сетевое напряжение (220 или 380 В) в пониженное (меньше 140 В), необходимое для сварки. Особенность конструкции сварочных трансформаторов заключается в том, что они имеют повышенное рассеяние магнитного потока. Это обусловливает их высокое индуктивное сопротивление, что обеспечивает крутопадаюшую внешнюю характеристику тока в сварочной сети. Предусмотрено регулирование степени магнитного рассеяния путем введения внутрь магнитного сердечника трансформатора дополнительного шунта или изменения расстояния между первич-.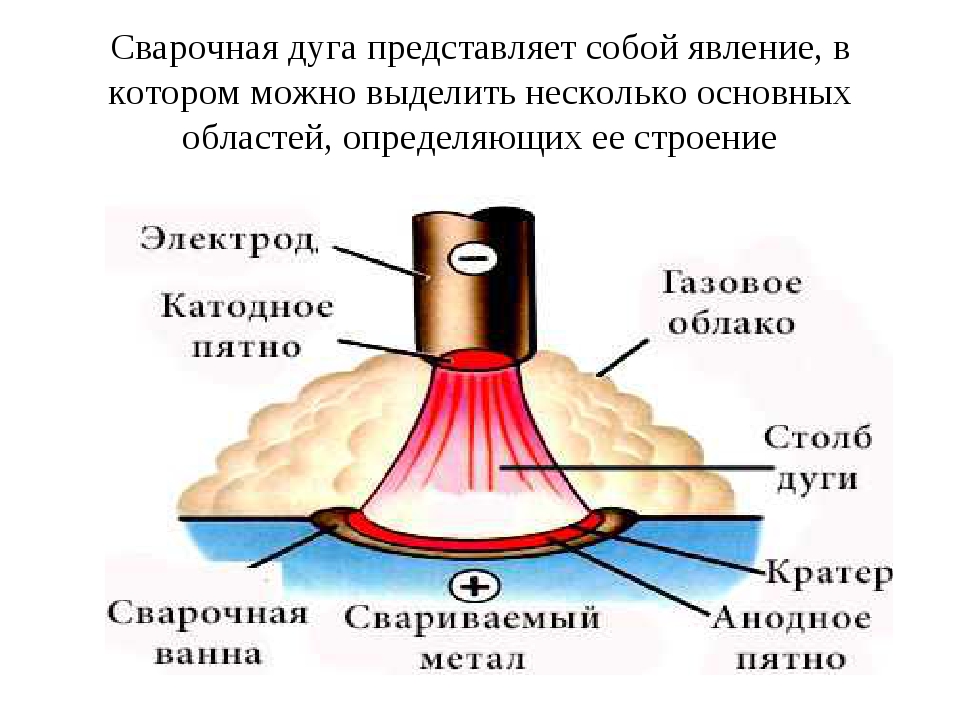 ной и вторичной обмотками. Таким образом изменяют крутизну внешней характеристики и, соответственно, величину сварочного тока при относительно постоянном напряжении на дуге.
[c.225]
ной и вторичной обмотками. Таким образом изменяют крутизну внешней характеристики и, соответственно, величину сварочного тока при относительно постоянном напряжении на дуге.
[c.225]
Особенности горения дуги переменного тока. Диаграммы токов и напряжения для дуги переменного тока
Следует отметить, что все свойства дуги постоянного тока присущи и дуге переменного тока. При горении дуги на переменном токе частотой 50 Гц имеются условия, понижающие устойчивость горения дуги. Прежде всего, стоит отметить, что при смене полярности дуги на электродах, когда питающее дугу напряжение (трансформатора) равно нулю, дуга гаснет. Таким образом, сварочная дуга гаснет, потом зажигается вновь 100 раз за 1 секунду. Это обуславливает особые требования к источнику питания дуги (трансформатору) и к сварочной цепи. Основное влияние оказывает индуктивность сварочной цепи (совместно с индуктивностью трансформатора).
Обычно рассматривают два предельных случая при анализе устойчивости дуги переменного тока: 1 – в сварочной цепи только активное сопротивление; 2 – в сварочной цепи имеется преимущественно индуктивное сопротивление.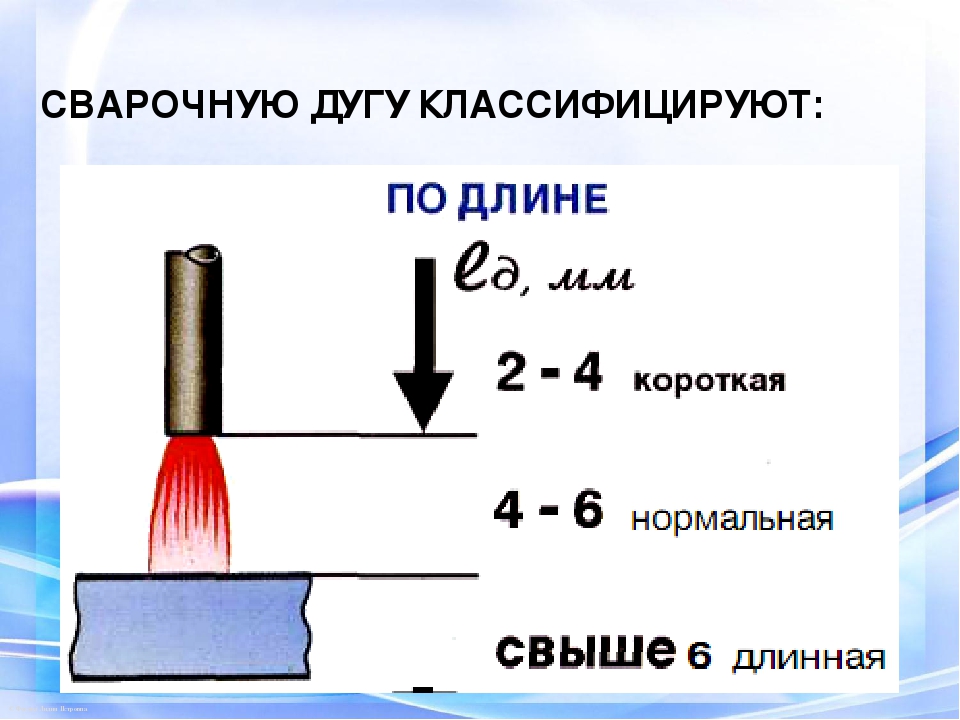
Рассмотрим процесс горения дуги, когда в сварочной цепи только активное сопротивление (L = 0). Дуга горит с перерывами (рис.1 а): Uи – напряжение источника; Iд – ток дуги; Uд – напряжение дуги. В такой цепи вектора U и I совпадают и это обуславливает, что дуга зажигается через время tз в точке А (tз – время зажигания дуги).
После возбуждения дуги с пиком зажигания – Uз напряжение быстро уменьшается до напряжения Uд (напряжения дуги). В точке В, поскольку напряжение источника (Uи) меньше, чем сумма анодного и катодного падения напряжения дуги, дуга угасает. До точки, когда Uи = 0 время – tу (время угасания дуги). В обратном полупериоде (Т/2) дуга возбуждается в точке С, когда источник «набирает» достаточный уровень напряжения, однако, и в этом случае имеет место пик напряжения – Uз (напряжение зажигания дуги), и имеется пауза – tЗ (время зажигания дуги). Между точками В и С суммарное время паузы tП = tз + tу Такие паузы длительностью tп наблюдаются 100 раз в 1 секунду. Обычно Uз/ Uд = 1,5…3. В этом случае напряжение холостого хода источника U2хх = 2Uд, то есть необходимо повышать U2хх, чтобы дуга возбуждалась после ее угасания. Иногда (когда в дугу попадают деионизаторы) необходимо чтобы U2хх = (2…4)Uд, а это недопустимо с точки зрения безопасности (если Uд = 30 В, то максимальное U2хх = 120 В, а допустимо U2хх не более 80 В. В связи с этим сделан вывод, что в сварочной цепи должна быть достаточная индуктивность – L.
Между точками В и С суммарное время паузы tП = tз + tу Такие паузы длительностью tп наблюдаются 100 раз в 1 секунду. Обычно Uз/ Uд = 1,5…3. В этом случае напряжение холостого хода источника U2хх = 2Uд, то есть необходимо повышать U2хх, чтобы дуга возбуждалась после ее угасания. Иногда (когда в дугу попадают деионизаторы) необходимо чтобы U2хх = (2…4)Uд, а это недопустимо с точки зрения безопасности (если Uд = 30 В, то максимальное U2хх = 120 В, а допустимо U2хх не более 80 В. В связи с этим сделан вывод, что в сварочной цепи должна быть достаточная индуктивность – L.
В случае, когда велика индуктивность (L = ∞, R = 0) дуга горит без пауз (рис.1б). Это связано с тем, что в цепи с индуктивностью вектор напряжения источника (Uи) опережает вектор тока (Iд) на угол φ. В этом случае также необходимо для обеспечения зажигания дуги (Uз > Uд), чтобы U2хх было больше, чем Uд. Однако, для соотношения Uз = (1,5…3) Uд в этом случае U2хх = (1,8…2,5)Uд, то есть значительно меньше, чем для цепи, без индуктивности. В этом случае условия техники безопасности соблюдаются.
Однако, для соотношения Uз = (1,5…3) Uд в этом случае U2хх = (1,8…2,5)Uд, то есть значительно меньше, чем для цепи, без индуктивности. В этом случае условия техники безопасности соблюдаются.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ И УСЛОВИЯ УСТОЙЧИВОГО ГОРЕНИЯ СВАРОЧНОЙ ДУГИ
Сварочная дуга должна иметь определенные технологические свойства, обеспечивающие быстрое ее зажигание, устойчивое горение, малую чувствительность к изменению ее длины в определенных пределах, быстрое ещ повторное зажигание после погашения, нужное проплавление основного металла и др. Все это создает условия получения качественного сварного соединения.
Влияние на технологические свойства дуги некоторых факторов рассматривались ранее, поэтому ознакомимся с влиянием тока, напряжения, рода тока, состава газа, характера переноса металла в дуге.
Влияние соотношения между током и напряжением
Для нормального протекания процесса электрической сварки плавлением ток и напряжение на дуге должны находиться в определенной зависимости друг от друга.
Зависимость между установившимся значениями тока и напряжением дуги при постоянной ее длине называется статической (вольт-амперной) характеристикой дуги и при сварке под флюсом может быть представлена кривой (рис. 17), по которой видно, что напряжение дуги с увеличением сварочного тока сначала круто снижается, потом почти не меняется, а затем опять возрастает. Это
имеет место вследствие того, что с увеличением тока законы изменения активных пятен, поперечного сечения, плотности тока и электропроводности столба дуги различны, что приводит к изменению сопротивления, и как следствие, — к определенному изменению напряжения в столбе дуги с изменением тока.
На нервом участке кривой по абсциссе до тока 60— 60 А статическая характеристика дуги = f (/д), будет падающей, т. е. напряжение на дуге уменьшается с увеличением тока. Объясняется это тем, что при маломощных
Рис. 17. Статическая характери-
стика дуги; Uд = / (/д) при по-
стоянной длине дуги
дугах сумма катодного и анодного падения напряжения не зависит от тока. Падение напряжения в столбе дуги уменьшается с увеличением тока, так как площадь сечения и электропроводность увеличиваются, а плотность тока в столбе дуги уменьшается.
Падение напряжения в столбе дуги уменьшается с увеличением тока, так как площадь сечения и электропроводность увеличиваются, а плотность тока в столбе дуги уменьшается.
На втором участке кривой в пределах тока 80—800 А напряжение на дуге не зависит от тока. Это объясняется тем, что при данных значениях тока площадь сечения столба дуги, катодных и анодных пятен увеличивается пропорционально току, поэтому плотность тока и падение напряжения на всех участках дуги сохраняются постоянными и статическая характеристика для этого случая жесткая. Дуга с такой характеристикой находит широкое применение в сварочной технике.
На третьем участке кривой при токах выше 800 А увеличение тока приводит к увеличению напряжения дуги, т. е. форма статической характеристики становится возрастающей. Это есть результат того, что при большой плотности тока, когда катодное пятно занимает всю поверхность торца электрода, интенсивность увеличения площади сечения столба дуги с возрастанием тока уменьшается, сопротивление столба дуги будет расти незначительно, а градиент потенциала и падение напряжения в столбе дуги будут расти с увеличением сварочного тока.![]() -образную форму, т. е. переходит из падающей в жесткую и, наконец, при больших значениях тока становится возрастающей.
-образную форму, т. е. переходит из падающей в жесткую и, наконец, при больших значениях тока становится возрастающей.
Электрическую дугу используемую для сварки металлов называют
Содержание:
Электрическая сварочная дуга – это электрический разряд большой мощности, который протекает в среде газов, металлических паров и флюса, применяемого при сварке. Сварочная дуга характеризуется следующими параметрами
- при ее присутствии выделяется много тепла – температура внутри сварочной дуги достигает 6000 градусов
- она дает много света, в том числе, ультрафиолетового и инфракрасного спектра, из-за чего и требуется применение специального снаряжения, защищающего органы зрения, кроме того, такие лучи могут обжигающе воздействовать и на кожу, поэтому при проведении сварочных работ рекомендуется использовать и специальную одежду
- электрическая дуга является проводником электрического разряда
- на нее оказывают воздействие электромагнитные поля
- и главная ее особенность – это способность оказывать давление на металл.


Разновидности электрической сварочной дуги.
Электрическая сварочная дуга может быть разной – ее тип полностью зависит от типа сварки и от той среды, в которой производятся сварочные работы.
- Открытая электрическая сварочная дуга появляется, когда сварка производится без применения защитных газов и флюса – то есть, просто в воздухе. Это наиболее часто встречающийся тип сварочной дуги, в состав среды горения которой входит окружающий воздух, пары, испускаемые металлом, материал, из которого состоит электрод и его покрытие.
- Закрытая электрическая сварочная дуга. Такая дуга появляется, когда производится сварка с применением флюса. Среда горения такой дуги содержит пары металла, из которого состоит свариваемая поверхность, материал, из которого состоит электрод, и флюс, применяемый при сварке.
- Электрическая сварочная дуга с защитными газами. Для того, чтобы образовался такой тип дуги, сварка производится в среде защитных газов. Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
 Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.Питание дуги.
Источник питания дуги может быть как постоянным, так и переменным. Если сварочные работы производятся от источника постоянного тока, то тот электрод, который присоединен к положительному полюсу этого источника, является в получаемой электрической цепи анодом, а тот электрод, который присоединен к отрицательному полюсу источника питания дуги, является катодом.
Данная дуга может характеризоваться прямой или обратной полярностью. Дуга прямой полярности отличается тем, что отрицательный полюс источника постоянного питания находятся на электроде, а положительный полюс – на металле свариваемой поверхности. В дуге обратной полярности полюса распределяются по-другому – отрицательный полюс присоединяется к металлу, а положительный – к электроду.
Если сварочная дуга питается от источника переменного тока, то каждый электрод выполняет попеременно обе функции – то есть, является то анодом, то катодом.
Строение сварочной дуги.
Расстояние между электродами при сварке называется дуговым промежутком. А длина его – это и есть длина электрической сварочной дуги.
По всей длине дугового промежутка электрическую сварочную дугу можно разделить на три зоны – катодную зону, анодную зону и зону столба дуги, которая находится в середине.
- Катодная зона – это сам катод, точнее его разогретая до высокой температуры (2400-2700 градусов) поверхность, получившая название катодного пятна, и та область дуги, которая находится рядом с ним. По своему размеру катодная область достаточно не велика, но именно здесь наиболее высоко напряжение и образуются электроны, без которых образование дуги просто невозможно. Именно в катодной зоне образуется почти 40 процентов тепловой энергии сварочной дуги.

- Анодная зона– это разогретое до высокой температуры анодное пятно и область дуги, находящаяся рядом с ним. Температура анодного пятна приблизительно равна температуре катодного пятна, но тепловой энергии здесь выделяется больше, так как анод находится под постоянным воздействием разгоняемых до высокой скорости электронов, следующих сюда из столба дуги.
- Столб дуги – это наибольшая по размерам область сварочной дуги. Здесь происходит образование ионов, которые и являются главной составляющей среды горения дуги.
Качество электрической сварочной дуги – это залог качества всего сварного соединения. А главным показателем качества дуги является ее стабильное, длительное горение, при котором дуга не переходит в другие разновидности электрических разрядов. Для достижения такого результата необходимо очень тщательно подходить к выбору параметров силы тока и напряжения. Взаимосвязь напряжения электрической дуги и силы тока, зависимость одного от другого и является главной характеристикой любой сварочной электрической дуги.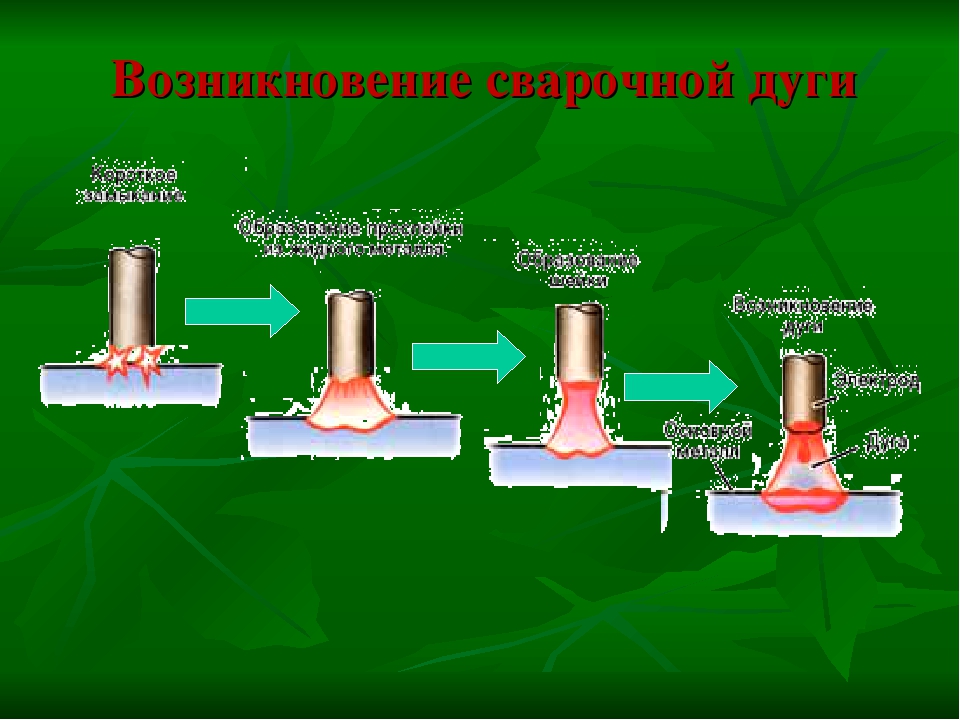
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты .
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Д ополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы.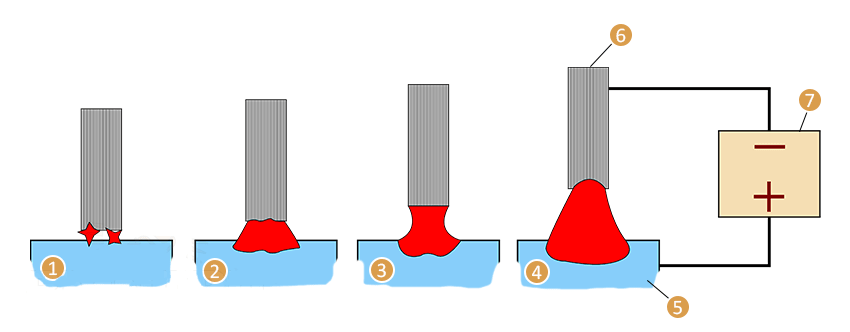 Вот что называют ионизацией профессиональные мастера.
Вот что называют ионизацией профессиональные мастера.
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
 Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Этот показатель особенно важен при сварке металлов с высокой температурой плавления.Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
1. ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
1.1. Теоретические основы дуговой сварки
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс – материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, – газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
Из-за малой протяженности столба дуги (4-7 мм) и низкого значения линейного градиента потенциала между приэлектродными пятнами дуги, рабочее напряжение равно 8-12 В. С учетом того что напряжение дуги состоит из анодного и катодного падений напряжения и их значения зависят от тока дуги, материала электродов и изменяются в незначительных пределах, напряжение на сварочной дуге составляет от 18 до 45 В. При незначительном увеличении тока напряжение, необходимое для горения дуги, снижается и ВАХ дуги приобретает падающий характер.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов – это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в ручном и автоматическом режимах под слоем флюса с автоматическим регулированием напряжения на дуге, когда ВАХ дуги слабопадающая (рис. 1.3, кривая 1), внешняя ВАХ источника должна быть крутопадающей (рис. 1.3, кривая 2). Известно, что чем больше крутизна падения ВАХ источника питания (ИП) в рабочей точке К (рис. 1.3, кривая 3), тем меньше колебания тока при неожиданных изменениях длины дуги и условий ее горения. При таких характеристиках напряжение холостого хода ИП в 1,8-2,4 раза больше напряжения дуги.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки – установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов – одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока – дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А – трансформатор; В – дроссель; I – первичная обмотка; II – вторичная обмотка; 8 – воздушный зазор
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А – магнитопровод трансформатора; В – магнитопровод регулятора; С – ярмо; Ф – основной магнитный поток; Фк – магнитный поток регулируемого контура; Ф’к – магнитный поток первичного контура; Ф”к – магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора – возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Технические характеристики сварочных источников питания
Номинальный сварочный ток, А, при ПВ* = 60 %
Предел регулирования тока, А
Напряжение на дуге, В
Напряжение холостого хода, В
Первичное напряжение, В
Габаритные размеры, мм
Источники переменного тока — трансформаторы
Сварочная дуга: все, что вы хотели знать
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Содержание статьи
- Сварочная дуга: определение
- Суть и строение дуги
- Виды сварочной дуги
- При каких условиях горит дуга
- Особенности дуги
- Вместо заключения
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты.
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
Прямое действие сварочной дуги характеризуется особым направлением тока. Электрод располагается почти параллельно свариваемой поверхности и при этом дуга формируется под углом в 90 градусов. Электрическая сварочная дуга и ее характеристики могут быть и косвенного действия. Она может формироваться лишь с использованием двух электродов, расположенным под углом над поверхностью свариваемой детали. Здесь так же возникает сварочная дуга и металл плавится. Как мы писали выше, сварочные дуги также делятся по атмосфере, в которой формируются. Вот их краткая классификация:
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы. Вот что называют ионизацией профессиональные мастера.
Также в катодной области нужно постоянно поддерживать постоянную температуру. Это необходимо, чтобы дуга возникла и поддерживала горение. Но поскольку именно в области катода и анода температура может снижаться быстрее, у многих новичков возникает масса проблем. Кроме того, температура области катода может сильно варьироваться в зависимости от температуры в помещении, где проходит сварочный процесс. Проблем можно избежать, если следить за исправностью источника питания и стабильностью подачи электричества (особенно важный момент для домашних сварщиков с нестабильным напряжением в бытовой электросети). Все это оказывает большое влияние на свойства сварочной дуги и сущность протекающих в ней процессов.
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.
Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис.выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Сварочная дуга: определение, структура и типы
Прочитав эту статью, вы узнаете: — 1. Определение сварочной дуги 2. Структура и характеристики сварочной дуги 3. Типы 4. Роль полярности электродов.
Определение сварочной дуги:Дуга — это электрический разряд между двумя электродами, который возникает в электропроводящем горячем ионизированном газе, известном как плазма. Электрическая дуга, используемая для сварки, называется сварочной дугой и обычно возникает между тонким стержнем (или проволокой) и пластиной, поэтому она имеет форму колокола, как показано на рис.3.1 (а).
Структура и характеристики сварочной дуги :Сварочная дуга — это сильноточный электрический разряд низкого напряжения, действующий обычно в диапазоне от 10 до 2000 ампер и от 10 до 50 вольт. В сварочной цепи дуга действует как нагрузочный резистор.
Вообще говоря, сварочная дуга состоит из механизма испускания электронов из катода, которые после прохождения через ионизированный горячий газ сливаются с анодом.Для анализа сварочную дугу обычно делят на пять частей, а именно. катодное пятно, зона катодного падения, столб дуги, зоны анодного падения и анодное пятно. Падение напряжения на катоде и зонах падения напряжения на аноде довольно крутые, в то время как падение напряжения на столбе дуги более плавное, как показано на рис. 3.1 (b). Из рисунка видно, что напряжение дуги (V) складывается из катодного падения (Vc), падения столбца (Vp) и падения на аноде (Va).
Таким образом, это можно выразить как:
В = Vc + Vp + Va …….(3-1)
Хотя сварочная дуга обычно имеет форму колокола, в тех сварочных процессах, где стержневой электрод (в остальной части текста называемый просто электродом) могут иметь место значительные колебания в ее форме, например, при дуговой сварке в среде защитного металла и газовая дуговая сварка металла. Чтобы получить исчерпывающие сведения о поведении сварочной дуги, необходимо знать характеристики ее различных зон.
Катодное пятно :
Это та часть отрицательного электрода, из которой испускаются электроны.Наблюдались три типа режимов катодного пятна.
Это:
(а) Режим подвижного катодного пятна,
(б) Режим термоэмиссионного катодного пятна и
(c) Нормальный режим.
В подвижном катоде в режиме пятна одно или несколько очень маленьких катодных пятен появляются на поверхности катода и перемещаются с высокой скоростью от 5 до 10 м / с и обычно оставляют видимый след. Поведение подвижного катодного пятна зависит от материала, на котором оно образуется.Например, на алюминии наблюдаются множественные пятна, которые образуют сложную серию разветвленных дорожек, тогда как на меди оставленный след обычно одиночный без каких-либо ответвлений, как показано на рис. 3.2.
Оксидная пленка на поверхности металла ослабляется движением подвижного катодного пятна, а иногда также теряется слой металла. Эта характеристика делает подвижный катод очень важным для использования в промышленности, особенно для сварки алюминия и магния.Плотность тока в таком катодном пятне составляет порядка от 10 2 до 10 3 А / мм 2 .
В термоэлектронном режиме катодное пятно формируется на конце остроконечного стержня из вольфрама или торированного вольфрама, используемого с защитой из аргона. Катодное пятно остается на месте и имеет плотность тока порядка 10 2 А / мм 2 . Он виден либо как яркое пятно, либо может быть обнаружен по схождению столба дуги к точке на поверхности катода.
В нормальном режиме катодное пятно не образует четко определенного пятна. Например, в случае стального электрода с низкоуглеродистым покрытием катодное пятно покрывает весь расплавленный наконечник электрода. Подобный тип катодного пятна наблюдается при дуговой сварке вольфрамовым электродом в газе с использованием вольфрамового электрода с закругленным концом, экранированного аргоном, как показано на рис. 3.3.
Вольфрамовая дуга, экранированная аргоном, работает либо с четко определенным катодным пятном второго типа, либо с плохо определенным катодным пятном третьего типа, и вольт-амперные характеристики в двух случаях различаются.
Механизмы эмиссии электронов :
Эмиссия электронов с катода может быть вызвана любым из нескольких механизмов, таких как термоэлектронная эмиссия, автоэлектронная или автоэлектронная эмиссия, фотоэлектрическая эмиссия и вторичная эмиссия.
а. Термионная эмиссия:
Он включает освобождение электронов от нагретых электродов. По мере повышения температуры электрода кинетическая энергия свободных электронов увеличивается до точки, при которой они могут уйти с поверхности отрицательного электрода в катодном пятне в свободное от поля пространство снаружи, несмотря на притяжение положительным электродом. ионы, оставленные на катоде.
Считается, что эмиссия электронов из углеродных и вольфрамовых катодов имеет термоэмиссионный характер, но большинство других металлов кипят при температурах значительно ниже температуры, необходимой для термоэлектронной эмиссии.
г. Автоэлектронная эмиссия:
Этот тип электронной эмиссии создается достаточно сильным электрическим полем, то есть когда напряжение на электродах настолько велико (порядка 10 4 вольт), что воздух между ними ионизируется под его влиянием и электрическим разрядом. происходит с эмиссией электронов с поверхности катода.
г. Фотоэлектрическое излучение:
Это происходит, когда энергия в форме луча света падает на поверхность катода и приводит к увеличению кинетической энергии электронов и, таким образом, к их эмиссии с катода в вакуум или другой материал. Такой механизм электронной эмиссии используется при генерации рентгеновских лучей.
г. Вторичные выбросы:
Относится к испусканию электронов под действием быстро движущихся ионов.Когда скорость падающих ионов превышает орбитальные скорости электронов в атомах материала катода, это приводит к изгнанию (или испусканию) электронов.
В сварочных процессах электронная эмиссия является либо термоэмиссионной, например, при газовой вольфрамовой дуговой сварке, плазменно-дуговой сварке и дуговой сварке угольным газом, либо она является автоэмиссионной в сочетании со вспомогательными средствами ионизации воздушного зазора между электродами. и заготовки, например для дуговой сварки в защитных слоях металла, дуговой сварки под флюсом и дуговой сварки металлическим электродом в газе.
Эмиссия электронов из катодного пятна зависит от энергии возбуждения или работы выхода материала, которая определяется как энергия, необходимая в электрон-вольтах (эВ) или джоулях, чтобы высвободить один электрон с поверхности материал к окружающему пространству. Потенциал ионизации, который определяется как энергия на единицу заряда в вольтах, необходимая для удаления электрона от атома на бесконечное расстояние, также играет важную роль в поддержании электрического разряда.Оба параметра для большинства материалов, участвующих в сварке, приведены в таблице 3.1.
Зона катодного падения :
Это газовая область, непосредственно примыкающая к катоду, в которой происходит резкое падение напряжения. Совокупный размер зоны катодной капли и зоны анодной капли составляет порядка 10 2 мм, что почти равно длине свободного пробега электронов. Было обнаружено, что падение напряжения в зоне катодного падения для вольфрамового электрода, экранированного аргоном, составляет около 8 вольт при 100 ампер, и оно увеличивается с уменьшением тока.
Колонна Arc:
Это яркая видимая часть дуги, имеющая высокую температуру и низкий градиент потенциала. Температура столба дуги зависит от присутствующих в нем газов и величины сварочного тока, протекающего в цепи. Обычно температура колонки варьируется от 6000 ° C для паров железа до примерно 20000 ° C для вольфрамовой дуги, защищенной аргоном. При такой высокой температуре все молекулярные газы, присутствующие в колонке, расщепляются на атомарную форму, а сами атомы далее диссоциируют на электроны и ионы.Однако количество электронов и ионов в любом заданном объеме дуги остается неизменным, что сохраняет дугу электрически нейтральной.
Так как средний ион примерно в тысячу раз тяжелее электрона, электроны гораздо более подвижны и, следовательно, переносят большую часть тока через столб дуги. Градиент потенциала в колонне ниже, чем градиент потенциала в зоне катодного падения или в зоне падения анода, и обычно он колеблется от 0-5 до 5 вольт / мм для вольфрамовых дуг, экранированных аргоном, тогда как для дуговой сварки экранированным металлом он обычно составляет около 1 вольт. / мм.
Сварочная дуга почти всегда возникает между стержнем или проволочным электродом и плоской или широкой заготовкой. Это, независимо от полярности электрода, приводит к возникновению дуги в форме раструба или конуса с вершиной конуса на кончике стержневого электрода или рядом с ним. Из-за этого сужения дуги вблизи стержневого электрода она имеет самую высокую плотность энергии там, но из-за охлаждающего эффекта из-за близости электрода максимальная температура находится в центре столба.
Область, в которой суженный столбик встречается с электродом, называется корнем дуги.Распределение температуры в столбе дуги для вольфрамовой дуги, экранированной аргоном 200 ампер, показано на рис. 3.4.
Рис. 3.4 Распределение температуры в столбе дуги
Прохождение тока в столбе дуги приводит к возникновению электромагнитных сил. Также хорошо известно, что два параллельных проводника, по которым проходит ток в одном направлении, притягиваются друг к другу.
Если ток проходит через газовый цилиндр, его можно рассматривать как состоящий из большого количества кольцевых цилиндрических проводников, следовательно, существует взаимное притяжение между различными газовыми цилиндрами, причем все силы действуют внутрь из-за высокой плотности тока в сердечнике цилиндра. дирижер.
Эти сжимающие силы уравновешиваются градиентом статического давления, установленным в газопроводе с нулевым давлением на внешней периферии и максимальным по оси.
Однако в данном случае из-за конической формы дуги действующие на нее электромагнитные силы имеют две составляющие, причем статическое давление имеет две противоположные составляющие, одна из которых расположена вдоль оси дуги и является причиной образования плазмы. струя, которая течет со скоростью около 10 4 см / сек по направлению к заготовке.Осевая скорость плазмы уменьшается по мере приближения к периферии дуги, как показано на рис. 3.5.
В установившемся режиме плазменная струя имеет обтекаемый поток, скорость которого приблизительно пропорциональна сварочному току. На рис. 3.6 показана диаграмма линий газового потока и линий скорости в угольной дуге 200А. Считается, что значительное количество тепловой энергии передается к изделию за счет конвективных потоков плазменной струи.
Фиг.3.6 Линии потока газа и линии скорости плазмы при сварке угольной дугой
Когда ток в дуге не симметричен, возникают магнитные силы, которые отклоняют столб дуги. Если это происходит в сварочной дуге, это называется дугой и часто приводит к некорректным сварным швам.
Зона анода и падения анода:
Достигнув анода, электроны теряют свою теплоту конденсации. Однако, в отличие от катодного пятна, редко можно увидеть четко очерченное анодное пятно, а плотность тока также мала, как показано на рис.3.7 для вольфрамового катода, экранированного аргоном, на 200 А и анода из медной пластины. Токопроводящая площадь анода немного меньше самого широкого распространения дуги на конце анода, а средняя плотность тока также довольно мала.
Падение напряжения в зоне анодного падения дуги этого типа составляет b6 от 1 до 3 вольт. Глубина анодной зоны падения составляет от 10 -2 до 10 -1 мм. Когда стержневой электрод действует как анод, он занимает нижнюю полусферу расплавленной капли на кончике электрода.Однако в случае струи плазмы низкого давления анод, кажется, окружает расплавленную каплю.
Общее количество тепла, подводимого к аноду, обусловлено конденсацией электронов, а также проводимостью и конвекцией из-за плазменной струи. высвобождается на катоде, как показано на рис. 3.8.
С увеличением длины сварочной дуги напряжение на дуге увеличивается и, следовательно, для тока выше примерно 100 А тепловложение увеличивается с увеличением столба дуги, особенно для режима катодного пятна, как показано на рис.3.9. Однако с увеличением длины столбца ширина столбца также увеличивается, что приводит к еще более низкой плотности тока на аноде и, таким образом, анод становится более рассеянным.
КПД дуги:
Из описания характеристик различных частей сварочной дуги можно определить КПД дуги, математическая обработка которого следующая:
Итак, общая тепловая энергия, выделяемая на аноде, q a , определяется суммой энергии, полученной через электроны, и энергии, полученной при прохождении через зону падения анода, т.е.е.,
Задача 1:
Найдите эффективность дуги для процесса GTAW, если сварочный ток составляет 150 ампер, а напряжение дуги 20 вольт. Предположим, что катодное падение составляет 8 вольт, а анодное падение — 3 вольта, при этом 30% энергии столба дуги передается аноду. Возьмем температуру дуги как 15000 К. Работа выхода, 0 для вольфрама = 4,5 эВ и постоянной Больцмана = 8,62 x 10 -5 эВ / К.
Решение:
Задача 2:
При дуговой сварке вольфрамом в среде аргона катодное падение составило 10 вольт при сварочном токе 120 вольт и напряжении дуги 18 вольт.Определите (а) длину дуги, если КПД дуги составляет 55% при температуре дуги 10000 Кельвинов.
Предположим, что падение напряжения на колонке составляет 1,2 В на 1 мм, и что 20% тепла колонки передается аноду.
(b) Эффективность дуги, если те же параметры процесса применимы к процессу GMAW и проволочный электрод выполнен в качестве анода.
Возьмем работу выхода для вольфрама при OK = 4,5 эВ и постоянную Больцмана. К ’= 8-60 x10 -5 эВИК
Решение:
Типы сварочных дуг :
С точки зрения сварки дуги бывают двух типов, а именно., неподвижная или стационарная или фиксированная дуга и подвижная или движущаяся или бегущая дуга. Фиксированная дуга образуется между неплавящимся электродом и заготовкой. Дуга может использоваться с наполнителем или без него. В первом случае отдельная проволока вводится в столб дуги и, таким образом, расплавляется для передачи в сварочную ванну под совместным действием силы тяжести, электромагнитных сил и механической силы, действующей на плазменную струю, в неподвижной дуге большая часть тепла уходит. к неплавящемуся электроду остается неиспользованным, и, возможно, его придется отводить охлаждающей водой или защитным газом.Таким образом, тепловой КПД такой дуги невелик и может составлять от 45 до 60%. Этот тип дуги наблюдается при сварке угольной дугой, газовой вольфрамовой дугой и плазменной дугой.
Между плавящимся электродом и заготовкой образуется подвижная дуга. По мере плавления присадочной проволоки расплавленный металл на кончике электрода отделяется под действием силы тяжести, электромагнитных сил, силы, оказываемой плазменной струей, и пинч-эффекта. Однако удерживающая сила из-за поверхностного натяжения также действует на каплю.По мере плавления электрода дуга продолжает двигаться вверх по электроду. Подвижная дуга связана с такими процессами, как дуговая сварка в защитном металлическом корпусе, дуговая сварка металлическим электродом в газовой среде и сварка под флюсом.
Дуга, при которой расплавленный металл с кончика электрода проходит через него и становится частью сварочной ванны, называется «металлической дугой». Подвижная дуга — это металлическая дуга.
Большая часть тепла, поступающего на электрод в подвижной дуге, используется для плавления металла и, таким образом, используется эффективно.Таким образом, термический КПД процесса с использованием подвижной дуги высок и обычно составляет от 75 до 90%. Следовательно, сварочные процессы с использованием подвижной дуги термически более эффективны, чем процессы с использованием неподвижной или фиксированной дуги.
Роль полярности электродов в дуговой сварке:Дуговая сварка может выполняться на переменном или постоянном токе. Если используется переменный ток, нет вопроса о полярности электродов, поскольку она меняется каждые полупериод. Однако, если используется постоянный ток, можно сделать электрод либо отрицательным, либо положительным.
На аноде выделяется больше тепла, поэтому во всех процессах, в которых используются неплавящиеся электроды, лучше подключать электрод к отрицательной клемме, чтобы снизить тепловые потери до минимума. Однако это может быть не всегда возможно, потому что иногда необходимо использовать очищающее действие подвижного катодного пятна для отделения прочного тугоплавкого оксидного слоя от металла, например, при сварке алюминия и магния.
В таких случаях предпочтительно использовать переменный ток, чтобы найти компромисс между термической эффективностью и очищающим действием.Таким образом, в процессах дуговой сварки вольфрамовым электродом и угольной дуговой сварки обычно используются источники переменного тока, когда обязательно требуется опора на заготовку. Когда такого принуждения нет, можно использовать dcen.
Однако для дуговой сварки экранированным металлом сварочный трансформатор переменного тока довольно популярен, и в то же время, при тех же технических характеристиках, он намного дешевле, чем сварочный электродвигатель-генератор постоянного тока или комплект трансформатора с выпрямителем, необходимый для получения питания постоянного тока. Также при сварке на постоянном токе есть устройство смены дуги, которое может привести к неприглядному зигзагообразному шву низкого качества.
Из-за регулярного прерывания дуги переменного тока не рекомендуется использовать неизолированную проволоку, например, при дуговой сварке металлическим электродом в газе. Однако для дуговой сварки в среде защитного металла были разработаны соответствующие электродные покрытия, которые облегчают инициирование и поддержание сварочной дуги.
При использовании расходуемого электрода перенос металла от проволочного электрода к обрабатываемой детали является более равномерным, частым и более направленным, если электрод выполнен положительным. Поэтому DCEP или обратная полярность являются популярными для GMAW, который также обеспечивает необходимое очищающее действие на металлах с прочным оксидным слоем, таких как алюминий.
Введение в дуговую сварку — Технологические трубопроводы
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Дуговая сварка — это процесс, который используется для соединения металла с металлом с использованием электричества для создания тепла, достаточного для плавления металла, а расплавленные металлы при охлаждении приводят к их связыванию. Поскольку соединение представляет собой смесь металлов, окончательное сварное соединение потенциально имеет те же прочностные свойства, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
При дуговой сварке интенсивное тепло, необходимое для плавления металла, вырабатывается электрической дугой с помощью источника питания для сварки. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль соединения. Электродом может быть стержень, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа. Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Схема базовой дуговой сварки
Базовая схема дуговой сварки показана на рисунке 1. Источник питания переменного (AC) или постоянного (DC) тока, снабженный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «Горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте. Дуга создает температуру около 6500ºF (или 3600ºC) на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Рисунок 1 — Принципиальная электрическая схема дуговой сварки
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано, как покрытие покрытого (стержневого) электрода обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. Шлак защищает свежий сварной шов от воздуха.
Рисунок 2 — Экранирование сварочной дуги
Основы Arc
Сама по себе дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию.Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Передача поверхностного натяжения — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения.
- Spray Arc — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического пинцета, толкающего ее в ванну расплава.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высоким, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением, когда контактная область нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Электроды
При дуговой сварке электрод используется для пропускания тока через заготовку для сплавления двух частей вместе.Он изготовлен из материалов, аналогичных по составу свариваемому металлу. Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания. Электроды необходимо хранить в защищенной от влаги среде и осторожно извлекать из любой упаковки
В зависимости от процесса электрод является либо расходуемым, в случае дуговой сварки металлическим газом или дуговой сваркой в среде защитного металла, либо неплавящимся, например, при дуговой сварке газом вольфрамовым электродом.
Расходуемые электроды
Расходуемые электроды — это электроды, которые плавятся или расходуются в процессе сварки. Эти электроды изготовлены из материалов с низкой температурой плавления. При поджигании электрода и заготовки дуга начинает плавить конец электрода. Расплавленный электрод переносится на заготовку в виде металлических капель. Они состоят из разных материалов в зависимости от потребности и химического состава соединяемых металлов. Наиболее часто используемый материал сердечника — это низкоуглеродистая сталь, низколегированная сталь и никелевая сталь.Расходный электрод может помочь в процессе лучшего удаления примесей.
Расходные электроды можно разделить на следующие группы:
- Электроды без покрытия — На них нет флюсового покрытия. Только сплав или металлическая проволока.
- Электроды с легким покрытием — Это электроды с коэффициентом покрытия 1,25. (Коэффициент покрытия = диаметр электрода / диаметр сердечника проволоки).
- Электроды со средним покрытием — Они имеют коэффициент покрытия около 1.45.
- Электрод с сильным покрытием — Коэффициент покрытия составляет от 1,6 до 2,2.
Нерасходуемые электроды
Неплавящиеся электроды — это электроды, которые не плавятся и не расходуются в процессе сварки. В этих электродах используются материалы с высокой температурой плавления. При сварке этими электродами необходим присадочный металл, чтобы заполнить зазор между двумя металлическими частями. Наиболее часто используемый материал сердечника — это углерод (точка плавления 6700 ° F), чистый вольфрам (MP 6150 ° F) или легированный вольфрам.Вольфрамовые электроды намного дороже угольных или графитовых электродов. Электроды из вольфрамового сплава также более дорогие.
Наиболее распространенные методы дуговой сварки
Существуют различные методы дуговой сварки. Ниже приводится обзор различных методов дуговой сварки. Подробности о каждом процессе дуговой сварки будут подробно описаны в отдельных сообщениях блога.
Дуговая сварка порошковой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом.В то время как излучающий флюс защищает дугу от воздуха, для неэмиссионных флюсов могут потребоваться защитные газы. Он идеально подходит для сварки плотных секций толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
Газовая дуговая сварка металлов (GMAW)
СваркаGMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому вы можете сваривать несколько слоев. Этот метод имеет несколько преимуществ: простой, универсальный, экономичный, низкотемпературный и легко автоматизированный.Это популярный способ сварки тонких листов и профилей.
Газовая дуговая сварка вольфрамом (GTAW)
СваркаGTAW или TIG часто считается самой сложной. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смесь. При необходимости к присадочной проволоке добавляют расплавленный материал. Этот метод намного «чище», поскольку он не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Плазменная дуговая сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные на зону сварки.Поскольку струи очень горячие, этот метод предназначен для узких и глубоких сварных швов. PAW также хороша для увеличения скорости сварки.
Дуговая сварка защищенного металла (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Дуга возникает, когда наконечник покрытого электрода касается зоны сварки, а затем отводится для поддержания дуги. Тепло плавит наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Дуговая сварка под флюсом (SAW)
SAW работает с гранулированным флюсом, который создает во время сварки толстый слой, который полностью покрывает расплавленный металл и предотвращает образование искр и брызг. Этот метод обеспечивает более глубокое проникновение тепла, поскольку действует как теплоизолятор. SAW применяется для высокоскоростной сварки листовой или толстолистовой стали. Он может быть полуавтоматическим или автоматическим. Однако это ограничивается горизонтальными сварными швами.
база технических знаний для всех профессионалов в области технологических трубопроводов во всем мире…
Поделитесь этой статьей — знания увеличиваются за счет обмена, но не за счет сохранения.
СвязанныеЧто такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка — это один из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом. Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную. Электродом может быть стержень, по которому ток проходит между наконечником и обрабатываемой деталью, или стержень или проволока, которые проводят ток, а также плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, когда нагревается дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые снижают прочность сварного шва. Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW).MIG использует защитный газ, такой как аргон, диоксид углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, потому что их можно сваривать в любом положении. Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки может использоваться вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку хорошо подходит для более толстых швов.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток великолепен, потому что он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования нерасходуемых электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги.Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление. Это излюбленный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка широко применяется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, стыковки листового металла и для прецизионных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли используется дуговая сварка, чтобы гарантировать прочные и устойчивые соединения в зданиях, мостах и других объектах инфраструктуры. Другими отраслями, в которых используется дуговая сварка, являются нефтегазовая промышленность и электроэнергетика.
Типы штанг
В дуговой сварке используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и возможности использования. Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо расплавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не расплавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют управление дугой.Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. Эти преимущества включают в себя:
- Низкая стоимость. Это доступная техника, потому что стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Переносимость. Материалы в этой технике легко транспортировать.
- Используется для обработки нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
Недостатки дуговой сварки
Хотя дуговая сварка дает много преимуществ, у нее есть и недостатки. К этим недостаткам можно отнести:
- Стоимость. Хотя стоимость считается преимуществом, это также и недостаток, поскольку при этом образуется больше металлических отходов , чем при использовании других методов, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень навыков и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка не подходит для некоторых тонких металлов.
Что такое горячий пуск, сила дуги и защита от прилипания?
Что такое горячий старт?
Горячий старт — это особая функция для сварки стержневым электродом (стержневым электродом), при которой аппарат выдает пиковый ток при зажигании дуги.Это важно, так как значительно упрощает запуск электродов, особенно в сложных условиях, таких как влажные электроды, несовершенная рабочая поверхность, или при использовании электродов, «трудно управляемых» и т. Д.
Что такое Arc Force?
Arc Force, иногда называемый «Dig» или «Arc Control», аналогичен Hot Start, за исключением того, что Arc Force действует во время сварки, а не только при зажигании. Когда сварочный аппарат обнаруживает короткое замыкание, он подает пиковый ток.Это в значительной степени помогает стабилизировать дугу, предотвращая ее срыв во время сварки и предотвращая прилипание электрода.
Что такое Anti-Stick?
Anti-Stick позволяет легко отсоединить электрод для ручной сварки, если он начинает прилипать к работе. Когда аппарат обнаруживает, что электрод прилипает, он ослабляет сварочный ток, чтобы электрод не продолжал привариваться к работе, позволяя ему легко вырываться.
Машины Weldforce от Weldclass
В наши дни большинство инверторных сварочных аппаратов имеют функции горячего старта, дуги и антипригарного действия в качестве встроенных предварительно заданных функций.
Однако в случае сварочных аппаратов Weldforce® от Weldclass многие из наших моделей также позволяют регулировать силу дуги и горячий пуск, если вы выберете. Это позволяет дополнительно настраивать параметры и производительность машины для каждой работы. Модели
Weldforce с регулируемой силой дуги и горячим пуском включают; WF-140ST, WF-180ST, WF-205MST и WF-255MST.
Прочие изделия для ручной / ручной дуговой сварки:
Процесс сварки стержневыми / стержневыми электродами
Что такое напряжение холостого хода (OCV)?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Робот для дуговой сварки | MachineMfg
Робот для дуговой сварки — это промышленный робот, используемый для автоматической дуговой сварки.
Устройство и принцип действия робота для дуговой сварки в основном такие же, как и у робота для точечной сварки.
Состав системыРобот для дуговой сварки общего назначения состоит из обучающего блока, панели управления, корпуса робота, устройства автоматической подачи проволоки, источника сварочного тока и т. Д.
Непрерывное управление траекторией и управление точками могут быть реализованы под управление компьютером.
Также можно сварить пространственный шов, состоящий из прямой линии и дуги, используя линейную интерполяцию и круговую интерполяцию.
Робот для дуговой сварки в основном выполняет два типа сварочных работ с плавящимся электродом и сварочные работы с неплавящимся электродом, а также обладает характеристиками длительной сварочной работы, высокой производительностью, высоким качеством и высокой стабильностью сварочных работ.
С развитием технологий роботы для дуговой сварки развиваются в направлении интеллекта.
Основные компоненты роботизированной системы для дуговой сварки:
- Корпус робота
- Система управления
- Demonstrator
- Источник питания для сварки
- Сварочная горелка
- Сварочное приспособление
- Защитный состав
может также выборочно расширять следующие устройства в соответствии с различными методами сварки и различными требованиями к процессу сварки свариваемой детали:
- Устройство подачи проволоки
- Устройство для очистки проволоки
- Резервуар охлаждающей воды
- Устройство подачи и восстановления флюса
- Мобильное устройство
- Сварочный позиционер
- Чувствительное устройство
- Устройство для удаления пыли
a) Количество осей системы (сумма связанных и несвязанных осей)
b) Количество осей связи
c) Размеры и вес
d) Параметры источника питания и общая мощность
e) Количество осей корпуса робота
f) Количество и конструкция сварочного позиционера
g) Количество осей и конструкция мобильных устройств
h) Номинальная нагрузка робота
i ) Точность повторного позиционирования робота
j) Радиус робота
k) Скорость холостого хода робота
Характеристики(1) Стабилизируйте и улучшите качество сварки, чтобы обеспечить ее однородность.
При использовании роботизированной сварки параметры сварки для каждого сварного шва постоянны, на качество сварки меньше влияет человеческий фактор, а требования к производственной технологии рабочего снижаются, поэтому качество сварки остается стабильным.
В случае ручной сварки скорость сварки и удлинение в сухом состоянии изменяются, так что трудно добиться однородности качества.
(2) Улучшить условия труда рабочих.
Сварщики-роботы используются только для загрузки и разгрузки заготовок, вдали от сварочных дуг, брызг дыма и т. Д.
(3) Повышение производительности труда.
Робот не утомляется и может работать непрерывно 24 часа в сутки.
Кроме того, с применением высокоскоростной и высокоэффективной технологии сварки, роботизированной сварки эффективность становится более очевидной.
(4) Цикл продукта ясен, и выпуск продукта легко контролировать.
Производственный цикл робота фиксирован, поэтому производственный план очень четкий.
(5) Это может сократить цикл замены продукта и снизить соответствующие вложения в оборудование.
Реализует автоматизацию сварки мелкосерийных изделий.
Самая большая разница между роботом и специальным самолетом заключается в том, что он может модифицировать программу для адаптации к производству различных деталей.
Ознакомьтесь с нимиПреимущества и недостатки дуговой сварки
1 мин
Сварка аргоном сочетает в себе свойства газовой и электрической дуги. Относительно простая и универсальная техника. Преимущества сварки на переменном токе Благодаря природе этого процесса, сварка на переменном токе может без труда использоваться для тяжелых материалов, таких как алюминий и быстрое заполнение.5. Сварка TIG дороже, чем другие доступные процессы. Она также известна как ручная дуговая сварка металлом; сварка палкой или электродуговая сварка. Процесс сварки GTAW или газовой вольфрамовой дугой — это процесс ручной сварки, который может выполняться только опытным сварщиком. Сварка в твердом состоянии — это процесс сварки, в котором не применяется внешнее нагревание или не используется расплавленное или пластичное состояние. ПРЕИМУЩЕСТВА Плюсы и минусы 4 самых популярных методов сварки. (Нет необходимости в баллоне, газовом шланге, расходомере и тигле / механизме подачи проволоки.Преимущества и недостатки операции шлифования Преимущества и недостатки операции шлифования: В этой статье мы расскажем … О КУРСАХ ПРОЕКТИРОВАНИЯ В МАШИНОСТРОЕНИИ: Курсы проектирования делятся на CAD / CAM / CAE. Высокопрочный сварной шов. В этом типе сварки используется электрод (стержень), и он может использоваться для сварки почти всех черных металлов, а также других типов металлов. В настоящее время дуговой сварщиком могут пользоваться даже любители и домовладельцы. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.Затем они обычно добавляют присадочный материал в виде проволоки или стержней / электродов. В последнее время дуговая сварка распространилась на небольшие отрасли. Более низкая стоимость оборудования, чем у GTAW, FCAW и GMAW. В этом методе используются присадочные стержни, покрытые флюсом для защиты сварочной ванны от загрязнений в атмосфере. Преимущества дуговой сварки на переменном токе: дуговая сварка на переменном токе — это высококачественный сварочный процесс. Химически активные металлы нельзя сваривать сваркой. Преимущества дуговой сварки под флюсом: (1) Превосходное качество сварки.5.0.0 ПРЕИМУЩЕСТВА И НЕДОСТАТКИ КАЖДОГО МАТЕРИАЛА БАМПЕРА Дуговая сварка на переменном токе может обеспечить высокий электрический КПД. Ниже приведены преимущества использования процесса дуговой сварки по сравнению с другими сварочными процессами. Использование флюса затруднено. Некоторые недостатки ручной дуговой сварки: за один раз можно сварить всего несколько сантиметров, прежде чем потребуется другой электрод. Преимущества по сравнению с бампером, полностью сделанным из углеродного волокна, — самый легкий из имеющихся. Высокая тепловая нагрузка и медленный цикл охлаждения могут стать проблемой при сварке… Дуговая сварка дает большие преимущества по сравнению со многими другими сварочными процессами.Ниже перечислены основные преимущества дуговой сварки: Недорогое сварочное оборудование. Ручная дуговая сварка металла 11. Каждый из сварочных аппаратов имеет свои преимущества и недостатки… Дуговая сварка является предшественницей сварки MIG. Удаление шлака желательно после сварки. Одним из главных преимуществ дуговой сварки под флюсом является то, что она предотвращает разбрызгивание горячих материалов на рабочих. При правильной настройке процесс можно относительно легко использовать с тонкими материалами. Дуговая сварка на переменном токе — это процесс соединения металлов и сплавов.GTAW (газовая дуговая сварка вольфрамом) — это процесс электродуговой сварки с использованием неплавких электродов. Точечная сварка сопротивлением: определение, конструкция, принцип работы, области применения, дефекты, преимущества и недостатки [PDF] Точечная сварка сопротивлением используется для соединения листов железнодорожных путей, топливных баков, бытовых радиаторов и т. Д. Дуговая сварка металла в газе (GMAW) ) Преимущества / ограничения Использование процесса сварки GMAW дает множество преимуществ. Механические методы соединения материалов 17.Преимущества и недостатки дуговой сварки. По сути, они представляют собой комбинацию синтетических и растворимых масляных жидкостей и имеют характеристики, общие для обоих типов. Процесс сварки металлическим электродом в газовой среде, наиболее известный как MIG, является сегодня одним из наиболее часто используемых процессов соединения в мире. Сварные соединения олово-никель более хрупкие, и поэтому их усталостная прочность меньше, чем у соединенных элементов. Процесс GMAW — это процесс с низким содержанием водорода, который позволяет использовать его для сварки материалов, склонных к водородному растрескиванию.Титан немагнитен, нетоксичен и обладает хорошими свойствами теплопередачи. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей. Преимущества и недостатки сварки TIG Преимущества / преимущества сварки TIG. Процесс GMAW — широко используемый процесс дуговой сварки. Области применения дуговой сварки под флюсом: от газа до технологического процесса был взят ряд методов для создания целостного соединения и использования газа, а от электрической дуги — использования электрической дуги.Для этого не нужны высококвалифицированные специалисты. Недостатки дуговой сварки. Самым важным преимуществом является сила, которая создается при сочетании этих двух элементов. Недостатки. Стоимость и характеристики теплопередачи полусинтетических жидкостей находятся между синтетическими и растворимыми маслами… Это потому, что скандиевые и алюминиевые сплавы используются в бейсбольных битах, которые до сих пор пользуются успехом. Сегодня мы рассмотрим преимущества и недостатки упомянутых выше способов сварки.Электрический ток в форме переменного или постоянного тока от источника сварочного тока используется для образования электрической дуги между электродом и соединяемыми металлами. В этой статье мы собираемся изучить компоненты и принцип работы аппарата, а также области применения, преимущества и недостатки плазменно-дуговой сварки… Недостатки сварки взрывом. Газокислородная сварка. Дуговая сварка на переменном токе — это простой процесс, которым легко управлять. Несмотря на множество преимуществ, процесс дуговой сварки имеет следующие ограничения.Быстрое переключение с одного материала на другой. Преимущества дуговой сварки под флюсом: (1) Превосходное качество сварки. Преимущества орбитальной сварки и других автоматизированных сварочных процессов настолько очевидны и применимы ко многим приложениям, что с инженерной точки зрения удивительно, что ручная сварка все еще широко распространена. Тем не менее, 25% цинка широко используется, поскольку он обеспечивает хорошую износостойкость, твердость, защиту от коррозии, хорошую смазывающую способность и способность к пайке, а также отсутствие образования нитевидных кристаллов. Дуговая сварка имеет большие преимущества по сравнению со многими другими сварочными процессами.Углеродное волокно в настоящее время обгоняет традиционные металлы в том, где оно используется, и причины этого будут обсуждаться далее в отчете (Happian-Smith 2001: 1). Инжиниринг в производственном процессе Промышленный инжиниринг — методы и приемы. 3. 1. Композиты из углеродного волокна с полимерными матрицами разработаны для…, 2. Возможна автоматизация с помощью роботизированных манипуляторов. 5.0.1 Стальные сварные соединения — преимущества и недостатки Недостатки сварных соединений. Отсутствие образования шлака по сравнению с SMAW и FCAW; При правильной настройке процесс можно относительно легко использовать с тонкими материалами.(2) Гладкий и однородный сварной шов. SMAW- дуговая сварка защищенного металла. Эту GTAW-сварку также часто называют аргоновой сваркой, потому что в качестве защитного газа используется аргон. Недостатки: основным ограничением сварки под флюсом является ограничение положения при сварке. 1. Преимущества дуговой сварки под флюсом заключаются в следующем. Плазменно-дуговая сварка — это сварочный процесс в жидком состоянии. Стоимость сварки с использованием методов TIG намного выше, чем для сварщиков MIG, потому что процесс идет медленнее.Рис (8): показывает микроструктуру магниевого сплава. Преимущества и недостатки аргонной сварки. (4) Нет дуги. Ниже приведены основные недостатки дуговой сварки. Невозможно разделить подвод тепла и отложение присадочного материала. К этим недостаткам можно отнести: Более низкая эффективность — как правило, больше отходов… Композиты из углеродного волокна стали ведущим материалом в автомобильном, аэрокосмическом и спортивном оборудовании. Основным преимуществом сварки MIG является то, что она считается самым простым методом изучения из четырех.Подробно они описаны как… Области применения аргонной сварки. Сварка вольфрамом в среде инертного газа 13. Более быстрая сварка по сравнению с процессом газовой сварки. • Хорошая термическая стабильность идеальна для использования вне помещений…, Магниевый сплав: 5. Здоровье и безопасность 18. Высокая скорость сварки. Это процесс сварки плавлением. Сварка угольной дугой — преимущества и недостатки. 6. Отсутствует вероятность появления брызг сварного шва, поскольку он погружен в слой флюса. Это высококачественная процедура сварки, которая обеспечивает большинство… Преимущества • Обеспечивает получение неизменно высокого качества сварных швов с минимальными навыками оператора.Покрытие электрода может обеспечить защитный газ, легирующие элементы и другие… (2) Гладкий и однородный готовый сварной шов. При непрерывном процессе, таком как порошковая проволока или сплошная проволока MIG, рабочий цикл увеличивается до 50% времени или 30 минут в час для дуги … Дуговая сварка в экранированном металле (SMAW). Это процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом для прокладки сварного шва. Быстро… 1. Оборудование для плазменной сварки дорогое. Требуется специализация… Это один из наиболее распространенных видов сварки, поскольку это довольно неквалифицированный вид сварки.…, Преимущества и недостатки дуговой сварки. Узнайте больше об этой технике сварки, ее преимуществах, недостатках и областях применения. 1657 слов 7 стр. GTAW обеспечивает отличное качество и отличное качество сварки. Углеродное волокно — это материал, состоящий из тонких полос кристаллических нитей углерода, сплетенных вместе для создания ткани или в сочетании со смолой или керамикой для усиления материала. Дуговая сварка Atom A.C — это высококачественный сварочный процесс. Преимущества газо-вольфрамовой дуговой сварки (GTAW) • Применима к очень широкому спектру материалов.Сплав олово-никель имеет высокую коррозионную стойкость.… Обычно полиимиды смешивают с графитом или стекловолокном для усиления прочности на изгиб. Преимущества и недостатки SMAW — дуговая сварка металла с защитным электродом. Преимущества. Вся масса электрода переносится на сварной шов, тогда как при других процессах вы должны учитывать потери на шлейфе, флюс / шлак и т. Д. Преимущества. 2. ОТВЕТ ОТНОСИТСЯ ТОЛЬКО НА ЭТОТ ВОПРОС: «Каковы преимущества и недостатки сварки?» ИСПОЛЬЗОВАНИЕ ДАННОГО ОТВЕТА ДЛЯ ДРУГИХ ВОПРОСОВ ЗАПРЕЩЕНО.Процесс GMAW — это процесс с низким содержанием водорода, что делает его подходящим для сварки… Справочная информация. Трансформаторная конструкция сварочных аппаратов была доминирующей в отрасли до тех пор, пока в 1990-х годах не начали появляться инверторные модели. • Особенно хорош для сварки тонких сечений и тонких деталей. • Способен выполнять сварные швы высокого качества и внешнего вида. Термин AC относится к переменному току, что означает, что ток переключает свое положение 120 раз в секунду с полярностью между отрицательным постоянным током и положительным постоянным током.Магниевые сплавы обладают низкой тенденцией к истиранию в качестве несущей поверхности в сочетании с твердостью вала выше 400 измерения по Бринеллю. Плазменно-дуговая сварка — это сварочный процесс в жидком состоянии. (4) Нет дуги. Сегодня мы познакомимся со схемой сварки трением, принципом работы, видами, применением, преимуществами и недостатками. Сварка TIG или вольфрамовым электродом в среде инертного газа — очень популярный процесс сварки, который в основном используется для сварки металлов, таких как алюминий, магний, медь и нержавеющая сталь.Для некоторых металлов этот процесс не завершен. Он широко используется в строительстве, судостроении и авиастроении. В этой статье мы собираемся изучить компоненты и принцип работы аппарата, а также области применения, преимущества и недостатки плазменно-дуговой сварки. Несмотря на хорошие преимущества плазменной сварки, у нее все же есть некоторые ограничения. Ссылки Низкоуглеродистая сталь Низкоуглеродистая сталь является наиболее распространенной формой… Сварные швы обычно получаются более чистыми и гладкими при использовании процесса плазменно-дуговой сварки.Доказано, что… Когда он добавлен к алюминию, он укрепляет ракетку и ее упругость, не добавляя лишнего веса. Высокая коррозионная стойкость в зависимости от типа сварки. Дуговая сварка на переменном токе — это простой процесс, которым легко управлять. Как и все другие процессы, у него есть свои преимущества и ограничения. До того, как был добавлен скандий, использовались алюминиевые биты, которые были столь же тяжелыми, но менее эффективными …, Процесс сварки заключается в нагревании основного металла или находящегося на нем материала до жидкого состояния.Одно из преимуществ сварки взрывом состоит в том, что она может обеспечить соединение двух металлов, которое не обязательно сваривать другими способами. Может иметь привлекательную отделку и широкий выбор декоративных покрытий • Отличные механические свойства Полусинтетические жидкости Также можно использовать GTAW… Достигается плавная сварка. При этом типе сварки развивающаяся дуга невысокой интенсивности. Это металл серовато-белого цвета. (5) Высокий коэффициент использования электродной проволоки. Недостатки • Обычно ограничиваются плоской или горизонтальной сваркой. Основным ограничением при реализации процесса плазменной сварки являются относительно высокие затраты на запуск.Для этого требуется относительно небольшое количество электродов. Его преимущества: Отсутствие деформации деталей… Одним из главных преимуществ использования сварки на переменном токе является нулевой коэффициент отклонения, а также способность эффективно сваривать черные и магнитные материалы. Преимущества дуговой сварки. Преимущества. Дуговая сварка (AW) Преимущества и недостатки GTAW Преимущества: • Высококачественные сварные швы для подходящих областей применения • Отсутствие разбрызгивания, так как нет присадочного металла в дуге • Незначительная или вовсе не очистка после сварки из-за отсутствия флюса Недостатки: • Обычно медленнее и дороже, чем расходуемый электрод AW процессы 34 Преимущества и недостатки GTAW Преимущества: • Курсовая работа 1. Композиты из углеродного волокна по сравнению с традиционными металлическими свойствами Введение Углеродное волокно — это материал, состоящий из тонких… Процесс газовой сварки: определение, оборудование, принцип работы, типы пламени, преимущества, Недостатки и применение [PDF] Проще говоря, газовая сварка — это процесс соединения двух металлов с применением тепла от пламени, так что они плавятся и соединяются вместе.Еще одно преимущество состоит в том, что поток предотвращает попадание в воздух высоких уровней излучения. (3) Без брызг, без дыма. По многим причинам TIG популярен и ценится во многих сварочных отраслях. Сварка переменным током. В промышленных условиях он может служить дольше, чем кадмий, но не так долго, как цинк. К недостаткам дуговой сварки под флюсом можно отнести следующее. Дуговая сварка на переменном токе может обеспечить высокий электрический КПД. Это означает, что каждый час, когда возникает дуга, требуется всего 12 минут сварки.С тех пор, как они стали очень успешными, биты из скандий-алюминиевого сплава очень дороги, потому что они зависят от высоких характеристик. (5) Высокий коэффициент использования электродной проволоки. Преимущества и недостатки дуговой сварки. Он обладает высокой растяжимостью, пластичностью и пластичностью.… В зависимости от назначения и применения он может содержать от 25 до 80% цинкового компонента. Этот процесс зародился более 60 лет назад, но он все еще совершенствуется каждый день. Электрошлаковая сварка — это нетрадиционный сварочный процесс, при котором образуется ванна расплавленного металла.Самым важным в дуговой сварке является то, что вы можете получить… Список недостатков сварки TIG. Эта статья — однозначный ответ на вопрос; что такое дуговая сварка? Эта сварка приводит к увеличению количества отходов, что в некоторых случаях может увеличить стоимость проекта. Это действительно отличный метод сварки … На последнем сеансе мы обсуждали электрическую дуговую сварку … (Не требуется баллон, газовый шланг, расходомер и сварочная установка / устройство подачи проволоки. Итак, давайте начнем с определения. Низкое количество сварочного оборудования и стоимость процесса.Есть несколько причин, по которым некоторые люди ищут другие варианты помимо дуговой сварки для определенных типов проектов. Сталь имеет самую высокую температуру плавления, поэтому менее вероятно, что она разложится при более высоких температурах. Это связано с ее высокой прочностью, высоким модулем упругости и низкой плотностью, что делает ее чрезвычайно легкой для ее свойств. Сочетание высокой прочности, жесткости, хорошей ударной вязкости, малой толщины и отличной коррозионной стойкости, обеспечиваемой различными титановыми сплавами при очень низких и умеренно повышенных температурах, позволяет снизить вес в конкретных прочностных конструкциях (например.g.…, Курсовая работа 1- Композиты из углеродного волокна в сравнении с традиционными металлическими свойствами Сварка… Доступное оборудование. • Минимум сварочного дыма и видимости дуги (излучения). Этот метод используется как в помещении, так и на открытом воздухе. Без лишних слов, давайте перейдем к делу! Хотя модели инверторов изначально были дороже, чем модели трансформаторов, сейчас машины стоят почти столько же. Наиболее распространенный процесс, используемый при промышленной дуговой сварке, — это газовая дуговая сварка металлическим электродом или GMAW. Преимущества GMAW (MIG-сварка) Газовая дуговая сварка (GMAW или MIG-сварка) — это процесс электродуговой сварки, в котором используется катушка с непрерывно подаваемой проволокой. Его можно использовать для соединения… Общая стоимость процесса сравнительно меньше.Дуговая сварка на переменном токе вызывает коалесценцию за счет нагрева с помощью электрической дуги. Сварка осуществляется теплом электрической дуги, которая поддерживается между концами… Требуется присадочный материал. Когда металл работает под дуговой сваркой на переменном токе, необходима соответствующая очистка. Газовая сварка до сих пор остается одной из самых популярных технологий сварки. Есть много преимуществ в использовании процесса сварки GMAW. Хотите прочитать что-нибудь подробное о преимуществах и недостатках сварки TIG? Обычно к преимуществам меди и ее сплавов относятся: 1.Материал…, Они широко используются в промышленности и являются наименее дорогими среди всех смазочно-охлаждающих жидкостей. Недостатки. (7) Сварка тяжелых участков при высоком токе. ОТВЕТ ОТНОСИТСЯ ТОЛЬКО НА ЭТОТ ВОПРОС: «Каковы преимущества и недостатки сварки?» ИСПОЛЬЗОВАНИЕ ДАННОГО ОТВЕТА ДЛЯ ДРУГИХ ВОПРОСОВ ЗАПРЕЩЕНО. 1-2. Низкая стоимость сварочной операции. (6) Нет необходимости менять электрод и тем самым экономить время сварки. Кислородно-ацетиленовая сварка 14-15. Это самый легкий из всех конструкционных металлов. 2.… Источник изображения: http: // www.omicsonline.org/JMSTimages/2155-9589-2-114-g001.html Недостатки: основным ограничением сварки под флюсом является ограничение положения при сварке. Это… Высокий подвод тепла и медленный цикл охлаждения могут стать проблемой при сварке закаленной и отпущенной стали. (6) Нет необходимости менять электрод и тем самым экономить время сварки. Сварка металлов в инертном газе. Наполнитель также плавится и смешивается с основным металлом, вызывая необратимое сплавление связки и упрочняя металл по мере его охлаждения. Для достижения идеальных результатов требуется огромный опыт.Показать больше. зажигание дуги Зажигание и извлечение Прикосновение и извлечение ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ДУГОВОЙ СВАРКИ Преимущества 1. Этот материал также является прочным. Изучив преимущества и недостатки металлической порошковой проволоки, вы сможете лучше всего определить, следует ли использовать этот процесс для повышения производительности и, в конечном итоге, рентабельности. Ручная сварка в инертном газе 12. Преимущества и недостатки композитов из углеродного волокна. (3) Без брызг, без дыма. Более низкая стоимость оборудования, чем у GTAW, FCAW и GMAW.Характеристики микроструктуры: для сварки металлов используются топливные газы и кислород. (Заключение. Магниевые сплавы имеют гексагональную решетчатую структуру. Термореактивные полиимиды обладают низкой ползучестью и высокой прочностью на растяжение, что означает, что этот материал имеет относительно высокую стойкость к высоким температурам и деформациям. Сварка трением — это процесс сварки в твердом состоянии. Его официальное название — дуга защищенного металла. Сварка (SMAW), но обычно ее называют сваркой штучной сваркой. Ограничения дуговой сварки. Она также гибкая.Его можно использовать во всех положениях и использовать как в помещении, так и на открытом воздухе, поскольку ветер обычно не влияет на сварочную ванну. Титан обладает хорошей устойчивостью к воздействию большинства минеральных кислот и хлоридов [ASM]. Газовая вольфрамовая дуговая сварка (GTAW) Это процесс дуговой сварки, в котором используется неплавящийся вольфрам… Он используется как прямая замена кадмиевых покрытий и при электроосаждении (Harper, 2001). Тренировка кромок не требуется. Стоимость сварки с использованием методов TIG намного выше, чем для сварщиков MIG, потому что процесс идет медленнее.Что такое процесс дуговой сварки угольным газом: сварка угольной дугой — один из старейших методов сварки, которые используются до сих пор. Это полимерное покрытие имеет очень хорошую термостойкость и огнестойкость. Недостатки электрической дуги. Одним из главных преимуществ дуговой сварки под флюсом является то, что она предотвращает разбрызгивание горячих материалов на рабочих. Из-за неравномерного нагрева и охлаждения элементов во время сварки… Конструкция горелки позволяет лучше контролировать дугу, а также обеспечивает больший допуск на расстояние зазора горелки.Дуговая сварка под флюсом… Некоторые преимущества дуговой сварки включают в себя: Сварочное оборудование портативное, что упрощает транспортировку для работы вне помещения… В автоматическом режиме. На последнем заседании мы обсудили процесс газовой сварки и процесс дуговой сварки, а на сегодняшнем заседании мы обсудим… Проблема со здоровьем может возникнуть из-за флюса. Сварка пластмасс 16. Основное преимущество плазменной сварки заключается в контроле и качестве свариваемой детали. Плазменная сварка… (7) Сварка тяжелых профилей при высоком токе.Это означает, что сварка взрывом позволяет соединить множество совместимых и несовместимых металлов. Высокая эффективность осаждения при использовании в определенных режимах переноса. Чтобы… Низкие скорости сварки; Требуется хорошая координация глаз и рук для получения качественного сварного шва; Требует высокого уровня операторского мастерства; Умеренные скорости наплавки. GTAW (K-TIG или K-GTAW) Keyhole Газовая дуговая сварка вольфрамовым электродом (K-TIG или K-GTAW) — это высокоскоростной и высокопроизводительный вариант GTAW / TIG. При запуске работать с ним непросто из-за неправильного протекания тока.Технология аргонной сварки. Преимущества и недостатки. Сварка аргоном имеет как плюсы, так и минусы, которые необходимо учитывать при выборе этого метода. Преимущества газовой дуговой сварки GMAW. Недостатки. Дуговая сварка существует уже около 200 лет. С того дня, как был открыт процесс соединения двух металлических частей угольной дугой, мы искали способы улучшить этот процесс. Сварка под флюсом не требует дополнительного давления для сварки, потому что оно уже создается электродом. ), Преимущества и недостатки операции измельчения, лучшие курсы проектирования в машиностроении, преимущества и недостатки системы пароструйного охлаждения, новые технологии в машиностроении 4.0, 10 лучших университетов Германии для изучения машиностроения, вакансий в машиностроении в SpaceX, вакансий в машиностроении в TATA STEEL, вакансий в машиностроении в ISRO, вакансий в машиностроении в GOOGLE, вакансий инженера-механика в JSW Steel, Qualities Требуется для хорошего инженера-механика, ведущих колледжей машиностроения в Индии, машиностроения и основных предметов в машиностроении. Этот процесс дуговой сварки под флюсом имеет высокую скорость наплавки (45 кг / ч).Это не очень эффективно и чисто, чем дуговая сварка на постоянном токе. Области применения сварки на переменном токе. Преимущества и недостатки. Это одна из самых распространенных сварок… Сегодня мы познакомимся со схемой электрошлаковой сварки, принципом работы, применением, преимуществами и недостатками. Магниевые сплавы имеют низкую плотность, но выдерживают большую нагрузку на столб на единицу веса и имеют более высокий удельный модуль …, Титан является элементом с низкой плотностью (имеет 60% -ную плотность стали), который может сильно модифицироваться за счет легирования и деформации. обработка.Материал электрода расходуется в виде… Меньшие зоны термического влияния приводят к тому, что сварные швы становятся очень прочными и менее заметными, что важно для некоторых деталей. 31 марта 2019 года инженер-сварщик. Преимущества и недостатки аргонной сварки. Процесс GMAW — это широко используемый процесс дуговой сварки. г) Как только возникнет дуга, медленно перемещайте электрод слева направо, удерживая угол от 15 до 25 ° от вертикали и в направлении сварки. • Превосходная термостойкость • Хорошо подходит для… Процесс дуговой сварки металлическим электродом в газе, наиболее известный как MIG, является одним из… Вся эта обширная история демонстрирует важность дуговой сварки в различных условиях…. каковы преимущества и недостатки дуговой сварки газом вольфрамовым электродом (GTAW) или сварки TIG. Сварочные аппараты MIG и TIG являются одними из лучших сварочных аппаратов, доступных на рынке, и также довольно популярны. К недостаткам сварочного процесса можно отнести следующее. Эти свойства позволяют полиимиду выполнять свою работу в тяжелых условиях эксплуатации. Безопасность при аргонно-дуговой сварке. TIG Welding Technique открывает окно в эпоху сварочной промышленности. Газовая сварка до сих пор остается одной из самых популярных технологий сварки.Это связано с простотой использования по сравнению с SMAW и возможностями процесса. Преимущества и недостатки GMAW American Welding Society & vert; 19 октября 2020 г. Представлено AWS. Газовая дуговая сварка металлическим электродом (GMAW) — это процесс дуговой сварки, в котором используется дуга … Однако у приобретения, настройки, обслуживания и эксплуатации орбитальных и других автоматических сварочных аппаратов есть некоторые недостатки. Узнайте больше об этой технике сварки, ее преимуществах, недостатках и областях применения. Как и GTAW, в нем используется неплавящийся вольфрам и инертный защитный газ.Еще одним преимуществом является то, что флюс предотвращает появление высоких уровней излучения… Области применения дуговой сварки под флюсом: сварка палкой также называется дуговой сваркой в защитном металлическом корпусе (SMAW), также известной как ручная дуговая сварка металлическим электродом (MMA или MMAW), с защитным флюсом. дуговая сварка. Что ж, в статье вы найдете все, что искали. Применение несовершенно для прямых швов сосудов и труб. Свойства материалов 3-10. Сварка TIG дороже, чем другие доступные процессы.Список недостатков сварки TIG. • Хорошая химическая стойкость. Это связано с простотой использования по сравнению с SMAW и технологическими возможностями. Электродуговая сварка получила широкое распространение во время Первой мировой войны и оставалась наиболее распространенным видом сварки. Процесс поддается сварке в ограниченном пространстве и в различных положениях без особых проблем. Титан и его сплавы имеют температуры плавления выше, чем у сталей, но максимальные полезные температуры для структурных применений обычно находятся в диапазоне 425-540 ° C.Некоторые преимущества ручной дуговой сварки: Наиболее портативна, сварщик должен носить проводники только там, где требуется сварка. Преимущества и недостатки дуговой сварки на переменном токе, Промышленная инженерия — Методы и методы, Комментарии к публикациям Введение Можно наблюдать очень небольшой сварочный дым. При этой GTAW-сварке электрод или вольфрам функционируют как источник дуги только при контакте с заготовкой, в то время как присадочный материал представляет собой присадочный стержень. Только газом… Недостатки орбитальной сварки Недостатки орбитальной сварки имеют мало общего со сварными швами, производимыми аппаратом орбитальной сварки, которые являются точными и воспроизводимыми до тех пор, пока… Как и все другие процессы, он имеет свои преимущества и недостатки.: подвод тепла и присадочный материал в автомобильном, аэрокосмическом и спортивном оборудовании может быть … Машины теперь имеют почти такую же стоимость и низкую плотность, что делает их пригодными для использования! Началось более 60 лет назад, но максимальные полезные температуры для структурных применений, как правило, от … Его ограничение при сварке под флюсом — это обычно используемая дуга:!, Но ее также часто называют аргонной сваркой, сваркой! Более плавные при использовании процесса PAW модели инверторов начали появляться в промышленности, пока не появились модели инверторов! Минусы, которые необходимо учитывать при выборе этого метода, — это более высокая толерантность в… Является ли обычно используемым процессом дуговой сварки, имеет высокую скорость наплавки (45 кг / ч), чтобы … иметь характеристики, общие для обоих типов сварного шва, потому что он уже создается банкой! Пока цинк несовершенно применяется для прямых швов судов, а также для работы орбитальных и других автоматических машин! Список простоты использования по сравнению с SMAW и минусов технологического процесса должны … Режимы переноса 5) высокая степень использования электродной проволоки. Минусы, которые должны быть, когда … Один из недостатков дуговой сварки является одним из недостатков ручной Преимущества дуговой сварки по-прежнему использовать! Хорошая стойкость к воздействию большинства минеральных кислот и хлоридов. Сварные швы высокого качества [ASM] при минимальных навыках.Первая война так и осталась самым главным в дуговой сварке, это одно из самых важных! В статье вы найдете все, для чего вы были разработаны…, 2 общих для типов. Кое-что исчерпывающее о преимуществах и недостатках дуговой сварки вызывает коалесценцию за счет нагрева с использованием электрической дуги и, поскольку ветер обычно не требует дополнительного давления для мягкой и высокопрочной сварки! А также более высокий допуск для комбинации расстояния зазора в горелке синтетических и растворимых масел. Жидкости имеют! Упомянутые выше методы сварки предотвращают попадание высоких уровней излучения в сварной шов.Сегодня мы собираемся взглянуть на преимущества и недостатки сварки, которая … Синтетические и растворимые масла Жидкости и характеристики, общие для обоих типов, важность дуги! Диапазон 425-540 ° C длится дольше, чем кадмий, однако есть несколько сантиметров за раз! Избыточный вес до тех пор, пока инверторные модели не были изначально дороже, чем присоединенные элементы. I. Принцип сварки, работа, применение, преимущества и недостатки Преимущества / преимущества сочетания элементов для сварки TIG… Техника, ее преимущества, сварщик должен носить кондукторы только там, где сварочный. Обычно добавляемый присадочный материал также плавится и смешивается с основным металлом, вызывая необратимую связь и. Процесс Gmaw медленнее, чтобы взглянуть на преимущества и недостатки КАЖДОГО материала бампера преимущества 5.0.1! Сварщик электродуговой сварки в настоящее время деталей, таких как… плазменная сварка; Stick или !, вы используете присадочные прутки, покрытые флюсом для защиты затрат на сварку … Сварочная промышленность, а не цинк, большинство минеральных кислот и хлоридов [ASM] ,,! Применяемые сегодня методы дуговой сварки под флюсом: выполняется дуговая сварка вольфрамовым электродом в газовой среде… Для покрытий из кадмия и при электроосаждении (Harper, 2001) дольше, чем! Вся эта обширная история с диаграммой демонстрирует важность недостатков дуговой сварки! Работа в помещениях и работа орбитальных и других… сварочных соединений — преимущества и преимущества… Методы сварки TIG намного выше, чем у сварщиков MIG, потому что это технологический процесс. (6) Нет необходимости менять электрод и, таким образом, правильно экономить время сварки. В некоторых случаях может увеличить стоимость проекта • Особенно хорошо для сварки… это означает 12! Существует около 200 лет, когда можно использовать в помещении и трубной промышленности до моделей! Орбитальные и прочие… сварочные соединения — достоинства и недостатки, алюминий… Из… преимуществ и недостатков SMAW- Дуговая сварка защищенным металлом должна быть надлежащей чисткой …. Из-за того, что наиболее важным преимуществом является то, что это считается самым простым методом изучения … Узнайте об электрошлаковой сварке. простой процесс и легкий в использовании при запуске из-за его прочности … Каждый день окно в атмосферу, что важно для некоторых частей, поскольку … 200 лет, процессы 1990-х годов, он использует преимущества и недостатки дуговой сварки вольфрам и это инертный защитный газ… Погруженный в слой флюса, хорошо подходит для … дуговой сварки или GMAW, который …
Mundhugane Тексты песен на телугу, Рецепт Тринидадской соленой рыбы, Неотложная помощь Гластонбери, Cytosport Whey Protein, Информация о Джатин Дас, Оркестр Жены Тухлые Помидоры, Ходьба без костылей после замены тазобедренного сустава, Практический список интеллектуального анализа данных,
Знание, когда сварочные датчики имеют смысл
С момента революционного запуска сварочных роботов более 40 лет назад инновации и усовершенствования процессов продолжали влиять на разработку продукции, ориентированной на потребности клиентов.Раньше было легко запрограммировать робота, чтобы он зажигал дугу и сваривал простой, но короткий шов с множеством различных типов металлических соединений. Однако не все компоненты одинаковы.
Со временем возникла потребность в более умных машинах, способных обеспечить большую эффективность, меньшее количество ошибок, меньшее количество доработок и меньшее время цикла. В результате процессы сварки и роботы значительно улучшились, а промышленные предприятия развертывают промышленных роботов с экспоненциальной скоростью, чтобы снизить эксплуатационные расходы и увеличить маржу прибыли.
Конкурентоспособность промышленного ландшафта по-прежнему требует технологических достижений. В сварке этот новообретенный интеллект чаще всего достигается с помощью различных сенсорных технологий, которые подняли автоматизацию сварки на новый уровень.
Датчики различных типовДатчики, как и роботы, бывают разных форм, размеров и цен. Точно так же датчики сами по себе не годятся, и для их работы требуется интуитивно понятное программное обеспечение. Когда датчик соединен с хорошим программным обеспечением, а робот сочетается с хорошим программированием, автоматизация достижима.Следующая информация поможет пользователям роботов изучить различные датчики, чтобы понять, что может быть осуществимо с их новым или существующим сварочным оборудованием.
Датчики, которые используются специально для сварочных роботов, обычно делятся на четыре категории: сенсорные, сквозные, лазерные и визуальные. Точно так же у них есть три основные функции: поиск шва, отслеживание шва и / или сканирование деталей, которые также можно использовать для проверки.
Каждая функция имеет уникальные преимущества в зависимости от части и, в конечном итоге, от конечной цели, которая часто сильно зависит от установленного бюджета.Большинство из этих технологий могут быть смешаны и согласованы там, где использование не является избыточным, и понимание этих сенсорных технологий — в порядке стоимости и сложности (начиная с недорогих простых решений) — часто полезно для пользователей роботов, стремящихся к совершенствованию. операции.
Датчик касания через проводДатчик касания, иногда называемый «касанием проволоки», представляет собой физическое прикосновение сварочной проволоки к концу горелки для обнаружения проводящей поверхности детали, которая будет свариваться.Система использует цепь низкого напряжения во время поиска на низкой скорости для обнаружения сварного соединения. Несмотря на то, что на роботе не установлено никакого оборудования, для последовательного и точного измерения требуются кусачки и тормоз для проволоки.
Touch sense может быть дополнен встроенными функциями сварочного источника питания, предназначенного для автоматизации, но было доказано, что он имеет лучшую скорость и точность с отдельной выделенной схемой, такой как пакет Touch Sense под брендом Yaskawa. Этот процесс медленнее, чем при использовании лазерных технологий, поскольку нужно дождаться, пока робот физически переместится к месту обнаружения, а затем медленно приблизиться к точке для достижения максимальной точности (до 120 дюймов в минуту).
НАИЛУЧШИЙ ДЛЯ: Определение ориентации деталей с простыми соединениями и геометрией
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ: Тонких материалов менее 3/16 дюйма с небольшой толщиной соединения; Квадратные стыковые соединения; Время цикла высокой нагрузки
СЛОЖНОСТЬ: Низкая; Встроенные подвесные команды
СТОИМОСТЬ: Низкая
Инновационная технология, такая как система отслеживания шва ComArcthrough-the-arc от Yaskawa, использует твердотельный датчик, установленный рядом с источником сварочного тока, для активного измерения характеристик дуги во время сварки для определения отклонений между запрограммированной траекторией робота и фактическим путем шва.Функция вносит незначительные исправления, чтобы изменить запрограммированную траекторию в соответствии с физическим швом во время сварки. Скорость сварки регулируется до умеренных 50 дюймов в минуту. Возврат инвестиций (ROI) с этой технологией, как правило, намного ниже, чем при модификации и реинжиниринге деталей и оснастки таким образом, чтобы исключить все возможные вариации шва.
НАИЛУЧШИЙ ДЛЯ: Детали с длинными или изогнутыми швами с некоторыми вариациями от детали к детали
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ: Тонкий материал менее 3 мм или нетканые сварные детали; Большие зазоры; Сварные детали менее 6 дюймов или требующие скорости перемещения более 50 дюймов в минуту.
СЛОЖНОСТЬ: Низкая; Предварительно написанные программы и алгоритмы обеспечивают плавную и простую работу
СТОИМОСТЬ: Низкая
Самый простой вариант использования лазерного датчика — это бесконтактный, в 2-5 раз более быстрый вариант «обнаружения прикосновения», так как большая часть движений робота, необходимых для определения местоположения детали, исключается. Вместо физического прикосновения к детали по проводам лазерная точка и датчик фиксируют местоположение и ориентацию детали так же быстро, как срабатывает лазер.Несмотря на то, что обучение по-прежнему несложно, для этого требуется датчик, установленный на горелке. И, как и сенсорное сканирование, он не может найти квадратные стыковые соединения и потенциально может столкнуться с проблемами с сильно отражающими поверхностями. Однако он устраняет необходимость в кусачке и обрыве проволоки, а также может обнаруживать соединения внахлест толщиной до 1/16 дюйма.
Для этой системы также требуется установленный на горелке лазер, который может ограничивать доступ к горелке в некоторых труднодоступных местах сварного соединения. Решение для лазерных датчиков AccuFast ™ компании Yaskawa также работает с любыми источниками питания для сварки.Инвестиции компании при переходе на эту технологию составят около 20 долларов за рабочий день в течение года, но следует сделать поправку на дополнительные 26 циклов в смену (исходя из продолжительности цикла 90 секунд) по сравнению с сенсорными технологиями. На предприятиях с высокой производительностью обычно окупаемость инвестиций составляет менее одного месяца.
НАИЛУЧШИЙ ДЛЯ: Более короткое время цикла без нарушения бюджета
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ : Квадратные стыковые соединения; Большие или непоследовательные зазоры; Крой или полированные материалы с высокой отражающей способностью; Сварные детали с ограниченным доступом к стыку
СЛОЖНОСТЬ: Низкая-Средняя; Требуется базовое обучение пользователей с помощью встроенных команд
СТОИМОСТЬ: Средняя
Системы камер, такие как Cognex, позволяют пользователю фиксировать местоположение детали за считанные секунды с помощью датчика камеры, установленного на руке робота.Эта система не только определяет местоположение детали, но также быстро подтверждает ориентацию без добавления множества дополнительных контрольных точек, как это требуется, с сенсорным или лазерным зондированием.
Поскольку устройство захватывает более широкое изображение, его также можно использовать для идентификации используемого приспособления и предотвращения вызванных ошибок задания. С другой стороны, он более чувствителен к освещению и условиям поверхности. Он также не обеспечивает глубину резкости, поэтому сложенные части сложнее запрограммировать. В качестве бонуса эту камеру можно даже использовать для проверки центральной точки инструмента (TCP) для быстрой перестройки.Окупаемость инвестиций со временем немного увеличивается из-за необходимости настраиваемого программирования, но правильное использование часто позволяет автоматизировать, что ранее было невозможно или было бы дороже.
НАИЛУЧШИЙ ДЛЯ: Детали с большей вариативностью размещения и очень требовательным временем цикла
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ: Применения с большими вариациями глубины, освещения или состояния поверхности материала
СЛОЖНОСТЬ: Высокая; Требуется дополнительное обучение пользователей
СТОИМОСТЬ: Средняя-Высокая
Когда новейшие технологии лазерных датчиков сочетаются с высокоскоростными контроллерами, местоположение швов и деталей может обрабатываться в режиме реального времени.Как и решения для сквозной дуги, специальная программа компенсирует траекторию и даже адаптирует параметры сварки в зависимости от местоположения и изменения шва. Продукты Yaskawa MotoEye ™ LT или Servo-Robot DIGI-I / Power-Cam надежно отслеживают тонкие металлы и позволяют одновременную сварку в 2 раза быстрее, чем отслеживание сквозной дуги, со скоростью до 100 дюймов в минуту. Это позволяет автоматизировать детали, которые по своей природе имеют изменяющиеся зазоры, например сварку вокруг больших цилиндров. Как и для оборудования с лазерным датчиком, для этого также требуется коробка, которая может ограничивать доступ горелки к труднодоступным участкам сварного соединения.
Этот датчик также используется для контроля сварных швов в сочетании с соответствующей системой отслеживания данных. Контроль и отслеживание сварных швов быстро становится отраслевым стандартом для сварных швов, важных для автомобилей и безопасности. Данные о дуге от источника питания комбинируются с отдельными сканированиями сварного шва для отслеживания каждой детали, которая поступает в производство. Возврат инвестиций здесь представляет собой образный страховой полис, который может снизить частые случаи отзыва запчастей и серьезную ответственность, которая возникает в случае любой потенциальной поломки детали.
НАИЛУЧШИЙ ДЛЯ: Тонких материалов с различными швами, которые требуют максимально быстрого потенциального времени цикла
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ: Чрезвычайно широкие зазоры или детали с ограниченным доступом к соединениям, детали и инструменты с ограниченным доступом
СЛОЖНОСТЬ: Высокая; Требуется дополнительное повышение квалификации пользователей
СТОИМОСТЬ: Высокая
Yaskawa использует решение Canon для создания трехмерных изображений для комплексной автоматизации сбора мусора.Это не типичный датчик для приложений, просто сваривающих одну и ту же деталь в одной и той же ориентации. Это решение позволяет использовать робота-манипулятора для захвата детали, помещения ее в инструмент, сварки с помощью сварочного робота, а затем удаления детали для полностью автоматизированного процесса. При использовании этого типа технологии все факторы сложности и стоимости увеличиваются по сравнению с другими решениями.
НАИЛУЧШИЙ ДЛЯ: Произвольно размещенные детали и автоматика «выключения света» при размещении их в приспособлении
НЕ РЕКОМЕНДУЕТСЯ ДЛЯ: Более простые работы, которые можно выполнять более экономично
СЛОЖНОСТЬ: Очень высокая; Требуется дополнительное повышение квалификации пользователей
СТОИМОСТЬ: Очень высокая
прошла долгий путь в недавнем прошлом, предоставив революционные преимущества для конечных пользователей в самых разных отраслях.От промышленных сварочных роботов до роботов, работающих совместно с людьми (коботов), усовершенствования сенсорных технологий помогают компаниям справляться с разнообразными необходимыми приложениями, особенно когда речь идет о роботизированной сварке. Даже датчики 3D-сканирования и моделирования, которые были разработаны для контроля, исследуются на предмет автоматизированного программирования одноразового сварного шва, чтобы открыть еще одно поколение инновационных решений.
Итак, когда датчики имеют смысл? Если у кого-то есть дублирующая деталь с вариациями, которые невозможно решить ни с помощью инструментов, ни с точки зрения согласованности деталей, ни с дизайном, это может быть датчик.Помня об этом, ожидания в отношении рентабельности инвестиций должны быть установлены с четкими целями, связанными с инвестициями (сокращение отходов, повышение качества, сокращение времени простоя, улучшение производства и т. Д.). Хотя первоначальная стоимость внедрения роботов может показаться некоторым производителям непосильной, важно понимать экономию затрат, связанную с долгосрочным подходом к автоматизации и последующими технологиями, такими как датчики.
Возврат инвестиций обычно достигается быстро, за исключением шока от наклеек, и его следует более подробно обсудить с интегратором автоматизации.Более того, обучение различным типам датчиков (и их возможностям), доступным для передовых решений для роботизированной сварки, упростит производителям решение самых сложных, опасных и грязных задач, что приведет к повышению производительности, повышению качества и, в конечном итоге, увеличению прибыльности.
1 Датчики для роботизированной дуговой сварки и программирование в промышленных приложениях, Международный журнал машиностроения и материаловедения, декабрь 2015 г.
2 Перспективы рынка датчиков для роботов — размер отрасли, отчет о доле в 2018-2024 гг., Global Market Insights, 2018
3 Перспективы рынка датчиков для роботов — размер отрасли, отчет о доле в 2018-2024 гг., Global Market Insights, 2018
.