Обработка металлов резанием: технология и виды
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка?
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:
Так, основными методами обработки металлов резанием являются:
- точение;
- сверление;
- фрезерование;
- строгание;
- долбление;
- шлифование.
А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
 youtube.com/embed/e77bSQCPJiU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/e77bSQCPJiU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как можно обрабатывать металл резанием?
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
- Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
- Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.

- Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
- Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
- Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
- Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.

 Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.Выводы
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Виды резки металла. Новые и старые технологии
Любое производство нуждается в специальном инструментарии для резки металла. При этом есть несколько популярных способов резки, каждый из которых имеет свои технологические особенности.
Какой конкретно выбор сделает производитель, зависит от экономической выгоды, желаемого результата, а также от эффективности работ.
Промышленные разновидности резки металла
Это разновидности резки, которые характеризуются большим количеством разрезанных деталей за максимально короткий промежуток времени. Таких способов порезать металлические заготовки известно несколько:
Таких способов порезать металлические заготовки известно несколько:
- лазерным инструментом;
- плазменная;
- газовым резаком;
- гидроабразивная;
- на резаках с числовым управлением.
Любой из перечисленных методов имеет свои технологические особенности.
Плазменная резка — способ, при котором заготовки или металлы разрезаются струей газа под температурой от 5 до 30 тысяч градусов. При этом электрическим полем разгоняется струя до скорости 15 км/с.
Таким способом легко резать металл листом с толщиной рабочей поверхности 20 см. Получается, что в результате на листе металла образуется разрез без лишних швов. Особым преимуществом является то, что вокруг разреза структура не нагревается и структура металла не разрушается.
Лазерная — также точный вариант резки. Рабочий инструмент в данном случае — луч лазера с точной фокусировкой. Технологически луч плавит металл, он сгорает и испаряется.
Важно. Газовая резка — также воздействие на металл температурой. При этом не нужно сложное оборудование, но и точность резки в разы меньше.
Гидроабразивная резка — это механический вид воздействия, который не предполагает термического воздействия. В роли инструмента выступает простая вода, которую смешивают с абразивным порошком. Основным преимуществом является то, что нет структурных изменений , поскольку температура воды не выше 90°С.
Разрезка металла на станке с ЧПУ — предполагает технологический процесс, при котором разрезается сразу несколько листов металла. Но в таком случае возможно влияние ржавчины на металл.
Это нужно знать: Термическая обработка металла
Механические варианты резки металла
При влиянии чистой механики используется самый широкий круг инструментов: диски, пилы, прессы, механические резаки. Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Отрезные станки с заменяемыми дисковыми частями (болгарки) используется как стационарное оборудование, так и в качестве мобильного. Резать таким инструментом можно трубы,, разные конструкции, профиля и листы разных сплавов. При этом инструмент отличается высокой точностью выполнения работ, а также скоростью.
Рубка металла — в таком случае есть горизонтальный ножик. Он прижимается к листу металла и разрушает его в зоне контакта. Усиливает работу пресса гидравлика, пневматика или эксцентриковый механизм.
Также резка и рубка профлиста прекрасно выполняется на гильотинах сабельного типа. Рубка на гильотине предполагает ограничения по некоторым конструкциям со сложной структурой.
Ленточнопильный станок считается наиболее универсальным вариантом для резки любых изделий из металла. При таком варианте резки снижаются потери тепла, а сам процесс происходит под любым удобным углом.
Газокислородная резка металла
Такой вариант доступен при соблюдении целого ряда условий. В первую очередь можно резать только изделия и конструкции, которые содержат строго определенное количество примесей. Конструкция не должна отличаться высокой теплопроводностью.
Важно. Чтобы температура плавления обрабатываемого материала, была выше, чем температура горения. При этом важно, чтобы разница не была меньше 50°С.
Те оксиды, которые получаются в результате резания металла должны обладать высокими показателями жидкотекучести. В противном случае они будут серьезным препятствием длясгораня основного металла. Процесс станет более дорогим и экономически не выгодным.
См.также: Обработка металла давлением
Технология резки газом
Данная разновидность резки не является наиболее часто используемой. Она применяется, когда необходимо раскроить сплавы до 6 см толщиной. Вся процедура происходит за счет того тепла, что выделяется при реакции окисления. При этом все продукты сгорания удаляются из области разреза непосредственно потоком газа.
Она применяется, когда необходимо раскроить сплавы до 6 см толщиной. Вся процедура происходит за счет того тепла, что выделяется при реакции окисления. При этом все продукты сгорания удаляются из области разреза непосредственно потоком газа.
Важно правильно провести подготовку к разрезанию металла, а также технологически правильно соблюдать все нюансы процесса:
- Непосредственно линию разреза, а также область на 20 см вокруг следует очистить ото всех посторонних материалов. В противном случае может случить возгорание или даже взрыв. Специалисты советуют зачистить даже ржавчину, поскольку ее наличие сильно замедлит процесс резки.
- Непосредственно под линией разреза важно сделать свободное пространство в 10-15 см. Если поток газа будет отражаться на деталь и не сможет свободно выходить, то в результате резки возникнет отрицательная турбулентность и в итоге скорость процесса очень сильно снизится.
- Режущий инструмент должен быть расположен строго по вертикали. Отклонение больше чем в 5° значительно снизить точность резки и качество выполняемой работы.
- Рабочий, выполняющий резку при помощи газа должен иметь высокий уровень квалификации.
 Отклонение больше чем в 5° значительно снизить точность резки и качество выполняемой работы.
Отклонение больше чем в 5° значительно снизить точность резки и качество выполняемой работы.При выполнении всех перечисленных условий, место разреза будет ровным, а скорость и качество выполняемых работ превысит многие другие варианты резки металла.
Виды газовой резки
Есть несколько разновидностей резки металла газом. Каждый из них применяется в своих условиях и имеет несколько технологических особенностей:
- Пропаном — один из наиболее популярных методов газовой резки. Абсолютно не подойдет для разрезания высокоуглеродистых соединений. Прекрасно используется для резки титановых соединений и низколегированных сплавов.
- Воздушно-дуговая. В данном варианте помимо кислорода используется электродуга, которая вмонтирована в резак. Удобен при необходимости сделать широкую линию разреза.
- Кислородно-флюсовая. Название дано за счет флюсового порошка, который подается на обрабатываемую поверхность при резке. Благодаря своим свойствам данный порошок придает материалу большую пластичность и делает его более податливым при обработке резаком. Особенно это помогает при наличии на металле термостойкой оксидной пленки. Поэтому данный вид резки применяется для изделий из меди, чугуна, бронзы, латуни.
- Копьевая. При такой разновидности резки используется дополнительный расходный материала. Это специальная стальная труба — газовое копье. За счет ее применения повышается эффективность, скорость основного процесса. Используется такой вид резки применяется п
 Название дано за счет флюсового порошка, который подается на обрабатываемую поверхность при резке. Благодаря своим свойствам данный порошок придает материалу большую пластичность и делает его более податливым при обработке резаком. Особенно это помогает при наличии на металле термостойкой оксидной пленки. Поэтому данный вид резки применяется для изделий из меди, чугуна, бронзы, латуни.
Название дано за счет флюсового порошка, который подается на обрабатываемую поверхность при резке. Благодаря своим свойствам данный порошок придает материалу большую пластичность и делает его более податливым при обработке резаком. Особенно это помогает при наличии на металле термостойкой оксидной пленки. Поэтому данный вид резки применяется для изделий из меди, чугуна, бронзы, латуни.листового, сварка и пайка – Определенных металлов на Svarka.guru
Резка металла применяется в самых разных отраслях. В машиностроении требуется порезать лист металла на заготовки деталей, в строительстве режут арматуру, при ремонтных работах на трубопроводах требуется вырезать заплаты.
Виды
Все технологии резки металла подразделяются на две большие группы:
- механические;
- термические.
Механические основаны на разделении металла путем воздействия на него режущими поверхностями из более прочного материала. К ним относятся:
- пилы;
- гильотинные и листовые ножницы;
- гидравлическая резка.
При гидравлической резке разделение происходит за счет воздействия тонкой струи воды под высоким давлением.
Термические способы резки основаны на расплавлении металла на линии разреза с помощью нагрева. К ним относятся:
- газовая;
- плазменная;
- лазерная.
Способ резки выбирается, исходя из толщины заготовки, металла или сплава заготовки, ее толщины, объема работ, места проведения резки и ряда других параметров. Многие мастера рассказывают, как можно резать металл сварочным инвертором. Такая резка электросваркой неэффективна, отличается высоким коэффициентом отходов и низкой точностью.
Газовая
Это первый термический способ резки и пайки, освоенный человечеством. Он не потерял своей актуальности и сегодня. Металл разогревается в струе горящего газа, молекулы расплава увлекаются газовой струей из разреза.
Сущность технологии
Как резать сваркой металл? Перед началом резания следует подготовить поверхность заготовки. С нее удаляют механические загрязнения, такие, как пыль, стружка, следы коррозии. В газовой горелке смешиваются горючий газ и кислородный окислитель. Они поступают через редукторы из баллонов. Пропорции регулируются с помощью клапанов.
Полученная смесь выходит через форсунку в виде узкой струи под высоким давлением. Она поджигается, резчик начинает прогревать заготовку факелом. После прогрева металл начинает плавиться, и образуется сквозное отверстие. Через него выдуваются мельчайшие капли расплава. Резчик ведет горелкой вдоль линии реза, разделяя лист на две части.
Разновидности
Виды газовой резки называют по имени газов, участвующих в процессе:- водородная;
- ацетиленовая;
- бензиновая.

В качестве окислителя используется кислород.
По степени механизации различают следующие виды:
- ручная, резчик перемещает горелку вручную;
- машинная, горелка перемещается манипулятором или портальным приводом над листом металла;
- автоматическая, машинной резкой управляет компьютер, в который вводят программу раскроя.
Для раскроя заготовок большой толщины газовая резка зачастую является единственным способом.
Предъявляемые требования
Для получения ровного и точного разреза следует соблюдать следующие технологические требования:
- температура плавления разрезаемого металла должна быть выше, чем у его оксидов, образующихся на поверхности при контакте с кислородом;
- энергетический баланс должен иметь достаточный запас для обеспечения непрерывного резания, при этом следует учитывать коэффициент теплопроводности и теплоемкость разрезаемого материала;
- содержание углерода и легирующих присадок также оказывает сильное влияние на применимость технологии газовой резки;
- необходимо следовать правилам техники безопасности.

[stextbox id=’alert’]Резчик должен использовать средства индивидуальной защиты, обеспечить вытяжную и приточную вентиляцию при работе в замкнутых объемах.[/stextbox]
Преимущества технологии
Газовая резка листового металла обладает следующими преимуществами:
- раскрой листовых заготовок до 20 см толщиной;
- работа в любых пространственных положениях, что особенно ценно при демонтаже конструкций;
- низкая себестоимость операции:
- простота оборудования;
- мобильность, независимость от электропитания.
К минусам метода относят большой коэффициент отходов. Резчик должен обладать высокой квалификацией, особенно при работе с толстыми листами и в вертикальном положении.
Плазменная
Прогрессивная методика резки и сварки металла основана на использовании ионизированного газа, обладающего высоким энергетическим потенциалом. Если при электродуговой сварке достигаются температуры до 4-6 тысяч градусов, то плазменный резак развивает до 30 тысяч.
Способы
В промышленности применяются две разновидности технологии:- Плазменно-дуговая. Электродуга разжигается между заготовкой и неплавким электродом. Электроды для резки металла делают из вольфрама. Она используется для ионизации газовой струи, подаваемой через форсунку под высоким давлением. Высокоэнергетический факел, действуя совместно с электрической дугой, разрезает самые тугоплавкие стальные и цветные сплавы.
- Струйная. Дуга горит меду неплавким электродом и кольцевым катодом, которым служит наконечник сопла. Она ионизирует газовую струю, которая и режет заготовку. Эта технология преимущественно используется для резки диэлектрических и низкопроводящих материалов.
Обе технологии реализованы как в виде ручных резаков, так и промышленных компьютеризированных установок по раскрою листов.
Аппараты
При выборе плазменного резака следует обратить внимание на следующие параметры:
- Рабочий ток. Током 60-90А можно успешно разрезать заготовку толщиной до 3 см. Устройства с рабочим током до 170А смогут справиться с листом до 6-8 см
- Скорость резания. Определяет производительность устройства. Зависит от толщины и материала.
- Время непрерывной работы. Определяет % времени, отводимый на работу и на охлаждение.
 Током 60-90А можно успешно разрезать заготовку толщиной до 3 см. Устройства с рабочим током до 170А смогут справиться с листом до 6-8 см
Током 60-90А можно успешно разрезать заготовку толщиной до 3 см. Устройства с рабочим током до 170А смогут справиться с листом до 6-8 смКаждый параметр увеличивает стоимость агрегата. Выбирать его нужно, исходя из планируемого объема и номенклатуры работ. Так, если требуется разрезать 1-2 метра в день при толщине 2-5 мм, можно ограничить аппаратом начального уровня. Если же планируется резка толстолистовых заготовок в течение смены, потребуется мощный профессиональный резак.
Суть метода
Для создания потока плазмы используется специальное устройство — плазмотрон. Камера сгорания, в которую подается газ, имеет сужающееся сопло. При его прохождении скорость истечения и давление в струе резко возрастает. По оси сопла находится неплавкий электрод. Между ним и наконечником сопла разжигается первичная электродуга.
По оси сопла находится неплавкий электрод. Между ним и наконечником сопла разжигается первичная электродуга.
Высокого давления и воздействия дуги становится достаточно для ионизации атомов газа. Они теряют электроны и превращаются в положительные ионы. Теперь рабочий электрический разряд идет уже между металлической заготовкой и электродом. Эта дуга имеет высокую мощность, она достигает температуры в 30 тыс. градусов.
Скорость потока ионизированного газа достигает 3000 м/с.
[stextbox id=’info’]Плазмотроны пригодны также и для сварки.[/stextbox]
Лазерная
Еще один прогрессивный метод — это раскрой металлических заготовок лазером. Лазерам не под силу заготовки большой толщины, зато лазерный луч обеспечивает самую высокую точность и качество поверхности реза.
Принципы техники
Металл доводится до температуры плавления сфокусированным высокоэнергетическим лучом света, испускаемым промышленным лазером.Сечение луча в зоне разреза может быть доведено до долей миллиметра, он очень быстро, за несколько секунд прогревает заготовку и испаряет тонкий слой металла, образуя идеально гладкие кромки разреза.
Из-за очень узкой зоны и краткого времени воздействия в деталях не возникают тепловые деформации и напряжения.
Технология позволяет вырезать детали любой, даже самой сложной формы под углом реза до 45о к вертикали.
Достоинства
Основные преимущества лазерной резки следующие:
- работа с хрупкими и подверженными деформациям материалами и конструкциями;
- раскрой термостойких и особо прочных сплавов;
- высокая скорость раскроя тонколистовых заготовок;
- экономическая эффективность при выпуске небольших серий, для которых невыгодно изготавливать литьевые формы;
- отличная совместимость с программами 3D моделирования;
Несмотря на высокую стоимость приобретения и обслуживания лазерной техники, методика все шире применяется на производстве.
Использование
Способ применяется, чтобы разрезать черные и цветные металлы и их сплавы. Используют его и для работы с неметаллическими материалам: деревом, керамикой, композитами.
Лазерная резка применяется как на больших производствах, так и на опытных участках и даже в домашних мастерских.
Лазерной установкой можно также сваривать металлы и их сплавы.
Гильотинная
Этот механический способ раскроя основан на разделении частей обрабатываемого листа более твердыми режущими кромками, к которым приложено большое усилие.
Массивный нож гильотины, двигающийся в вертикальных направляющих под действием ручного, механического либо гидравлического привода, перерубает обрабатываемый лист.
Получается ровная линия реза и высокое качество поверхности кромок.
Толщина металла ограничена 6-8 мм, технология позволяет резать только по прямой линии.
Выбор листовых ножниц
Основные способы резки металла
Металл – прочный материал, поэтому нарезать изделия из него иногда бывает непросто. Если несколько труб можно распилить болгаркой, то работа с толстым металлопрокатом или его обработка в больших объёмах требуют более надёжного специализированного инструмента..jpg)
Нужно разрезать металл в Ростове-на-Дону? Обращайтесь в компанию «МетРо». При покупке проката предлагается резка металла, любым обратившимся частным лицам и организациям помогут с раскроем.
На современных предприятиях для нарезки металлопроката используется несколько технологий. С их помощью можно получить изделия:
- с точностью размеров до долей миллиметра;
- сложной формы, даже нестандартной;
- с минимальным количеством отходов.
Для резки проката используется металлорежущее оборудование. К нему относятся токарные, фрезеровочные станки, гильотины, лазерная и плазменная аппаратура, газосварочные установки. Всё оборудование использует один из двух принципов обработки: термическое или механическое воздействие на металл. Работы могут проводиться вручную, но применение станков ЧПУ даёт возможность разрезать прокат с большей точностью.
Термическая резка
Используется несколько способов раскроя металлопроката, при котором он, по сути, не режется, а оплавляется по точно заданной прямой. При применении хорошего оборудования на кромке не образуется наплывов или впадин, поэтому не требуется дополнительная обработка. Некоторые термические способы позволяют раскроить металлические изделия с формой любой сложности:
При применении хорошего оборудования на кромке не образуется наплывов или впадин, поэтому не требуется дополнительная обработка. Некоторые термические способы позволяют раскроить металлические изделия с формой любой сложности:
- лазерный резонатор – выпускает тонкий, но мощный сфокусированный луч света. Это позволяет расплавить металл по точно локализованному контуру с минимальной толщиной разреза. Из-за отражающих свойств алюминия сплав с ним и нержавейки редко используется при работе с этими материалами;
- плазмотрон – генерирует сжатую режущую дугу, обеспечивающую точную резку электропроводящих материалов и сплавов. Может быстро и точно раскроить сталь независимо от содержания углерода. Используется для сплавов железа и цветных металлов, биметаллических материалов. Обработка проводится с высокой точностью и скоростью, поэтому востребована в машиностроении;
- газокислородная резка – один из самых старых способов термической обработки металла. При работе оборудование подаёт тонкую струю кислорода и горючего газа, которые, сгорая, выделяют большое количество тепла. Температура может превышать 1000 °С. Так как струя узконаправленная, она воздействует только на линию разреза. Значительно уступает по точности лазерной и плазменной резке. Используется при нарезке толстого проката от 50 мм до 2 метров, так как другие способы в таких работах менее эффективны.
Для этих методов нужно специальное оборудование.
Механические способы
Прокат можно распилить ножовкой либо пилой по металлу или болгаркой, но такие методы низкоэффективные. Там, где при использовании специального оборудования понадобится несколько минут, с ручным инструментом придётся возиться часами. Болгарка ускорит процесс, но её ресурс не безграничен, а диски стоят недёшево, к тому же можно раскраивать только достаточно тонкие листы. Есть более эффективные механические способы.
Один из них – гидроабразивная резка, которая осуществляется при помощи подачи мощной струи воды с абразивным материалом. Является достойной альтернативной термическим способам, исключает сваривание краёв. Позволяет с высокой точностью резать любые металлы и сплавы.
Обработка металлов резанием: способы, оборудование и инструменты
Обработка металлов резанием выполняется для того, чтобы заготовка приобрела нужную форму. С этой целью необходимо снять лишнее. Подобная манипуляция проводится посредством применения разных режущих инструментов на специальных станках. В машиностроении обработка металлов резанием очень важна. Ведь без этого процесса нельзя сделать ни обыкновенные машины, ни прочие приборы.
Применение технологии
Раскрой металла посредством резки практикуется при начальных обдирочных работах и при окончательных операциях, которые называют тонкой обработкой. Ведь подобные действия иногда нужно совершать, соблюдая высокую точность: вплоть до долей микрона. А это очень маленькая величина.
Обработка металлов резанием практикуется и для больших машинных деталей. Например, для роторов гидротурбин. Диаметр их рабочих колёс может превышать отметку в 9-10 метров. Также резке поддаются и те детали, которые трудно рассмотреть даже под микроскопом. Посредством обработки элемент получает нужную форму, размер, обретает необходимое качество поверхности. От этого показателя зависит длительность службы изделия.Теория резания
Такая наука изучает раскрой металла подобным способом. Она появилась ещё в конце XIX века. До сих пор ею занимаются как в России, так и за её пределами. Ключевой вопрос – это скорость съёма стружки посредством станка, чтобы стойкость резца была максимальной. Многим может показаться, что добиться высоких скоростей не так уж и трудно. Но это не так. Всё дело в том, что обработка металлов резанием развивает тепло. Оно нагревает и размягчает инструмент для работы, рискуя вывести его из строя. Очень важно выбрать правильное охлаждение для резца. Но оно не всегда решает проблему. К тому же может даже повредить металл. Поэтому скорость работы зависит отчасти от того, насколько правильный был выбран станок. Инструмент для обработки металла резанием должен приобретаться с учётом свойств материала и его свойств.
Особенности применения станков
Металлорежущие станки подразделяются на типы. Они отличаются по используемому инструменту. Также технология обработки металлов резанием с их помощью разная. Чаще всего используется резец. С его помощью можно выполнять операции любой сложности. Все остальные инструменты являются или его модификацией, или сочетанием нескольких типов. Существует две наиболее распространённые схемы работы:
- точение, когда заготовка вращается, а резец медленно идёт по её оси;
- строгание – они идут оба поступательными движениями.
Станки для них необходимы абсолютно разные.
Особенности резки металлов
Как было сказано ранее, рассматриваемый процесс может происходить нетипично. И существуют разные способы обработки металлов резанием, под которые предусмотрено использование того или иного оборудования.
Помимо точения и строгания, к распространённым методам работы относятся фрезерование и шлифование. Однако первый способ – наиболее популярный. Механическая обработка металлов резанием разными методами имеет немало общего с заточкой. Поэтому если обучиться этому способу, то с остальными в будущем проблем точно не возникнет. И всё будет очень просто в плане работы. Ниже приведём особенности использования станков разного типа.Применение токарных станков
Оборудование для резки бывает разным. Один из ключевых типов станков – это токарный. Его применение практиковалось ещё в древние времена. Тогда его приводили в действие благодаря верёвочным приспособлениям наподобие лука для стрельбы. В такой сфере, как резание металлов, токарная обработка в нынешнее время применяется с целью изготовления машинных деталей. Причём это делается настолько точно и быстро, что механическим путём таких целей достичь не удастся.
Основанием станка этого типа является станина. Заготовку нужно зажать между центрами задней и передней бабки или же в патроне. В суппорте укрепите резец. Установите посредством специальной коробки, напоминающей автомобильную, требуемую скорость вращения для резки. На инструменте присутствует ходовой валик, который приходит в движение от неё и смещает суппорт вместе с резцом. Если кроме него стоит ходовой винт, то тогда посредством такого станка можно выполнять нарезку. Когда же присутствует поворотная головка вместо задней бабки, инструмент называется токарно-револьверным. Такой станок для резки может выполнять разные виды работы. Для обработки изделий с большим диаметром используют такие инструменты, как лоботокарный или карусельно-токарный аппарат. Существуют и прочие его виды.
Повышение стойкости токарного станка
Специалисты постоянно работают над тем, чтобы отыскать подходящие материалы, способные повысить стойкость рабочего инструмента для резки металла. Раньше станки изготавливали на основе простых углеродистых сталей, обладающих несложным составом с точки зрения химии. После этого стали применяться материалы с повышенным содержанием вольфрама. С их помощью можно было резать металлы намного быстрее. Поэтому их стали называть быстрорежущими. Однако и они со временем перестали удовлетворять специалистов в области машиностроения.
Тогда на смену им при создании станков пришли твёрдые сплавы особого класса, которые способны сохранять прочность даже при температуре до 100 градусов. За последние годы процесс, в основе которого лежит обработка металлов резанием, стал ещё проще. Этого удалось достичь за счёт использования материалов с максимальной устойчивостью к высоким температурам. В зависимости от изначальной твёрдости заготовки, например резца, а также вида работы, оно может быть обработано с нужной скоростью, которая регулируется посредством специальной коробки.
Фрезерование как вид обработки металла
Такой метод работы достаточно широко распространён и является достаточно высокопроизводительным. Он осуществляется с помощью специального фрезерного аппарата. Станки с ЧПУ (числовым программным управлением) используются всё чаще. В зависимости от места размещения суппорта они подразделяются на несколько видов:
- вертикальные;
- горизонтальные;
- портальные;
- продольные;
- зубофрезерные;
- многошпиндельные;
- одношпиндельные и другие.
Специалисты по изготовлению оборудования этого вида постоянно совершенствуют его, чтобы производительность обработки металла была более высокой. Материал станков постоянно меняется, видоизменяется и его конструкция. Как и резец при строгании, фреза выполняет аналогичные действия. Но при этом она сочетает несколько его типов. И будет работать более продуктивно. За счёт этого фрезерование значительно превосходит строгание и постепенно вытесняет его на производствах.
Особенности шлифования
Станки для этого типа обработки используются для шлифовки внутри и снаружи поверхностей круглой формы, разных плоскостей, бесцентровой обработки, резьбы, зубчатых колёс и многого другого. Такой инструмент для металлов относится к категории наиболее производительных. Помимо специального станка, существует ещё одно приспособление. Это шлифовальный круг, который включает в себя большое количество маленьких режущих элементов. Они, в свою очередь, скреплены специальным связующим приспособлением. И каждая частица сама по себе является резцом. Как видите, мы рассмотрели оборудование для металлической обработки. Ниже ознакомимся с более современными методиками, позволяющими осуществлять его раскрой.
Особенности технологии плазменной резки
Есть несколько методик, используемых для низкоуглеродистых металлов. Но плазменная резка считается одной из продуктивных. Поэтому на её особенностях и преимуществах стоит остановиться более подробно. Технология процесса стремительно и постоянно развивается. Плазменная резка металлов широко применяется в разных производственных сферах: начиная от строительства домов и заканчивая машиностроением. Наряду с кислородно-газовым методом, она считается достаточно перспективной.
Ключевые преимущества
Способ плазменной резки металлов имеет большое количество преимуществ. Одно из них – это скорость работы. Чаще всего заготовки для раскроя имеют толщину до 25 мм. В этом случае скорость их обработки примерно в два раза и даже больше превышает аналогичную при использовании резки кислородно-газового типа. И стоит добавить, что при заметном уменьшении толщины листа металла, она может превышать её и в 12 раз. Такое преимущества способно существенно повысить производительность работы и сэкономить время.
Другое преимущество метода – это высокая и качественная скорость прожига. Эта характеристика является очень важной при резке металлических изделий. При плазменном методе она составляет порядка 2 секунд. Для сравнения: газовая резка с кислородом – 30 соответственно при условии соблюдения температуры в 1 тысячу градусов как минимум. Краткое взаимодействие инструмента с металлом хорошо прежде всего тем, что за пару секунд материал не успеет деформироваться, как это может произойти в другом случае.Другим несомненным преимуществом плазменного метода можно назвать минимальное количество окалины при работе. Её можно с лёгкостью удалить. Системы для резки также легко управляются и помогают обеспечить нужную высоту инструмента и хорошую скорость.
Экономия времени и средств
Плазменная резка также подразумевает одновременную работу с несколькими листами, что значительно экономит время. При этом методе можно обрабатывать разные виды материалов:
- алюминий;
- нержавейку;
- медь и многое другое.
Нельзя не отметить и безопасность применения плазменных систем. Они не используют для работы горючие газы, открытый огонь, не выделяется много тепла. Всё это значительно сокращает возможные риски для пользователей при работе с горячими металлами. Зона воздействия тепла составляет всего лишь 2 миллиметра.
Все характеристики плазменной резки положительно влияют на затраты при вторичной обработке материалов. Работы осуществляются качественно, быстро и универсально. Для решения многих задач перечисленные преимущества являются наиболее предпочтительными, нежели другие.Особенности лазерного метода
На сегодняшний день в области обработки металлических изделий внедрено немало технологий. Они позволяют значительно облегчить работу дизайнеров, строителей и прочих специалистов, чья работа так или иначе связана с этим процессом. Резка лазером в настоящее время считается наиболее продвинутой. Она позволяет получить огромные возможности при изготовлении металлических изделий в плане дизайна и всевозможных конфигураций.
Такая перспективная методика является достаточно молодой, но уже широко распространяется. Резка лазером металла осуществляется посредством сфокусированных технически мощных специальных установок. Они отличаются высокой лучевой концентрацией. И способны раскроить не только алюминий или медь, но также дерево и прочие материалы.
Описание метода
При таком способе резки на поверхности металла появляются окислы. Они увеличивают процесс поглощения энергии и способны поддержать температуру до точки плавления. В контактном месте лазерный луч создаёт максимальные температурные показатели, вследствие чего материал начинает плавиться. А вот за пределами указанной зоны он лишь нагревается. Вместе с этим идёт подача активного газа, чаще всего это кислород. Он выдувает продукты горения и позволяет значительно увеличить скорость резки. Кислород нагревает несколько слоёв посредством удаления жидкого металла и окислов.
Всё это происходит в то время, пока материал не прорезается на всю свою глубину. Ведь струя газа рядом с линиями разделения способна активно охлаждать его. Небольшая зона термического воздействия может обеспечить создание на небольших расстояниях друг от друга (порядка 0, 2 миллиметра) кромок, расположенных параллельно. Очень часто с целью достижения той или иной точности при операции раскроя появляется необходимость внедрения автоматизированного управления посредством компьютера. В таких случаях можно запрограммировать создание того или иного изделия в готовом виде.
Для лазерной резки листовых металлов чаще всего применяется аппаратура на основе твердотельных и газовых инструментов. Срез материала при этом получается идеально ровным. Никакая механическая обработка металлов резанием не может обеспечить подобную точность с учётом оперативного выполнения и с минимальным количеством отходов. В основном для обработки листового металла используют аппараты на основе газовых и твердотельных лазеров. Лазерный срез металла будет идеально ровным. Он получится без деформаций, которые присутствуют при механическом разрезе. К тому же технология лазерной резки позволяет добиться существенной точности работы, минимальных отходов и быстрого выполнения.
Преимущества метода
На рынке раскроя металлических изделий лазерная резка является одной из наиболее востребованных. Она в значительной мере сделала работу с твердосплавными материалами более простой. Ведь они достаточно сложные в плане обработки и часто могли ухудшиться после таких манипуляций. Для лазерной резки лучше всего подойдут:
- сталь;
- цветные металлы;
- алюминиевые сплавы.
Толстые листы тоже гораздо лучше обрабатываются. Будет проще работать со сложными формами металлических деталей и делать отверстия в очень твёрдых материалах с малым диаметром. Здесь в плане геометрии можно дать волю своей фантазии. Система может быть автоматизирована. Достаточно для этого создать специальный файл с заданной программой на компьютере. Механических воздействий на металл не будет – это тоже немаловажно. Также при лазерной обработке замечены следующие преимущества:
- Возможность создания сложного контура реза.
- Можно обрабатывать практически любой листовой металл независимо от его теплофизических характеристик.
- Высокая точность работ.
- Резка возможна даже на легко деформируемых и не слишком жёстких материалах.
- Высокая производительность за счёт применения большой мощности лазера.
- Если поверхность должна быть гладкой, то лучше использовать сфокусированный луч с регулируемой мощностью.
Газовый способ
Рассмотрим достаточно распространённый метод воздействия на металл, который активно применяется уже многие годы. Это газовая резка. Она достаточно популярна и экономически выгодна. По-другому её называют ещё кислородной, поскольку в этом случае процесс воздействия на металл имеет термический характер. Идёт струя кислорода после окончания работы и удаляет остатки жидкого оксида. Для начала верхняя кромка детали подогревается. В зависимости от химического состава материала (например стали) температура его возгорания может колебаться в пределах от 1000 и до 1200 градусов.
Газовая резка может быть применена для обработки среднелегированной, низколегированной или углеродистой стали. Толщина металлического листа или другого изделия должна составлять максимум 300 миллиметров. Газокислородная методика обработки металла имеет свои преимущества:
- Низкие затраты на обработку.
- Отсутствует необходимость работать с кромкой после завершения процедуры.
- Наличие прямой и диагональной резки изделий под разными углами.
- Можно использовать толстые металлические листы.
Существует ли стандарт работы?
Многие интересуются, имеет ли обработка металлов резанием ГОСТ или другие стандарты касательно выполнения обработки конструкций. Так, согласно существующим правилам и критериям, подобный процесс имеет свои задачи. Прежде всего деталям должна быть придана та или иная конфигурация и размеры. Этого требует используемая технологическая документация. Например, утверждённый проект строительства объекта. Также обрабатываемая поверхность должна быть всегда чистой согласно принятым стандартам. В ГОСТах перечислены механические способы обработки металлов резанием, включая точение, сверление, фрезерование, а также долбление, протягивание. Также указана и финальная обработка изделий. Каждому виду механической обработки металлов соответствует не только определённое оборудование, но и порядковый номер.
Как мы увидели, существует немало способов механической и автоматизированной обработки изделий с целью их раскроя. Всё это широко используется при строительстве, машиностроении, ремонте и других сферах. Методики постоянно совершенствуются и дополняются новыми, создаётся современное оборудование, которое каждый раз делает процесс всё более простым.
Резка и другие способы подготовки кромок
Резка материалов — процесс разъединения материала на части, размеры которых являются основой для получения элемента конструкции, а также для удаления некоторых объемов материала для получения заданной формы и размеров детали. Одной из разновидностей резки материалов является подготовка кромок материала под сварку. Как правило, для наиболее широкого применяемых методов сварки для подготовки металлических элементов под сварку разделку кромок осуществляют, если их толщина превышает 5 мм. При толщине до 5 мм сварку могут осуществлять без разделки кромок с зазором (для лучшего провара) или без зазора, если тепловая энергия источника нагрева достаточна для провара материала. Резка материалов может осуществляться механическим оборудованием (гильотинные и вибрационные ножницы, токарные, строгательные и фрезерные станки, механические ножницы), газопламенным способом, электродуговыми, газоэлектрическими и лучевыми методами.
Обзор процессов подготовки кромок
Механическая резка материалов основана на преодолении их сопротивления противостоять воздействию более твердого материала (инструмента). Механическая резка отличается от других методов резки более точным изготовлением детали нужных размеров и форм. С увеличением толщины характеризуется снижением производительности и низкой экономичностью. Механическая резка практически не используется применительно к деталям криволинейной и сложной формы. При подготовке кромок может использоваться на заключительной стадии, когда производится доводка детали до нужного размера и формы или для удаления продуктов других процессов с поверхности, которая подлежит сварке.
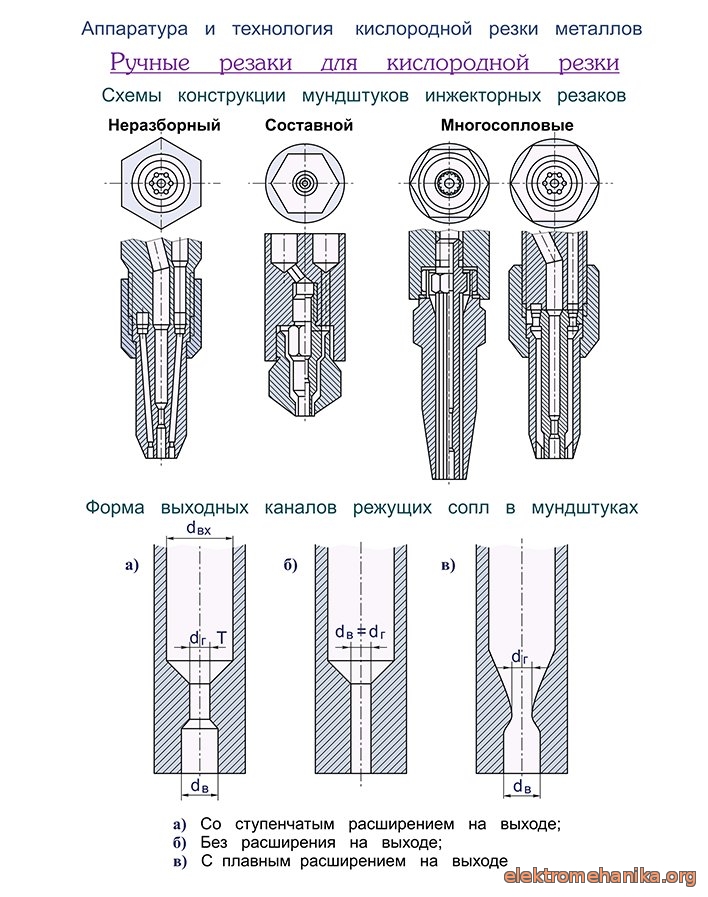
Пламенная резка является самим распространенным видом обработки металлов. Особенно получила распространение кислородная резка металлов, широко применяющаяся в металлургической и машиностроительной промышленности. Процесс кислородной резки основан на сгорании металла (стали и сплавы титана) в струе кислорода и удалении этой струёй образующихся окислов. При этом осуществляется непрерывный подогрев металла газовым пламенем. Процесс резки начинается с нагревания металла в начальной точке реза до температуры, достаточной для воспламенения (начала интенсивного окисления) данного металла в кислороде, которая несколько ниже температуры его плавления. Так для низкоуглеродистой стали температура воспламенения составляет 1350°С – 1360°С. С повышением содержания углерода или других легирующих элементов эта температура понижается. Нагрев осуществляется подогревающим пламенем, образуемым при сгорании горючего газа или жидкости в кислороде. Когда температура нагрева металла достигает требуемой величины, пускается струя технически чистого (98 — 99 %) кислорода. Время нагрева зависит от вида горючего газа или жидкости. Наименьшее время подогрева у ацетиленово-кислородного пламени. Струю кислорода, выходящего обычно из центрального канала мундштука и идущего непосредственно на сжигание металла и удаление окислов, принято называть струёй режущего кислорода в отличие от кислорода подогревающего пламени, выходящего в смеси с горючим газом из дополнительных сопел для подогрева. Направленный на нагретый участок металла режущий кислород вызывает немедленное интенсивное окисление верхних слоев металла, которые, сгорая, выделяют значительное количество теплоты и нагревают до воспламенения в кислороде лежащие ниже слои. Таким образом, процесс горения металла в кислороде распространяется по всей толщине разрезаемого листа или заготовки. Образующиеся при сгорании металла окислы, будучи в расплавленном состоянии, увлекаются струёй режущего кислорода и выдуваются ею из зоны реакции. Стекая в образуемый в металле разрез и соприкасаясь с лежащими ниже слоями металла, окислы отдают металлу часть своей теплоты, производя дополнительный подогрев его и способствуют непрерывности процесса резки.
Газовой резке поддаются не все металлы, а только те из них, которые удовлетворяют следующим основным условиям:
1. Температура плавления металла должна быть выше температуры его воспламенения в кислороде. Считается, что сталь, содержащая до 0,45% С и его эквивалента, хорошо поддается газокислородной резке, свыше 0,45% С и до 0,7 % Сэкв удовлетворительно и нуждается в подогреве, свыше 0,7 % С экв плохо режется.
2. Температура плавления окислов металла должны быть ниже температуры плавления самого металла и температуры, которая развивается в процессе резки данного металла. Примером таких металлов, окислы которых имеют температуру плавления на много выше температуры плавления самого металла, могут служить высокохромистые и хромоникелевые стали, на поверхности которых образуется окисел хрома Cr2O3 с температурой плавления 2000°С; сплавы алюминия, образующие окисел алюминия Аl2О3 с температурой плавления 2050°. Все эти металлы обычному процессу газовой резки не поддаются.
В таблице ниже приведены температуры плавления наиболее распространенных в технике металлов и их окислов.
| Металл | Температура плавления металла (°С) | Окись металла | Температура плавления окиси металла (°С) |
| Железо | 1535 | Закись железа | 1370 |
| Малоуглеродистая сталь | 1500 | Закись железа | 1370 |
| Высокоуглеродистая сталь | 1300-1400 | Закись железа | 1370 |
| Высокохромистые и хромоникелевые стали | Окись хрома Cr2O3 | 2000 | |
| Серый чугун | 1200 | Закись железа | 1370 |
| Медь | 1083 | Окись меди | 1230 |
| Алюминий | 660 | Окись алюминия | 2050 |
| Цинк | 419 | Окись цинка | 1800 |
Примечание. Для сплавов приведенные температуры являются ориентировочные.
3. Количество теплоты, выделяющейся при сгорании металла в кислородной струе, должно быть достаточно для поддержания непрерывного процесса резки. При резке листовой малоуглеродистой стали количество теплоты развивающейся при сгорании железа и его примесей, составляет 70 % , а количество теплоты, вводимой в металл подогревающим ацетилено-кислородным пламенем, всего лишь 30% общего количества теплоты, выделяемой в процессе резки.
4. Теплопроводность металла не должна быть слишком высокой. В противном случае теплота подогревающего пламени будет недостаточной для воспламенения металла и процесс или не начнется, или будет прерываться. Примером могут служить такие теплопроводные металлы как медь и алюминий и их сплавы, резка которых затруднена.
5. Образующиеся окислы должны быть жидкотекучими. В противном случае шлак — продукт резки будет плохо удаляться из зоны резки и будет тормозить процесс резки. Так, например, чугун, содержащий кремний, плохо поддается резке в том числе и по причине образования окисла кремния SiО2, обладающего значительной тугоплавкостью и большим температурным промежутком изменения вязкости.
6. В металле, подвергаемом газовой резке, должно быть ограниченно количество примесей, препятствующих процессу резки (С, Сr, Si, и др.) и повышающих закаливаемость стали (Мо, W и др.).
При содержании углерода свыше 0,7% процесс газовой резки протекает с трудом, требует предварительного подогрева стали до Т = 400 — 700 °С, и делается совершенно невозможным при содержании углерода более 1..1,2%. Препятствие процессу резки высокоуглеродистых сталей и чугунов возникает также из-за значительного образования СО и CO2, загрязняющего режущий кислород и снижающий эффективность процесса окисления. Высокохромистые и хромистые стали также не поддаются нормальному процессу газовой резки.
Подогрев металла до его воспламенения может быть осуществлен любым способом, при котором поверхность изделия на небольшом участке может быть нагрета за возможно короткий срок до температуры 1300 — 1350°С. Требование к подогревающему пламени и эффективность подогрева им металла в начале и в процессе резки определяются такими параметрами:
Кислородно — флюсовая резка (КФР)
Применяют КФР при резке высоколегированных сталей, чугуне, сплавов меди и алюминия, зашлакованного металла, а также огнеупоров и железобетона. Процесс КФР основан на введении в зону реакции порошкообразного флюса, выделяющего дополнительное количество теплоты в резе за счет сгорания в кислородной струе металлических порошков.
Флюс из бункера подается к месту реза или непосредственно режущей струёй кислорода или кислородной струёй низкого давления, а затем в головке резака эта струя приходит инжектор и увлекается кислородом более высокого давления.
Дуговая резка
Дуговой или электрической резкой называют способы проплавления материала по заданной траектории с использованием теплоты, выделяемой электрическими источниками энергии. При этом могут быть применены нагрев электрической дугой (угольным, графитовым или металлическим электродом), контактным сопротивлением индукционный (резка с растяжением безгазовым способом или с применением кислорода или воздуха).
Плазменная резка
Сущность способа состоит в плавлении металла обрабатываемого объекта сжатой плазменной дугой и интенсивном удалении расплава струёй плазмы. Поток плазмы получают в плазмотронах. Для возбуждения плазмогенерирующей дуги служит электрод, располагаемый в дуговой камере. Столб дуги ориентируется по оси формирующего канала и заполняет практически все его сечения. В дуговую камеру подают рабочий газ (плазмообразующую среду). Газ, поступая в столб дуги, заполняющий формирующий канал, превращается в плазму. Вытекающий из сопла поток плазмы стабилизирует дуговой разряд. Газ и стенки формирующего канала ограничивают сечение столба (сжимают его), что приводит к повышению температуры плазмы до 20000…30000°С. Применяют две схемы плазмообразования с использованием дуги прямого действия и косвенную дугу, когда объект обработки не включают в электрическую цепь.
В качестве рабочих плазмообразующихся сред при плазменно-дуговой резке используют азот, его смеси с водородом, кислород и его смеси с азотом, в особенности — сжатый воздух, иногда применяют гелий, углекислый газ, аммиак и воду.
Для резки стали наиболее целесообразно применение кислородосодержащих газов, в особенности сжатого воздуха. В результате поглощения кислорода металлом на поверхности реза в стали происходит растворение кислорода, снижающее температуру ее плавления, и развиваются экзотермические реакции окисления железа, обеспечивающие дополнительный приток теплоты.
Наряду с этим, расплавленный металл на кромках реза заметно насыщается другими газами, содержащимися в плазмообразующей и, отчасти, в окружающей среде. При этом может происходить выгорание легирующих элементов, заметное снижение их содержания у кромок и снижение прочностных, антикоррозионных и других свойств металла. Резка в водородсодержащих средах нередко сопровождается насыщением металла у кромок водородом. При воздушно-плазменной резке металл литого участка на кромках разрезаемой стали существенно насыщается азотом. Эти факты приводят к тому, что при последующей сварке таких кромок в сварных швах может возникнуть пористость.
Электронно-лучевая и лазерная резка
Находят применение и лучевые методы резки. Если в пятне нагрева концентрируется удельная мощность порядка 1х103 — 1х107 Вт/см2 то в нем происходит интенсивный разогрев металла выше его температуры плавления. Электронно-лучевая и лазерная резка металлов основана на эффекте воздействия концентрированного потока энергии на поверхность тел. При этом часть потока энергии частично отражается от поверхности, а остальная часть энергии поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление, горение, испарение и удаление расплава из зоны реза.
Резка водяной струей — альтернативный вид резки материалов, использующий кинетическую и динамическую энергию водяного потока. Поток формируется в специальном устройстве, основным элементом которого является сопло равного сопротивления. Вода подается в резак под возможно большим давлением. При резке развивается реактивная сила отдачи. В связи с этим резаки комплектуются различными устройствами для уравновешивания или скользящими креплениями к разрезаемому материалу. Могут использоваться различные — активные жидкости или добавки твердых дисперсных частиц, которые повышают производительность процесса.
Строжка дуговая и пламенная
Поверхностная резка находит весьма широкое применение в металлургической и металлообрабатывающей промышленности, в частности при удалении местных поверхностных дефектов в стальном литье и полупрокате, где производится снятие слоя металла с поверхности нагретых блюмов или слябов, а также в сварочном производстве при удалении местных дефектов в сварных швах, для подготовки кромок под сварку. При газопламенной строжке (струя кислорода подается к поверхности обработки под острым углом 20 — 30 °).На поверхности реза остается канавка, имеющая в поперечном сечении полукруглую или параболическую форму. Газопламенную строжку выполняют одной кислородной струёй в несколько проходов или в один проход одновременно несколькими струями. Для поверхностной резки хромистых сталей используют кислородно-флюсовую резку. Для этой цели используется дуговая воздушно — дуговая резка.
Здоровье и безопасность
При резке металлов воздушная среда производственных помещений может загрязняться аэрозолями, содержащими пыль, вредные газы и пары (газообразные фтористые и хлористые соединения, окись углерода, окислы азота, озона), а также окислы металлов. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров. Работа электронно-лучевых установок связана с образованием мягкого рентгеновского излучения.
Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию, а при длительном воздействии инфракрасного излучения может развиться помутнение хрусталика — катаракта.
При выполнении резки металлов необходимо знать условия и требования, предъявляемые по охране труда и техники безопасности, изложенные в «системе стандартов безопасности труда», в правилах техники безопасности и производственной санитарии при выполнении всех видов работ в сварочном производстве.
Как резать листовой металл — SheetMetal.Me
Процесс «вырубки» или вырезания развертки из листового металла может быть осуществлен различными способами. В этой публикации мы рассмотрим некоторые из наиболее распространенных видов резки листового металла. При определении того, какой метод резки листового металла вам подходит, следует учитывать такие факторы, как гибкость, скорость, точность, качество обработки, стоимость и автоматизация. Когда дело доходит до материала, который вы режете, есть определенные соображения, поэтому мы добавили специальный пост о том, как резать алюминий.
Ручной инструмент
Стоимость: 20 — 100 долларов
Гибкость: низкая
Скорость: очень низкая
Точность: очень низкая
Отделка: плохая
Автоматизация: нет
Долото и молоток
Использование долота и молотка — это самый простой способ резки листового металла. Просто выровняйте долото по линии, которую вы собираетесь разрезать, и ударьте по нему молотком.Если вы ударите по нему достаточно сильно, долото порежет металлический лист, если он достаточно тонкий. Подложка из мягкой древесины облегчит прохождение долота, обеспечивая опору для металла. Этот процесс резки очень медленный и трудоемкий. Это может быть уместно, если вы работаете над небольшим проектом в своем гараже и у вас есть время, чтобы очистить острые деформированные края, когда вы закончите резку. Точность пропила будет зависеть от того, насколько вы терпеливы при выравнивании долота.Вы также будете ограничены калибром, с которым можете работать, я не верю, что вы будете резать холоднокатаную сталь толще 16 калибра этим методом.
Ножницы
Авиационные ножницы и ножницы для жести — распространенный метод резки тонкого листового металла для любителей. Эти инструменты подходят для резки мягких листовых металлов, таких как олово, алюминий и латунь. Вы, вероятно, не найдете ножницы, которые способны резать низкоуглеродистую сталь калибра более 18.Для справки о толщине датчика см. Нашу таблицу размеров. Эти ножницы могут пригодиться при работе с изогнутыми деталями на небольшом проекте. Авиационные ножницы — это термин, применяемый к высокопроизводительной форме этого инструмента для резки листового металла, который бывает трех основных разновидностей, позволяющих выполнять прямые, изогнутые влево и вправо разрезы. Для большинства приложений необходимо подпилить и очистить края, оставленные ножницей. При использовании этих инструментов рекомендуется держать верхнее лезвие на металле, в то время как вы «тянете» нижнее лезвие на себя.Полностью откройте ножницы в начале пропила и вставьте листовой металл как можно глубже в проем, это обеспечит вам максимальное усилие. Для вырезания отверстий в листовом металле необходимо начинать со стартового отверстия, которое можно сформировать, используя метод молотка и долота, чтобы пробить металл. После того, как у вас есть стартовое отверстие, продвигайтесь к желаемому радиусу, используя правильный красный или зеленый нож.
Ножовка по металлу
Ножовки или ювелирные пилы — еще один простой ручной инструмент, который можно использовать для резки листового металла.Вы ограничены в радиусе поворота и глубине из-за геометрии ножовки. Ножовка по металлу подходит для более мягких металлов, потому что более твердые, такие как нержавеющая сталь, имеют тенденцию разъедать лезвия, поэтому, опять же, эти инструменты подходят для любителей или небольших магазинов листового металла. Правильный выбор лезвия для материала, который вы режете, имеет важное значение для успеха этого метода. Обычно вы выбираете «волнистый» тип установки зуба, который предназначен для выполнения чистых резов в тонком твердом материале, таком как листовой металл.Добавление режущих составов или просто воска может продлить срок службы вашего лезвия и качество резки. Наклеивание полосы малярной ленты на переднюю и заднюю стороны листового металла может помочь улучшить рез за счет уменьшения количества сколов, но, в конечном итоге, точность и качество обработки зависят от оператора.
Ручные ножницы
Дисковые ножницы — это европейский инструмент, который представляет собой консервный нож с открытым ртом. Подходит для узких углов, но оставляет желобчатый край, который, возможно, необходимо очистить.Может вручную резать низкоуглеродистую сталь толщиной до 16.
Слесарные инструменты
Стоимость: 100 — 1000 долларов
Гибкость: средняя — низкая
Скорость: низкая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Прямые ножницы
Эти настольные ножницы превращают усилие в компактные ножницы, способные резать листовой металл средней толщины.Это в первую очередь ограничит ваши стрижки прямыми линиями. Эти типы ножниц подходят для любителей и мастеров листового металла, выполняющих индивидуальные или ремонтные работы. Они прочные и прослужат всю жизнь, если содержать их в чистоте и остроте.
Ножницы без горловины Beverly
Известные по названию производителя, эти ножницы широко используются в небольших цехах по производству листового металла из-за их универсальности при резке листового металла различной толщины и формы. Другие бесщеточные ножницы доступны от других производителей и имеют те же основные характеристики и ограничения.При некоторой точной настройке расстояния между лезвиями край, оставленный этим типом ножниц, значительно улучшается по сравнению с ручными ножницами, потому что он не искажает край и фактически немного закругляет верхний край. Доступны три размера: B1, B2 и B3, в зависимости от размера и требуемой мощности.
Ленточная пила
Когда дело доходит до резки листового металла, ленточные пилы могут показаться смешанным. Они ограничены конструкцией станины с точки зрения того, какой размер листа вы можете разрезать, поэтому убедитесь, что вы понимаете ограничения своей пилы, прежде чем выкладывать развертку.Подходит для более мягких материалов, поскольку лезвия могут быть полезны в некоторых случаях. Край, оставленный ими, часто требует некоторой очистки.
Стационарные высечные ножницы
Эти станки представляют собой пробивной пресс с C-образной рамой, который можно использовать для удаления стружки с листового металла. Они отрезают от металла широкий пропил и оставляют зазубренный край, который почти всегда требует вторичной обработки. Во время резки они также выбрасывают маленькие капли в форме полумесяца, которые необходимо собирать и обрабатывать осторожно.
Электроинструменты
Стоимость: 75 — 300 долларов
Гибкость: средняя
Скорость: средняя
Точность: низкая
Отделка: смешанная
Автоматизация: нет
Угловые шлифовальные машины
Угловая шлифовальная машина, также известная как Makita в честь обычного производителя, является универсальным инструментом, который используется во многих цехах по производству листового металла. По сравнению с ручными и настольными инструментами, он способен резать относительно тяжелые калибры, а также обладает дополнительным преимуществом в том, что его можно держать в руке и переносить.
Механические ножницы
Электрические ножницы и двойные ножницы — еще одно распространенное место в цехах по обработке листового металла, которые выполняют небольшие виды резки. Эти ручные инструменты представляют собой портативные микроножницы, которые грызут металл, когда вы перемещаете режущее лезвие по намеченной траектории. Конструкция без горла позволяет разрезать лист, не беспокоясь о тыльной стороне инструмента. Их основные недостатки — это шум, вибрация и качество кромок.Им требуется сильная рука, чтобы точно управлять режущими лезвиями, и они будут трясти лист, если его не удерживать должным образом. Поскольку механические ножницы делают большое количество мелких надрезов в листовом металле, они могут оставить опасную зубчатую кромку, которую необходимо очистить, прежде чем с ней можно будет безопасно работать.
Электролобзик
Ручные лобзики — это очень сложная задача, когда дело доходит до резки листового металла. Правильная комбинация высококачественной пилы и высококачественного полотна может привести к хорошей равномерной резке и приличному радиусу поворота.Неверное полотно для материала и дешевая пила создадут утомительную и опасную среду для резки. Поскольку лобзики по своей конструкции не имеют горловины, они делают их более универсальными в магазине.
Нубблер
Станок, аналогичный механическим ножницам, эти станки вырубают часть материала по мере того, как они движутся, по существу, откусывая металл, когда оператор направляет их. Их не часто любят в магазинах из-за их широкого пропила и острых кусков серповидной формы, которые они выбрасывают при резке листового металла.
Тепловая резка
Стоимость: 200 — 900 долларов
Гибкость: средняя
Скорость: средняя — высокая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Кислородно-ацетиленовая горелка
Газовые горелки, подобные этим, хорошо работают со сталью, поскольку их температура горения ниже, чем температура плавления. Тепло от горелки в сочетании с постоянным потоком кислорода быстро окисляет листовой металл и сдувает ослабленный металл.Это создает много тепла и искр, но может разрезать толстую сталь и двигаться с относительно высокой скоростью. Резак не требует какой-либо поддержки и является портативным, что делает его идеальным для работы в труднодоступных местах. При расчете цен на эти машины необходимо учитывать стоимость газа. Кроме того, доступны специальные насадки для резки листового металла для определенных металлов и толщин. Эти горелки также могут использоваться для отжига металла, что имеет свои преимущества в специализированной мастерской.
Плазменная горелка
Плазменная горелка работает аналогично кислородно-ацетиленовой горелке, однако вместо окисления металла плазма ионизирует его сильным электромагнитным полем. Помимо тепла от горелки, это ослабляет металлический лист под горелкой и позволяет сдувать его воздухом под высоким давлением. Плазменный резак очень универсален в том, что касается типа материала, который он может резать, и, как кислородно-ацетиленовый резак, он легко маневрирует вдоль листа и в труднодоступных местах.Это делает его обычным выбором для цехов нестандартного листового металла. Недостатками являются количество искр, которое он производит, расстояние, на которое он выбрасывает искры, и край, который он оставляет. Работайте с этой горелкой только в месте, где вы знаете направление искры и где нет ничего легковоспламеняющегося. Кромку после обрезки обязательно придется чистить.
Промышленная резка
Стоимость: 10 000 — 5 000 000 долларов США +
Гибкость: очень высокая
Скорость: очень высокая
Точность: очень высокая
Отделка: отличная
Автоматизация: множество опций
Плазма
Плазменный стол с ЧПУ — это, по сути, самый дешевый вариант промышленной резки.Более медленный, чем его аналоги, это просто плазменный резак, установленный на автоматизированном портале. Несмотря на разнообразие материалов и толщины, главное преимущество — цена.
Струя воды
Водоструйные машины направляют очень тонкую струю воды, смешанную с абразивом, под необычайным давлением и очень высокой скоростью в листовой металл. Это разъедает металл и оставляет очень чистый и гладкий край. Водяные форсунки на удивление способны с очень высокой точностью разрезать листы очень большой толщины, до нескольких дюймов.Их главные достоинства — чистота кромок, разнообразие материалов и точность. Слегка закругленный край с гладкими поверхностями позволяет безопасно работать сразу с машиной. Поскольку отсутствует химическое, электрическое или тепловое взаимодействие с металлом, водяные струи могут разрезать практически любой металл, пластик, сплав или материал с той же точностью и отделкой.
Пробивной пресс
Пробивные прессы используют профилированные инструменты для выбивания геометрии в листовом металле. Более крупные прессы могут быть загружены десятками различных типов инструментов для специальной резки и формовки.Обычно они не такие быстрые, как лазеры, но они позволяют штамповать, катать и формировать металл во время резки. Это позволяет формировать жалюзи, выступы, выступы и оттиски, которые лазеры не могут сформировать. Они также, как правило, дешевле на входе по сравнению с лазерами, однако есть затраты на обслуживание, связанные с инструментами.
Лазеры
Лазеры высокой мощности обеспечивают самый быстрый и точный способ резки листового металла. Современные лазеры перемещают режущую головку по листам на очень высоких скоростях с невероятной точностью.Несмотря на то, что они ограничены 2D-резкой, их точность и скорость не имеют себе равных. При правильной настройке и настройке лазера можно получить чистый безопасный край. Несмотря на то, что они очень дорогие, они просто необходимы в современном магазине листового металла.
Теория резки металла
Теория резки металлаТЕОРИЯ МЕТАЛЛА РЕЗКА
Резка металла осуществляется за счет относительного движения между заготовкой и твердый край режущего инструмента.Резка металла может производиться одноточечный режущий инструмент или многоточечный режущий инструмент. Есть два основных типа резки металла однонаправленным режущим инструментом. Они есть ортогональная и косая резка металла. Если режущая поверхность инструмента под углом 90 90 249 o 90 250 к направлению движения инструмента режущее действие называется ортогональной резкой. Если режущая поверхность инструмента наклонена на расстоянии менее 90 90 249 o 90 250 от траектории инструмента режущее действие называется косой резкой.Различия между ортогональным и наклонным резка приведена ниже
| Ортогональная резка металла | Наклонная резка металла |
| Режущая кромка инструмента перпендикулярно направлению движения инструмента. | Режущая кромка наклонена на угол менее 90 90 249 o 90 250 к направлению движения инструмента. |
| Направление потока стружки перпендикулярно режущей кромке. | Стружка стекает по торцу инструмента делает угол. |
| Чип скручивается в плотную плоскость спираль | Чип течет боком в длинный локон. |
| Для одинаковой подачи и глубины резания сила, срезающая металл, действует на меньшие площади. Итак срок службы инструмента меньше. | Сила резания действует на большие площадь и так стойкость инструмента больше. |
| Обеспечивает острые углы. | Создает фаску на конце разрез |
| Меньшая длина режущей кромки в контакте с работой. | Для той же глубины резания больше длина режущей кромки контактирует с изделием. |
| Обычно отрезка на токарном станке, В этом методе выполняются протяжные и долбежные операции. | Этот метод резки используется в практически все операции механической обработки. |
Элементы резки металла :
Скорость резания: Это расстояние, пройденное рабочей поверхностью относится к режущей кромке инструмента
v = πdN / 1000 м / мин
Подача (и): Движение режущей кромки инструмента с ссылка на один оборот детали.
Глубина резания (т): Измеряется перпендикулярно оси заготовку и прямую точку за один проход. Это можно оценить из отношение
t = (D — d) / 2 мм
Недеформированный чип (Fc): Площадь поперечного сечения чипа до того, как он будет удален с детали. он равен продукту корма и глубина резания.
Fc = s x t мм 2
Все инструменты имеют большую и малую режущую кромку.Главный передний край удаляет массу материала. Где как второстепенная режущая кромка дает добро чистота поверхности.
Производятся различные типы чипов в процессе обработки:Когда инструмент продвигается в обрабатываемую деталь, металл перед инструментом сильно подчеркнул. Режущий инструмент производит внутреннее режущее действие в металл. Металл под режущей кромкой поддается и пластично течет в форма чипа.Сжатие металла под инструментом занимает место. При превышении предельного напряжения металла разделение металл имеет место. Пластическое течение происходит в локальной области, называемой как плоскость сдвига. Стружка движется вверх по лицевой стороне инструмента. Есть три разных типа фишек. Их
- Непрерывная стружка,
- Прерывистая стружка и
- Стружка с наростом.
Непрерывная стружка:
- Условия, благоприятствующие производству непрерывной стружки, — это мелкая стружка толщина, высокая скорость резания, острая режущая кромка, большой передний угол режущего инструмента и точная подача, гладкая поверхность инструмента и эффективная система смазки.
- Такая стружка образуется при обработке пластичных материалов, таких как низкоуглеродистая сталь, медь. и алюминий. Из-за пластической деформации пластичного материала долго и производятся непрерывные стружки.
- Это желательно, поскольку обеспечивает хорошую чистоту поверхности, низкое энергопотребление. расход и более длительный срок службы инструмента.
- С этими стружками сложно обращаться и утилизировать. Далее стружка скручивается по спирали и скручивается вокруг работы и инструмента, что может повредить оператор, когда он ломается.Лицевая сторона инструмента находится в контакте дольше период, приводящий к увеличению тепла от трения. Однако эта проблема могла быть исправляется применением стружколомов.
Стружколомы:
Во время обработки длинная и непрерывная стружка повлияет на обработку. Это будет испортить инструмент, работу и машину. Металл также будет сложно удалить а также опасно. Чип следует разбить на мелкие кусочки для удобства снятие, безопасность и предотвращение повреждения машины и работы.В функция стружколома заключается в уменьшении радиуса кривизны стружки и, следовательно, сломать. Верхняя сторона сплошной стружки выемки, а нижняя сторона который скользит по лицу, инструмент гладкий и блестящий. Чипы имеют такая же толщина насквозь.
Прерывистая стружка:
- Эти стружки образуются при резке более хрупких материалов, таких как бронза, твердая латунь и серый чугун.
- Поскольку стружка распадается на мелкие сегменты, трение между стружкой и инструмент уменьшает, что приводит к лучшей отделке поверхности.
- С ними удобно обращаться и утилизировать.
- Прерывистая стружка производится из пластичных материалов в условиях например, большая толщина стружки, низкая скорость резания, малый передний угол инструмента и т. д.
- Хрупким материалам не хватает пластичности, необходимой для заметной пластичности деформация стружки. Степень деформации чипа деформация ограничивается повторным разрушением.
- Если эти стружки изготовлены из хрупких материалов, то поверхность качество обработки хорошее, потребление энергии низкое, а срок службы инструмента приемлемый у пластичных материалов качество поверхности плохое, а износ инструмента чрезмерный.
Стружка с заостренной кромкой:
- Это не что иное, как небольшой нарост, прилипший к носу режущий инструмент. Эти наросты на кромке образуются сплошной стружкой.
- При обработке пластичных материалов в условиях высокой местной температура и экстремальное давление в зоне резания, а также высокое трение в интерфейс инструментальной стружки, есть возможность сваривать рабочий материал режущей кромкой инструмента и, таким образом, образует наросты.
- Этот металл шва чрезвычайно твердый и хрупкий. Эта сварка может влияют на режущее действие инструмента.
- Последовательные слои добавляются к кромке наращивания. Когда этот край становится большим и неустойчивым, он сломан, и часть его уносится вверх по лицу инструмента вместе со стружкой, оставаясь при этом на поверхности, обработанный. Таким образом, увеличивается шероховатость поверхности.
- Таким образом, размер нароста меняется во время обработки. операция.Сначала он увеличивается, затем уменьшается и снова увеличивается.
- эта наростчатая кромка защищает режущую кромку инструмента, тем самым изменяя геометрия режущего инструмента.
- Низкие скорости резания приводят к образованию наростов на кромке, однако высокая скорость резания, связанная с инструментами из спеченного карбида, нарост незначительно или не существует.
- Условия, способствующие образованию нароста кромки: низкая скорость резания, малый передний угол, высокая подача и большая глубина резания.Это образование может быть Избегайте использования охлаждающих жидкостей и выполнения легких резов на высоких скоростях. Это приводит к образованию кратера на поверхности инструмента.
Одноточечный режущий инструмент:
Детали одноточечного режущего инструмента:
| Деталь | Описание |
| Хвостовик | Это незаземленный корпус инструмента. |
| Лицо | Это поверхность, по которой скользит стружка. |
| База | Это нижняя поверхность хвостовика. |
| Фланец | Это поверхность инструмента, обращенная к заготовке. Там это две боковые стороны, а именно торцевая и боковая. |
| Режущая кромка | Это место стыка торца торца с боковыми поверхностями.Там две режущие кромки, а именно боковая режущая кромка и торцевая режущая кромка. |
| Нос | Это стык боковой и торцевой режущих кромок. |
Важные углы одноточечного режущего инструмента:
| Уголок | Детали |
| Верхний передний угол | Его еще называют передним передним углом.Это наклон наносится на лицевую сторону или поверхность инструмента. Этот уклон дан от носика по длине инструмента. |
| Боковой передний угол | Это наклон забоя или верх инструмента. Этот уклон задается от носа по ширине инструмента. В передний угол облегчает поток стружки |
| Угол сброса | Это склоны грунтовые вниз от режущих кромок.Это два зазора а именно, угол бокового зазора и угол заднего зазора. Это дано в инструмент, чтобы избежать трения детали об инструмент. |
| Угол режущей кромки | Есть два угла режущей кромки а именно угол боковой режущей кромки и угол торцевой режущей кромки. Боковая сторона угол режущей кромки — это угол, под которым боковая режущая кромка образует с осью инструмента. Угол режущей кромки конца — это угол, режущий конец кромка подстраивается под ширину инструмента. |
| Угол кромки | Его еще называют резкой угол. Это угол между лицевой и торцевой поверхностью инструмента. |
| Угол при вершине | Это угол между сторонами режущая кромка и крайняя режущая кромка. |
Требуемые свойства режущего инструмента материал:
Горячая твердость:
Это способность материала выдерживать очень высокие температуры без теряя передний край.Твердость материала инструмента может быть улучшается за счет добавления молибдена, вольфрама, ванадия, хрома и т. д., которые образуют твердые карбиды. Высокая твердость обеспечивает хорошую износостойкость, но плохие механические свойства. ударопрочность.
Износостойкость:
Способность инструмента противостоять износу называется износостойкостью. В процессе обработки инструмент подвергается воздействию абразива. действие заготовки.Если инструмент недостаточно изношен сопротивление тогда есть вероятность выхода из строя режущей кромки. Недостаток химического сродства между инструментом и заготовкой также улучшают износ сопротивление.
Прочность:
Это свойство ограничивает твердость инструмента из-за очень высокой твердость материал становится хрупким и непрочным.
Низкое трение:
Чтобы снизить износ инструмента и улучшить качество поверхности, коэффициент трения между инструментом и стружкой должно быть мало.Теплопроводность должна быть высокий для быстрого отвода тепла от интерфейса инструмента для стружки.
В дополнение к вышесказанному, он должен обладать следующими упомянутыми свойствами.
Устойчивость к механическим и термическим ударам,
Способность поддерживать указанные выше свойства на высоком уровне рабочие температуры.
Инструмент должен легко перетираться и легко свариваться.
В дополнение к вышесказанному, высокая термостойкость также желательно. Но ни один материал не удовлетворяет всем вышеперечисленным требованиям.
Стойкость инструмента:
Это важный фактор в производительности режущего инструмента. Инструмент не может эффективно резать в течение неограниченного времени. В нем есть определенная жизнь. Срок службы инструмента — это время, в течение которого инструмент будет работать удовлетворительно. пока не станет тупым.Это время между двумя последовательными шлифует. Ниже приведены факторы, влияющие на стойкость инструмента.
Скорость резания:
Он имеет наибольшее влияние. Когда скорость резания увеличивается, температура резки повышается. Благодаря этому твердость инструмента уменьшается. Следовательно, также происходит износ задней поверхности инструмента и кратера. легко. Связь между стойкостью инструмента и скоростью резания определяется выражением формула Тейлора, которая гласит:
VT n = C
V — скорость резания в метрах / мин.
T — срок службы инструмента в минутах.
n зависит от инструмента и работы.
C постоянная.
Подача и глубина резания:
Срок службы инструмента зависит от количества материала, снятого инструментом за минута. Для заданной скорости резания, если подача или глубина резания увеличивается, стойкость инструмента снижается.
Геометрия инструмента:
Большой передний угол уменьшает поперечное сечение инструмента.Площадь инструмента, которая поглощает тепло, уменьшается. Так инструмент станет слабым. Следовательно Для увеличения срока службы инструмента необходимо использовать правильный передний угол. Если угол резания увеличивается, для резки потребуется больше мощности. Клиренс 10 o до 15 o оптимально.
Другие факторы включают материал инструмента (углеродистая сталь, среднелегированная сталь, быстрорежущая сталь, быстрорежущая сталь молибдена, быстрорежущая сталь кобальта, стеллиты, карбиды, керамика и алмаз — обычно используемые инструменты материалы.), использование СОЖ и рабочего материала.
Функции СОЖ:
Для охлаждения инструмента и заготовки и отвода тепла генерируется из зоны резания. Важно поддерживать температура 200 o C для углеродных инструментов и 600 o C для HSS.
При низких оборотах чистота поверхности достигается за счет использования СОЖ лучше, чем то, что получается без использования СОЖ.
Для смывания стружки и сохранения свободной зоны среза.
Помогает сохранить яркость свежеобработанной поверхности за счет дает защитное покрытие от атмосферного кислорода и, таким образом, защищает обработанная поверхность от коррозии.
Смазочно-охлаждающая жидкость улучшает обрабатываемость и сокращает время обработки силы.
Для предотвращения расширения заготовки и
Чтобы стружка разбивалась на мелкие части, а не остаются в виде длинных лент, горячих, острых и трудно снимаемых от заготовки.
Требования к смазочно-охлаждающей жидкости:
Смазочно-охлаждающая жидкость должна обладать следующими свойствами.
Высокое поглощение тепла для отвода выделяющегося тепла немедленно,
Хорошие смазывающие свойства при низком коэффициенте трения,
Высокая температура вспышки, чтобы избежать опасности возгорания,
Устойчивость должна быть высокой, чтобы не окислялся воздухом,
Не должен вступать в реакцию с химическими веществами и должен быть нейтральным,
Без запаха, поэтому при высоких температурах не дает неприятный запах,
Безвреден для кожи оператора,
Безвреден для подшипников,
Не должен оказывать коррозионного воздействия на машину или работу. шт.,
Режущий инструмент должен быть прозрачным, чтобы режущее действие можно наблюдать,
Низкая вязкость, обеспечивающая свободное течение режущего инструмента и
Это должно быть экономично.
Выбор смазочно-охлаждающей жидкости зависит от типа операции, материала инструмента и заготовки, скорость съема металла и стоимость смазочно-охлаждающей жидкости.
Типы СОЖ:
СОЖ на водной основе:
В этой воде смешивают растворимое масло и мыло. Ниже приведены важные характерные особенности.
Это отличная охлаждающая среда с максимальным количеством удельная теплоемкость,
Недостатком этого является то, что он вызывает ржавчину и коррозия,
Но смесь воды и масла обеспечивает лучшую смазку недвижимость
Соотношение масла и воды разное для разных процесс обработки.Обычное соотношение:
| Эксплуатация | Передаточное отношение |
| Токарная | 1:25 |
| Фрезерный | 1:10 |
| Бурение | 1:25 |
| Шлифовальный | 1:50 |
СОЖ на масляной основе:
Это жирное масло и минеральное масло.Жидкое масло имеет большую маслянистость становятся липкими и разлагаются при нагревании.
Раскрой листового металла
Резка листового металла — основная классификация для многих различных видов штамповки операции. Операции резки предполагают разделение металла листа на определенные области. Это разделение вызвано за счет срезающих сил, действующих на металл через края пуансона и матрицы.Обработка листового металла в целом, термин «обработка листового металла», включает обработку листа между двумя штампами. При штамповке верхний штамп называется удар. Лист и плита обычно относятся к металлопрокату с большой площадью поверхности. к соотношению объема. Разница в том, что листовой металл толщиной менее 1/4 дюйма (6 мм), в то время как металлическая пластина толще. Большая часть листового металла обсуждаемые процессы резки могут быть выполнены как на листовом, так и на листовом металле, хотя для многих операций с листовым металлом возникнут трудности с увеличение толщины пластины.Обычно «лист» и «листовой металл» также ссылаются на тарелка.
| Рисунок: 245 |
Одним из простейших видов операций прессования является раскрой листового металла. процесс называется прямой отсечкой. Пуансон разделяет заготовку по прямой линии. Промышленный листовой металл при таких операциях резки пуансон обычно наклоняется, чтобы уменьшить максимальное усилие, необходимое для распределения необходимой силы по ходу резания.Угол наклона пуансона варьируется от 4 до 15 градусов, однако Чем больше угол, тем больше величина горизонтальной составляющей силы действует, чтобы вытеснить работу. По этой причине углы обычно не превышают 9 градусов. Металлический лист пропускается после каждого отрезания, и процесс можно повторить. очень быстро.
| Рисунок: 246 |
Отрезка и отрезка листового металла
Отрезки и отрезки — важные основные процессы резки листового металла. выполняется в обрабатывающей промышленности.Обрезки не обязательно должны быть прямыми, скорее они могут проходить по нескольким линиям и / или кривые. Проборы аналогичны тем, что из листа или полосы вырезается дискретная деталь. металл по желаемой геометрической траектории. Разница между отсечкой и отрезка заключается в том, что отрезок может идеально ложиться на листовой металл благодаря его геометрии. С помощью обрезки резка листового металла может выполняться по одной траектории за раз и практически нет отходов материала. С проборами форма не может точно прижаться.Разделение подразумевает одновременную резку листового металла по двум направлениям. Расставания определенное количество материала, которое может быть значительным.
| Рисунок: 247 |
Пробивка отверстий и прорезание
Пробивка — это также основной процесс резки листового металла, который имеет много различные формы и применения в штамповочном производстве. Пробивка предполагает вырезание части материала из металлического листа. Удаляемый материал может быть круглой или другой формы.Этот лишний металл, после перфорации называется заготовкой и обычно выбрасывается как металлолом. Прорези это тип операции штамповки. Прорезь относится конкретно к штамповке прямоугольных или удлиненных отверстий.
Заготовка листового металла
Заготовка — вырезка детали из листового металла по замкнутому контуру. за один шаг. Вырезанная деталь называется заготовкой и может быть обработанный. Многие заготовки часто непрерывно вырезаются из листа или полоса. При вырубке расходуется определенное количество материала.При проектировании процесс вырубки листового металла, геометрия заготовок должна быть совмещена максимально эффективно, чтобы минимизировать отходы материала. Различие должно быть выполняется между двумя процессами резки листового металла: вырубкой и пробивкой, поскольку по сути это один и тот же процесс. При штамповке вырезанный кусок является ненужным. При вырубке вырезанная часть остается работой и сохраняется.
| Рисунок: 248 |
Резка листового металла
Продольная резка — это процесс резки, при котором листовой металл разрезается на две части. противостоящие дисковые лезвия, как консервный нож.Продольная резка может производиться в по прямой или по кривой пути. Фрезы для круглого листового металла могут быть приводными или работу можно протянуть через неработающие фрезы. При продольной резке обычно образуется заусенец это должно быть удалено.
| Рисунок: 249 |
Продольная резка часто является важным процессом резки листового металла, выполняемым на ранней стадии обработки. изготовленных деталей. Для штамповочных станков и штампа может потребоваться полоса определенного ширина.Листовой металл обычно поступает на завод в рулонах, (см. металлопрокат). Эти листы обычно намного шире, чем нужно, и разрезаются на полосы желаемой ширины. Простынь рулон металла можно разрезать сразу на несколько полос, несколькими одновременными разрезами операции. Эти полосы обеспечивают заготовку листового металла для дальнейшей штамповки. процессы.
| Рисунок: 250 |
Перфорация листового металла
Иногда желательно пробить много отверстий в листе металла, часто по определенному шаблону.Эти отверстия могут быть круглыми или другой формы. Перфорированный листовой металл позволит пропускать легкий или жидкий материал через лист. Часто может служить для вентиляции и фильтрации жидкости. вещества. Перфорированный листовой металл также используется в конструкции и станках. конструкция, чтобы уменьшить вес и улучшить внешний вид. Специальное оборудование используется, чтобы пробивать сразу много отверстий с высокой скоростью. В На практике промышленного производства размер этих отверстий обычно составляет от.От 04 дюймов до 3 дюймов, (1-75 мм). Максимальная скорость, с которой некоторые специальные перфорационные машины могут пробивка отверстий составляет от 100 000 до 300 000 в минуту.
| Рисунок: 251 |
Надрез и зарубка
Надрез — это процесс резки листового металла, который включает удаление материала. от заготовки, начиная по краю и режущий внутрь. Целью надрезания является создание листового металла. расстаться с желаемым профилем.Надрез часто выполняется как прогрессивный процесс, каждая операция удаляет еще одну деталь, чтобы получился правильный контур. Семинотчинг это удаление листового металла, который не находится на краю работы. Семинотчинг практически идентичен штамповке. Разница в том, что семенные боли является частью прогрессивной операции резки при создании определенного профиля.
Прогрессивная обработка в листе Металлургия
Прогрессивная обработка, используемая при производстве продукции, выполнение серии последовательных операций каждый из которых постепенно способствует созданию готовой детали.Часто важен порядок, в котором выполняются операции. Производство листового металла является хорошим примером отрасли, в которой используется большое количество прогрессивных обработка. Вырубка, как уже говорилось, обычно является прогрессивным процессом в создании. профиля. Многие другие операции резки листового металла могут выполняться в более крупном прогрессивном процессе. Полный процесс может также включать гибку и / или вытяжку, как показано в последние страницы. Прогрессивная обработка листового металла также обсуждается далее в секцию режущих форм (см. рисунок 261).
Откусывание
Пуансоны для вырезания отверстий и профилей в листовом металле могут поставляться в много разных форм и размеров. Машина, называемая высечкой, использует небольшой прямой пуансон для создавать такое же геометрическое удаление листового металла, как и более крупное сложный удар. Он делает это, быстро пробивая множество перекрывающихся отверстий. чтобы сделать профиль среза большего размера. Откусывание полезно при выполнении сложных разрезов. с простой техникой. Откусывание может занять больше времени, чем удары руками. предназначен для определенного кроя, однако может быть эффективной альтернативой для небольших производственные тиражи.
Механика резки листового металла
При проектировании необходимо понимать механику резки листового металла. штамповочный производственный процесс. Заготовка при раскрое листового металла работа закреплена на нижнем штампе, в то время как движение верхнего штампа (называемого пуансоном), принимает резку. Края пуансона и матрицы не совпадают точно из-за зазор или зазор между ними. Пробойник предназначен для ввода соответствующее отверстие в нижней матрице и всегда хотя бы немного меньше.Оформление размер при резке листового металла будет варьироваться в зависимости от различных факторов процесса и его выбора повлияет на качество изготавливаемой детали.
| Рисунок: 252 |
Когда начинается процесс резки, сила, действующая через пуансон, заставляет его двигаться к работе. Листовой металл прикреплен к нижнему аппарату, он не двигаться при контакте с перфоратором. Вместо этого давление увеличивается между дырокол и лист.Происходит пластическая деформация поверхностного металла. Это случилось на верхней и нижней поверхностях, так как нижняя режущая матрица продвигается вверх с тем же сила, которую толкает пуансон. В производственной практике пластическая деформация на поверхности листового металла на данном этапе операции резки называется опрокидыванием.
| Рисунок: 253 |
Затем происходит проникновение, начинается фактическая резка листового металла, поскольку сила вызывает пуансон и матрица погружаются в рабочий материал.Это создает зону проникновения, известная как полированная или полированная область. Эта полированная область обычно может занимать от 30% до 60% общей толщины Лист. Фактическая толщина этой прямой гладкой поверхности зависит от по нескольким факторам. Чем пластичнее металл, тем больше толщина полировка относительно общей толщины листа. Увеличение зазора или общего листа толщина уменьшит процент области полировки. Зоны полировки на отверстие в листе металла происходит вверху.На снятом металле (пули или заготовке), зона полировки появится внизу. Обеспокоенность качеством кромки металлический разрез или отверстие зависит от того, является ли разрезанный материал заготовкой или заготовкой.
| Рисунок: 254 |
В какой-то момент во время операции резки листового металла, когда определенная глубина пробивки достигается проплавление, формирование области полировки заканчивается распространением трещины. Это происходит от краев пуансона, сверху и от края матрицы внизу.
| Рисунок: 255 |
В хорошо спроектированном процессе резки листового металла трещины должны встречаться друг с другом и образуют непрерывный перерыв. Этот разрыв создаст область перелома. Перелом область начинается в конце полированной области и занимает большую часть остальной части толщина реза, за исключением заусенцев. Больше клиренс, больше толщина листа и меньшая пластичность металла увеличивают долю площадь излома относительно общей толщины листа.
| Рисунок: 256 |
Заусенец представляет собой тонкий выступ материала, который образуется из-за удлинения металла. при окончательном разделении листа. Более пластичные металлы имеют тенденцию к образованию более крупных заусенцев. В производственная практика, острые инструменты могут уменьшить заусенцы. Осмотр кромочных поверхностей реза листовой металл будет отображать различия между полированной областью и областью излома. Зона полировки прямая и имеет гладкую поверхность, а зона излома ровная. угловой и имеет шероховатую поверхность.
Все зоны поверхности листового металла расположены на листе в порядке, обратном на бланке или слаге. Например, заусенец образуется на нижнем крае прорезанного отверстия, а он образует верхний край заготовки. Качество кромки нарезанного листового металла очень хорошее. важно в штамповочном производстве. Одним из соображений является количество холодная обработка металла на разных участках вокруг режущей поверхности. Это может измениться и быть результатом деформации материала. что произошло во время операции.Углы, шероховатость и особенности поверхность края также будет рассмотрена. Факторы сокращения во многом связаны с кромки листового металла, например, большая полированная зона будет свидетельствовать о лучшей кромке качество поверхности. Большой выбор операций по удалению заусенцев, снятия фаски, гибки и другой вторичной обработки. операции обработки могут использоваться производить изделия из листового металла с кромками нужной геометрии и качества.
| Рисунок: 257 |
Зазор в процессе резки
Зазор — важный фактор при проектировании процесса резки листового металла.В качестве обсуждалось ранее, режущий зазор — это прямая линия, боковое расстояние между краями пуансона и край отверстия матрицы. То, как металл отделяется, а значит и разрез, будет в значительной степени определяется клиренс. Оптимизация зазоров при резке в зависимости от конкретного процесса факторов, обеспечит качественный срез. При правильном использовании зазоров Механика резки листового металла должна происходить, как описано в предыдущем разделе.
Неправильные значения могут нарушить процесс резки.Клиренс больше, чем required заставляет листовой металл зажиматься между режущими кромками. Происходит перелом неправильно и получающийся край обычно нежелателен.
| Рисунок: 258 |
Если обеспечивается недостаточный зазор резания, линии излома, идущие от удар и смерть не совпадают. Непрерывные линии излома в листовом металле, обычно приводит к вторичному срезанию и деформации кромочной поверхности.
| Рисунок: 259 |
Чем больше толщина листового металла, тем выше должен быть зазор. В в обрабатывающей промышленности существует ряд оптимальных значений для конкретных процессов, зазоры могут составлять от 1% до 30% толщины листа. Обычно типовые значения пролет от 3% до 8% толщины листа. Важным фактором является тип рабочего материала. и его характер. Лист из алюминиевого сплава может иметь оптимальное значение зазора 4%, лист латуни 6% и лист твердой стали 7.5%. Если размер отверстия небольшой относительный до общей толщины листа может потребоваться дополнительный зазор.
Значение зазора при резке листового металла может быть добавлено либо к пуансону, либо к матрице, в зависимости от того, вырубка это или перфорация. В основном, учитывая определенный размер, Должно ли быть отверстие такого размера или важно, чтобы такого размера была заготовка. Для бланка определенного размера отверстие в матрице должно быть правильного размера, поэтому вычтите зазор от перфоратора.При вырубке пуансон будет меньше желаемого. пустой размер. При пробивке отверстия определенного размера пробойник должен быть правильный размер. В этом случае зазор добавляется к отверстию в матрице, делая его больше желаемого размера отверстия.
Рекомендации по резке
Смазка — важный фактор при обслуживании форм для резки листового металла. Операции по раскрою листов выполняются в основном механическими прессами, Кривошипный пресс часто используется (см. прессы).Нижняя матрица прямая около вершины отверстия, затем угловой зазор предоставляется, чтобы учесть расширение заготовку или пулю после того, как она вытеснена из отверстия. Еще одно соображение относительно заготовка или пуля — это его склонность к деформации из-за сил, задействованных во время процесс резки.
| Рисунок: 260 |
Пресс-формы для резки листового металла
Форма для резки листового металла состоит из пуансона и матрицы, как уже говорилось.Материал пуансона и матрицы обычно представляет собой инструментальную сталь или иногда карбиды. Некоторые формы позволит выполнять сразу несколько операций одним движением. Их называют составной головкой. Часто заготовка подвергается серии операции на разных штампах. Работа переносится с одного штампа на другой после завершения каждой операции. Эти передаточные матрицы упорядочены и выровнены вместе таким образом, чтобы составить более крупный процесс.
Прогрессивный штамп для множества различных последовательных операций, которые могут выполняться на нескольких станции, выполняемые на одном штампе.Операции выстраиваются линейно, по направлению подачи. При каждом гребке каждая операция выполняется один раз. Работа увеличивается на шаг вперед, каждый шаг является постоянным расстоянием. На каждом этапе каждая секция листового металла подвергается следующей операции в очереди. Операции гибки или волочения также могут быть включены вместе с врезкой. более крупный прогрессивный процесс. Секции из листового металла остаются прикрепленными к исходную полосу во время выполнения этих операций. Все операции будут происходить один раз по каждому отдельному разделу.Последняя операция вырезает отрезок из полосы. Каждая секция, если ее удалить, состоит из отдельной части.
| Рисунок: 261 |
Силы резания листового металла Производство
Необходимое усилие резания является решающим фактором при выборе оборудования, во время проектирования процесса листового металла. Максимально необходимое количество силы будет Убедитесь, что мощность машины соответствует производственному процессу.Часто мощность оборудования намного превышает силу, необходимую для конкретной операции. Во многих случаях грубое приближение максимальной требуемой силы для Операция по резке листового металла может определить достаточность имеющегося оборудования. Без учета зазора или трения максимальная сила, необходимая для листа Операцию по резке металла можно оценить по: Сила макс. = (Длина реза) (толщина) (Предел прочности на сдвиг). Сила макс. — максимальная сила, необходимая для работы.Длина of cut — длина периметра области удаляемого листового металла. Толщина — это толщина листа. Максимальная прочность на сдвиг работы на материал можно ссылаться и обычно составляет около 70% -80% от конечного предел прочности.
В обрабатывающей промышленности есть решения для случаев недостаточная вместимость. Пуансоны или матрицы для резки листового металла могут быть со скошенной кромкой, уменьшая силу за счет распределения разреза по длине хода.Детали могут быть изменены для производства или другого используемого рабочего материала. Более крупные разрезы можно разделить на несколько меньших разрезов, требующих меньшего усилия, но в конечном итоге удаляющих одинаковые материал. Другой альтернативой является использование оборудования большей мощности.
Бритье
Краевые поверхности листового металла обычно не гладкие и прямые. Даже в правильно разрезанном металле зона излома будет угловатой и шероховатой. В резка листового металла, чем ниже значение зазора, тем выше кромка качество.Бритье — это вторичный процесс, который можно использовать для улучшения краев. разрезов, которые уже были сделаны. Во время бритья требуется очень мало места для сделайте прямой, гладкий и аккуратный пропил только до конца края. Бритье — это процесс удаления стружки, и его не следует использовать для стрижки. большое количество материала.
| Рисунок: 262 |
Чистовая вырубка листового металла
Можно использовать чистовую вырубку для многих операций по резке листового металла, особенно те, которые предполагают меньшую общую толщину листа.Чистое гашение высокоточный процесс штамповки, позволяющий создавать надрезы с жесткие допуски и ровные гладкие края, без стружки и прочего вторичные процессы.
Пресс прижимает прижимную подушку к листу, удерживая работу плотно между нижней матрицей и прижимной подушкой. Рядом, снаружи и по всему краю выреза, V-образное кольцо выступает из нижней части прижимная пластина ударяется о обрабатываемую деталь. Это дополнительно защищает работу от движение и ограничивает поток металла.Режущий пуансон для этой операции имеет очень маленький зазор с нижним штампом, обычно 1%. Поскольку давление применяется к Во время работы пуансон прорезает металл с медленной скоростью. Одновременно еще один пуансон применяет силу к другой стороне листа в противоположном направлении. В вторичный пуансон обеспечивает меньшую силу, чем режущий пуансон. Его цель — помочь с разрезом и предотвратить коробление банка, частую проблему в операции по вырубке листового металла. Силы поддержки пуансона меньше и в направлении, противоположном режущему пуансону, поэтому суммирование обоих векторов указывает, что общая сила (и, следовательно, движение) будет в направление определяется режущим пуансоном.Чистовая вырубка листового металла будет используйте пресс тройного действия. Эти прессы обычно гидравлические, и каждый действие можно контролировать индивидуально.
| Рисунок: 263 |
Прочие процессы резки листового металла
В обрабатывающей промышленности для резки листового металла также используются другие методы, (и тарелку). В частности, в процессе первичной резки первичного листа раздеться. Пламенная резка популярна и позволяет резать толстые пластины.Распиловка, например ленточной пилой — это процесс обработки, при котором также можно резать толстые листы. Пиление, вроде другие операции механической обработки — это процесс удаления материала. Лазерная резка использует лазеры для резки листового металла. Резка лазерным лучом может управляться компьютером и производить очень точные разрезы. При резке металла также применяется водоструйная обработка. В водоструйная обработка, мощная концентрированная струя воды обеспечивает силу для операция резки.
ТОП
Руководства Что такое металлообработка: формовка, резка и соединение
Металлообработка — это, как следует из названия, работа с металлами для создания отдельных деталей.В металлообработке используется широкий спектр технологий для создания всех типов изделий, от небольших ювелирных изделий до строительных компонентов и крупногабаритных конструкций. Большинство процессов металлообработки можно разделить на три категории: формовка, резка или соединение. Однако важно также отметить, что литье является одним из наиболее распространенных методов обработки металла и включает заливку металла в форму, после чего его охлаждают и затвердевают. В этом руководстве сделана попытка дать обзор наиболее распространенных сегодня процессов металлообработки в обрабатывающей промышленности.
Формовка металла
Формовка — это процесс формования металлических предметов путем деформации без добавления или удаления какого-либо материала. Процесс деформации осуществляется с помощью тепловых и механических нагрузок. Формовка также включает различные производственные технологии, такие как гибка и ковка.
Гибка металла
Гибка металла — это производственный процесс, в котором используются пластичные материалы, чаще всего листовой металл, который обычно используется для такого оборудования, как специализированные машинные прессы.Гибка металла считается достаточно рентабельной для партий небольшого и среднего количества. В основном, на листогибочном прессе существует три типа гибки: гибка на воздухе (наиболее распространенная), дно и чеканка.
Ковка
Ковка — один из старейших процессов металлообработки. Он использует местные силы сжатия для придания формы металлу. В настоящее время промышленная ковка выполняется на специализированном прессовом оборудовании (молотках), которое может весить более тысячи фунтов! Одним из значительных преимуществ ковки является то, что она может производить более прочную деталь, чем если бы она была сделана с помощью литья или механической обработки.Металлу придают форму в процессе ковки, и его внутренняя зернистая текстура медленно деформируется в соответствии с общей формой детали. После завершения процесса готовый продукт имеет значительно превосходные свойства.
Резка металла
Резка — это процесс, во время которого материалу придается форма путем удаления некоторых деталей с помощью инструментов. Этот процесс включает такие технологии, как фрезерование с ЧПУ, фрезерование и токарная обработка.
Обработка
Обработка — это собирательное название для различных процессов, в которых кусок сырья обрабатывается до желаемой формы и размера с помощью инструментов, управляемых компьютером.Такие методы часто называют субтрактивным производством, в отличие от аддитивного производства (3D-печать), при котором продукт создается с нуля. Механическая обработка обычно связана с производством металлических деталей, но она используется с широким спектром материалов, включая пластик, дерево, композиты и другие. Три основных процесса обработки: фрезерование, фрезерование и токарная обработка.
Фрезерование
Операции, при которых режущий инструмент вращается, прижимая режущие кромки к заготовке, называются фрезерованием.Фрезерные станки — это основной инструмент, используемый при фрезеровании.
Фрезерование
Фрезерование с ЧПУ похоже на фрезерование, при этом некоторые фрезерные станки с ЧПУ способны выполнять почти те же задачи, что и фрезерные станки. Основные функции — вырезать, гравировать и вырезать предметы из заготовки — по сути, это замена обычного ручного маршрутизатора, но с помощью процессов, управляемых компьютером, для устранения человеческой ошибки.
Токарная обработка
Операции с вращением заготовки в качестве основного метода перемещения металла относительно режущего инструмента.Токарные станки используются в токарной обработке как ведущий основной станок.
Соединение металла
Соединение означает соединение нескольких частей металлического изделия с помощью таких процессов, как сварка. Некоторые процессы 3D-печати металлом, такие как DMLS и EBM, также можно назвать формами сварки.
Сварка
Сварка металла — это процесс изготовления, основанный на соединении материалов плавлением, которое представляет собой сочетание давления и тепла. Как правило, для формирования сварного шва добавляется присадочный материал, так что в некоторых случаях он может стать даже прочнее исходного материала.В то же время процесс сварки должен предохранять присадочные металлы / расплавленные металлы от загрязнения и / или окисления. Сварочные операции можно разделить на категории в соответствии с различными используемыми источниками энергии, среди которых газовое пламя, электрическая дуга, лазер и ультразвук. Среди наиболее популярных методов сварки:
Газокислородная сварка (кислородная сварка), при которой для сварки и резки металлов используются топливные газы и кислород.
Дуговая сварка в среде защитного металла (электросварка), в которой используется электрод, покрытый флюсом для защиты сварочной ванны.Электрододержатель удерживает проволоку, пока она медленно тает.
Дуговая сварка вольфрамовым электродом (в инертном газе), в которой для сварки используется неплавящийся вольфрамовый электрод. Однако область сварного шва должна быть защищена от атмосферного загрязнения инертным защитным газом, таким как аргон или гелий.
Газовая дуговая сварка металлическим электродом (инертный газ), в которой используется пистолет для подачи проволоки, который подает проволоку с регулируемой скоростью и пропускает защитный газ на основе аргона или смесь аргона и диоксида углерода (CO2) по сварочной ванне для защиты это от атмосферного загрязнения.
Литье металла
Литье металла — это процесс обработки металла, который, как известно, начался в древние времена и до сих пор широко используется для изготовления скульптур, инструментов и ювелирных изделий. Наиболее популярные методы включают литье по выплавляемым моделям и литье в песчаные формы. Они подразделяются на материал формы (например, песок или металл) и метод разливки (например, под действием силы тяжести или вакуума).
Какой вид металлообработки использовать?
У каждого процесса металлообработки есть свои плюсы и минусы, поэтому к выбору метода изготовления следует подходить внимательно.Мы рекомендуем более подробно изучить каждый производственный процесс в других руководствах по производству и при необходимости связаться с нами.
Услуги ЧПУ в США
Абразивная резка Плюсы и минусы
Является ли этот неправильно понятый метод лучшим выбором для 2-осевой резки металла?
Абразивная резка — это часто неправильно понимаемый метод точной резки металла. Из-за его названия некоторые потенциальные пользователи могут предположить, что этот метод дает неровные края, множество заусенцев и другие дефекты поверхности.
Эти предположения не могут быть дальше от истины. Фактически, абразивная резка подходит для приложений, требующих точной резки, жестких допусков и большого объема по умеренной цене.
Но прежде чем вы выберете абразивную резку — или любой другой метод прецизионной резки металла, который вы можете рассмотреть — для двухкоординатной резки металлических деталей, крайне важно понять преимущества и недостатки этого процесса. Таким образом, вы сможете оценить и решить, будет ли метод соответствовать вашим потребностям и приоритетам.
Чем отличается абразивная резка
Основное отличие абразивной резки от многих других, более привычных методов прецизионной резки заключается в способе удаления материала с заготовки.
Вместо резки зубьями пилы абразивная резка удаляет материал путем шлифования и эрозии. Это достигается за счет использования очень тонкого, неармированного абразивного отрезного круга, состоящего из бесчисленных субмикронных режущих частиц, внедренных в связующий материал.
В отличие от многих режущих инструментов, которые затупляются с каждым последующим использованием, эти абразивные круги являются самозаточными. То есть, когда круг режет материал, крошечные острые абразивные частицы стираются, всегда открывая новые и постоянно образуя новую режущую кромку.
Режущий металл не нагружает круг, что происходит с алмазными кругами. Прорезь небольшой — от 0,012 до 0,020 дюйма (от 0,3 до 0,5 мм) — и заусенцы проталкиваются через пропил и выбрасываются.
Другие заметные преимущества
Помимо резки стержней и профилей, так называемая абразивная резка тонким кругом отличается от резки труб, поскольку позволяет использовать оправки, которые поддерживают трубы для точной резки. Оборудование для абразивной резки также может разрезать диэлектрические материалы. Это означает, что композиты и металлы с покрытием можно резать без каких-либо компромиссов или ограничений.
Абразивная отрезка работает намного быстрее, чем методы точной резки металла, такие как электроэрозионная и лазерная резка.Материал можно связывать вместе, что становится чрезвычайно эффективным преимуществом, поскольку диаметры становятся меньше, а количество деталей в связке увеличивается. Это позволяет снизить затраты на большие объемы.
Даже при резке очень твердых материалов правильно охлажденный абразив с тонким кругом выделяет мало тепла и обеспечивает чистую обработку поверхности. Кроме того, метод может:
- Обеспечьте допуск по длине реза до 0,001 дюйма (0.025 мм)
- Диаметр резки от 0,0005 дюйма до 3,00 дюйма (от 0,0125 мм до 76,2 мм)
- Обрезка на отрезки длиной от 0,008 дюйма (0,20 мм)
- Работайте с трубками любого внутреннего диаметра и разрезайте стенки труб до толщины 0,001 ”(0,025 мм) — без деформации
- Обрезка деталей с покрытием без повреждения покрытия
- Соблюдайте исключительно жесткие допуски на резку большой длины ± 0,005 дюйма на 6,0 ‘(± 0,125 мм на 2 м)
- Производите лучшее« как обработка поверхности по сравнению со всеми другими вариантами резки
Немного недостатков
Конечно, ни один метод точной резки металла не справится со всем этим.Абразивная резка тонким кругом не рекомендуется для больших диаметров, в частности, диаметров более 1 дюйма (25,4 мм) для стержней и более 3 дюймов (76,2 мм) для труб.
Хотя абразивно-отрезной станок можно использовать практически со всеми металлами, исходный материал должен быть прямой длины. Это означает, что абразивный метод нельзя использовать для резки материала с катушки. Кроме того, абразивные круги не могут резать карбиды, как неалмазные.
Ваш выбор!
Решение о том, действительно ли тонкая абразивная резка является вашим лучшим выбором, требует глубокого понимания вашей уникальной области применения и ее конкретных параметров, а также понимания других вариантов 2-осевой резки металла.
Чем отличается абразивная резка тонким кругом от других методов точной резки металла? Продолжайте читать, чтобы узнать.
8 Принципы бесцентрового шлифования
В мире механической обработки токарные инструменты, такие как токарные станки и фрезы, являются яркими звездами. Фактически, для большинства людей они — это , которые обрабатывают. Однако способность выполнять прецизионное бесцентровое шлифование в дополнение к механической обработке является несомненным преимуществом.
Как работает бесцентровое шлифование?
Бесцентровое шлифование — это один из нескольких процессов обработки, в которых используется абразивная резка для удаления материала с детали (заготовки).При этом деталь поддерживается на опоре для заготовки, которая находится между двумя вращающимися цилиндрами:
- Регулирующий круг , который регулирует скорость вращения детали и скорость подачи (для шлифования с подачей ) или линейного перемещения (для шлифования со сквозной подачей )
- Абразивный шлифовальный круг большего размера
Преимущество бесцентрового шлифования заключается в том, что заготовка удерживается на месте давлением вращающихся кругов.Никакого ремонта не требуется, поэтому установка проста, а время выполнения работ быстрое. А поскольку заготовка жестко поддерживается, во время шлифовки не происходит прогиба.
Но, несмотря на эти и другие преимущества, у бесцентрового шлифования меньше специалистов, чем у механической обработки. И хотя бесцентровая шлифовальная машина существует уже почти столетие, многие люди не могут понять основы этого процесса и то, как он работает.
Что еще полезно знать об этом несколько загадочном процессе? Давайте взглянем на 8 основных принципов бесцентрового шлифования — вещи, которые полезно (и мы надеемся, интересно) знать об этом зрелом и все же в некотором роде незнакомом процессе.
1. Бесцентровое шлифование начинается там, где обработка прекращается.
Обратной стороной бесцентрового шлифования является то, что, в отличие от механической обработки, на заготовках не может работать много осей. Однако есть много деталей, в которых бесцентровый процесс устраняет ограничения обработки с точки зрения размеров, материалов и качества поверхности.
Вот почему мы любим говорить, что там, где заканчивается обработка, начинается процесс бесцентрового шлифования. Например, если у вас есть некруглая деталь, полученная на токарном станке, а диаметр детали слишком мал или ее центр невозможно установить, вы можете добиться округлости с помощью методов бесцентрового шлифования .
Кроме того, при бесцентровом процессе на заготовки не возникает осевого давления. Это означает, что его можно использовать для шлифования длинных кусков хрупких материалов и деталей, которые в противном случае могли бы деформироваться.
2. Процесс бесцентрового шлифования обманчиво прост, но точен.
Поскольку бесцентровые шлифовальные машины во многом обязаны своей функциональностью некоторым основным принципам физики, они не имеют большого количества движущихся частей. Это делает бесцентровое шлифование относительно простым процессом, который идеально подходит для чистовой обработки небольших цилиндрических металлических деталей с внешним диаметром , требующих жесткого допуска .
Бесцентровое шлифование практически непрерывно, потому что по сравнению с межцентровым шлифованием время загрузки мало. Таким образом, можно непрерывно шлифовать длинные отрезки. Даже большое количество мелких деталей можно автоматически измельчать с помощью различных приспособлений для подачи.
Кроме того, бесцентрово-шлифовальные машины могут стабильно работать на высоких скоростях. Это делает этот процесс отличным выбором для массовых применений в аэрокосмической, автомобильной, военной, медицинской и других отраслях.
3. Способы шлифования различаются по способу подачи деталей через станок.
Основное различие между двумя наиболее часто используемыми методами бесцентрового шлифования в заключается в том, как заготовки проходят через станок .
Шлифование со сквозной подачей обычно используется для деталей с постоянной круглостью по всей длине. В этом методе заготовка перемещается вдоль остального лезвия между двумя колесами.
Под действием небольшого угла, приложенного к регулирующему кругу по отношению к шлифовальному кругу, метод сквозной подачи в основном «сжимает» заготовку поперек шлифовального круга и выходит с другой стороны.
Шлифование подачей — также называемое врезным шлифованием — используется для шлифования цилиндрических деталей с выемками или сложных форм, таких как валы шестерен. Здесь, остальные детали лезвие должно быть тиснение, чтобы соответствовать форме той части, а шлифовальные и регулирующие колеса должны быть одеты, чтобы соответствовать той части в нужный срез профиля.
При использовании метода подачи регулирующий круг раскручивает деталь с одной скоростью, толкая ее к шлифовальному кругу, который вращается с большей скоростью.Чем больше разница в скоростях, тем выше скорость съема.
4. Выбор шлифовального круга очень важен.
Еще одним ключевым фактором бесцентрового шлифования является выбор шлифовального круга. Он должен подходить как к металлу, из которого изготовлены детали, так и к желаемой поверхности.
Помимо того, что они доступны в различных диаметрах и ширине / толщине, бесцентровые шлифовальные круги бывают разных типов зерен и размеров зерен, часто с использованием суперабразивных материалов, таких как поликристаллический алмаз и кубический нитрид бора.
Суперабразивные материалы и круги из карбида кремния являются преимуществом при бесцентровом шлифовании чрезвычайно твердых металлов по нескольким причинам:
- Колеса прочные и дольше сохраняют остроту.
- Они обладают высокой теплопроводностью, сохраняя свою форму при высоких температурах контакта и высоких скоростях вращения.
- Цикл одевания требует меньше времени.
- Срок службы колес намного больше, чем у колес, изготовленных из таких материалов, как абразивные материалы из оксида алюминия.
5. Углы влияют на успех бесцентрового шлифования.
Углы, под которыми бесцентровые шлифовальные круги контактируют с деталью, имеют решающее значение для достижения правильной круглости и допуска.
Обычно центры регулирующих и шлифовальных кругов устанавливаются на станке на одинаковой высоте, а центр заготовки расположен выше. Однако, если заготовка установлена слишком высоко, может появиться вибрация. Если заготовка установлена слишком низко, она может быть некруглой.
Цель состоит в том, чтобы деталь (1) находилась в контакте с регулирующим кругом и (2) вращалась с меньшей скоростью, в то время как более быстрый и крупный абразивный шлифовальный круг прикладывает силу, которая создает точную округлость детали. Использование правильного угла круга помогает обеспечить использование всей поверхности шлифовального круга.
Если угол регулирующего круга слишком острый, это может привести к тому, что заготовка войдет слишком далеко в зону шлифования. Это может привести к неравномерному износу, сужению и сокращению срока службы колеса.Если регулирующий круг расположен слишком близко к параллельному шлифовальному кругу, это может привести к остановке деталей между кругами или, в худшем случае, к поломке заготовки / круга.
Угол опоры для заготовки также имеет решающее значение. Например, при шлифовании суперабразивным кругом шириной 4 дюйма (101,6 мм) остальное лезвие обычно хорошо работает при 30º.
Но при ширине круга 6 дюймов (152,4 мм) или 8 дюймов (203,2 мм) тот же угол может вызвать слишком большое давление на шлифовальный круг и вызвать вибрацию.В этом случае изменение угла на 20º или 25º снизит давление и устранит вибрацию детали.
6. При бесцентровом шлифовании обязательно охлаждение.
Охлаждающая жидкость используется при бесцентровом шлифовании не только для охлаждения шлифовального круга, но и для отвода тепла из зоны контакта заготовки со шлифовальным кругом.
Бесцентровое шлифование требует использования охлаждающей жидкости под правильным давлением для преодоления воздушного барьера, создаваемого между шлифовальным кругом и заготовкой во время процесса шлифования.Это позволяет охлаждающей жидкости течь в пространстве между ними.
Этап подачи СОЖ при бесцентровом шлифовании имеет решающее значение для предотвращения возврата тепла к заготовке или шлифовальному кругу. В противном случае может быть трудно соблюдать допуски на округлость и прямолинейность, а термическое повреждение может даже вызвать образование пузырей и трещин на шлифовальном круге.
7. Вы можете научить «старый» процесс новым приемам.
Хотя бесцентровое шлифование существует уже давно, современные станки оснащены новыми функциями, повышающими производительность.
Для повышения эффективности и производительности процесса программируемые элементы управления с ЧПУ упрощают настройку и замену оборудования при переходе от одного задания к другому. Другие новейшие технологии позволяют:
- Изготовление ранее невозможных шлифованных форм, размеров и допусков
- Сокращение времени наладки
- Ускорение загрузки и разгрузки для сокращения времени цикла
Например, бесцентрово-шлифовальные станки последнего поколения снимают регулирующий круг и заменяют его на стационарные тросовые опоры с возможностью ввода втулки.Эта опция позволяет создавать сложные формы и экзотические размеры, работая так же, как направляющие втулки на автоматических токарных станках швейцарского типа.
Кроме того, усовершенствования в области программного управления, двигателей с прямым приводом и роботизированной загрузки / выгрузки деталей позволяют использовать простую концепцию бесцентрового шлифования для изготовления сложных деталей, которые ранее были немыслимы.
8. Опыт — это часть набора навыков бесцентрового шлифования.
Бесцентровому процессу обычно не учат.Скорее, это навык, который часто приобретается за годы работы в той отрасли промышленности, которая предоставляет клиентам услуг бесцентрового шлифования .
Итак, чтобы добиться наилучших результатов, вам нужен партнер, который:
- Считает бесцентровое шлифование достаточно важным для развития экспертных знаний, несмотря на спрос на свою нишу
- Продолжает расти вместе с отраслью, вместо того, чтобы полагаться на оригинальные станки десятилетней давности
Например, с самого начала Металлорежущая промышленность расширяла наши возможности резки Возможности бесцентрового шлифования для производства деталей уплотнения стекло-металл.Спустя более 50 лет мы по-прежнему выполняем бесцентровое шлифование практически каждый день и продолжаем идти в ногу с отраслевыми тенденциями и потребностями клиентов, используя оборудование последнего поколения.
Зачем рассматривать использование бесцентрового шлифования?
В умелых руках бесцентровое шлифование способно создать «обработанную поверхность», которой просто не может соответствовать такой процесс, как токарная обработка — как по значению Ra, так и по некоторым металлам, которые практически невозможно обработать с помощью режущего инструмента.
Даже там, где возможно точение, это никогда не приведет к точному снятию материала и полученной в результате чистоте поверхности, которую может обеспечить шлифовальный круг.
Спустя почти 100 лет после своего создания бесцентровое шлифование все еще не так распространено, как другие методы изготовления металла. Тем не менее, уникальные качества шлифованной (по сравнению с точеной) отделки в сочетании с инновациями и вариациями, доступными для бесцентрового шлифования, позволяют изготавливать металлические детали, незаменимые для их применения.